

Page 1
RRaannggeerr 225500
RETURN TO MAIN MENU
IMT661-C
January, 2010
For use with machines Code numbers: Para uso con máquinas código:
10654, 10655, 10751, 10752
Safety Depends on You
Lincoln arc welding and cutting equipment is designed and
built with safety in mind. However, your overall safety can be
increased by proper installation ... and thoughtful operation
on your part. DO NOT INSTALL, OPERATE OR REPAIR
THIS EQUIPMENT WITHOUT READING THIS MANUAL
AND THE SAFETY PRECAUTIONS CONTAINED
THROUGHOUT. And, most importantly, think before you act
and be careful.
Please Examine Carton and Equipment For Damage
When this equipment is shipped, title passes to the purchaser upon receipt by
the carrier. Consequently, Claims for material damaged in shipment must be
made by the purchaser against the transportation company at the time the
shipment is received.
Please record your equipment identification information below for future reference. This information can be found on your machine nameplate.
Whenever you request replacement parts for or information on this equipment
always supply the information you have recorded above.
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular
attention to the safety instructions we have provided for your protection.
Date of Purchase:
Serial Number:
Code Number:
Model:
Where Purchased:
Immediately
Los equipos de corte y soldadura al arco Lincoln han sido
diseñados y construidos teniendo en cuenta su seguridad.
No obstante, ésta se verá incrementada si la instalación se
realiza correctamente, y si pone atención en el manejo de
los mismos. NO INSTALE, UTILICE O REPARE ESTE
EQUIPO SIN ANTES HABER LEIDO ESTE MANUAL Y LAS
MEDIDAS DE SEGURIDAD QUE CONTIENE. Y, lo más
importante, piense antes de actuar, y tenga mucho cuidado.
Cuando este equipo se envía, el título pasa al comprador en el momento que
éste recibe el producto del transportista. Por lo tanto, las reclamaciones por
material dañado en el envío las debe realizar el comprador en contra de la
compañía de transporte en el momento en que se recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta
a continuación para referencia futura. Esta información se puede encontrar en
la placa de identificación de la máquina.
Fecha de compra:
Número de serie:
Número de Código:
Modelo:
Lugar de compra:
En cualquier momento en que usted solicite alguna refacción o información
acerca de este equipo proporcione siempre la información que se registró
anteriormente.
Lea este manual del operador completamente antes de intentar utilizar este
equipo. Guarde este manual y téngalo a la mano para cualquier referencia.
Ponga especial atención a las instrucciones de seguridad que hemos propor-
cionado para su protección.
La Seguridad Depende de Usted
Favor de Examinar Inmediatamente el Cartón y el
Equipo para Verificar si Existe Algún Daño.
S’applique aux machines dont le numéro de code est:
OPERATOR’S MANUAL
MANUAL DE OPERACIÓN
MANUEL DE L’OPÉRATEUR
Copyright © 2001 Lincoln Global Inc.
La sécurité dépend de vous
Le matériel de soudage et de coupage à l'arc Lincoln est
conçu et construit en tenant compte de la sécurité. Toutefois,
la sécurité en général peut être accrue grâce à une bonne
installation... et à la plus grande prudence de votre part. NE
PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL
SANS AVOIR LU CE MANUEL ET LES MESURES DE
SÉCURITÉ QU'IL CONTIENT. Et, par dessus tout,
réfléchissez avant d'agir et exercez la plus grande prudence.
Veuillez examiner immédiatement le carton et le
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le transporteur le reçoit. Par conséquent, les réclamations pour matériel endommagé au cours du transport doivent êtes faites par l’acheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matériel
pour pouvoir s’y reporter ultérieurement. Vous trouverez cette information
sur la plaque signalétique de votre machine.
Date d’achat :
Numéro de série :
Numéro de code :
Modèle :
Lieu d’achat :
Chaque fois que vous désirez des pièces de rechange ou des informations
sur ce matériel, indiquez toujours les informations que vous avez inscrites cidessus.
Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour la
première fois. Mettre ce manuel de côté et le tenir à portée pour pouvoir le
consulter rapidement. Faire tout particulièrement attention aux instructions de
sûreté que nous vous avons fournies pour assurer votre protection.
matériel.
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A.
Tel. (216) 481-8100
WEB SITE: www.lincolnelectric.com
Page 2
SAFETY
SEGURIDAD
SÉCURITÉ
WARNING
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY
OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE
OPERATING.
Read and understand the following safety highlights. For
additional safety information, it is strongly recommended
that you purchase a copy of “Safety in Welding & Cutting ANSI Standard Z49.1” from the American Welding Society,
P.O. Box 351040, Miami, Florida 33135 or CSA Standard
W117.2-1974. A Free copy of “Arc Welding Safety” booklet
E205 is available from the Lincoln Electric Company, 22801
St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED
INDIVIDUALS.
FOR ELECTRICALLY
powered equipment.
1.a. Turn off input power using the disconnect switch at the fuse box before
working on the equipment.
1.b. Install equipment in accordance with the U.S.
National Electrical Code, all local codes and the manufacturer’s recommendations.
1.c. Ground the equipment in accordance with the U.S.
National Electrical Code and the manufacturer’s recommendations.
ARC RAYS can burn.
2.a. Use a shield with the proper filter and
cover plates to protect your eyes from
sparks and the rays of the arc when
welding or observing open arc welding. Headshield and filter lens should
conform to ANSI Z87. I standards.
2.b. Use suitable clothing made from durable flame-resistant material to protect your skin and that of your
helpers from the arc rays.
2.c. Protect other nearby personnel with suitable, nonflammable screening and/or warn them not to watch
the arc nor expose themselves to the arc rays or to
hot spatter or metal.
MAR95
ADVERTENCIA
La SOLDADURA POR ARCO puede ser peligrosa.
PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES GRAVES O LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONAS
CON MARCAPASOS DEBEN CONSULTAR A SU
MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para
más información acerca de la seguridad, se recomienda
comprar un ejemplar de "Safety in Welding & Cutting - ANIS
Standard Z49.1" de la Sociedad Norteamericana de
Soldadura, P.O. Box 351040, Miami, Florida 33135 ó CSA
Norma W117.2-1974. Una ejemplar gratis del folleto "Arc
Welding Safety" (Seguridad de la soldadura al arco) E205
está disponible de Lincoln Electric Company, 22801 St.
Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, OPERACION, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS
PARA ELLO.
Para equipos
ELECTRICOS.
1.a. Cortar la electricidad entrante usando el
interruptor de desconexión en la caja de
fusibles antes de trabajar en el equipo.
1.b. Instalar el equipo de acuerdo con el Código Eléctrico
Nacional (EE.UU.), todos los códigos locales y las
recomendaciones del fabricante.
1.c. Conectar a tierra el equipo de acuerdo con el Código
Eléctrico Nacional (EE.UU.) y las recomendaciones
del fabricante.
Los RAYOS DEL ARCO
pueden quemar.
2.a. Colocarse una careta con el filtro y cubiertas para protegerse los ojos de las chispas y
rayos del arco cuando se suelde o se observe
un soldadura por arco abierta. El cristal del fil-
tro y casco debe satisfacer las normas ANSI Z87.I.
2.b. Usar ropa adecuada hecha de material ignífugo
durable para protegerse la piel propia y la de los ayudantes con los rayos del arco.
2.c. Proteger a otras personas que se encuentren cerca
con un biombo adecuado no inflamable y/o advertirles
que no miren directamente al arco ni que se expongan
a los rayos del arco o a las salpicaduras o metal
calientes.
2
AVERTISSEMENT
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. SE
PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES
BLESSURES GRAVES VOIRE MORTELLES. ÉLOIGNER
LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE DEVRAIENT CONSULTER LEUR
MÉDECIN AVANT D'UTILISER L'APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes.
Pour obtenir des renseignements supplémentaires sur la sécurité, on
recommande vivement d'acheter un exemplaire de la norme Z49.1 de
l'ANSI auprès de l'American Welding Society, P.O. Box 351040, Miami,
Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un
exemplaire gratuit du livret “Arc Welding Safety” E205 auprès de la
société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio
44117-1199.
S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION NE SONT
CONFIÉES QU'À DES PERSONNES QUALIFIÉES.
Matériel ÉLECTRIQUE.
1.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de travailler sur le matériel.
1.b. Installer le matériel conformément au Code canadien de l'électricité, à tous les codes locaux et aux recommandations du fabricant.
1.c. Mettre à la terre le matériel conformément au Code canadien de
l'électricité et aux recommandations du fabricant.
LE RAYONNEMENT DE L'ARC
peut brûler.
2.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se protéger
les yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Le
masque à serre-tête et les oculaires filtrants doivent être conformes
aux normes ANSI Z87.1.
2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se pro-
téger ainsi que les aides contre le rayonnement de l'arc.
2.c. Protéger les autres employés à proximité en utilisant des par-
avents ininflammables convenables ou les avertir de ne pas
regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux
projections ou au métal chaud.
Page 3
SAFETY SEGURIDAD SÉCURITÉ
ELECTRIC AND MAGNETIC
FIELDS
3.a. Electric current flowing through any
3.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their
physician before welding.
3.c. Exposure to EMF fields in welding may have other
health effects which are now not known.
3.d. All welders should use the following procedures in
order to minimize exposure to EMF fields from the
welding circuit:
3.d.1.
Route the electrode and work cables together Secure
3.d.2. Never coil the electrode lead around your body.
3.d.3. Do not place your body between the electrode
and work cables. If the electrode cable is on
your right side, the work cable should also be
on your right side.
3.d.4. Connect the work cable to the workpiece as
close as possible to the area being welded.
3.d.5. Do not work next to welding power source.
may be dangerous
conductor causes localized Electric
and Magnetic Fields (EMF). Welding
current creates EMF fields around
welding cables and weldingmachines
them with tape when possible.
LOS CAMPOS ELECTRICOS
Y MAGNETICOS
pueden ser peligrosos
3.a. La corriente eléctrica que circula por cualquiera de los
conductores causa campos eléctricos y magnéticos
(EMF) localizados. La corriente para soldar crea campos EMF alrededor de los cables y máquinas soldadoras.
3.b. Los campos EMF pueden interferir con algunos marcapasos, y los soldadores que tengan marcapaso deben
consultar a su médico antes de manejar una soldadora.
3.c. La exposición a los campos EMF en soldadura pueden
tener otros efectos sobre la salud que se desconocen.
3.d. Todo soldador debe emplear los procedimientos siguientes para reducir al mínimo la exposición a los campos EMF del circuito de soldadura:
3.d.1. Pasar los cables del electrodo y de trabajo jun-
tos - Atarlos con cinta siempre que sea posible.
