

Page 1
IMT913-A
RETURN TO MAIN MENU
MAGNUM®100SG SPOOL GUN
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However,
your overall safety can be
increased by proper installation ...
and thoughtful operation on your
part. DO NOT INSTALL, OPER-
ATE OR REPAIR THIS EQUIPMENT WITHOUT READING
THIS MANUAL AND THE
SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And,
most importantly, think before you
act and be careful.
August, 2010
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2

magnetowireasappropriate.
work,disconnectthesparkplugwires,distributorcapor
turningtheengineorweldinggeneratorduringmaintenance
2.d.5.Donotworknexttoweldingpowersource.
1.g.Topreventaccidentallystartinggasolineengineswhile
___________________________________________________
possibletotheareabeingwelded.
2.d.4.Connecttheworkcabletotheworkpieceascloseas
side,theworkcableshouldalsobeonyourrightside.
whiletheengineisrunning.
workcables.Iftheelectrodecableisonyourright
idlerbypushingonthethrottlecontrolrods
Donotattempttooverridethegovernoror
2.d.3.Donotplaceyourbodybetweentheelectrodeand
1.f.Donotputyourhandsneartheenginefan.
___________________________________________________
2.d.2.Nevercoiltheelectrodeleadaroundyourbody.
parts.
Alwaysusethegreatestcarewhenworkingnearmoving
themwithtapewhenpossible.
maintenancerequiringtheirremovaliscomplete.
2.d.1.
Routetheelectrodeandworkcablestogether-Secure
guardsonlywhennecessaryandreplacethemwhenthe
guardstoperformrequiredmaintenance.Remove
minimizeexposuretoEMFfieldsfromtheweldingcircuit:
1.e.Insomecasesitmaybenecessarytoremovesafety
2.d.Allweldersshouldusethefollowingproceduresinorderto
____________________________________________________
effectswhicharenownotknown.
whenstarting,operatingorrepairingequipment.
2.c.ExposuretoEMFfieldsinweldingmayhaveotherhealth
awayfromV-belts,gears,fansandallothermovingparts
tionandingoodrepair.Keephands,hair,clothingandtools
beforewelding.
1.d.Keepallequipmentsafetyguards,coversanddevicesinposiweldershavingapacemakershouldconsulttheirphysician
____________________________________________________
2.b.EMFfieldsmayinterferewithsomepacemakers,and
havebeeneliminated.
wipeitupanddonotstartengineuntilfumes
weldingmachines
notspillfuelwhenfillingtank.Iffuelisspilled,
currentcreatesEMFfieldsaroundweldingcablesand
contactwithhotenginepartsandigniting.Do
localizedElectricandMagneticFields(EMF).Welding
ingtopreventspilledfuelfromvaporizingon
2.a.Electriccurrentflowingthroughanyconductorcauses
theengineandallowittocoolbeforerefuelingarcorwhentheengineisrunning.Stop
1.c.Donotaddthefuelnearanopenflameweld-
maybedangerous
____________________________________________________
MAGNETICFIELDS
ELECTRICAND
outdoors.
areasorventtheengineexhaustfumes
1.b.Operateenginesinopen,well-ventilated
____________________________________________________
workunlessthemaintenanceworkrequiresittoberunning.
1.a.Turntheengineoffbeforetroubleshootingandmaintenance
hot.
poweredequipment.
radiatorpressurecapwhentheengineis
FORENGINE
1.h.Toavoidscalding,donotremovethe
PERFORMEDONLYBYQUALIFIEDINDIVIDUALS.
BESURETHATALLINSTALLATION,OPERATION,MAINTENANCEANDREPAIRPROCEDURESARE
LincolnElectricCompany,22801St.ClairAvenue,Cleveland,Ohio44117-1199.
Miami,Florida33135orCSAStandardW117.2-1974.AFreecopyof“ArcWeldingSafety”bookletE205isavailablefromthe
purchaseacopyof“SafetyinWelding&Cutting-ANSIStandardZ49.1”fromtheAmericanWeldingSociety,P.O.Box351040,
Readandunderstandthefollowingsafetyhighlights.Foradditionalsafetyinformation,itisstronglyrecommendedthatyou
KEEPCHILDRENAWAY.PACEMAKERWEARERSSHOULDCONSULTWITHTHEIRDOCTORBEFOREOPERATING.
ARCWELDINGCANBEHAZARDOUS.PROTECTYOURSELFANDOTHERSFROMPOSSIBLESERIOUSINJURYORDEATH.
otherreproductiveharm.
orotherreproductiveharm.
ofCaliforniatocausecancer,birthdefects,and
StateofCaliforniatocausecancer,birthdefects,
someofitsconstituentsareknowntotheState
thisproductcontainschemicalsknowntothe
ForDieselEngines:Dieselengineexhaustand
ForGasolineEngines:Theengineexhaustfrom
CALIFORNIAPROPOSITION65WARNINGS
WARNING
SAFETY
i
i
i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
For Diesel Engines: Diesel engine exhaust and
some of its constituents are known to the State
of California to cause cancer, birth defects, and
other reproductive harm.
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,
Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
____________________________________________________
____________________________________________________
1.d. Keep all equipment safety guards,covers and devices in posi-
____________________________________________________
1.e. In some cases it may be necessary to remove safety
___________________________________________________
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
1.c. Do not add the fuel near an open flame weld-
ing arc or when the engine is running. Stop
the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on
contact with hot engine parts and igniting. Do
not spill fuel when filling tank. If fuel is spilled,
wipe it up and do not start engine until fumes
have been eliminated.
tion and in good repair.Keep hands, hair, clothing and tools
away from V-belts, gears, fans and all other moving parts
when starting, operating or repairing equipment.
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
For Gasoline Engines: The engine exhaust from
this product contains chemicals known to the
State of California to cause cancer, birth defects,
or other reproductive harm.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
Route the electrode and work cables together - Secure
2.d.1.
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
i
Page 3
Page 4
Page 5
zonesoùlʼonpiquelelaitier.
soudage.Utiliserdeslunettesavecécranslaterauxdansles
5.Toujoursporterdeslunettesdesécuritédanslazonede
sdesûretéàleurplace.
4.Gardertouslescouverclesetdispositif
onssansrevers,etchaussuresmontantes.
tal
delʼhuile,telsquelesgantsencuir,chemiseépaisse,paneràlʼinterrupteuràlaboitedefusibles.
soudage.Seprotégeravecdesvêtementsdeprotectionlibres
3.Avantdefairesdestravauxàlʼinterieurdeposte,ladebranch-
4.Desgouttesdelaitierenfusionsontémisesdelʼarcde
effectuésparunélectricienqualifié.
soudageàlʼaidedʼécransappropriésetnon-inflammables.
2.Autantquepossible,Iʼinstallationetlʼentretienduposteseront
c.Protégerlʼautrepersonneltravaillantàproximitéau
desoudeuretdesaidescontrelerayonnementdelʻarc.
bonnemiseàlaterre.
b.Porterdesvêtementsconvenablesafindeprotégerlapeau
demontageoulapieceàsouderdoitêtrebranchéàune
quandonregardelʼarc.
lʼélectricitéetauxrecommendationsdufabricant.Ledispositif
projectionsquandonsoudeou
nementdelʼarcetdes
1.Relieràlaterrelechassisduposteconformementaucodede
quʼunverreblancafindeseprotégerlesyeuxdurayon-
a.Utiliserunbonmasqueavecunverrefiltrantappropriéainsi
REDRESSEUR
3.Uncoupdʼarcpeutêtreplussévèrequʼuncoupdesoliel,donc:
TRANSFORMATEURETÀ
corps.
LESMACHINESÀSOUDERÀ
enroulerlecâble-électrodeautourdenʼimportequellepartiedu
contreleschutesdanslecasouonrecoitunchoc.Nejamais
PRÉCAUTIONSDESÛRETÉPOUR
rotéger
2.Danslecasdetravailaudessusduniveaudusol,sep
soudage.
pourleporte-électrodesʼapplicuentaussiaupistoletde
courantpoursoudagesemi-automatique,cesprecautions
W117.2-1974.
f.Sionutiliselamachineàsoudercommeunesourcede
lecode“Codeforsafetyinweldingandcutting”CSAStandard
delatensionàvidedesdeuxmachines.
ûreté,voir
11.Pourobtenirdeplusamplesrenseignementssurlas
parcequelatensionentrelesdeuxpincespeutêtreletotal
desporte-électrodesconnectésàdeuxmachinesàsouder
ouautresproduitsirritants.
e.Nejamaistouchersimultanémentlespartiessoustension
dusolvantpourproduireduphosgéne(gasfortementtoxique)
refroidir.
chaleuroulesrayonsdelʼarcpeuventréagiraveclesvapeurs
électrodedanslʼeaupourle
d.Nejamaisplongerleporte-
dʼopérationsdedégraissage,nettoyageoupistolage.La
tionnement.
10.Nepassouderenprésencedevapeursdechloreprovenant
soudageetlamachineàsouderenbonetsûrétatdefonc-
c.Maintenirleporte-électrode,lapincedemasse,lecâblede
produitdesfumeéstoxiques.
partieducorpspeutêtreencontactaveclamasse.
galvaniséesplombées,oucadmiéesoutoutautremétalqui
lespositionsassisoucouchépourlesquellesunegrande
es
Ceciestparticuliérementimportantpourlesoudagedetôl
alliqueoudesgrillesmetalliques,principalementdans
9.Assureruneventilationsuffisantedanslazonedesoudage.
soudedansdesendroitshumides,ousurunplanchermet-
b.Fairetrésattentiondebiensʼisolerdelamassequandon
câblesjusquʼàcequʼilsserompent.
pourisolerlesmains.
trous
risquesdʼincendieoudʼechauffementdeschainesetdes
oulesvétementsmouillés.Porterdesgantssecsetsans
câblesdegrue,ouautrescircuits.Celapeutprovoquerdes
toutcontactentrelespartiessoustensionetlapeaunue
passerlecourantdesoudageparleschainesdelevage,
quandlamachineàsouderestenmarche.Evitertoujours
éloignésdelazonedetravail,onaugmentelerisquedevoir
a.Lescircuitsàlʼélectrodeetàlapiécesontsoustension
massesurlacharpentedelaconstructionoudʼautresendroits
placela
lazonedetravailquʼilestpratiquedelefaire.Sion
1.Protegez-vouscontrelasecousseélectrique:
8.Sʼassurerquelamasseestconnectéelepluspréspossiblede
SûretéPourSoudageALArc
échauffementetunrisquedʼincendie.
antes:
lamasse.Uncourt-circuitaccidentalpeutprovoquerun
manuelaussibienquelesprécautionsdesûretégénéralessuiv-
7.Quandonnesoudepas,poserlapinceàuneendroitisoléde
etlesprécautionsdesûretéspecifiquesquiparraissentdansce
Pourvotrepropreprotectionlireetobservertouteslesinstructions
prévenirtoutrisquedʼincendiedûauxétincelles.
6.Eloignerlesmatériauxinflammablesoulesrecouvrirafinde
PRÉCAUTIONSDESÛRETÉ
SAFETY
iv
iv
iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A LArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et àla piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous
pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couchépour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pincedemasse,lecâblede
soudage et la machine à souder en bon et sûr état defonc-
tionnement.
d.Ne jamais plonger le porte-
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deuxpinces peut être letotal
de la tension à vide des deux machines.
f.Sionutilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol,sep
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler lecâble-électrode autour de nʼimporte quelle partie du
corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi
quʼun verre blanc afin de se protéger les yeux du rayonnement de lʼarc et des
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre lerayonnement de lʻarc.
c. Protéger lʼautre personnel travaillant àproximité au
soudage àlʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pantal
ons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones oùlʼon pique le laitier.
électrode dans lʼeau pour le
rotéger
projections quand on soude ou
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû auxétincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidentalpeut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possiblede
la zone de travailquʼil est pratique de le faire. Si on
masse sur la charpente de la construction ou dʼautres endroits
éloignésdela zone de travail, on augmente lerisque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼilsserompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôl
galvanisées plombées, ou cadmiées ou tout autre métalqui
produit des fumeéstoxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur las
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
place la
ûreté, voir
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier àla terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branchéàune
bonne mise àla terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travauxàlʼinterieur de poste, la debranch-
er àlʼinterrupteur àla boite de fusibles.
4. Garder tous les couvercles et dispositif
sdesûretéàleur place.
es
Page 6
Thank
You
for selecting a QUALITY product by Lincoln Electric. We want you
Y
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric
for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that
time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or
advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customers particular purpose, with respect
to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any
such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with
respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control
of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in
applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com
for any updated information.
to take pride in operating this Lincoln Electric Company product •••
as much pride as we have in bringing this product to you!
CUSTOMER ASSISTANCE POLICY
vv
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims
for material damaged in shipment must be made by the purchaser against the transportation company at the
time the shipment is received.
Please record your equipment identification information below for future reference. This information can be found
on your equipment nameplate.
Model Name and Sales Spec Number (K-xxx) _____________________________________
Date of Purchase __________________________________
Whenever you request replacement parts for or information on this equipment always supply the information you
have recorded above.
On-Line Product Registration
Please Examine Carton and Equipment For Damage Immediately
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement included in the literature packet
• For On-Line Registration: Go to our
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it
handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.
The level of seriousness to be applied to each is explained below:
accompanying this machine and fax the form per the instructions printed on it.
WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then
“Product Registration”. Please complete the form and submit your registration.
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment.
Page 7

TABLE OF CONTENTS
Page
Installation Section--------------------------------------------------------------------------------A
Technical Specification---------------------------------------------------------------------------A-1
Unpacking the Spool Gun-----------------------------------------------------------------------A-1
Safety Precautions--------------------------------------------------------------------------------A-2
Locating Spool Gun Components And Features------------------------------------------A-2
Assembly of Items Inside the Magnum Spool Gun---------------------------------------A-3
Welding Machines--------------------------------------------------------------------------------A-4
Recommended Welding Machines-----------------------------------------------------------A-5
Spool Gun / Wire Drive Selector Switch Installation--------------------------A-6 thru A-9
Routine Welding Machine Preparation------------------------------------------------------A-10
Preparing the Spool Gun-----------------------------------------------------------------------A-10
Loading Aluminum-----------------------------------------------------------------A-10 thru A-13
Connecting the Gun to the Welding Machine--------------------------------------------A-13
__________________________________________________________________
PERATION Section----------------------------------------------------------------------------------B
O
Safety Precaution---------------------------------------------------------------------------------B-1
Product Description-------------------------------------------------------------------------------B-1
Machine Speed and Voltage tap Settings--------------------------------------------B-1, B-2
Welding Procedures------------------------------------------------------------------------------B-3
__________________________________________________________________
Maintenance Section------------------------------------------------------------------------------ D
Safety Precautions--------------------------------------------------------------------------------D-1
Routine and Periodic Maintenance-----------------------------------------------------------D-1
Recommended Tools-----------------------------------------------------------------------------D-1
Cleaning and Inspections-----------------------------------------------------------------------D-1
P6 Connector Pin-Out----------------------------------------------------------------------------D-1
Gas Diffuser Replacement----------------------------------------------------------------------D-1
Liner Assembly Replacement or Cleaning--------------------------------------------------D-2
Drive Roll Replacement--------------------------------------------------------------------------D-2
Idle Roll Assembly Replacement--------------------------------------------------------------D-3
Gun Tube Assembly Replacement------------------------------------------------------------D-3
Wire Drive Assembly Removal And Installation--------------------------------------------D-4
Trigger Assembly Replacement----------------------------------------------------------------D-4
Welding Cable Assembly Replacement-----------------------------------------------D-4, D-5
Correcting Wire Shaving issues--------------------------------------------------------------D-5
__________________________________________________________________
Page 8

