

Page 1

IM3075
10/2018
REV00
SPEEDTEC 320CP
OPERATOR’S MANUAL
ENGLISH
Lincoln Electric Bester Sp. z o.o.
ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Poland
www.lincolnelectric.eu
Page 2

English I English
12/05
THANKS! For having chosen the QUALITY of the Lincoln Electric products.
Please Examine Package and Equipment for Damage. Claims for material damaged in shipment must be notified
immediately to the dealer.
For future reference record in the table below your equipment identification information. Model Name, Code &
Serial Number can be found on the machine rating plate.
Model Name:
………………...…………………………….…………………………………………………………………………………………..
Code & Serial number:
………………….……………………………………………….. …………………………………………………….……………..
Date & Where Purchased:
…………………………………………………………………... ……………………….…………………………………………..
INDEX
Technical Specifications (K14168-1) ............................................................................................................................... 1
Electromagnetic Compatibility (EMC) .............................................................................................................................. 2
Safety .............................................................................................................................................................................. 3
Installation and Operator Instructions .............................................................................................................................. 5
Instructions for use .......................................................................................................................................................... 7
Maintenance .................................................................................................................................................................. 11
Output Connections ....................................................................................................................................................... 11
Presentation of welding processes ................................................................................................................................ 13
Advanced welding cycle ................................................................................................................................................ 15
Troubleshooting procedure ............................................................................................................................................ 19
WEEE ............................................................................................................................................................................ 21
Spare Parts .................................................................................................................................................................... 21
Electrical Schematic ...................................................................................................................................................... 21
Page 3

English 1 English
Technical Specifications (K14168-1)
Primary side
Primary power supply 400V +/- 20%
Primary power supply frequency 50/60Hz
Effective primary consumption 12 A
Maximum primary consumption 18,7 A
Fuse primary 16 A Gg
Maximum apparent power 13,1 KVA
Maximum active power 12,1 KW
Active power in standby (IDLE) 26 W
Efficiency at maximum current 0,86
Power factor at maximum current 0,91
Cos Phi 0,99
Secondary side
No load voltage (according standard) 74 V
Welding range MIG 10V / 50V
Welding range MMA 15A / 320A
Duty cycle at 100% (10 min cycle at 40°C) 220A
Duty cycle at 60% (6 min cycle at 40°C) 280A MIG / 270A MMA
Duty cycle at maximum current at 40°C 320A (40%)
Wire feeder
Rollers plate 4 rollers
Wire feeding speed 0,5 – 25,0 m / mn
Wire diameter usable 0.6 to 1,2 mm
Weight, type, size of wire spool 300 mm / 20Kg maximum
Maximum pressure of gas 5 bar
Miscelleanous
Dimensions (Lxwxh) 743 x 335,4 x 533,75 mm
Weight 37 Kg
Weight with spool 20kg 58,4 Kg
Operating temperature - 10°C/+40°C
Storage temperature - 20°C/+55°C
Torch connection “European type”
Protection index IP 23
Insulation class H
Standard 60974-1 & 60974-5 & 60974-10
Page 4