3.d.2. Nunca enrollarse el cable del electrodo alrede-
dor del cuerpo.
3.d.3. No colocar el cuerpo entre los cables del elec-
trodo y de trabajo. Si el cable del electrodo está
en el lado derecho, el cable de trabajo también
debe estar en el lado derecho.
3.d.4. Conectar el cable de trabajo a la pieza de traba-
jo lo más cerca posible del área que se va a soldar.
3.d.5. No trabajar cerca del suministro eléctrico de la
soldadora.
LES CHAMPS
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
3.a. Le courant électrique qui circule dans les conducteurs crée des
champs électromagnétiques locaux. Le courant de soudage
crée des champs électromagnétiques autour des câbles et des
machines de soudage.
3.b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs qui
portent un stimulateur cardiaque devraient consulter leur
médecin avant d'entreprendre le soudage.
3.c. L'exposition aux champs électromagnétiques lors du soudage
peut avoir d'autres effets sur la santé que l'on ne connaît pas
encore.
3.d. Les soudeurs devraient suivre les consignes suivantes afin de
réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage :
3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer si pos-
sible avec du ruban adhésif.
3.d.2. Ne jamais entourer le câble électrode autour du corps.
3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le
câble d'électrode se trouve à droite, le câble de retour doit
également se trouver à droite.
3.d.4. Connecter le câble de retour à la pièce le plus près possible de
la zone de soudage.
3.d.5. Ne pas travailler juste à côté de la source de courant de
soudage.
MAR95
3
Page 4
SAFETY SEGURIDAD SÉCURITÉ
WELDING SPARKS can
cause fire or explosion.
4.a.
Remove fire hazards from the welding
area.
If this is not possible, cover them
to prevent the welding sparks from
starting a fire. Remember that welding
sparks and hot materials from welding
can easily go through small cracks and
openings to adjacent areas. Avoid
welding near hydraulic lines. Have a
fire extinguisher readily available.
4.b. Where compressed gases are to be used at the job
site, special precautions should be used to prevent
hazardous situations. Refer to “Safety in Welding and
Cutting” (ANSI Standard Z49.1) and the operating
information for the equipment being used.
4.c. When not welding, make certain no part of the electrode circuit is touching the work or ground. Accidental
contact can cause overheating and create a fire hazard.
4.d. Do not heat, cut or weld tanks, drums or containers
until the
such procedures
vapors from substances inside. They can cause an
explosion even
information, purchase “Recommended Safe Practices
for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding
Society
4.e. Vent hollow castings or containers before heating,
cutting or welding. They may explode.
Sparks and spatter are thrown from the welding arc.
4.f.
Wear oil
gloves, heavy shirt, cuffless trousers, high shoes and
a cap over your hair. Wear ear plugs when welding
out of position or in confined places. Always wear
safety glasses with side shields when in a welding
area.
4.g. Connect the work cable to the work as close to the
welding area as practical. Work cables connected to
the building framework or other locations away from
the welding area increase the possibility of the welding current passing through lifting chains, crane
cables or other alternate circuits. This can create fire
hazards or overheat lifting chains or cables until they
fail.
proper steps have been taken to insure that
Preparation
(see address above).
will not cause flammable or toxic
though
they have been “cleaned”. For
for Welding and Cutting of
free protective garments such as leather
Las CHISPAS DE LA SOLDADURA pueden causar
incendio o explosión.
4.a.Quitar todas las cosas que presenten
riesgo de incendio del lugar de soldadura. Si
esto no es posible, cubrirlas para impedir que las chispas de
la soldadura inicien un incendio. Recordar que las chispas y
los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y aberturas adyacentes al
área. No soldar cerca de tuberías hidráulicas. Tener un extinguidor de incendios a mano.
4.b. En los lugares donde se van a usar gases comprimi-
dos, se deben tomar precauciones especiales para
impedir las situaciones peligrosas. Consultar la norma
“Safety in Welding and Cutting” (Norma ANSI Z49.1) y
la información de manejo para el equipo que se está
usando.
4.c. No calentar, cortar o soldar tanques, tambores o con-
tenedores hasta haber tomado los pasos necesario
para asegurar que tales procedimientos no van a
causar vapores inflamables o tóxicos de las sustancias
en su interior. Pueden causar una explosión incluso
después de haberse “limpiado”. Para información, comprar “Recommended Safe Practices for the Preparation
for Welding and Cutting of Containers and Piping That
Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society (ver la dirección más arriba).
4.e. Ventilar las piezas fundidas huecas o contenedores
antes de calentar, cortar o soldar. Pueden explotar.
4.f. Las chispas y salpicaduras son lanzadas por el arco de
la soldadura. Usar vestimenta protectora libre de aceite
tales como guantes de cuero, camisa gruesa, pantalones sin bastillas, zapatos de caña alta y un gorro.
Ponerse tapones en los oídos cuando se suelde fuera
de posición o en lugares confinados. Siempre usar
gafas protectoras con escudos laterales cuando se
esté en un área de soldadura.
4.g. Conectar el cable de trabajo a la pieza de trabajo tan
cerca del área de soldadura como sea posible. Los
cables de la pieza de trabajo conectados a la estructura
del edificio o a otros lugares alejados del área de soldadura aumentan la posibilidad de que la corriente para
soldar pase por las cadenas de izar, cables de grúas u
otros circuitos alternativos. Esto puede crear riesgos de
incendio o sobrecalentar las cadenas o cables de izar
hasta hacer que fallen.
LES ÉTINCELLES DE
SOUDAGE peuvent provoquer
un incendie ou une explosion.
4.a. Enlever les matières inflammables de la zone
de soudage. Si ce n'est pas possible, les
recouvrir pour empêcher que les étincelles de
soudage ne les atteignent. Les étincelles et
projections de soudage peuvent facilement
s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder
près des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main.
4.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail,
on doit prendre des précautions spéciales pour éviter les dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisation relatives au matériel.
4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de
l'électrode ne touche la pièce ou la terre. Un contact accidentel
peut produire une surchauffe et créer un risque d'incendie.
4.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou
des contenants sans avoir pris les mesures qui s'imposent pour
s'assurer que ces opérations ne produiront pas des vapeurs
inflammables ou toxiques provenant des substances à l'intérieur.
Elles peuvent provoquer une explosion même si elles ont été
“nettoyées”. Pour plus d'informations, se procurer le document
AWS F4.1 de l'American Welding Society (voir l'adresse ciavant).
4.e. Mettre à l'air libre les pièces moulées creuses ou les contenants
avant de souder, de couper ou de chauffer. Elles peuvent
exploser.
4.f. Les étincelles et les projections sont expulsées de l'arc de
soudage. Porter des vêtements de protection exempts d'huile
comme des gants en cuir, une chemise épaisse, un pantalon
sans revers, des chaussures montantes et un casque ou autre
pour se protéger les cheveux. Utiliser des bouche-oreilles quand
on soude hors position ou dans des espaces clos. Toujours
porter des lunettes de sécurité avec écrans latéraux quand on se
trouve dans la zone de soudage.
4.g. Connecter le câble de retour à la pièce le plus près possible de
la zone de soudage. Si les câbles de retour sont connectés à la
charpente du bâtiment ou à d'autres endroits éloignés de la zone
de soudage cela augmente le risque que le courant de soudage
passe dans les chaînes de levage, les câbles de grue ou autres
circuits auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les chaînes de levage ou les câbles et entraîner leur
défaillance.
MAR95
4
Page 5
SAFETY SEGURIDAD SÉCURITÉ
ELECTRIC SHOCK can kill.
5.a. The electrode and work (or ground)
circuits are electrically “hot” when the
welder is on. Do not touch these “hot”
parts with your bare skin or wet clothing. Wear dry, hole-free gloves to
insulate hands.
5.b. Insulate yourself from work and ground using dry
insulation. Make certain the insulation is large enough
to cover your full area of physical contact with work
and ground.
In addition to the normal safety precautions, if
welding must be performed under electrically
hazardous conditions (in damp locations or while
wearing wet clothing; on metal structures such as
floors, gratings or scaffolds; when in cramped
positions such as sitting, kneeling or lying, if
there is a high risk of unavoidable or accidental
contact with the workpiece or ground) use the following equipment:
• Semiautomatic DC Constant Voltage (Wire)
Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
5.c. In semiautomatic or automatic wire welding, the electrode, electrode reel, welding head, nozzle or semiautomatic welding gun are also electrically “hot”.
5.d. Always be sure the work cable makes a good electrical connection with the metal being welded. The connection should be as close as possible to the area
being welded.
5.e. Ground the work or metal to be welded to a good
electrical (earth) ground.
5.f.
Maintain the electrode holder, work clamp, welding
cable and
condition. Replace
5.g. Never dip the electrode in water for cooling.
5.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because
voltage between the two can be the total of the open
circuit voltage of both welders.
5.i. When working above floor level, use a safety belt to
protect yourself from a fall should you get a shock.
5.j. Also see Items 4.c. and 1.
welding machine in good, safe operating
damaged insulation.
MAR95
El ELECTROCHOQUE
puede causar la muerte.
5.a. Los circuitos del electrodo y pieza de
trabajo (o tierra) están eléctricamente “vivos”
cuando la soldadora está encendida. No
tocar esas piezas “vivas” con la piel desnuda o ropa mojada.
Usar guantes secos sin agujeros para aislar las manos.
5.b. Aislarse de la pieza de trabajo y tierra usando aislante
seco. Asegurarse que el aislante sea lo suficientemente
grande para cubrir toda el área de contacto físico con
la pieza de trabajo y el suelo.
Además de las medidas de seguridad normales, si es
necesario soldar en condiciones eléctricamente peligrosas (en lugares húmedos o mientras se está usando ropa mojada; en las estructuras metálicas tales
como suelos, emparrillados o andamios; estando en
posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que ocurra
contacto inevitable o accidental con la pieza de trabajo o tierra, usar el equipo siguiente:
• Soldadora (de alambre) de voltaje constante
CD semiautomática.
• Soldadora (de varilla) manual CD.
• Soldadora CA con control de voltaje reducido.
5.c. En la soldadura con alambre semiautomática o
automática, el electrodo, carrete del electrodo, cabezal
soldador, boquilla o pistola para soldar semiautomática
también están eléctricamente “vivas”.
5.d. Siempre asegurar que el cable de trabajo tenga una
buena conexión eléctrica con el metal que se está soldando. La conexión debe ser lo más cerca posible del área
que se va a soldar.
5.e. Conectar la pieza de trabajo o metal que se va a soldar a
una buena tierra eléctrica.
5.f. Mantener el portaelectrodo, pinza de trabajo, cable de la
soldadora y la soldadora en condiciones de trabajo buenas y seguras. Cambiar el aislante si está dañado.