TABLE OF CONTENTS
Page
Troubleshooting Section -------------------------------------------------------------------------E
Safety Precautions--------------------------------------------------------------------------------E-1
How To Use Trouble Shooting Guide---------------------------------------------------------E-1
Troubleshooting----------------------------------------------------------------------------E-2 to E-4
____________________________________________________________________
Diagrams Section -----------------------------------------------------------------------------------F
Wiring Diagrams------------------------------------------------------------------------------------F-1
____________________________________________________________________
Parts List--------------------------------------------------------------------------------P-554 Series
____________________________________________________________________
Page 9
INSTALLATION
TECHNICAL SPECIFICATIONS - MAGNUM®100SG SPOOL GUN K2532-1
MODEL
WELDING PROCESS
WIRE ALLOYS
WIRE SIZES (DIAMETERS)
SPOOL SIZE
RATED WELDING CURRENT
AND DUTY CYCLE
OVERALL WEIGHT
CABLE LENGTH
OVERALL SIZE (BOUNDING BOX)
METHOD OF GUIDANCE
METHOD OF COOLING
K2532-1 Magnum®100SG Spool Gun
Aluminum GMAW (MIG), DC electrode positive
polarity with 100% argon welding shielding gas.
Aluminum only: alloys 4043 or 5356
Solid wire 0.030 or 0.035 inches (0.8 or 0.9 mm)
1 lb. weight, nominal 4 inch diameter spool
130 amps at 30% for 10-minute basis
3.5 lbs. with cable but without case or spool
10.0±0.2 feet
In inches: 15.75 long x 10.50 high x 4.25 thick max.,
without case or gun cable.
Semiautomatic (manually-guided)
Air-cooled
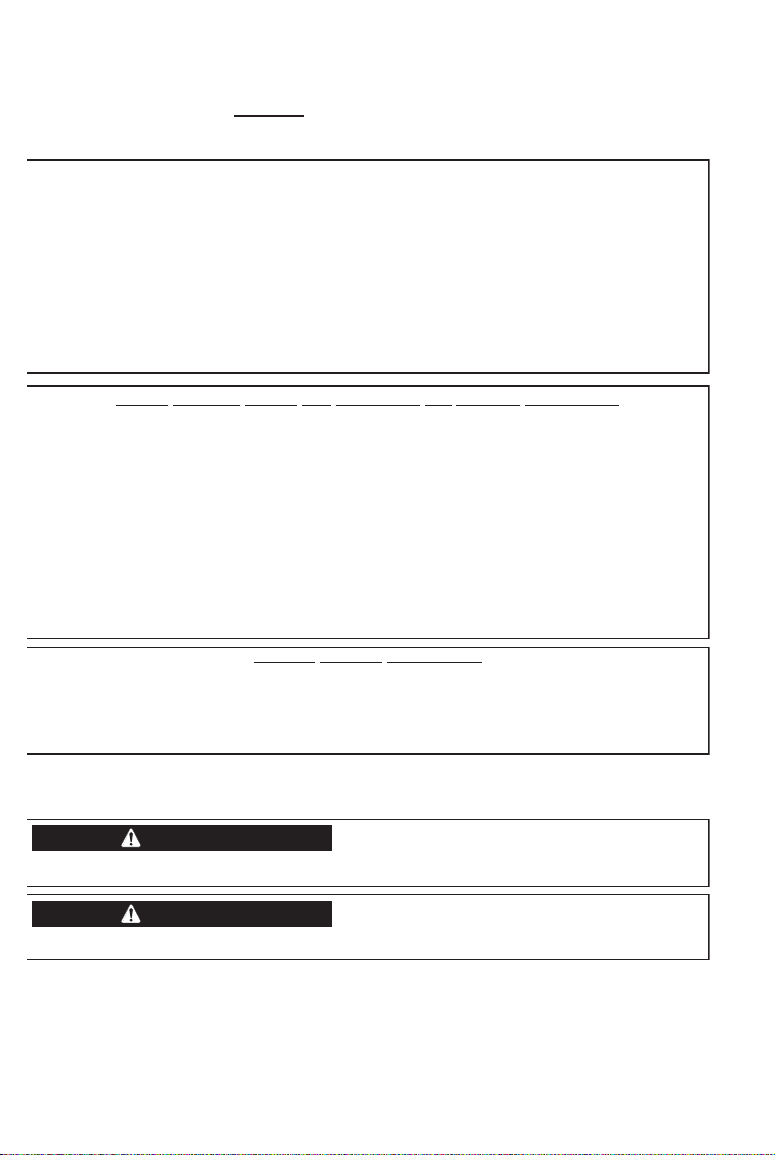
UNPACKING THE SPOOL GUN
The spool gun is factory-assembled and tested, and then packed in its own cushioned carrying case. It is shipped fully-equipped to weld with 0.035 inch diameter aluminum wire. After opening the case, check that it contains the following items:
1. One fully assembled K2532-1 spool gun.
2. One T11862-65 Conical Compression Spring for use with alloy 5356 wire (spool
not included).
3. One spool of 0.035 aluminum alloy 4043 wire
4. Three S19726-3 contact tips
5. One instruction manual (IM913)
6. One M21182 electrical harness with toggle switch.
3
5
4
1
2
Plastic Bag
A-1
6
Page 10
INSTALLATION
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK CAN KILL.
• Turn the input power OFF at the welding power source before
installation or changing drive rolls and/or guides.
• Do not touch electrically live parts.
• When inching with the gun trigger, electrode and drive mechanism
are "hot" to work and ground and could remain energized several
seconds after the gun trigger is released.
-----------------------------------------------------------------------------------------------------
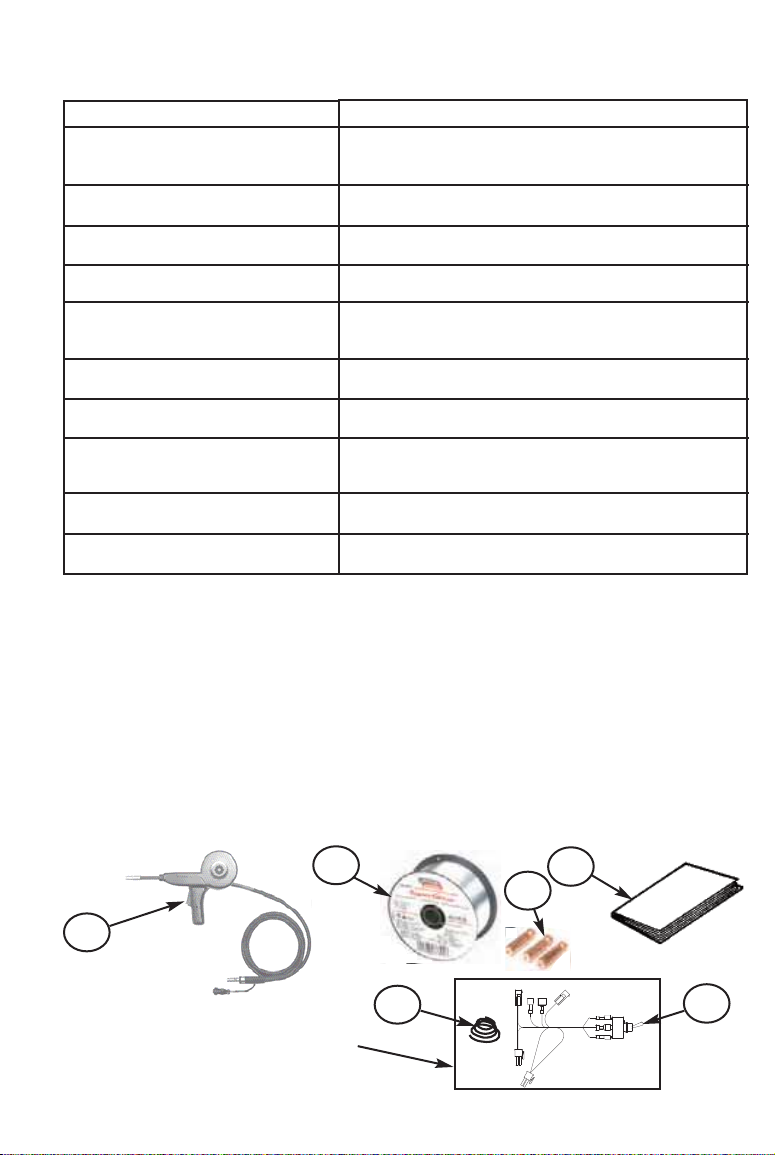
LOCATING SPOOL GUN COMPONENTS AND FEATURES
(See Figure 1.A for Items 1 thru 6)
1. Gas Cone Assembly and Contact Tip.
2. Straightened Gun Tube Assembly.
3. 1/4-Turn Locking Collar.
4. Trigger Assembly.
5. Spool Cover: Provides easy, wide-
open access to spool and wire
drive.
6. Locking Knob: Captive in spool
cover.
1
3
2
FIGURE A.1
5
5
4
(See Figure A.2 for these following items)
7. Integrated Single-Piece Cable:
The Magnum
neat and clean appearance; simplifies cable management and
reduces entanglements.
8. Standard Durable Strain Relief
Clamp.
9. Three Captive Hex Nuts.
®
design provides
A-2
Left Side View
FIGURE A.2
8
7
9
Right Side View
Page 11
INSTALLATION
1
2
4
3
P6 CONNECTOR PINOUT
MASTER KEY
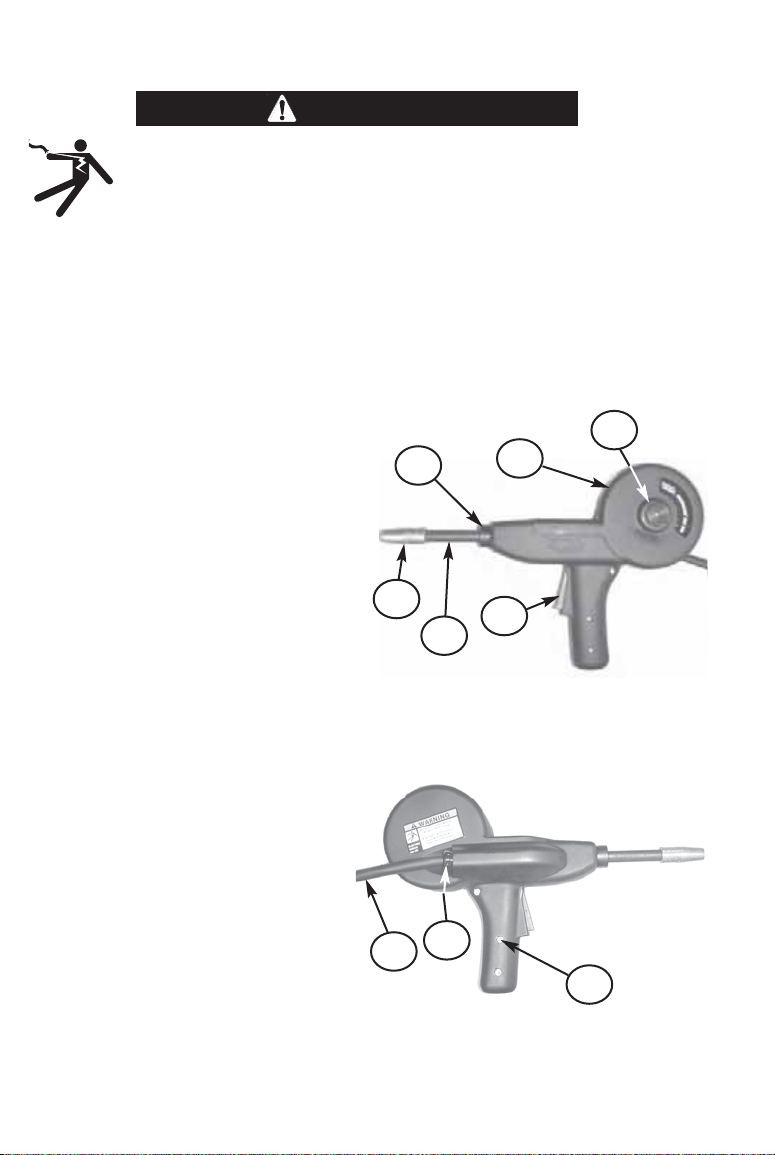
ASSEMBLY OF ITEMS INSIDE THE MAGNUM®SPOOL GUN
FIGURE A,3
2
Machine Connections
6
1. Liner Assembly feeds all specified
wire.
2. Drive Roll: This Drive Roll feeds all
specified wires.
3. Idle Roll Assembly: Non-adjustable
tension setting for all specified wires
4. Incoming Wire Guide: Highly wearresistant.
5. P6 Connector Control Leads: Motor
Power and Trigger. (See
Maintenance Section for more
details)
6. Welding Power and Shielding Gas
Machine connection (Sealed with 2
o-rings).
TOP VIEW
4
7
3
8
1
9
Spool Cover and left
handle removed
7. Locking Knob: Independently retains
the wire spool on the spindle.
8. Liner Assembly: Includes a gas seal
with the cable connector and is the
outgoing wire guide.
9. Only 4 sub-assemblies: gun tube;
cable; wire drive; trigger.
10. Conical spring (not shown) serves
as the spool brake (use only with
aluminum alloy 5356).
A-3
Page 12
INSTALLATION
SAFETY PRECAUTIONS
WELDING MACHINES
CAUTION
• Read and understand the welding machineʼs instruction manual and all hazard warnings on equipment and in the manual.
• Wear the proper personal protective equipment for welding,
including but not limited to, safety glasses, hearing protection,
welding helmet, welding gloves, and welding leathers.
-----------------------------------------------------------------------------------------------------
SPOOL GUN
WARNING
ELECTRIC SHOCK CAN KILL.
• The spool of wire may fall out of the gun if the locking knob is
not installed.
• Metal parts may be at welding voltage (electrically "hot").
• Metal parts remain at welding voltage for several seconds after trigger is
released. Read warning label on gun.
• This product shall not be used in precipitation, or in wet or damp locations.
------------------------------------------------------------------------------------------------------
A-4
Page 13
INSTALLATION
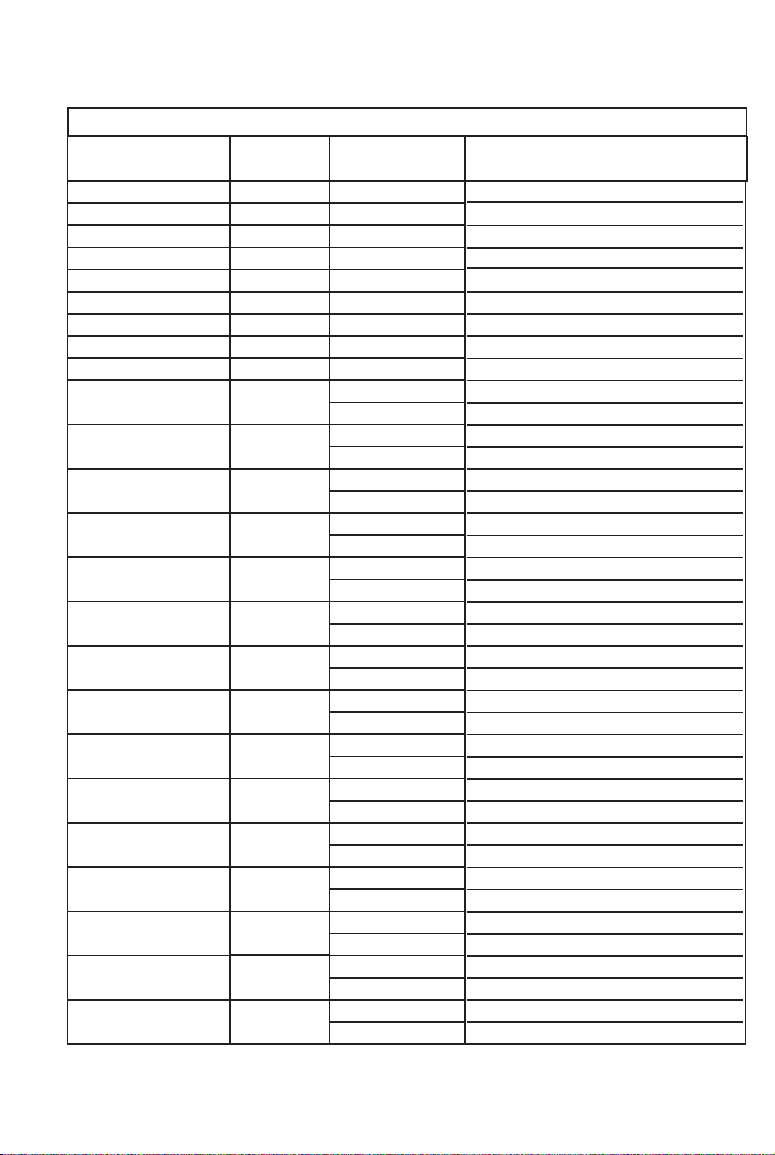
RECOMMENDED WELDING MACHINES
MACHINE NAME
POWER MIG 216
POWER MIG 215XT
POWER MIG 180C
POWER MIG 140C
POWER MIG 180 DUAL
POWER MIG 180C AU
POWER MIG 180C CE
POWER MIG 140T
POWER MIG 180T
PRO CORE 125
PRO MIG 140
WELD PAK 125 HD
WELD PAK 140 HD
MIG PAK 140
EASY CORE 125
EASY MIG 140
WORK PAK 125
CORE PACK 125
PRO MIG 180
WELD PAK 180HD
MIG PAK 180
SP-140T
SP-180T
EASY MIG 180
NOTE: THE MACHINE CODE NUMBER IS LISTED ON THE BACK OF THE MACHINE.
K-NUMBER
K2816-1
K2700-1
K2473-1
K2471-1
K3018-1
K2668-1
K2661-1
K2470-1
K2472-1
K2479-1
K2480-1
K2513-1
K2514-1
K2658-1
K2696-1
K2697-1
K2699-1
K2785-1
K2481-1
K2515-1
K2659-1
K2688-1
K2689-1
K2698-1
CODE NUMBER
11588
11521
11257
11255
11659
11444
11442
11254
11256
11631
11300
11634
11173
11632
11302
11635
11303
11636
11440
11633
11503
11637
11504
11638
11506
11639
11550
11646
11175
11647
11304
11648
11441
11658
11501
11649
11502
11650
11505
INSTALLATION OF M21182 HARNESS
AND SELECTOR SWITCH
NOT REQUIRED
NOT REQUIRED
REQUIRED
REQUIRED
NOT REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
SPOOL GUN USE NOT AVAILABLE
REQUIRED
NOT REQUIRED
REQUIRED
SPOOL GUN USE NOT AVAILABLE
REQUIRED
NOT REQUIRED
REQUIRED
NOT REQUIRED
REQUIRED
SPOOL GUN USE NOT AVAILABLE
REQUIRED
NOT REQUIRED
REQUIRED
SPOOL GUN USE NOT AVAILABLE
REQUIRED
SPOOL GUN USE NOT AVAILABLE
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
REQUIRED
A-5
Page 14
INSTALLATION
NOTE: Installation of the M21182 harness and spool gun selector switch is
not required for all machines. If a spool gun switch is pre-installed in the
machineʼs wire drive compartment, then the SPOOL GUN / WIRE DRIVE
SLECTOR SWITCH INSTALLATION SECTION can be disregarded.
SPOOL GUN / WIRE DRIVE
SELECTOR SWITCH
INSTALLATION
A
. Install the M21182 electrical adapter
1
harness that came with the spool gun
per the following instructions.
ELECTRIC SHOCK CAN KILL.
WARNING
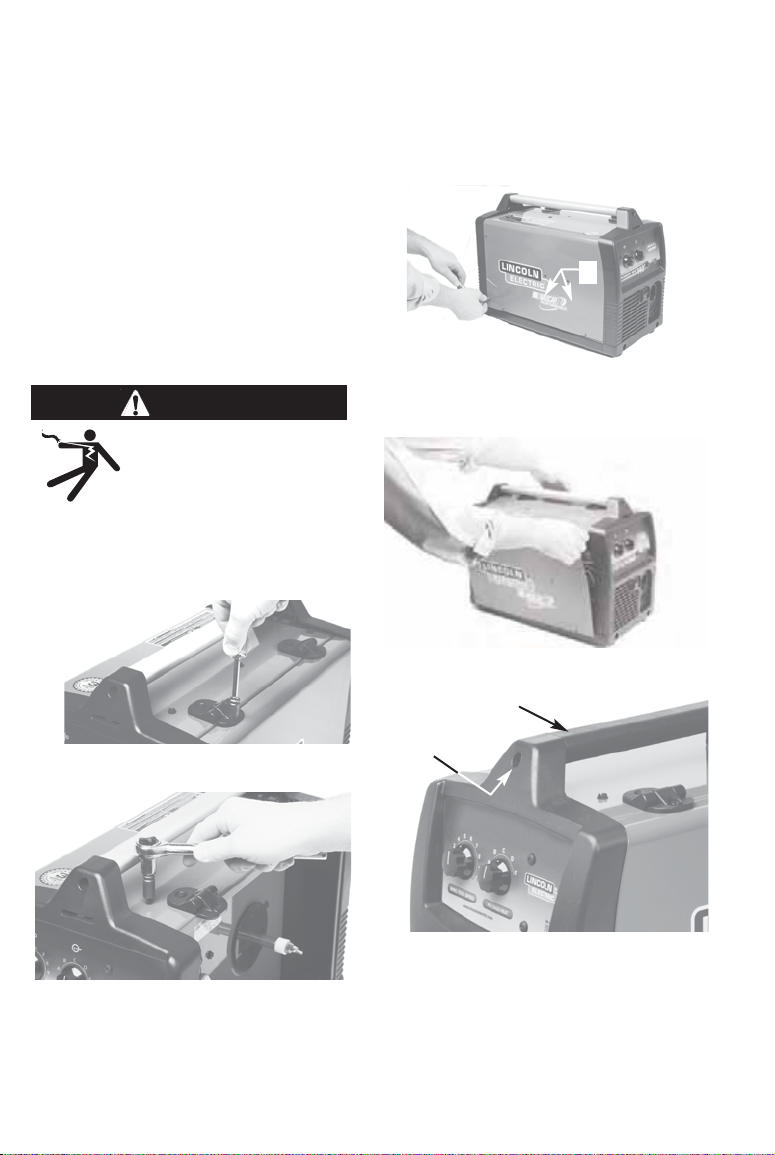
2. Disconnect input
power from the
machine.
5. Remove screws from cover.
(A) is the location of two 3/4” long
screws.
------------------------------------------------
OPEN THE MACHINE
3. Remove two 5/16“ hex hinge screws
from door.
4. Remove ten 5/16“ hex screws from
cover.
6. Remove cover.
A
B
7. If machine has a plastic handle (A),
then remove screw (B).
A-6
Page 15
ELECTRICAL CONNECTIONS
544A
(Male)
543A
(Female)
INSTALLATION
P7
Toggle Switch
7 (10-pin)
J8 (6-pin)
P7 (10-pin)
P8 (6-pin)
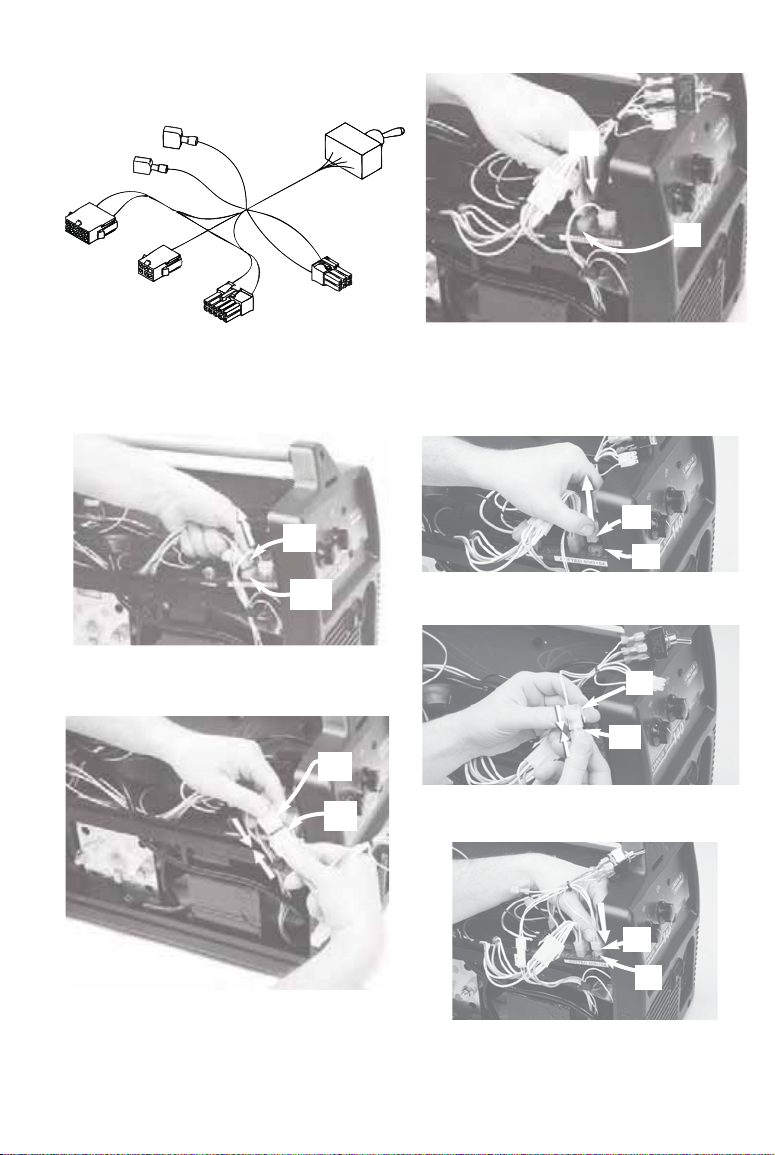
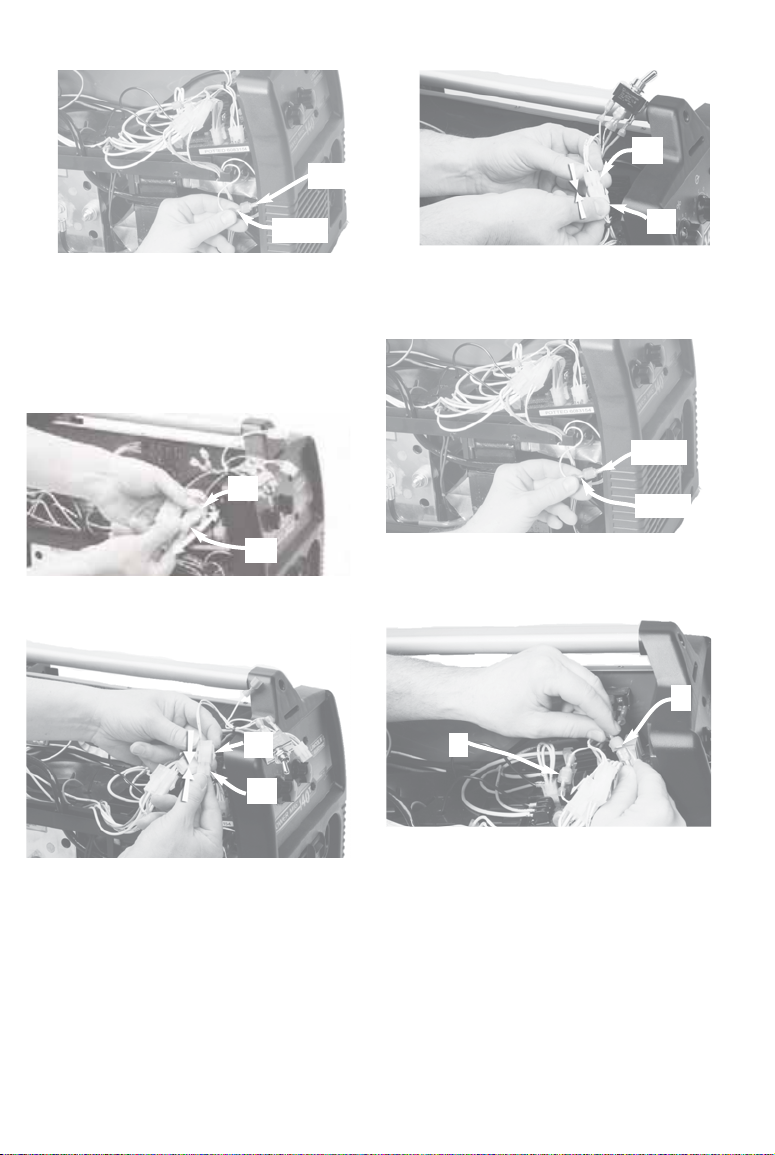
8. Adapter harness. All 6 connections
shown are used, and each one is
unique.
(Proceed as follows)
P3
J3
9. A. Remove P3 (10-pin) from board
J3 (10-pin).
P3
J7
J3
10. Connect harness P7 (10-pin) to
board J3 (10-pin).
IF MACHINE DOES NOT HAVE OPTIONAL
SPOT TIMER.
(11.A. thru 11.D.)
P5
J5
11.A. Remove P5 (6-pin) from
board J5 (6-pin).
J8
P5
11.B. Connect P5 (6-pin) to har-
ness J8 (6-pin).
9.B. Connect P3 (10-pin) to har-
ness J7 (10-pin).
P8
J5
11.C. Connect harness P8 (6-pin)
to board J5 (6-pin).
A-7
Page 16
INSTALLATION
544A
P8
543A
11.D. Find assembled pair of machine
terminals (leads 543A & 544A)
and disconnect. Go to step 13.
IF MACHINE DOES HAVE OPTIONAL SPOT
TIMER.
(12.A. thru 12.D.)
J9
P5
12.A. Remove P5 (6-pin) from spot
timer harness J9 (6-pin).
J8
P5
J9
12.C. Connect adapter harness P8 (6pin) to spot timer harness J9 (6-
pin).
544A
543A
12.D. Find assembled pair of machine
terminals (leads 543A & 544A)
and disconnect.
B
A
12.B. Connect P5 (6-pin) to adapter
harness J8 (6-pin).
13. Connect terminals:
(A) connect machine male (lead
543A) to adapter harness female
(lead 543A).
(B) connect machine female (lead
544A) to adapter harness male
(lead 544A).
14. Ensure that the locking tabs on all
connectors are latched closed.
A-8
Page 17
INSTALLATION
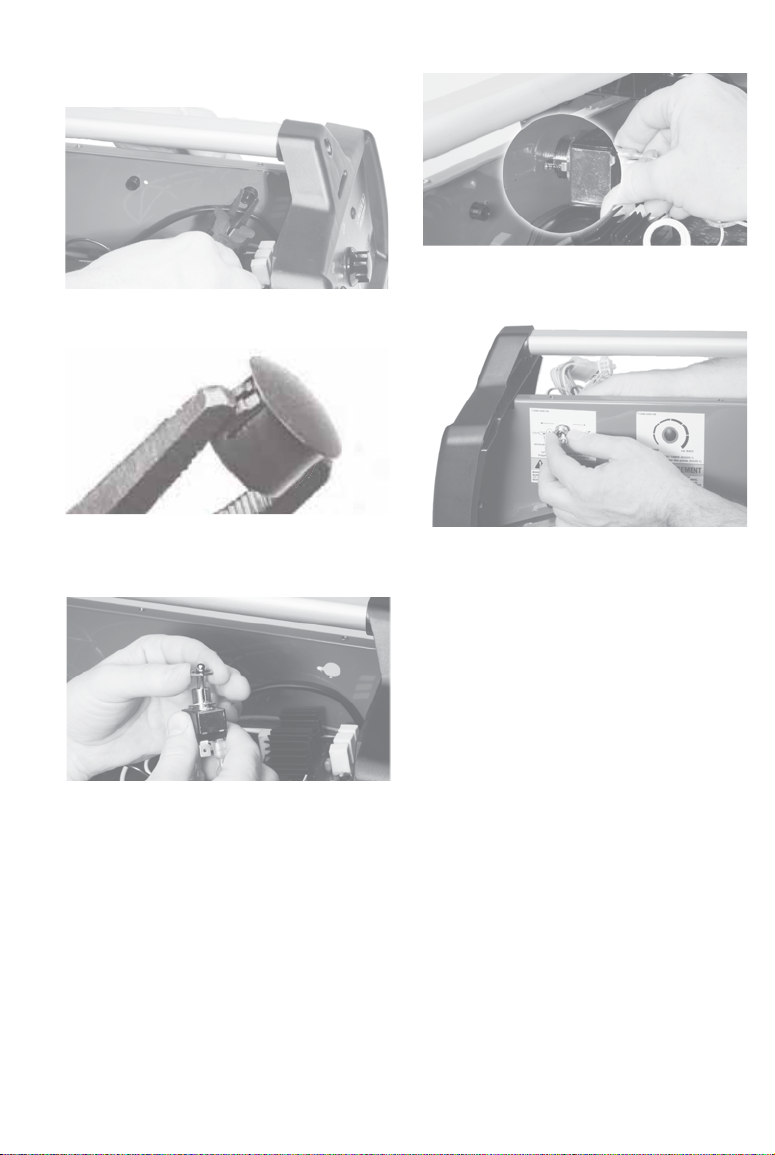
MOUNTING THE SWITCH
15. Remove the plug button from the
panel hole.
18. Install switch into panel hole.
Ensure washer tab is fully seated
into smaller hole.
16. Plug button is no longer needed.
Discard.
17. Remove mounting nut from switch.
Keep mounting nut for installation.
19. Reinstall mounting nut onto switch.
Wrench tighten.
RE-ASSEMBLE MACHINE AS
FOLLOWS:
20. Reinstall screw into plastic handle (if
so equipped).
21. Reinstall cover.
22. Reinstall door.
23. Reconnect input power to the
machine.
A-9
Page 18
INSTALLATION
ROUTINE WELDING MACHINE PREPARATION
WARNING
ELECTRIC SHOCK CAN KILL.
1. Disconnect input power to the machine.
------------------------------------------------------------------------
2. Machine polarity setting: Set to DC electrode positive
polarity per the machineʼs Instruction Manual.
3. Gas selection and flow rate: Connect 100% welding
grade argon gas supply to the machineʼs gas solenoid
valve. Set the supply regulator to deliver a gas flow rate
of 20 to 50 SCFH thru the spool gun.]
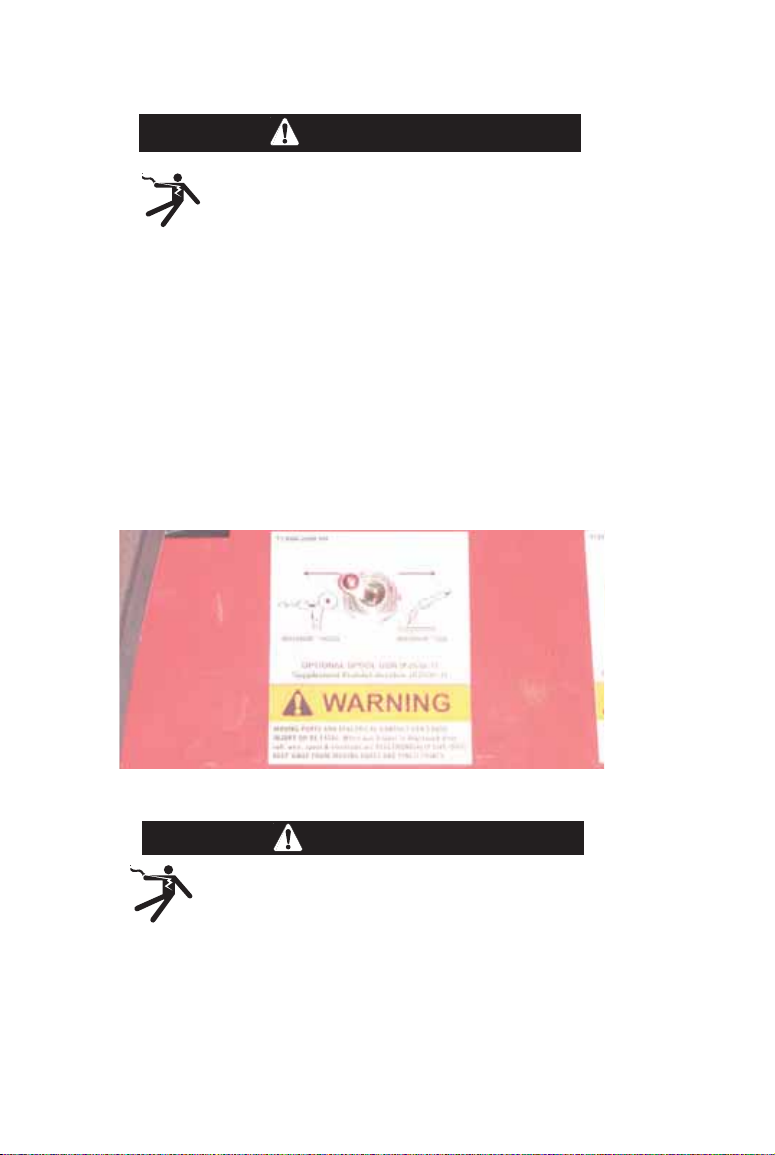
4. Flip the machineʼs wire drive selector switch (behind the
access door) to "Magnum® 100SG". (See Figure A.4)
FIGURE A.4
PREPARING THE SPOOL GUN
WARNING
ELECTRIC SHOCK CAN KILL.
1. Disconnect input power to the machine.
------------------------------------------------------------------------
2. The Conical Spring is used as the spool brake only when
feeding the stronger and harder aluminum alloy 5356.
The Conical Spring must be removed from the spool gun
whenever using the softer aluminum alloy 4043.
A-10
Page 19
INSTALLATION
LOADING ALUMINUM WIRE
1. Remove gas cone and contact tip.
Remove spool cover by unscrewing
captive locking knob.
FIGURE A.5
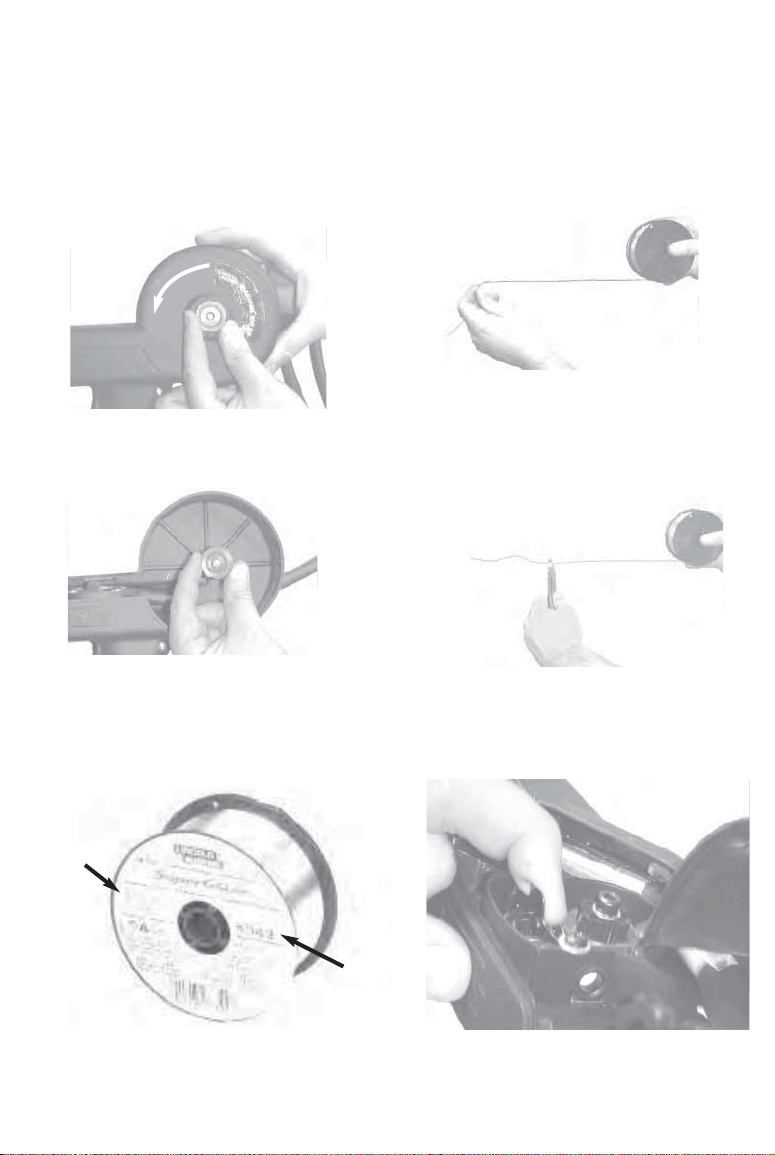
2. Remove locking knob from spindle
bolt by unscrewing it.
FIGURE A.6
4. Extend approximately 12 inches
of wire from spool. Straighten it
out by back-bending it. Use care
to prevent the wire from dereeling.
FIGURE A.8
5. Cut off bent end of wire, leaving
straight section.
FIGURE A.9
3. Select wire alloy and diameter need-
ed. Alloy 4043 and 0.035 wire size
shown. Remove packaging and data
sheet from wire spool.
FIGURE A.7
Size
Alloy
6. Gently pull open the idle roll
assembly to expose the drive roll
groove.
FIGURE A.10
A-11
Page 20

INSTALLATION
7. Guide straightened wire through inlet
wire guide and toward drive roll
groove.
FIGURE A.11
8. While holding open the idle roll, slide
end of wire through drive rollʼs
groove and toward gun tube liner.
FIGURE A.12
10a. Alloy 4043: Roll up remaining wire
back onto spool and place spool
onto gun spindle. Install locking
knob and finger-tighten. Go to step
11.
FIGURE A.14
10b. Alloy 5356: Install Conical Spring,
small end first, onto gun spindle
(A). Roll up remaining wire back
onto spool and place spool onto
gun spindle. Install locking knob
and finger-tighten.
FIGURE A.15
A
9. Slide the wire into the liner until it
extends approximately 1 inch beyond
the end of the gas diffuser. Release
idle roll tab without snapping it.
FIGURE A.13
11. Grasp the
gas diffuser and slowly pull approximately 12 to 24 inches of wire
through the spool gun. There should
only be 1 to 2 lbs. of resistance. If
force is greater than 2 lbs. wire is
binding in the gun (also see
Troubleshooting guide).
free end of the wire at the
FIGURE A.16
A-12
Page 21

INSTALLATION
12. Cut off excess wire 1 to 2 inches
from gas diffuser. Install properly-
sized contact tip slightly past handtight. Install gas cone and handtighten.
FIGURE A.17
13. Reinstall spool cover. 1: tuck
coverʼs tab in place at arrow and
hold with thumb. 2: swing cover
closed. 3: finger-tighten locking
knob. 4: check for uniform fit all
around cover.
FIGURE A.18
4
CONNECTING THE GUN TO THE
WELDING MACHINE
1. Disconnect input power to the
machine.
2. Make sure that the gun locking knob
is loosened. (See Figure 20).
3. Fully insert gun cable connection
(welding power and gas supply) into
machine. Note that the master Key
way for P6 connector is located at
the arrow.
FIGURE A.19
P6
Connector
Key way
1
3
4. Check that the cable connectorʼs
2
end is flush with insulator at A.
Tighten gun locking knob (B) onto
cable connector.
FIGURE A.20
B
A
A-13
Page 22

NOTES
MAGNUM 100SG
Page 23
OPERATION
SAFETY PRECAUTIONS
• Uses reliable gun and feeder hardware from
Lincolnʼs Magnum® 100L Gun, Innershield
Read and understand this entire section before
guns, and small Power Mig products.
operating the machine.
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts
or electrode with skin or wet
clothing.
• Insulate yourself from work and ground.
• Always wear dry insulating gloves.
• Read and follow “Electric Shock Warnings”
in the Safety section if welding must be performed under electrically hazardous conditions such as welding in wet areas or on or
in the workpiece.
FUMES AND GASES
can be dangerous.
• Keep your head out of fumes.
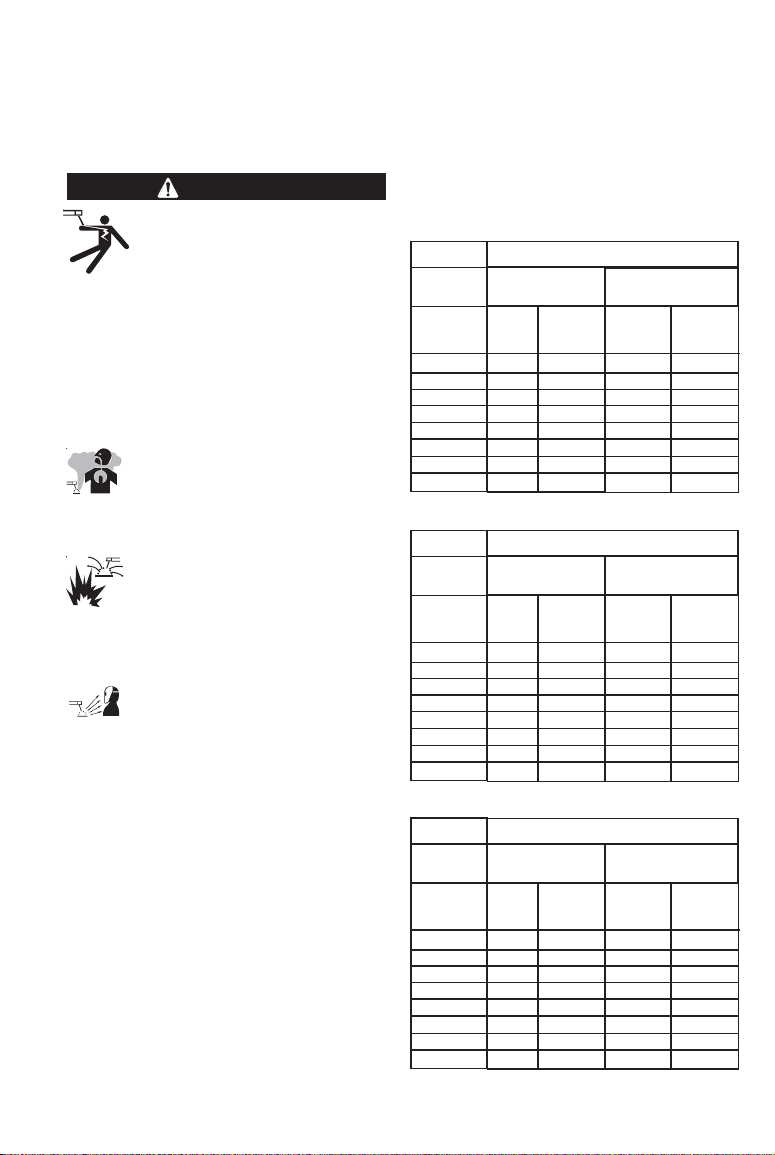
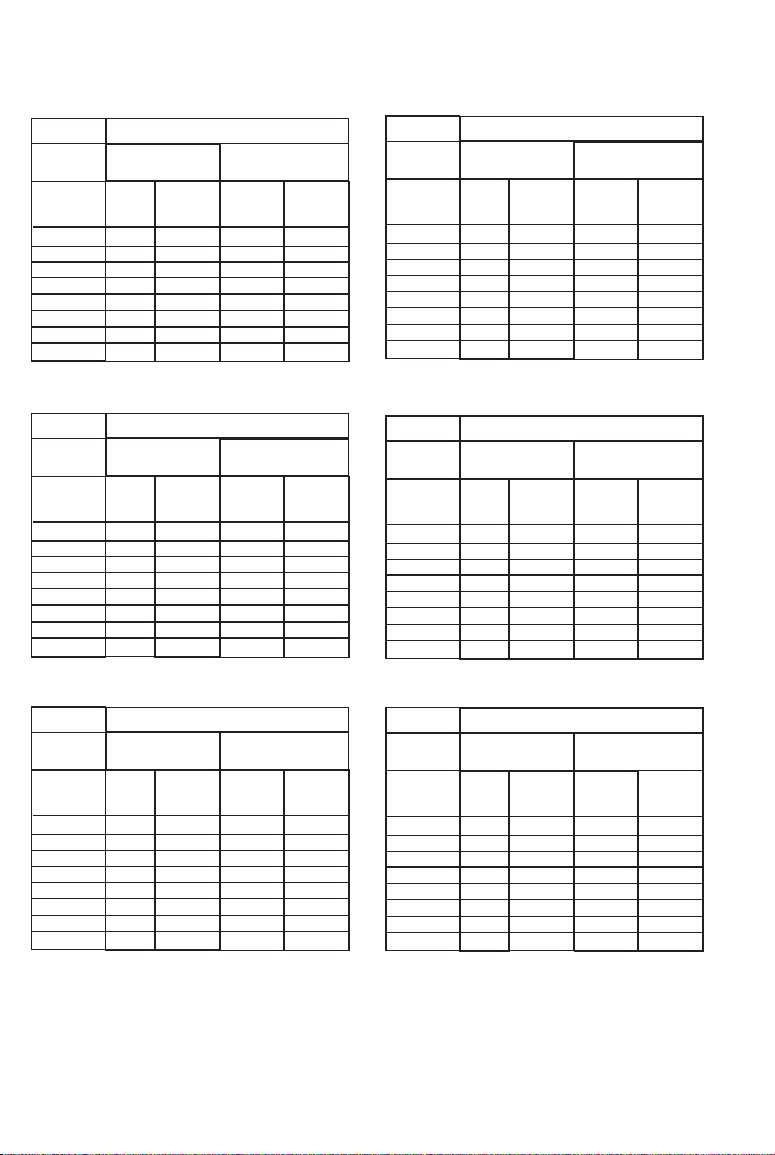
MACHINE SPEED AND VOLTAGE
TAP SETTINGS
5
MAX
5
MAX
3/16 in.
5
J
4
J
10 ga
4
I
3.5
J
12 ga
4.5
G
4
H
14 ga
4
F
3.5
F.5
16 ga
3
3
E
E
18 ga
1.5
2
D
D
20 ga
2
D
1.5
D
22 ga
Thickness
Tap
Tap
Weldment
Speed
Voltage
Speed
Voltage
0.0300.035
Wire Size:
Alloy:
4043
POWER MIG 180C MACHINE
6.5
8
E
E
3/16 in.
8
6.5
E
E
10 ga
7.5
6
E
E
12 ga
5.5
5
D
C
14 ga
5
4
B
B
16 ga
4
3
B
B
18 ga
3
2
A
A
20 ga
2
3
A
A
22 ga
Thickness
Tap
Tap
Weldment
Speed
Voltage
Speed
Voltage
0.030
0.035
Wire Size:
Alloy:
5356
POWER MIG 180T MACHINE
6.5
E
5
E
3/16 in.
5
E
4
E
10 ga
4.5
E
3.5
D
12 ga
4.5
D
3.5
D
14 ga
3
3.5
B
B
16 ga
2
3.5
A
A
18 ga
2.5
A
1.5
A
20 ga
2
A
1.5
A
22 ga
Thickness
Tap
Tap
Weldment
Speed
Voltage
Speed
Voltage
0.0300.035
Wire Size:
4043
Alloy:
POWER MIG 180T MACHINE
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
• Use ventilation or exhaust to remove fumes
from breathing zone.
WELDING SPARKS
can cause fire or
explosion
• Keep flammable material away.
• Do not weld on containers that have held
combustibles.
ARC RAYS
can burn.
• Wear eye, ear and body protection.
Observe additional Safety Guidelines
detailed in the beginning of this manual.
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
------------------------------------------------------------
PRODUCT DESCRIPTION
• Reliable, low-price aluminum welding accessory
for novice and experienced welders.
• Completely enclosed system.
• All combinations of specified aluminum alloys
and wire diameters can be fed with the same
drive roll and liner assembly.
• Gun cable compactly integrates welding current
and gas supplies with gun control functions.
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
POWER MIG 180T MACHINE
4043
0.035
Speed
Speed
0.030
Voltage
Ta p
2
2.5
3.5
3.5
4.5
4.5
6.5
A
A
A
B
D
E
5
E
E
1.5
1.5
2
3
3.5
3.5
4
5
POWER MIG 180T MACHINE
5356
0.035
Speed
Speed
0.030
Voltage
Ta p
3
5.5
7.5
A
3
A
4
B
5
B
D
E
E
8
8
E
2
2
3
4
5
6
6.5
6.5
POWER MIG 180C MACHINE
4043
0.035
Speed
Speed
0.030
Voltage
Ta p
2
4.5
D
2
D
3
E
4
F
G
4
5
J
5
MAX
1.5
1.5
3
3.5
4
I
3.5
4
5
Voltage
Ta p
A
A
A
B
D
D
E
E
Voltage
Ta p
A
A
B
B
C
E
E
E
Voltage
Ta p
D
D
E
F. 5
H
J
J
MAX
B-1
Page 24
OPERATION
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
POWER MIG 180C MACHINE
5356
0.030
Speed
Voltage
3
3.5
5
6
7
8
8
9
MAX
POWER MIG 140T MACHINE
0.030
Speed
Voltage
2
2.5
3.5
4
4
4.5
N/A
N/A
Ta p
C
D
E
F
G
H
Ta p
A
A
B
D
E
E
N/A
N/A
Speed
2.5
3
3.5
4.5
5.5
I
6
6
7
4043
Speed
1.5
2
2.5
3
3
3
N/A
N/A
0.035
0.035
Voltage
Ta p
C
D
E
F
G
H
I
MAX
Voltage
Ta p
A
B
C
D
E
E
N/A
N/A
POWER MIG 140C MACHINE
Alloy:
Wire Size:
Weldment
Thickness
3/16 in.
Alloy:
Wire Size:
Weldment
Thickness
3/16 in.
Speed
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3
3
5
6
6.5
7
N/A
N/A
POWER MIG 140C MACHINE
Speed
2
2
3
4
3
5
N/A
N/A
0.030
Voltage
0.030
Voltage
Ta p
E
E
F
G
I
MAX
/A
N
N/A
Ta p
E
E
E.5
G
I
MAX
N/A
N/A
4043
5356
Speed
2.5
2.5
4.5
5.5
5
5.5
N/A
N/A
Speed
1.5
1.5
3
3
3
4
N/A
N/A
0.035
Voltage
Ta p
E
E
F
G
J
MAX
N/A
N/A
0.035
Voltage
Ta p
E
E
F
G
J
MAX
N/A
N/A
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
POWER MIG 140T MACHINE
5356
0.030
Speed
Voltage
3
3
5
5
6
6
N/A
N/A
Ta p
A
A
B
D
D
E
N/A
N/A
Speed
2.5
2.5
4
4.5
5
5
N/A
N/A
0.035
Voltage
Ta p
A
A
B
D
D
E
N/A
N/A
Wire Size:
Weldment
Thickness
3/16 in.
B-2
Alloy:
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
Weld-Pak 125 MACHINE
4043
0.030
Speed
Voltage
2.5
2.5
3
3
3.5
3.5
N/A
N/A
Tap
N/A
N/A
Speed
B
B
C
D
E
E
2
2
2
2.5
3
3.5
N/A
N/A
0.035
Voltage
Tap
B
B
C
D
E
E
N/A
N/A
Page 25