English 2 English
Electromagnetic Compatibility (EMC)
01/11
This machine has been designed in accordance with all relevant directives and standards. However, it may still generate
electromagnetic disturbances that can affect other systems like telecommunications (telephone, radio, and television) or
other safety systems. These disturbances can cause safety problems in the affected systems. Read and understand
this section to eliminate or reduce the amount of electromagnetic disturbance generated by this machine.
This machine has been designed to operate in an industrial area. To operate in a domestic area it is
necessary to observe particular precautions to eliminate possible electromagnetic disturbances. The
operator must install and operate this equipment as described in this manual. If any electromagnetic
disturbances are detected the operator must put in place corrective actions to eliminate these disturbances
with, if necessary, assistance from Lincoln Electric.
Provided that the public low voltage system impedance at the point of common coupling is lower than 97mΩ, this equipment
is compliant with IEC 61000-3-11 and 61000-3-12 and can be connected to public low voltage systems. It is the
responsibility of the installer or user of the equipment to ensure by consultation with the distribution network operator if
necessary, that the system impedance complies with the impedance restrictions.
Before installing the machine, the operator must check the work area for any devices that may malfunction because of
electromagnetic disturbances. Consider the following.
Input and output cables, control cables, and telephone cables that are in or adjacent to the work area and the
machine.
Radio and/or television transmitters and receivers. Computers or computer controlled equipment.
Safety and control equipment for industrial processes. Equipment for calibration and measurement.
Personal medical devices like pacemakers and hearing aids.
Check the electromagnetic immunity for equipment operating in or near the work area. The operator must be sure
that all equipment in the area is compatible. This may require additional protection measures.
The dimensions of the work area to consider will depend on the construction of the area and other activities that are
taking place.
Consider the following guidelines to reduce electromagnetic emissions from the machine.
Connect the machine to the input supply according to this manual. If disturbances occur if may be necessary to take
additional precautions such as filtering the input supply.
The output cables should be kept as short as possible and should be positioned together. If possible connect the
work piece to ground in order to reduce the electromagnetic emissions. The operator must check that connecting
the work piece to ground does not cause problems or unsafe operating conditions for personnel and equipment.
Shielding of cables in the work area can reduce electromagnetic emissions. This may be necessary for special
applications.
WARNING
EMC classification of this product is class A in accordance with electromagnetic compatibility standard EN 60974-10 and
therefore the product is designed to be used in an industrial environment only.
WARNING
The Class A equipment is not intended for use in residential locations where the electrical power is provided by the public
low-voltage supply system. There can be potential difficulties in ensuring electromagnetic compatibility in those locations,
due to conducted as well as radio-frequency disturbances.
Page 5
English 3 English
Safety
01/11
WARNING
This equipment must be used by qualified personnel. Be sure that all installation, operation, maintenance and repair
procedures are performed only by qualified person. Read and understand this manual before operating this equipment.
Failure to follow the instructions in this manual could cause serious personal injury, loss of life, or damage to this equipment.
Read and understand the following explanations of the warning symbols. Lincoln Electric is not responsible for damages
caused by improper installation, improper care or abnormal operation.
WARNING: This symbol indicates that instructions must be followed to avoid serious personal injury,
loss of life, or damage to this equipment. Protect yourself and others from possible serious injury or
death.
READ AND UNDERSTAND INSTRUCTIONS: Read and understand this manual before operating
this equipment. Arc welding can be hazardous. Failure to follow the instructions in this manual could
cause serious personal injury, loss of life, or damage to this equipment.
ELECTRIC SHOCK CAN KILL: Welding equipment generates high voltages. Do not touch the
electrode, work clamp, or connected work pieces when this equipment is on. Insulate yourself from
the electrode, work clamp, and connected work pieces.
ELECTRICALLY POWERED EQUIPMENT: Turn off input power using the disconnect switch at the
fuse box before working on this equipment. Ground this equipment in accordance with local electrical
regulations.
ELECTRICALLY POWERED EQUIPMENT: Regularly inspect the input, electrode, and work clamp
cables. If any insulation damage exists replace the cable immediately. Do not place the electrode
holder directly on the welding table or any other surface in contact with the work clamp to avoid the
risk of accidental arc ignition.
ELECTRIC AND MAGNETIC FIELDS MAY BE DANGEROUS: Electric current flowing through any
conductor creates electric and magnetic fields (EMF). EMF fields may interfere with some
pacemakers, and welders having a pacemaker shall consult their physician before operating this
equipment.
CE COMPLIANCE: This equipment complies with the European Community Directives.
ARTIFICIAL OPTICAL RADIATION: According with the requirements in 2006/25/EC Directive and
EN 12198 Standard, the equipment is a category 2. It makes mandatory the adoption of Personal
Protective Equipments (PPE) having filter with a protection degree up to a maximum of 15, as
required by EN169 Standard.
FUMES AND GASES CAN BE DANGEROUS: Welding may produce fumes and gases hazardous to
health. Avoid breathing these fumes and gases. To avoid these dangers the operator must use
enough ventilation or exhaust to keep fumes and gases away from the breathing zone.
ARC RAYS CAN BURN: Use a shield with the proper filter and cover plates to protect your eyes from
sparks and the rays of the arc when welding or observing. Use suitable clothing made from durable
flame-resistant material to protect you skin and that of your helpers. Protect other nearby personnel
with suitable, non-flammable screening and warn them not to watch the arc nor expose themselves to
the arc.
WELDING SPARKS CAN CAUSE FIRE OR EXPLOSION: Remove fire hazards from the welding
area and have a fire extinguisher readily available. Welding sparks and hot materials from the welding
process can easily go through small cracks and openings to adjacent areas. Do not weld on any
tanks, drums, containers, or material until the proper steps have been taken to insure that no
flammable or toxic vapors will be present. Never operate this equipment when flammable gases,
vapors or liquid combustibles are present.
WELDED MATERIALS CAN BURN: Welding generates a large amount of heat. Hot surfaces and
materials in work area can cause serious burns. Use gloves and pliers when touching or moving
materials in the work area.
Page 6
English 4 English
SAFETY MARK: This equipment is suitable for supplying power for welding operations carried out in
an environment with increased hazard of electric shock.
CYLINDER MAY EXPLODE IF DAMAGED: Use only compressed gas cylinders containing the
correct shielding gas for the process used and properly operating regulators designed for the gas and
pressure used. Always keep cylinders in an upright position securely chained to a fixed support. Do
not move or transport gas cylinders with the protection cap removed. Do not allow the electrode,
electrode holder, work clamp or any other electrically live part to touch a gas cylinder. Gas cylinders
must be located away from areas where they may be subjected to physical damage or the welding
process including sparks and heat sources.
HF
CAUTION: The high frequency used for contact-free ignition with TIG (GTAW) welding, can interfere
with the operation of insufficiently shielded computer equipment, EDP centers and industrial robots,
even causing complete system breakdown. TIG (GTAW) welding may interfere with electronic
telephone networks and with radio and TV reception.
EQUIPMENT WEIGHT OVER 30kg: Move this equipment with care and with the help of another
person. Lifting may be dangerous for your physical health.
NOISE APPEARES DURING WELDING CAN BE HARMFUL: Welding arc can cause noise with high
level of 85dB for 8-hour week day. Welders operating welding machines are obligated to wear the
proper ear protectors. Employers are obligated to carry examinations and measurements of health
harmful factors.
The manufacturer reserves the right to make changes and/or improvements in design without upgrade at the same time
the operator’s manual.
Page 7