5.g. Nunca sumergir el electrodo en agua para enfriarlo.
5.h. Nunca tocar simultáneamente la piezas eléctricamente
“vivas” de los portaelectrodos conectados a dos soldadoras porque el voltaje entre los dos puede ser el total del
voltaje de circuito abierto de ambas soldadoras.
5.i. Cuando se trabaje sobre el nivel del suelo, usar un cinturón de seguridad para protegerse de una caída si llegara
a ocurrir electrochoque.
5.j. Ver también las partidas 4.c. y 1.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
5.a. Les circuits de l'électrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces pièces
sous tension les mains nues ou si l'on porte des vêtements mouillés.
Porter des gants isolants secs et ne comportant pas de trous.
5.b. S'isoler de la pièce et de la terre en utilisant un moyen d'isolation
sec. S'assurer que l'isolation est de dimensions suffisantes pour
couvrir entièrement la zone de contact physique avec la pièce et
la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses au
point de vue électrique (dans les endroits humides ou si
l'on porte des vêtements mouillés; sur les constructions
métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, il y a un risque élevé de contact
inévitable ou accidentel avec la pièce ou la terre) utiliser le
matériel suivant :
• Source de courant (fil) à tension constante c.c. semiautomatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
5.c. En soudage semi-automatique ou automatique, le fil, le dévidoir,
la tête de soudage, la buse ou le pistolet de soudage semiautomatique sont également sous tension.
5.d. Toujours s'assurer que le câble de retour est bien connecté au
métal soudé. Le point de connexion devrait être le plus près
possible de la zone soudée.
5.e. Raccorder la pièce ou le métal à souder à une bonne prise de
terre.
5.f. Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée.
5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
5.h. Ne jamais toucher simultanément les pièces sous tension des
porte-électrodes connectés à deux sources de courant de
soudage parce que la tension entre les deux peut correspondre
à la tension à vide totale des deux appareils.
5.i. Quand on travaille au-dessus du niveau du sol, utiliser une cein-
ture de sécurité pour se protéger contre les chutes en cas de
choc.
5.j. Voir également les points 4.c. et 1.
5
Page 6
FUMES AND GASES
can be dangerous.
6.a.Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep your
tion and/or exhaust at the arc to keep
away from the breathing zone. When welding with elec-
trodes which require special ventilation such as stainless or hard facing (see instructions on container or
MSDS) or on lead or cadmium plated steel and other
metals or coatings which produce highly toxic fumes,
keep exposure as low as possible and below
Threshold Limit Values (TLV) using local exhaust or
mechanical ventilation. In confined spaces or in some
circumstances, outdoors, a respirator may be
required. Additional precautions are also required
when welding on galvanized steel.
6.b.
Do not weld in locations near chlorinated hydrocarbon
vapors coming from degreasing, cleaning or spraying operations. The heat and rays of the arc can
react with solvent vapors
ly toxic gas, and other irritating products.
6.c. Shielding gases used for arc welding can displace air
and cause injury or death. Always use enough ventilation, especially in confined areas, to insure breathing air is safe.
6.d. Read and understand the manufacturer’s instructions
for this equipment and the consumables to be used,
including the material safety data sheet (MSDS) and
follow your employer’s safety practices. MSDS forms
are available from your welding distributor or from the
manufacturer.
head out of the fume. Use enough
to
fumes and gases
form phosgene, a high-
ventila-
MAR95
Los HUMOS Y GASES
pueden ser peligrosos.
6.a.La soldadura puede producir humos y gases
peligrosos para la salud. No respirarlos. Durante
la soldadura, mantener la cabeza alejada de los
humos. Tener bastante ventilación y/o escape en el arco para
mantener los humos y gases lejos de la zona de respiración.
Cuando se suelde con electrodos que requieren ventilación especial tales como aceros inoxidables o revestimientos duros (ver las instrucciones en el contenedor u
hoja de datos de seguridad del material, MSDS) o en plomo
o acero cadmiado y otros metales o revestimientos que
produzcan humos hipertóxicos, mantener la exposición
tan baja como sea posible y por debajo de los valores
límites umbrales (TLV), utilizando un escape local o ventilación mecánica. En espacios confinados o en algunas
situaciones, a la intemperie, puede ser necesario el uso de
un respirador. También se requiere tomar otras precauciones adicionales cuando se suelda en acero galvanizado.
6.b. No soldar en lugares cerca de vapores de hidrocarburo
clorados provenientes de las operaciones de desengrase,
limpieza o pulverización. El calor y los rayos del arco
puede reaccionar con los vapores de solventes para formar fosgeno, un gas hipertóxico, y otros productos irritantes.
6.c. Los gases protectores usados para la soldadura por arco
pueden desplazar el aire y causar lesiones o la muerte.
Siempre tener suficiente ventilación, especialmente en las
áreas confinadas, para tener la seguridad de que se respira aire fresco.
6.d. Leer y entender las instrucciones del fabricante de este
equipo y el material consumible que se va a usar,
incluyendo la hoja de datos de seguridad del material
(MSDS) y seguir las reglas de seguridad del empleador,
distribuidor de material de soldar o del fabricante.
LES FUMÉES ET LES GAZ peuvent être dangereux.
6.a. Le soudage peut produire des fumées et des
gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à
l'extérieur des fumées. Utiliser un système de ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer les fumées et les gaz
de la zone de travail. Quand on soude avec des électrodes qui
nécessitent une ventilation spéciale comme les électrodes en acier
inoxydable ou pour revêtement dur (voir les directives sur le contenant ou la fiche signalétique) ou quand on soude de l'acier au plomb
ou cadmié ainsi que d'autres métaux ou revêtements qui produisent
des fumées très toxiques, limiter le plus possible l'exposition et audessous des valeurs limites d'exposition (TLV) en utilisant une ventilation mécanique ou par aspiration à la source. Dans les espaces
clos ou dans certains cas à l'extérieur, un appareil respiratoire peut
être nécessaire. Des précautions supplémentaires sont également
nécessaires quand on soude sur l'acier galvanisé.
6.b. Ne pas souder dans les endroits à proximité des vapeurs d'hy-
drocarbures chlorés provenant des opérations de dégraissage,
de nettoyage ou de pulvérisation. La chaleur et le rayonnement
de l'arc peuvent réagir avec les vapeurs de solvant pour former
du phosgène, gaz très toxique, et d'autres produits irritants.
6.c. Les gaz de protection utilisés pour le soudage à l'arc peuvent
chasser l'air et provoquer des blessures graves voire mortelles.
Toujours utiliser une ventilation suffisante, spécialement dans les
espaces clos pour s'assurer que l'air inhalé ne présente pas de
danger.
6.d. Prendre connaissance des directives du fabricant relativement à
ce matériel et aux produits d'apport utilisés, et notamment des
fiches signalétiques (FS), et suivre les consignes de sécurité de
l'employeur. Demander les fiches signalétiques au vendeur ou
au fabricant des produits de soudage.
6
Page 7
SAFETY SEGURIDAD SÉCURITÉ
CYLINDER may explode if
damaged.
7.a. Use only compressed gas cylinders
containing the correct shielding gas for
the process used and properly operating regulators designed for the gas and
pressure used. All hoses, fittings, etc.
should be suitable for the application
and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
•Away from areas where they may be struck or sub-
jected to physical damage.
•A safe distance from arc welding or cutting opera-
tions and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any
other electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder
valve outlet when opening the cylinder valve.
7.f. Valve protection caps should always be in place and
hand tight except when the cylinder is in use or connected for use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l, “Precautions for Safe Handling of
Compressed Gases in Cylinders,” available from the
Compressed Gas Association 1235 Jefferson Davis
Highway, Arlington, VA 22202.
La BOTELLA de gas puede
explotar si está dañada.
7.a. Emplear únicamente botellas que
contengan el gas de protección adecuado
para el proceso utilizado, y reguladores
en buenas condiciones de
funcionamiento diseñados para el tipo de
gas y la presión utilizados. Todas las
mangueras, rácores, etc. deben ser
adecuados para la aplicación y estar en
buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical
sujetas firmemente con una cadena a la parte inferior
del carro o a un soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o
estén sujetos a daño físico.
• A una distancia segura de las operaciones de corte o
soldadura por arco y de cualquier fuente de calor,
chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o
cualquier otra pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la
válvula de la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre
deben estar colocados y apretados a mano, excepto
cuando la botella está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las
botellas de gas y el equipamiento asociado, y la
publicación P-I de CGA, “Precauciones para un Manejo
Seguro de los Gases Comprimidos en los Cilindros“,
publicado por Compressed Gas Association 1235
Jefferson Davis Highway, Arlington, VA 22202.
LES BOUTEILLES peuvent
exploser si elles sont
endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé utilisé ainsi que
des détendeurs en bon état conçus pour
les gaz et la pression utilisés. Choisir les
tuyaux souples, raccords, etc. en fonction
de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage
à l'arc ou de coupage et de toute autre source de
chaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille
est utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz
comprimé, et le matériel associé, ainsi que la publication
P-1 de la CGA que l'on peut se procurer auprès de la
Compressed Gas Association, 1235 Jefferson Davis
Highway, Arlington, VA22202.
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of
life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this
equipment.
ADVERTENCIA
La frase aparece cuando la información se debe seguir
exactamente para evitar lesiones personales serias o
pérdida de la vida.
PRECAUCIÓN
Esta frase aparece cuando la información se debe seguir
para evitar alguna lesión personal menor o daño a este
equipo
7
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement
les informations pour éviter les blessures graves voire
mortelles.
ATTENTION
Cet avis apparaît quand on doit suivre les informations pour
éviter les blessures légères ou les dommages du
matériel.
