

Page 1

PROCESS
WAVEFORM CONTROL TECHNOLOGY
®
Surface Tension Transfer®(STT®)
Surface Tension Transfer
®
(STT®) welding is a GMAW,
controlled short circuit transfer
process developed and
patented by The Lincoln
Electric Company.
Unlike standard CV GMAW
machines, the STT
®
machine
has no voltage control knob.
STT®uses current controls to
adjust the heat independent of wire
feed speed, so changes in electrode
extension do not affect heat.The STT
process makes welds that require low
heat input much easier without
overheating or burning through, and
distortion is minimized. Spatter and
fumes are reduced because the
electrode is not overheated–even with
larger diameter wires and 100% CO
2
shielding gas. This gas and wire
combination lowers consumable costs.
®
Conventional CV short circuit transfer
using CO2and .045" solid wire.
STT®using CO2and
.045" solid wire.
advantages
GOOD PENETRATION AND LOW HEAT
INPUT CONTROL
Ideal for welding on joints with open root, gaps, or on thin material with
no burnthrough.
REDUCED SPATTER AND FUMES
Current is controlled to achieve optimum metal transfer.
REDUCED COSTS
Ability to use 100% CO2or argon shielding gas blends with larger
diameter wires.
GOOD BEAD CONTROL AND FASTER
TRAVEL SPEEDS
Can replace GTAW in many applications without sacrificing appearance.
Patented.This product is protected by one or more of the following United States patents: 4,717,807;
4,897,523; 4,866,247; 4,835,360; 4,954,691; 4,972,064; 5,001,326; 5,003,154; 5,148,001;5,961,863;
6,051,810; 6,160,241; 6,274,854; 6,172,233; 6,215,100; 6,204,478.The application of the STT process for
root pass pipe welding and wallpapering of industrial vessels with nickel alloy sheets are patented.The
application of processes marketed by other welding manufacturers that are similar to STT may infringe on
these patents: 5,676,857; 5,742,029; 5,981,906; 6,093,906.
NX-2.20 11/06
Page 2
WAVEFORM CONTROL TECHNOLOGY®™
PROCESS
Surface Tension Transfer®(STT®)
How
STT®works
A BACKGROUND CURRENT
between 50 and 100 amps
maintains the arc and
contributes to base metal
heating. After the electrode
initially shorts to the weld
pool, the current is quickly
reduced to ensure a solid
short. PINCH CURRENT is
then applied to squeeze
molten metal down into the
pool while monitoring the
necking of the liquid bridge
from electrical signals. When
the liquid bridge is about to
break, the power source
reacts by reducing the current
to about 45-50 amps.
Immediately following the arc
re-establishment, a PEAK
CURRENT is applied to
produce plasma force pushing
down the weld pool to prevent
