

Page 1

IM 1094
октябрь, 2004
Механизмы подачи сварочной проволоки
LINC FEED 37 и 38
Безопасность зависит от Вас.
Оборудование для сварки и резки
компании "Линкольн Электрик"
спроектировано и изготовлено с
учетом требований безопасной
работы на нем. Однако уровень
безопасности может быть повышен
при соблюдении известных правил
установки оборудования... и при
грамотной его эксплуатации.
НЕ ВЫПОЛНЯЙТЕ установку,
подключение, эксплуатацию или
ремонт данного оборудования
без изучения настоящего
руководства и без
изложенных в нем требований
безопасности.
соблюдения
Дата поставки:
Кодовый номер (Code No.):
Серийный номер (Serial No.):
Авторизованный дистрибьютор:
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
World’s Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors
Sales and Services through Subsidiaries and Distributors Worldwide
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100
Page 2
I БЕЗОПАСНОСТЬ I
ВНИМАНИЕ
ЗАЩИЩАЙТЕ СЕБЯ И ОКРУЖАЮЩИХ ОТ ВОЗМОЖНЫХ ТРАВМ. НЕ ДОПУСКАЙТЕ ДЕТЕЙ НА РАБОЧЕЕ МЕСТО.
РАБОТНИК, ИМЕЮЩИЙ СТИМУЛЯТОР СЕРДЦА, ДОЛЖЕН ПРОКОНСУЛЬТИРОВАТЬСЯ У ВРАЧА ПЕРЕД
ВЫПОЛНЕНИЕМ РАБОТ.
Прочтите и осознайте следующие ниже рекомендации по безопасности. Для получения дополнительной информации
настоятельно рекомендуем приобрести копию стандарта ANSI Z49.1 - Safety in Welding and Cutting (Безопасность при
сварке и резке), издаваемого Американским Сварочным Обществом (AWS)
требования по безопасности, принятого в стране использования настоящего оборудования. Так же, Вы можете получить
брошюру Е205, Arc Welding Safety (Безопасность при дуговой электросварке), издаваемую компанией "Линкольн
Электрик".
ПРОСЛЕДИТЕ ЗА ТЕМ, ЧТОБЫ УСТАНОВКА ОБОРУДОВАНИЯ, ЕГО ЭКСПЛУАТАЦИЯ, ОБСЛУЖИВАНИЕ И РЕМОНТ
ВЫПОЛНЯЛИСЬ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ.
УДАР ЭЛЕКТРИЧЕСКИМ
1.а Во время работы сварочного оборудования кабели электрододержателя и
1.б Обеспечьте надежную изоляцию своего тела от свариваемой детали.
1.в При выполнении автоматической или полуавтоматической сварки
1.г Всегда следите за надежностью соединения сварочного кабеля “на деталь”
1.д Выполните надежное заземление свариваемой детали.
1.е Поддерживайте электрододержатель, зажим на деталь, сварочные кабели
1.ж Никогда не погружайте сварочный электрод в воду с целью его охлаждения.
1.з Никогда не дотрагивайтесь одновременно находящихся под напряжением
1.и При работе на высоте используйте страховочный ремень, который
1.к Так же, см. пункты 4.в и 6.
зажима на деталь находятся под напряжением. Не прикасайтесь к
оголенным концам кабелей или к подсоединенным к ним элементам
сварочного контура частями тела или мокрой одеждой. Работайте только в
сухих, неповрежденных рукавицах.
Убедитесь, что средства изоляции достаточны для укрытия всей рабочей
зоны физического контакта со свариваемой деталью и землей.
В качестве дополнительных мер предосторожности в том случае, если
сварочные работы выполняются в представляющих опасность
поражения электрическим током условиях (зоны повышенной
влажности или случаи работы в мокрой одежде; строительство
крупных металлоконструкций, таких как каркасы зданий или леса;
работа в стесненных условиях - сидя, стоя на коленях или лежа;
случаи неизбежного или
деталью или землей), - используйте следующее сварочное
оборудование:
• выпрямители с жесткой характеристикой для
полуавтоматической сварки,
• выпрямители для сварки штучными электродами,
• источники питания для сварки на переменном токе на
пониженных напряжениях.
сварочная проволока, бобина, сварочная головка, контактный наконечник
или полуавтоматическая сварочная горелка так же находятся под
напряжением, т.е. являются “электрически горячими”.
и свариваемой детали. Место соединения должно быть как можно ближе к
зоне наложения швов.
и источник питания в надлежащем техническом состоянии. Немедленно
восстановите поврежденную изоляцию.
электрододержателей или их частей, подсоединенных к разным источникам
питания. Напряжение между двумя источниками может равняться сумме
напряжений холостого хода каждого в отдельности.
предотвратит падение в случае электрошока.
ТОКОМ опасен для жизни
высоко-вероятного контакта со свариваемой
ИЗЛУЧЕНИЕ ДУГИ
опасно
2.а Пользуйтесь защитной маской с фильтром подходящей выполняемому
2.б Пользуйтесь приемлемой одеждой, изготовленной из плотного
2.в Позаботьтесь о соответствующей защите работающего поблизости
процессу степени затемнения для защиты глаз от брызг и излучения дуги
при выполнении или наблюдении за сварочными работами. Сварочные
маски и фильтры должны соответствовать стандарту ANSI Z87.1.
огнеупорного материала, для эффективной защиты поверхности тела от
излучения сварочной дуги.
персонала путем установки плотных огнеупорных экранов и/или
предупредите их о необходимости самостоятельно укрыться от излучения
сварочной дуги и возможного разбрызгивания.
СВАРОЧНЫЕ РАБОТЫ могут быть опасными
или копию документа, оговаривающего
СВАРОЧНЫЕ ГАЗЫ И
АЭРОЗОЛИ опасны для
3.а В процессе сварки образуются газы и аэрозоли, представляющие опасность
3.б Не производите сварочные работы вблизи источников испарений
3.в Защитные газы, используемые при сварке, способны вытеснять воздух из
3.г Прочтите и уясните инструкции производителя по работе с данным
3.д Так же, см. пункт 7.б.
для здоровья. Избегайте вдыхания этих газов и аэрозолей. Во время сварки
избегайте попадания органов дыхания в зону присутствия газов.
Пользуйтесь вентиляцией или специальными системами отсоса вредных
газов из зоны сварки. При сварке электродами, требующими
специальной вентиляции, такими как материалы
нержавеющих сталей и наплавки (см. Сертификат безопасности
материала - MSDS, или данные на оригинальной упаковке), при сварке
сталей со свинцовыми и кадмиевыми покрытиями или при работе с
иными металлами или покрытиями, образующими высокотоксичные
газы, применяйте локальные вытяжки или системы механической
вентиляции для снижения концентрации вредных примесей в воздухе
рабочей зоны и
допустимых уровней. При работе в стесненных условиях или при
определенных обстоятельствах может потребоваться ношение
респиратора в процессе выполнения работы. Дополнительные меры
предосторожности так же необходимы при сварке сталей с
гальваническими покрытиями.
хлористого углеводорода (выделяется при некоторых видах
обезжиривания, химической чистки и обработки). Тепловое и световое
излучение дуги способно вступать во взаимодействие с этими испарениями
с образованием крайне токсичного газа фозгена и других продуктов,
раздражающих органы дыхания.
зоны дыхания оператора и влечь серьезные расстройства системы
дыхания. Во всех случаях обеспечьте достаточно мощную вентиляцию
рабочей зоны, особенно в труднодоступных местах, для обеспечения
достаточного количества кислорода в рабочей зоне.
оборудованием и материалами, включая Сертификат безопасности
материала (MSDS), и следуйте правилам соблюдения безопасности работ,
принятым на вашем предприятии. Сертификаты безопасности можно
получить у авторизованного дистрибьютора данной продукции или
непосредственно у производителя.
здоровья
для сварки
недопущения превышения концентрации предельно
ГАЗОВЫЕ БАЛЛОНЫ
взрывоопасны при
4.а Используйте только защитные газы, рекомендованные для выполняемого
4.б Баллон всегда должен находиться в вертикальном положении. В рабочем
4.в Необходимо расположить баллон:
4.г Не допускайте касания баллона электродом, электрододержателем или
4.д При открывании вентиля баллона оберегайте голову и лицо.
4.е Защитный колпак всегда должен быть установлен на баллон, за
сварочного процесса. Регуляторы давления газа должны быть
рекомендованы изготовителем для использования с тем или иным
защитным газом, а так же нормированы на давление в баллоне. Все
шланги, соединения и иные аксессуары должны соответствовать своему
применению и содержаться в надлежащем состоянии.
состоянии его необходимо надежно закрепить цепью к транспортировочной
тележке сварочного полуавтомата или стационарного основания.
• вдали от участков, где они могут подвергнуться механическому
повреждению;
• на достаточном удалении от участков сварки и резки, а так же от любых
других технологических процессов, являющихся источником высокой
температуры, открытого пламени или брызг расплавленного металла.
иным предметом, находящимся под напряжением.
исключением случаев, когда баллон находится в работе.
повреждениях
IM 1094 LINC FEED 37 и 38
Page 3
II БЕЗОПАСНОСТЬ II
РАЗБРЫЗГИВАНИЕ ПРИ
СВАРКЕ может повлечь
5.а Уберите все взрывоопасные предметы из зоны работ. Если это
5.б Необходимо применять специальные меры предосторожности для
5.в Во время перерывов в сварочных работах убедитесь в том что никакая
5.г Не выполняйте подогрев, резку или сварку цистерн, бочек или иных
5.д Продуйте перед подогревом, сваркой или резкой полые отливки, грузовые
5.е Сварочная дуга является источником выброса брызг и раскаленных частиц.
5.ж Подключайте сварочный кабель к свариваемой детали на доступном ее
5.з Так же, см. пункт 7.в.
невозможно, надежно укройте их от попадания сварочных брызг и
предотвращения воспламенения. Помните, что брызги и раскаленные
частицы могут свободно проникать через небольшие щели во
взрывоопасные участки. Избегайте выполнения работ вблизи
гидравлических линий. Позаботьтесь о наличии в месте проведения работ
исправном техническом состоянии огнетушителя.
избежания опасных ситуаций при выполнении работ с применением сжатых
газов. Обратитесь к стандарту “Безопасность при сварке и резке” (ANSI
Z49.1) и к руководству эксплуатации соответствующего оборудования.
часть контура электрододержателя не касается свариваемой детали или
земли. Случайный контакт может привести к перегреву сварочного
оборудования и создать опасность воспламенения.
емкостей до тех пор пока не предприняты шаги, предотвращающие
возможность выбросов возгораемых или токсичных газов, возникающих от
веществ, находившихся внутри емкости. Такие испарения могут быть
взрывоопасными даже в случае, если они были “очищены”. За
информацией обратитесь к брошюре “Рекомендованные
безопасности при подготовке к сварке и резке емкостей и трубопроводов,
содержавших взрывоопасные вещества” (AWS F4.1).
емкости и подобные им изделия.
При выполнении сварочных работ используйте непромасляную защитную
одежду, такую как кожаные перчатки, рабочую спецовку, брюки без
отворотов, высокие рабочие ботинки и головной убор. При сварке во всех
пространственных положениях или в стесненных условиях используйте
беруши. Всегда при нахождении в зоне
носите защитные очки с боковыми экранами.
участке, максимально приближенном к выполняемым швам. Сварочные
кабели, подключенные к каркасу здания или другим конструкциям вдали от
участка выполнения сварки, повышают вероятность распространения
сварочного тока через различные побочные приспособления (подъемные
цепи, крановые канаты и др.). Это создает опасность разогрева этих
элементов и выхода их из строя.
возгорания или взрыв
меры
выполнения сварочных работ
ЭЛЕКТРОМАГНИТНЫЕ
ПОЛЯ опасны
6.а Электрический ток, протекающий по любому проводнику, создает
6.б Наличие электромагнитного поля может неблагоприятным образом
6.в Воздействие электромагнитного поля на организм человека может
6.г Все сварщики должны придерживаться следующих правил для
6.г.1 сварочные кабели на изделие и электрододержатель необходимо
6.г.2 никогда не располагать кабель электрододержателя вокруг своего
6.г.3 не размещать тело между двумя сварочными кабелями. Если
6.г.4 зажим на деталь должен быть поставлен максимально близко к
6.г.5 не работать вблизи сварочного источника.
локальное электромагнитное поле. Сварочный ток становится причиной
возникновения электромагнитных полей вокруг сварочных кабелей и
сварочного источника.
сказываться на работе стимуляторов сердца. Работник, имеющий такой
стимулятор, должен посоветоваться со своим врачом перед выполнением
работ.
проявляться в иных влияниях, не изученных наукой.
минимизации негативного воздействия электромагнитных полей:
разместить максимально близко друг к другу или связать их вместе
посредством изоляционной ленты;
тела;
электрододержатель находится в правой руке и кабель расположен
справа от тела, - кабель на деталь должен быть так же размещен
справа от тела;
выполняемому сварному шву;
и
Относительно
ЭЛЕКТРООБОРУДОВАНИЯ
7.а Перед проведением ремонта или технического обслуживания отключите
7.б Производите установку оборудования в соответствии с Национальными
7.в Произведите заземление оборудования в соответствие с упомянутыми в
питание на цеховом щитке.
Требованиями к электрооборудованию США (US National Electrical Code),
всеми местными требованиями и рекомендациями производителя.
п.6.б Требованиями и рекомендациями производителя.
Относительно
ОБОРУДОВАНИЯ С ПРИВОДОМ ОТ
8.а Перед выполнением ремонта или технического обслуживания остановите
8.д В некоторых случаях бывает необходимо удалить защитные кожухи
8.е Не допускайте попадания рук в зону действия вентилятора. Не
8.ж Для предотвращения несанкционированного запуска бензинового двигателя
ДВИГАТЕЛЕЙ
двигатель, за исключением случаев, когда наличие работающего двигателя
требуется для выполнения работы.
8.б Эксплуатируйте приводное оборудование в хорошо
вентилируемом помещении или применяйте специальные
вытяжки для удаления выхлопных газов за пределы
для проведения необходимых ремонтных работ. Делайте это только
при необходимости и сразу после выполнения необходимых работ
установите кожух на место. Всегда соблюдайте повышенную
осторожность при работе с подвижными частями.
пытайтесь вмешиваться в работу устройства управления частотой
вращения вала двигателя путем нажатия на тяги заслонки во время его
работы.
при вращении вала или ротора генератора в процессе сервисных работ отсоедините провода от свеч зажигания, провод крышки распределителя
или (в зависимости от модели двигателя) провод магнето.
помещения.
8.в Не выполняйте долив топлива в бак агрегата поблизости с
выполняемым сварочным процессом или во время работы
двигателя. Остановите двигатель и охладите его перед
заливкой топлива для исключения воспламенения или
активного испарения случайно пролитого на разогретые
части двигателя топлива.
8.г Все защитные экраны, крышки и кожухи, установленные
изготовителем, должны быть на своих местах и в
надлежащем техническом состоянии. При работе с
приводными ремнями, шестернями, вентиляторами и иным
подобным оборудованием опасайтесь повреждения рук и
попадания в зону работы этих устройств волос, одежды и
инструмента.
8.з Не снимайте крышку радиатора, не охладив двигателя. Это
может привести к выплеску горячей охлаждающей жидкости.
IM 1094 LINC FEED 37 и 38
Page 4

ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ЕВРОПЕЙСКИМ СТАНДАРТАМ
Компания "Линкольн Электрик" настоящим подтверждает,
что механизм подачи сварочной проволоки
LINC FEED 37 / 38
с серийным номером:
соответствует следующим директивам:
73/23/CEE, 93/68/CEE, 89/336/CEE, 92/31/CEE
и разработан и изготовлен в соответствии со следующими стандартами:
EN 50199, EN 60974-1 EN 60974-5
Dario Gatti
технический директор
LINCOLN ELECTRIC France, Avenue Franklin Roosevelt, 76121 Le Grand Quevilly cedex, France
Page 5
БЕЗОПАСНОСТЬ 4
А
Д
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ (ЭМС)
Заключение о соответствии
Аппараты со знаком CE соответствуют Директиве Совета ЕЭС от 3 мая 1989 года в отношении
свода законов стран-участниц на электромагнитную совместимость (89/336/EEC).
изготовлены по государственному стандарту, дополняющему согласованный стандарт EN 50 199 на
электромагнитную совместимость (ЭМС) дуговых сварочных источников. Рекомендуются к
использованию с другим оборудованием компании "Lincoln Electric".
профессионального применения.
ля промышленного и
Введение
Все виды электроприборов генерируют слабое электромагнитное излучение. Электрические волны
могут передаваться по электросетям или излучаться в пространство, так же как и радиоволны. В
результате в других электротехнических устройствах могут возникать электрические помехи.
Электромагнитное излучение может негативно влиять на работу самого разного
электрооборудования: установленного в непосредственной близости сварочного оборудования,
радио- и телеприемников
сварочных источников в бытовых условиях помните о необходимости принятия дополнительных мер
защиты от помех.
, станков с ЧПУ, мини-АТС, компьютеров и т.п. При использовании
Установка и применение
Покупатель несет ответственность за соблюдение рекомендаций производителя по установке и
применению сварочного оборудования. При обнаружении электромагнитных помех их устранением
должен заниматься сам покупатель при поддержке технических специалистов производителя. В
определенных ситуациях достаточно просто заземлить схему сварочного аппарата, см. Примечание.
В других случаях может потребоваться установка электромагнитного экрана вокруг источника и
применение
нужно снизить до такой степени, чтобы они не мешали.
Примечание. Сварочная схема может быть заземлена или не заземлена из соображений
безопасности с учетом требований местных нормативов. Схема заземления может быть
изменена только квалифицированным специалистом, достаточно компетентным для того, чтобы
решить, не приведет
появления параллельных контуров для обратных сварочных токов, что может нарушить схемы
заземления прочего оборудования.
соответствующих входных фильтров. В любом случае, электромагнитные помехи
ли такое вмешательство к повышению травматизма, например, из-за
Выбор места установки
Перед установкой сварочного оборудования покупатель должен проверить возможные отклонения
электромагнитных полей в зоне проведения работ. При этом нужно учитывать следующие факторы:
a) сетевые, контрольные, сигнальные и телефонные кабели, которые расположены в рабочей зоне
сверху, снизу или рядом со сварочным источником;
b) радио- и/или телевизионные приемники и передатчики;
c) компьютеры или оборудование
d) оборудование систем безопасности, например, системы защиты промышленного оборудования;
e) здоровье окружающих людей, например, применение кардиостимуляторов и слуховых
устройств;
f) оборудование, используемое для калибровки или измерения;
g) устойчивость другого стоящего рядом оборудования к работе сварочного агрегата.
Пользователь должен удостовериться в том, что другое используемое оборудование может
работать в данных условиях
h) Проверьте время суток, в которое будут проводиться сварочные и прочие работы.
с компьютерным управлением;
. Для этого могут потребоваться дополнительные меры защиты.
ппараты
IM 1094 LINC FEED 37 и 38
Page 6
БЕЗОПАСНОСТЬ 5
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ (ЭМС)
Размеры рабочей зоны зависят от конструкции того здания, в котором производится сварка, и от
того, выполняются ли там какие-либо иные работы. В прилегающую зону могут быть включены и
участки, выходящие за границы территории предприятия.
Меры по снижению электромагнитного излучения
Электропитание
Сварочное оборудование должно быть подключено к электросети согласно рекомендациям
производителя. При возникновении электромагнитных помех требуется принять дополнительные
меры для их снижения (например, установить сетевые фильтры). Может потребоваться
экранировать сетевой кабель стационарно установленного сварочного агрегата путем заключения
его в металлические трубки или т.п. Экран должен образовывать по всей своей длине сплошную
неразрывную электрическую цепь. Его подсоединяют к источнику сварочного тока таким образом,
чтобы между корпусом агрегата и металлической оболочкой обеспечивался надежный электрический
контакт.
Техобслуживание сварочного оборудования
Сварочное оборудование должно проходить регулярное техническое обслуживание согласно
рекомендациям производителя. Во время работы аппарата все предохранительные щитки и крышки
должны быть накрепко закрыты. Запрещается подвергать сварочное оборудование любым
модификациям, кроме тех изменений и настроек, которые допускаются в инструкциях производителя.
В частности, регулировку и установку искрового зазора в разряднике следует выполнять по
рекомендациям производителя.
Сварочные кабели
Сварочные кабели рекомендуется выбирать минимальной длины и располагать их лучше как можно
ближе друг к другу.
Эквипотенциальное соединение
Следует предусмотреть соединение всех металлических деталей сварочной установки, а также в ее
непосредственной близости. Однако если металлические конструкции находятся в контакте с
обрабатываемой деталью, возрастает риск получения удара электрическим током, если сварщик
коснется этих металлических конструкций, одновременно касаясь электрода. Сварщик должен быть
изолирован от всех эквипотенциально соединенных металлических конструкций.
Заземление свариваемого изделия
Если свариваемое изделие не заземлено из соображений электробезопасности или из-за
особенностей размеров и расположения, к примеру, если это корпус судна или арматура здания, то
в определенных случаях можно добиться снижения помех путем заземления изделия, но не всегда.
Следует обращать внимание на то, чтобы при заземлении свариваемых конструкций не возрастал
травмирования людей, а также риск повреждения другого электрооборудования. Там где это
риск
необходимо, заземление свариваемого изделия производят напрямую, но в некоторых странах такой
способ заземления запрещен и там следует использовать емкостное заземление, следуя
установленным нормативам и стандартам.
Щиты и экраны
Экранирование кабелей в зоне сварки может способствовать снижению электромагнитных
излучений. Может потребоваться разработка специальных решений.
1
Подробная информация приведена в стандарте EN50199 на электромагнитную совместимость
(ЭМС) дуговых сварочных аппаратов.
1
IM 1094 LINC FEED 37 и 38
Page 7
БЕЗОПАСНОСТЬ 6
Благодарим Вас -
Пожалуйста, сразу же по получении проверьте целостность упаковки и оборудования!
После доставки данного оборудования с момента получения перевозчиком расписки о передаче товара
право собственности переходит к покупателю. Поэтому Претензии по материальному ущербу, полученному
во время перевозки, должны быть предъявлены покупателем к компании-перевозчику в момент получения
товара.
за выбор высококачественной продукции компании
"Линкольн Электрик". Мы хотим, чтобы Вы гордились
работой с продукцией компании "Линкольн Электрик", - как
мы гордимся своими изделиями!
Пожалуйста, запишите для использования в будущем идентификационные данные Вашего аппарата. Эту
информацию можно найти на табличке с паспортными данными аппарата.
Название модели и номер ____________________________________________
Серийный и кодовый номера ____________________________________________
Дата продажи ____________________________________________
При выполнении запроса на запасные части или для получения справочных данных по оборудованию всегда
указывайте ту информацию, которую Вы записали выше.
Прочтите данное Руководство по эксплуатации от начала до конца, прежде чем приступать к работе с
данным оборудованием. Сохраните данное руководство и всегда держите его под рукой. Обратите особое
внимание на инструкции по безопасности, которые мы предлагаем для Вашей защиты. Уровень важности
каждой из этих рекомендаций можно пояснить следующим образом:
Эта надпись сопровождает информацию, которой необходимо строго придерживаться во избежание
получения тяжелых телесных повреждений или лишения жизни.
Эта надпись сопровождает информацию, которой необходимо придерживаться во избежание получения
травм средней тяжести или повреждения данного оборудования.
ВНИМАНИЕ
ОСТОРОЖНО
IM 1094 LINC FEED 37 и 38
Page 8
VII СОДЕРЖАНИЕ VII
Установка Раздел А
Техническая спецификация
Требования по безопасности
Выбор места для установки
Подключение питания
Подключение газа
Подключение сварочных кабелей
Эксплуатация Раздел Б
Требования по безопасности
Общее описание
Продолжительность включения
Органы управления и функциональные возможности
A. Несинергетическая сварка на жесткой ВАХ (CV Non Synergic)
B. Синергетическая сварка (только для модели LF 38)
C. Настройка параметров сварки
D. Функция памяти "Memory" – сохранение, считывание и удаление данных (только в
модели LF 38)
E. Функция "Memory" – загрузка сохраненных данных (только
F. Функция "Memory" – блокировка/разблокировка памяти (только в модели LF 38)
G. Меню настройки конфигурации
в модели LF 38)
Аксессуары Раздел В
Дополнительное оборудование
Техническое обслуживание Раздел Г
Требования по безопасности
Обслуживание и ремонт
Устранение неисправностей Раздел Д
Как пользоваться руководством по устранению неисправностей
Сообщения об ошибках
Запасные части Раздел Е
Перечень запасных частей
Электрические схемы Раздел Ж
Электрическая схема
Схема подключения к сварочному источнику
Гарантийные обязательства производителя
Стр.
А-1
А-1
А-1
А-1
А-1
А-1
Б-1
Б-1
Б-1
Б-1
Б-3
Б-3
Б-5
Б-6
Б-7
Б-8
Б-9
В-1
Г-1
Г-1
Д-1
Д-2
Е-1
Ж-1
Ж-2
IM 1094 LINC FEED 37 и 38
Page 9
Раздел А УСТАНОВКА А-1
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
ДИАПАЗОН РЕГУЛИРОВКИ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ (м/мин)
1,5 – 20
ВХОДНОЕ НАПРЯЖЕНИЕ (В)
42 В перем. тока
ВЫХОДНАЯ МОЩНОСТЬ при 40°С
Продолжительность включения (10 мин.)
100%
60%
ДИАПАЗОН СВАРОЧНЫХ ТОКОВ
Сварочный ток, А
5 – 500
ДИАМЕТР ПРОВОЛОКИ (мм)
Сварочный ток, А
Макс. напряжение х.х.
113 В пост. тока или 113 В перем. (пиковое)
320
400
Сплошная стальная проволока Порошковая проволока Алюминиевая проволока
0,6 – 1,6 1,0 – 2,0 1,0 – 1,6
ГАБАРИТНЫЕ РАЗМЕРЫ И ВЕС
Высота, мм Ширина, мм Глубина, мм Вес, кг
356 188 534 16
ДИАПАЗОН ТЕМПЕРАТУР
При работе: от -10°С до +40°С
При хранении: от -25°С до +55°С
IM 1094 LINC FEED 37 и 38
Page 10
Раздел А УСТАНОВКА А-2
ТРЕБОВАНИЯ ПО БЕЗОПАСНОСТИ
ВНИМАНИЕ
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ
опасен для жизни.
•
УСТАНОВКУ ОБОРУДОВАНИЯ
ДОЛЖЕН ВЫПОЛНЯТЬ
КВАЛИФИЦИРОВАННЫЙ
ПЕРСОНАЛ.
•
Перед началом работ
отключите электропитание на
распределительном щитке или
в блоке предохранителей.
•
Не касайтесь электродов и
других деталей, находящихся
под напряжением.
•
Не прикасайтесь к
металлическим частям зажима
обратного кабеля LN-15 при
включенном сварочном
источнике.
•
Не подключайте механизм
подачи LN-15 к аргонодуговым
сварочным источникам
третьих фирм, а также к
аргонодуговым источникам с
прямоугольной формой
импульсов или источникам для
плазменной резки.
ВЫБОР МЕСТА ДЛЯ УСТАНОВКИ
Механизмы подачи LINC FEED 37 и 38 могут
эксплуатироваться в жестких условиях. Однако
для того чтобы обеспечить надежную работу
источника и увеличить его срок эксплуатации,
очень важно соблюсти некоторые
предварительные требования по установке.
• Запрещается установка и эксплуатация
машины, если она размещена на площадке,
которая имеет наклон свыше 15° относительно
горизонтальной плоскости.
• На месте, где
следует обеспечить хорошую циркуляцию
воздуха. Воздух должен беспрепятственно
заходить и выходить через вентиляционные
отверстия аппарата. В процессе работы
запрещается накрывать механизм подачи
бумагой, тканью или какими-либо другими
предметами, препятствующими свободному
прохождению воздуха.
располагается механизм подачи,
• Внутри аппарата не должно быть грязи и пыли.
• Класс защиты данного механизма подачи IP23. Предохраняйте машину от попадания
влаги. Не устанавливайте механизм подачи в
местах с высокой влажностью, не ставьте
аппарат на мокрое основание.
• Установите машину подальше от
радиоуправляемых устройств. В противном
случае его работа может неблагоприятно
влиять на функционирование этих устройств.
Ознакомьтесь с рекомендациями,
изложенными в разделе “Электромагнитная
совместимость (ЭМС)”.
• Запрещается эксплуатация
температуре окружающего воздуха выше
+40°С.
аппарата при
ПОДКЛЮЧЕНИЕ ПИТАНИЯ
Проверьте соответствие напряжения и частоты
питания, подаваемых со сварочного источника на
механизм подачи, паспортным данным механизма
подачи. Номинальные параметры питания
указаны на шильдике машины. Сварочный
источник должен быть заземлен путем
подсоединения провода заземления к контуру
заземления питающей электросети.
ПОДКЛЮЧЕНИЕ ГАЗА
Газовый баллон должен быть оснащен
редуктором давления. Надежно закрепите
газовый баллон с редуктором, подсоедините
шланг от редуктора к гнезду подачи газа на
корпусе машины. Смотрите поз. 8 на рисунках
внизу. Механизм подачи сварочной проволоки
может использоваться для сварки в среде любых
защитных газов, включая углекислый газ, аргон и
гелий при максимальном
Механизмы подачи Linc Feed оснащены
встроенным редуктором давления газа, см. поз.
11 на рисунках внизу.
давлении 5,0 бар.
ПОДКЛЮЧЕНИЕ СВАРОЧНЫХ
КАБЕЛЕЙ
Смотрите поз. 3 на рисунках внизу.
IM 1094 LINC FEED 37 и 38
Page 11
Раздел Б ЭКСПЛУАТАЦИЯ Б-1
ТРЕБОВАНИЯ ПО
БЕЗОПАСНОСТИ
ВНИМАНИЕ
Соблюдайте все правила техники безопасности,
представленные в данном Руководстве
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ опасен для
жизни.
•
Установка, эксплуатация и
обслуживание оборудования должны
осуществляться только
квалифицированным персоналом.
•
Отключите электропитание на
распределительном щитке или в коробке
предохранителей.
•
Не касайтесь электрических узлов,
находящихся под напряжением.
•
Изолируйте себя от изделия и от
земли.
•
Всегда работайте в сухих защитных
перчатках.
•
Ответственность за поддержание в
надлежащем состоянии самого
механизма подачи LN-15 и
используемого вместе с ним комплекта
оборудования лежит целиком на
пользователе/покупателе. Компания
"Линкольн Электрик" не может
предусмотреть все возможные
результаты использования механизма
подачи LN-15 в силу существования
огромного числа факторов, влияющих
на его работу. Сюда входит режим
сварки, химический
свариваемого изделия, его конструкция,
методы изготовления, требования по
ремонту и эксплуатации. Диапазон
рабочих характеристик механизма LN-15
шире доступного диапазона значений
для некоторых задач, и только
пользователь отвечает за правильный
выбор сварочных параметров.
СВАРОЧНЫЕ ГАЗЫ И АЭРОЗОЛИ опасны
для здоровья.
•
Не допускайте попадания сварочных
аэрозолей на руки.
•
Для отведения вредных газов из зоны
дыхания применяйте вентиляцию или
проветривание рабочих мест.
РАЗБРЫЗГИВАНИЕ ПРИ СВАРКЕ может
привести к пожару или взрыву.
состав температура
• Уберите из зоны работ все
легковоспламеняющиеся материалы.
ИЗЛУЧЕНИЕ ДУГИ может привести к ожогу.
• Пользуйтесь соответствующими
средствами защиты для глаз, головы и
тела.
ОБЩЕЕ ОПИСАНИЕ
ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ
Продолжительность включения выражается в
процентах от 10-минутного цикла и представляет
собой время, в течение которого генератор может
выдавать номинальный ток в условиях работы при
температуре 40°С без срабатывания устройства
тепловой защиты.
Например: ПВ = 60%
Сварка: 6 минут Перерыв: 4 минуты
Более подробные сведения об
продолжительности включения машины изложены
в разделе "Техническая спецификация".
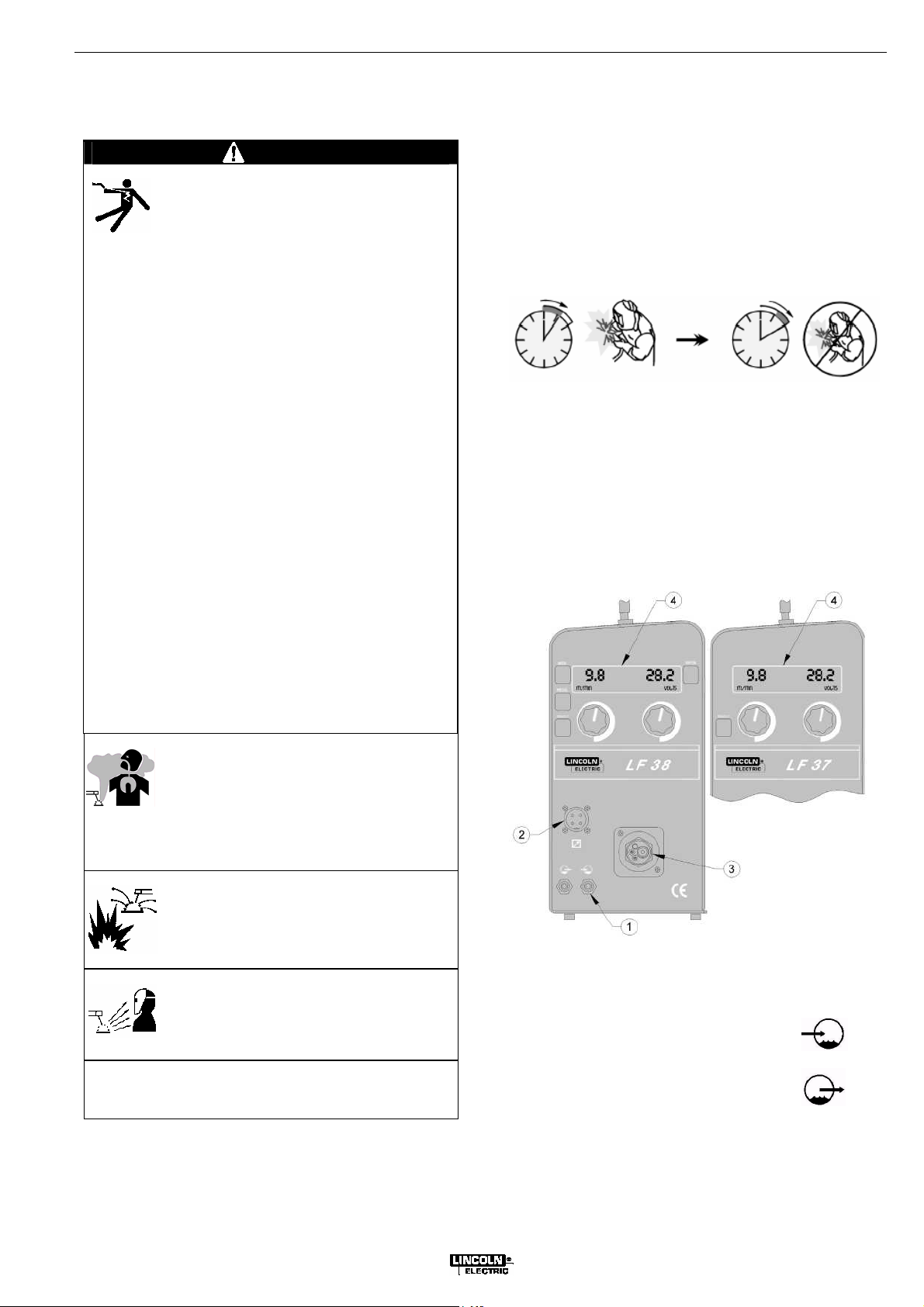
ОРГАНЫ УПРАВЛЕНИЯ И
ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ
1. Гнезда для подвода охлаждающей воды
Соединения для водоохлаждаемых горелок.
Теплая вода от горелки.
Холодная вода к горелке.
IM 1094 LINC FEED 37 и 38
Page 12