N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
10 ga
5.5
7
E
E
12 ga
5
6
E
E
14 ga
4.5
5
D
D
16 ga
4
4.5
C
C
18 ga
2
2.5
B
B
20 ga
2
2.5
A
A
22 ga
Tap
Tap
Thickness
Voltage
Speed
Voltage
Weldment
Speed
0.030
0.035
Wire Size:
Alloy:
5356
Weld-Pak 125 MACHINE
Wire Size:
Weldment
Thickness
Weld-Pak 125 MACHINE
Alloy:
Speed
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
N/A
N/A
2.5
2.5
4.5
5356
Speed
2
2
4
4.5
5
5.5
N/A
N/A
0.035
Voltage
Tap
A
B
C
D
E
E
N/A
N/A
0.030
Voltage
Tap
A
B
C
5
D
6
E
7
E
N/A
N/A
After choosing the proper welding wire
for your application, load the aluminum
wire, connect the gun and cable to the
welding machine. (See Installation
Section).
WELDING PROCEDURES
1. Read and understand Arc Welding Safety
Precautions located throughout this manual
and the Welding Machineʼs Instruction Manual.
Also for helpful hints in welding see (LTW1) the
Learn to Weld manual which is supplied with
the welding machine.
2. Obtain and use the proper personal protective
equipment for welding. Connect the WORK
(welding ground) cable(-) to piece(s) being
welded. Make sure gas hose from cylinderʼs
regulator is connected to welderʼs gas INLET.
Open cylinderʼs gas valve.
OPERATION
6. Cut off the aluminum wire so that it extends
about 1/4 inches from the contact tip.
7. CTWD (Contact Tip to Work Distance): Position
the gun so that the contact tip is nominally 3/8
inches from the joint and tilted with a push
angle toward it. The aluminum wire should not
contact the workpiece. (See figure B.1)
FIGURE B.1
8. Protect the eyes and pull the trigger to begin
welding.
9. Adjust the hand travel speed of the gun to
achieve a proper weld. The emerging wire
should stay within the molten puddle and not
overrun it. This speed also should not be so
slow that either the workpiece excessively
melts, or the weld bead becomes excessively
large.
10. Release the trigger to stop welding.
3. Connect input power to the machine.
4. Turn the machineʼs power switch to "on". Set
wire speed and voltage tap settings to tables
which are provided in the beginning of this
section.
5. Flip toggle selector switch inside of machine to
"Magnum® 100SG" position. Press and hold
trigger for about 5 seconds to purge hose. Be
sure the Gas flow rate is set to 20 to 50 SCFH
thru the spool gun.
B-3
Page 26
MAINTENANCE
1
2
2
4
3
P6 CONNECTOR PINOUT
MASTER KEY
1
2
2
4
3
P6 CONNECTOR PINOUT
MASTER KEY
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK can kill.
• Only qualified personnel
should perform this maintenance.
• Turn the input power OFF at the disconnect switch or fuse box before
working on this equipment.
• Do not touch electrically hot parts.
-----------------------------------------------------
ROUTINE AND PERIODIC
MAINTENANCE
RECOMMENDED TOOLS
• #2 Phillips screw-driver
• Slotted screw-driver
• 5/16 inch nut driver
• Torque Wrench
• Adjustable-jaw pliers
• 7/16 inch open-end wrench (gas diffuser)
• 9/16 inch open-end wrench (gun tube nut)
• Welding pliers (optional)
• Wire cutter
• Wire stripper
• Needle nose pliers
• Terminal crimping tool
• Flashlight
• Hand-held electrical meter *
• 3.0 mm metric allen wrench (drive roll
screw)
• Tape measure or 6-inch scale
• Tachometer (optional)
*Note: Two meters are used for simultaneously
measuring drive motorʼs voltage and current.
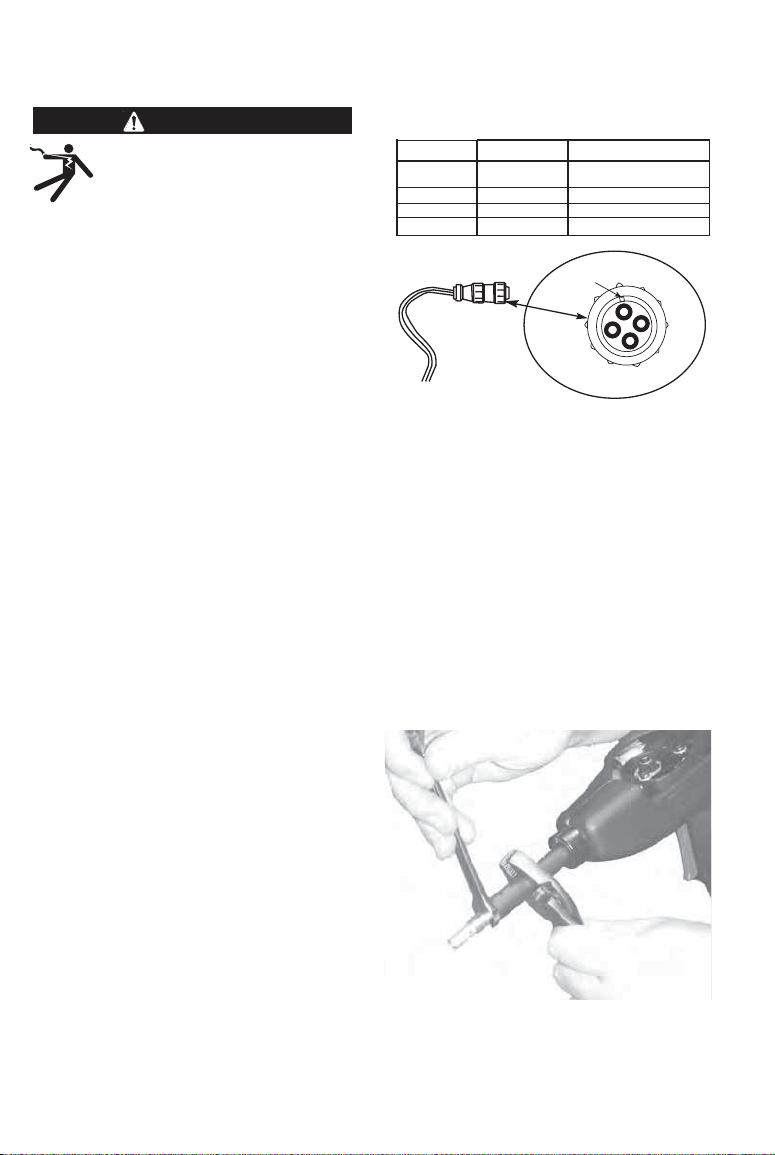
P6 CONNECTOR PIN-OUT
4
- Motor
Black
+ Motor
Red
3
Trigger
White
2
Trigger
White
1
Pin No.
Function
Gun Cable Lead Color
Pin No.
1
2
3
4
TABLE D.1
Function
Trigger
Trigger
+ Motor
- Motor
Gun Cable Lead Color
White
White
Red
Black
GAS DIFFUSER REPLACEMENT
This part may need to be replaced if it
has accumulated excessive spatter and
cannot be cleaned:
1. Remove gas cone and contact tip.
2. Carefully grasp gun tube with pliers
to prevent accidentally loosening gun
tube. Gas diffuser has right-hand
threads. Loosen gas diffuser with
wrench. (See Figure D.1)
FIGURE D.1
CLEANING AND INSPECTIONS
• Vacuum out any aluminum shavings that may
have accumulated inside of the gun. ( See
Correcting Wire Shaving Issues in this section).
• Wipe off dust and debris.
• Check that the gun tube and its lock nut are
properly tightened to the cable connector.
• Replace any warning or product identification
decals that have become illegible.
3. Install gas diffuser and thread into
place in gun tube. Tighten diffuser to
41 to 47 in.-lbs. with Torque Wrench.
D-1
Page 27
MAINTENANCE
LINER ASSEMBLY REPLACEMENT
OR CLEANING
1. Replacement liner assemblies are factory-made to the correct length. No cutting is required. The same liner fits all
specified wire sizes and alloys:
2. Remove gas cone, contact tip, and gas
diffuser (see Gas Diffuser
Replacement in this Section). Remove
spool cover.
3. Liner removal: Grasp liner with Needle
nose pliers at point A. Gently work liner
toward cable connector until the liner is
loose in it. Be careful not to scrape
linerʼs gas-tight seal (point B) on connector. Withdraw liner out of gun tube
(arrow C). (See figure D.2)
FIGURE D.2
B
C
A
3a. Clean out old liner by blowing out with
shop air or obtain a new replacement
liner.
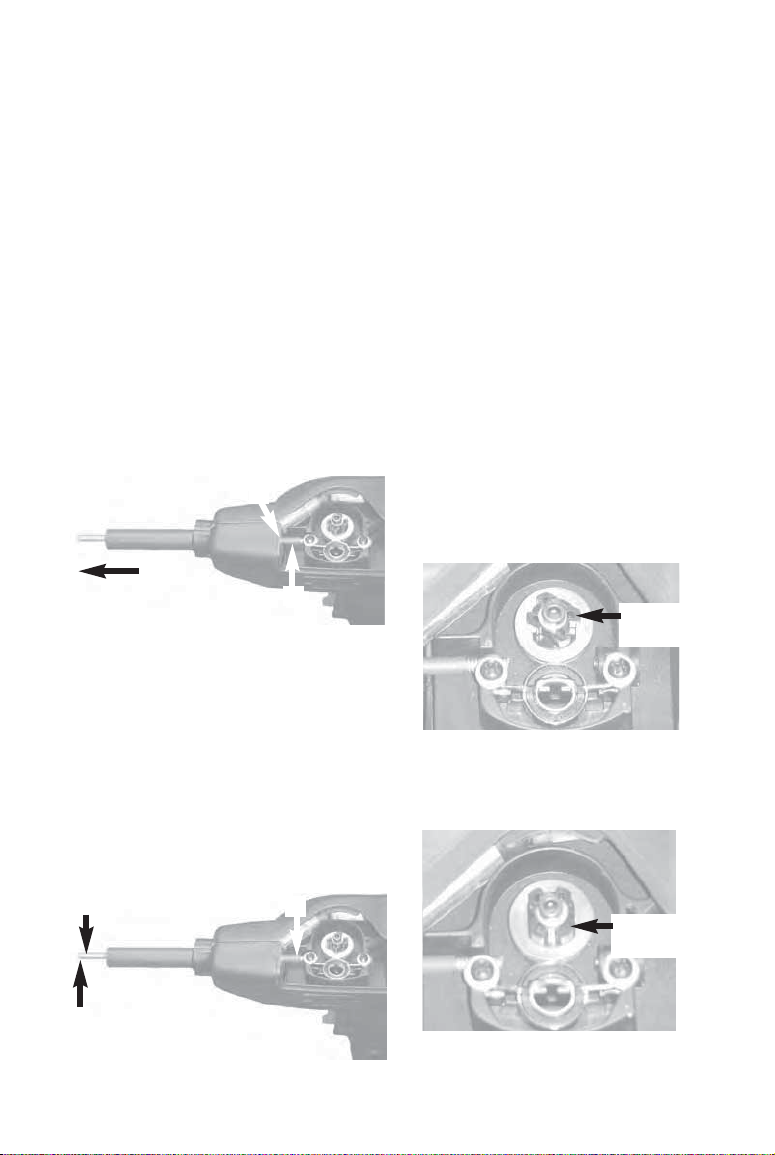
4. Slide liner, seal-end first, into gun tube.
Grasp liner with pliers at
A. Gently push liner into connector.
B. Check that liner passes through slot
in wire feeder.
C. Stop pushing when liner is 1.00 to
1.25 inches from end of gun tube.
(See figure D.3)
6. Reinstall gas diffuser (see Figure D.1)
and thread into place. Allow the diffuser
to push the liner into its final position.
Tighten to 41 to 47 in.-lbs. with a torque
wrench.
7. Reinstall contact tip and gas cone.
DRIVE ROLL REPLACEMENT
1. The same drive roll fits all specified wire
sizes and alloys (See Table D.1).
2. Replace the drive roll if its feeding
groove has become worn or cannot be
cleaned of galled aluminum.
3. Drive roll removal: Remove wire from
the wire drive. Unlock drive roll by rotating twist-lock in either direction. (See
figure D.4 and figure D.5) .
4. Twist-lock is rotated to the locked posi-
tion, securing drive roll in place.
FIGURE D.4
Twist-lock
Locked position
5. Twist-lock is rotated to the unlocked
position, allowing drive roll removal.
FIGURE D.5
FIGURE D.3
A
B
C
5. Liner installation: See step 4 above.
Twist-lock
Unlocked position
D-2
Page 28
MAINTENANCE
6. Drive roll may be removed with pliers, as
shown in figure D.6. It may be helpful to
relieve the idle roll tension during this
step.
FIGURE D.6
Idle Roll
Tension
Correct orientation. Note that lower spring is
not visible in bore of idle roll bearing at
arrow.
FIGURE D.8
RIGHT
Incorrect orientation. Note that lower spring
is visible in bore of idle roll bearing at arrow.
FIGURE D.9
WRONG
7. Clean the drive rollʼs groove or obtain a
new replacement drive roll (if needed).
8. Install the drive roll by reversing the
above steps 1 thru 7. Either side of the
drive roll may be face-up.
IDLE ROLL ASSEMBLY
REPLACEMENT
1. Replace if it is degraded from use; for
example, it is becoming galled with aluminum deposits.
2. Remove drive roll. (See Maintenance
Section)
3. Remove both idle roll assembly retaining
screws and washers.(See figure D.7)
FIGURE D.7
Retaining screws
and washers
4. Using Needle nose pliers, slowly pull the
idle roll assembly out of the wire drive by
equally working both sides of the tabbed
idle roll spring.
6. Using Needle nose pliers, push the new
idle roll assembly into the wire drive until
it is fully seated.
7. Reinstall the retaining screws and washers. Do not use the screws to draw the
idle roll into place. Reinstall the drive roll
and wire into the wire drive.
GUN TUBE ASSEMBLY
REPLACEMENT
1. Replace if it is degraded from use; for
example, its insulating tube is breaking
down.
2. Remove liner assembly. (See
Maintenance Section)
3. Remove left side of handle. Loosen gun
tube nut with wrench. Nut has right-hand
threads. Use adjustable pliers on gun tube
mounting plate to prevent cable assembly
from rotating in gun handle. (See figure
D.10)
FIGURE D.10
5. Insert the new idle roll assembly into the
wire drive with the correct orientation,
(See figures D.8 and D.9).
D-3
Page 29
MAINTENANCE
4. Obtain a new replacement gun tube (if need-
ed). Remove locking nut from old gun tube and
install onto new gun tube. Nut should be fully
threaded finger-tight against the insulating
tube.
5. Slide gun tubeʼs external threads through gun
tube mounting plate and screw the gun tube by
hand into the cable connector until the nut pulls
the mounting plate snug against the connector.
6. Tighten the nut and mounting plate to the con-
nector with Torque Wrench 10 to 12 ft.-lbs.
7. Reassemble gun. Be careful not to pinch any
leads between gun handle halves.
WIRE DRIVE ASSEMBLY REMOVAL AND
INSTALLATION
1. There are no serviceable or maintainable parts
inside of the wire drive.
2. Remove liner assembly (See Maintenance
Section figures D.2 and D.3).
3. Remove left side of handle.
4. Disconnect black and red leads from drive
motor. Use care to prevent damage to motorʼs
fast-on electrical tabs.
5. Slide wire drive out of right handle half.
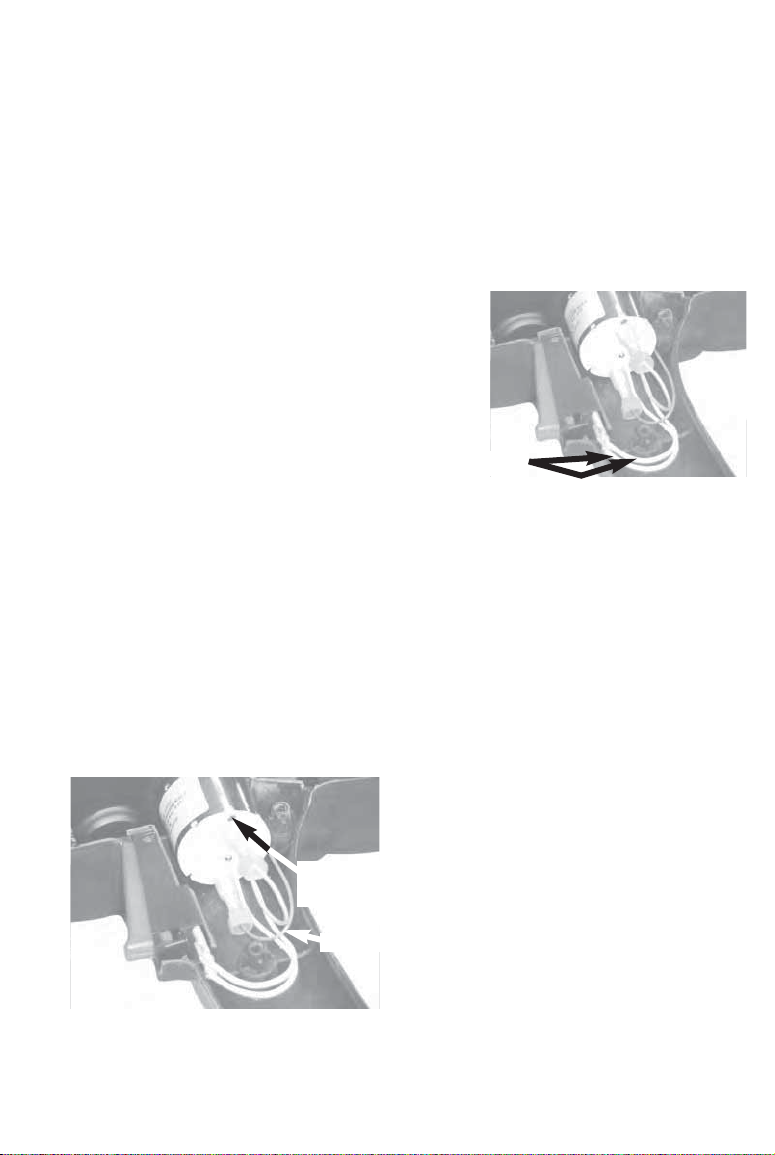
6. When reinstalling wire drive, note the proper
motor lead connection in the figure. Reconnect
red motor lead to positive (+) terminal, marked
with red dot at arrow. Reconnect black lead to
other motor terminal. (See figure D.11)
“+” Terminal
Red Dot
Black Lead
FIGURE D.11
7. Reassemble gun. Be careful not to pinch any
leads between gun handle halves.
D-4
TRIGGER ASSEMBLY REPLACEMENT
1. There are no serviceable or maintainable parts
inside of the trigger.
2. Remove spool cover and left side of handle.
3. Slide trigger out of right handle half. Disconnect
both white leads from trigger. Use care to prevent damage to electrical leads and the terminals. (See Figure D.12)
FIGURE D.12
White Leads
4. Connect both white leads to the new trigger.
Either lead may be connected to either trigger
pin (non-polarized connections).
5. Slide new trigger into place and reassemble the
gun. Be careful not to pinch any leads between
gun handle halves.
WELDING CABLE ASSEMBLY
REPLACEMENT
1. Generally, there are no serviceable or maintain-
able parts, except for both o-rings on the
machineʼs power and gas connector; these
seals may be replaced. However, there are
options:
• Damage to the four #22 AWG control leads at
the gun cableʼs welding machine end (P6 plug)
may be repairable without
removing or
replacing the entire gun cable. The leads
can be spliced and soldered back together, and then reinsulated with heat-shrink
tubing. See Table D.1 in Maintenance
Section for a description of the connections.
• Otherwise, the damaged gun cable may
be replaced.
Page 30

MAINTENANCE
2. Remove liner assembly. (See Maintenance
Section)
3. Remove gun tube assembly. (See Maintenance
Section)
4. Remove wire drive assembly. (See Maintenance
Section)
5. Disconnect trigger. Use adjustable pliers to
remove cable strain relief from right handle half.
(See figure D.13)
6. Pull damaged cable out of the right handle half.
The cable connector will fit through the strain relief
opening. Mark the new cable at a point 4.750 to
4.813 inches from the end of the cable connector.
(See figure D.14)
7. Place the strain relief onto the new cable at the
mark as shown in figure D.15.
FIGURE D.13
FIGURE D.14
Liner assembly (S26612)
KP2632-1
1-piece
parts
Drive roll assembly (S26236-2)
KP2529-2
1-piece
replacement
Periodic
Gun tube assembly (S19703-1)
KP2631-1
1-piece
Gas cone assembly (M16294)
KP1938-1
1-piece
Gas diffuser (S19728)
KP2040-1
1-piece
parts
Contact tip, 0.035 wire (S19726-3)
KP2039-3B1
10-pack
Consumable
Contact tip, 0.030 wire (S19726-2)
KP2039-2B1
10-pack
TABLE D.2
Consumable
parts
Periodic
replacement
parts
TABLE D.2
Contact tip, 0.030 wire (S19726-2)
Contact tip, 0.035 wire (S19726-3)
Gas diffuser (S19728)
Gas cone assembly (M16294)
Gun tube assembly (S19703-1)
Drive roll assembly (S26236-2)
Liner assembly (S26612)
Mark for strain relief
8. Install the new gun cable. Pass the cable connector through the opening in the right handle, seat
the strain relief in place, and then check to insure
the cable is not kinked between strain relief and
connector. Reassemble gun by reversing steps 2
through 5.
CORRECTING WIRE SHAVING ISSUES
1. If the inlet of the liner assembly is shaving the alu-
minum wire (the wire is usually peeled off in curled
chips) during feeding, the wire feed centerlines of
the wire drive and the liner itself may be misaligned.
• This misalignment may occur whenever the gun
tube, wire drive, or welding cable assemblies are
replaced.
• A limited amount of adjustment is available at the
gun tube mounting to possibly eliminate the shaving problem.
2. Visually check if wire is centered in the linerʼs inlet
opening. Feed wire through the spool gun and note
which side the shaving seems to occur.
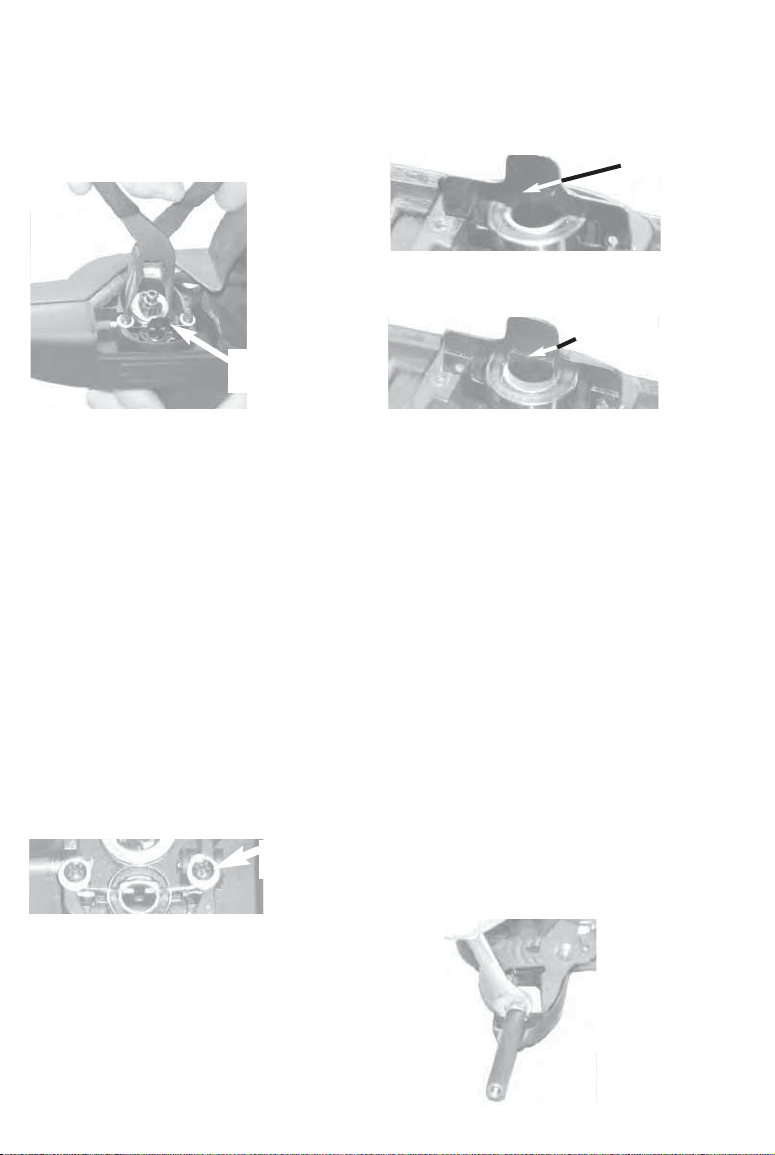
3. Remove left side of handle. See Figure D.10 Gun
FIGURE D.15
Tube Replacement. Slightly
loosen gun tubeʼs nut
as shown.
4. Slide the gun tube in the mounting plateʼs hole to
realign the wire and then retighten the nut as
shown. Reassemble the gun.
5. Repeat steps 2 thru 4 until shaving is eliminated. A
light accumulation of fine dust is also permissible
after feeding 1/4 of a spool during welding use.
KP2039-2B1
KP2039-3B1
KP2040-1
KP1938-1
KP2631-1
KP2529-2
KP2632-1
10-pack
10-pack
1-piece
1-piece
1-piece
1-piece
1-piece
D-5
Page 31

TROUBLESHOOTING
Lincoln Authorized Field Service Facilityfor technical troubleshooting assistance before you proceed.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal
CAUTION
the machine symptom.
the obvious external possibilities that may contribute to
The second column labeled “POSSIBLE CAUSE” lists
Step 2.POSSIBLE CAUSE.
describes the symptom that the machine is exhibiting.
local Lincoln Authorized Field Service Facility.
that the machine may exhibit. Find the listing that best
Recommended Course of Action safely, contact your
TOMS)”. This column describes possible symptoms
If you do not understand or are unable to perform the
Look under the column labeled “PROBLEM (SYMP-
Step 1.LOCATE PROBLEM (SYMPTOM).
local Lincoln Authorized Field Service Facility.
Possible Cause, generally it states to contact your
Simply follow the three-step procedure listed below.
This column provides a course of action for the
locate and repair possible machine malfunctions.
Step 3.RECOMMENDED COURSE OF ACTION
This Troubleshooting Guide is provided to help you
__________________________________________________________________________
observe all safety notes and precautions detailed throughout this manual.
operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please
Unauthorized repairs performed on this equipment may result in danger to the technician and machine
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.
WARNING
HOW TO USE TROUBLESHOOTING GUIDE
HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician and machine
operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please
observe all safety notes and precautions detailed throughout this manual.
__________________________________________________________________________
This Troubleshooting Guide is provided to help you
locate and repair possible machine malfunctions.
Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms
that the machine may exhibit. Find the listing that best
describes the symptom that the machine is exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE” lists
the obvious external possibilities that may contribute to
the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the
Possible Cause, generally it states to contact your
local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the
Recommended Course of Action safely, contact your
local Lincoln Authorized Field Service Facility.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
E-1
Page 32

Lincoln Authorized Field Service Facilityfor technical troubleshooting assistance before you proceed.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal
CAUTION
section)
1. Motor leads are connected in reverse.
1. Connect properly. (See maintenance
Drive roll turns in reverse direction.
ing machine s instruction manual.
4. See Troubleshooting section in weld-
4. Low motor voltage.
liner (See Maintenance Section ).
remove and clean or replace gun tube
the wire feed path in the gun.
wire shavings; remove kinked wire;
3. Wire is obstructed somewhere along
3. Check for obstructions: remove any
too low.
2. Machine s wire feed speed setting is
2. Increase wire feed speed.
minum.
replace drive roll.
Sluggish wire feed when trigger is pulled
1. Drive roll is worn or galled with alu-
1. Clean drive roll of all aluminum or
diameter used.
the correct size.
11. Contact tip size too small for wire
11. Replace contact tip with one that is
machine.
ing machine s instruction manual.
10. No motor voltage or current from
10. See Troubleshooting section in weld-
replacement.
9. Damaged spool gun motor.
9. Contact LASF for possible motor
check trigger circuit for continuity.
8. Defective trigger circuit in gun.
8. Disconnect gun from machine and
section)
7. Defective trigger. (contacts open)
7. Replace trigger. (See maintenance
set to spool gun mode.
tion.
6. Machine s toggle selector switch is not
6. Flip switch to proper operating posi-
wire s mechanical resistance.
check for proper wire alignment and
5. Bird nest.
5. Cut out bird nest, reload wire, and
liner. (See maintenance section)
4. Fully or partially blocked gun tube liner.
4. Remove and clean or replace gun tube
3. Contact tip burnback.
3. Replace contact tip.
2. Spool gun is out of wire.
2. Install full spool of specified wire.
pulled
No wire feed occurs when trigger is
1. Machine is switched off or unplugged.
1. Switch on or plug in machine.
PROBLEMS
(SYMPTOMS)
CAUSE
COURSE OF ACTION
PROBLEMS
POSSIBLE
RECOMMENDED
Observe all Safety Guidelines detailed throughout this manual
Observe all Safety Guidelines detailed throughout this manual
PROBLEMS
(SYMPTOMS)
No wire feed occurs when trigger is
pulled
Sluggish wire feed when trigger is pulled
Drive roll turns in reverse direction.
TROUBLESHOOTING
POSSIBLE
CAUSE
1. Machine is switched off or unplugged.
PROBLEMS
2. Spool gun is out of wire.
3. Contact tip burnback.
4. Fully or partially blocked gun tube liner.
5. Bird nest.
6. Machine s toggle selector switch is not
set to spool gun mode.
7. Defective trigger. (contacts open)
8. Defective trigger circuit in gun.
9. Damaged spool gun motor.
10. No motor voltage or current from
machine.
11. Contact tip size too small for wire
diameter used.
1. Drive roll is worn or galled with aluminum.
2. Machine s wire feed speed setting is
too low.
3. Wire is obstructed somewhere along
the wire feed path in the gun.
4. Low motor voltage.
1. Motor leads are connected in reverse.
1. Switch on or plug in machine.
2. Install full spool of specified wire.
3. Replace contact tip.
4. Remove and clean or replace gun tube
5. Cut out bird nest, reload wire, and
6. Flip switch to proper operating posi-
7. Replace trigger. (See maintenance
8. Disconnect gun from machine and
9. Contact LASF for possible motor
10. See Troubleshooting section in weld-
11. Replace contact tip with one that is
1. Clean drive roll of all aluminum or
2. Increase wire feed speed.
3. Check for obstructions: remove any
4. See Troubleshooting section in weld-
1. Connect properly. (See maintenance
RECOMMENDED
COURSE OF ACTION
liner. (See maintenance section)
check for proper wire alignment and
wire s mechanical resistance.
tion.
section)
check trigger circuit for continuity.
replacement.
ing machine s instruction manual.
the correct size.
replace drive roll.
wire shavings; remove kinked wire;
remove and clean or replace gun tube
liner (See Maintenance Section ).
ing machine s instruction manual.
section)
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
E-2
Page 33

Lincoln Authorized Field Service Facilityfor technical troubleshooting assistance before you proceed.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal
CAUTION
nique.
6. See Operation Section for information.
6. Improper welding parameters or tech-
to electrode positive polarity.
5. Reconnect machine s welding output
5. Improper electrode polarity.
windy location before welding.
4. Erect a wind shield or move to a non-
4. Welding in a windy environment..
for appearance improvement.
alternate, known gas supply and check
reads 100% argon. Temporarily use
gas.
3. Check that the gas supply s labeling
3. Improper or contaminated shielding
2. See symptom "Low or no gas flow"
2. Low gas flow.
dull gray oxidized surface).
1. See symptom "Low or no gas flow"
Poor weld bead appearance (porosity or
1. No gas flow.
gish wire feed.
2. See symptoms on intermittent or slug-
2. Wire may be feeding intermittently.
to Work Distance) is incorrect.
Welding information.
back.
nique. (Example: CTWD (Contact Tip
1. See Operation Section for proper
Frequent occurrence of contact tip burn-
1. Improper welding parameters or tech-
Issues Maintenance Section)
drive. (See Correcting Wire Shaving
liner inlet; realign gun tube with wire
6. Check that wire is properly aligned at
6. Liner assembly is shaving wire.
Section)
wards.
5. Install properly. (See Maintenance
5. Idle roll assembly is installed back-
unkinked wire emerges.
path.
4. Manually pull wire slowly thru gun until
4. Wire has become kinked along its feed
drive roll. (See Maintenance Section)
minum.
3. Remove and then clean or replace
3. Drive roll has become galled with alu-
if worn.
cap screw); replace hub and twist-lock
tened in place by SHCS (socket head
and output shaft.
2. Check that drive roll is securely fas-
2. Drive roll has become loose on hub
inside gun.
pulled.
feed path inside gun.
1. Check that wire is properly aligned
Intermittent wire feed when trigger is
1. Wire is mechanically binding along its
PROBLEMS
(SYMPTOMS)
CAUSE
COURSE OF ACTION
PROBLEMS
POSSIBLE
RECOMMENDED
Observe all Safety Guidelines detailed throughout this manual
Observe all Safety Guidelines detailed throughout this manual
PROBLEMS
(SYMPTOMS)
Intermittent wire feed when trigger is
pulled.
Frequent occurrence of contact tip burnback.
Poor weld bead appearance (porosity or
dull gray oxidized surface).
TROUBLESHOOTING
POSSIBLE
CAUSE
1. Wire is mechanically binding along its
2. Drive roll has become loose on hub
3. Drive roll has become galled with alu-
4. Wire has become kinked along its feed
5. Idle roll assembly is installed back-
6. Liner assembly is shaving wire.
1. Improper welding parameters or tech-
2. Wire may be feeding intermittently.
1. No gas flow.
2. Low gas flow.
3. Improper or contaminated shielding
4. Welding in a windy environment..
5. Improper electrode polarity.
6. Improper welding parameters or tech-
PROBLEMS
feed path inside gun.
and output shaft.
minum.
path.
wards.
nique. (Example: CTWD (Contact Tip
to Work Distance) is incorrect.
gas.
nique.
1. Check that wire is properly aligned
2. Check that drive roll is securely fas-
3. Remove and then clean or replace
4. Manually pull wire slowly thru gun until
5. Install properly. (See Maintenance
6. Check that wire is properly aligned at
1. See Operation Section for proper
2. See symptoms on intermittent or slug-
1. See symptom "Low or no gas flow"
2. See symptom "Low or no gas flow"
3. Check that the gas supply s labeling
4. Erect a wind shield or move to a non-
5. Reconnect machine s welding output
6. See Operation Section for information.
RECOMMENDED
COURSE OF ACTION
inside gun.
tened in place by SHCS (socket head
cap screw); replace hub and twist-lock
if worn.
drive roll. (See Maintenance Section)
unkinked wire emerges.
Section)
liner inlet; realign gun tube with wire
drive. (See Correcting Wire Shaving
Issues Maintenance Section)
Welding information.
gish wire feed.
reads 100% argon. Temporarily use
alternate, known gas supply and check
for appearance improvement.
windy location before welding.
to electrode positive polarity.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
E-3
Page 34