accidental short and to heat
the puddle and the joint.
Finally, exponential TAIL-OUT
is adjusted to regulate overall
heat input. BACKGROUND
CURRENT serves as a fine
heat control.
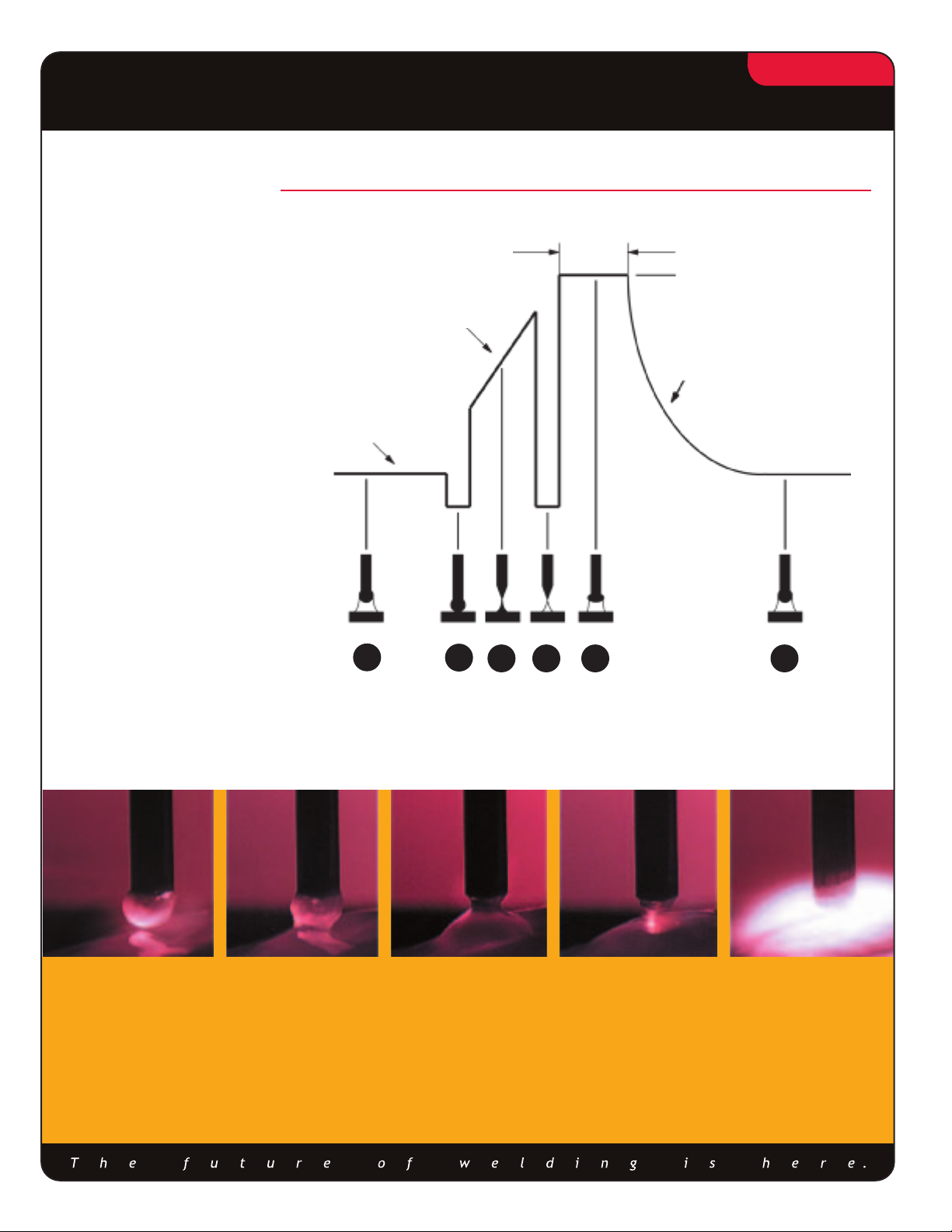
THE STT PROCESS
PINCH
CURRENT
BACKGROUND
CURRENT
A
PEAK TIME
B
C D E A
PEAK
CURRENT
TAIL-OUT
SPEED
2/4
The TAIL-OUT
CONTROL adjusts
the rate that the
current is changed
from PEAK to
BACKGROUND.
Basically, the TAILOUT is a coarse
heat control.
A. STT®produces a
uniform molten ball and
maintains it until the “ball”
shorts to the puddle.
B. When the “ball” shorts to
the puddle, the current is
reduced to a low level
allowing the molten ball to
wet into the puddle.
C. Automatically, a precision
PINCH CURRENT waveform
is applied to the short. During
this time, special circuitry
determines that the short is
about to break and reduces
the current to avoid the
spatter producing “explosion”.
D. STT®circuitry re-
establishes the welding arc
at a low current level.
E. STT®circuitry senses that
the arc is re-established, and
automatically applies PEAK
CURRENT, which sets the
proper arc length. Following
PEAK CURRENT, internal
circuitry automat-ically
switches to the
BACKGROUND
CURRENT, which serves as
a fine heat control.
Page 3

WAVEFORM CONTROL TECHNOLOGY®™
PROCESS
Surface Tension Transfer®(STT®)
Comparing
STT®to conventional processes
Advantages of STT®replacing short-arc GMAW:
• Reduces lack of fusion
• Good puddle control
• Consistent X-ray quality welds
• Shorter training time
• Lower fume generation & spatter
• Can use various compositions of shielding gas
• 100% CO
(on mild steel)
2
Advantages of STT®replacing GTAW:
• Four times faster
• Vertical down welding
• Shorter training time
• 100% CO
(on mild steel)
2
• Improved quality welds on stainless, nickel alloys and
mild steel
• Consistent x-ray quality welds
When
to use STT
STT®is the process of choice for low heat input welds.
STT®is also ideal for:
• Open root – pipe and plate.
• Stainless steel & other nickel alloys – petrochemical
utility and food industry.
• Thin gauge material – automotive.
• Silicon bronze – automotive.
• Galvanized steel- such as furnace ducts.
• Semi-automatic and robotic applications.
®
LN-742
The LN-742 semiautomatic wire feeder features a
trigger mode selection for 2-step or 4-step and
time controls for burn-back, spot times and preflow/post-flow shielding gas. Two-roll wire drive
for positive wire feeding. Dynamic braking
system minimizes crater
sticking problems.Tool-less
quick release wire drive
tension system for easy
wire or gun changes.