Раздел Б ЭКСПЛУАТАЦИЯ Б-2
2. Гнездо для подключения пульта
дистанционного управления
Если используется пульт
дистанционного управления, то он
подключается к этому разъему.
3. Евроразъем
Для подключения сварочных горелок.
4. Интерфейс цифрового дисплея
Для регулировки сварочных параметров, включая
скорость подачи проволоки и сварочное
напряжение, а также для вызова сохраненных
данных. Более подробная информация дана в
подпунктах A-G.
8. Подвод газа
Гнездо для подвода газа.
5. Резьбовой разъем
8-контактный резьбовой разъем для подключения
сварочного источника
6. Адаптер с соединителем Fast-Mate™
Подключение к сети питания.
7. Гнезда для подвода охлаждающей воды
Если используются водоохлаждаемые горелки, то
к этим разъемам подсоединяют водяные шланги
системы охлаждения. Рекомендации по выбору
охлаждающей жидкости и интенсивности подачи
смотрите в инструкциях к системе охлаждения.
9. Привод протяжки
4-роликовый привод протяжки проволоки, диаметр
приводных роликов – 37 мм.
10. Регулятор "Холостая протяжка/Продувка
газом"
Используется для холостой протяжки проволоки
или подачи газа без подачи сварочного
напряжения.
11. Газовый редуктор
Регулирует подачу газа в пределах 0 – 25 л/мин.
12. Шпиндель катушки с проволокой
Рассчитан на катушки весом до 15 кг.
Допускается использование
катушек из пластика,
стали и стекловолокна, предназначенных для
установки на шпиндель диаметром 51 мм.
Катушки Readi-Reel® можно устанавливать на
входящий в комплект шпиндельный адаптер.
ВНИМАНИЕ! При работе механизма подачи
дверца корпуса должна быть плотно закрыта.
IM 1094 LINC FEED 37 и 38
Page 13