English 5 English
Installation and Operator Instructions
General description
SPEEDTEC 320CP is a manual welding set that
enables the following:
MIG-MAG welding with short arc, speed short arc,
spray-arc, normal pulsed mode using currents from
15A to 320A.
SPEEDTEC 320CP work with the water cooler
COOLARC 46.
Feeding different types of wire
- steel, stainless steel, aluminum and special wires
- solid and cored wires
- diameters from 0.6-0.8-1.0-1.2 mm
WELDING SET COMPONENTS
The welding set consists of 4 main components:
1. power source including its primary cable (5m)
without plug
2. gas hose kit assembly (2m)
3. work lead (3m)
4. rolls for solid wire V1.0/V1.2
5. USB key containing Instruction Manual
Recommended equipment, which can be bought by
user, was mentioned in the chapter "Accessories".
Read this entire section before installation or operation of
the machine.
WARNING
The plastic handles are not intended for slinging the set.
Stability of the equipment is guaranteed only for an incline
of maximum 15°.
Location and Environment
This machine will operate in harsh environments.
However, it is important that simple preventative
measures are followed to assure long life and reliable
operation.
Do not use this machine for pipe thawing.
This machine must be located where there is free
circulation of clean air without restrictions for air
movement to and from the air vents. Do not cover the
machine with paper, cloth or rags when switched on.
Dirt and dust that can be drawn into the machine should
be kept to a minimum.
This machine has a protection rating of IP23. Keep it
dry when possible and do not place it on wet ground or
in puddles.
Locate the machine away from radio controlled
machinery. Normal operation may adversely affect the
operation of nearby radio controlled machinery, which
may result in injury or equipment damage. Read the
section on electromagnetic compatibility in this manual.
Do not operate in areas with an ambient temperature
greater than 40°C.
DUTY CYCLE AND OVERHEATING
Duty cycle is the percentage of 10 minutes at 40°C
ambient temperature that the unit can weld at its rated
output without overheating.
If the unit overheats, the output stops and the over
temperature light comes On. To correct the situation,
wait fifteen minutes for unit to cool.
Reduce amperage, voltage or duty cycle before starting
to weld again
.
STARTING UP
The power source is composed with :
1 - Front panel display
2 - European plug for torch
3 - Additional plug for 2 potentiometers torch
4 - Plug for ground cable and polarity inversion
5 - Protection door for wire feeder section
6 - Spool axle, shaft, axle nut
7 - Gas purge button
8 - Cold wire feeding button
9 - Wire driver
Input Supply Connection
WARNING
Only a qualified electrician can connect the welding
machine to the supply network. Installation the outlet plug
to power lead and connecting the welding machine had to
be made in accordance with the appropriate National
Electrical Code and local regulations.
Check the input voltage, phase, and frequency supplied
to this machine before turning it on. Verify the connection
of grounding wires from the machine to the input source.
SPEEDTEC 320 CP can only be connected to a mating
grounded receptacle.
6
5
7
8
9
1
4
2
3
Page 8
English 6 English
Input voltages is 3x400V 50/60Hz. For more information
about input supply refer to the technical specification
section of this manual and to the rating plate of the
machine.
Make sure that the amount of mains power
available from the input supply is adequate for
normal operation of the machine. The type of
protection and cable sizes are indicated in the
technical specification section of this manual.
WARNING
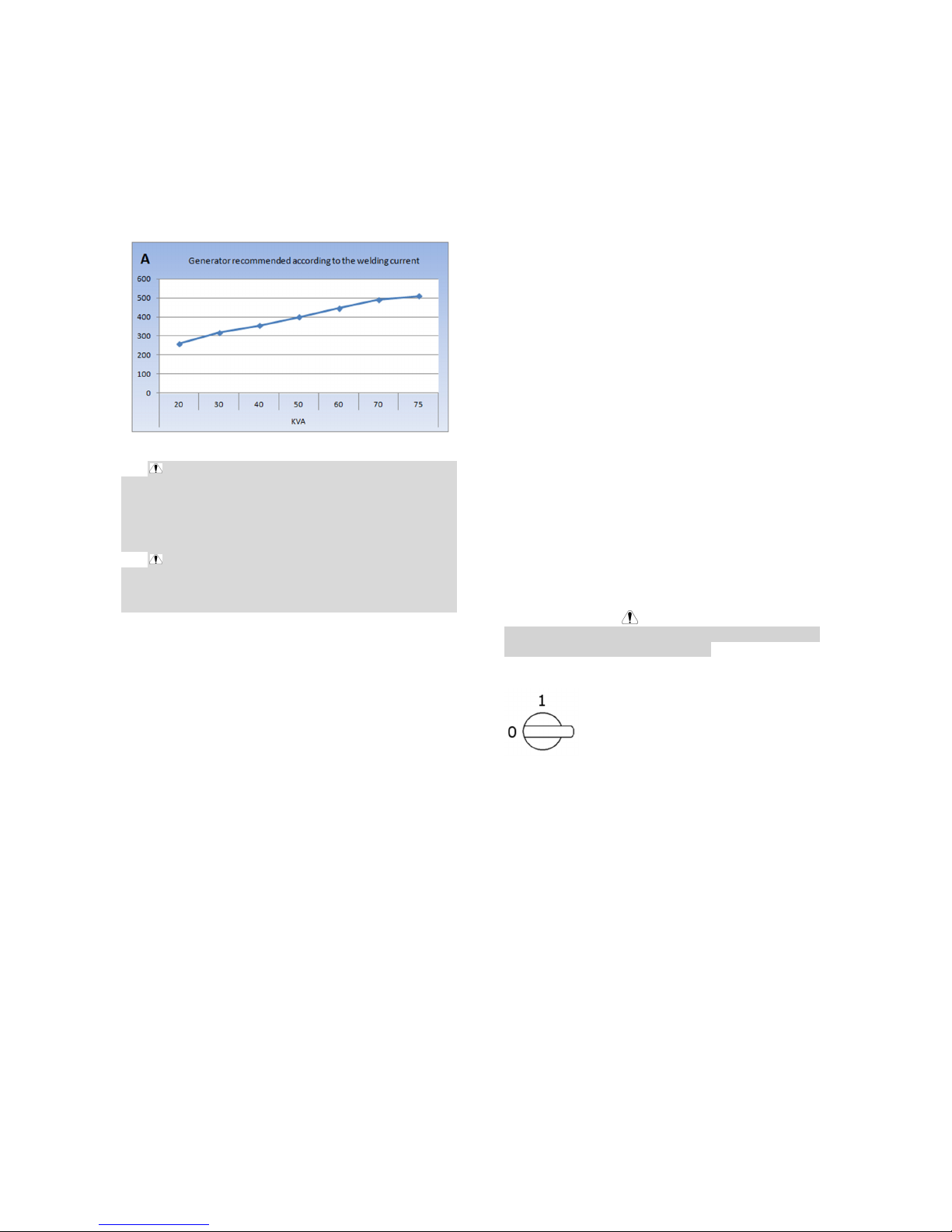
The welding machine can be supplied from a power
generator of output power at least 30% larger than input
power of the welding machine.
See "Technical Specifications" chapter.
WARNING
When powering welder from a generator be sure to turn
off welding machine first, before generator is shut down,
in order to prevent damage to welding machine!
To set up the wire:
Turn the power source off.
Open the door of the wire-feeder unit [5] and ensure that it
can not fall.
Unscrew the spool axle nut. [6].
Insert the spool of wire on the axis. Make sure that the
locating pin of the shaft [6] is properly located into the reel
locator.
Screw the spool nut [6] back on the shaft, turning it in the
direction shown by the arrow.
Lower the lever of wire driver [9] in order to release the
rollers.
Take the end of the wire of the spool and cut the distorted
end piece.
Straighten the first 15 centimeters of wire.
Insert the wire via the inlet wire-guide of the plate.
Lower the rollers [9] and raise the lever in order to
immobilise it.
Adjust the pressure of the rollers on the wire to the correct
tension.
Wire feed
The wire feeding button (8) feeds the wire into the torch.
The wire feeds over 1s at minimum speed and the speed
increases gradually until the set wire speed is reached, but
is limited to 12 m/min. The settings may be change at any
time; the power source displays the speed.
To feed the wire through the torch. Maintain the wire
feeding button (8).
Wire speed can be adjusted with the button on front panel.
To full the gas line or adjust the gas flow. Push the gas
bleed button (7).
WIRE DRIVER WEAR PART
The wearing parts of the wire driver, whose role is to
guide and advance the welding wire, must be adapted
to the type and diameter of the welding wire used. On
the other hand, their wear may affect the welding
results. Is necessary to replace them.
Connection of the torch
THE MIG WELDING TORCH IS CONNECTED TO
THE FRONT OF THE POWER SOURCE, AFTER
ENSURING IT HAS BEEN PROPERLY OUTFITTED
WITH THE WEAR PARTS CORRESPONDING TO
THE WIRE USED FOR WELDING.
For this purpose, please refer to the torch instructions.
Gas inlet connection
The gas inlet is positioned at the rear of the power
source. Simply connect it to the pressure-regulator
outlet of the gas cylinder.
Place the gas cylinder on the trolley at the rear of the
power source and fasten the bottle using the strap.
Open the cylinder valve slightly to allow existing
impurities to escape and then reclose it.
Mount the pressure regulator/flowmeter.
Open the gas cylinder.
During welding, the gas flow rate should be between
10 and 20l/min.
WARNING
Be sure that the gas cylinder is properly secured on the
trolley by attaching the safety strap.
SWITCH ON
The main switch is located at the rear
of the power source. Flip this switch
to turn the machine on.
Note:This switch must never be flipped
during welding.
At each start-up, the power source
displays the software version and
recognized power.
Page 9