Page 8
TABLE OF CONTENTS
INDICE TABLE DES MATIÈRES
Installation................................................................Section A
Technical Specifications................................................A-1
Machine Specifications...............................................A-2
Safety Precautions........................................................A-3
Location and Ventilation........................................A-3
Stacking ................................................................A-3
Angle of Operation................................................A-3
Lifting ..................................................................A-4
Additional Safety Precautions.............................A-4
High Altitude Operation.........................................A-4
High Temperature Operation.................................A-4
Towing.................................................................A-4
Pre-Operation Engine Service ......................................A-5
Oil..........................................................................A-5
Fuel.......................................................................A-6
Engine Coolant......................................................A-6
Battery Connections..............................................A-6
Muffler Outlet Pipe ................................................A-6
Spark Arrester.......................................................A-7
High Frequency Generators for Tig ApplicationsA-7
Remote Control...................................................A-7
Electrical Connections...................................................A-8
Machine Grounding...............................................A-8
Welding Terminals.................................................A-8
Welding Output Cables.......................................A-9
Cable Installation ................................................A-9
Auxiliary Power Receptacles and Plugs .....................A-10
Standby Power Connections.......................................A-10
Premises Wiring........................................................A-11
Connection of Lincoln Electric Wire Feeders...A-12,A-13
Operation..................................................................Section B
Safety Precautions .......................................................B-1
General Description.......................................................B-1
Design Features............................................................B-2
Engine Operation..................................................B-2
Fuel.......................................................................B-2
Welding Controls ....................................................B-3,B-4
Engine Controls......................................................B-5,B-6
Starting and Stopping the Engine.........................B-6
Stopping ...............................................................B-7
Welding Operation.........................................................B-7
DC Stick Welding..................................................B-7
Constant Current (Stick) Welding .........................B-7
Pipe Welding.........................................................B-7
Fuel Consumption.................................................B-7
Tig Welding...........................................................B-8
Wire Welding-CV...................................................B-8
Typical Current Ranges for Tungsten Electrodes.B-9
Arc Gouging..........................................................B-9
Auxiliary Power ...................................................B-9
Simultaneous Welding and Auxiliary Power LoadsB-10
Extension Cord Recommendations.....................B-11
Accessories..............................................................Section C
Recommended Optional Equipment .....................C-1,C-2
Page
Página
Instalación...............................................................Sección A
Especificaciones Técnicas............................................A-1
Especificaciones de la Máquina ................................A-2
Precauciones de Seguridad..........................................A-3
Ubicación y Ventilación.........................................A-3
Estibación.............................................................A-3
Angulo de Operación............................................A-3
Elevación............................................................A-4
Precauciones Adicionales de Seguridad............A-4
Operación en Altitud Elevada...............................A-4
Operación en Temperatura Elevada.....................A-4
Remolque...........................................................A-4
Servicio del Motor Antes de su Operación...................A-5
Aceite....................................................................A-5
Combustible..........................................................A-6
Sistema de Enfriamiento del Motor......................A-6
Conexión de la Batería.........................................A-6
Tubo de Salida del Mofle......................................A-6
Supresor de Chispas............................................A-7
Generadores de Alta Frecuencia para
Aplicaciones TIG.................................................A-7
Control Remoto ..................................................A-7
Conexiones Eléctricas ..................................................A-8
Aterrizaje de la Máquina.......................................A-8
Terminales de Soldadura......................................A-8
Cables de Salida de Soldadura .........................A-9
Instalación del Cable..........................................A-9
Receptáculos y Enchufes de Energía Auxiliar............A-10
Conexiones de Energía de Reserva...........................A-10
Cableado de la Instalación Eléctrica........................A-11
Conexión de los Alimentadores de
Alambre Lincoln Electric ................................A-12,A-13
Operación................................................................Sección B
Precauciones de Seguridad .........................................B-1
Descripción General .....................................................B-1
Características del Diseño............................................B-2
Operación del Motor.............................................B-2
Combustible..........................................................B-2
Controles de Soldadura .........................................B-3,B-4
Controles de la Máquina ........................................B-5,B-6
Marcha y Paro del Motor......................................B-6
Paro .....................................................................B-7
Operación de Soldadura...............................................B-7
Soldadura con Electrodo Revestido CD...............B-7
Soldadura de Corriente Constante (CC-Stick) ....B-7
Soldadura de Tubo...............................................B-7
Consumo de Combustible ....................................B-7
Soldadura Tig ...................................................... B-8
Soldadura de Alambre-CV....................................B-8
Rangos Típicos de Corriente para Electrodos
de Tungsteno .......................................................B-9
Desbaste...............................................................B-9
Energía Auxiliar..................................................B-9
Cargas de Soldadura y Energía Auxiliar
Simultáneas........................................................B-10
Longitudes Recomendadas para el Cable de ...........
Extensión ............................................................B-11
Accesorios ..............................................................Sección C
Equipo Opcional Recomendado...........................C-1,C-2
Página
Installation............................................................................. A
Fiche Technique............................................................A-1
Fiche Technique de la Machine .................................A-2
Mesures de Securité.....................................................A-3
Emplacement et Ventilation..................................A-3
Gerbage................................................................A-3
Inclinaison.............................................................A-3
Levage................................................................A-4
Mesures de Sécurité Supplémentaires ..............A-4
Fonctionnement a Haute Altitude .........................A-4
Fonctionnement a Haute Température.................A-4
Remorquage.......................................................A-4
Entretien Préalable du Moteur......................................A-5
Huile......................................................................A-5
Carburant..............................................................A-6
Circuit de Refroidissement du Moteur..................A-6
connexion e la Batterie.........................................A-6
Tuyau de Sortie du Silencieux..............................A-6
Pare-Étincelles......................................................A-7
Génératrices a Haute Fréquence Pour le Soudage
TIG......................................................................A-7
Télécommande...................................................A-7
Connexions Électriques................................................A-8
Mise a la Terre de la Machine ..............................A-8
Bornes de Soudage..............................................A-8
Cables de Sortie de Soudage............................A-9
Connexion des Cables .......................................A-9
Prises de Courant Auxiliaire........................................A-10
Connexions D’Alimentation de Secours .....................A-10
Cablage des locaux..................................................A-11
Connexion des Dévidoirs de
Lincoln Electric ...............................................A-12,A-13
Fonctionnement......................................................Sección B
Mesures de Sécurité ....................................................B-1
Description Générale....................................................B-1
Caractéristiques de Conception....................................B-2
Fonctionnement du Moteur...................................B-2
Ajouter du Carburant ............................................B-2
Commandes de Soudage ......................................B-3,B-4
Commandes du Moteur..........................................B-5,B-6
Démarrage et arrét du Moteur..............................B-6
Arrét......................................................................B-7
Fonctionnement de la Machine de Soudage................B-7
Soudage Avec Électrode Enrobée c.c..................B-7
Soudage a Courant Constant (CC-Stick) ............B-7
Soudage des Tuyaux............................................B-7
Consommation de Carburant ...............................B-7
Soudage Tig ........................................................ B-8
Soudage Avec Fil a Tension Constante ...............B-8
Plages de Courant Type(1) Pour Électrodes de
Tunsténe................................................................B-9
Gougeage A L’arc.................................................B-9
Courant Auxiliaire...............................................B-9
Charges de Soudae et de Courant Auxiliaire
Simultanées........................................................B-10
Longueurs de Cáble Prolongateur
Recommandées..................................................B-11
Accessoires.............................................................Sección C
Matériel en Option recommandé ..........................C-1,C-2
8
Page 9
TABLE OF CONTENTS
INDICE TABLE DES MATIÈRES
Maintenance.............................................................Section D
Safety Precautions .........................................................D-1
Routine Maintenance...............................................D-1
Kohler / Onan Engine Maintenance Components..........D-2
Kohler Engine ................................................................D-2
Onan P216 Engine .........................................................D-3
Engine Oil Change...................................................D-3
Engine Oil Refill Capacities (Kohler / Onan)............D-4
Oil Filter Change......................................................D-4
Air Cleaner Service..............................................D-4
Air Pre-Cleaner Service ...........................................D-5
Air Filter Paper Element...........................................D-5
Spark Plug ...............................................................D-6
Spark Plug Service ..................................................D-6
Fuel Filter.................................................................D-7
Engine Adjustment................................................D-7
Battery Maintenance.............................................D-7
Option Spark Arrestor ..............................................D-8
Welder / Generator Maintenance .................................D-9
Storage.....................................................................D-9
Cleaning...................................................................D-9
Brush Removal and Replacement ...........................D-9
Troubleshooting.......................................................Section E
How to Use Troubleshooting Guide................................E-1
Troubleshooting Guide....................................................E-2
Troubleshooting Guide ................................................E-3
Troubleshooting Guide ................................................E-4
Diagrams & Dimension Print...................................Section F
Parts List .............................................................P358 Series
Page
Página
Mantenimiento........................................................Sección D
Precaución Seguridad....................................................D-1
Mantenimiento de Rutina.........................................D-1
Componentes del mantenimiento
del Motor Kohler / Onan ..............................................D-2
Motor Onan P216 ..........................................................D-3
Cambio de Aceite del Motor ....................................D-3
Capacidades de Llenado de Aceite
del Motor (Kohler / Onan)........................................D-4
Cambio del Filtro de Aceite .....................................D-4
Servicio del Limpiador de Aire ............................D-4
Servicio del Pre-limpiador de Aire ...........................D-5
Elemento de Papel del Filtro de Aire.......................D-5
Bujía.........................................................................D-6
Servicio de la Bujía..................................................D-6
Filtro de Combustible...............................................D-7
Ajuste del Motor ...................................................D-7
El exceso de velocidad es peligroso.......................D-7
Mantenimiento de la Batería ................................D-7
Supresor de Chispas Opcional................................D-8
Mantenimiento de la Soldadora/Generador .................D-9
Almacenamiento......................................................D-9
Limpieza ..................................................................D-9
Remoción y Reemplazo de las Escobillas ..............D-9
Localización de Averías .........................................Sección E
CómoUtilizar la Guía de Localización de Averías..........E-1
Guía de Localización de Averías....................................E-2
Guía de Localización de Averías ................................E-3
Guía de Localización de Averías ................................E-4
Diagramas e Impresión de las Dimensiones........Sección F
Lista de Partes ...................................................P358 Series
Página
Entretien ..................................................................Sección D
Mesures De Sécurité....................................................D-1
Entretien Périodique.............................................D-1
Composants Du Moteur À Entretenir Kolher / Onan....D-2
Moteur Onan P216 .......................................................D-3
Vidange D’huile ....................................................D-3
Contenance D’huile Moteur..................................D-4
Remplacement Du Filtre À Huile..........................D-4
Nettoyage Du Filtre À Air ...................................D-4
Entretien Du Préfiltre............................................D-5
Cartouche De Filtre À Air En Papier ....................D-5
Bougie ..................................................................D-6
Entretien De La Bougie ........................................D-7
Filtre À Essence ...................................................D-7
Réglage Du Moteur ..............................................D-7
Il est dangereux de faire tourner trop vite le
moteur ..................................................................D-7
Entretien De La Batterie.......................................D-7
Entretien Du Pare-Étincelles En Option.............. D-8
Entretien De La Machine À Souder Et De
La Génératrice..............................................................D-9
Entreposage.........................................................D-9
Nettoyage.............................................................D-9
Dépose Et Pose Des Balais.................................D-9
Dépannage...............................................................Sección E
Comment Utiliser Le Guide De Dépannage.................