Раздел Б ЭКСПЛУАТАЦИЯ Б-3
A. Несинергетическая сварка на жесткой ВАХ (CV Non Synergic)
Описание
Несинергетическая сварка на жесткой ВАХ подразумевает, что установленные сварочные параметры
(скорость подачи проволоки и сварочное напряжение) не зависят друг от друга.
Настройка
LF 37: Данная модель работает только в режиме
несинергетической сварки.
LF 38: Нажимая кнопку "Prog" (Программирование),
поворачивайте левый регулятор до тех пор, пока на экране
не появится надпись "NON SYNERGIC" (Несинергетическая
сварка).
Перед сваркой (заданные значения)
Задание
скорости протяжки
проволоки
(м/мин)
Настройте левым
регулятором.
Во время сварки (фактические значения)
Фактические значения параметров отображаются на экране еще 5 секунд после завершения сварки. Для
повторного вывода этих параметров на экран следует нажать кнопку ENTER (только для модели LF 38).
Фактический
сварочный ток
(А)
сварочного напряжения
сварочное напряжение
Задание
(В)
Настройте правым
регулятором.
Фактическое
(В)
B. Синергетическая сварка (только для модели LF 38)
Описание
При синергетической сварке механизм подачи проволоки находит оптимальные характеристики напряжения
для указанных типа и диаметра проволоки. При этом от сварщика требуется только регулировка скорости
подачи проволоки. Сварщик может регулировать длину дуги правым регулятором. После выставления
нужной длины дуги машина поддерживает ее на заданном уровне независимо от изменения скорости
подачи сварочной проволоки.
IM 1094 LINC FEED 37 и 38
Page 14