English 7 English
Instructions for use
Front panel functions
Left display: Voltage, Right display: Current/ wire speed /wire thickness
1
Display for selection of welding mode
2
Selector button for welding mode
3
Selector switch for welding process
4
Measurement indicator of displayed values (pre-welding, welding and
5
post-welding data)
Led indicator for program mode
6
Encoder voltage setup and navigation
7
Encoder for current, wirespeed, metal sheet thickness setup and
8
navigation
Display mode indicator current, wirespeed, metal sheet thickness
9
Selector button for pre-display and program management
10
Selector switch for type of gas, wire diameter and type of welding wire
11
10
9
5
6
7
1
2
3
4
8
1
11
11
11
Page 10

English 8 English
Calibrate the power source
Step 1: Turn the wire diameter switch to
position and press the to access the COnFIG
Setup screen.
Step 2: Select the CaL parameter with the left-hand
encoder and select On with the right-hand encoder.
Step 3: Press the on the front panel. The display
unit indicates triGEr.
Step 4: Remove the torch nozzle.
Step 5: Cut the wire.
Step 6: Place the piece in contact with the contact tube.
Step 7: Press the trigger.
Step 8: The display will indicate the value of L (cable
inductance).
Step 9: Display the value of R using the right-hand
encoder (cable resistance).
Step 10: Exit Setup.
WARNING
When starting up for the first time, the calibration is an
unavoidable step to achieve quality welding. If polarity is
reversed, this step must be repeated
Display and use
Synergic mode
The Current, Voltage and Thickness values listed for
each wire feed speed setting are provided for
information purposes only. They correspond to
measurements under given operating conditions, such
as position, length of the end section (flat position
welding, butt welding).
The units current/voltage displayed correspond to the
average measured values, and they may differ from the
theoretical values.
Measurement indicator of displayed values :
OFF: pre-welding display of instructions.
ON: Display of measurements (average values).
Flashing: Measurements during welding.
Selection of wire, diameter, gas, welding process
Select the type of wire, the wire diameter, the used
welding gas and welding process by turning the
appropriate switch.
Selection of the material will determine the available
values for diameter, gas and processes.
If synergy does’nt exist, power source displays nOt
SYn,GAS SYn,DdIA SYn,oR Pro SYn.
Selection of welding mode, arc length and prewelding display
Select welding mode 2S, 4S, spot, synergic and manual
by pressing . Arc length can be adjusted with left
encoder (7) and pre-welding display adjustement is
performed with right encoder (8). The selection of pre-
welding preset is performed with press button .
Manual mode
This is the disengaged mode of the welding machine.
Adjustable parameters for it are wire speed, arc
voltage and fine setting.
In this mode, only the wire speed value is displayed.
Have to select wire diameter, gas and welding
process before starting
welding.
SETUP mode
Accessing the SETUP:
The SETUP screen can only be accessed when no welding is in
progress, by setting the Wire Diameter selector on the front panel
to position 1.
It consist in two pull-down menu :
'CYCLE’ Setting for the cycle phases. Refer to table for detail.
‘COnFIG’ Power source configuration
Configuring the SETUP:
In SETUP position, select CYCLE or COnFIG by pressing .
Turn the left-hand encoder to scroll through the available
parameters.
Turn the right-hand encoder to set their value.
No welding start. All the changes are saved on exiting the
SETUP menu.
Page 11

English 9 English
List of accessible parameters in COnFIG menu
Leftdisplay Right display Step Default Description
GrE On -;OFF – Aut Aut
Configuration of the Water Cooling Unit. 3 possibles states :
- On : Forced on, watercooler is always activated
- OFF : Forced off, watercooler is always desactivated
- Aut : Automatic mode, Watercooler works when according
need
ScU nc – no - OFF OFF
Security of water cooling. 3 possible states :
- nc : Normally closed,
- no : Normally open,
- OFF : Desactivate
Unit US – CE CE
Unit displayed for wire speed and thickness:
- US : inch unit
- CE : meter unit
CPt OFF– 0,01 – 1,00 0,01 s 0,30
Trigger holding time in order to call program (Only in 2S welding
mode).
Can be use only for welding program from 50 to 99.
PGM no – yES no Activate / desactivate program management mode
PGA
OFF – ;000 – 020
%
1% OFF
Use to setup available adjustement range of the following
parameters: wire speed, arc voltage, arc dynamics, pulse finesetting. Use only when program management is activated and
programs are locked.
AdJj Loc – rC Loc
Select adjustement Wire speed and arc voltage :
- Loc : Local on the power source
- rC : remote Control or torch potentiometer
CAL OFF – on OFF Calibration of torch & ground harness
L 0 – 50 1 uH 14 Cable choke setting / display
r 0 – 50
1
8 Cable resistor setting / display
SoF no – yES no Software update mode.
FAC no – yES no
Factory settings reset. Pressing YeS will cause a reset of the
parameters to factory defaults when exit .
List of accessible parameters in CYCLE menu
Left
display
Right display Step Default Description
tPt 00.5 – 10.0 0,1 s 0,5
Spot time. In Spot mode and in Manual mode, the Hot Start,
Downslope and sequencer settings cannot be changed
PrG 00.0 – 10.0 0,1 s 0,5 Pre-gas time
tHS OFF – 00.1 – 10.0 0,1 s 0,1 Hot start time
IHS
-- 70 – 70
1 % 30
Hot start current (wire speed). X% the welding current
UHS
-- 70 – 70
1 % 0
Hot start voltage X% the arc voltage
dYn
--10 + 10
--20 + 20
1 % 0 Fine setting in short arc
rFP
--10 + 10
--20 + 20
1 % 0 Fine setting in pulse
dyA 00 – 100 1 50 Arc striking dynamics at electrode
tSE OFF – 0.01 – 2.50 0,01 s OFF Sequencer time (Sequencer, only in synergic mode)
ISE
---90 + 90
1 % 30
Sequencer current level. X% the welding current
dSt OFF – 00.1 – 05.0 0,1 s OFF Down-slope time
DdSI
-- 70 – 00.0
1 %
-- 30
Down-slope current (wire speed). X% the welding current
dSU
-- 70 – 70
1 % 0
Down-slope voltage. X% the arc voltage
Pr_ 0.00 – 0.20 0,01 s 0,05 Anti-stick time
PrS Nno – yES no Pr-Spray activation
PoG 00.0 – 10.0 0,05 s 0,05 Post-gas time
Page 12