Lincoln Authorized Field Service Facilityfor technical troubleshooting assistance before you proceed.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal
CAUTION
both.
(See Maintenance Section) for
Otherwise, replace gun cable.
circuits.
cable; repair if possible.
shorted to either welding or motor
machine s P6 connector and
are shorted together or commonly
3. Damaged control leads between
3. Trigger lead(s) inside gun cable
the welding machine.
2. See machine s instruction manual
2. Defective (closed) trigger circuit in
Maintenance Section)
wire without pulling the gun trigger.
1. Replace trigger. (See
Wire feeder runs or begins feeding
1. Defective trigger. (contacts closed)
Installation Section).
inserted into machine (See
seals. Gun connector not fully
connection.
10. Damaged o-rings: replace both
10. Gas leakage at gun-to-feeder
Maintenance Section)
assembly and cable connector.
9. Replace liner assembly. (See
9. Gas leakage in gun between liner
ply.
8. Find and repair all leaks.
8. Excessive gas leakage from sup-
diffuser.
diffuser.
accumulation on gas cone or gas
7. Clean or replace gas cone or gas
7. Blockage due to excessive spatter
Section)
replace cable. (See Maintenance
6. Attempt to straighten out cable, or
6. Gun cable kinked or flattened.
tube.
5. Gently blow out debris from core
5. Blockage in gun along gas path.
malfunctioned.
4. See machine s instruction manual.
4. Machine s gas solenoid valve has
20 to 50 SCFH.
improperly set.
3. Check that gas flow is set between
3. Gas supply flow regulator is
are open.
nected.
2. Check that all gas supply valves
2. Gas supply is turned off or discon-
ply is available.
1. Check that an adequate gas sup-
Low or no shielding gas flow.
1. Out of gas.
PROBLEMS
(SYMPTOMS)
CAUSE
COURSE OF ACTION
PROBLEMS
POSSIBLE
RECOMMENDED
Observe all Safety Guidelines detailed throughout this manual
Observe all Safety Guidelines detailed throughout this manual
PROBLEMS
(SYMPTOMS)
Low or no shielding gas flow.
Wire feeder runs or begins feeding
wire without pulling the gun trigger.
TROUBLESHOOTING
POSSIBLE
CAUSE
PROBLEMS
1. Out of gas.
2. Gas supply is turned off or disconnected.
3. Gas supply flow regulator is
improperly set.
4. Machine s gas solenoid valve has
malfunctioned.
5. Blockage in gun along gas path.
6. Gun cable kinked or flattened.
7. Blockage due to excessive spatter
accumulation on gas cone or gas
diffuser.
8. Excessive gas leakage from supply.
9. Gas leakage in gun between liner
assembly and cable connector.
10. Gas leakage at gun-to-feeder
connection.
1. Defective trigger. (contacts closed)
2. Defective (closed) trigger circuit in
the welding machine.
3. Trigger lead(s) inside gun cable
are shorted together or commonly
shorted to either welding or motor
circuits.
RECOMMENDED
COURSE OF ACTION
1. Check that an adequate gas supply is available.
2. Check that all gas supply valves
are open.
3. Check that gas flow is set between
20 to 50 SCFH.
4. See machine s instruction manual.
5. Gently blow out debris from core
tube.
6. Attempt to straighten out cable, or
replace cable. (See Maintenance
Section)
7. Clean or replace gas cone or gas
diffuser.
8. Find and repair all leaks.
9. Replace liner assembly. (See
Maintenance Section)
10. Damaged o-rings: replace both
seals. Gun connector not fully
inserted into machine (See
Installation Section).
1. Replace trigger. (See
Maintenance Section)
2. See machine s instruction manual
3. Damaged control leads between
machine s P6 connector and
cable; repair if possible.
Otherwise, replace gun cable.
(See Maintenance Section) for
both.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
E-4
Page 35

WIRING DIAGRAM
NOTE: This diagram is for reference only. It may not be accurate for all machines
covered by this manual. The specific diagram for a particular code is pasted
inside the machine on one of the enclosure panels.
F-1
Page 36

NOTES
MAGNUM 100SG
Page 37

ANTORCHA “SPOOL GUN” MAGNUM
100SG
La seguridad depende de
usted
El equipo de soldadura de arco y
corte de Lincoln está diseñado y
construido teniendo la seguridad
en mente. Sin embargo, es posi-
ble aumentar su seguridad general a través de una instalación
ap ropiada... y una operación
cuidadosa de su parte. NO
INSTALE, OPERE O REPARE
ESTE EQUIPO SIN LEER ESTE
MANUAL Y LAS PRECAUCIONES DE SEGURIDAD CONTENIDAS EN EL MISMO. Y lo
más importante, piense antes de
actuar y tenga cuidado.
IMS913-A
®
Agosto, 2010
OPERATORʼS MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
Page 38

to,segúncorresponda.
cablesdelasbujías,tapadeldistribuidorocabledelmagnedaduraduranteeltrabajodemantenimiento,desconectarlos
namientrassehacegirarelmotorogeneradordelasol-
2.d.5.Notrabajaralladodelafuentedecorriente.
1.g.Paraimpedirelarranqueaccidentaldelosmotoresdegasoli-
___________________________________________________
cercaposibledeláreaquesevaasoldar.
2.d.4.Conectarelcabledetrabajoalapiezadetrabajolomás
mientraselmotorestáfuncionando.
elcabledetrabajotambiéndebeestarenelladoderecho.
varillasdecontroldelacelerador
trabajo.Sielcabledelelectrodoestáenelladoderecho,
velocidadenvacíoempujandolas
2.d.3.Nocolocarelcuerpoentreloscablesdeelectrodoy
sobrecontrolarelreguladorde
tiladordelmotor.Notratarde
cuerpo.
1.f.Noponerlasmanoscercadelven-
___________________________________________________
2.d.2.Nuncaenrollarseelcabledeelectrodoalrededordel
movimiento.
máximocuidadocuandosetrabajecercadepiezasen
Encintarlosjuntossiemprequeseaposible.
determinadoeltrabajodemantenimiento.Tenersiempreel
2.d.1.Pasarloscablesdepinzaydetrabajojuntossolamentecuandoseanecesarioyvolveracolocarlosdespués
parahaceralgúntrabajodemantenimientorequerido.Quitarlos
circuitodesoldadura:
1.e.Enalgunoscasospuedesernecesarioquitarlosprotectores
parareduciralmínimolaexposiciónaloscamposEMFdel
2.d.Todosoldadordebeemplearlosprocedimientossiguientes
____________________________________________________
duranteelarranque,funcionamientooreparacióndelequipo.
otrosefectossobrelasaludquesedesconocen.
engranajes,ventiladoresytodaslasdemáspiezasmóviles
2.c.LaexposiciónaloscamposEMFensoldadurapuedetener
lasmanos,cabello,ropayherramientasalascorreasenV,
daddelequipoensulugaryenbuenascondiciones.Noacercar
médicoantesdetrabajarconunamáquinadesoldar.
1.d.Mantenertodoslosprotectores,cubiertasydispositivosdesegurioperariosqueutilicenestosaparatosdebenconsultarasu
____________________________________________________
sehayaneliminado.
otrosequiposmédicosindividuales,demaneraquelos
ynoarrancarelmotorhastaquelosvapores
2.b.LoscamposEMFpuedeninterferirconlosmarcapasosyen
tanque.Sisederrama,limpiarloconuntrapo
caliente.Noderramarcombustiblealllenarel
ylosequiposdesoldadura.
quedarencontactoconlaspiezasdelmotor
rientedesoldaduracreacamposEMFalrededordeloscables
elcombustiblederramadosevaporiceal
inacamposeléctricosymagnéticos(EMF)localizados.Lacorderellenardecombustibleparaimpedirque
2.a.Lacorrienteeléctricaquecirculaatravésdeunconductororig-
Apagarelmotorydejarqueseenfríeantes
soldaduracuandoelmotorestéfuncionando.
1.c.Nocargarcombustiblecercadeunarcode
____________________________________________________
serpeligrosos
YMAGNETICOSpueden
LOSCAMPOSELECTRICOS
deescapedelmotoralexterior.
abiertosbienventilados,oexpulsarlosgases
1.b.Losmotoresdebenfuncionarenlugares
____________________________________________________
demantenimientorequieraqueelmotorestéfuncionando.
averíasydemantenimiento,salvoenelcasoqueeltrabajo
Apagarelmotorantesdehacertrabajosdelocalizaciónde
1.a.
mientraselmotorestácaliente.
porMOTOR.
noquitarlatapaapresióndelradiador
Paraequiposaccionados
1.h.Paraevitarquemarseconaguacaliente,
REPARACIONSEANHECHOSPORPERSONASCAPACITADASPARAELLO.
ASEGURESEQUETODOSLOSTRABAJOSDEINSTALACION,FUNCIONAMIENTO,MANTENIMIENTOY
deLincolnElectricCompany,22801St.ClairAvenue,Cleveland,Ohio44117-1199.
33135óCSANormaW117.2-1974.Unejemplargratisdelfolleto"ArcWeldingSafety"(Seguridaddelasoldaduraalarco)E205estádisponible
de"SafetyinWelding&Cutting-ANISStandardZ49.1"delaSociedadNorteamericanadeSoldadura,P.O.Box351040,Miami,Florida
Leayentiendalossiguientesmensajesdeseguridad.Paramásinformaciónacercadelaseguridad,serecomiendacomprarunejemplar
ANTESDEUSARESTEEQUIPO.
SEACERQUENALEQUIPO.LASPERSONASCONMARCAPASOSDEBENCONSULTARASUMEDICO
POSIBLESLESIONESDEDIFERENTEGRAVEDAD,INCLUSOMORTALES.NOPERMITAQUELOSNIÑOS
LASOLDADURAALARCOPUEDESERPELIGROSA.PROTEJASEUSTEDYALOSDEMASCONTRA
LoanterioraplicaalosmotoresDiesel
Loanterioraplicaalosmotoresdegasolina
denacimientoyotrosdañosreproductivos.
reproductivos.
dañinasparalasalud,yaqueprovocancáncer,defectos
cáncer,defectosdenacimientoyotrosdaños
delmotordedieselyalgunosdesuscomponentescomo
químicosque,paraelestadodeCalifornia,provocan
EnelestadodeCalifornia,seconsideraalasemisiones
Lasemisionesdeestetipodeproductoscontienen
ADVERTENCIADELALEY65DECALIFORNIA
ADVERTENCIA
SEGURIDAD
i
i
i
SEGURIDAD
ADVERTENCIA
ADVERTENCIA DE LA LEY 65 DE CALIFORNIA
En el estado de California, se considera a las emisiones
del motor de diesel y algunos de sus componentes como
dañinas para la salud, ya que provocan cáncer, defectos
de nacimiento y otros daños reproductivos.
Lo anterior aplica a los motores Diesel
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA
POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES. NO PERMITA QUE LOS NIÑOS
SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO
ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplar
de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida
33135 ó CSANorma W117.2-1974. Un ejemplar gratisdel folleto "Arc Welding Safety" (Seguridad dela soldadura al arco)E205 está disponible
de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO Y
REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
Para equipos accionados
por MOTOR.
1.a.
Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo
de mantenimiento requiera que el motor esté funcionando.
____________________________________________________
____________________________________________________
____________________________________________________
1.d. Mantener todos los protectores, cubiertasy dispositivos de seguri-
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
___________________________________________________
___________________________________________________
1.g. Para impedir el arranque accidental de los motores de gasoli-
1.b.Los motores deben funcionar en lugares
abiertos bien ventilados, o expulsar los gases
de escape del motor al exterior.
1.c. No cargar combustible cerca de un arco de
soldadura cuando el motor esté funcionando.
Apagar el motor y dejar que se enfríe antes
de rellenar de combustible para impedir que
el combustible derramado se vaporice al
quedar en contacto con las piezas del motor
caliente. No derramar combustible al llenar el
tanque. Si se derrama, limpiarlo con un trapo
y no arrancar el motor hasta que los vapores
se hayan eliminado.
dad del equipo en su lugar y en buenas condiciones. No acercar
las manos, cabello, ropa y herramientas a las correas en V,
engranajes, ventiladores y todas las demás piezas móviles
durante el arranque, funcionamiento o reparación del equipo.
para hacer algún trabajo de mantenimiento requerido.Quitarlos
solamente cuando sea necesario y volver a colocarlos después
de terminado el trabajo de mantenimiento. Tener siempre el
máximo cuidado cuando se trabaje cerca de piezas en
movimiento.
1.f. No poner las manos cerca del ven-
na mientras se hace girar el motor o generador de la soldadura durante el trabajo de mantenimiento, desconectar los
cables de las bujías, tapa del distribuidor o cable del magneto, según corresponda.
tilador del motor. No tratar de
sobrecontrolar el regulador de
velocidad en vacío empujando las
varillas de control del acelerador
mientras el motor está funcionando.
Las emisiones de este tipo de productos contienen
químicos que, para el estado de California, provocan
cáncer, defectos de nacimiento y otros daños
reproductivos.
Lo anterior aplica a los motores de gasolina
1.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
LOS CAMPOS ELECTRICOS
Y MAGNETICOS pueden
ser peligrosos
2.a. La corriente eléctrica que circula a través de un conductor origina campos eléctricos y magnéticos (EMF) localizados. La corriente de soldadura crea campos EMF alrededor de los cables
y los equipos de soldadura.
2.b. Los campos EMF pueden interferir con los marcapasos y en
otros equipos médicos individuales, de manera que los
operarios que utilicen estos aparatos deben consultar a su
médico antes de trabajar con una máquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del
circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos -
Encintarlos juntos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y
trabajo. Si el cable del electrodo está en el lado derecho,
el cable de trabajotambién debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
i
Page 39

5.e.Vertambién1.b.
soldaduraodelfabricante.
reglasdeseguridaddelempleado,distribuidordematerialde
3.j.Vertambién6.c.y8.
hojadedatosdeseguridaddelmaterial(MSDS)ysigalas
equipoyelmaterialconsumiblequesevaausar,incluyendola
paraprotegersedeunacaídasihubieradescargaeléctrica.
5.d.Leaatentamentelasinstruccionesdelfabricantedeeste
3.i.Cuandosetrabajeenalturas,usaruncinturóndeseguridad
airefresco.
envacíodeambosequipos.
lasáreasconfinadas,paratenerlaseguridaddequeserespira
porqueelvoltajeentrelosdospuedesereltotaldelatensión
muerte.Tengasiempresuficienteventilación,especialmenteen
portaelectrodosconectadosadosequiposdesoldadura
puedendesplazarelaireycausarlesionesgraves,inclusola
3.h.Nuncatocarsimultáneamentelapiezascontensióndelos
5.c.Losgasesprotectoresusadosparalasoldaduraporarco
3.g.Nuncasumergirelelectrodoenaguaparaenfriarlo.
irritantes.
formarfosgeno,ungasaltamentetóxico,yotrosproductos
yseguras.Cambiarelaislantesiestádañado.
arcopuedereaccionarconlosvaporesdesolventespara
yequipodesoldaduraenunascondicionesdetrabajobuenas
desengrase,limpiezaopulverización.Elcalorylosrayosdel
3.f.Mantenerelportaelectrodo,pinzadetrabajo,cabledesoldadura
hidrocarburoscloradosprovenientesdelasoperacionesde
5.cNosoldarenlugarescercadeunafuentedevaporesde
tomadetierraeléctrica.
3.e.Conectareltrabajoometalquesevaasoldaraunabuena
estádentrodeloslímitesOSHAPELyACGIHTLVpermisibles.
instalaciónydespuésperiodicamenteafindeasegurarque
soldar.
exposicióndeltrabajadordeberáserverificadodurantela
conexióndebeserlomáscercanaposiblealáreadondesevaa
soldaduraespecíficoylaaplicaciónutilizada.Elnivelde
conexióneléctricaconelmetalqueseestásoldando.La
yelposicionamientodelequipoasícomoelprocedimientode
3.d.Asegurarsiemprequeelcabledetrabajotengaunabuena
veafectadapordiversosfactoresincluyendoelusoadecuado
5.b.Laoperacióndeequipodecontroldehumosdesoldadurase
tambiénestáneléctricamentecontensión.
soldadura,boquillaopistolaparasoldarsemiautomática
tomarprecaucionesalsoldarconacerogalvanizado.
continuo,elelectrodo,carretedealambre,cabezalde
sarioelusoderespiraciónasistida.Asimismosedeben
3.c.Enlasoldadurasemiautomáticaoautomáticaconalambre
Enespaciosconfinadosyalaintemperie,puedesernecereducido.
dounsistemadeventilacióndeextracciónomecánicalocal.
•EquipodesoldaduradeC.A.concontroldevoltaje
loslímitesaplicablessegúnOSHAPELyACGIHTLVutilizanhumostóxicos,eviteexponerselomásposibleydentrode
•EquipodesoldaduramanualC.C.
vanizadauotrosmetalesorevestimeintosqueproducen
constante.
elcontenedorolaMSDS)ocuandosesueldaconchapagal-
•EquipodesoldadurasemiautomáticadeC.C.atensión
dosquerequierenventilaciónespecial(Verinstruccionesen
dosdelazonaderespiración.Cuandosesueldaconelectrousarelequiposiguiente:
dehumosjuntoalarcoparamantenerloshumosygasesaleja-
inevitableoaccidentalconlapiezadetrabajoocontierra,
dadeloshumos.Utiliceventilacióny/oextracción
acostado,siexisteungranriesgodequeocurracontacto
Durantelasoldadura,mantengalacabezaaleja-
posicionesapretujadastalescomosentado,arrodilladoo
peligrososparalasalud.Eviterespirarlos.
comosuelos,emparrilladosoandamios;estandoen
5.a.Lasoldadurapuedeproducirhumosygases
usandoropamojada;enlasestructurasmetálicastales
puedenserpeligrosos.
peligrosas(enlugareshúmedosomientrasseestá
LosHUMOSYGASES
necesariosoldarencondicioneseléctricamente
Ademásdelasmedidasdeseguridadnormales,sies
trabajoytierra.
exponganalosrayosdelarcooalassalpicaduras.
y/oadvertirlesquenomirendirectamentealarconise
protegerlecompletamentedetodocontactofísicoconelcircuitode
4.c.Protegeraotraspersonasqueseencuentrencercadelarco,
rialaislanteseco.Asegurarsedequeelaislanteessuficientepara
3.b.Aislarsedelcircuitodetrabajoydetierraconlaayudadematelosrayosdelarco.
durableparaprotegerselapielpropiayladelosayudantesde
larlasmanos.
4.b.Usarropaadecuadahechadematerialresistentealaflama
da.UsarguantessecossinagujerosparaaisZ87.I.
contensiónconlapieldesnudaoconropamojaypantallahandesatisfacerlasnormasANSI
soldaduraestáencendido.Notocaresaspiezas
observeunsoldaduraporarcoabierto.Cristal
eléctricamentecontensióncuandoelequipode
chispasyrayosdelarcocuandosesueldeose
troadecuadoparaprotegerselosojosdelas
Loscircuitosdelelectrodoydetrabajoestán
3.a.
Colocarseunapantalladeprotecciónconelfil-
4.a.
puedecausarlamuerte.
puedenquemar.
LaDESCARGAELÉCTRICA
LosRAYOSDELARCO
SEGURIDAD
ii
ii
ii
SEGURIDAD
ii
La DESCARGA ELÉCTRICA
puede causar la muerte.
3.a.
Los circuitos del electrodo y de trabajo están
eléctricamente con tensión cuandoel equipo de
soldadura está encendido. No tocar esas piezas
con tensión con la piel desnuda ocon ropa mojada. Usar guantes secos sin agujeros para aislar las manos.
3.b. Aislarse del circuito detrabajo y de tierra con la ayuda de material aislante seco. Asegurarse de que el aislante es suficiente para
protegerle completamente de todo contacto físico con el circuito de
trabajo y tierra.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente
peligrosas (en lugares húmedos o mientras se está
usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o
acostado, si existe un gran riesgo de que ocurra contacto
nevitable o accidental con la pieza de trabajo o con tierra,
i
usar el equipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión
constante.
• Equipo de soldadura manual C.C.
• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambre
continuo, el electrodo, carrete de alambre, cabezal de
soldadura, boquilla o pistola para soldar semiautomática
también están eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buena
conexión eléctrica con el metal que se está soldando. La
conexión debe ser lo más cercana posible al área donde se va a
soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buena
toma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura
y equipo de soldadura en unas condiciones de trabajo buenas
y seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de los
portaelectrodos conectados a dos equipos de soldadura
porque el voltaje entre los dos puede ser el total de la tensión
en vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridad
para protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
Los RAYOS DEL ARCO
pueden quemar.
4.a.
Colocarse una pantalla de protección con el filtro adecuado para protegerse los ojos de las
hispas y rayos del arco cuando se suelde o se
c
observe un soldadura por arco abierto. Cristal
y pantalla han de satisfacer las normas ANSI
Z87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama
durable para protegerse la piel propia y la de los ayudantes de
los rayos del arco.
4.c. Proteger a otras personas que se encuentren cerca del arco,
y/o advertirles que no miren directamente al arco ni se
expongan a los rayos del arco o a las salpicaduras.
Los HUMOS Y GASES
pueden ser peligrosos.
5.a. La soldadura puede producir humos y gases
peligrosos para la salud. Evite respirarlos.
Durante la soldadura, mantenga la cabeza aleja-
de humos junto al arco para mantener los humos y gases alejados de la zona de respiración. Cuando se suelda con electro-
dos que requieren ventilación especial (Ver instrucciones en
el contenedor o la MSDS) o cuando se suelda con chapa galvanizada u otros metales o revestimeintos que producen
humos tóxicos, evite exponerse lo más posible y dentro de
los límites aplicables según OSHA PEL y ACGIH TLV utilizando un sistema de ventilación de extracción o mecánica local.
En espacios confinados y a la intemperie, puede ser necesario el uso de respiración asistida. Asimismo se deben
tomar precauciones al soldar con acero galvanizado.
5.b. La operación de equipo de control de humos de soldadura se
5.c No soldar en lugares cerca de una fuente de vapores de
5.c. Los gases protectores usados para la soldadura por arco
5.d. Lea atentamente las instrucciones del fabricante de este
5.e. Ver también 1.b.
da de los humos. Utiliceventilación y/o extracción
ve afectada por diversos factores incluyendo el uso adecuado
y el posicionamiento del equipo así como el procedimiento de
soldadura específico y la aplicación utilizada. El nivel de
exposición del trabajador deberá ser verificado durante la
instalación y después periodicamente a fin de asegurar que
está dentro de los límites OSHAPEL y ACGIHTLV permisibles.
hidrocarburos clorados provenientes de las operaciones de
desengrase, limpieza o pulverización. El calor y los rayos del
arco puede reaccionar con los vapores de solventes para
formar fosgeno, un gas altamente tóxico, y otros productos
irritantes.
pueden desplazar el aire y causar lesiones graves, incluso la
muerte. Tenga siempre suficiente ventilación, especialmenteen
las áreas confinadas, para tener la seguridad de que se respira
aire fresco.
equipo y el material consumible que se va a usar, incluyendo la
hoja de datos de seguridad del material (MSDS) y siga las
reglas de seguridad del empleado, distribuidor de material de
soldadura o del fabricante.
Page 40

Visitehttp://www.lincolnelectric.com/safetyparaobtenerinformaciónadicional.
descongelacióndetuberías.
6.j.Noutiliceunafuentedepoderdesoldadurapara
9101,Quincy,Ma022690-9101.
Calientes”,disponibledeNFPA,1BatterymarchPark,PObox
IncendiosDurantelaSoldadura,CorteyotrosTrabajos
6.i.LeaysigaelNFPA51B“EstándarparaPrevenciónde
fabricante.
ElectricalCode,todosloscódigosylasrecomendacionesdel
6.h.Vertambién1.c.
8.c.ConectarelequipoatierradeacuerdoconU.S.National
hastahacerquefallen.
deincendioosobrecalentarestascadenasocablesdeizar
fabricante.
comocadenasycablesdeelevación.Estopuedecrearriesgos
ElectricalCode,todosloscódigosylasrecomendacionesdel
lacorrienteparasoldartraspaseaotroscircuitosalternativos
8.b.ConectarelequipoalareddeacuerdoconU.S.National
alejadosdeláreadesoldaduraaumentanlaposibilidaddeque
conectadosalaestructuradeledificiooaotroslugares
antesdetrabajarenelequipo.
soldaduracomoseaposible.Loscablesdelapiezadetrabajo
ruptordedesconexiónenlacajadefusibles
6.g.Conectarelcabledetrabajoalapiezatancercadeláreade
8.a.Cortarlaelectricidadentranteusandoelinter-
cuandoseestéenunáreadesoldadura.
ELÉCTRICOS
Siempreusargafasprotectorasconproteccioneslaterales
cuandosesueldefueradeposiciónoenlugaresconfinados.
PARAequipos
zapatosdecañaaltayunagorra.Ponersetaponesenlosoídos
comoguantesdecuero,camisagruesa,pantalonessinbastillas,
soldadura.Usarropaadecuadaqueproteja,libredeaceites,
6.f.Laschispasysalpicadurassonlanzadasporelarcode
calentar,cortarosoldar.Puedenexplotar.
22202.
6.e.Ventilarlaspiezasfundidashuecasocontenedoresantesde
Association1235JeffersonDavisHighway,Arlington,VA
ComprimidosenlosCilindros“,publicadoporCompressedGas
AmericanWeldingSociety.
CGA,“PrecaucionesparaunManejoSegurodelosGases
ThatHaveHeldHazardousSubstances”,AWSF4.1dela
degasyelequipamientoasociado,ylapublicaciónP-Ide
PreparationforWeldingandCuttingofContainersandPiping
7.g.Leeryseguirlasinstruccionesdemanipulaciónenlasbotellas
información,consultar“RecommendedSafePracticesforthe
explosióninclusodespuésdehaberse“limpiado”.Paramás
estáenusooconectadaparauso.
tóxicosdelassustanciasensuinterior.Puedencausaruna
estarcolocadosyapretadosamano,exceptocuandolabotella
talesprocedimientosnovanacausarvaporesinflamableso
7.f.Loscapuchonesdeproteccióndelaválvulasiempredeben
hastahabertomadolospasosnecesariosparaasegurarque
6.d.Nocalentar,cortarosoldartanques,tamboresocontenedores
labotelladegascuandoseabra.
7.e.Mantenerlacabezaylacaralejosdelasalidadelaválvulade
máquinayriesgodeincendio.
piezacontensióntoquelabotelladegas.
contactoaccidentalpodríaocasionarsobrecalentamientodela
7.d.Nuncapermitirqueelelectrodo,portaelectrodoocualquierotra
circuitodelelectrodohagacontactoconeltrabajootierra.El
6.cCuandonoestésoldando,asegúresedequeningunapartedel
llamas.
soldaduraporarcoydecualquierfuentedecalor,chispaso
paraelequipoqueseestéutilizando.
•Aunadistanciaseguradelasoperacionesdecorteo
Corte“(ANSIEstándarZ49.1)ylainformacióndeoperación
situacionesderiesgo.Consultar“SeguridadenSoldaduray
sujetosadañofísico.
debentomarprecaucionesespecialesparaprevenir
•Lejosdelasáreasdondepuedansergolpeadosoestén
6.b.Enloslugaresdondesevanausargasescomprimidos,se
7.c.Lasbotellasdegasdebenestarubicadas:
hidráulicas.Tenerunextintordeincendiosamano.
aberturasadyacentesalárea.Nosoldarcercadetuberías
soportefijo.
dadurapuedepasarfácilmenteporlasgrietaspequeñasy
firmementeconunacadenaalaparteinferiordelcarrooaun
Recordarquelaschispasylosmaterialescalientesdelasol-
7.b.Mantenersiemprelasbotellasenposiciónverticalsujetas
impedirquelaschispasdelasoldadurainicienunincendio.
condiciones.
lugardesoldadura.Siestonoesposible,taparlaspara
etc.debenseradecuadosparalaaplicaciónyestarenbuenas
Quitartodaslascosasquepresentenriesgodeincendiodel
tipodegasylapresiónutilizados.Todaslasmangueras,rácores,
6.a.
enbuenascondicionesdefuncionamientodiseñadosparael
paraelprocesoutilizado,yreguladores
unaexplosión.
tenganelgasdeprotecciónadecuado
provocarunincendioo
Emplearúnicamentebotellasquecon-
7.a.
explotarsiestádañada.
SOLDADURApueden
LasCHISPASDE
LaBOTELLAdegaspuede
SEGURIDAD
iii
iii
iii
SEGURIDAD
iii
Las CHISPAS DE
SOLDADURA pueden
provocar un incendio o
una explosión.
6.a.
Quitar todas las cosas que presenten riesgo de incendio del
lugar de soldadura. Si esto no es posible, taparlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y
aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para prevenir
situaciones de riesgo. Consultar “Seguridad en Soldadura y
Corte“ (ANSI Estándar Z49.1) y la información de operación
para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del
circuito del electrodo haga contacto con el trabajo o tierra. El
contacto accidental podría ocasionar sobrecalentamiento de la
máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesarios para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para más
información, consultar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de
soldadura. Usar ropa adecuada que proteja, libre de aceites,
como guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña altay una gorra. Ponerse tapones enlos oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con protecciones laterales
cuando se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de
soldadura como sea posible. Los cables de la pieza de trabajo
conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar traspase a otros circuitos alternativos
como cadenas y cables de elevación. Esto puede crearriesgos
de incendio o sobrecalentar estas cadenas o cables de izar
hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de
Incendios Durante la Soldadura, Corte y otros Trabajos
Calientes”, disponible de NFPA, 1 Batterymarch Park, PO box
9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para
descongelación de tuberías.
La BOTELLA de gas puede
explotar si está dañada.
7.a.
Emplear únicamente botellas que contengan el gas de protección adecuado
en buenas condiciones de funcionamiento diseñados para el
tipo de gas y la presión utilizados. Todas las mangueras, rácores,
etc. deben ser adecuados para la aplicación y estar en buenas
condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetas
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
para el proceso utilizado, y reguladores
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén
sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor, chispas o
llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo ocualquier otra
pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de
la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben
estar colocados y apretados amano, excepto cuando la botella
está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas
de gas y el equipamiento asociado, y la publicación P-I de
CGA, “Precauciones para un Manejo Seguro de los Gases
Comprimidos en los Cilindros“,publicado por Compressed Gas
Association 1235 Jefferson Davis Highway, Arlington, VA
22202.
PARA equipos
ELÉCTRICOS
8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. National
Electrical Code, todos los códigos y las recomendaciones del
fabricante.
Visite http://www.lincolnelectric.com/safety para obtener información adicional.
Page 41

Page 42

Gracias
menos graveso daños a este equipo.
Gracias
Este mensaje aparece cuando la información que acompaña debeser seguida para evitar daños personales
PRECAUCIÓN
personales gravesincluso la pérdida de la vida.
Este mensaje aparece cuando la información que acompaña debeser seguida exactamentepara evitar daños
ADVERTENCIA
su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por
Lea este Manual de Instrucciones completamenteantes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano
después "Registro de Producto". Por favor llene la forma y presente su registro.
• Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com.Seleccione "Vínculos Rápidos" y
instrucciones impresas en ella.
de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las
• Para envío vía fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
RegistrodelProductoenlínea.
información que usted ha registrado arriba.
Siempre que usted solicite las piezas de recambio para o información sobre esta del equipo fuente siempre la
Fecha de la compra __________________________________
Número modelo del nombre y de espec. de las ventas (K-xxx) ________________________________
ción se puede encontrar en su placa de identificación del equipo.
Registre por favor su información de la identificación del equipo abajo para la referencia futura. Esta informa-
cuando se recibe el envío.
das para el material dañado en el envío se deben hacer por el comprador contra la compañía del transporte
Cuando se envía este equipo, el título pasa al comprador sobre recibo por el portador. Por lo tanto, las deman-
Examineporfavorelcartónyelequipoparaeldañoinmediatamente
sultar www.lincolnelectric.com para cualquier información actualizada.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase con-
Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
camente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está úni-
crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo
ción o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o
cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha informa-
asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de
información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no
pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor
dad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta cali-
POLÍTICA DE ASISTENCIA AL CLIENTE
Company ••• tan orgulloso como lo estamos nosotros al ofrecerle este producto.
Queremos que esté orgulloso al operar este producto de Lincoln Electric
por seleccionar un producto de CALIDADfabricado por Lincoln Electric.
vv
por seleccionar un producto de CALIDAD fabricado por Lincoln Electric.
Queremos que esté orgulloso al operar este producto de Lincoln Electric
Company ••• tan orgulloso como lo estamos nosotros al ofrecerle este producto.
El negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta cali-
dad, Nuestro reto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores
pueden pedir consejo o información a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor
información que tengamos en ese momento. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no
asume ninguna responsabilidad con respecto a dicha información o guía. Expresamente declinamos cualquier garantía de
cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin particular de algún cliente, con respecto a dicha informa-
ción o consejo. Como un asunto de consideración práctica, tampoco podemos asumir ninguna responsabilidad por actualizar o
corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la información o consejo
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está úni-
camente dentro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln
Electric afectan los resultados obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase con-
crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
sultar www.lincolnelectric.com para cualquier información actualizada.
POLÍTICA DE ASISTENCIA AL CLIENTE
vv
Cuando se envía este equipo, el título pasa al comprador sobre recibo por el portador. Por lo tanto, las demandas para el material dañado en el envío se deben hacer por el comprador contra la compañía del transporte
cuando se recibe el envío.
Registre por favor su información de la identificación del equipo abajo para la referencia futura. Esta información se puede encontrar en su placa de identificación del equipo.
Número modelo del nombre y de espec. de las ventas (K-xxx) ________________________________
Fecha de la compra __________________________________
Siempre que usted solicite las piezas de recambio para o información sobre esta del equipo fuente siempre la
información que usted ha registrado arriba.
Registro del Producto en línea.
Examine por favor el cartón y el equipo para el daño inmediatamente
- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío vía fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete
de literatura que acompaña esta máquina y envíe por fax la forma de acuerdo con las
instrucciones impresas en ella.
• Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione "Vínculos Rápidos" y
después "Registro de Producto". Por favor llene la forma y presente su registro.
Lea este Manual de Instrucciones completamente antes de empezar a trabajar con este equipo. Guarde este manual y téngalo a mano
para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lo largo de este manual, por
su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIA
Este mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños
personales graves incluso la pérdida de la vida.
PRECAUCIÓN
Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales
menos graves o daños a este equipo.
Page 43