Раздел Б ЭКСПЛУАТАЦИЯ Б-4
Настройка
Нажимая кнопку "Prog"
(Программирование),
поворотом левого
регулятора выберите
нужный тип проволоки из
следующих вариантов:
Steel 80/20 (стальная проволока)
Stainless 98/2 (нержавеющая сталь)
Metal Cored 98/2 (порошковая)
Flux Cored 80/20 (порошковая)
Flux Cored CO2 (порошковая)
AlMg100%Arg
AlSi100%Arg
Innershield NR-211MP
Innershield NR-232
Innershield NR-400
Innershield NS-3M
Нажимая кнопку "Prog"
(Программирование),
поворотом правого
регулятора выберите
диаметр проволоки:
Æ
0,8, 1,0, 1,2 мм
Æ
0,8, 1,0, 1,2 мм
Æ
1,2, 1,6 мм
Æ
1,2, 1,6 мм
Æ
1,2, 1,6 мм
Æ
1,2, 1,6 мм
Æ
1,2, 1,6 мм
Æ
1,7, 2,0 мм
Æ
1,8, 2,0 мм
Æ
2,0 мм
Æ
2,0 мм
Перед сваркой (заданные значения)
Задание
Задание
скорости протяжки
проволоки
(м/
мин)
Настройте левым
регулятором.
относительной длины дуги
100% соответствует
начальному уровню. Этот
параметр часто называют
"Trim". Используйте правый
регулятор для
увеличения/уменьшения
длины дуги.
Во время сварки (фактические значения)
Фактические значения параметров отображаются на экране еще 5 секунд после завершения сварки. Для
повторного вывода этих параметров на экран следует нажать кнопку ENTER (только для модели LF 38).
Фактический
сварочный ток
(А)
IM 1094 LINC FEED 37 и 38
Фактическое
сварочное напряжение
(В)
Page 15

Раздел Б ЭКСПЛУАТАЦИЯ Б-5
C. Настройка параметров сварки
Описание
Ниже описана процедура настройки следующих параметров: 2/4 Step Trigger (2/4-шаговый режим работы
кнопки горелки), Burnback (Дожигание проволоки), Run-In (Скорость подачи проволоки перед зажиганием
дуги), Crater (Заварка кратера), Hot/Soft Start (Горячий/мягкий старт), Pre-Flow (Предварительная подача
газа) и Post-Flow (Подача газа после сварки).
Innershield
Innershield V350PRO
Для выхода из меню на любом
шаге нажмите кнопку "SELECT".
IM 1094 LINC FEED 37 и 38
ДА или НЕТ
ДА или НЕТ
Улучшает качество сварки
проволокой Innershiel d.
Улучшает качество сварки
генератором V350 PRO.
Page 16

Раздел Б ЭКСПЛУАТАЦИЯ Б-6
D. Функция памяти "Memory" – сохранение, считывание и удаление данных (только в
модели LF 38)
Описание
Функция "Memory" позволяет вызывать из памяти машины до 10 наборов сварочных параметров, заданных
пользователем. После установки сварочных параметров их можно сохранить в памяти машины следующим
образом:
Держите кнопку MEM
нажатой.
Регулятор 1
Вращать вправо (↓) или влево (↑)
Укажите № ячейки
(от 1 до 10). Статус:
"FREE" (Свободна)
"USED" (Занята)
Статус "FREE"
(Свободна)
Кнопка ENTER Кнопка ENTER
WRITE?
Сохранение сварочных
параметров в
указанную ячейку
памяти.
NO (НЕТ)
READ?
Считывание ранее
сохраненных данных из
указанной ячейки
памяти.
NO (НЕТ)
YES (ДА)
YES (ДА)
Запись данных в ячейку.
Ячейка
приобретает статус
"USED" (Занята).
Считывание данных из памяти.
Отпустите кнопку MEM.
ERASE?
Удаление ранее
сохраненных данных из
указанной ячейки
памяти.
NO (НЕТ)
Сохранение сварочных
параметров в
указанную ячейку
памяти.
YES (ДА)
YES (ДА)
Удаление данных из памяти.
Подтвердите команду ERASE
нажатием кнопки ENTER.
Все параметры будут удалены,
а ячейка приобретет статус
"FREE" (Свободна).
Запись данных
Новые данные будут записаны
в указанную ячейку вместо
старых.
в ячейку.
IM 1094 LINC FEED 37 и 38
Page 17

Раздел Б ЭКСПЛУАТАЦИЯ Б-7
E. Функция "Memory" – загрузка сохраненных данных (только в
модели LF 38)
Описание
Сохраненные параметры можно вызывать из памяти машины следующим
образом.
Настройка
Нажимая кнопку "Prog" (Программирование), поворачивайте левый
регулятор до тех пор, пока на экране не появится надпись "RECALL
MEMORY" (Вызов из памяти).
Выбор
Нажимая кнопку "Prog" (Программирование), поворотом левого регулятора
выберите нужную группу данных. Доступны только те ячейки памяти, в
которых записаны данные. Выбрав параметры, приступайте к сварке.
Сварка
При сварке в режиме "Memory" сварщик имеет возможность регулировать
напряжение в режиме несинергетической сварки (Non-Synergic Voltage) или
длину дуги в режиме синергетической сварки (Synergic Trim)
приблизительно на 5% при помощи правого регулятора. Таким образом,
возможна точная подстройка сварочных параметров.
Выход из режима
Для того чтобы вернуться в режим синергетической или несинергетической
сварки, следует нажать кнопку "Prog" (Программирование) и поворотом
левого регулятора добиться появления нужного параметра. Более
подробная информация изложена в подпунктах A и В.
Пример отображения функции "Memory" на экране:
IM 1094 LINC FEED 37 и 38
Page 18

Раздел Б ЭКСПЛУАТАЦИЯ Б-8
F. Функция "Memory" – блокировка/разблокировка памяти (только в модели LF 38)
Описание
Сохраненные в памяти машины параметры могут быть заблокированы с помощью 4-значного пароля.
Нажмите кнопки MEM и ENTER.
Регулятор 2: Поворачивать вправо (↓) или влево (↑).
Блокировать
или
разблокировать
Укажите 1-ю цифру пароля.
Укажите 2-ю цифру пароля.
Укажите 3-ю цифру пароля.
Укажите 4-ю цифру пароля.
НЕТ
ДА
Кнопка ENTER
Подтвердите "NO" (НЕТ) для выхода из этого меню.
Подтвердите "YES" (ДА) для входа в меню
"Блокировка/разблокировка".
Подтвердите 1-ю цифру.
Подтвердите 2-ю цифру.
Подтвердите 3-ю цифру.
Подтвердите 4-ю цифру.
Выход в режим:
"Память заблокирована" или "Память разблокирована".
IM 1094 LINC FEED 37 и 38
Page 19