Dépannage ...................................................................E-2
Dépannage ...................................................................E-3
Dépannage ...................................................................E-4
Schéma De Connexion,Cáblage, Dimensions.....Sección F
E-1
La nomenclature des pièces...............................P358 Series
9
Page 10
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS
FICHE TECHNIQUE
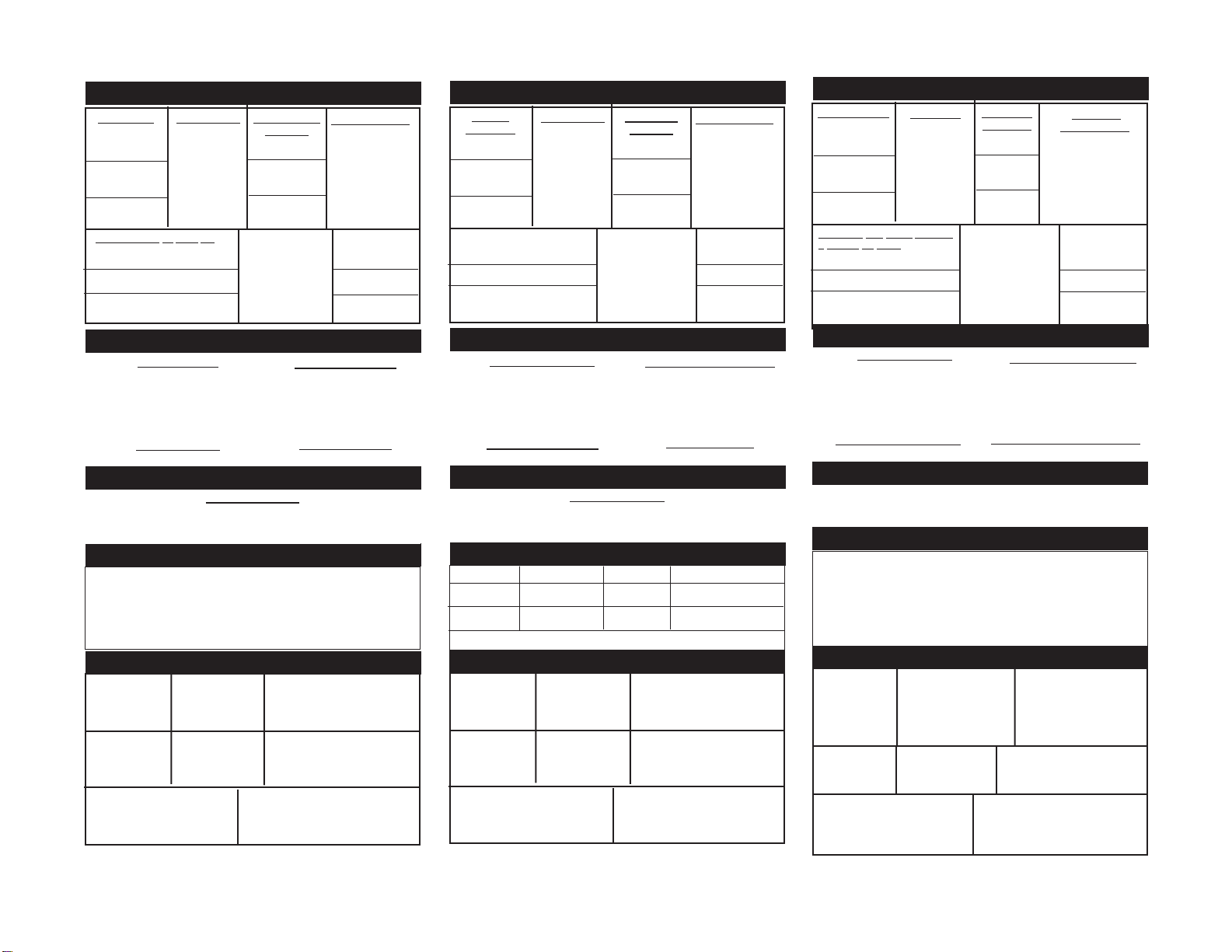
INPUT – GASOLINE ENGINE
Make/Model
K1725-1 ONAN
P216
K1725-2
KOHLER CH20
OHV
Displacement
K1725-1 44 (714) 12VDC Battery Fuel: 12gal.(45.4L)
K1725-2 38 (624) Push Button Fuel: 12gal.(45.4L)
DESCRIPTION
2 Cylinder
4 Cycle
Air Cooled
Gasoline Engine
cu. in.(cu. cm)
3.25 x 2.62 (83x67) and starter Oil: 1.8qts.(1.7L)
3.03x 2.64 (77x67) Starter Oil: 2.0qts.(1.9L)
HORSE POWER
3600 RPM
16 HP
20 HP
Starting System Capacities
Group 58 Battery
(435 cold crank amps)
Operating Speed
High Idle 3700 RPM
Full Load 3500 RPM
Low Idle 2400 RPM
RATED OUTPUT - WELDER
Welding Output
CC STICK & PIPE DC Output
STICK / PIPE Output Range
TIG Output Range
CV WIRE DC Output
CV WIRE Output Range
Duty Cycle Max.
100%
Volts at rated Amps
25 Volts at 250 Amps
20 to 250 Amps
20 to 250 Amps
25 Volts at 250 Amps
14 to 28 Volts
OCV @ 3700 RPM
80 Volts
OUTPUT - GENERATOR
Auxiliary Power
8,000 Watts, 60 Hz
120/240 Volts
100% Duty Cycle
PHYSICAL DIMENSIONS
HEIGHT WIDTH DEPTH WEIGHT
30.00** in. 21.50 in. 42.25 in. 518 lbs. (235kg.)
762.0 mm 546.0 mm 1073.0 mm 500 lbs. (227kg.)
**Top of enclosure, add 6.0” (152mm) for exhaust.
K1725-1
K1725-2
ENGINE COMPONENTS
LUBRICATION VALVE LIFTERS FUEL SYSTEM
Full Pressure Solid (Onan P216), Vacuum Pulse Pump (Onan P216)
with Full Flow Filter -(Kohler) Mechanical Fuel Pump (Kohler)
AIR CLEANER ENGINE IDLER MUFFLER
Dual Element Automatic Idler can be rotated. Made from
GOVERNOR ENGINE PROTECTION
Mechanical Governor Shitdown on low oil pressure.
5% regulation (Onan P216, Kohler)
Centrifugal Flywheel
1. Output rating in watts is equivalent to volt-amperes at unity power factor.
Output voltage is within ± 10% at all loads up to rated capacity. When
welding, available auxiliary power will be reduced.
Hydraulic-
Low noise Muffler: Top outlet
long life, aluminized steel.
ENTRADA - MOTOR DE GASOLINA
Modelo/
Fabricante
K1725-1 ONAN
P216
K1725-2
KOHLER CH20
OHV
Desplazamiento
K1725-1 44 (714) Batería y Comb.: 12gal.(45.4L)
K1725-2 38 (624) Botón del Comb.: 12gal.(45.4L)
DESCRIPCION
Motor de
gasolina
enfriado por aire
2 Cilindros
4 Ciclos
cu. cm (cu. in.)
83x67 (3.25x2.62) arrancador de 12 VCD Aceite: 1.8qts.(1.7L)
77x67 (3.03x 2.64) Arrancador Aceite: 2.0qts.(1.9L)
POTENCIA A
3600 RPM
16 HP
20 HP
Sistema de Arranque
Batería Grupo 58
encendido en frío de
435 amperes
Vel. de Operación
Alta vel. 3700 RPM
Carga completa
3500 RPM
Baja Vel. 2400 RPM
Capacidades
SALIDA NOMINAL - SOLDADORA
Salida de Soldadura
Salida de CD de VARILLA CC y TUBO
Tango de salida VARILLA / TUBO
Rango de Salida TIG
Salida de CD de ALAMBRE CV
Rango de Salida ALAMBRE CV
Ciclo de Trabajo Máx.
100%
Voltios y Amperes Nominales
25 Volts a 250 Amps
20 a 250 Amps
20 a 250 Amps
25 Volts a 250 Amps
14 a 28 Volts
OCV a 3700 RPM
80 Volts
SALIDA - GENERADOR
Energía Auxiliar
8,000 Watts, 60 Hz
120/240 Volts
100% de Ciclo de Trabajo
DIMENSIONES FISICAS
ALTURA ANCHO FONDO PESO
30.00** in. 21.50 in. 42.25 in. 518 lbs. (235kg.)
762.0 mm 546.0 mm 1073.0 mm 500 lbs. (227kg.)
**Para la cubierta superior, agregar 152mm (6.0”) del escape.
K1725-1
K1725-2,
COMPONENTES DEL MOTOR
LUBRICACION ELEV. DE VALVULA SISTEMA DE COMBUSTIBLE
Presión Completa Sólido (Onan P216),
con Filtro de Hidráulico-
Flujo Completo -(Kohler) Bomba de Comb. Mecánica (Kohler)
FILTRO DE AIRE GOB. DEL MOTOR MOFLE
Elemento Dual Gobernador que se puede girar. Fabricado de
GOBERNADOR PROTECCION DEL MOTOR
Gobernador mecánico Apagado cuando hay bajo nivel de
Regulación del 5% (Onan P216, Kohler) aceite.
Rueda libre centrífuga
1. La capacidad nominal de salida en watts es equivalente a voltios-amperes en un factor de
potencia unitario . El voltaje de salida está entre +/- 10% en todas las cargas hasta la capacidad
nominal. Cuando esté soldando se reducirá la energía auxiliar disponible.
automático acero aluminizado de larga dur.
Bombeo Pulsante de Ext.
Mofle de bajo ruido: Salida superior
(Onan P216)
ENTRÉE – MOTEUR À ESSENCE
Marque/modèle
K1725-1 ONAN
P216
K1725-2
KOHLER CH20
OHV
Cylindrée
x course po (mm)
K1725-1 44 (714) Batería y
K1725-2 38 (624) Botón del
Description
Moteur à
essence
2 cylindres
4 temps refroidi
par air
po3 (cm3) Alésage
83x67 (3.25x2.62) arrancador de 12 VCD Huile: 1.8qts.(1.7L)
77x67 (3.03x 2.64) Arrancador Huile: 2.0qts.(1.9L)
Puissance à
3 600 tr/min
16 HP
20 HP
Sistema de Arranque
Batterie et démarreur
12 V c.c.
Démarreur bouton-
poussoir
Batterie groupe 58
Batería Grupo 58
(435 A démarrage à
encendido en frío de
Ralenti haut 3 700 tr/min
Pleine charge
3 500 tr/min
Ralenti bas 2 400 tr/min
froid)
Vitesse de
fonctionnement
Capacidades
Carburant
: 12gal.(45.4L)
Carburant
: 12gal.(45.4L)
SORTIE NOMINALE - SOUDAGE
Sortie de soudage
Sortie CC STICK et PIPE CC
Plage de sortie STICK/PIPE
Plage de sortie TIG
Sortie c.c. FIL c.c.