TABLE OF CONTENTS
Page
Instalación Sección --------------------------------------------------------------------------------A
Especificaciones Técnicas-----------------------------------------------------------------------A-1
Desempaque de la Antorcha “Spool Gun”---------------------------------------------------A-1
Precauciones de Seguridad---------------------------------------------------------------------A-2
Localización de los Componentes y Funciones de la Antorcha “Spool Gun”-------A-2
Ensamble de los Elementos Interiores de la Antorcha “Spool Gun” Magnum------A-3
Máquinas de Soldadura--------------------------------------------------------------------------A-4
Máquinas de Soldadura Recomendadas----------------------------------------------------A-5
Instalación Del Interruptor Del Selector De la Impulsión Del Arma/Del Alambre Del Carrete-----Preparación de Rutina de la Máquina de Soldadura-------------------------------------A-10
Preparación de la Antorcha “Spool Gun”----------------------------------------------------A-10
Aluminio del Cargamento---------------------------------------------------------A-10 thru A-13
Conexión de la Pistola a la Máquina de Soldadura-------------------------------------A-13
__________________________________________________________________
Operación Sección ----------------------------------------------------------------------------------B
Precauciones de Seguridad----------------------------------------------------------------------B-1
Descripción del Producto-------------------------------------------------------------------------B-1
Configuraciones de Velocidad de la Máquina y Toma de Voltaje----------------B-1, B-2
Procedimientos de Soldadura-------------------------------------------------------------------B-3
__________________________________________________________________
Mantenimiento Sección---------------------------------------------------------------------------- D
Precauciones de Seguridad---------------------------------------------------------------------D-1
Mantenimiento de Rutina y Periódico---------------------------------------------------------D-1
Herramientas Recomendadas------------------------------------------------------------------D-1
Limpieza e Inspecciones-------------------------------------------------------------------------D-1
Pines del Conector P6----------------------------------------------------------------------------D-1
Reemplazo del Difusor de Gas-----------------------------------------------------------------D-1
Reemplazo o Limpieza del Ensamble de la Guía de Alambre--------------------------D-2
Reemplazo del Rodillo Impulsor----------------------------------------------------------------D-2
Reemplazo del Ensamble del Rodillo de Presión------------------------------------------D-3
Reemplazo del Ensamble del Tubo de la Pistola------------------------------------------D-3
Remoción e Instalación del Ensamble del Mecanismo de Alimentación-------------D-4
Reemplazo del Ensamble del Gatillo----------------------------------------------------------D-4
Reemplazo del Ensamble del Cable de Soldadura---------------------------------D-4, D-5
Corrección de Incidentes de Roce de Alambres--------------------------------------------D-5
__________________________________________________________________
A-6 thru A-9
Page 44

TABLE OF CONTENTS
Page
Localización de Averías
Precauciones de Seguridad------------------------------------------------------------------------E-1
Cómo Utilizar la Guía de Localización de Averías--------------------------------------------E-1
Localización de Averías---------------------------------------------------------------------E-2 to E-4
____________________________________________________________________
Diagramas
Diagrama de Cableado------------------------------------------------------------------------------F-1
____________________________________________________________________
Lista de Partes---------------------------------------------------------------------------Serie P-554
____________________________________________________________________
Sección
Sección
-----------------------------------------------------------------------------------F
-----------------------------------------------------------------E
Page 45

INSTALACIÓN
ESPECIFICACIONES TÉCNICAS – ANTORCHA “SPOOL GUN” K2532-1 MAGNUM®100SG
MODELO
PROCESO DE SOLDADURA
ALEACIONES DE ALAMBRE
TAMAÑOS DE ALAMBRE (DIÁMETROS)
TAMAÑO DEL CARRETE
CORRIENTE DE SOLDADURA Y
CICLO DE TRABAJO NOMINALES
PESO GENERAL
LONGITUD DEL CABLE
TAMAÑO GENERAL (CAJA DE
DELIMITACIÓN)
MÉTODO DE GUÍA
MÉTODO DE ENFRIAMIENTO
Antorcha “Spool Gun” K2532-1 Magnum®100SG
GMAW de aluminio (MIG), polaridad positiva de electrodo
de CD con gas protector de soldadura 100% argón.
Sólo aluminio: aleaciones 4043 ó 5356
Alambre sólido de 0.8 ó 0.9 mm (0.030 ó 0.035 pulgadas)
Peso 1 lb., carrete de diámetro nominal de 4 pulgadas
130 amps a 30% para una base de 10 minutos
3.5 lbs. con cable pero sin cubierta o carrete
10.0–0.2 pies
En pulgadas: 15.75 de largo x 10.50 de alto x 4.25 de
grosor máx., sin cubierta o cable de la pistola.
Semiautomática (guiada manualmente)
Enfriada por aire
DESEMPAQUE DE LA ANTORCHA “SPOOL GUN”
La antorcha “spool gun” se ensambla y prueba de fábrica, y después se empaca en su propio gabinete de transporte acojinado. Se envía totalmente equipada para soldar con alambre de aluminio de
0.035 pulgadas de diámetro. Después de abrir el gabinete, revise que contenga los siguientes elementos:
1. Una antorcha “spool gun” K2532-1 totalmente ensamblada con.
2. Uno Resorte de Compresión Cónico T11862-65 para usarse con alambre de aleación 5356; el carrete de alambre no está instalado.
3. Un carrete de alambre de aleación de aluminio 4043 de 0.035
4. Tres puntas de contacto S19726-3
5. Un manual de instrucciones (IM913)
6. Un arnés eléctrico M21182 con interruptor de palanca.
3
5
4
1
2
La Bolsa de Plástico
A-1
6
Page 46

INSTALACIÓN
SAFETY PRECAUTIONS
WARNING
LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE.
• APAGUE la alimentación de la fuente de poder de soldadura antes de
instalar o cambiar los rodillos impulsores y/o guías.
• No toque partes eléctricamente vivas.
• Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentación están “calientes” para trabajar y hacer tierra, y
podrían permanecer energizados por varios segundos después de que
se suelta el gatillo.
------------------------------------------------------------------------------------------------------------------------
LOCALIZACIÓN DE LOS COMPONENTES Y FUNCIONES DE LA ANTORCHA
“SPOOL GUN”
(Vea la Figura 1.A para los Elementos del 1 al 6).
1. Ensamble Cónico de Gas y Punta de Contacto.
2. Ensamble de Tubo de Pistola Recto.
3. Collarín de Sujeción de 1/4 de Giro.
4. Ensamble del Gatillo.
5. Cubierta del Carrete: Proporciona acceso
fácil de apertura amplia al carrete y
mecanismo de alimentación.
6. Perilla de Aseguramiento: Cautiva en la
cubierta del carrete.
(Vea la Figura A.2 para estos siguientes
elementos).
7. Cable Integrado de una Sola Pieza: el
diseño Magnum proporciona una
apariencia limpia y pulcra; simplifica
el manejo del cable y reduce los
enredos.
8. Abrazadera de Anclaje Durable
Estándar.
1
7
3
FIGURA A.1
5
5
4
2
Vista Lateral Izquierda
FIGURA A.2
8
9
9. Tres Tuercas Hexagonales Cautivas.
Vista Lateral Derecha
A-2
Page 47

INSTALACIÓN
1
2
4
3
P6 CONNECTOR PINOUT
MASTER KEY
ASSEMBLY OF ITEMS INSIDE THE MAGNUM
FIGURA A.3
®
SPOOL GUN
VISTA SUPERIOR
2
3
8
1
Conexiones de la Máquina
6
1. El Ensamble de la Guía alimenta todos los
alambres especificados.
4
9
Cubierta del carrete y
manija izquierda
removida
LLAVE
MAESTRA
PINES
DEL CONECTOR P6
6. Conexión de la Potencia de Soldadura y
Gas Protector (Sellada con 2 anillos O).
7
2. Rodillo Impulsor: Alimenta todos los alambres especificados.
3. Ensamble de Rodillo de Presión:
Configuración de tensión no ajustable
para todos los alambres especificados
4. Guía de Alambre de Entrada: Altamente
resistente al desgaste.
5. Cables de Control del Conector P6:
Alimentación del Motor y Gatillo. (para
mayores detalles, vea la Sección de
Mantenimiento )
7. Perilla de Aseguramiento: Retiene independientemente el carrete de alambre en
el eje.
8. Ensamble de la Guía: Incluye un sello de
gas con el conector del cable y es la guía
de alambre de salida.
9. Sólo 4 subensambles: tubo de la pistola;
cable; mecanismo de alimentación; gatillo.
10. El resorte cónico (no se muestra) sirve
como el freno del carrete (use únicamente con aleación de aluminio 5356).
A-3
Page 48

INSTALACIÓN
PRECAUCIONES DE SEGURIDAD
MÁQUINAS DE SOLDADURA
PRECAUCIÓN
• Lea y comprenda el manual de instrucciones de la máquina de soldadura y todas las advertencias de peligros en el equipo y manual.
• Utilice el equipo protector personal adecuado para soldar,
incluyendo pero no limitándose a, lentes de seguridad, protección
de oídos, y casco, guantes y trajes de soldadura.
----------------------------------------------------------------------------------------------
ANTORCHA “SPOOL GUN”
ADVERTENCIA
LA DESCARGA ELÉCTRICA PUEDE CAUSAR LA MUERTE.
• El carrete de alambre puede caerse de la pistola si la perilla de aseguramiento no está instalada.
• Las partes metálicas pueden estar al voltaje de soldadura (eléctrica-
• Las partes metálicas permanecen al voltaje de soldadura por varios segundos
después de soltar el gatillo. Lea la etiqueta de advertencia en la pistola.
• Este producto no deberá utilizarse en la lluvia, o en lugares húmedos o mojados.
-------------------------------------------------------------------------------------------------------------------------------
mente "calientes").
A-4
Page 49

INSTALACIÓN
MÁQUINAS DE SOLDADURA RECOMENDADAS
NÚMERO DE LA MÁQUINA
POWER MIG 216
POWER MIG 215XT
POWER MIG 180C
POWER MIG 140C
POWER MIG 180 DUAL
POWER MIG 180C AU
POWER MIG 180C CE
POWER MIG 140T
POWER MIG 180T
PRO CORE 125
PRO MIG 140
WELD PAK 125 HD
WELD PAK 140 HD
MIG PAK 140
EASY CORE 125
EASY MIG 140
WORK PAK 125
CORE PACK 125
PRO MIG 180
WELD PAK 180HD
MIG PAK 180
SP-140T
SP-180T
EASY MIG 180
NOTA: EL NÚMERO DEL CÓDIGO ESTÁ SITUADO EN LA DETRÁS DE LA MÁQUINA.
K-NÚMERO
K2816-1
K2700-1
K2473-1
K2471-1
K2813-1
K2668-1
K2661-1
K2470-1
K2472-1
K2479-1
K2480-1
K2513-1
K2514-1
K2658-1
K2696-1
K2697-1
K2699-1
K2785-1
K2481-1
K2515-1
K2659-1
K2688-1
K2689-1
K2698-1
NÚMERO DE CÓDIGO
11588
11521
11257
11255
11659
11444
11442
11254
11256
11631
11300
11634
11173
11632
11302
11635
11303
11636
11440
11633
11503
11637
11504
11638
11506
11639
11550
11646
11175
11647
11304
11648
11441
11658
11501
11649
11502
11650
11505
INSTALACIÓN del ARNÉS M21182 Y
de SELECTOR INTERRUPTOR
NO REQUERIDO
NO REQUERIDO
REQUERIDO
REQUERIDO
NO REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
USO DEL PISTOLA DEL CARRETE NO DISPONIBLE
REQUERIDO
NO REQUERIDO
REQUERIDO
USO DEL PISTOLA DEL CARRETE NO DISPONIBLE
REQUERIDO
NO REQUERIDO
REQUERIDO
NO REQUERIDO
REQUERIDO
USO DEL PISTOLA DEL CARRETE NO DISPONIBLE
REQUERIDO
NO REQUERIDO
REQUERIDO
USO DEL PISTOLA DEL CARRETE NO DISPONIBLE
REQUERIDO
USO DEL PISTOLA DEL CARRETE NO DISPONIBLE
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
REQUERIDO
A-5
Page 50

INSTALACIÓN
NOTA: La instalación del interruptor de selector del pistola del arnés M21182 y del
carrete no se requiere para todas las máquinas. Si un interruptor del pistola del carrete se instala previamente en el compartimiento de la impulsión del alambre de la
máquina, después la SECCIÓN de la INSTALACIÓN del INTERRUPTOR de la IMPULSIÓN SLECTOR del PISTOLA/del ALAMBRE del carrete puede ser desatendida.
ARMA DEL CARRETE /
INSTALACIÓN DEL INTERRUPTOR
DEL SELECTOR DE LA IMPULSIÓN
DEL ALAMBRE
1. Instale el arnés eléctrico del adaptador
pistola
M21182 que vino con el
por las instrucciones siguientes.
del carrete
A
ADVERTENCIA
La DESCARGA ELÉCTRICA
puede matar.
2. Desconecte la energía de entrada de la
máquina.
------------------------------------------------------------
ABRA LA MÁQUINA
3. Quite dos tornillos de la bisagra de la tuer-
del 5/16"de la cubierta.
5. Quite los tornillos de la cubierta. (A) es la
localización de dos tornillos el 3/4"largos.
6. Quite la cubierta.
A
B
ca hexagonal del 5/16"de puerta.
4. Quite diez tornillos de la tuerca hexagonal
7. Si la máquina tiene una manija plástica
(A), entonces quite el tornillo (B).
A-6
Page 51

CONEXIONES ELÉCTRICAS
544A
(Varón)
543A
(Hembra)
Interruptor a palanca
INSTALACIÓN
P7
J7 (10-pernos)
J8(6-pernos)
P7(10-pernos)
8. Arnés del adaptador. Las 6 conexiones demostradas
se utilizan, y cada es único. (Siga de la forma siguiente)
P8(6-pernos)
P3
J3
9.A. Quite P3 (10-perno) del tablero J3 (10-
perno).
P3
J7
J3
10. Conecte el arnés P7 (10-perno) con el
tablero J3 (10-perno).
SI La Máquina NO TIENE OPCIONAL
Manchar El Contador de tiempo.
(11.A. por 11.D.)
P5
J5
11.A. Quite P5 (6-pernos) del tablero J5 (6-pernos).
J8
P5
11.B. Conecte P5 (6-pernos) con el arnés J8 (6-
pernos).
9.B. Conecte P3 (10-perno) con el arnés J7
(10-perno).
P8
J5
11.C. Conecte el arnés P8 (6-pernos) con el
tablero J5 (6-pernos).
A-7
Page 52

INSTALACIÓN
544A
P8
543A
11.D. Par montado hallazgo de los termi-
nales de la máquina (plomos 543A y
544A) y de desconexión. Vaya al paso
13.
SI LA MÁQUINA TIENE OPCIONAL MANCHAR
EL CONTADOR DE TIEMPO. (12.A. por 12.D.)
J9
P5
12.A. Quite P5 (6-pernos) del arnés J9 (6-
pernos) del contador de tiempo del
punto.
J8
J9
12.C. Conecte el arnés P8 (6-pernos) del
adaptador con el arnés J9 (6-pernos)
del contador de tiempo del punto.
544A
543A
12.D. Par montado hallazgo de los terminales
de la máquina (plomos 543A y 544A) y de
desconexión.
B
A
P5
12.B. Conecte P5 (6-pernos) con el arnés
J8 (6-pernos) del adaptador.
13. Conecte los terminales:
(A) conecta a varón de la máquina (plomo
543A) con la hembra del arnés del
adaptador (plomo 543A).
(B) conecta a hembra de la máquina
(plomo 544A) con el varón del arnés
del adaptador (plomo 544A).
14. Asegúrese de que las lengüetas de fijación
en todos los conectadores estén trabadas
cerradas.
A-8
Page 53

INSTALACIÓN
MONTAR EL INTERRUPTOR
15. Quite el botón del enchufe del agujero
del panel.
16. El botón del enchufe es un necesario no
panel. Asegure la lengüeta de la arandela
se asienta completamente en un agujero
más pequeño.
19. Reinstale la tuerca de montaje sobre el
más largo. Descarte.
17. Quite la tuerca de montaje del interrup-
tor. Guarde la tuerca de montaje para la
instalación.
18. Instale el interruptor en el agujero del
interruptor. La llave aprieta.
VUELVA A MONTAR LA MÁQUINA
COMO SIGUE:
20. Reinstale el tornillo en la manija plástica
(si está equipado tan).
21. Reinstale la cubierta.
22. Reinstale la puerta.
23. Vuelva a conectar la energía de entrada a
la máquina
A-9
Page 54

INSTALACIÓN
PREPARACIÓN DE RUTINA DE LA MÁQUINA DE
SOLDADURA
ADVERTENCIA
La DESCARGA ELÉCTRICA puede matar.
1. Desconecte la alimentación de la máquina.
2. Configuración de la polaridad de la máquina: Establecida en la
polaridad positiva de electrodo de CD conforme al Manual de
Instrucciones de la máquina.
3. Selección de gas y velocidad de flujo: Conecte el suministro de
gas 100% argón de grado de soldadura a la válvula de solenoide de gas de la máquina. Establezca el regulador de suministro para que haya una velocidad de flujo de gas de 20 a 50
SCFH a través de la antorcha “spool gun”.
4. Cambie el interruptor selector de mecanismo de alimentación de
la máquina (detrás de la puerta de acceso)a "Magnum 100SG".
(Vea la Figura A.4)
FIGURA A.4
PREPARACIÓN DE LA ANTORCHA “SPOOL GUN”
ADVERTENCIA
La DESCARGA ELÉCTRICA puede matar.
1. Desconecte la alimentación de la máquina.
------------------------------------------------------------------------------------------
2. El Resorte Cónico se utiliza como el freno del carrete sólo cuando se alimenta la aleación de aluminio 5356 más fuerte y dura.
El resorte cónico debe removerse de la antorcha “spool gun”
cada vez que se utilice la aleación de aluminio 4043 más suave.
A-10
Page 55

INSTALACIÓN
CARGA DEL ALAMBRE DE ALUMINIO
1. Remueva el cono de gas y punta de
contacto, y después la cubierta del
carrete desatornillando la perilla de
aseguramiento cautiva.
FIGURA A.5
2. Remueva la perilla de aseguramiento
del perno del eje desatornillándola.
FIGURA A.6
4. Extienda aproximadamente 12 pul-
gadas de alambre del carrete.
Enderécelo jalando y doblando la
punta. Tenga cuidado de que no se
desenrede de más del carrete.
FIGURA A.8
5. Corte la punta doblada del alambre,
dejando la sección enderezada.
FIGURA A.9
6. Abra con cuidado el ensamble del
3. Seleccione la aleación de alambre y
diámetro necesario. Se muestra el
tamaño de alambre de las aleaciones
4043 y 0.035. Remueva el empaquetamiento y hoja de datos del carrete
de alambre.
FIGURA A.7
Tamaño
Aleación
rollo de presión para exponer la ranura del rodillo impulsor.
FIGURA A.10
A-11
Page 56

INSTALACIÓN
7. Guíe el alambre enderezado a través
de la guía de alambre de entrada y
hacia la ranura del rodillo impulsor.
FIGURA A.11
8. Mientras mantiene abierto el rodillo de
presión, deslice la punta del alambre a
través de la ranura del rodillo impulsor
y hacia la guía del tubo de la pistola.
FIGURA A.12
10a. Aleación 4043: Enrolle el alambre
restante de nuevo en el carrete y
coloque este último en el eje de la
pistola. Instale la perilla de aseguramiento y apriete con los dedos.
Vaya al paso 11.
FIGURA A.14
10b. Al e a c i ón 5356: Instale el Resorte
Cónico, extremo pequeño primero, en el
eje de la pistola (A). Enrolle el alambre
restante de regreso en el carrete y
coloque éste último en el eje de la pistola. Instale la perilla de aseguramiento y
apriete con los dedos. Vaya al paso 11.
FIGURA A.15
A
9. Deslice el alambre en la guía hasta
que se extienda aproximadamente 1
pulgada más allá del extremo del
difusor de gas. Libere la saliente del
rodillo de presión suavemente.
FIGURA A.13
11. Tome el extremo libre del alambre en el
difusor de gas y jálelo lentamente aproximadamente de 12 a 24 pulgadas de
alambre a través de la antorcha “spool
gun”. Deberá haber de 1 a 2 libras de
resistencia. Si la fuerza es mayor a 2
libras, el alambre se está trabando en la
pistola (tambié n vea la guía de
Localización de Averías).
FIGURA A.16
A-12
Page 57

INSTALACIÓN
12. Corte el exceso de alambre de 1 a 2 pul-
gadas del difusor de gas. Instale la
punta de contacto de tamaño adecuado
un poco más ajustada que apretar con la
mano. Instale el cono de gas y apriete
con la mano.
FIGURA A.17
13. Reinstale la cubierta del carrete. 1:
coloque la saliente de la cubierta en su
lugar como se indica con la flecha y
sostenga con el pulgar. 2: cierre la
cubierta. 3: apriete la perilla de aseguramiento con los dedos. 4: revise que
haya un ajuste uniforme alrededor de
toda la cubierta.
FIGURA A.18
CONEXIÓN DE LA PISTOLA A LA
MÁQUINA DE SOLDADURA
1. Desconecte la alimentación de la
máquina.
2. Asegúrese de que la perilla de aseguramiento de la pistola esté suelta. (Vea la
Figura 20).
3. Inserte totalmente la conexión del cable
de la pistola (potencia de soldadura y
suministro de gas) en la máq uina.
Observe que la bocallave de la Llave
Maestra para el conector P6 se localiza
donde indica la flecha.
FIGURA A.19
Conector
Bocallave
P6
4
1
3
4. Revise que el extremo del conector del
cable esté al mismo nivel que el aislador
en A. Apriete la perilla de aseguramiento
(B) en el conector del cable.
2
FIGURA A.20
B
A
A-13
Page 58

NOTAS
MAGNUM 100SG
Page 59

OPERACIÓN
PRECAUCIONES DE SEGURIDAD
Lea y comprenda toda esta sección antes de
operar la máquina.
• Utiliza el hardware de pistola y alimentador
confiable de la Pistola Magnum
®
100L, pistolas Innershield y productos Power Mig de
Lincoln.
ADVERTENCIA
LA DESCARGA ELÉCTRICA puede
causar la muerte.
• No toque las partes o electrodos
eléctricamente vivos con la piel o
ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
• Lea y siga las Advertencia de Descarga
Eléctrica en la Sección de Seguridad si la
soldadura debe realizarse bajo condiciones
eléctricamente peligrosas como soldar en
áreas húmedas o en la pieza de trabajo.
Los HUMOS Y GASES pueden
resultar peligrosos.
• Mantenga su cabeza alejada de los
CONFIGURACIONES DE VELOCIDAD
DE LA MÁQUINA Y TOMA DE VOLTAJE
5
3/16 pulg.
5
MAX
MAX
5
10 ga
4
J
J
12 ga
4
3.5
I
J
14 ga
4.5
4
G
H
16 ga
4
3.5
F
F.5
18 ga
3
3
E
E
20 ga
2
1.5
D
D
22 ga
2
1.5
D
D
Soldadura
Voltaje
Voltaje
Grosor de la
Velocidad
Toma de
Velocidad
Toma de
Alambre:
0.0300.035
Tamaño del
Aleación:
4043
MÁQUINA POWER MIG 180C
3/16 pulg.
8
6.5
E
E
10 ga
8
6.5
E
E
12 ga
7.5
6
E
E
14 ga
5.5
5
D
C
16 ga
5
4
B
B
18 ga
3
4
B
B
20 ga
2
3
A
A
22 ga
2
3
A
A
Soldadura
Voltaje
Voltaje
Grosor de la
Velocidad
Velocidad
Toma de
Toma de
Alambre:
0.030
0.035
Tamaño del
Aleación:
5356
MÁQUINA POWER MIG 180T
3/16 pulg.
5
6.5
E
E
10 ga
4
5
E
E
12 ga
3.5
4.5
E
D
14 ga
3.5
4.5
D
D
16 ga
3
3.5
B
B
18 ga
3.5
A
2
A
20 ga
2.5
A
1.5
A
22 ga
2
A
1.5
A
Soldadura
Voltaje
Voltaje
Grosor de la
Velocidad
Toma de
Velocidad
Toma de
Alambre:
0.0300.035
Tamaño del
Aleación:
4043
MÁQUINA POWER MIG 180T
Aleación:
Tamaño del
Alambre:
rosor de la
G
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
humos.
• Use ventilación o escape para eliminar los
humos de su zona de respiración.
Las CHISPAS DE SOLDADURA
pueden provocar un incendio o
explosión.
•Mantenga el material inflamable alejado.
• No suelde en contenedores que hayan albergado combustibles.
Los RAYOS DEL ARCO pueden
quemar.
•Utilice protección para los ojos,
oídos y cuerpo.
-------------------------------------------------------------------------------
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
Observe los Lineamientos de Seguridad adicionales
detallados en el inicio de este manual.
DESCRIPCIÓN DEL PRODUCTO
• Accesorio de soldadura de aluminio confiable
y de bajo precio para soldadores principiantes
y experimentados.
• Sistema totalmente cubierto.
• Es posible alimentar todas las combinaciones
de aleaciones de aluminio y diámetros de
alambre especificados con el mismo rodillo
impulsor y ensamble de guía de alambre.
• El cable de la pistola integra en forma compacta la corriente de soldadura y suministros
de gas con funciones de control de pistola.
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
B-1
MÁQUINA POWER MIG 180T
4043
0.035
Velocidad
Velocidad
0.030
Toma de
Voltaje
A
2
2.5
3.5
3.5
4.5
4.5
5
6.5
1.5
A
1.5
A
B
D
E
E
E
2
3
3.5
3.5
4
5
MÁQUINA POWER MIG 180T
5356
0.035
Velocidad
Velocidad
0.030
Toma de
Voltaje
A
5.5
7.5
3
A
3
4
B
5
B
D
E
8
E
8
E
2
2
3
4
5
6
6.5
6.5
MÁQUINA POWER MIG 180C
4043
0.035
Velocidad
Velocidad
0.030
Toma de
Voltaje
D
4.5
2
2
3
4
G
4
5
MAX
5
1.5
D
1.5
E
F
3
3.5
4
I
3.5
J
4
5
Toma de
Voltaje
A
A
A
B
D
D
E
E
Toma de
Voltaje
A
A
B
B
C
E
E
E
Toma de
Voltaje
D
D
E
F. 5
H
J
J
MAX
Page 60

N/A
N/A
N/A
N/A
N/A
N/A
3/16 pulg.
N/A
N/A
3/16 pulg.
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
10 ga
10 ga
3.5
E
E
3.5
5
E
6
12 ga
E
12 ga
3
E
E
3.5
5
D
14 ga
6
D
14 ga
D
2.5
3
D
4.5
16 ga
D
5
D
16 ga
2
C
C
3
4
B
18 ga
5
B
18 ga
2
B
B
2.5
2.5
A
20 ga
3
A
20 ga
B
2
2.5
B
2.5
22 ga
A
3
A
22 ga
Soldadura
Soldadura
Voltaje
Voltaje
Voltaje
Voltaje
Grosor de la
Grosor de la
Velocidad
Velocidad
Toma de
Toma de
Velocidad
Velocidad
Toma de
Toma de
Alambre:
Alambre:
0.030
0.030
0.035
0.035
Tamaño del
Tamaño del
4043
5356
Aleación:
Aleación:
MÁQUINA ProCore 125
MÁQUINA POWER MIG 140T
N/A
N/A
N/A
N/A
3/16 pulg.
N/A
N/A
N/A
N/A
3/16 pulg.
N/A
N/A
N/A
N/A
10 ga
N/A
N/A
N/A
N/A
10 ga
4
MAX
MAX
5
12 ga
3
E
4.5
E
12 ga
3
J
I
3
14 ga
3
E
E
4
14 ga
3
G
4
G
16 ga
3
D
D
4
16 ga
3
E.5
F
3
18 ga
2.5
B
3.5
C
18 ga
1.5
E
E
2
20 ga
2
A
B
2.5
20 ga
1.5
E
E
2
22 ga
1.5
A
A
2
22 ga
Soldadura
Soldadura
Voltaje
Voltaje
Voltaje
Voltaje
Grosor de la
Grosor de la
Velocidad
Velocidad
Toma de
Toma de
Velocidad
Velocidad
Toma de
Toma de
Alambre:
Alambre:
0.030
0.035
0.030
0.035
Tamaño del
Tamaño del
5356
Aleación:
4043
Aleación:
MÁQUINA POWER MIG 140C
MÁQUINA POWER MIG 140T
7
MAX
3/16 pulg.
MAX
9
N/A
N/A
N/A
N/A
3/16 pulg.
6
I
I
10 ga
8
N/A
N/A
N/A
N/A
10 ga
6
H
H
12 ga
8
5.5
MAX
MAX
7
12 ga
5.5
G
14 ga
7
G
5
I
J
6.5
14 ga
4.5
F
6
F
16 ga
5.5
G
G
16 ga
6
3.5
E
E
18 ga
5
4.5
F
F
5
18 ga
3
D
20 ga
3.5
D
2.5
E
E
3
20 ga
2.5
C
3
C
22 ga
2.5
E
E
22 ga
3
Soldadura
Soldadura
Voltaje
Voltaje
Voltaje
Voltaje
Grosor de la
Grosor de la
Velocidad
Velocidad
Toma de
Toma de
Velocidad
Velocidad
Toma de
Toma de
Alambre:
Alambre:
0.030
0.035
0.030
0.035
Tamaño del
Tamaño del
5356
Aleación:
4043
Aleación:
MÁQUINA POWER MIG 180C
MÁQUINA POWER MIG 140C
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
MÁQUINA POWER MIG 180C
5356
0.030
Velocidad
Toma de
Velocidad
Voltaje
C
3.5
3
5
6
7
8
8
MAX
9
2.5
D
E
F
G
H
3
3.5
4.5
5.5
6
I
6
7
OPERACIÓN
0.035
oma de
T
Voltaje
C
D
E
F
G
H
I
MAX
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
MÁQUINA POWER MIG 140C
4043
0.030
Velocidad
Toma de
Velocidad
Voltaje
E
6.5
N/A
N/A
3
3
5
6
MAX
7
N/A
N/A
2.5
E
2.5
F
4.5
G
5.5
I
5
5.5
N/A
N/A
0.035
Toma de
Voltaje
E
E
F
G
J
MAX
N/A
N/A
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
MÁQUINA POWER MIG 140T
4043
0.030
Velocidad
Toma de
Velocidad
Voltaje
2
A
2.5
3.5
4.5
N/A
N/A
4
4
N/A
N/A
1.5
A
B
D
E
E
2
2.5
3
3
3
N/A
N/A
MÁQUINA POWER MIG 140T
5356
0.030
Velocidad
Toma de
Velocidad
Voltaje
3
A
2.5
A
2.5
B
D
D
E
4
4.5
5
5
N/A
N/A
N/A
N/A
3
5
5
6
6
N/A
N/A
0.035
0.035
Toma de
Voltaje
A
B
C
D
E
E
N/A
N/A
Toma de
Voltaje
A
A
B
D
D
E
N/A
N/A
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
MÁQUINA POWER MIG 140C
5356
0.030
Velocidad
Toma de
Velocidad
Voltaje
2
E
1.5
E
1.5
3
G
3
I
3
4
N/A
N/A
N/A
N/A
2
3
E.5
4
3
5
MAX
N/A
N/A
MÁQUINA ProCore 125
4043
0.030
Velocidad
Toma de
Velocidad
Voltaje
2.5
2.5
3.5
3.5
N/A
N/A
B
B
3
C
3
D
E
E
N/A
N/A
2
2
2
2.5
3
3.5
N/A
N/A
0.035
Toma de
Voltaje
E
E
F
G
J
MAX
N/A
N/A
0.035
Toma de
Voltaje
B
B
C
D
E
E
N/A
N/A
B-2
Page 61

0.035
Toma de
Voltaje
A
B
C
D
E
E
N/A
N/A
OPERACIÓN
N/A
N/A
N/A
N/A
3/16 pulg.
N/A
N/A
N/A
N/A
10 ga
5.5
7
E
E
12 ga
5
6
E
E
14 ga
4.5
5
D
D
16 ga
4
4.5
C
C
18 ga
2
2.5
B
B
20 ga
2
2.5
A
A
22 ga
Soldadura
Voltaje
Voltaje
Grosor de la
Velocidad
Velocidad
Toma de
Toma de
Alambre:
0.030
0.035
Tamaño del
5356
Aleación:
MÁQUINA ProCore 125
Aleación:
Tamaño del
Alambre:
Grosor de la
Soldadura
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 pulg.
MÁQUINA ProCore 125
5356
0.030
Velocidad
Toma de
Velocidad
Voltaje
A
2.5
B
2.5
C
4.5
D
5
E
6
E
7
N/A
N/A
N/A
N/A
4.5
5.5
N/A
N/A
2
2
4
5
Después de elegir el alambre de soldadura
adecuado para su aplicación, cargue el alambre
de aluminio, y conecte la pistola y cable a la
máquina de soldadura. (Vea la Sección de
Instalación).
PROCEDIMIENTOS DE SOLDADURA
1. Le a y comprenda las Precauciones de
Seguridad de Soldadura de Arco localizadas
a lo largo de este manual y el Manual de
Instrucciones de la Máquina de Soldadura.
Asimismo, para consejos útiles en soldadura,
vea el Manual Aprenda a Soldar (LTW1) que
se proporciona con la máquina de soldadura.
2. Obtenga y utilice el equipo protector personal
adecuado para soldadura. Conecte el cable
de TRABAJO (-)(aterrizamiento de soldadura) a la(s) pieza(s) que se está(n) soldando.
Asegúrese de que la manguera de gas del
regulador del cilindro esté conectada a la
ENTRADA de gas de la soldadora. Abra la
válvula de gas del cilindro.
3. Conecte la alimentación de la máquina.
7. CTWD (Punta de Contacto a Distancia de
Trabajo): Coloque la pistola en tal forma que
la punta de contacto esté nominalmente a 3/8
de pulgada de la junta e inclinada con un
ángulo de empuje hacia la misma. El alambre de aluminio no debe tocar la pieza de trabajo. (Vea la figura B.1)
FIGURA B.1
Ángulo y
distancia de
soldadura
8. Proteja sus ojos y apriete el gatillo para
empezar a soldar.
9. Ajuste la velocidad de recorrido manual de la
pistola para lograr una soldadura adecuada.
El alambre que surge debe permanecer dentro del charco derretido y no pasar de ahí.
Esta velocidad tampoco deberá ser muy
lenta que haga que la pieza de trabajo se
derrita excesivamente o el cordón de soldadura se vuelva extremadamente largo.
10. Suelte el gatillo para detener la soldadura.
4. Gire el interrup tor de encendido de la
máquina a “ON”. Establezca las configuraciones de velocidad de alambre y toma de
voltaje conforme a las tablas que se proporcionan en el inicio de esta sección.
5. Coloque el selector de palanca dentro de la
máquina en la posición "Magnum 100SG".
Mantenga apretado el gatillo por cerca de 5
segundos para purgar la manguera.
Asegúrese de que la velocidad de flujo de
gas esté establecida de 20 a 50 SCFH a
través de la antorcha “spool gun”.
6. Corte el alambre de aluminio en tal forma
que se extienda 1/4 de pulgada de la punta
de contacto.
B-3
Page 62