LN-15
LN-15 is one of the smallest and most maneuverable wire feeders
available on the market today. Control Cable model includes STT
LINCOLN WELDING SYSTEMS
FEATURING STT
3/4
capabilities and is compatible with
the STT
®
II power source for
outstanding welding perfor-
mance including pulse welding
on a wide variety of steel,
stainless steel, aluminum and
alloy materials.
®
Utilizing
STT®on Lincoln Welding Systems
Adjust WIRE FEED SPEED to:
• control the deposition rate.
Adjust PEAK CURRENT to:
• control the arc length.
Adjust BACKGROUND CURRENT to:
• control heat input (fine).
Adjust TAIL-OUT to:
• control heat input (coarse).
Adjust HOT START to:
• control the heat (current) at the start of the arc.
STT®-10
The sophisticated STT®-10 Process Controller was designed
specifically to work with the revolutionary STT
source. Microprocessor controls make it easy to
develop optimal procedures
and set the range of
operator adjustments. Dual
procedure control can
increase or decrease the
energy in the arc without
changing the wire feed
speed.
®
II power
Page 4

WAVEFORM CONTROL TECHNOLOGY®™
PROCESS
Surface Tension Transfer®(STT®)
Lincoln Welding Systems featuring STT
®
(cont.)
Invertec®STT®II
The STT®II combines high frequency inverter technology
with advanced Waveform Control Technology
of traditional short-arc GMAW welding. The STT
precise control of the electrode current during the entire
welding cycle significantly reduces fumes, spatter and
grinding time. In addition, the unit offers independent
control of wire feed speed and current.
®
in place
®
II’s
Power Wave®455M/STT/Power FeedTM10M Dual
The Power Wave®455M/STT is a digitally controlled inverter power
source capable of complex, high-speed waveform control. It is
designed to be part of a modular, multi- process welding
system. By installing various modular options, the power
sources can be reconfigured to be used in robotic or hard
automation systems, and can communicate with other
industrial machines to create a highly integrated and flexible
welding cell. This product features Lincoln Electric’s STT
®
process for applications in which heat input control, minimal
distortion, reduced spatter, and low fumes are essential.
Power Wave®455M/STT Power FeedTM10R
Robotic
The Power FeedTM10R is a high performance, digitally
controlled, modular wire feeder designed to be a part of
a modular, multi-process welding system. It is specifically
designed to mount to a robot arm or to use in hard
automation applications. This four drive roll feeder operates
on 40VDC input power and is designed to be used with
ArcLink™ Robotic Power Waves
®
Lincoln Electric’s STT
process for applications in which
heat input control, minimal distortion, reduced spatter, and
low fumes are essential.
Customer Assistance Policy
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and
cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers
may ask Lincoln Electric for advice or information about their use of our products.We respond to our customers based on the
best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and
assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any
warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical
consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has
been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of
our products.
Lincoln Electric is a responsible manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely
within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric
affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to change
www.lincolnelectric.com for any updated information.
Test Results Disclaimer
Test results for mechanical properties, deposit or electrode composition and diffusible hydrogen levels were obtained from a
weld produced and tested according to prescribed standards, and should not be assumed to be the expected results in a particular
application or weldment. Actual results will vary depending on many factors, including, but not limited to, weld procedure, plate
chemistry and temperature, weldment design and fabrication methods. Users are cautioned to confirm by qualification testing,
or other appropriate means, the suitability of any welding consumable and procedure before use in the intended application.
– This information is accurate to the best of our knowledge at the time of printing. Please refer to
®
. This product features
WHAT IS NEXTWELD®?
The challenges facing industrial fabricators
today are growing in number and
complexity. Rising labor, material and
energy costs, intense domestic and global
competition, a dwindling pool of skilled
workers, more stringent and specific quality
demands all contribute to a more difficult
welding environment
today.
Through our
commitment to
extensive research
and investments
in product
development,
Lincoln Electric
has established an
industry
benchmark for
applying
technology to improve the quality, lower the
cost and enhance the performance of arc
welding processes. Advancements in power
electronics, digital communications and
Waveform Control Technology
foundation for many of the improvements.
NEXTWELD
Technology, Application and Success Story
documents like this one. NEXTWELD
explains how technologies, products,
processes and applications are linked
together to answer the important questions
that all businesses face:
• How can we work faster, smarter, more
• How can we get equipment and people
• How do we stay competitive?
NEXTWELD
benefits are available to you today. Ask your
Lincoln Electric representative how to
improve the flexibility, efficiency and quality
of your welding operations to reduce your
cost of fabrication.
THE LINCOLN ELECTRIC COMPANY
www.lincolnelectric.com
1.216.481.8100
4/4
®
are the
®
brings you a series of Process,
®
efficiently?
to perform in ways they’ve never had to
before?
®
is the future of welding but its
 Loading...
Loading...