Plage de sortie FIL TC
Facteur de marche max.
100%
Tension à intensité nominale
25 V à 250 A
20 V à 250 A
20 V à 250 A
25 V à 250 A
14 à 18 V
Tension à vide à 3 700 tr/min
80 Volts
SORTIE – GÉNÉRATRICE
8 000 W, 60 Hz
120/240 V
Facteur de marche 100 %
ENCOMBREMENT
HAUTEUR LARGEUR
30** po 21,5 po 42,25 po 518 lb (235 kg)
762 mm 546 mm 1073 mm 500 lb (227 kg)
**Partie supérieure de la carrosserie, ajouter 6 po (152 mm) pour
l’échappement
.
PROFONDEUR
POIDS
K1725-1
K1725-1, K1725-4
COMPOSANTS DU MOTEUR
LUBRIFICATION
Pression intégrale avec filtre
à passage total
FILTRE À AIR GOB. DEL MOTOR SILENCIEUX
Cartouche double Ralenti automatique sup. peut être tournée. En acier
RÉGULATEUR PROTECTION DU MOTEUR
Régulateur mécanique Arrêt basse pression d’huile
Régulation 5 % (Onan P216, Kohler)
Volant centrifuge
1. La sortie nominale en watts est équivalente aux volts-ampères au facteur de puissance unité.
La tension de sortie se situe à ±10 % de toutes les charges jusqu’à la capacité nominale.
Pendant le soudage, le courant auxiliaire est réduit.
POUSSOIRS DE SOUPAPE CIRCUIT CARBURAN
Monobloc (Onan
P220 soupapes en tête)
Hydraulique
(Kohler)
Pompe à essence à dépression
(Onan P216)
Pompe à essence mécanique
(Kohler)
Silencieux à faible bruit : la sortie
aluminé à longue durée de vie.
A-1
Page 11
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS
FICHE TECHNIQUE
MACHINE SPECIFICATIONS - Ranger
250 (K1725-1,K1725-2 )
RECEPTACLES
(2) 120VAC Duplex (5-20R)
(1) 120/240VAC Dual Voltage
Full KVA (14-50R)
AUXILIARY POWER CIRCUIT BREAKER
Two 20AMP for Two Duplex Recptacle
Two 35AMP for Dual Voltage
OTHER CIRCUIT BREAKERS
25AMP for Battery Charging Circuit
15AMP for 42V Wire Feeder Power
ESPECIFICACIONES DE LA MAQUINA Ranger 250 (K1725-1,K1725-2 )
RECEPTACULOS
(2) Duplex de 120VCA (5-20R)
(1) Voltaje Dual 120/240VCA
KVA Completo (14-50R)
INTERRUPTOR DE CIRCUITO
Dos de 20AMP para Dos receptáculos Dúplex
Dos de 35AMP para Voltaje Dual
OTROS INTERRUPTORES DE CIRCUITO
25AMP para Circuito de Carga de batería
15AMP para Alimentador de Alambre de 42V
FICHE TECHNIQUE DE LA MACHINE
– RANGER 250 (K1725-1, K1725-2)
RPRISES
(2) 120 V c.a. double (5-20R)
(1) 120/240 V c.a. bitension pleine KVA (14-
50R)
DISJONCTEUR COURANT AUXILIAIRE
Deux 20 A pour deux prises doubles
Deux 35 A bitension
AUTRES DISJONCTEURS
25 A pour circuit de charge batterie
15 A pour courant de dévidoir 42 V
A-2
Page 12
INSTALLATION INSTALACION
INSTALLATION
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturer’s
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
---------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and ground
• Always wear dry insulating gloves.
-----------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or vent
exhaust outside.
-----------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
-----------------------------------------------------------------------
• See additional warning information at front of
this operator’s manual.
-----------------------------------------------------------------------
• Only qualified personnel should install, use, or
service this equipment.
LOCATION AND VENTILATION
The welder should be located to provide an unrestricted flow of clean, cool air to the cooling air inlets and to
avoid restricting the cooling air outlets. Also, locate
the welder so that the engine exhaust fumes are properly vented to an outside area.
STACKING
Ranger 250 machines cannot be stacked.
ANGLE OF OPERATION
Engines are designed to run in the level condition
which is where the optimum performance is achieved.
The maximum angle of continuous operation is 15
degrees in any direction. If the engine is to be operated at an angle, provisions must be made for checking
and maintaining the oil level at the normal (FULL) oil
capacity in the crankcase.
When operating the welder at an angle, the effective
fuel capacity will be slightly less than the specified 12
gallons.
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
No intente utilizar este equipo hasta que no haya
leído cuidadosamente el manual del fabricante del
motor suministrado con su soldadora. Este
incluye precauciones importantes de seguridad,
instrucciones detalladas para arrancar el motor,
operacion y mantenimiento y listas de partes.
----------------------------------------------------------------------
• Aíslese del trabajo y tierra.
• Siempre utilice guantes aislantes secos.
---------------------------------------------------------------------------
---------------------------------------------------------------------------
• Manténgase alejado de las partes móviles.
---------------------------------------------------------------------------
• Lea la información adicional de advertencia en las
----------------------------------------------------------
• Sólo el personal calificado debe instalar, utilizar
UBICACION Y VENTILACION
La soldadora debe ubicarse de tal manera que
permita el flujo de aire limpio y frío a los orificios de
aire de enfriamiento con el fin de que evite restringir
las salidas de aire de enfriamiento. Asimismo coloque
la soldadora de tal manera que los humos de escape
del motor salgan libremente a un área externa.
ESTIBACION
Las máquinas Ranger 250 no se pueden estibar.
ANGULO DE OPERACION
Las máquinas están diseñadas para funcionar en una
condición nivelada donde se puede lograr un óptimo
rendimiento. El ángulo máximo de operación continua
del motor es de 15 grados en cualquier dirección. Si el
motor será operado a un cierto ángulo, deben tomarse
ciertas precauciones para verificar y mantener el nivel
de aceite a su capacidad normal LLENO (FULL) en el
cárter.
Cuando se opera la soldadora en un ángulo, la
capacidad efectiva de combustible será ligeramente
menor a los 12 galones especificados.
Una DESACARGA ELECTRICA puede causar
la muerte.
• No toque las partes eléctricamente activas
o electrodos con la piel o ropa húmeda.
Los vapores del motor son peligrosos.
• Uselo en áreas abiertas y bien ventiladas o
abra respiraderos.
Las PARTES MOVILES pueden lesionar.
• No opere la máquina con las puertas
abiertas o sin las cubiertas de protección.
• Apague la máquina antes de darle
servicio.
primeras páginas de este manual de operación.
o dar servicio a este equipo.
MESURES DE SÉCURITÉ
AVERTISSEMENT
Ne pas utiliser ce matériel sans avoir lu entièrement le
manuel du constructeur du moteur fourni avec le groupe
de soudage. On y donne des mesures de sécurité
importantes, des instructions détaillées sur le
démarrage, le fonctionnement et l’entretien du moteur
ainsi qu’une nomenclature des pièces.
-------------------------------------------------------------------------------
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous tension ou
l’électrode les mains nues ou si l'on porte
des vêtements mouillés.
• S'isoler de la pièce et de la terre
• Toujours porter des gants isolants secs.
-------------------------------------------------------------------------------
LES GAZ D’ÉCHAPPEMENT peuvent être
mortels.
• Utiliser à l’extérieur ou dans un endroit bien
aéré ou évacuer les fumées à l’extérieur.
---------------------------------------------------------------------------
LES PIÈCES EN MOUVEMENT peuvent
provoquer des blessures.
• Ne pas faire fonctionner les portes ouvertes
ou sans protecteur.
• Arrêter le moteur avant d’entretenir ou de
réparer.
• Voir l’information de mise en garde supplémentaire au
début de ce manuel de l’opérateur.
-------------------------------------------------------------------------------
• Seul un personnel qualifié doit installer, utiliser ou
entretenir ce matériel.
-------------------------------------------------------------------------------
EMPLACEMENT ET VENTILATION
Le groupe de soudage doit être placé de façon que de
l’air frais et propre circule par les entrées d’air de
refroidissement et que les sorties d’air de
refroidissement ne soient pas obstruées. De plus,
placer le groupe de façon que les fumées
d’échappement soient évacuées à l’extérieur.
GERBAGE
On ne peut pas empiler les machines Ranger 250.
INCLINAISON
Les moteurs sont conçus pour fonctionner de niveau.
C’est dans cette position que l’on obtient des
performances optimales. L’angle maximum de
fonctionnement continu est de 15o dans n’importe
quel sens. Si l’on doit faire fonctionner le moteur de
biais, on doit prendre des mesures pour vérifier et
maintenir l’huile au niveau normal (FULL) dans le
carter.
Quand on fait fonctionner le groupe de biais, la
contenance effective de carburant sera légèrement
inférieure aux 12 gallons spécifiés.
A-3
Page 13
INSTALLATION INSTALACION
INSTALLATION
LIFTING
The RANGER 250 weighs approximately 575 lbs. with
a full tank of gasoline. A lift bail is mounted to the
machine and should always be used when lifting the
machine.
Additional Safety Precautions
WARNING
FALLING EQUIPMENT can cause injury.
• Do not lift this machine using lift
bale if it is equipped with a heavy
accessory such as trailer or gas
cylinder.
• Lift only with equipment of adequate lifting capacity.
• Be sure machine is stable when lifting.
----------------------------------------------------------------
HIGH ALTITUDE OPERATION
At higher altitudes, output de-rating may be necessary.
For maximum rating, de-rate the welder output 3.5%
for every 1000 ft. (305m). Contact an authorized
engine service shop for modifications to operate
above 5,000 ft. (1525m).
HIGH TEMPERATURE OPERATION
At temperatures above 40°C, output de-rating is necessary. For maximum output ratings, de-rate the
welder output 2V for every 10°C above 40°C.
(Note: For Onan P216 models only, use 30°C in
place of 40°C.)
TOWING
The recommended trailer for use with this equipment
for road, in-plant and yard towing by a vehicle
Lincoln’s K957-1. If the user adapts a non-Lincoln trailer, he must assume responsibility that the method of
attachment and usage does not result in a safety hazard nor damage the welding equipment. Some of the
factors to be considered are as follows:
(1)
ELEVACION
La RANGER 250 pesa aproximadamente 258kg (575
lbs.) con el tanque de gasolina lleno. La máquina
viene montada con un soporte de levante y siempre
deberá utilizarse al elevar la máquina.