English 10 English
Program management
SPEEDTEC 320 CP allows creating, storing and modifying up to 99 welding programs directly on front panel from program 01
to program 99. This function is activated by moving parameter PGM from no to YES in COnFIG menu.
P00 is the working program in any state. (Program management mode activated or desactivated). When power source is
working on this program, the Led indicator “JOB” is switched off. All commutators are accessible in this mode, so it will be
used to set programs.
P01 to P99 are program saved, only if program management mode is activated. When power source is working on these
programs, the led indicator “JOB” is switched on. In this mode, commutators welding process, wire diameter, gas and metal
are not available.
When a program selected has been modified, the indicator “JOB” blinks.
Create and save a program:
These paragraphe explains how to create, modify and save a welding program. Hereunder is explained the common menu used.
1) Activate program management mode: PGM put YES exit
2) Set your program with the 4 commutators (4) and (11) then long push
3) Screen displays message as following:
Program call with trigger
This function allows to chain from 2 to 10 programs. This function is available in 4S welding mode only and program management
mode has to be activated
Program chaining:
The function program call works with programs from P50 to P99 by ten.
P50P59 ; P60P69 ; P70P79 ; P80P89 ; P90P99
Select first program with which you want to begin your chain. Then during welding, each time you will push trigger, program will
change.
To chain less than ten programs, in the program following end of loop desired put a different parameter (As synergy or welding
cycle).
It is possible to setup time of trigger push to detect change of program chain : CPT put value from 1 to 100 exit
Example: Create a program list from P50 to P55 (6 programs).
1) In program P56, put different welding cycle or synergy than P55 in order to finish chain
2) Select program P50 (First program for start of welding
3) Start welding
4) Each time trigger will be pushed, power source will change program until P55. When chain is finished, power source will
restart to P50.
Program number
selection.from P01
to P99.
P00: Cancel
prog
ram mode
Function selection:
rEC: Save program
Ld: Load program
cod: Activate
locking code
Validate
action in
progress
Cancel action
in
prog
ress.
Page 13

English 11 English
Maintenance
General
Twice a year, depending on the use of the device,
inspect the following:
cleanliness of the pwer source
electrical and gas connections
Perform calibration of the current and voltage
settings.
Check electrical connections of the power, control
and power supply circuits.
Check the condition of insulation, cables,
connections and pipes.
Perform a compressed air cleaning
WARNING
Never carry out cleaning or repair work inside the
device before making sure that the unit has been
completely disconnected from the mains.
Dismantle the generator panels and use suction to
remove dust and metal particles accumulated between
the magnetic circuits and the windings of the
transformer.
Work must be performed using a plastic tip to avoid
damage to the insultation of the windings.
At each start-up of the welding unit and prior to calling
customer cupport for technical servicing, please check
that:
Power terminals are not improperly tightened.
The selected mains voltage is correct.
There is proper gas flow.
Type and diameter of the wire.Torch condition.
Torch
REGULARLY CHECK THE PROPER TIGHTNESS
OF THE CONNECTIONS OF THE WELDING
CURRENT SUPPLY. MECHANICAL STRESSES
RELATED TO THERMAL SHOCKS TEND TO
LOOSEN SOME PARTS OF THE TORCH,
PARTICULARLY:
The contact tube
The coaxial cable
The welding nozzle
The quick connector
Check that the gasket of the gas inlet spigot is in
good condition.
Remove the spatter between the contact tube and
the nozzle and between the nozzle and the skirt.
Spatter is easier to remove if the procedure is
repeated at short intervals.
Do not use hard tools that may scratch the surface of
these parts and cause spatter to become attached to
it.
Blow out the liner after each change of a spool of
wire. Carry out this procedure from the side of the
quick fitting connector plug of the torch.
If necessary, replace the wire inlet guide of the torch.
Severe wear of the wire guide may cause gas leaks
towards the rear of the torch.
The contact tubes are designed for long use.
Nevertheless, the passage of wire causes them to
wear off, widening the bore more than the
permissible tolerances for good contact between the
tube and the wire.
The need to replace them becomes clear when the
metal transfer process becomes unstable, all the
settings of the work parameters remaining otherwise
normal.
Rollers and wire guide
UNDER NORMAL CONDITIONS OF USE, THESE
ACCESSORIES HAVE A LONG SERVICEABLE LIFE
BEFORE THEIR REPLACEMENT BECOMES
NECESSARY.
Sometimes, however, after being used over a period of
time, excessive wear or clogging due to adhering
deposits may be noted.
To minimise such harmful effects, make sure the wire
feeder plate remains clean. The motor reduction unit
requires no maintenance.
WARNING
For any maintenance or repair operations it is
recommended to contact the nearest technical service
center or Lincoln Electric. Maintenance or repairs
performed by unauthorized service centers or
personnel will null and void the manufacturers warranty.
The frequency of the maintenance operations may
vary in accordance with the working environment. Any
noticeable damage should be reported immediately.
Check cables and connections integrity. Replace,
if necessary.
Keep clean the machine. Use a soft dry cloth to
clean the external case, especially the airflow inlet
/ outlet louvers.
WARNING
Do not open this machine and do not introduce anything
into its openings. Power supply must be disconnected
from the machine before each maintenance and
service. After each repair, perform proper tests to
ensure safety.
Output Connections
A quick disconnect system using Twist-MateTM cable
plugs is used for the welding cable connections. Refer to
the following sections for more information on connecting
the machine for operation of stick welding (MMA) or TIG
welding.
(+) Positive Quick Disconnect: Positive output connector
for the welding circuit.
(-) Negative Quick Disconnect: Negative output connector
for the welding circuit.
Stick Welding (MMA)
First determine the proper electrode polarity for the
electrode to be used. Consult the electrode data for this
information. Then connect the output cables to the output
terminals of the machine for the selected polarity.
Shown here is the connection method for DC(+)
Page 14