Раздел Б ЭКСПЛУАТАЦИЯ Б-9
G. Меню настройки конфигурации
Описание
Это скрытое меню позволяет изменять конфигурацию машины.
Для того чтобы войти в меню настройки, нажмите одновременно
кнопку "SELECT" и кнопку сетевого выключателя.
Регулятор 1
Поворачивать
вправо или влево
Регулятор 2
Поворачивать
вправо или влево
Выбор конфигурации Выбор Назначение
• LANGUAGE (Язык)
• ACCELERATION
(Ускорение)
English
(английский)
Italian
(итальянский)
German
(немецкий)
Spanish
(испанский)
French
(французский)
Norwegian
(норвежский)
от 1 до 3
стандартное значение: 2
Dutch
(голландский)
Swedish
(шведский)
Polish
(польский)
Выбор языка, который Вы хотите
использовать.
Ускорение подачи проволоки при
переходе от начальной скорости (до
зажигания дуги) к рабочей скорости
подачи.
• PRODUCT TYPE
Не используется Указывает модель: LF 37 или LF 38.
(Модель)
• SN (Серийный номер) Не используется Указывает серийный номер машины.
• MAINTENANCE
(Техническое
обслуживание)
YES/NO (Да/Нет) Либо "NO" (Не обслуживается), либо
координаты местного
представительства компании
"Линкольн Электрик".
• CALIBRATION
YES/NO (Да/Нет) NO (Не требуется).
(Калибровка)
• PROGRAM LEVEL
(Тип программы)
• RESET
(Переустановка)
Не используется Отображает тип выбранной программы
механизма подачи.
YES/NO (Да/Нет) Если YES (Да), то будет выполнено
следующее:
Сброс всех данных из всех ячеек
•
памяти (очищение памяти).
Разблокировка режима "Вызов из
•
памяти", если он был заблокирован.
Присвоение всем параметрам
•
значений по умолчанию.
• EXIT (Выход) YES/NO (Да/Нет) Выбрав YES (Да), нажмите "SELECT"
для сохранения всех внесенных
изменений.
IM 1094 LINC FEED 37 и 38
Page 20

Раздел В АКСЕССУАРЫ В-1
АКСЕССУАРЫ
K10347-PG-xM
K10347-PGW-xM
K10158
K10343
K10353-1
KP10344-0.8
KP10344-1.0
Комплект входного кабеля, включающий: кабель управления, сварочный кабель и
газовый шланг. Длина входного кабеля: 5, 10, 15, 20, 25 и 30 м
Комплект входного кабеля, включающий: кабель управления, сварочный кабель, газовый
и водяные шланги. Длина входного кабеля: 5, 10, 15, 20, 25 и 30 м
Адаптер для установки 15 кг катушек с проволокой (входит в комплект механизма
подачи).
Адаптер для подключения горелок для сварки самозащитной порошковой проволокой
типа Innershield.
Пульт дистанционного управления для LF30/31/37/38 с кабелем.
Комплект приводных роликов и направляющих втулок
Сплошная проволока
0,6-0,8 мм
0,8-1,0 мм
KP10344-1.2
KP10344-1.6
KP10344-1.6C
KP10344-2.4C
KP10344-1.2A
KP10344-1.6A
1,0-1,2 мм
1,2-1,6 мм
Порошковая проволока
1,0-1,6 мм
1,6-2,4 мм
Алюминиевая проволока
1,0-1,2 мм
1,2-1,6 мм
IM 1094 LINC FEED 37 и 38
Page 21

Раздел Г ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ Г-1
ТРЕБОВАНИЯ ПО
БЕЗОПАСНОСТИ
ВНИМАНИЕ
Изучите все правила техники
безопасности, включенные в данное
руководство.
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ
опасен для жизни.
• Установка, эксплуатация и
обслуживание оборудования
должны осуществляться только
квалифицированным персоналом.
• Не касайтесь электрических узлов,
находящихся под напряжением.
• Перед началом работ отключите
электропитание на
распределительном щитке или в
блоке предохранителей
ОБСЛУЖИВАНИЕ И РЕМОНТ
По вопросам обслуживания или ремонта
связывайтесь с авторизованным дистрибьютором
или с техническим представительством компании
Линкольн Электрик.
Обслуживание и ремонт оборудования
неавторизованными сервисными центрами или
необученным персоналом приведет к снятию с
гарантийного обслуживания.
IM 1094 LINC FEED 37 и 38
Page 22

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-1
КАК ПОЛЬЗОВАТЬСЯ
РУКОВОДСТВОМ ПО
УСТРАНЕНИЮ
НЕИСПРАВНОСТЕЙ
ВНИМАНИЕ
Сервисное обслуживание и ремонт следует
проводить только с использованием
персонала, подготовленного на фирме
"Линкольн Электрик". Несанкционированный
ремонт этого оборудования может
представлять опасность для персонала его
выполняющего, а также делает
недействительной заводскую гарантию на
Ваш аппарат. Для Вашей безопасности и во
избежание поражения электрическим током,
пожалуйста, ознакомьтесь со всеми
требованиями по
предупреждениями, представленными в
настоящем Руководстве.
Эти рекомендации по устранению неисправностей
представлены в данном Руководстве, чтобы
помочь вам найти и устранить возможную
неисправность в аппарате. Ознакомьтесь с тремя
этапами процедуры представленной ниже.
Этап 1. Выявите проблему (симптом).
Взгляните на колонку под названием “Проблема
(Симптомы)”. В этой колонке описываются
возможные симптомы, которые может проявить
неисправный аппарат. Найдите
которое наилучшим образом характеризует
данный симптом.
Если по каким-либо причинам Вы не поняли процедуры тестирования или не можете самостоятельно
выполнить тест или ремонт, свяжитесь с местной Авторизованной службой технического обслуживания
компании "Линкольн Электрик" для получения необходимой консультации и поддержки.
безопасности и
описание,
ОСТОРОЖНО!
Этап 2. Внешнее тестирование.
Вторая колонка под названием “Возможные
причины” представляет список обычных причин,
которые могут привести к соответствующим
симптомам неисправностей аппарата.
Этап 3. Рекомендуемые действия
Эта колонка представляет перечень действий в
зависимости от возможной причины
неисправности. Как правило, в ней указано на
необходимость обращения в Авторизованную
службу технического обслуживания компании
"Линкольн Электрик".
В последней колонке под названием
«Рекомендуемые действия перечислены те узлы,
поломка которых, как правило, приводит к
указанной неисправности. Там же написано,
какие процедуры необходимо выполнить для
проверки исправности данного узла или детали.
Если таких узлов или деталей несколько, то
проверку каждого узла следует проводить в
порядке их перечисления, - только таким образом
Вы сможете локализовать неисправность.
Все процедуры проверки подробно объяснены в
конце раздела. Номера проводов, названия узлов
и схем можно найти на соответствующих
электрических схемах в разделе «Электрических
схемы».
Если по каким-либо причинам Вы не можете
самостоятельно устранить неисправность,
свяжитесь с местной Авторизованной службой
технического обслуживания компании "
Электрик".
Линкольн
IM 1094 LINC FEED 37 и 38
Page 23

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-2
СООБЩЕНИЕ ОПИСАНИЕ ВОЗМОЖНЫЕ ПРИЧИНЫ РЕКОМЕНДУЕМЫЕ ДЕЙСТВИЯ
Соблюдайте все правила техники безопасности, представленные в данном Руководстве
СООБЩЕНИЯ ОБ ОШИБКАХ:
Unstable Welding Voltage
(Нестабильное
напряжение дуги)
Источник не выдает
установленное на
механизме подачи
напряжение дуги.
Это может наблюдаться в
следующих случаях:
• Проверить
соответствие
заданных параметров
1. Во время сварки
(скорости подачи
проволоки и
напряжения дуги)
условиям сварки
(диаметру сварочной
проволоки, толщине
материала, типу газа и
т.п.)
• Проверить положение
переключателя
полярности
сварочного источника.
Положение тумблера
должно
соответствовать
полярности, на
которую подключен
механизм подачи.
Выставить требуемые
•
параметры.
Установить
•
соответствие
полярности источника
и механизма подачи.
• Проверить положение
переключателя
управления
"Local/Remote Control"
Установить тумблер в
•
положение "Remote"
(Дистанционное
управление).
(Местное/Дистанционн
ое управление). Он
должен находиться в
положении "Remote".
• Убедиться, что
установленное на
механизме подачи
напряжение дуги не
выходит за диапазон
регулировки, который
Снизить величину
•
напряжения дуги на
механизме подачи или
использовать более
мощный источник
питания.
обеспечивает
сварочный источник.
ОСТОРОЖНО!
Если по каким-либо причинам Вы не поняли процедуры тестирования или не можете самостоятельно выполнить тест или ремонт,
свяжитесь с местной Авторизованной службой технического обслуживания компании "Линкольн Электрик" для получения
необходимой консультации и поддержки.
IM 1094 LINC FEED 37 и 38
Page 24

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-3
д
СООБЩЕНИЕ ОПИСАНИЕ ВОЗМОЖНЫЕ ПРИЧИНЫ РЕКОМЕНДУЕМЫЕ ДЕЙСТВИЯ
Соблюдайте все правила техники безопасности, представленные в данном Руководстве
СООБЩЕНИЯ ОБ ОШИБКАХ:
Wire Feed Jam
(Заминание сварочной
проволоки)
Water Flow Too Low
(Проблема с подачей
охлаждающей жидкости)
Water Flow Detected
(Обнаружено
подключение системы
охлаждения)
Двигатель не может
обеспечить заданную
скорость подачи
проволоки даже на
максимальных оборотах.
Механизм подачи
сообщает, что:
отсутствует
•
циркуляция
охлаждающей
жидкости,
скорость подачи
•
охлаждающей
жидкости чрезмерно
мала (менее
0,7 л/мин).
Механизм по
ачи
сообщает, что
подключена система
водяного охлаждения,
хотя в меню настройки
она не указана.
Проверить заедание
•
проволоки в кабеле.
Убедиться, что
•
тормозной зажим на
шпинделе не затянут
слишком сильно.
•
Проверить, включена
ли система
охлаждения и
заполнена ли она
охлаждающей
жидкостью.
Проверить весь
•
контур, по которому
циркулирует
охлаждающая
жидкость.
Неправильная
•
установка в меню
настройки.
ПРИМЕЧАНИЕ. В этом
случае защита
расходомера системы
охлаждения не
используется.
•
Прочистить кабель или
заменить лайнер.
Отрегулировать
•
тормоз шпинделя.
Включить систему
•
охлаждения и/или
заполнить ее
охлаждающей
жидкостью.
Устранить все
•
препятствия на пути
прохождения
охлаждающей
жидкости.
Указать наличие
•
системы водяного
охлаждения в меню
настройки машины.
ОСТОРОЖНО!
Если по каким-либо причинам Вы не поняли процедуры тестирования или не можете самостоятельно выполнить тест или ремонт,
свяжитесь с местной Авторизованной службой технического обслуживания компании "Линкольн Электрик" для получения
необходимой консультации и поддержки.
IM 1094 LINC FEED 37 и 38
Page 25