PRECAUCIONES ADICIONALES DE SEGURIDAD
ADVERTENCIA
El EQUIPO PUEDE CAER y
ocasionar lesiones.
• No eleve esta máquina utilizando el
soporte de levantamiento si tiene
instalado algún accesorio pesado,
como un remolque o un cilindro de
gas.
• Levántelo únicamente con equipo cuya
capacidad de levantamiento sea adecuada.
• Asegúrese de que la máquina esté estable
cuando la eleve.
-----------------------------------------------------------------------
OPERACION EN ALTITUD ELEVADA
En altitudes elevadas, es posible que sea necesario
disminuir la salida nominal. Para máxima capacidad
nominal. Disminuya la salida nominal de la soldadora
en un 3.5% por cada 305m (1000 ft.). Póngase en
contacto con el taller de servicio autorizado para
realizar cualquier modificación para que opere arriba
de los 1525m (5,000 ft.).
OPERACION EN TEMPERATURA
ELEVADA
En tempearaturas arriba de 40°C, es necesario
disminuir la salida nominal. Para la máxima
capacidad nominal, disminuya la salida nominal de la
soldadora a un 2V por cada 10°C arriba de 40°C.
(Nota: para los modelos Onan P216 únicamente,
is
utilice 30°C en lugar de 40°C.)
REMOLQUE
El remolque recomendado para que un vehículo
utilice con este equipo en autopista, en planta o patio
es K957-1 de Lincoln. Si el usuaro adapta un
remolque que no sea de Lincoln, debe asumir la
responsabilidad de que el método de aseguramiento
y su uso no resulte en un peligro para la seguridad ni
dañe el equipo de la soldadora . Algunos factores a
considerar son los siguientes:
A-4
(1)
LEVAGE
Le modèle RANGER 250 pèse environ 575 lb avec un
réservoir plein d’essence. Un anneau de levage se
trouve sur la machine et on doit toujours l’utiliser
quand on lève la machine.
PRECAUCIONES ADICIONALES DE SEGURIDAD
AVERTISSEMENT
Les CHUTES DE MATÉRIEL peuvent provoquer
• S’assurer que la machine est stable quand on la
lève.
-----------------------------------------------------------------------
FONCTIONNEMENT À HAUTE ALTITUDE
À haute altitude, il peut être nécessaire de réduire la
puissance de la machine. Pour obtenir les
meilleures caractéristiques, il faut diminuer la sortie
de 3,5 % par 1 000 pi (305 m). Communiquer avec
un centre d’entretien du moteur agréé pour voir
quelles sont les modifications à effectuer en vue
d’une utilisation au-dessus de 5 000 pi (1 525 m).
FONCTIONNEMENT À HAUTE
TEMPÉRATURE
À des températures supérieures à 40 oC, il est
nécessaire de diminuer la puissance nominale. Pour
obtenir des sorties maximales, diminuer la sortie de
la machine de 2V tous les 10° C au-dessus de
40 °C. (Note : Pour les modèles Onan P216
uniquement, utiliser 30 oC au lieu de 40 oC.)
REMORQUAGE
lo
On recommande d’utiliser la remorque Lincoln K9571 avec ce matériel pour le remorquage sur route,
dans l’usine et aux alentours au moyen d’un
véhicule(1). Si l’utilisateur utilise une remorque
autre que Lincoln, il doit s’assurer que la méthode
d’attelage et d’utilisation ne présente pas un risque
pour la sécurité ou n’endommage pas le matériel de
soudage. Certains des facteurs à prendre en
compte sont les suivants :
des blessures.
• Ne pas soulever la machine avec
l’anneau de levage si elle est
équipée d’un accessoire lourd
comme une remorque ou une
bouteille de gaz.
• Ne lever qu’avec un matériel d’une
puissance suffisante.
Page 14
INSTALLATION
INSTALACIÓN
INSTALLATION
1. Design capacity of trailer vs. weight of Lincoln
equipment and likely additional attachments.
2. Proper support of, and attachment to, the base of
the welding equipment so there will be no undue
stress to the framework.
3. Proper placement of the equipment on the trailer to
insure stability side to side and front to back when
being moved and when standing by itself while
being operated or serviced.
4. Typical conditions of use, i.e., travel speed; roughness of surface on which the trailer will be operated; environmental conditions.
5. Conformance with federal, state and local
laws.(1)
(1) Consult applicable federal, state and local laws
regarding specific requirements for use on public highways.
PRE-OPERATION ENGINE SERVICE
WARNING
READ the engine operating and maintenance
instructions supplied with this machine.
• Stop engine and allow to cool before fueling
• Do not smoke when fueling
• Fill fuel tank at a moderate rate and do not overfil
• Wipe up spilled fuel and allow fumes to clear before
starting engine
• Keep sparks and flame away from tank
OIL
The RANGER 250 is shipped with the engine
crankcase filled with high quality SAE 10W-30 oil.
Check the oil level before starting the engine. If it is
not up to the full mark on the dip stick, add oil as
required. Check the oil level every four hours of running time during the first 25 running hours. Refer to
the engine Operator’s Manual for specific oil recommendations and break-in information. The oil change
interval is dependent on the quality of the oil and the
operating environment. Refer to the Engine
Operator’s Manual for the proper service and maintenance intervals.
1. Capacidad de diseño del remolque en
comparación con el peso del equipo de Lincoln y
los aditamentos adicionales probables.
2. Soporte adecuado de la base y aseguramiento a
la base del equipo de la soldadora, de tal modo
que no exista un esfuerzo en el armazón del
remolque.
3. Adecuada colocación del equipo sobre el
remolque para asegurar su estabilidad de lado a
lado y de frente a parte posterior cuando se esté
moviendo, operando o dando servicio.
4. Las condiciones típicas de uso, tales como la
velocidad de viaje; las condiciones de la superficie
sobre la cual será operado el remolque;
condiciones ambientales; como el mantenimiento.
5. Cumplimiento de las leyes federales, estatales y
locales.
(1) Consulte las leyes aplicables federales, estatales
y locales relacionadas con los requerimeintos
específicos para su uso en autopistas públicas.
(1)
SERVICIO DEL MOTOR ANTES DE SU
OPERACION
ADVERTENCIA
LEA las instrucciones de operación y mantenimiento
que se proporcionan con esta máquina.
• Detenga el motor y deje que se enfríe antes de
ponerle combustible
• No fume cuando vierta el combustible
• Llene el tanque de combustible a una capacidad
media y no lo llene más de lo necesario
• Limpie el combustible que se haya derramado y
permita que los vapores se dispersen antes de
arrancar el motor
• Evite que se genere alguna chispa o flama cerca del
tanque.
ACEITE
La RANGER 250 se envía con el cárter lleno con aceite
SAE 10W-30 de alta calidad. Verifique el nivel de aceite
antes de arrancar el motor. Si no llega hasta la marca de
lleno en la bayoneta, agregue aceite según sea
necesario. Verifique el nivel de aceite cada cuatro horas
de funcionamiento del motor durante las primeras 25
horas de funcionamiento. Consulte el Manual del
Operador del motor si desea conocer recomendaciones
específicas del aceite e información del arranque inicial
del motor. El intervalo de cambio de aceite depende de
la calidad del mismo y del ambiente de operación.
Consulte el Manual del Operador del motor para conocer
los intervalos de servicio y mantenimiento adecuados.
A-5
1. Capacité de calcul de la remorque par rapport au
poids du matériel Lincoln et accessoires supplémentaires éventuels.
2. Soutien suffisant de la base du matériel de
soudage et attelage à celle-ci de façon qu’il n’y
ait pas de contrainte excessive sur le bâti.
3. Bonne mise en place du matériel sur la remorque
pour assurer la stabilité d’un côté à l’autre et d’avant en arrière lors du transport et quand elle
repose sur le sol lors du fonctionnement ou de
l’entretien.
4. Conditions types d’utilisation, c’est-à-dire vitesse
de déplacement, état de la surface sur laquelle la
remorque va circuler et conditions environnementales.
5. Conformité aux lois fédérales, provinciales et
locales.(1)
(1) Consulter les lois fédérales, provinciales et
locales applicables relatives aux exigences particulières à utiliser sur les routes publiques.
ENTRETIEN PRÉALABLE DU
MOTEUR
AVERTISSEMENT
LIRE les instructions de fonctionnement et d’entretien du moteur fournis avec cette machine.
• Arrêter le moteur et le laisser refroidir avant de faire
le plein.
• Ne pas fumer quand on fait le plein.
• Faire le plein avec un débit moyen et ne pas trop
remplir.
• Essuyer le carburant qui s’est déversé et laisser les
vapeurs se dissiper avant de faire démarrer le
moteur.
• Tenir les étincelles et la flamme éloignées du
réservoir.
HUILE
Le modèle RANGER 250 est expédié avec le carter
rempli d’huile SAE 10W-30 de haute qualité. Vérifier le
niveau d’huile avant de faire démarrer le moteur. Si le
niveau n’atteint pas la marque supérieure sur la jauge,
ajouter de l’huile selon les prescriptions. Vérifier le
niveau d’huile toutes les quatre heures de fonctionnement au cours des 25 premières heures de fonctionnement. Voir le manuel de l’opérateur du moteur qui
donne les recommandations particulières sur l’huile et
les informations sur le rodage. La fréquence de vidange dépend de la qualité de l’huile et du milieu de fonctionnement. Voir le manuel de l’opérateur du moteur
qui donne les intervalles convenables d’entretien et de
vérification.
Page 15
INSTALLATION
INSTALACIÓN
INSTALLATION
FUEL
USE GASOLINE FUEL ONLY
Fill the fuel tank with clean, fresh fuel. The capacity of
the fuel tank is 12 gallons (45.4 liters).
NOTE: The fuel tank is mounted below the engine so
a fuel shutoff valve is not required.
WARNING
ENGINE COOLING SYSTEM
Air to cool the engine is drawn in lower set of louvers
on the case back. It is important that the intake air is
not restricted. Allow a minimum clearance of 2 feet
(0.6m) from the case back to a vertical surface.
----------------------------------------------------------------
BATTERY CONNECTION
Use caution as the electrolyte is a strong acid that can
burn skin and damage eyes.
The RANGER 250 is shipped with the negative battery cable disconnected. Make certain that the RUNSTOP switch is in the STOP position. Remove the two
screws from the rear battery tray using a screwdriver
or a 3/8" socket. Attach the negative battery cable to
the negative battery terminal and tighten using a 1/2"
socket or wrench.
NOTE: This machine is furnished with a wet charged
battery; if unused for several months, the battery may
require a booster charge. Be careful to charge the battery with the correct polarity.