English 12 English
welding. Connect the electrode cable to the (+) terminal
and the work clamp to the (-) terminal. Insert the
connector with the key lining up with the keyway and
rotate approximately ¼ turn clockwise. Do not over
tighten. For DC(-) welding, switch the cable connections
at the machine so that the electrode cable is connected to
(-) and the work clamp is connected to (+).
Remote Control Connection
Refer to the accessories section for a list
of remote controls. If a remote control is
used, it will be connected to the remote
connector on the front of the machine.
The machine will automatically detect the
remote control, turn on the REMOTE
LED, and switch to remote control mode. More
information on this mode of operation will be given in the
next section.
Other Controls and Features
NEW
A: Power Switch: It turns ON/OFF the input power to the
machine.
B: Input cable: Connect it to the mains.
C: Fan. This machine has a F.A.N. (Fan As Needed)
circuitry inside: the fan is automatically turned ON or
OFF. This feature reduces the amount of dirt which
can be drawn inside the machine and reduces power
consumption. When the machine is turned ON the fan
will turn ON. The fan will continue to run whenever the
machine is welding. If the machine doesn’t weld for
more than five minutes, the fan will turn OFF.
D: Water Cooler Connection SPEEDTEC 320CP work
with the water cooler COOLARC 46 (see
"Accessories" chapter).
WARNING
Read and understand the cooler manual before
connecting it to the power source.
Before connecting cooler, refer to the manual of wire
feeder.
The COOLARC 46 is supplied by
welding power source using 9-PIN
socket.
Input voltages is 400V, 50/60Hz.
Make sure that the supply voltage of
the unit matches the cooler’s rated
voltage.
To connect the water cooler COOLARC 46 to the power
source:
Turn off the power source and disconnect input plug.
Remove the cap from the Water Cooler Supply
Socket.
Insert 9-pin plug of the water cooler power lead into
the Water Cooler Power Supply Socket.
WARNING
Do not switch on the welding power source with the cooler
applied if the reservoir was not filled and the torch’s/gun’s
hoses are disconnected from the cooling unit. The no
observance of this warning may be cause internal
damages at the cooler unit.
Transport & Lifting
WARNING
Falling equipment can cause injury and
damage to unit.
During transportation and lifting with a crane, adhere to
the following rules:
Power source does not include the eye bolt which can
be used to transport or lifting the machine.
To lift use of suitable lifting equipment capacity.
To lifting and transport use a travers and minimum two
belts.
Lift only power source without gas cylinder, cooler and
wire feeder, or/and any other accessories.
Page 15

English 13 English
Presentation of welding processes
For carbon and stainless steels,SPEEDTEC 320CP uses 2 types of short arc:
“soft” or “smooth” short arc
The “dynamic” short arc or « SSA ».
PULSED MIG MAY BE USED ON ALL TYPES OF METAL (STEEL, STAINLESS STEEL AND ALUMINIUM) WITH SOLID
WIRES AND SOME CORED WIRES. IT IS PARTICULARLY SUITABLE FOR STAINLESS STEEL AND ALUMINIUM, FOR
WHICH IT IS THE IDEAL PROCESS, ELIMINATING SPATTER AND ACHIEVING EXCELLENT WIRE FUSION.
Characteristics of the power source arc
“Soft”or “Smooth” short arc (SA)
The “soft” short arc achieves great reduction in spatter when welding carbon steels, resulting in a very significant reduction
in finishing costs.
It improves the appearance of the weld bead thanks to improved wetting of the molten pool.
The “soft” short arc is suitable for welding in all positions. An increase in wire feed speed enables entering spray arc mode
without preventing transition into globular mode.
Waveform of short arc welding process
Note: The “soft” short arc is slightly more energetic than the "speed" short arc. Consequently the “speed” short arc may be
preferable to the "soft" short arc for welding very thin sheets (≤ 1 mm) or for welding penetration passes.
“Dynamic” short arc or “Speed Short Arc” (SSA)
The Speed Short Arc or SSA allows greater versatility in welding carbon and stainless steels and absorbs fluctuations in the
welder’s hand movements, for example when welding in a difficult position. It also helps compensate for differences in the
preparation of the workpieces.
By increasing the wire feed speed, the SA mode enters seamlessly into SSA mode, while preventing the globular
mode.
Thanks to its quick arc control and using appropriate programming, SPEEDTEC 320CP can artificially extend the
Short Arc range to higher currents, in the range of the speed short arc.
+
Page 16

English 14 English
Waveform of speed short arc welding process
By eliminating the "globular" arc mode, which is characterized by heavy and sticky spatter and higher energy
than the short arc, the speed short arc enables to:
Reduce the amount of distortions at high welding currents in the typical "globular" welding range
Reduce the amount of spatter compared to the globular mode
Achieve good weld appearance
Reduce smoke emissions compared with the usual modes (up to 25% less)
Achieve good rounded penetration
Enable welding in all positions
Note: The CO2 programmes automatically and exclusively use the “soft” short arc and do not enable access to the speed
short arc. The “dynamic” short arc is not suitable for CO2, welding due to arc instability.
NORMAL Pulsed MIG
Metal transfer in the arc takes place by detachment of droplets caused by current pulses. The microprocessor
calculates all the Pulsed MIG parameters for each wire speed, to ensure superior welding and striking results.
The advantages of pulsed Mig are :
Reduced distortions at high welding currents in the customary "globular" welding and spray arc ranges
Enables all welding positions
Excellent fusion of stainless steel and aluminium wires
Almost complete elimination of spatter and hence of finishing work
good bead appearance
Reduced smoke emissions compared with customary methods and even-speed short-arc (up to 50% less);
Pulsed SPEEDTEC 320CP programs for stainless steel eliminate the small spatter that may occur on thin sheets at
very low wire feed speeds. These "balls" are caused by slight spraying of the metal at the time of droplet detachment.
The extent of this phenomenon depends on the type and origin of the wires.
These programmes for stainless steel have undergone improvements for operation at low currents and increasing the
flexibility of use for thin sheet welding using Pulsed MIG method.
Excellent results for welding thin stainless steel sheets (1 mm) are obtained using the pulsed MIG method with Ø 1
mm wire in M12 or M11 shield (average 30A is acceptable).
The appearance of joints processed using, SPEEDTEC 320CP is of a quality comparable with that achieved by TIG
welding.
Page 17

English 15 English
Advanced welding cycle
Step cycle 2S
Pressing the trigger activates wire feed and pre-gas and turns on the welding current.. Releasing the trigger causes
the welding to stop.
The Hot Start cycle is validated by the tHSOFF parameter in the general Cycle submenu of the . It enables
starting the welding with a current peak that facilitates striking.
The down-slope enables weld bead finish with a decreasing level of welding.
Step cycle 4S
Pulling the trigger the first time activates the pre-gas, followed by Hot Start. Releasing the trigger starts the welding.
If HOT START is not active, welding will start immediately after pre-gas. In such a case, releasing the trigger (2nd step) will
have no effect, and the welding cycle will continue.
Pressing the trigger in the welding phase (3rd step) enables control of the duration of the down-slope and anti-crater
functions, according to the pre-programmed time delay.
If there is no down-slope, releasing the trigger will immediately switch into post-gas (as programmed in the Setup).
In 4-Step mode (4S), releasing the trigger stops the anti-crater function if slope-down is ENABLED.
If slope-down is DISABLED, releasing the trigger will stop the POST-GAS.
The Hot Start and slope-down functions are not available in manual mode
Page 18