MANTENIMIENTO
1
2
4
3
1
2
4
3
PRECAUCIONES DE SEGURI-
ADVERTENCIA
DAD
La DESCARGA ELÉCTRICA puede
causar la muerte.
•Sólo personal calificado deberá llevar a
cabo el mantenimiento.
• APAGUE la alimentación en el interruptor
de desconexión o caja de fusibles antes
de trabajar en este equipo.
• No toque las partes eléctricamente acti-
vas.
----------------------------------------------------------------
MANTENIMIENTO DE RUTINA Y
PERIÓDICO
HERRAMIENTAS RECOMENDADAS
• Destornillador Phillips #2
• Destornillador de punta plana
Llave para tuercas
•
• Llave dinamométrica
• Pinzas ajustables
• Llave de boca de 7/16 pulgadas (difusor
de gas)
• Llave de boca de 9/16 pulgadas (tuerca
de tubo de la pistola)
• Pinzas de soldadura (opcional)
• Alicate
• Pelacables
• Pinzas de punta de aguja
• Herramienta de compresión de terminal
• Lámpara de mano
• Medidor eléctrico de mano*
• Llave Allen métrica de 3.0 mm (tornillo
de rodillo impulsor)
• Cinta de medir o escala de 6 pulgadas
• Tacómetro (opcional)
*Nota: Se utilizan dos metros p ara medir
simultáneamente el voltaje y corriente
del motor de avance.
de 5/16 pulgadas
PINES DEL CONECTOR P6
PINES DEL CONECTOR P6
PRINCIPAL
LLAVE
4
- Motor
Negro
+ Motor
Rojo
3
Gatillo
Blanco
2
Gatillo
Blanco
1
Pin No.
Función
Color del Cablede la Pistola
Pin No.
1
2
3
4
REEMPLAZO DEL DIFUSOR DE GAS
Esta parte puede necesitar reemplazarse si ha
acumulado salpicadura excesiva y no puede
limpiarse:
1. Remueva el cono de gas y punta de contacto.
2. Con cuidado, sujete el tubo de la pistola con
pinzas para evitar que éste se afloje accidentalmente. El difusor de gas tiene roscas hacia
la derecha. Afloje el difusor de gas con una
llave. (Vea la Figura D.1)
TABLA D.1
Función
Gatillo
Gatillo
+ Motor
- Motor
LLAVE
PRINCIPAL
FIGURA D.1
Color del Cablede la Pistola
Blanco
Blanco
Rojo
Negro
PINES DEL CONECTOR P6
LIMPIEZA E INSPECCIONES
• Aspire cualquier viruta de aluminio que se
haya acumulado dentro de la pistola. (Vea
Corrección de Incidentes de Roce de
Alambres en esta sección).
• Limpie el polvo y desechos.
• Revise que el tubo de la pistola y su tuerca
estén bien apretados al conector del cable.
• Reemplace cualquier advertencia o etiquetas
de identificación del producto que estén ilegibles.
3. Instale el difusor de gas e hilo en su lugar en
el tubo de la pistola. Apriete el difusor en 41
a 47 pulg.-lbs. con la Llave Dinamométrica.
D-1
Page 63

MANTENIMIENTO
LINER ASSEMBLY REPLACEMENT
OR CLEANING
1. Replacement liner assemblies are factorymade to the correct length. No cutting is
required. The same liner fits all specified
wire sizes and alloys:
2. Remove gas cone, contact tip, and gas dif-
fuser (see Gas Diffuser Replacement in this
Section). Remove spool cover.
3. Liner removal: Grasp liner with Needle nose
pliers at point A. Gently work liner toward
cable connector until the liner is loose in it.
Be careful not to scrape linerʼs gas-tight seal
(point B) on connector. Withdraw liner out of
gun tube (arrow C). (See figure D.2)
FIGURA D.2
B
C
A
6. Reinstale el difusor de gas (vea la Figura
D.1) y rosca en su lugar. Permita que el
difusor empuje la guía a su posición final.
Apriete de 41 a 47 pulg.-lbs. con una llave
dinamométrica.
7. Reinstale la punta de contacto y cono de
gas.
REEMPLAZO DEL RODILLO IMPULSOR
1. El mismo rodillo impulsor es apto para
todos los tamaños y aleaciones de
alambre especificados (Vea la Tabla D.1).
2. Reemplace el rodillo impulsor si su ranura
de alimentación se ha desgastado o el
aluminio adherido no se puede limpiar.
3. Reemplazo del rodillo impulsor: Remueva
el alambre del mecanismo de
alimentación. Libere el rodillo impulsor
girando el twist-lock en cualquier dirección.
(Vea la figura D.4 y figura D.5).
4. El twist-lock se gira a la posición
asegurada, lo que sujeta al rodillo impulsor
en su lugar.
FIGURA D.4
3a. Clean out old liner by blowing out with shop
air or obtain a new replacement liner.
4. Deslice la guía, primero el extremo con
sello, en el tubo de la pistola. Sujete la
guía con pinzas en:
A. Em p u j e suavemente la guía en el
conector.
B. Revise que la guía pase a través de la
ranura en el alimentador de alambre.
C. Deje de empujar cuando la guía esté de
1.00 a 1.25 pulgadas del extremo del
tubo de la pistola. (Vea la figura D.3)
FIGURA D.3
A
B
C
5. Instalación de la Guía: Vea el Paso 5
anterior.
Twist-lock
Posición
Asegurada
5. El twist-lock se gira a la posición no asegurada, permitiendo la remoción del rodillo
impulsor.
FIGURA D.5
Twist-lock
Posición no
Asegurada
D-2
Page 64

MANTENIMIENTO
6. El rodillo impulsor se puede remover con pin-
zas, como se muestra en la f igura D.6.
Puede resultar útil aliviar la tensión del rodillo
de presión durante este paso.
FIGURA D.6
7. Limpie la ranura del rodillo impulsor u obten-
Orientación incorrecta. Observe que el resorte
inf
erior es visible en el diámetro interior del
rodamiento del rodillo de presión como india la
flecha.
FIGURA D.8
RIGHT
Idle Roll
Tension
ga un nuevo rodillo impulsor de reemplazo (si
es necesario).
8. Instale el rodillo impulsor invirtiendo los
pasos anteriores del 1 al 7. Cualquier lado
del rodillo impulsor puede estar hacia arriba.
REEMPLAZO DEL ENSAMBLE
DEL RODILLO DE PRESIÓN
1. Reemplace si no es apto para usarse; por
ejemplo, se está llenando de depósitos de
aluminio.
2. Remueva el rodillo impulsor. (Vea la Sección
de Mantenimiento)
3. Remueva los tornillos y roldanas de retención
del ensamble del rodillo de presión. (Vea la
figura D.7)
FIGURA D.7
4. Utilizando las pinzas de punta de aguja, jale
lentamente el ensamble del rodillo de pre-
Retaining screws
and washers
6. Utilizando las pinzas de punta de aguja,
FIGURA D.9
empuje el nuevo ensamble de rodillo de presión en el mecanismo de alimentación hasta
que esté totalmente asentado.
WRONG
7. Reinstale los tornillos y roldanas de retención.
No utilice los tornillos para arrastrar el rodillo
de presión en su lugar. Reinstale el rodillo
impulsor y alambre en el mecanismo de alimentación.
REEMPLAZO DEL ENSAMBLE DEL
TUBO DE LA PISTOLA
1. Reemplace si ya no es apto para usarse; por
ejemplo, su tubo de aislamiento se está
rompiendo.
2. Remueva el ensamble de la guía de alambre.
(Vea la Sección de Mantenimiento)
3. Remueva el lado izquierdo de la manija.
Afloje la tuerca del tubo de la pistola con una
llave. La tuerca tiene roscas hacia la
derecha. Utilice las pinzas ajustables en la
placa de montaje del tubo de la pistola para
evitar que el ensamble del cable gire en la
manija de la pistola. (Vea la figura D.10)
FIGURA D.10
sión fuera del mecanismo de alimentación
trabajando equitativamente ambos lados del
resorte de rodillo de presión con salientes.
5. Inserte el nuevo ensamble de rodillo de presión en el mecanismo de alimentación con la
orientación correcta, (Vea las figuras D.8 y
D.9).
Orientación correcta. Observe que el resorte
inferior no es visible en el diámetro interior del
rodamiento del rodillo de presión como indica la
flecha.
D-3
Page 65

MANTENIMIENTO
4. Obtenga un nuevo tubo de pistola de reemplazo
(si es necesario). Remueva la tuerca del tubo
de pistola anterior e instálela en el nuevo tubo
de la pistola. La tuerca deberá roscarse totalmente con los dedos contra el tubo aislador.
5. Deslice las roscas externas del tubo a través de
la placa de montaje del tubo de la pistola, y
atornille el tubo de la pistola a mano en el
conector del cable hasta que la tuerca jale la
placa de montaje contra el conector.
6. Apriete la tuerca y placa de montaje al conector
con la Llave Dinamométrica de 10 a 12 pieslibras.
7. Reensamble la pistola. Tenga cuidado de no
perforar ninguno de los cables entre las mitades
de la manija de la pistola.
REMOCIÓN E INSTALACIÓN DEL
ENSAMBLE DEL MECANISMO DE
ALIMENTACIÓN
1. No hay partes que necesiten servicio o man-
tenimiento dentro del mecanismo de alimentación.
2. Remueva el ensamble de la guía de alambre
(Vea la Sección de Mantenimiento, figuras D.2 y
D.3).
3. Remueva el lado izquierdo de la manija.
4. Desconecte los cables negro y rojo del motor
de avance. Tenga cuidado de evitar dañar las
partidas eléctricas de encendido rápido.
5. Deslice el mecanismo de alimentación fuera de
la mitad derecha de la manija.
6. Cuando reinstale el mecanismo de alimentación, observe que haya la conexión de
cables de motor adecuada de la figura.
Reconecte el cable de motor rojo a la terminal
positiva (+), marcada con el punto rojo como
indica la flecha. Reconecte el cable negro a la
otra terminal del motor. (Vea la figura D.11)
FIGURA D.11
7. Reensamble la pistola. Tenga cuidado de no
perforar ningún cable entre las mitades de la
manija de la pistola.
REEMPLAZO DEL ENSAMBLE DEL
GATILLO
1. No hay partes que necesiten servicio o manten-
imiento dentro del gatillo.
2. Remueva la cubierta del carrete y lado izquierdo
de la manija.
3. Deslice el gatillo fuera de la mitad derecha de la
manija. Desconecte ambos cables blancos del
gatillo. Tenga cuidado de evitar dañar los cables
y terminales eléctricos . (Vea la Figura D.12)
FIGURA D.12
Cables blancos
4. Conecte ambos cables blancos al nuevo gatillo.
Cualquier cable puede conectarse a cualquier
pin del gatillo (conexiones no polarizadas).
5. Deslice el nuevo gatillo en su lugar y reensam-
ble la pistola. Tenga cuidado de no perforar
ninguno de los cables entre las mitades de la
manija de la pistola.
REEMPLAZO DEL ENSAMBLE DEL
CABLE DE SOLDADURA
1. Generalmente, no hay partes que necesiten
servicio o mantenimiento, excepto ambos
anillos-o en el conector de alimentación y
gas de la máquina; estos sellos se pueden
reemplazar. Sin embargo, hay opciones:
Terminal “+”
Punto rojo
Cable
negro
• Cualquier daño a los cuatro cables de control AWG #22 en el extremo del cable de la
pistola de la máquina de soldadura (enchufe
P6) puede repararse sin remover o reemplazar todo este cable. Los cables pueden
empalmarse y soldarse juntos, y después
volverse aislar con tubería reductora de
calor. Vea la Tabla D.1 en la Sección de
Mantenimiento para una descripción de las
conexiones.
• De lo contrario, es posible reemplazar el
D-4
de pistola dañado
.
cable
Page 66

MANTENIMIENTO
2. Remueva el ensamble de la guía de alambre.
(Vea la Sección de Mantenimiento)
3. Remueva el ensamble del tubo de la pistola.
(Vea la Sección de Mantenimiento)
4. Remueva el ensamble del mecanismo de alimentación. (Vea la Sección de
Mantenimiento).
5. Desconecte el gatillo. Use las pinzas ajusta-
bles para remover el anclaje del cable de la
mitad derecha de la manija. (Vea la figura
D.13)
FIGURA D.13
6. Jale el cable dañado fuera de la mitad
derecha de la manija. El conector del cable
encajará a través de la apertura del anclaje.
Marque el nuevo cable en un punto de 4.750
a 4.813 pulgadas del extremo del conector
del cable. (Vea la figura D.14)
FIGURA D.14
FIGURE D.15
Mark for strain relief
8. Instale el nuevo cable de la pistola. Pase el conector
del cable a través de la ap ertura en la manij a
derecha, coloque el anclaje en su lugar y después
revise para asegurarse de que el cable no está retorcido entre el anclaje y el conector. Reensamble la
pistola invirtiendo los pasos del 2 al 5.
CORRECCIÓN DE INCIDENTES DE ROCE
DE ALAMBRES
1. Si la entrada del ensamble de la guía de alambre roza
con el alambre de aluminio (el alambre normalmente se
pela en astillas rizadas) durante la alimentación, las
líneas centrales del mecanismo de alimentación y la guía
de alambre en sí pueden estar desalineadas.
• Esta desalineación puede ocurrir cada vez que se reemplacen el tubo de la pistola, mecanismo de alimentación
o ensambles de cable de soldadura.
• Una cantidad limitada de ajuste está disponible en el
montaje del tubo de la pistola para eliminar posiblemente
el problema de roce.
2. Revise visualmente si el alambre está centrado en la
apertura de la entrada de la guía. Alimente el alambre a
través de la antorcha “spool gun” y anote en qué lado
parece ser que ocurre la fricción.
3. Remueva el lado izquierdo de la manija. Vea la Figura
D.10 Reemplazo del Tubo de la Pistola. Afloje ligeramente la tuerca del tubo de la pistola como se muestra.
7. Place the strain relief onto the new cable at the
mark as shown in figure D.15.
Ensamble de la guía de alambre (S26612)
KP2632-1
1-pieza
Ensamble del rodillo impulsor (S26236-2)
KP2529-2
periódico
1-pieza
reemplazo
Ensamble del tubo de la pistola (S19703-1)
KP2631-1
Partes de
1-pieza
Ensamble del cono de gas (M16294)
KP1938-1
1-pieza
Difusor de gas (S19728)
KP2040-1
1-pieza
Punta de contacto, alambre 0.035 S19726-3)
KP2039-3B1
Consumibles
Paquete de 10
Punta de contacto, alambre 0.030 (S19726-2)
KP2039-2B1
Paquete de 10
TABLA D.2
Consumibles
Partes de
reemplazo
periódico
Punta de contacto, alambre 0.030 (S19726-2)
Punta de contacto, alambre 0.035 S19726-3)
Ensamble del cono de gas (M16294)
Ensamble del tubo de la pistola (S19703-1)
Ensamble del rodillo impulsor (S26236-2)
Ensamble de la guía de alambre (S26612)
TABLA D.2
Difusor de gas (S19728)
4. Deslice el tubo de la pistola en el orificio de la placa de
montaje para realinear el alambre y después volver a apre-
tar la tuerca como se muestra. Reensamble la pistola.
5. Repita los pasos del 2 al 4 hasta que se elimine el roce.
Una acumulación ligera de polvo fino también es permisible después de alimentar 1/4 del carrete durante el uso de
soldadura.
KP2039-2B1
KP2039-3B1
KP2040-1
KP1938-1
KP2631-1
KP2529-2
KP2632-1
Paquete de 10
Paquete de 10
1-pieza
1-pieza
1-pieza
1-pieza
1-pieza
D-5
Page 67

LOCALIZACIÓN DE AVERÍAS
en la localización de fallas técnicas antes de proceder.
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizadopara asistencia
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
PRECAUCIÓN
toma en la máquina.
se enumeran los factores que pueden originar el sín-
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
que la máquina está presentando.
la lista que describa de la mejor manera el síntoma
posibles que la máquina pueda presentar. Encuentre
(SÍNTOMAS)”. Esta columna describe los síntomas
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
Paso 1.LOCALIZACIÓN DEL PROBLEMA
de Servicio de Campo Lincoln Autorizado
Recomendada de manera segura, contacte su Taller
Si no entiende o no puede llevar a cabo la Acción
tres pasos que se da enseguida.
Autorizado por Lincoln local.
de la máquina. Simplemente siga el procedimiento de
contacto con su Taller de Servicio de Campo
para ayudarle a localizar y a reparar posibles averías
Posible, generalmente recomienda que establezca
Paso 3.ACCIÓN RECOMENDADA
Esta guía de detección de problemas se proporciona
Esta columna proporciona una acción para la Causa
__________________________________________________________________________
largo de este manual.
descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo
técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
ADVERTENCIA
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
ADVERTENCIA
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosas para el
técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad y para evitar una
descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precauciones detalladas a lo
largo de este manual.
__________________________________________________________________________
Esta guía de detección de problemas se proporciona
para ayudarle a localizar y a reparar posibles averías
de la máquina. Simplemente siga el procedimiento de
tres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA
(SÍNTOMA).
Observe debajo de la columna llamada “PROBLEMA
(SÍNTOMAS)”. Esta columna describe los síntomas
posibles que la máquina pueda presentar. Encuentre
Paso 3.ACCIÓN RECOMENDADA
Esta columna proporciona una acción para la Causa
Posible, generalmente recomienda que establezca
contacto con su Taller de Servicio de Campo
Autorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la Acción
Recomendada de manera segura, contacte su Taller
de Servicio de Campo Lincoln Autorizado
la lista que describa de la mejor manera el síntoma
que la máquina está presentando.
Paso 2. CAUSA POSIBLE.
En la segunda columna llamada “CAUSA POSIBLE”
se enumeran los factores que pueden originar el síntoma en la máquina.
PRECAUCIÓN
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y
reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia
en la localización de fallas técnicas antes de proceder.
E-1
Page 68

LOCALIZACIÓN DE AVERÍAS
tacto con su Taller Local de Servicio de Campo Autorizado de Lincolnpara obtener asistencia de localización de averías técnica antes de proceder.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
PRECAUCIÓN
contraria.
revés.
mantenimiento)
Vueltas del rodillo impulsor en la dirección
1. Los plomos del motor están conectados en
1. Conecte correctamente. (véase la sección del
soldadura.
el manual de instrucciones de la máquina de
4. Bajo voltaje de motor.
4. Vea la sección de Localización de Averías en
Mantenimiento).
tubo de la pistola (Vea la Sección de
bre en la pistola.
va, limpie o reemplace la guía de alambre del
lo largo de la ruta de alimentación de alam-
roce de alambres, alambres torcidos, y remue-
3. El alambre está obstruido en alguna parte a
3. Revise si hay obstrucciones: elimine cualquier
muy baja.
mentación de alambre de la máquina está
alambre.
2. La configuración de la velocidad de ali-
2. Aumente la velocidad de alimentación de
aprieta el gatillo.
cubierto con aluminio.
plácelo.
Alimentación de alambre tardía cuando se
1. El rodillo impulsor está desgastado o
1. Limpie el rodillo de todo el aluminio o reemlizado.
pequeño para el diámetro de alambre uti-
es del tamaño correcto.
11. Tamaño de la punta de contacto muy
11. Reemplace la punta de contacto con una que
soldadura.
máquina.
el manual de instrucciones de la máquina de
10. No hay voltaje o corriente del motor de la
10. Vea la sección de Localización de averías en
del motor.
9. Motor de la antorcha “spool gun” dañado.
9. Contacte a LASF para un reemplazo posible
hay continuidad en el circuito del gatillo.
8. Circuito de gatillo defectuoso en la pistola.
8. Desconecte la pistola de la máquina y revise si
tenimiento)
7. Gatillo defectuoso. (Contactos abiertos)
7. Reemplace el gatillo. (Vea la sección de man-
“spool gun”.
máquina no está establecido en el modo
operación adecuada.
6. El interruptor de selector de palanca de la
6. Coloque el interruptor en la posición de
ada del mismo.
eado y si hay una resistencia mecánica apropi-
alambre, y revise si el alambre está bien alin-
5. Alambre anidado.
5. Corte el alambre anidado, vuelva a cargar el
de mantenimiento)
parcialmente bloqueada.
alambre del tubo de la pistola. (Vea la sección
4. Guía de alambre del tubo de la pistola total o
4. Remueva y limpie o reemplace la guía de
atrás.
3. La punta de contacto está quemada havia
3. Reemplace la punta de contacto.
do.
2. La antorcha “spool gun” no tiene alambre.
2. Instale un carrete lleno del alambre especifica-
aprieta el gatillo.
No hay alimentación de alambre cuando se
1. La máquina está apagada o desconectada.
1. Encienda o conecte la máquina.
PROBLEMAS
(SÍNTOMAS)
POSIBLE
RECOMENDADO
PROBLEMAS
CAUSA
CURSO DE ACCIÓN
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
No hay alimentación de alambre cuando se
aprieta el gatillo.
Alimentación de alambre tardía cuando se
aprieta el gatillo.
Vueltas del rodillo impulsor en la dirección
contraria.
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS
(SÍNTOMAS)
1. La máquina está apagada o desconectada.
2. La antorcha “spool gun” no tiene alambre.
3. La punta de contacto está quemada havia
atrás.
4. Guía de alambre del tubo de la pistola total o
parcialmente bloqueada.
5. Alambre anidado.
6. El interruptor de selector de palanca de la
máquina no está establecido en el modo
“spool gun”.
7. Gatillo defectuoso. (Contactos abiertos)
8. Circuito de gatillo defectuoso en la pistola.
9. Motor de la antorcha “spool gun” dañado.
10. No hay voltaje o corriente del motor de la
11. Tamaño de la punta de contacto muy
1. El rodillo impulsor está desgastado o
cubierto con aluminio.
2. La configuración de la velocidad de alimentación de alambre de la máquina está
muy baja.
3. El alambre está obstruido en alguna parte a
lo largo de la ruta de alimentación de alambre en la pistola.
4. Bajo voltaje de motor.
1. Los plomos del motor están conectados en
revés.
CAUSA
POSIBLE
PROBLEMAS
1. Encienda o conecte la máquina.
2. Instale un carrete lleno del alambre especificado.
3. Reemplace la punta de contacto.
4. Remueva y limpie o reemplace la guía de
alambre del tubo de la pistola. (Vea la sección
de mantenimiento)
5. Corte el alambre anidado, vuelva a cargar el
alambre, y revise si el alambre está bien alineado y si hay una resistencia mecánica apropiada del mismo.
6. Coloque el interruptor en la posición de
operación adecuada.
7. Reemplace el gatillo. (Vea la sección de mantenimiento)
8. Desconecte la pistola de la máquina y revise si
hay continuidad en el circuito del gatillo.
9. Contacte a LASF para un reemplazo posible
del motor.
10. Vea la sección de Localización de averías en
máquina.
pequeño para el diámetro de alambre utilizado.
el manual de instrucciones de la máquina de
soldadura.
11. Reemplace la punta de contacto con una que
es del tamaño correcto.
1. Limpie el rodillo de todo el aluminio o reemplácelo.
2. Aumente la velocidad de alimentación de
alambre.
3. Revise si hay obstrucciones: elimine cualquier
roce de alambres, alambres torcidos, y remueva, limpie o reemplace la guía de alambre del
tubo de la pistola (Vea la Sección de
Mantenimiento).
4. Vea la sección de Localización de Averías en
el manual de instrucciones de la máquina de
soldadura.
1. Conecte correctamente. (véase la sección del
mantenimiento)
CURSO DE ACCIÓN
RECOMENDADO
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
E-2
PRECAUCIÓN
Page 69

LOCALIZACIÓN DE AVERÍAS
tacto con su Taller Local de Servicio de Campo Autorizado de Lincolnpara obtener asistencia de localización de averías técnica antes de proceder.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
PRECAUCIÓN
mación.
inadecuados
6. Vea la Sección de Operación para infor-
6. Parámetros o técnica de soldadura
trodo.
máquina en la polaridad positiva de elec-
5. Reconecte la salida de soldadura de la
5. Polaridad de electrodo incorrecta.
a un lugar libre de viento antes de soldar.
4. Monte un protector contra viento o vaya
4. Soldadura en un ambiente venteado.
do y revise si mejora la apariencia.
ice un suministro alterno de gas conocigas lea 100% argón. Temporalmente util-
do.
3. Revise que la etiqueta del suministro de
3. Gas protector inadecuado o contaminaistente"
2. Vea el síntoma "Flujo de gas bajo o inex-
2. Bajo flujo de gas.
(porosidad o superficie opaca oxidada gris).
istente"
1. Vea el síntoma "Flujo de gas bajo o inex-
Apariencia deficiente del cordón de soldadura
1. No hay flujo de gas.
alambre intermitente o tardía.
intermitentemente.
2. Vea los síntomas en alimentación de
2. El alambre se puede estar alimentando
incorrecta).
de Contacto a Distancia de Trabajo es
de contacto.
mación de Soldadura adecuada.
inadecuados. (Ejemplo: CTWD (Punta
Quemado en retroceso frecuente de la punta
1. Vea la Sección de Operación para la infor-
1. Parámetros o técnica de soldadura
Mantenimiento De las Ediciones)
Alambre Que afeita La Sección Del
impulsión del alambre. (Véase Corregir El
líneas; realinee el tubo del arma con la
correctamente en la entrada del trazador de
afeitando el alambre.
6. Compruebe que el alambre esté alineado
6. El montaje del trazador de líneas está
de Roce de Alambres)
Mantenimiento Corrección de Incidentes
mo de alimentación. (Vea la Sección de
nee el tubo de la pistola con el mecanis-
alineado en la entrada de la guía; reali-
con el alambre.
5. Revise que el alambre este propiamente
5. El ensamble de guía de alambre roza
surja un alambre recto.
lenta a través de la pistola hasta que
ruta de alimentación.
4. Jale manualmente el alambre en forma
4. El alambre está torcido a lo largo de su
Mantenimiento)
el rodillo impulsor. (Vea la Sección de
minio.
3. Remueva y después limpie o reemplace
3. Rodillo impulsor está cubierto de alulock si están desgastados.
lo Allen guía); reemplace el cubo y twist-
sujetado en su lugar por el SHCS (tornil-
cubo y eje de salida.
2. Revise que el rodillo impulsor esté bien
2. El rodillo impulsor se ha aflojado en el
de la pistola.
se aprieta el gatillo.
adecuadamente dentro de la pistola.
largo de su ruta de alimentación dentro
1. Revise que el alambre esté alineado
Alimentación de alambre intermitente cuando
1. El alambre se atora mecánicamente a lo
PROBLEMAS
(SÍNTOMAS)
POSIBLE
RECOMENDADO
PROBLEMAS
CAUSA
CURSO DE ACCIÓN
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Alimentación de alambre intermitente cuando
se aprieta el gatillo.
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS
(SÍNTOMAS)
1. El alambre se atora mecánicamente a lo
largo de su ruta de alimentación dentro
de la pistola.
2. El rodillo impulsor se ha aflojado en el
cubo y eje de salida.
3. Rodillo impulsor está cubierto de aluminio.
CAUSA
POSIBLE
PROBLEMAS
CURSO DE ACCIÓN
RECOMENDADO
1. Revise que el alambre esté alineado
adecuadamente dentro de la pistola.
2. Revise que el rodillo impulsor esté bien
sujetado en su lugar por el SHCS (tornillo Allen guía); reemplace el cubo y twistlock si están desgastados.
3. Remueva y después limpie o reemplace
el rodillo impulsor. (Vea la Sección de
Mantenimiento)
4. El alambre está torcido a lo largo de su
ruta de alimentación.
5. El ensamble de guía de alambre roza
con el alambre.
6. El montaje del trazador de líneas está
afeitando el alambre.
Quemado en retroceso frecuente de la punta
de contacto.
Apariencia deficiente del cordón de soldadura
(porosidad o superficie opaca oxidada gris).
1. Parámetros o técnica de soldadura
inadecuados. (Ejemplo: CTWD (Punta
de Contacto a Distancia de Trabajo es
incorrecta).
2. El alambre se puede estar alimentando
intermitentemente.
1. No hay flujo de gas.
2. Bajo flujo de gas.
3. Gas protector inadecuado o contaminado.
4. Soldadura en un ambiente venteado.
5. Polaridad de electrodo incorrecta.
6. Parámetros o técnica de soldadura
inadecuados
4. Jale manualmente el alambre en forma
lenta a través de la pistola hasta que
surja un alambre recto.
5. Revise que el alambre este propiamente
alineado en la entrada de la guía; realinee el tubo de la pistola con el mecanismo de alimentación. (Vea la Sección de
Mantenimiento Corrección de Incidentes
de Roce de Alambres)
6. Compruebe que el alambre esté alineado
correctamente en la entrada del trazador de
líneas; realinee el tubo del arma con la
impulsión del alambre. (Véase Corregir El
Alambre Que afeita La Sección Del
Mantenimiento De las Ediciones)
1. Vea la Sección de Operación para la información de Soldadura adecuada.
2. Vea los síntomas en alimentación de
alambre intermitente o tardía.
1. Vea el síntoma "Flujo de gas bajo o inexistente"
2. Vea el síntoma "Flujo de gas bajo o inexistente"
3. Revise que la etiqueta del suministro de
gas lea 100% argón. Temporalmente utilice un suministro alterno de gas conocido y revise si mejora la apariencia.
4. Monte un protector contra viento o vaya
a un lugar libre de viento antes de soldar.
5. Reconecte la salida de soldadura de la
máquina en la polaridad positiva de electrodo.
6. Vea la Sección de Operación para información.
PRECAUCIÓN
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
E-3
Page 70

LOCALIZACIÓN DE AVERÍAS
tacto con su Taller Local de Servicio de Campo Autorizado de Lincolnpara obtener asistencia de localización de averías técnica antes de proceder.
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en con-
PRECAUCIÓN
Mantenimiento para ambos).
la pistola. (Vea la Sección de
dadura o del motor.
lo contrario, reemplace el cable de
común hacia el circuito de solmáquina; repare si es posible. De
en conjunto o tienen un corto
el conector P6 y cable de la
cable de la pistola tiene un corto
3. Cables de control dañados entre
3. Los cables del gatillo dentro del
la máquina.
do) en la máquina de soldadura.
2. Vea el manual de instrucciones de
2. Circuito de gatillo defectuoso (cerraapretar el gatillo de la pistola.
Sección de Mantenimiento)
o empieza a alimentar alambre sin
cerrados)
1. Reemplace el gatillo. (Vea la
El alimentador de alambre funciona
1. Gatillo defectuoso. (Contactos
Sección de Instalación).
tado en la máquina (Vea la
pistola no está totalmente inser-
ambos sellos. El conector de la
pistola al alimentador.
10. Anillos “O” dañados: reemplace
10. Fuga de gas en la conexión de la
Mantenimiento)
del cable.
de alambre. (Vea la Sección de
la guía de alambre y el conector
9. Reemplace el ensamble de la guía
9. Fuga de gas entre el ensamble de
fugas.
istro.
8. Encuentre y repare todas las
8. Fuga de gas excesiva del sumin-
difusor de gas.
o difusor de gas.
salpicadura en el cono de gas o
7. Limpie o reemplace el cono de gas
7. Bloqueo debido a acumulación de
Mantenimiento)
reemplácelo. (Vea la Sección de
aplanado.
6. Intente enderezar el cable, o
6. Cable de la pistola retorcido o
chos del tubo principal.
gas de la pistola.
5. Elimine con aire suave los dese-
5. Bloqueo a lo largo de la ruta de
la máquina.
máquina funciona mal.
4. Vea el manual de instrucciones de
4. La válvula de solenoide gas de la
tamente.
establecido entre 20 a 50 SCFH.
de gas está establecido incorrec-
3. Revise que el flujo de gas esté
3. El regulador del flujo de suministro
suministro de gas estén abiertas.
o desconectado.
2. Revise que todas las válvulas de
2. El suministro de gas está apagado
suministro de gas adecuado.
tente.
1. Revise que esté disponible un
Flujo de gas protector bajo o inexis-
1. Sin gas.
PROBLEMAS
(SÍNTOMAS)
POSIBLE
RECOMENDADO
PROBLEMAS
CAUSA
CURSO DE ACCIÓN
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Flujo de gas protector bajo o inexistente.
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
PROBLEMAS
(SÍNTOMAS)
CAUSA
POSIBLE
PROBLEMAS
1. Sin gas.
2. El suministro de gas está apagado
o desconectado.
3. El regulador del flujo de suministro
de gas está establecido incorrectamente.
4. La válvula de solenoide gas de la
máquina funciona mal.
5. Bloqueo a lo largo de la ruta de
gas de la pistola.
6. Cable de la pistola retorcido o
aplanado.
7. Bloqueo debido a acumulación de
salpicadura en el cono de gas o
difusor de gas.
8. Fuga de gas excesiva del suministro.
9. Fuga de gas entre el ensamble de
la guía de alambre y el conector
del cable.
10. Fuga de gas en la conexión de la
pistola al alimentador.
CURSO DE ACCIÓN
RECOMENDADO
1. Revise que esté disponible un
suministro de gas adecuado.
2. Revise que todas las válvulas de
suministro de gas estén abiertas.
3. Revise que el flujo de gas esté
establecido entre 20 a 50 SCFH.
4. Vea el manual de instrucciones de
la máquina.
5. Elimine con aire suave los desechos del tubo principal.
6. Intente enderezar el cable, o
reemplácelo. (Vea la Sección de
Mantenimiento)
7. Limpie o reemplace el cono de gas
o difusor de gas.
8. Encuentre y repare todas las
fugas.
9. Reemplace el ensamble de la guía
de alambre. (Vea la Sección de
Mantenimiento)
10. Anillos “O” dañados: reemplace
ambos sellos. El conector de la
pistola no está totalmente insertado en la máquina (Vea la
Sección de Instalación).
El alimentador de alambre funciona
o empieza a alimentar alambre sin
apretar el gatillo de la pistola.
1. Gatillo defectuoso. (Contactos
cerrados)
2. Circuito de gatillo defectuoso (cerra-
do) en la máquina de soldadura.
3. Los cables del gatillo dentro del
cable de la pistola tiene un corto
en conjunto o tienen un corto
común hacia el circuito de soldadura o del motor.
1. Reemplace el gatillo. (Vea la
Sección de Mantenimiento)
2. Vea el manual de instrucciones de
la máquina.
3. Cables de control dañados entre
el conector P6 y cable de la
máquina; repare si es posible. De
lo contrario, reemplace el cable de
la pistola. (Vea la Sección de
Mantenimiento para ambos).
PRECAUCIÓN
Si por alguna razón no entiende los procedimientos de prueba o no es capaz de llevar a cabo las pruebas/reparaciones en forma segura, póngase en contacto con su Taller Local de Servicio de Campo Autorizado de Lincoln para obtener asistencia de localización de averías técnica antes de proceder.
E-4
Page 71

DIAGRAMA DE CABLEADO
DIAGRAMA DE CABLEADO DE LA INTERFAZ DE LA ANTORCHA “SPOOL GUN”
GUN”
L
NTORCHA “SPOO
A
A INTERFAZ DE LA
E L
LEADO D
AB
E C
D
AMA
R
G
A
DI
NOTA: Este diagrama está para la referencia solamente. Puede no ser exacto para
todas las máquinas cubiertas por este manual. El diagrama específico para
un código particular se pega dentro de la máquina en uno de los paneles del
recinto.
F-1
Page 72