Раздел Е ЗАПАСНЫЕ ЧАСТИ Е-1
ПЕРЕЧЕНЬ ЗАПАСНЫХ ЧАСТЕЙ
Инструкции к перечню запасных частей
• Данный перечень запасных частей можно использовать только для тех машин, кодовые номера
которых перечислены ниже. Если кодовый номер Вашей машины не указан, обратитесь в службу
технического обслуживания компании "Линкольн Электрик".
• Определить расположение той или иной детали можно по приведенным ниже схемам и таблицам.
• Детали, используемые для машин с тем
колонке знаком "Х".
Номер колонки в таблицах
Код №: Рисунок №: A B
54035 LINC FEED 37 1 1
54036 LINC FEED 38 2 1
или иным кодовым номером, помечены в соответствующей
LINC FEED 37 и 38
Механизм Блок подачи
проволоки
IM 1094 LINC FEED 37 и 38
Page 26

Раздел Е ЗАПАСНЫЕ ЧАСТИ Е-2
Рисунок A
IM 1094 LINC FEED 37 и 38
Page 27

Раздел Е ЗАПАСНЫЕ ЧАСТИ Е-3
Рисунок A: Механизм
Поз. Описание Номер по
каталогу
1 Case G4709 1 X X
Door latch S18137 2 X X
Insulated latch nut T15090 2 X X
2 Command harness including: M51650 1 X X
Amphenol plug S12021 -43 1 X X
3 Bracket plug S52115 1 X X
4 Gas solenoid M51206 1 X X
Solenoid filter S20829 1 X X
4A Female gas connector (female) S51623 1 X X
4B Internal hose nipple (male) S51632 1 X X
5 1/4 turn plug (male) S51880-1 1 X X
6 Fast water connector (female) S19664 2 X X
7 Water connection nameplate S19648 1 X X
8 Handle S18170 1 X X
Handle insulator T15104 1 X X
9 Spindle M14560 1 X X
Retaining collar M14587-1 1 X X
Friction washer S17435 1 X X
Spindle shaft S18138 1 X X
Spring T11862-14 1 X X
Keyed washer T12965 1 X X
Tumb screw T14813-A 1 X X
10 Lower internal panel M51645 1 X X
Rectifier bridge T13637-1 1 X X
11 Upper internal panel M51649 1 X X
Toggle switch (gas purge / cold inch) T10800-49 1 X X
12 Flowmeter S52119 1 X X
Internal hose nipple S51632 2 X X
13 Door L7370-1 1 X X
Hinge T8755-BT 1 X X
Hinge insulation S20196 1 X X
Insulated screw T15088 4 X X
LF 37 decal L50825 1 X •
LF 38 decal L50826 1 • X
14 Front panel M51648 1 X X
PC Board protection M51636 1 X X
LF 37 nameplate L50823 1 X •
LF 38 nameplate L50824 1 • X
Fast water connector (female) S19664 2 X X
Rubber button cover (LF37 ) S23055 1 X •
Rubber button cover (LF38 ) S23055 4 • X
Remote harness including: S52127 1 X X
Amphenol plug S12021 -11 1 X X
PC Board harness link S52128 1 X X
Control knob T10491 2 X X
Felt washer T14034-10 2 X X
15 PC Board - Display, including: M51524-2 1 X X
Multi-turn potentiometer S52099 2 X X
Soldered push button S52125 4 X X
16 PC Board - Control LF 37 M51523-2/3700 1 X •
16 PC Board - Control LF 38 M51523-2/3800 1 • X
Кол-
во
1 2 3 4 5 6
IM 1094 LINC FEED 37 и 38
Page 28

Раздел Е ЗАПАСНЫЕ ЧАСТИ Е-4
Рисунок B
Рисунок B: Блок протяжки проволоки
Поз. Описание Номер по
каталогу
1 Wire drive assembly including: M51651-PR 1 X
2 Euro-connector assembly M51607-2 1 X
3 Drive gear - keyed for motor shaft S51888-1 1 X
4 Idle gear - central S51889-3 1 X
5 Drive gear S51889-2 1 X
6 Milled screw M51651-B 1 X
7 Wire drive bracket M51642 1 X
8 Motor M51518 1 X
Hall effect switch cover S51887 1 X
Ring magnet S18088-1 1 X
9 Hall effect switch S18012-PR 1 X
10 Shunt S51776-1 1 X
11 Shunt bracket T51155 1 X
Кол-
во
1 2 3 4 5 6
IM 1094 LINC FEED 37 и 38
Page 29

Раздел Ж ЭЛЕКТРИЧЕСКИЕ СХЕМЫ Ж-1
ЭЛЕКТРИЧЕСКАЯ СХЕМА LF 37 (код 54035) и LF-38 (код 54036)
IM 1094 LINC FEED 37 и 38
модификации изделия прикреплена к данному изделию. Если схема плохо читаема, обратитесь в Службу технического обслуживания с просьбой о замене. Укажите кодовый номер изделия.
ПРИМЕЧАНИЕ. Данная схема предназначена только для информации. Она может не совпадать с фактически установленным оборудованием, описанным в данном руководстве. Точная электрическая схема для конкретной
Page 30

Раздел Ж ЭЛЕКТРИЧЕСКИЕ СХЕМЫ Ж-2
Щ
Д
ОМ В ИНЕРТНОМ ГАЗЕ
ГАЗ
ВОДА
ИМСЯ ЭЛЕКТРО
ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ
ПЛАВЯ
НАПРАВЛЯЮЩЕЙ ВТУЛКИ
КОМПЛЕКТ ПРИВОДНЫХ РОЛИКОВ И
ГАЗ
СХЕМА ПОДКЛЮЧЕНИЯ LF 37 (код 54035) и LF-38 (код 54036) К СВАРОЧНОМУ ИСТОЧНИКУ
СИСТЕМА
ВОДЯНОГО
ОХЛАЖДЕНИЯ
IM 1094 LINC FEED 37 и 38
Page 31

д
Теперь доступно… 12-е издание
Технологического справочника по дуговой сварке
Разошедшись тиражом более 500 000 экземпляров за несколько
предыдущих изданий, начиная с 1993 года, Технологический
справочник считается "библией" дуговой сварки.
Этот тираж не задержится долго на прилавках, так что
поспешите. Сделайте Ваш заказ прямо сейчас,
воспользовавшись для этого прилагаемой ниже формой заказа.
Книга в твердой обложке содержит более 750 страниц
справочной информации по сварке, сварочным технологиям и
приемам. Большая часть этого материала никогда до этого не
была опубликована ни в одной книге.
Это то, что необходимо для всех сварщиков, мастеров,
инженеров и разработчиков. Многие наставники в сварочных
цехах захотят использовать эту книгу в качестве справочной
литературы для всех учащихся и
низкой ценой книги благодаря скидке, ценой, в которую входит
стоимость доставки бандероли 4-м классом.
Почтовые расходы при оплате в США (на континенте) $15,00
будут приятно удивлены
Как читать рабочие чертежи
Эта книга содержит новейшую информацию и данные по
применению стандартных сварочных обозначений,
используемых "American Welding Society" (Американским
обществом сварщиков). Подробно описывается, как инженеры и
чертежники используют краткий язык символов для снабжения
изделия сопроводительной информацией, которую потом
используют рабочие.
Практические задания и примеры помогают читателю научиться
наглядно представлять механически вычерченные объекты так,
как если бы
На 187 страницах представлено более 100 иллюстраций.
Размер 8-1/2" x 11", прочная, обложка с тканевым переплетом.
они появлялись в готовом виде.
Почтовые расходы при оплате в США (на континенте) $4.50
Новые лекции по дуговой сварке
Лекции написаны простым языком и включают описание
методик манипулирования; характеристики оборудования и
электродов; связанные со сваркой вопросы (например,
еформация); а также справочную информацию по
применению, скорости и стоимости дуговой сварки. К каждой
лекции прилагаются практические материалы, упражнения,
вопросы и ответы.
528 страниц, множество иллюстраций, размер 6" x 9",
кожаный переплет с золотым тиснением.
почтовые расходы при оплате в США $5.00
(на континенте)
Нужен тренинг по сварке?
Компания "Линкольн Электрик" руководит старейшей и
заслужившей доверие Школой дуговой сварки,
расположенной в центре управления компании - в
Соединенных Штатах в штате Огайо, г. Кливленд. Школу
окончили более 100 000 тысяч человек. Низкая плата за
обучение и возможность обмена приобретенным опытом.
Чтобы узнать подробности, пишите: Lincoln Welding School
22801 St. Clair Ave.
Cleveland, Ohio 44117-1199.
и запрашивайте брошюру ED-80 или позвоните 216-383-2259
и попросите секретаря-регистратора
Lincoln Welding School (Школа дуговой сварки)
БАЗОВЫЙ КУРС $700.00
5 недель занятий
Школы.
Скидка
меньше (без учета скидки), а также заказы, оформляемые за пределами Северной Америки, должны быть предварительно оплачены
путем оформления платежной карточки, чека или денежного перевода исключительно в денежные фонды США. (В стоимость
включена стоимость
четырех недель. Служба UPS только для североамериканского континента. К стоимости всех предварительно оплаченных заказов с
доставкой UPS следует добавить:
$5.00 при стоимости заказа до $49. 99
$10.00 при стоимости заказа от $50.00 до $99.99
$15.00 при стоимости заказа от $100.00 до $149. 00 1
Заказы в пределах Северной Америки с оплатой по счету на сумму свыше $50.00, а также заказы с оплатой
случае указания доставки UPS, будут оформлены с учетом стоимости доставки в виде платежной карточки или с отдельно
выписанным счетом на оплату доставки.
Заказ с вывозом за пределы США должен быть предварительно оплачен в денежных фондах США. Пожалуйста, включите в
стоимость $2.00 за книгу при доставке по суше или $15.00 за
СПОСОБ ОПЛАТЫ (Извините, оплата наличными при получении не практикуется) Имя: _______________________________
ПРОВЕРЬТЕ: Адрес: _______________________________
___ Пожалуйста, укажите счет-фактуру(только если сумма заказа выше $50.00) _______________________________
___ Чек или денежный перевод только в фондах США _______________________________
___ Кредитная карта -
Счет №
ЧТО ЗАКАЗАТЬ: Заказ от: BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199
КНИГИ ИЛИ БЕСПЛАТНЫЕ ИНФОРМАЦИОННЫЕ КАТАЛОГИ Позвоните: 216-383-2211 или отправьте заполненную форму по факсу: 216-361-5901.
Lincoln Welding School Названия: Цена Код Количество Стоимость
Seminar Information Procedure Handbook "Twelfth Edition" $15.00 PH
Educational Video Information Incentive Management $5.00 IM
James F. Lincoln Arc Welding The American Century of John C. Lincoln $5.00 AC
Foundation Book Information Welding Preheat Calculator $3.00 WC-8
ПРОМЕЖУТОЧНЫЙ ИТОГ
Стоимость доставки (при необходимости)
ОБЩАЯ СУММА
10% на все заказы от $50.00 и выше при условии одновременной доставки по одному адресу. Заказы на сумму $50 или
доставки 4-м почтовым тарифом на пересылку книг только в пределах американского континента. Доставка до
через кредитную карту, в
книгу при доставке авиапочтой.
Телефон: _______________________________
Дата Подпись, как на платежной карточке:
МЕСЯЦ ГОД _______________________________
(ED-80) New Lessons in Arc Welding $5.00 L
(ED-45) How to Read Shop Drawings $4.50 H
(ED-93) A New Approach to Industrial Economics $5.00 NA
(JFLF-515) Pipe Welding Charts $4.50 ED-89
Page 32