English 16 English
Spot cycle (…)
Pressing the trigger activates wire feed and pre-gas and turns on the welding current. Releasing the trigger causes the
welding to stop.
Adjustment of the Hot Start, down-slope and sequencer settings is disabled. At the end of the spot time-delay, welding
stops.
Sequencer cycle
The sequencer is validated by the parameter “tSE0FF” in the specific cycle submenu of .
To access it :
The "tSE" parameter is displayed in the "CYCLE" menu
Set this parameter to a value between 0 and 9.9 s.
TSE : DURATION OF THE 2 STEPS IF Off.
ISE : 2nd level current as % of the 1st level.
AVAILABLE ONLY IN SYNERGIC MODE, 2T CYCLE, OR 4T CYCLE
Fine setting (parameter adjustable in the "rFP cycle setup menu)
In pulsed welding, the fine-setting function enables optimising the place of droplet detachment according to the variation
in the compositions of utilized wires and welding gases.
When fine spatter that may adhere to the workpiece is observed in the arc, the fine-tune setting must be changed toward
negative values.
If large drops are transferred by the arc, the fine-tune setting must be changed towards positive values.
Page 19

English 17 English
In Smooth mode (short arc), lowering the fine-tune setting enables achieving a more dynamic transfer mode and the
possibility of welding while reducing the energy carried to the weld pool by shortening the arc length.
A higher fine-tune setting causes an increase in arc length. A more dynamic arc facilitates welding in all positions, but has
the disadvantage of causing more spatters.
PR-spray or wire sharpening
The end of welding cycles can be modified to prevent the formation of a ball at the end of the wire. This wire operation
produces almost
perfect restriking. The selected solution consists in injecting a current peak at end of cycle, which causes the wire end to
become pointed.
Note: This current peak at end of cycle is not always desirable. For instance, when welding thin sheet metal, such this
mechanism can cause a crater.
List of synergies
SHORT ARC
0.6 mm 0.8 mm 1 mm 1.2 mm
Steel
M21 M21 M21 M21
M14 M14 M14 M14
M20 M20 M20 M20
/ C1 C1 C1
CrNi
/ M11 M11 M11
/ M12 M12 M12
/ M12 M12 M12
AlSi / / I1 I1
Al / / / I1
AlMg3 / / I1 I1
AlMg4,5 Mn / / I1 I1
AlMg5 / / I1 I1
Cupro SI / I1 I1 I1
Cupro Alu
/ / I1 I1
F CAW / / M21 M21
RCW
SD 100
/ / M21 M21
/ / C1 C1
MCW :
SD 200
/ / M21 M21
BCW :
SD 400
/ / / M21
/ / / C1
Page 20

English 18 English
PULSE
0.6 mm 0.8 mm 1 mm 1.2 mm
Steel
/ M21 M21 M21
/ M14 M14 M14
/ M20 M20 M20
CrNi
/ M11 M11 M11
/ M12 M12 M12
/ M12 M12 M12
AlSi / / I1 I1
Al / / / I1
AlMg 3,5 / / I1 I1
AlMg4,5 Mn / / I1 I1
AlMg5 / / I1 I1
Cupro SI / / I1 I1
Cupro Alu / / I1 I1
MCW
SD 200
/ / / M21
BCW
SD 400
/ / / M21
NOTE: For any other synergies, please contact our agency.
GAZ TABLE WIRE’S PART
Description on power
source
Gas
name
Description on
power source
Designation
CO2 C1
Steel
Steel Solid wire
Ar(82%) / CO2(18%) M21
F CAW
Cored wire for Zn
coated steel
Ar(92%) / CO2(8%) M20
CrNi
Stainless steel solid wire
Ar / CO2 / O2 M14
AlSi
Ar / CO2 / H2 M11
Al
Ar(98%) / CO2(2%) M12
AIMg3 Aluminium solid wire
Ar / He / CO2 M12
AINI4,5Mn
Ar
I1
AIMg5
CuproSi Copper Silicium solid wire
CuproAl Copper Aluminium solid
wire
BCW Basic core wire
MCW Metal core wire
RCW Rutil core wire
Page 21

English 19 English
CAUSES SOLUTIONS
DISPLAY OF THE MESSAGE E01-ond
THE MAXIMUM STRIKING CURRENT OF THE
POWER SOURCE WAS EXCEEDED
PRESS THE OK BUTTON TO CLEAR THE FAULT. IF THE
PROBLEM PERSISTS, CALL CUSTOMER SUPPORT
DISPLAY OF THE MESSAGE E02 inu
POOR RECOGNITION OF THE SOURCE OF POWER
– ONLY AT START-UP –.
Make sure that the ribbon cable between the inverter's main
card and the cycle card is properly connected.
Connectors in fault
DISPLAY OF THE MESSAGE E07 400
Inappropriate main voltage
Make sure that the main voltage is in the +/- 20%
acceptable range of primary power supply of the power
source.
DISPLAY OF THE MESSAGE E24 SEn
Temperature sensor in fault
MAKE SURE THAT CONNECTOR B9 IS PROPERLY
CONNECTED TO THE CYCLE CARD (IF NOT,
TEMPERATURE MEASUREMENT IS NOT PERFORMED)
THE TEMPERATURE SENSOR IS OUT OF ORDER. CALL
CUSTOMER SUPPORT
DISPLAY OF THE MESSAGE E25 -C
Power source overheating Let the generator cool down
The fault disappears by itself after several minutes
Ventilation MAKE SURE THAT THE INVERTER FAN WORKS.
DISPLAY OF THE MESSAGE E33- MEM-LIM
This message indicates that the memory is no longer operational
Malfunctioning during saving of memory CALL CUSTOMER SERVICE.
DISPLAY OF THE MESSAGE E43 brd
Electronic board in default CALL CUSTOMER SERVICE.
DISPLAY OF THE MESSAGE E50 H2o
Cooler unit in default
MAKE SURE THAT COOLER UNIT IS WELL PLUGGED.
CHECK COOLER UNIT (TRANSFORMER,
WATERPUMP,...)
IF NO COOLER UNIT IS USED, DESACTIVATE
PARAMETER IN
DISPLAY OF THE MESSAGE E63 IMO
Mechanical problem
PRESSURE ROLLER IS TOO TIGHT.
WIRE FEED HOSE IS CLOGGED WITH DIRT.
THE LOCK OF THE WIRE FEED SPOOL AXLE IS TOO
TIGHT.
DISPLAY OF THE MESSAGE E65-Mot
Defective connectors
Mechanical problem
Power supply
Check the connection of the encoder ribbon cable to the
wire feeder's motor.
MAKE SURE THAT THE WIRE FEEDER ASSEMBLY IS
NOT BLOCKED.
Check the connection of the motor's power supply.
Check F2 (6A) on the auxiliary power card.
DISPLAY OF THE MESSAGE E-71-PRO-DIA-MET-GAS
Troubleshooting procedure
Servicing of electrical equipment must be performed by qualified personnel only.
GENERATOR IS ON WHILE THE FRONT PANEL IS OFF
Power supply
CHECK THE MAINS SUPPLY (TO EACH PHASE)
Page 22