NOTES, NOTAS
MAGNUM 100SG
®
Page 73

PISTOLET À BOBINE MAGNUM
100SG
La sécurité dépend de vous
Le matériel de soudage et de
coupage à lʼarc Lincoln est
conçu et construit en tenant
compte de la sécurité.
Toutefois, la sécurité en
général peut être accrue grâce
à une bonne installation... et à
la plus grande prudence de
votre part. NE PAS
INSTALLER, UTILISER OU
RÉPARER CE MATÉRIEL
SANS AVOIR LU CE MANUEL
ET LES MESURES DE SÉCURITÉ QUʼIL CONTIENT. Et,
par dessus tout, réfléchir avant
dʼagir et exercer la plus grande
prudence.
IMF913-A
®
Août, 2010
MANUEL DE LʼOPÉRATEUR
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
Page 74

de façon appropriée
débrancher le couverc
le du distributeur ou le fil magnétique
fils des bougies, le chapeau de distributeur ou la magnéto
de soudage.
tenant le groupe électrogène de soudage, de connecter les
essence en effectuant un réglage du moteur ou en entre-
2.d.5. Ne pas travailler juste à côté de la source de courant
1.g. Pour ne pas faire démarrer accidentellement les moteurs à
____________________________________________________
possible de la zone de soudage.
2.d.4. Connecter
le câble de retour à la pièce le plus près
câble de retour doit également se trouver à droite.
retour. Si le câble dʼélectrode se trouve à droite, le
mande des gaz pendant que le moteur tourne.
2.d.3. Ne pas se tenir entre les câbles dʼélectrode et de
moteur. Ne pas appuyer sur la tige de com-
1.f. Ne pas mettre les mains près du ventilateur du
2.d.2. Ne jamais entourer le câble électrode autour du corps.
____________________________________________________
vaille près de pièces en mouvement.
si possible avec du ruban adhésif.
rudence quand on tra-
Toujours agir avec la plus grande p
les remettre en place quand lʼentretien prescrit est terminé.
2.d.1.
Regrouper les câbles dʼélectrode et de retour. Les fixer
Ne déposer les protecteurs que quand cʼest nécessaire et
protecteurs de sécurité pour effectuer lʼentretien prescrit.
nétiques du circuit de soudage:
1.e. Dans certains cas, il peut être nécessaire de déposer les
de réduire au minimum lʼexposition aux champs électromag-
____________________________________________________
2.d.Les soudeurs devraient suivre les consignes suivantes afin
utilise ou répare le matériel.
dʼautres pi
èces en mouvement quand on met en marche,
connaît pas encore.
courroies trapézoïdales, des engrenages, des ventilateurs et
soudage peut avoir dʼautres effets sur la
santé que lʼon ne
mains, les cheveux, les vêtements et les outils éloignés des
rité doivent être toujours en place et en bon état. Tenir les
2.c.Lʼexposition aux champs électromagnétiques lors du
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
____________________________________________________
sulter leur médecin avant dʼentreprendre le soudage
nʼont pas été éliminées.
soudeurs qui portent un stimulateur cardiaque devraient conle moteur en marche tant que les vapeurs
interférences pour les stimulateurs cardiaques, et les
sʼest renversé, lʼessuyer et ne pas remettre
2.b.Les champs électromagnétiques (EMF)peuvent créer des
rant quand on fait le plein. Si du carburant
ne sʼenflamme. Ne pas renverser du carbuautour des câbles et des machines de soudage.
au contact de pièces du moteur chaudes et
Le courant de soudage crée des champs magnétiques
er que du carburant renversé ne se vaporise
refroidir avant de faire le plein pour empêch-
conducteurs crée des champs électromagnétiques locaux.
moteur tourne. Arrêter le moteur et le laisser
2.a. Le courant électrique qui circule dans les
flamme nue, dʼun arc de soudage ou si le
1.c. Ne pas faire le plein de carburant près dʼune
peuvent être dangereux
__________________________________________________
ÉLECTROMAGNÉTIQUES
LES CHAMPS
moteur à lʼextérieur.
encore évacuer les gaz dʼéchappement du
térieur ou dans des endroits bien aérés ou
1.b.Ne faire fonctionner les moteurs quʼà lʼex-
___________________________________________________
lʼentretien.
quʼil ne soit nécessaire que le moteur tourne pour effectuer
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
radiateur quand le moteur est chaud.
ÉLECTROGÈNES
enlever le bouchon sous pression du
POUR LES GROUPES
1.h.Pour éviter de sʼébouillanter, ne pas
NE SONT CONFIÉES QUÀ DES PERSONNES QUALIFIÉES.
SASSURER QUE LES ÉTAPES DINSTALLATION, DUTILISATION, DENTRETIEN ET DE RÉPARATION
1199.
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117Society, P.O. Box 350140, Miami, Floride
33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
sécurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
DIAQUE DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DUTILISER LAPPAREIL.
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARLE SOUDAGE À LARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
Cecisʼappliqueauxmoteursdiesel.Cecisʼappliqueauxmoteursàessence.
dangers pour la reproduction.
pour la reproduction.
pour provoquer le cancer, des malformations ou autres
provoquer le cancer, des malformations et des dangers
leurs constituants sont connus par lʼÉtat de Californie
produits chimiques connus par lʼÉtat de Californie pour
Les gaz dʼéchappement du moteur diesel et certains de
Les gaz dʼéchappement de ce produit contiennent des
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
ADVERTISSEMENT
SÉCURITÉ
i
i
i
SÉCURITÉ
i
ADVERTISSEMENT
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz dʼéchappement du moteur diesel et certains de
leurs constituants sont connus par lʼÉtat de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
Ceci sʼapplique aux moteurs diesel.
LE SOUDAGE À LARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DUTILISER LAPPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
écurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
s
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
u livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
d
1199.
SASSURER QUE LES ÉTAPES DINSTALLATION, DUTILISATION, DENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QUÀ DES PERSONNES QUALIFIÉES.
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
quʼil ne soit nécessaire que le moteur tourne pour effectuer
lʼentretien.
___________________________________________________
__________________________________________________
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécu-
____________________________________________________
1.e. Dans certains cas, il peut être nécessaire de déposer les
____________________________________________________
____________________________________________________
1.g. Pour ne pas faire démarrer accidentellement les moteurs à
1.b.Ne faire fonctionner les moteurs quʼà lʼextérieur ou dans des endroits bien aérés ou
encore évacuer les gaz dʼéchappement du
moteur à lʼextérieur.
1.c. Ne pas faire le plein de carburant près dʼune
flamme nue, dʼun arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêcher que du carburant renversé ne se vaporise
au contact de
ne sʼenflamme. Ne pas renverser du carburant quand on fait le plein. Si du carburant
sʼest renversé, lʼessuyer et ne pas remettre
le moteur en marche tant que les vapeurs
nʼont pas été éliminées.
rité doivent être toujours en place et en bon état. Tenir les
mains, les cheveux, les vêtements et les outils éloignés des
courroies trapézoïdales, des engrenages, des ventilateurs et
dʼautres pi
èces en mouvement quand on met en marche,
utilise ou répare le matériel.
protecteurs de sécurité pour effectuer lʼentretien prescrit.
Ne déposer les protecteurs que quand cʼest nécessaire et
les remettre en place quand lʼentretien prescrit est terminé.
Tou jours agir avec la plus grande p
vaille près de pièces en mouvement.
1.f. Ne pas mettre les mains près du ventilateur du
moteur. Ne pas appuyer sur la tige de commande des gaz pendant que le moteur tourne.
essence en effectuant un réglage du moteur ou en entretenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
débrancher le couverc
de façon appropriée
pièces du moteur chaudes et
rudence quand on tra-
le du distributeur ou le fil magnétique
Les gaz dʼéchappement de ce produit contiennent des
produits chimiques connus par lʼÉtat de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci sʼapplique aux moteurs à essence.
1.h. Pour éviter de sʼébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
conducteurs crée des champs électromagnétiques locaux.
Le courant de soudage crée des champs magnétiques
autour des câbles et des machines de soudage.
2.b. Les champs électromagnétiques (EMF)peuvent cr
interférences pour les stimulateurs cardiaques, et les
soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant dʼentreprendre le soudage
2.c. Lʼexposition aux champs électromagnétiques lors du
soudage peut avoir dʼautres effets sur la
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum lʼexposition aux champs électromagnétiques du circuit de soudage:
2.d.1.
2.d.2. Ne jamais entourer le câble électrode autour du corps.
2.d.3. Ne pas se tenir entre les câbles dʼélectrode et de
2.d.4. Connecter
2.d.5. Ne pas travailler juste à côté de la source de courant
2.a. Le courant électrique qui circule dans les
éer des
santé que lʼon ne
Regrouper les câbles dʼélectrode et de retour. Les fixer
si possible avec du ruban adhésif.
retour. Si le câble dʼélectrode se trouve à droite, le
câble de retour doit également se trouver à droite.
le câble de retour à la pièce le plus près
possible de la zone de soudage.
de soudage.
Page 75

Page 76

Page 77

zonesoùlʼonpiquelelaitier.
soudage.Utiliserdeslunettesavecécranslaterauxdansles
5.Toujoursporterdeslunettesdesécuritédanslazonede
sdesûretéàleurplace.
4.Gardertouslescouverclesetdispositif
onssansrevers,etchaussuresmontantes.
tal
delʼhuile,telsquelesgantsencuir,chemiseépaisse,paneràlʼinterrupteuràlaboitedefusibles.
soudage.Seprotégeravecdesvêtementsdeprotectionlibres
3.Avantdefairesdestravauxàlʼinterieurdeposte,ladebranch-
4.Desgouttesdelaitierenfusionsontémisesdelʼarcde
effectuésparunélectricienqualifié.
soudageàlʼaidedʼécransappropriésetnon-inflammables.
2.Autantquepossible,Iʼinstallationetlʼentretienduposteseront
c.Protégerlʼautrepersonneltravaillantàproximitéau
desoudeuretdesaidescontrelerayonnementdelʻarc.
bonnemiseàlaterre.
b.Porterdesvêtementsconvenablesafindeprotégerlapeau
demontageoulapieceàsouderdoitêtrebranchéàune
quandonregardelʼarc.
lʼélectricitéetauxrecommendationsdufabricant.Ledispositif
projectionsquandonsoudeou
nementdelʼarcetdes
1.Relieràlaterrelechassisduposteconformementaucodede
quʼunverreblancafindeseprotégerlesyeuxdurayon-
a.Utiliserunbonmasqueavecunverrefiltrantappropriéainsi
REDRESSEUR
3.Uncoupdʼarcpeutêtreplussévèrequʼuncoupdesoliel,donc:
TRANSFORMATEURETÀ
corps.
LESMACHINESÀSOUDERÀ
enroulerlecâble-électrodeautourdenʼimportequellepartiedu
contreleschutesdanslecasouonrecoitunchoc.Nejamais
PRÉCAUTIONSDESÛRETÉPOUR
rotéger
2.Danslecasdetravailaudessusduniveaudusol,sep
soudage.
pourleporte-électrodesʼapplicuentaussiaupistoletde
courantpoursoudagesemi-automatique,cesprecautions
W117.2-1974.
f.Sionutiliselamachineàsoudercommeunesourcede
lecode“Codeforsafetyinweldingandcutting”CSAStandard
delatensionàvidedesdeuxmachines.
ûreté,voir
11.Pourobtenirdeplusamplesrenseignementssurlas
parcequelatensionentrelesdeuxpincespeutêtreletotal
desporte-électrodesconnectésàdeuxmachinesàsouder
ouautresproduitsirritants.
e.Nejamaistouchersimultanémentlespartiessoustension
dusolvantpourproduireduphosgéne(gasfortementtoxique)
refroidir.
chaleuroulesrayonsdelʼarcpeuventréagiraveclesvapeurs
électrodedanslʼeaupourle
d.Nejamaisplongerleporte-
dʼopérationsdedégraissage,nettoyageoupistolage.La
tionnement.
10.Nepassouderenprésencedevapeursdechloreprovenant
soudageetlamachineàsouderenbonetsûrétatdefonc-
c.Maintenirleporte-électrode,lapincedemasse,lecâblede
produitdesfumeéstoxiques.
partieducorpspeutêtreencontactaveclamasse.
galvaniséesplombées,oucadmiéesoutoutautremétalqui
lespositionsassisoucouchépourlesquellesunegrande
es
Ceciestparticuliérementimportantpourlesoudagedetôl
alliqueoudesgrillesmetalliques,principalementdans
9.Assureruneventilationsuffisantedanslazonedesoudage.
soudedansdesendroitshumides,ousurunplanchermet-
b.Fairetrésattentiondebiensʼisolerdelamassequandon
câblesjusquʼàcequʼilsserompent.
pourisolerlesmains.
trous
risquesdʼincendieoudʼechauffementdeschainesetdes
oulesvétementsmouillés.Porterdesgantssecsetsans
câblesdegrue,ouautrescircuits.Celapeutprovoquerdes
toutcontactentrelespartiessoustensionetlapeaunue
passerlecourantdesoudageparleschainesdelevage,
quandlamachineàsouderestenmarche.Evitertoujours
éloignésdelazonedetravail,onaugmentelerisquedevoir
a.Lescircuitsàlʼélectrodeetàlapiécesontsoustension
massesurlacharpentedelaconstructionoudʼautresendroits
placela
lazonedetravailquʼilestpratiquedelefaire.Sion
1.Protegez-vouscontrelasecousseélectrique:
8.Sʼassurerquelamasseestconnectéelepluspréspossiblede
SûretéPourSoudageALArc
échauffementetunrisquedʼincendie.
antes:
lamasse.Uncourt-circuitaccidentalpeutprovoquerun
manuelaussibienquelesprécautionsdesûretégénéralessuiv-
7.Quandonnesoudepas,poserlapinceàuneendroitisoléde
etlesprécautionsdesûretéspecifiquesquiparraissentdansce
Pourvotrepropreprotectionlireetobservertouteslesinstructions
prévenirtoutrisquedʼincendiedûauxétincelles.
6.Eloignerlesmatériauxinflammablesoulesrecouvrirafinde
PRÉCAUTIONSDESÛRETÉ
SAFETY
iv
iv
iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suiv-
antes:
Sûreté Pour Soudage A LArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et àla piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous
pour isoler les mains.
b. Faire trés attention de bien sʼisoler de lamassequand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couchépour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pincedemasse,lecâblede
soudage et la machine à souder en bon et sûr état defonc-
tionnement.
d.Ne jamais plonger le porte-
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deuxpinces peut être letotal
de la tension à vide des deux machines.
f.Sionutilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol,sep
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler lecâble-électrode autour de nʼimporte quelle partie du
corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi
quʼun verre blanc afin de se protéger les yeux du rayonnement de lʼarc et des
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre lerayonnement de lʻarc.
c. Protéger lʼautre personnel travaillant àproximité au
soudage àlʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pantal
ons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones oùlʼon pique le laitier.
électrode dans lʼeau pour le
rotéger
projections quand on soude ou
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû auxétincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidentalpeut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possiblede
la zone de travailquʼil est pratique de le faire. Si on
masse sur la charpente de la construction ou dʼautres endroits
éloignésdela zone de travail, on augmente lerisque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼilsserompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôl
galvanisées plombées, ou cadmiées ou tout autre métalqui
produit des fumeéstoxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur las
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
place la
ûreté, voir
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier àla terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branchéàune
bonne mise àla terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travauxàlʼinterieur de poste, la debranch-
er àlʼinterrupteur àla boite de fusibles.
4. Garder tous les couvercles et dispositif
sdesûretéàleur place.
es
Page 78

matériel.
Merci
Merci
Cet avis apparaît quand on doitsuivre les informations pour éviter les blessures légèresou les dommages du
ATTENTION
voire mortelles.
Cet avis apparaît quand on doit suivre scrupuleusementles informations pour éviter les blessures graves
AVERTISSEMENT
cune d elle est expliqué ci-après :
consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d importance à attacher à chamaintenez-le à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux
Lisez complètement ce Manuel de l Opérateur avant d essayer d utiliser cet appareil. Gardez ce manuel et
l envoyer.
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
WEB SITE www.lincolnelectric.com. Choisissez l option « Liens
• Pour une inscription en Ligne: Visitez notre
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Par fax: Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
InscriptionenLigne
toujours l'information que vous avez enregistrée ci-dessus.
Toutes les fois que vous demandez des pièces de rechange pour ou l'information sur cette d'équipement offre
Date d'achat __________________________________
Nombre modèle de nom et de Spéc. de ventes (K-xxx) _____________________________________
information peut être trouvée sur votre plaque signalétique d'équipement.
Veuillez enregistrer votre information d'identification d'équipement ci-dessous pour la future référence. Cette
nie de transport lorsque l'expédition est reçue.
réclamations pour le matériel endommagé dans l'expédition doivent être faites par l'acheteur contre la compag-
Quand cet équipement est embarqué, le titre passe à l'acheteur sur le reçu par le porteur. En conséquence, des
Veuillezexaminerlecartonetl'équipementpourdesdommagesimmédiatement
le site www.lincolnelectric.com pour la mise à jour de ces informations.
Susceptible d être Modifié - Autant que nous le sachons, cette information est exacte au moment de l impression. Prière de visiter
Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d exigences de service.
uniquement du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de
Lincoln Electric est un fabricant sensible, mais le choix et l utilisation de produits spécifiques vendus par Lincoln Electric relève
ou conseils ne créé, ni étend ni altère aucune garantie concernant la vente de nos produits.
à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations
ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise
quelque sorte qu elle soit, y compris toute garantie de compatibilité avec l objectif particulier du client, quant à ces informations
seils et n assume aucune responsabilité à l égard de ces informations ou conseils. Nous dénions expressément toute garantie de
ant sur la meilleure information que nous possédons sur le moment. Lincoln Electric n est pas en mesure de garantir de tels con-
Lincoln Electric de les conseiller ou de les informer sur l utilisation de nos produits. Nous répondons à nos clients en nous bas-
Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois, les acheteurs peuvent demander à
qualité, les pièces de rechange et les appareils de coupage.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d appareils de soudage de grande
POLITIQUE D ASSISTANCE AU CLIENT
••• tout comme nous sommes fiers de vous livrer ce produit.
tenons à ce que vous soyez fier d utiliser ce produit Lincoln Electric
d avoir choisi un produit de QUALITÉ Lincoln Electric. Nous
vv
d avoir choisi un produit de QUALITÉ Lincoln Electric. Nous
tenons à ce que vous soyez fier d utiliser ce produit Lincoln Electric
••• tout comme nous sommes fiers de vous livrer ce produit.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d appareils de soudage de grande
Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois, les acheteurs peuvent demander à
Lincoln Electric de les conseiller ou de les informer sur l utilisation de nos produits. Nous répondons à nos clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric n est pas en mesure de garantir de tels conseils et n assume aucune responsabilité à l égard de ces informations ou conseils. Nous dénions expressément toute garantie de
quelque sorte qu elle soit, y compris toute garantie de compatibilité avec l objectif particulier du client, quant à ces informations
ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise
à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations
Lincoln Electric est un fabricant sensible, mais le choix et l utilisation de produits spécifiques vendus par Lincoln Electric relève
uniquement du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de
Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d exigences de service.
Susceptible d être Modifié - Autant que nous le sachons, cette information est exacte au moment de l impression. Prière de visiter
ou conseils ne créé, ni étend ni altère aucune garantie concernant la vente de nos produits.
le site www.lincolnelectric.com pour la mise à jour de ces informations.
POLITIQUE D ASSISTANCE AU CLIENT
qualité, les pièces de rechange et les appareils de coupage.
Veuillez examiner le carton et l'équipement pour des dommages immédiatement
Quand cet équipement est embarqué, le titre passe à l'acheteur sur le reçu par le porteur. En conséquence, des
réclamations pour le matériel endommagé dans l'expédition doivent être faites par l'acheteur contre la compagnie de transport lorsque l'expédition est reçue.
Veuillez enregistrer votre information d'identification d'équipement ci-dessous pour la future référence. Cette
information peut être trouvée sur votre plaque signalétique d'équipement.
Nombre modèle de nom et de Spéc. de ventes (K-xxx) _____________________________________
Date d'achat __________________________________
Toutes les fois que vous demandez des pièces de rechange pour ou l'information sur cette d'équipement offre
toujours l'information que vous avez enregistrée ci-dessus.
vv
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax: Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
WEB SITE www.lincolnelectric.com. Choisissez l option « Liens
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
l envoyer.
Lisez complètement ce Manuel de l Opérateur avant d essayer d utiliser cet appareil. Gardez ce manuel et
maintenez-le à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux
consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d importance à attacher à chacune d elle est expliqué ci-après :
AVERTISSEMENT
Inscription en Ligne
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves
voire mortelles.
ATTENTION
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du
matériel.
Page 79

TABLE OF CONTENTS
Page
NSTALLATION Section---------------------------------------------------------------------------------A
I
Spécifications Techniques----------------------------------------------------------------------- A-1
Déballage du Pistolet à Bobine-----------------------------------------------------------------A-1
Mesures de Sécurité------------------------------------------------------------------------------ A-2
Repérage des Composants et des Fonctionnalitees du Pistolet à Bobine---------- A-2
Ensemble des Composants a lʼIntérieur du Pistolet à Bobine Magnum------------- A-3
Machines De Soudure---------------------------------------------------------------------------- A-4
Soudeuses Recomandées---------------------------------------------------------------------- A-5
Installation De Commutateur De Sélecteur D'Entraînement De Pistolet/Fil De Bobine
Préparation de Routine de la Soudeuse----------------------------------------------------- A-10
Préparation du Pistolet à Bobine--------------------------------------------------------------- A-10
Chargement du Fil en Aluminium------------------------------------------------A-10 thru A-13
Connexion du Pistolet sur la Soudeuse-----------------------------------------------------A-13
__________________________________________________________________
ONCTIONNEMENT Section----------------------------------------------------------------------------B
F
Mesures de Sécurité-------------------------------------------------------------------------------B-1
Description du Produit-----------------------------------------------------------------------------B-1
Réglages de la Vitesse et de la Prise de Tension de la Machine----------------B-1, B-2
Procédures de Soudage--------------------------------------------------------------------------B-3
__________________________________________________________________
Entretien Section------------------------------------------------------------------------------------D
Mesures de Sécurité------------------------------------------------------------------------------D-1
Entretien de Routine et Périodique------------------------------------------------------------D-1
Outils Requis----------------------------------------------------------------------------------------D-1
Nettoyage et Inspections-------------------------------------------------------------------------D-1
Brochage du Connecteur P6--------------------------------------------------------------------D-1
Changement du Diffuseur de Gaz-------------------------------------------------------------D-1
Changement ou Nettoyage de lʼEnsemble de la Bande de Remplissage-----------D-2
Changement du Rouleau Conducteur--------------------------------------------------------D-2
Changement de lʼEnsemble du Cylindre dʼAppui------------------------------------------D-3
Changement de lʼEnsemble du Tube du Pistolet------------------------------------------D-3
Retrait et Installation de lʼEnsemble de lʼEntraîneur de Fil------------------------------D-4
Changement de lʼEnsemble de la Gâchette------------------------------------------------ D-4
Changement de lʼEnsemble du Câble de Soudage---------------------------------D-4, D-5
Correction des Copeaux de Fil------------------------------------------------------------------D-5
__________________________________________________________________
-----A-6 thru A-9
Page 80

TABLE OF CONTENTS
Page
Guide de Dépannage Section ----------------------------------------------------------------------E
Mesures de Sécurité---------------------------------------------------------------------------------E-1
Comment Utiliser la Guide de Dépannage-----------------------------------------------------E-1
Guide de Dépannage------------------------------------------------------------------------E-2 to E-4
____________________________________________________________________
Diagrammes Section ----------------------------------------------------------------------------------F
Diagramme de Câblage-----------------------------------------------------------------------------F-1
____________________________________________________________________
Liste de Pièces--------------------------------------------------------------------------P-554 Series
____________________________________________________________________
Page 81

INSTALLATION
6
2
Sachet en Plastique
5
6. Un harnais électrique M21182 avec commutateur.
4
5. Un manuel dʼinstructions (IM913).
4. Trois pointes de contact S19726-3.
0,035.
3. Une bobine de fil en alliage dʼaluminium 4043 de
avec le fil en alliage 5356 ; la bobine de fil nʼest pas installée.
2. Un Ressort à Compression Conique T11862-65 à utiliser
1. Un pistolet à bobine K2532-1 totalement assemblé avec
coffret, véri
fier quʼil contienne les articles suivants :
3
minium de 0,035 de diamètre. Après avoir ouvert le
livré totalement équipé pour souder avec du fil en alupuis emballé dans son propre coffret matelassé. Il est
1
Le pistolet à bobine est assemblé et testé en usine,
DÉBALLAGE DU PISTOLET À BOBINE
MÉTHODE DE REFROIDISSEMENT
Refroidi à lʼair.
MÉTHODE DE GUIDAGE
Semi-automatique (guidé manuellement).
ENGLOBANTE)
maximum, sans coffret ni câble de
pistolet.
TAILLE GLOBALE (BOÎTE
En pouces : 15,75 de long x 10,50 de haut x 4,25 dʼépaisseur
LONGUEUR DE CÂBLE
10,0 – 0,2 pieds.
POIDS GLOBAL
3,5 lbs. avec câble mais sans coffret ou bobine.
NAL ET FACTEUR DE MARCHE
COURANT DE SOUDAGE NOMI-
130 amps à 30% sur une base de 10 minutes.
Bobine dʼ1 lb., et de 4 p
TAILLE DE BOBINE
ouces de diamètre nominal.
Fil solide de 0,030 ou 0,035 pouces (0,8 ou 0,9 mm).
TAILLES DE FIL (DIAMÈTRES)
Uniquement aluminium : alliages 4043 ou 5356.
ALLIAGES DE FIL
gaz de protection de soudage à 100% dʼargon.
GMAW (MIG) Aluminium, polarité positive dʼélectrode CC avec
PROCÉDÉ DE SOUDAGE
MODÈLE
K2532-1 Pistolet à Bobine Magnum 100SG
®
SPÉCIFICATIONS TECHNIQUES – PISTOLET À BOBINE MAGNUM 100SG K2532-1
®
SPÉCIFICATIONS TECHNIQUES – PISTOLET À BOBINE MAGNUM 100SG K2532-1
MODÈLE
PROCÉDÉ DE SOUDAGE
K2532-1 Pistolet à Bobine Magnum 100SG
GMAW (MIG) Aluminium, polarité positive dʼélectrode CC avec
®
®
gaz de protection de soudage à 100% dʼargon.
ALLIAGES DE FIL
TAILLES DE FIL (DIAMÈTRES)
TAILLE DE BOBINE
COURANT DE SOUDAGE NOMI-
Uniquement aluminium : alliages 4043 ou 5356.
Fil solide de 0,030 ou 0,035 pouces (0,8 ou 0,9 mm).
Bobine dʼ1 lb., et de 4 p
ouces de diamètre nominal.
130 amps à 30% sur une base de 10 minutes.
NAL ET FACTEUR DE MARCHE
POIDS GLOBAL
LONGUEUR DE CÂBLE
TAILLE GLOBALE (BOÎTE
ENGLOBANTE)
MÉTHODE DE GUIDAGE
MÉTHODE DE REFROIDISSEMENT
3,5 lbs. avec câble mais sans coffret ou bobine.
10,0 – 0,2 pieds.
En pouces : 15,75 de long x 10,50 de haut x 4,25 dʼépaisseur
maximum, sans coffret ni câble de
pistolet.
Semi-automatique (guidé manuellement).
Refroidi à lʼair.
DÉBALLAGE DU PISTOLET À BOBINE
Le pistolet à bobine est assemblé et testé en usine,
puis emballé dans son propre coffret matelassé. Il est
livré totalement équipé pour souder avec du fil en alu-
minium de 0,035 de diamètre. Après avoir ouvert le
coffret, véri
fier quʼil contienne les articles suivants :
1. Un pistolet à bobine K2532-1 totalement assemblé avec
2. Un Ressort à Compression Conique T11862-65 à utiliser
avec le fil en alliage 5356 ; la bobine de fil nʼest pas installée.
3. Une bobine de fil en alliage dʼaluminium 4043 de
0,035.
4. Trois pointes de contact S19726-3.
5. Un manuel dʼinstructions (IM913).
6. Un harnais électrique M21182 avec commutateur.
3
1
4
5
Sachet en Plastique
2
6
A-1
Page 82

INSTALLATION
Vue du Côté Droit
9. Trois Écrous Hexagonaux Encastrés.
9
8. Agrafe Standard de Décharge de Tension Durable.
78
maniement du câble et réduit les enchevêtrements.
Magnum donne un aspect net et propre, simplifie le
®
7. Câble Intégré en une Seule Pièce : l
a conception
(Voir la Figure A.2 pour les articles suivants).
de la bobine.
FIGURE A.2
6. Bouton de Verrouillage: encastré dans le couvercle
grand ouvert à la bobine et à lʼentraîneur de fil.
5. Couvercle
de la Bobine: permet un accès facile et
4. Ensemble de la Gâchette.
3. Collier de Verrouillage à 1/4 de Tour.
2. Ensemble du Tube de Pistolet Redressé.
Vue du Côté Gauche
Contact.
1. Ensemble du Cône de Gaz et de la Pointe de
(Voir la Figure A.1 pour les articles 1 à 6).
1
2
4
BOBINE
FONCTIONNALITÉS DU PISTOLET À
REPÉRAGE DES COMPOSANTS ET DES
-----------------------------------------------------------------------gâchette du pistolet ait été relâchée
pendant plusieurs secondes après que la
et vers la masse et peuvent rester sous énergie
dentraînement sont sous tension vers le travail
gâchette du pistolet, lélectrode et le mécanisme
• Lorsque le fil est alimenté au moyen de la
trique.
3
5
6
• Ne pas toucher les pièces sous alimentation élec-
teurs et/ou guides.
FIGURE A.1
changement des rouleaux conduc-
soudage avant linstallation ou le
niveau de la source de puissance de
• COUPER la puissance dentrée au
ÊTRE MORTELS.
LES CHOCS ÉLECTRIQUES PEUVENT
AVERTISSEMENT
Mesures de Sécurité
Mesures de Sécurité
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES PEUVENT
ÊTRE MORTELS.
• COUPER la puissance dentrée au
niveau de la source de puissance de
soudage avant linstallation ou le
changement des rouleaux conduc-
• Ne pas toucher les pièces sous alimentation électrique.
• Lorsque le fil est alimenté au moyen de la
gâchette du pistolet, lélectrode et le mécanisme
dentraînement sont sous tension vers le travail
et vers la masse et peuvent rester sous énergie
pendant plusieurs secondes après que la
gâchette du pistolet ait été relâchée
------------------------------------------------------------------------
REPÉRAGE DES COMPOSANTS ET DES
FONCTIONNALITÉS DU PISTOLET À
BOBINE
(Voir la Figure A.1 pour les articles 1 à 6).
1. Ensemble du Cône de Gaz et de la Pointe de
Contact.
2. Ensemble du Tube de Pistolet Redressé.
3. Collier de Verrouillage à 1/4 de Tour.
4. Ensemble de la Gâchette.
5. Couvercle
grand ouvert à la bobine et à lʼentraîneur de fil.
6. Bouton de Verrouillage: encastré dans le couvercle
de la bobine.
teurs et/ou guides.
de la Bobine: permet un accès facile et
FIGURE A.1
3
1
2
5
4
6
Vue du Côté Gauche
FIGURE A.2
(Voir la Figure A.2 pour les articles suivants).
7. Câble Intégré en une Seule Pièce : l
®
Magnum donne un aspect net et propre, simplifie le
a conception
maniement du câble et réduit les enchevêtrements.
8. Agrafe Standard de Décharge de Tension Durable.
9. Trois Écrous Hexagonaux Encastrés.
7 8
A-2
9
Vue du Côté Droit
Page 83

INSTALLATION
1
2
4
3
P6 CONNECTOR PINOUT
ENSEMBLE DES COMPOSANTS A LʼINTÉRIEUR DU PISTOLET À BOBINE MAGNUM
FIGURE A.3
2
1
8
5
CLEF
MAITRESE
BROCHAGE
Raccordements de la Machine
1. LʼEnsemble de la Bande de Remplissage alimente
tous les fils spécifiés.
2. Rouleau Conducteur : ce Rouleau conducteur alimente tous les fils spécifiés.
3. Ensemble du Cylindre dʼAppui : réglage de tension
non réglab
le pour tous les fils spécifiés.
DU CONNECTEUR P6
6
4. Guide-fil Entrant : hautement résistant à lʼusure.
5. Fils de Contrôle du Connecteur P6 : Puissance du
Moteur et Gâchette. (Voir la Section dʼEntretien pour
plus de détails).
6. Branchement de la Puissance de Soudage et du
z de protection (Scellés avec 2 joints toriques).
Ga
7. Bouton de Verrouillage : retient de façon indépendante la bobine de fil sur lʼaxe.
8. Ensemble de la Bande de Remplissage : comprend
un joint à gaz avec le connecteur du câble et sert de
fil sortant.
guide-
VUE DU
DESSUS
3
4
Couvercle de la Bobine et
Poignée Gauche Retirés
9. Uniquement 4 sous-ensembles : tube du pistolet,
câble, entraîneur de fil, gâchette.
10. Ressort conique (non illustré) servant de frein
de la bobine (utiliser uniquement avec lʼalliage
dʼaluminium 5356).
7
9
A-3
Page 84

INSTALLATION
Mesures de Sécurité
SOUDEUSES
ATTENTION
• Lire et comprendre le manuel dʼinstructions des soudeuses
ainsi que tous les avertissements concernant les dangers aussi
bien sur lʼappareil que dans le manuel.
• Porter les protections personnelles appropriées pour le
soudage y compris, mais ne se limitant pas à cela, les lunettes
de sécurité, les protections auditives, le casque de soudage, les
gants de soudage et les cuirs de soudage.
-----------------------------------------------------------------------------------------------------
PISTOLET À BOBINE
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE MORTELS.
• La bobine de fil peut tomber du pistolet si le bouton de verrouillage
nʼest pas installé.
• Les pièces métalliques peuvent se trouver à la tension de soudage.
• Les pièces métalliques conservent la tension de soudage pendant
plusieurs secondes après que la gâchette ait été relâchée. Lire lʼétiquette dʼavertissement sur le pistolet.
• Ce produit ne doit pas être utilisé sous la pluie ou dans des endroits humides.
------------------------------------------------------------------------------------------------------------------------
A-4
Page 85