ДЛЯ ЗАМЕТОК
Page 33

Д
Русский
ВНИМАНИЕ
Не касайтесь оголенной кожей
или влажной одеждой
электродов и других деталей,
находящихся под напряж ением.
Изолируйте себя от земли и от
изделия.
Держите горючие материа лы как
можно дальше от места сварки.
Защищайте глаза, голову и тело.
ПРОЧТИТЕ И ПОЙМИТЕ СМЫСЛ ИНСТРУКЦИЙ ИЗГОТОВИТЕЛЯ ПО ИСПОЛЬЗОВАНИЮ ДАННОГО
ОБОРУДОВАНИЯ И РАСХОДНЫХ ДЕТАЛЕЙ И СОБЛЮДАЙТЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ,
УСТАНОВЛЕННЫЕ ВАШИМ РАБОТО
АТЕЛЕМ.
Page 34

Не вдыхайте вредные газы и
аэрозоли.
Для удаления вредных газов и
аэрозолей используйте
вентиляцию и проветривание.
Отключите электропитание перед
обслуживанием.
Не допускается работа агрегата с
открытыми дверями и снятыми
предохранительными щитка ми.
Русский
ВНИМАНИЕ
Page 35

ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ПРЕДМЕТ ОБЯЗАТЕЛЬСТВ:
Продавец гарантирует Покупателю качество произведенного
им оборудования для дуговой сварки и плазменной резки,
сварочных электродов и флюсов (обобщенно называемых
“продукция”): продукция будет свободна от дефектов,
связанных с качеством сборки или качеством материалов.
Гарантийные обязательства теряют силу, если Продавец или
его официальные сервисные службы обнаружат, что
продукция была подвергнута неправильной сборке
установке, находилась в ненадлежащем содержании и
использовалась в ненормальных условиях.
Гарантийный период
Продавец за свой счет обеспечит наличие необходимых
деталей или узлов, а так же персонал для устранения
дефектов материалов и сборки, выявленных во время
гарантийного периода. Гарантийный период назначается с
момента покупки продукции пользователем или со дня
производства оборудования, если оригинальный инвойс
утерян, и устанавливается в следующих пределах:
Семь лет:
• Силовые сварочные трансформаторы на всех
низкочастотных (не инверторных) источниках питания 50 и
60 Гц (машины типа CV, DC от 250 а и выше, R3R и TM);
Три года:
• Все источники питания, механизмы подачи проволоки и
системы плазменной резки производства «"Линкольн
Электрик"», за исключением обозначенных ниже;
Два года:
• Power Arc 4000, Power Arc 5000, Pro-Cut 25, Weldanpower
125, маски Ultrashade, PC25, Invertec V140-S, V160-S, V160T, V160-TP, V270-S, V270-TP, V205T-AC/DC, V305T-AC/DC,
CV405-I, PW345C, PW345, LF30, LF31, LF40
Один год:
• AC-100, Invertec V100-S, V130-S, V200-S, V200-T, V400-S,
V400-T, V400-TC, PC60, PC100, PC1 OOC, PC1 OOM
• Все сварочные электроды, сварочная проволока и флюсы.
• Все системы водяного охлаждения (внутренние и внешние).
• Все робототехнические системы для сварки и резки,
включая контроллеры.
• Все оборудование для удаления сварочных газов и
аэрозолей, включая стационарные, мобильные модели и
аксессуары.
• Все аксессуары для сварки и резки, включая
водяного охлаждения, модули для полуавтоматической
сварки, транспортировочные тележки, комплекты и модули,
устанавливаемые дополнительно, а также аксессуары
Magnum, горелки серии Pro-Torch для аргонодуговой
сварки.
• Все запасные части.
90 дней:
• Сварочные горелки в сборе с кабелем, горелки для
аргонодуговой сварки и горелка с приводом Spool Gun.
30 дней:
• Все расходные компоненты, используемые в
удаления сварочных газов и аэрозолей, включая шланги,
фильтры, ремни и шланговые адаптеры.
• Все расходные детали, имеющие естественный износ в
процессе эксплуатации, включая контактные наконечники,
сопла, газовые диффузоры для сварочных горелок, а так же
сопла, электроды и другие сменные составляющие
плазматронов резаков систем для плазменной резки.
• Все программное
обеспечение.
(1)(2)(3)
:
системы
системах
и
(1) Оборудование произведенное для компании "Линкольн
Электрик" обеспечивается гарантией оригинального
производителя.
(2) Все двигатели и аксессуары для двигателей, поставленные
производителями двигателей, обеспечиваются гарантией
производителя и не включены в настоящие обязательства.
(3) Компрессор SAE-400 Weld’N’Air обеспечен гарантией
производителя компрессора и не включен в настоящие
обязательства.
УСЛОВИЯ:
Для оказания гарантийных услуг:
Покупатель должен письменно уведомить Продавца или его
Официального Дистрибьютора об обнаружении любых
дефектов, устраняемых по гарантийному обслуживанию.
Определение объема и характера гарантийных работ будет
произведено Продавцом или его Официальным
Дистрибьютором.
Гарантийный ремонт:
Если наличие дефекта, устраняемого в соответствие с
гарантийными обязательствами Продавца, подтверждается
Продавцом или его Официальным Дистрибьютором, дефект
будет исправлен Продавцом посредством ремонта или заменой
дефектного изделия (на усмотрение Продавца).
По требованию компании "Линкольн Электрик" Покупатель
должен вернуть компании "Линкольн Электрик" или его
Авторизованной Сервисной Службе (Дистрибьютору) любую
продукцию, заявленную как дефектную
настоящими гарантийными обязательствами.
, в соответствии с
Расходы:
Покупатель несет расходы по транспортировке нуждающегося в
ремонте оборудования к месту расположения Авторизованной
Сервисной Службы компании, а так же отремонтированного или
замененного оборудования обратно. "Линкольн Электрик" несет
расходы по доставке продукции от Сервисной Службы до завода
"Линкольн Электрик", а так же расходы по повторной поставке
сварочных материалов.
Ограничения гарантийных обязательств:
• Продавец не несет ответственности за ремонт его
продукции, выполненный без участия его авторизованной
службы.
• Финансовая ответственность Продавца в соответствие с
гарантийными обязательствами не должна превышать
объем затрат, необходимых для устранения дефекта.
• Продавец не несет ответственности за побочные потери
(упущенные деловые возможности или понижение
производительности), связанные или не
дефектом или со временем его обнаружения.
• Настоящие гарантии являются единственными
гарантийными обязательствами, которые берет на себя
Продавец в отношении своей продукции. Гарантии, могущие
иметь силу в соответствие с законом, ограничиваются
действием настоящих обязательств.
связанные с
• Sales and Service through Subsidiaries and Distributors Worldwide •
• World's Leader in Welding and Cutting Products •
• Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEBSITE: www.lincolnelectric.com
 Loading...
Loading...