English 20 English
HMI selector PROCESS-DIAMETER-METAL-GAS in
default
Turn selector to unlock, after call customer service if always
in
default
DISPLAY OF THE MESSAGE StE PUL
Inverter not well recognized Call Customer Service
DISPLAY OF THE MESSAGE I-A-MAHX
Maximum current of power source reached Decrease wire speed or arc voltage
DISPLAY OF THE MESSAGE bPX-on
Message indicating that or is kept depressed
at unexpected times
Push to unlock, after call customer service if always in
défault
DISPLAY OF THE MESSAGE SPEXXX
Wire feeding is always activated involuntarily Check the wire feeding button isn’t blocked
Check the connection of this button and electronic board
DISPLAY OF THE MESSAGE LOA DPC
UPDATE software by PC is activated involuntarily Stop and start the power source, after call customer service
if always in
default
TRIGGER FAULT
This message is generated when the trigger is pulled at
a time when it can accidentally cause starting a cycle.
Trigger pulled before the power source is turned on or
during a reset due to a fault.
NO WELDING POWER - NO ERROR MESSAGE
Power cable not connected Check the connection of the ground strip and the torch
Power source failure IN COATED ELECTRODE MODE, CHECK FOR VOLTAGE
BETWEEN THE WELDING TERMINALS AT THE FRONT
OF THE GENERATOR. IF NO VOLTAGE, CALL
CUSTOMER SUPPORT.
WELDING QUALITY
Wrong calibration Check the fine setting parameter (RFP = 0)
Change of torch and/or ground strip or workpiece
Perform re-calibration.(Verify proper electrical contact at the
welding circuit).
Unstable or fluctuating welding
Make sure that the sequencer is not activated. Check the
Hot Start and the down-slope.
Unstable or fluctuating welding
Select the manual mode. The limitation is imposed by
synergy compatibility rules.
Limited range of adjustment settings
IF USING RC JOB MAKE SURE YOU HAVE NOT
ACTIVATED THE PASSWORD-OPERATED SETTING
LIMITATION
Poor power source power supply Check proper connection of the three power supply phases.
OTHER
Wire stuck in the molten pool or at the contact tube OPTIMISE THE ARC EXTINCTION PARAMETERS:PR
SPRAY AND POST RETRACT
Display of the triG message when turning the power on. THE TTRIG MESSAGE IS DISPLAYED IF THE TRIGGER
IS ACTIVATED BEFORE SWITCHING ON THE WELDING
SET
If the problem persists, you may reset the parameters to factory defaults. For this purpose, with the welding unit
turned off, select the Setup position at the front panel selector, press and keep it depressed while turning on
the generator.
PLEASE NOTE
Consider recording your work parameters first, because this operation will erase all the programmes saved in
memory. If RESETTING to factory values does not solve the problem, call Customer Support.
Page 23

English 21 English
WEEE
07/06
English
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2012/19/UE on Waste Electrical and Electronic Equipment (WEEE)
and its implementation in accordance with national law, electrical equipment that has reached the end of its
life must be collected separately and returned to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on approved collection systems from our local
representative.
By applying this European Directive you will protect the environment and human health!
Spare Parts
12/05
Part List reading instructions
Do not use this part list for a machine if its code number is not listed. Contact the Lincoln Electric Service
Department for any code number not listed.
Use the illustration of assembly page and the table below to determine where the part is located for your particular
code machine.
Use only the parts marked "X" in the column under the heading number called for in the assembly page (# indicate
a change in this printing).
First, read the Part List reading instructions above, then refer to the "Spare Part" manual supplied with the machine, that
contains a picture-descriptive part number cross-reference.
Authorized Service Shops Location
09/16
The purchaser must contact a Lincoln Authorized Service Facility (LASF) about any defect claimed under Lincoln's
warranty period.
Contact your local Lincoln Sales Representative for assistance in locating a LASF or go to
www.lincolnelectric.com/en-gb/Support/Locator.
Electrical Schematic
Refer to the "Spare Part" manual supplied with the machine
Page 24

English 22 English
Accessories
K14105-1 COOLARC 46
W000275904 REMOTE CONTROL (10m, WFS and V control)
K10158-1 ADAPTER FOR SPOOL TYPE B300
LINC GUN™
W10429-24-3M LGS2 240 G-3.0M MIG GUN AIR COOLED
W10429-24-4M LGS2 240 G-4.0M MIG GUN AIR COOLED
W10429-24-5M LGS2 240 G-5.0M MIG GUN AIR COOLED
W10429-25-3M LGS2 250 G-3.0M MIG GUN AIR COOLED
W10429-25-4M LGS2 250 G-4.0M MIG GUN AIR COOLED
W10429-25-5M LGS2 250 G-5.0M MIG GUN AIR COOLED
W10429-36-3M LGS2 360 G-3.0M MIG GUN AIR COOLED
W10429-36-4M LGS2 360 G-4.0M MIG GUN AIR COOLED
W10429-36-5M LGS2 360 G-5.0M MIG GUN AIR COOLED
ROLL KIT FOR SOLID WIRES
KP14017-0.8 DRIVE ROLLS V0.6-0.8 DIA37
KP14017-1.0 DRIVE ROLLS V0.8-1.0 DIA37
KP14017-1.2 DRIVE ROLLS V1.0-1.2 DIA37
ROLL KIT FOR ALUMINIUM WIRES
KP14017-1.2A DRIVE ROLLS U1.0-1.2 DIA37
W000277622 ALUMINUM WELDING KIT 1.0-1.2
ROLL KIT FOR CORED WIRES
KP14017-1.1R DRIVE ROLLS VK0.9-1.1 DIA37
 Loading...
Loading...