INSTALLATION
É
NOTE : LE NOMBRE DE MACHINE CODE EST SITUÉ SUR LE DOS DE LA MACHINE.
11505
REQUIS
EASY MIG 180
K2698-1
REQUIS
11650
REQUIS
11502
SP-180T
K2689-1
REQUIS
11649
REQUIS
11501
SP-140T
K2688-1
REQUIS
11658
REQUIS
11441
MIG PAK 180
K2659-1
REQUIS
11648
REQUIS
11304
WELD PAK 180HD
K2515-1
REQUIS
11647
REQUIS
11175
PRO MIG 180
K2481-1
REQUIS
11646
REQUIS
11550
K2785-1
CORE PACK 125
11639
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
11506
WORK PAK 125
K2699-1
11638
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
11504
K2697-1
EASY MIG 140
NON REQUIS
11637
REQUIS
11503
K2696-1
EASY CORE 125
11633
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
11440
K2658-1
MIG PAK 140
NON REQUIS
11636
REQUIS
11303
WELD PAK 140 HD
K2514-1
NON REQUIS
11635
REQUIS
11302
WELD PAK 125 HD
K2513-1
11632
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
11173
PRO MIG 140
K2480-1
NON REQUIS
11634
REQUIS
11300
K2479-1
PRO CORE 125
11631
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
POWER MIG 180T
K2472-1
11256
REQUIS
POWER MIG 140T
K2470-1
11254
REQUIS
POWER MIG 180C CE
K2661-1
11442
REQUIS
POWER MIG 180C AU
K2668-1
11444
NON REQUIS
POWER MIG 180 DUAL
K2813-1
11659
POWER MIG 140C
K2471-1
11255
REQUIS
REQUIS
POWER MIG 180C
K2473-1
11257
NON REQUIS
POWER MIG 215XT
K2700-1
11521
POWER MIG 216
K2816-1
11588
NON REQUIS
ET du SÉLECTEUR COMMUTATEUR
NOM DE MACHINE
K-NOMBRE
NUMÉRO DE CODE
INSTALLATION du HARNAIS M21182
SOUDEUSES RECOMMANDÉES
NOM DE MACHINE
POWER MIG 216
POWER MIG 215XT
POWER MIG 180C
POWER MIG 140C
POWER MIG 180 DUAL
POWER MIG 180C AU
POWER MIG 180C CE
POWER MIG 140T
POWER MIG 180T
PRO CORE 125
PRO MIG 140
WELD PAK 125 HD
WELD PAK 140 HD
MIG PAK 140
EASY CORE 125
EASY MIG 140
WORK PAK 125
CORE PACK 125
PRO MIG 180
WELD PAK 180HD
MIG PAK 180
SP-140T
SP-180T
EASY MIG 180
NOTE : LE NOMBRE DE MACHINE CODE EST SITUÉ SUR LE DOS DE LA MACHINE.
SOUDEUSES RECOMMAND
K-NOMBRE
K2816-1
K2700-1
K2473-1
K2471-1
K2813-1
K2668-1
K2661-1
K2470-1
K2472-1
K2479-1
K2480-1
K2513-1
K2514-1
K2658-1
K2696-1
K2697-1
K2699-1
K2785-1
K2481-1
K2515-1
K2659-1
K2688-1
K2689-1
K2698-1
NUMÉRO DE CODE
11588
11521
11257
11255
11659
11444
11442
11254
11256
11631
11300
11634
11173
11632
11302
11635
11303
11636
11440
11633
11503
11637
11504
11638
11506
11639
11550
11646
11175
11647
11304
11648
11441
11658
11501
11649
11502
11650
11505
ES
INSTALLATION du HARNAIS M21182
ET du SÉLECTEUR COMMUTATEUR
NON REQUIS
NON REQUIS
REQUIS
REQUIS
NON REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
NON REQUIS
REQUIS
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
NON REQUIS
REQUIS
NON REQUIS
REQUIS
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
NON REQUIS
REQUIS
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
UTILISATION DE PISTOLET DE SPOOL NON DISPONIBLE
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
REQUIS
A-5
Page 86

INSTALLATION
NOTE : L'installation du sélecteur de pistolet du harnais M21182 et de la bobine
n'est pas exigée pour toutes les machines. Si un commutateur de pistolet de
bobine est préinstallé dans le compartiment d'entraînement du fil de la
machine, alors la SECTION d'INSTALLATION de COMMUTATEUR du LECTEUR
SLECTOR de PISTOLET/FIL de SPOOL peut être négligée.
(B)
enlevez alors la vis
.
ture.
(A)
7. Si la machine a une poignée en plastique
,
4. Enlevez dix vis de sortilège de 5/16"de la couver-
B
A
6. Enlevez la couverture.
5/16"de la porte.
3. Enlevez deux vis de charnière de sortilège de
de deux 3/4"longues vis.
OUVREZ LA MACHINE
5. Enlevez les vis de la couverture.
(A)
est l'endroit
------------------------------------------------------------------------
la machine.
2. Démontez la puissance d'entrée de
La DÉCHARGE ÉLECTRIQUE peut tuer.
WARNING
A
par instructions suivantes.
M21182 qui est venu avec le pistolet de bobine
1. Installez le harnais électrique de l'adapteur
DE PISTOLET/FIL DE BOBINE
DE SÉLECTEUR D'ENTRAÎNEMENT
INSTALLATION DE COMMUTATEUR
INSTALLATION DE COMMUTATEUR
DE SÉLECTEUR D'ENTRAÎNEMENT
DE PISTOLET/FIL DE BOBINE
1. Installez le harnais électrique de l'adapteur
M21182 qui est venu avec le pistolet de bobine
par instructions suivantes.
WARNING
La DÉCHARGE ÉLECTRIQUE peut tuer.
2. Démontez la puissance d'entrée de
------------------------------------------------------------------------
OUVREZ LA MACHINE
la machine.
5. Enlevez les vis de la couverture.
de deux 3/4"longues vis.
A
(A)
est l'endroit
3. Enlevez deux vis de charnière de sortilège de
5/16"de la porte.
4. Enlevez dix vis de sortilège de 5/16"de la couverture.
A-6
6. Enlevez la couverture.
A
B
7. Si la machine a une poignée en plastique
enlevez alors la vis
.
(B)
(A)
,
Page 87

ELECTRICAL CONNECTIONS
P7 (10-pin)
P8 (6-pin)
J8 (6-pin)
J7 (10-pin)
Toggle Switch
(Female)
543A
(Male)
544A
(FEMELLE)
(MÂLE)
543A
(Female)
544A
(Male)
Interruptor a palanca
INSTALLATION
P7
Toggle Switch
J7 (10-pin)
(
10-Goupilles)
J8 (6-pin)
(6-Goupilles)
P7 (10-pin)
(10-Goupilles)
P8 (6-pin)
(6-Goupilles)
8. Harnais d'adapteur. Chacun des 6 rac-
cordements montrés est employé, et chacun est unique. (opérez comme suit)
P3
J3
9.A. Enlevez P3 (10-goupille) du panneau J3 (10-
goupille).
P3
J7
J3
10. Reliez le harnais P7 (10-goupille) au
panneau J3 (10-goupille).
SI LA MACHINE N'A PAS FACULTATIF
POUR REPÈRER LE TEMPORISATEUR.
(11.A. PAR 11.D.)
11.A. Enlevez P5 (6-goupilles) du panneau J5 (6-
goupilles).
P5
J5
11.B. Reliez P5 (6-goupilles) au harnais J8 (6goupilles).
J8
P5
11.C. Reliez le harnais P8 (6-goupilles) au
panneau J5 (6-goupilles).
9.B. Reliez P3 (10-goupille) au harnais J7 (10-
goupille).
P8
J5
A-7
Page 88

INSTALLATION
544A
P8
543A
11.D. Paire assemblée par trouvaille de
bornes de machine (fils 543A et
544A) et de débranchement. Passez
à l'étape 13.
SI LA MACHINE A FACULTATIF POUR
REPÈRER LE TEMPORISATEUR. (12.A. PAR
12.D.)
J9
P5
12.A. Enlevez P5 (6-goupilles) du har-
nais J9 (6-goupilles) de temporisateur de tache.
J8
P5
J9
12.C. Reliez le harnais P8 (6-goupilles)
d'adapteur au harnais J9 (6goupilles) de temporisateur de
tache.
544A
543A
12.D. Paire assemblée par trouvaille de
bornes de machine (fils 543A et
544A) et de débranchement.
B
A
12.B. Reliez P5 (6-goupilles) au harnais
J8 (6-goupilles) d'adapteur.
13. Reliez les bornes :
(A) Relient le mâle de machine (fil
543A) à la femelle de harnais
d'adapteur (fil 543A).
(B) Relient la femelle de machine (fil
544A) au mâle de harnais d'adapteur (fil 544A).
14. Assurez-vous que les étiquettes de
fermeture sur tous les connecteurs
sont verrouillées fermées.
A-8
Page 89

INSTALLATION
MONTAGE DU COMMUTATEUR
15. Enlevez le bouton de prise du trou de
panneau.
18. Installez le commutateur sur le trou de
panneau. Assurez l'étiquette de ron-
delle est entièrement assis dans un
plus petit trou.
16. Le bouton de prise n'est nécessaire
plus. Écart.
17. Enlevez l'écrou de support du commu-
tateur. Gardez l'écrou de support pour
l'installation.
19. Réinstallez l'écrou de support sur le
commutateur. La clé serrent.
RASSEMBLEZ LA MACHINE COMME SUIT:
20. Réinstallez la vis dans la poignée en
plastique (si ainsi équipé).
21. Réinstallez la couverture.
22. Réinstallez la porte.
23. Rebranchez la puissance d'entrée à la
machine.
A-9
Page 90

INSTALLATION
PRÉPARATION DE ROUTINE DE LA SOUDEUSE
AVERTISSEMENT
La DÉCHARGE ÉLECTRIQUE peut tuer.
1. Déconnecter la puissance dʼentrée vers la machine.
2. Réglage de la polarité de la machine : régler sur la polarité
positive de lʼélectrode c.c. dʼaprès le Manuel dʼInstructions de
la machine.
3. Sélection et débit du Gaz : connecter une alimentation en
gaz de soudage 100% argon sur la valve du solénoïde de la
machine. Régler le régulateur fourni de sorte quʼil permette
un débit de gaz de 20 à 50 SCFH au travers du pistolet à
bobine.
4. Faire basculer lʼinterrupteur de sélection de lʼentraîneur de fil
de la machine (derrière la porte dʼaccès) sur «
100SG ». (Voir la Figure A.4).
FIGURE A.4
Magnum
PRÉPARATION DU PISTOLET À BOBINE
AVERTISSEMENT
La DÉCHARGE ÉLECTRIQUE peut tuer.
1. Déconnecter la puissance dʼentrée vers la machine.
2. Le Ressort Conique nʼest utilisé comme frein de bobine que
pour alimenter lʼalliage dʼaluminium 5356, qui est plus fort et
plus dur. Le Ressort Conique doit être retiré du pistolet à
bobine pour utiliser lʼalliage dʼaluminium 4043, qui est plus
doux.
A-10
Page 91

INSTALLATION
CHARGEMENT DU FIL EN ALUMINIUM
1. Retirer le cône de gaz et la pointe de
contact. Retirer le couvercle de la
bobine en dévissant le bouton de verrouillage encastré.
FIGURE A.5
2. Retirer le bouton de verrouillage du
boulon de lʼaxe en le dévissant.
FIGURE A.6
4. Étendre environ 12 pouces du fil de la
bobine. Le redresser en le courbant
dans lʼautre sens. Faire attention de ne
pas laisser le fil se dérouler.
FIGURE A.8
5. Couper lʼextrémité courbée du fil en
conservant le segment droit.
FIGURE A.9
3. Sélectionner lʼalliage et le diamètre de
fil nécessaires. Le fil illustré est un
alliage 4043 de taille 0,035. Retirer
lʼemballage et la feuille dʼinformation de
la bobine de fil.
FIGURE A.7
Size
Alloy
6. Tirer doucement sur lʼensemble du
cylindre dʼappui pour lʼouvrir afin de faire
apparaître la rainure du rouleau conduc-
teur.
FIGURE A.10
A-11
Page 92

INSTALLATION
7. Guider le fil redressé au travers du
guide-fil dʼentrée et vers la rainure du
rouleau conducteur.
FIGURE A.11
8. Tout en tenant le cylindre dʼappui
ouvert, faire glisser lʼextrémité du fil au
travers de la rainure du rouleau conducteur et vers la bande de remplissage du tube du pistolet.
FIGURE A.12
10a. Alliage 4043 : Rembobiner le reste du
fil sur la bobine et placer la bobine
sur lʼaxe du pistolet. Installer le bouton de verrouillage et le serrer à la
main. Passer au point 11.
FIGURE A.14
10b. Al liage 53 56 : Installer le R essort
Conique sur lʼaxe du pistolet, la petite
extrémité en premier (A). Rembobiner le
reste du fil sur la bobine et placer la
bobine sur lʼaxe du pistolet. Installer le
bouton de verrouillage et le serrer à la
main. Passer au point 11.
FIGURE A.15
A
9. Faire glisser le fil dans la bande de
remplissage jusquʼà ce quʼil sʼétende
sur environ 1 pouce au-delà de lʼextrémité du diffuseur de gaz. Relâcher la
languette du cylindre dʼappui sans la
faire claquer.
FIGURE A.13
11. Saisir lʼextrémité libre du fil au niveau
du diffuseur de gaz et tirer lentement
environ 12 à 24 pouces de fil au travers du pistolet à bobine. Il ne devrait y
avoir quʼ1 à 2 lbs. de résistance. Si la
force est supérieure à 2 lbs., cela signi-
fie que le fil est courbé à lʼintérieur du
pistolet (voir également le Guide de
Dépannage).
FIGURE A.16
A-12
Page 93

INSTALLATION
12. Co uper lʼexcédent de fil à 1 ou 2
pouces du diffuseur de gaz. Installer
une pointe de contact de la bonne
taille et la serrer un peu plus fort que
sʼil était serré à la main. Installer le
cône de gaz et le serrer à la main.
FIGURE A.17
13. Réinstaller le couvercle de la bobine.
1 : mettre la lame du couvercle en
place au niveau de la flèche et tenir
avec le pouce. 2 : faire osciller le couvercle pour le fermer. 3 : serrer le bouton de verrouillage à la main. 4 : véri-
fier que lʼajustement soit uniforme tout
autour du couvercle.
FIGURE A.18
CONNEXION DU PISTOLET SUR LA
SOUDEUSE
1. Débrancher la puissance dʼentrée vers
la machine.
2. Vérifier que le bouton de verrouillage
du pistolet soit desserré. (Voir la Figure
20).
3. Insérer complètement la connexion du
câble du pistolet (alimentation de la
puissance de soudage et du gaz) dans
la machine. Remarquer que la clavette
maîtresse du connecteur P6 se trouve
au niveau de la flèche.
FIGURE A.19
Clavette du
Connecteur
P6
4
1
3
2
4. Vérifier que lʼextrémité du connecteur du
câble se trouve à niveau avec lʼisolant
au point A. Serrer le bouton de verrouil-
lage (B) sur le connecteur du câble.
FIGURE A.20
B
A
A-13
Page 94

NOTES
MAGNUM 100SG
Page 95

FONCTIONNEMENT
Mesures de Sécurité
Lire et comprendre cette section dans sa
totalité avant de faire marcher la
machine.
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous
alimentation électrique ou les électrodes les mains nues ou si lʼon porte des
vêtements humides.
• Sʼisoler du travail et du sol.
• Toujours porter des gants isolants secs.
• Lire et suivre les Avertissements concernant
les Chocs Électriques dans la section de
Sécurité si le soudage doit être réalisé dans
des conditions dangereuses électriquement,
telles que souder dans des endroits humides
ou bien sur ou dans la pièce à travailler.
LES VAPEURS ET LES GAZ
peuvent être dangereux.
• Maintenir la tête hors des vapeurs.
• Utiliser la ventilation ou un système
dʼéchappement pour évacuer les vapeurs de
la zone de respiration.
LES ÉTINCELLES DE SOUDURE
peuvent provoquer des incendies
ou des explosions.
• Tenir les matériaux inflammables
éloignés.
• Ne pas souder sur des récipients ayant contenu du combustible.
LES RAYONS DES ARCS peuvent
causer des brûlures.
• Porter des protections pour les yeux, les
oreilles et le corps
.
-----------------------------------------------------------------------------------
PRODUCT DESCRIPTION
• Accessoire de soudage de lʼaluminium fiable
et bon marché pour soudeurs débutants et
expérimentés.
• Système complètement clos.
• Toutes les combinaisons dʼalliages dʼalumini-
um et de diamètres de fils spécifiées peuvent
être alimentées avec le même ensemble de
rouleau conducteur et de bande de remplis-
sage.
• Le câble du pistolet sʼincorpore de façon
compacte aux alimentations de courant de
soudage et de gaz avec les fonctions de contrôle du pistolet.
• Fonctionne avec du matériel fiable de pistolet de
chargeur des produits Lincoln Pistolet Magnum
100L, pistolets Innershield et petites Power Mig.
RÉGLAGES DE LA VITESSE ET DE LA
PRISE DE TENSION DE LA MACHINE
5
MAX
MAX
5
3/16 in.
5
J
J
4
10 ga
4
I
J
3,5
12 ga
4,5
G
H
4
14 ga
4
F
F.5
3.5
16 ga
3
E
E
3
18 ga
2
D
D
1.5
20 ga
2
D
D
1.5
22 ga
à Souder
Tension
Tension
Structure
Vitesse
Vitesse
Prise
Prise
Épaisseur
0,0300,035
Taille Fil:
Alliage:
4043
MACHINE POWER MIG 180C
8
E
6,5
E
3/16 in.
8
E
6,5
E
10 ga
7,5
E
6
12 ga
E
5
5,5
D
C
14 ga
4
5
B
B
16 ga
4
B
3
B
18 ga
3
A
2
A
20 ga
3
A
2
A
22 ga
à Souder
Tension
Tension
Structure
Vitesse
Prise
Vitesse
Prise
Épaisseur
0,030
0,035
Taille Fil:
Alliage:
5356
MACHINE POWER MIG 180T
6,5
E
5
E
3/16 in.
5
E
4
E
10 ga
4,5
E
3,5
D
12 ga
4,5
D
3,5
D
14 ga
3,5
B
3
B
16 ga
3,5
A
2
A
18 ga
2,5
A
1,5
A
20 ga
2
A
1,5
A
22 ga
à Souder
Tension
Tension
Structure
Vitesse
Prise
Vitesse
Prise
Épaisseur
0,0300,035
Taille Fil:
Alliage:
4043
MACHINE POWER MIG 180T
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
3/16 in.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
3/16 in.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
3/16 in.
B-1
MACHINE POWER MIG 180T
0,030
Vitesse
Prise
Tension
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
2
2,5
3,5
3,5
4,5
4,5
5
6,5
MACHINE POWER MIG 180T
0,030
Vitesse
Prise
Tension
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3
3
4
5
5,5
7,5
8
8
MACHINE POWER MIG 180C
0,030
Vitesse
Prise
Tension
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
4,5
2
2
3
4
4
5
5
MAX
4043
0,035
Vitesse
Prise
Tension
A
A
A
B
D
E
E
E
1,5
1,5
2
3
3,5
3,5
4
5
A
A
A
B
D
D
E
E
5356
0,035
Vitesse
Prise
Tension
A
A
B
B
D
E
E
E
2
2
3
4
5
6
6,5
6,5
A
A
B
B
C
E
E
E
4043
0,035
Vitesse
Prise
Tension
D
D
E
G
1.5
1.5
3
F
3.5
4
I
3,5
J
4
5
D
D
E
F. 5
H
J
J
MAX
Page 96

N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
10 ga
N/A
N/A
N/A
N/A
10 ga
3,5
3,5
E
E
12 ga
5
6
E
E
12 ga
3
3,5
E
E
14 ga
6
D
5
14 ga
D
2,5
3
D
D
16 ga
4,5
5
D
16 ga
D
2
3
C
C
18 ga
4
5
B
B
18 ga
2
2,5
B
20 ga
B
2,5
A
3
A
20 ga
2
2,5
B
22 ga
B
2,5
A
3
A
22 ga
à Souder
à Souder
Tension
Tension
Tension
Tension
Structure
Structure
Vitesse
Vitesse
Prise
Prise
Vitesse
Prise
Vitesse
Épaisseur
Prise
Épaisseur
0,030
0,030
0,035
0,035
Taille Fil:
Taille Fil:
4043
Alliage:
5356
Alliage:
MACHINE ProCore 125
MACHINE POWER MIG 140T
N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
10 ga
N/A
N/A
N/A
N/A
10 ga
4
5
MAX
MAX
12 ga
3
4,5
E
12 ga
E
3
3
I
J
14 ga
3
4
E
E
14 ga
3
G
4
G
16 ga
3
4
D
16 ga
D
3
F
3
E.5
18 ga
2,5
C
3,5
B
18 ga
1,5
E
2
E
20 ga
2
B
2,5
A
20 ga
1,5
2
E
E
22 ga
1,5
2
A
A
22 ga
à Souder
à Souder
Tension
Tension
Tension
Tension
Structure
Structure
Vitesse
Vitesse
Prise
Prise
Épaisseur
Vitesse
Vitesse
Prise
Prise
Épaisseur
0,030
0,035
0,030
0,035
Taille Fil:
Taille Fil:
5356
Alliage:
4043
Alliage:
MACHINE POWER MIG 140C
MACHINE POWER MIG 140T
7
9
MAX
3/16 in.
MAX
N/A
N/A
N/A
N/A
3/16 in.
6
8
I
I
10 ga
N/A
N/A
N/A
N/A
10 ga
6
8
H
H
12 ga
5,5
7
MAX
MAX
12 ga
5,5
7
G
G
14 ga
5
6,5
I
J
14 ga
4,5
6
F
F
16 ga
5,5
6
G
16 ga
G
3,5
5
E
18 ga
E
4,5
5
F
F
18 ga
3
3,5
D
20 ga
D
2,5
3
E
20 ga
E
2,5
3
C
22 ga
C
2,5
E
3
E
22 ga
à Souder
à Souder
Tension
Tension
Tension
Tension
Structure
Structure
Vitesse
Vitesse
Prise
Prise
Épaisseur
Vitesse
Vitesse
Prise
Prise
Épaisseur
0,030
0,035
0,030
0,035
Taille Fil:
Taille Fil:
5356
Alliage:
4043
Alliage:
MACHINE POWER MIG 180C
MACHINE POWER MIG 140C
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
MACHINE POWER MIG 180C
5356
0,030
Vitesse
Prise
Vitesse
Tension
C
3,5
3
5
6
7
8
8
MAX
9
2,5
D
E
F
G
H
I
3
3,5
4,5
5,5
6
6
7
FONCTIONNEMENT
Alliage:
0,035
Prise
Ten sio n
C
D
E
F
G
H
I
MAX
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
MACHINE POWER MIG 140C
4043
0,030
Vitesse
Prise
Vitesse
Ten sio n
E
6,5
N/A
N/A
3
3
5
G
6
MAX
7
N/A
N/A
2,5
E
2,5
F
4,5
5,5
I
5
5,5
N/A
N/A
0,035
Prise
Tension
E
E
F
G
J
MAX
N/A
N/A
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
MACHINE POWER MIG 140T
4043
0,030
Vitesse
Prise
Vitesse
Tension
2
A
2,5
3,5
4,5
N/A
N/A
4
4
N/A
N/A
1,5
A
B
D
E
E
2
2,5
3
3
3
N/A
N/A
MACHINE POWER MIG 140T
5356
0,030
Vitesse
Prise
Vitesse
Tension
3
A
2,5
A
2,5
B
D
D
E
4
4,5
5
5
N/A
N/A
N/A
N/A
3
5
5
6
6
N/A
N/A
0,035
0,035
Prise
Tension
A
B
C
D
E
E
N/A
N/A
Prise
Tension
A
A
B
D
D
E
N/A
N/A
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
MACHINE POWER MIG 140C
5356
0,030
Vitesse
Prise
Vitesse
Ten sio n
E
N/A
N/A
2
2
E.5
3
G
4
3
MAX
5
N/A
N/A
1,5
E
1,5
3
3
I
3
4
N/A
N/A
MACHINE ProCore 125
4043
0,030
Vitesse
Prise
Vitesse
Ten sio n
2,5
2,5
3,5
3,5
N/A
N/A
B
B
3
C
3
D
E
E
N/A
N/A
2
2
2
2,5
3
3,5
N/A
N/A
0,035
Prise
Tension
E
E
F
G
J
MAX
N/A
N/A
0,035
Prise
Tension
B
B
C
D
E
E
N/A
N/A
B-2
Page 97

N/A
N/A
N/A
N/A
3/16 in.
N/A
N/A
N/A
N/A
10 ga
5,5
7
E
E
12 ga
5
6
E
E
14 ga
4,5
5
D
D
16 ga
4
4,5
C
C
18 ga
2
2,5
B
0 ga
B
2
2
2,5
A
A
22 ga
à Souder
Tension
Tension
Structure
Vitesse
Vitesse
Prise
Prise
Épaisseur
0,030
0,035
Taille Fil:
5356
Alliage:
MACHINE ProCore 125
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
MACHINE ProCore 125
5356
0,030
Vitesse
Prise
Tension
A
2,5
B
2,5
C
4,5
D
5
E
6
7
E
N/A
N/A
N/A
N/A
FONCTIONNEMENT
0,035
4,5
5,5
N/A
N/A
Prise
Tension
A
2
B
2
C
4
D
E
5
E
N/A
N/A
Vitesse
Après avoir choisi le fil de soudage appro-
prié pour lʼapplication, charger le fil en alu-
minium puis brancher le pistolet et le
câble sur la soudeuse. (Voir la Section
dʼInstallation).
PROCÉDURES DE SOUDAGE
1. Lire et comprendre les Mesures de
Sécurité pour le Soudage à lʼArc qui se
trouvent tout au long de ce manuel
ainsi que le Manuel dʼInstructions de la
Soudeuse. De même, pour des conseils utiles en matière de soudage, voir
(LTW1) le manuel « Apprenez à Souder
» qui est fourni avec la soudeuse.
2. Obtenir et utiliser lʼéquipement de protection personnelle app
roprié pour souder. Brancher le câble (-) de TRAVAIL
(masse de soudage) sur la pièce à souder. Sʼassurer que le tuyau à gaz du régulateur du cylindre soit branché sur
lʼADMISSION de gaz de la soudeuse.
Ouvrir la soupape de gaz du cylindre.
3. Brancher la puissance dʼentrée sur la
machine.
4. Placer lʼinterrupteur de puissance de la
machine sur la position « allumée » («
on »). Régler la vitesse du fil et la prise
de tension en fonction des tableaux qui
apparaissent au début de cette section.
tion se trouvant à lʼintérieur de la
machine sur la position « Magnum
100SG ». Appuyer sur la gâchette et
maintenir la pression pendant environ 5
secondes afin de purger le tuyau.
Vérifier que le débit de gaz soit réglé sur
20 à 50 SCFH au travers du pistolet à
bobine.
6. Couper le fil en aluminium de sorte quʼil
sʼétende sur environ 1/4 de pouce à
partir de la pointe de contact.
7. CTWD (Distance de la Pointe de
Contact au Travail) : Positionner le pistolet de sorte que la pointe de contact
se trouve de façon nominale à 3/8 de
pouce du joint et inclinée avec un angle
de poussée vers elle. Le fil en aluminium ne doit pas entrer en contact avec la
pièce travaillée. (Voir la Figure B.1).
FIGURE B.1
Angle et
distance
de soudage
8. Se protéger les yeux et tirer sur la
gâchette pour commencer à souder.
9. Régler la vitesse de parcours manuelle
du pistolet afin dʼobtenir une soudure
appropriée. Le fil émergeant doit rester
dans le puddle fondu et ne pas aller audelà. Cette vitesse ne doit pas non plus
être trop lente, auquel cas soit la pièce
à travailler fondrait excessivement, soit
le cordon de soudure deviendrait
excessivement grand.
5. Faire osciller le commutateur de sélec-
10. Relâcher la gâchette pour cesser de
souder.
B-3
Page 98

MAINTENANCE
1
2
4
3
P6 CONNECTEUR PINOUT
Clet Maître
1
2
4
3
P6 CONNECTEUR PINOUT
Clet Maître
SAFETY PRECAUTIONS
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Seul le personnel qualifié doit
réaliser cet entretien.
• COUPER la puissance dʼentrée au niveau
de lʼinterrupteur de déconnexion ou de la
boîte à fusibles avant de travailler sur cet
appareil.
• Ne pas toucher les pièces sous alimentation électrique.
-----------------------------------------------------
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
OUTILS REQUIS
• Tournevis Phillips No.2
• Tournevis à rainure
• Tournevis à douille de 5/16 de pouce
• Clef dynamométrique
• Pinces à mâchoires ajustables
• Clef à fourche de 7/16 de pouce (dif-
fuseur de gaz)
• Clef à fourche de 9/16 de pouce (écrou
du tube du pistolet)
• Pinces à souder (en option)
• Coupe - fil
• Outil à dénuder
• Pinces à bec effilé
• Outil de sertissage de terminales
• Lanterne
• Appareil électrique de mesure à main *
• Clef hexagonale de 3,0 mm ( vis du
rouleau conducteur)
• Mètre ruban ou échelle de 6 pouces
• Tachymètre (en option)
*Note: il faut utiliser deux appareils de mesure
pour mesurer simultanément la tension
et le courant du moteur dʼentraînement.
BROCHAGE DU CONNECTEUR P6
- Moteur
4
Noir
+ Moteur
3
Rouge
Déclenchement
2
Blanc
Déclenchement
1
Blanc
Pin No.
Couleur fil câble de pistolet
Fonction
Pin No.
1
2
3
4
TABLEAU D.1
Fonction
Déclenchement
Déclenchement
+ Moteur
- Moteur
Couleur fil câble de pistolet
Blanc
Blanc
Rouge
Noir
CHANGEMENT DU DIFFUSEUR DE GAZ
Cette pièce peut devoir être changée si elle a
accumulé des éclaboussures excessives et ne
peut pas être nettoyée:
1. Retirer le cône de gaz et la pointe de contact.
2. Saisir prudemment le tube du pistolet avec
des pinces afin dʼéviter de desserrer accidentellement le tube du pistolet. Le diffuseur de
gaz a un filetage vers la droite. Desserrer le
diffuseur de gaz avec une clef. (Voir la Figure
D.1).
FIGURE D.1
NETTOYAGE ET INSPECTIONS
• Aspirer les copeaux dʼaluminium qui peuvent
sʼêtre accumulés à lʼintérieur du pistolet. (Voir
la Correction des Copeaux de Fil dans cette
section).
• Essuyer la poussière et les détritus.
• Vérifier que le tube du pistolet et son écrou de
verrouillage soient bien serrés sur le connecteur du câble.
• Changer les étiquettes autocollantes d
ment ou dʼidentification de produit qui sont devenues illisibles.
ʼavertisse-
3. Installer le diffuseur de gaz et le visser à sa
place dans le tube du pistolet. Serrer le diffuseur sur 41 à 47 in.-lbs. avec la Clef
Dynamométrique.
D-1
Page 99

ENTRETIEN
CHANGEMENT OU NETTOYAGE DE
LʼENSEMBLE DE LA BANDE DE REMPLISSAGE
1. Les ensembles de bandes de remplissage de
rechange sont fabriqués en usine de la bonne
longueur. Il nʼest pas nécessaire de les couper.
La même bande de remplissage va avec toutes
les tailles de fils et tous les alliages spécifiés :
2. Retirer le cône de gaz, la pointe de contact, et le dif-
fuseur de gaz (voir le Changement du Diffuseur de
Gaz dans cette section). Retirer le couvercle de la
bobine.
3. Retrait de la bande de remplissage : saisir la
bande de remplissage avec les pinces à bec
effilé au point A. Faire bouger doucement la
bande de remplissage vers le câble du connecteur jusquʼà ce que la bande de remplissage
sʼy trouve desserrée. Prendre soin de ne pas
racler le joint étanche aux gaz de la bande de
remplissage (point B) sur le connecteur. Retirer
la bande de remplissage du tube du pistolet
(flèche C). (Voir la Figure D.2).
FIGURE D.2
B
6. Réinstaller le diffuseur de gaz (voir la Figure D.1)
et le visser à sa place. Permettre que le diffuseur
pousse la bande de remplissage dans sa position
finale. Serrer sur 41 à 47 in.-lbs. avec une clef
dynamométrique.
7. Réinstaller la pointe de contact et le cône de gaz.
CHANGEMENT DU ROULEAU CONDUCTEUR
1. Le même rouleau conducteur va avec toutes les
tailles de fils et tous les alliages spécifiés (voir le
Tableau D.1).
2. Changer le rouleau conducteur si sa rainure dʼali-
mentation est usée ou si on ne peut pas nettoyer
les copeaux dʼaluminium qui sʼy sont accumulés.
3. Retrait du rouleau conducteur : retirer le fil de
lʼentraîneur de fil. Déverrouiller le rouleau conducteur en faisant tourner le verrou tournant dans
nʼimporte quelle direction. (Voir la Figure D.4 et la
Figure D.5).
4. Le verrou tournant se trouve sur la position verrouillée, maintenant en place le rouleau conducteur.
FIGURE D.4
5. Le verrou tournant se trouve sur la position déver-
C
A
3a. Nettoyer lʼancienne bande de remplissage en y
soufflant de lʼair dʼatelier ou bien obtenir une
nouvelle bande de remplissage de rechange.
4. Faire glisser la bande de remplissage, lʼextrémité du
joint en premier, dans le tube du pistolet. Saisir la
bande de remplissage avec des pinces au niveau du
point
A. Pousser doucement la bande de remplissage
dans le connecteur.
B. Vérifier que la bande de remplissage passe par
la rainure du chargeur de fil.
C. Cesser de pousser lorsque la bande de remplis-
sage se trouve de 1,00 à 1,25 pouces de lʼex-
trémité du tube du pistolet. (Voir la Figure D.3).
FIGURE D.3
A
B
C
5. Installation de la bande de remplissage : voir le
point 5 ci-dessus.
Position verrouillée
Du verrou tournant
rouillée, ce qui permet le retrait du rouleau conducteur.
FIGURE D.5
Position déverrouillée Du verrou tournant
D-2
Page 100

ENTRETIEN
6. Le rouleau conducteur peut être retiré avec
des pinces, tel quʼillustré sur la Figure D.6. Il
peut être utile de décharger la tension du
cylindre dʼappui pendant cette étape.
7. Nettoyer la rainure du rouleau conducteur ou
obtenir un nouveau rouleau conducteur de
rechange (si besoin est).
8. Installer le rouleau conducteur en inversant
les points 1 à 7 ci-dessus. Nʼimporte lequel
des côtés du rouleau conducteur peut se
trouver vers le haut.
CHANGEMENT DE LʼENSEMBLE DU CYLINDRE DʼAPPUI
1. Le changer sʼil est dégradé par lʼusage, par
exemple, sʼil est recouvert de dépôts dʼaluminium.
2. Retirer le rouleau conducteur. (Voir la Section
dʼentretien
3. Retirer les vis et les rondelles de rétention de
lʼensemble du cylindre dʼappui. (Voir la Figure
D.7).
FIGURE D.6
Tension du
Cylindre dʼAppui
).
FIGURE D.7
Vis et rondelles
de rétention
Orientation correcte : remarquer que le ressort
inférieur nʼest pas visible dans lʼalésage du
coussinet du cylindre dʼappui au niveau de la
flèche.
FIGURE D.8
Correct
Orientation incorrecte : remarquer que le ressort
inférieur est visible dans lʼalésage du coussinet
du cylindre dʼappui au niveau de la flèche.
FIGURE D.9
Incorrect
6. Au moyen de pinces à bec effilé, pousser le
nouvel ensemble du cylindre dʼappui dans
lʼentraîneur de fil jusquʼà ce quʼil ait une
assise totale.
7. Remettre en place les vis et rondelles de
rétention. Ne pas utiliser les vis p
cylindre dʼappui à sa place. Réinstaller le
rouleau conducteur et le fil sur lʼentraîneur de
fil.
CHANGEMENT DE LʼENSEMBLE DU TUBE
DU PISTOLET
1. Le changer sʼil a été dégradé par lʼusage, par
exemple, si son tube isolant est victime dʼune
interruption.
2. Retirer lʼensemble de la bande de remplis-
sage (Voir la Section dʼEntretien).
3. Retirer le cô té gauche de la poignée.
Desserrer lʼécrou du tube du pistolet avec une
clef. Lʼécrou est fileté vers la droite. Utiliser
des pinces ajustables sur la plaque de montage du tube du pistolet afin dʼempêcher
lʼ ensemble du câ ble de tourner dans la
poignée du pistolet. (Voir la Figure D.10).
our tirer le
4. Au moyen de pinces à bec effilé, tirer lentement sur lʼensemble du cylindre dʼappui pour
le faire sortir de lʼentraîneur de fil en travaillant de la même façon les deux côtés du
ressort du cylindre dʼappui à languette.
5. Insérer le nouvel ensemble de cylindre dʼappui dans lʼentraîneur de fil avec lʼorientation
correcte. (Voir les Figures D8 et D.9).
FIGURE D.10
D-3
 Loading...
Loading...