----------------------------------------------------------------
MUFFLER OUTLET PIPE
Using the clamp provided secure the outlet pipe to the
outlet tube with the pipe positioned such that it will
direct the exhaust in the desired direction. Tighten
using a 9/16" socket or wrench.
COMBUSTIBLE
SOLO UTILICE COMBUSTIBLE DE GASOLINA
Llene el tanque con combustible limpio y nuevo. La
capacidad del tanque de combustible es de 45.4 litros
(12 galones).
NOTA: El tanque de combustible se monta debajo del
motor por lo que no es necesaria la válvula de
cierre de combustible.
ADVERTENCIA
SISTEMA DE ENFRIAMIENTO DEL
MOTOR
El aire frío para enfriar el motor pasa por las rejillas
inferiores del gabinete posterior. Es importante que
no se obstruya la toma de aire. Deje un espacio
mínimo de 0.6m (2 pies) desde el gabinete posterior
hasta la superficie vertical.
----------------------------------------------------------------
CONEXION DE LA BATERIA
Tenga precaución ya que el electrolito es un ácido
fuerte que puede causar quemaduras en la piel o
dañar la vista.
La RANGER 250 viene con el cable negativo de la
batería desconectado. Antes de encender la
máquina, asegúrese de que el interruptor RUN-STOP
este en la posición STOP (paro). Retire los dos
tornillos de la charola posterior de la batería utilizando
un desarmador de 3/8" o una llave. Conecte el cable
negativo de la batería a la terminal negativa de la
batería y apriete utilizando una llave de 1/2".
NOTA: Esta máquina incluye una batería húmeda con
carga; si se deja de utilizar por varios meses, es
posible que la batería requiera una recarga.
Asegúrese de cargar la batería con la polaridad
correcta.
-----------------------------------------------------------------------
TUBO DE SALIDA DEL MOFLE
Utilizando la agarradera que se proporciona asegure
el tubo de salida al tubo de escape de tal manera que
dirija el escape a la dirección deseada. Apriete
utilizando una llave de 9/16".
CARBURANT
N’UTILISER QUE DE L’ESSENCE.
Remplir le réservoir de carburant d’essence propre et
fraîche. La contenance du réservoir est de 12 gallons (45,4 L).
NOTE: Le réservoir de carburant est monté au-
dessous du moteur de sorte qu’un robinet d’arrêt
du carburant n’est pas nécessaire.
AVERTISSEMENT
CIRCUIT DE REFROIDISSEMENT DU
MOTEUR
L’air nécessaire pour refroidir le moteur est attiré dans
les persiennes inférieures à l’arrière de l’appareil. Il
est important que la prise d’air ne soit pas obstruée.
Laisser un dégagement de 2 pi (0,6 m) entre l’arrière
de la machine et une surface verticale.
----------------------------------------------------------------
CONNEXION DE LA BATTERIE
Manipuler avec précaution car l’électrolyte est un
acide fort qui peut brûler la peau et blesser les yeux.
Le groupe RANGER 250 est expédié avec le câble
négatif de la batterie déconnecté. S’assurer que l’interrupteur RUN-STOP (marche-arrêt) est sur STOP.
Dévisser les deux vis du support de batterie arrière en
utilisant un tournevis ou une douille 3/8 po. Placer le
câble de batterie négatif sur la borne négative de la
batterie et serrer en utilisant une douille ou une clé _
po.
NOTE : Cette machine est équipée d’une batterie
chargée avec électrolyte. Si l’on ne l’utilise pas pendant plusieurs mois, elle peut nécessiter un survoltage. S’assurer de charger la batterie à la bonne
polarité.
-----------------------------------------------------------------------
TUYAU DE SORTIE DU SILENCIEUX
En utilisant le collier fourni, fixer le tuyau de sortie au
tube de sortie en orientant le tuyau de façon à diriger
l’échappement dans le sens prescrit. Serrer en utilisant une douille ou une clé 9/7 po.
A-6
Page 16
INSTALLATION INSTALACIÓN INSTALLATION
SPARK ARRESTER
Some federal, state or local laws may require that
gasoline or diesel engines be equipped with exhaust
spark arresters when they are operated in certain
locations where unarrested sparks may present a fire
hazard. The standard muffler included with this welder
does not qualify as a spark arrester. When required by
local regulations, a suitable spark arrester, such as the
S24647 must be installed and properly maintained.
WARNING
An incorrect spark arrester may lead to damage to the
engine or adversely affect performance.
----------------------------------------------------------------
HIGH FREQUENCY GENERATORS
FOR TIG APPLICATIONS
The K930-2 TIG Module is suitable for use with the
Ranger 250. The Ranger 250 and any high frequency
generating equipment must be properly grounded.
See the K930-2 Operating Manual for completed
instructions on installation, operation, and maintenance.
REMOTE CONTROL
The Ranger 250 is equipped with a 6 pin and a 14 pin
Amphenol connector. The 6 pin connector is for connecting the K857 or K857-1 Remote Control (optional)
or for TIG welding, the K870 foot Amptrol or the K812
hand Amptrol.
When in the CC-STICK, PIPE, and CV-WIRE modes
and when a remote control is connected to the
Amphenol, the auto-sensing circuit in the Ranger 250
automatically switches the OUTPUT control from control at the welder to remote control .
The 14 pin connector is used to directly connect a wire
feeder or TIG Module (K930-2) control cable. In the
CV-WIRE mode, the Ranger 250 auto-sensing circuit
automatically makes the Ranger 250 Output Control
inactive and the wire feeder voltage control active
when the control cable is connected to the 14 pin connector.
NOTE: When a wire feeder with a built in welding voltage control is connected to the 14 pin connector, do
not connect anything to the 6 pin connector.
SUPRESOR DE CHISPAS
Algunas leyes federales, estatales o locales pueden
requerir que los motores de gasolina o diesel vengan
equipados con los supresores de chispas para el
escape cuando se operen en ciertos lugares donde
las chispas pueden representar riesgo de incendios.
El mofle estándar incluido con esta soldadora no
califica como supresor de chispas. Siempre que lo
soliciten los reglamentos locales debe instalarse un
supresor de chispas adecuado, como el S24647, y se
le debe dar el mantenimiento adecuado.
ADVERTENCIA
Un supresor de chispas incorrecto puede dañar el
motor o afectar de manera adversa su rendimiento.
----------------------------------------------------------------
GENERADORES DE ALTA FRECUENCIA
PARA APLICACIONES TIG
El K930-2 TIG Module es adecuado para utilizarse
con la Ranger 250. La Ranger 250 y cualquier equipo
de generación de alta frecuencia deben estar
debidamente aterrizados. Consulte el Manual de
Operación K930-2 para conocer todas las
instrucciones de instalación, operación y
mantenimiento.
CONTROL REMOTO
La Ranger 250 viene equipada con un conector
Amphenol de 6 pin y 14-pines. El conector de 6 pines
es para conectar el Control Remoto K857 o K857-1
(opcional) o en el caso de las aplicaciones de
soldadura TIG, con Control de pie K870 o Amptrol
manual K812.
Cuando se encuentra en los modos CC-STICK
(varilla), PIPE (tubo), y CV-WIRE (alambre) y cuando
el control remoto está conectado al Amphenol, el
circuito de auto-lectura de la Ranger 250 enciende
automáticamente el control de SALIDA desde el
control en la soldadora hasta el control remoto.
El conector de 14 pines se utiliza para conectar
directamente al alimentador de alambre o cable de
control de TIG Module (K930-2). En el modo CVWIRE, el circuito de auto-lectura de la Ranger 250
desactiva automáticamente el Control de Salida de la
Ranger 250 y activa el control de voltaje del
alimentador de alambre cuando se conecta el cable
de control al conector de 14 pines.
NOTA: Cuando un alimentador con un control de
voltaje de soldadura integrado se conecta al conector
de 14 pines, no conecte nada al conector de 6 pines.
A-7
PARE-ÉTINCELLES
Certaines lois fédérales, provinciales ou locales
peuvent exiger que les moteurs à essence ou diesel
soient équipés de pare-étincelles quand on les utilise
à certains endroits où les étincelles pourraient sinon
présenter un risque d’incendie. Le silencieux
standard fourni avec ce groupe de soudage n’est pas
un pare-étincelles normalisé. Selon les prescriptions
des règlements locaux, on doit placer et entretenir
correctement un pare-étincelles approprié comme le
S24647.
AVERTISSEMENT
Un pare-étincelles inapproprié peut entraîner des
dommages au moteur ou nuire aux performances.
----------------------------------------------------------------
GÉNÉRATRICES À HAUTE FRÉQUENCE
POUR LE SOUDAGE TIG
Le module TIG K930-2 peut être utilisé avec le
Ranger 250. Le Ranger 250 et tout appareil
générateur à haute fréquence doivent être bien mis à
la terre. Voir le manuel de l’opérateur du K930-2 qui
donne des instructions complètes sur l’installation, le
fonctionnement et l’entretien.
TÉLÉCOMMANDE
Le Ranger 250 est équipé d’un connecteur Amphenol
à 6 et 14 contacts. Le connecteur à 6 contacts sert à
connecter la télécommande K857 ou K857-1 (en
option) ou pour le soudage TIG, la pédale Amptrol
K870 ou la commande manuelle Amptrol K812.
En modes CC-STICK (électrode enrobée a courant
constant), PIPE (tuyau) et CV-WIRE (fil à tension
constante) et quand une télécommande est
connectée à la prise Amphenol, le circuit
d’autodétection du Ranger 250 commute
automatiquement la commande OUTPUT de la
commande du groupe de soudage à la commande à
distance.
Le connecteur à 14 contacts est utilisé pour connecter
directement un câble de commande d’un dévidoir ou
d’un module TIG (K930-2). En mode CV-WIRE, le
circuit d’autodétection du Ranger 250 inactive
automatiquement la sortie de la machine et active la
commande de tension du dévidoir quand le câble de
commande est connecté au connecteur à 14 contacts.
NOTE: Quand un dévidoir équipé d’une commande
de tension de soudage est connecté au connecteur à
14 contacts, ne rien connecter au connecteur à 6
contacts.
Page 17
INSTALLATION
INSTALACION
INSTALACION
ELECTRICAL CONNECTIONS
MACHINE GROUNDING
Because this portable engine driven welder creates its
own power, it is not necessary to connect its frame to
an earth ground, unless the machine is connected to
premises wiring (home, shop, etc.)
To prevent dangerous electric shock, other equipment
to which this engine driven welder supplies power
must:
1) Be grounded to the frame of the welder using a
grounded type plug.
2) Be double insulated.
WARNING
Do not ground the machine to a pipe that carries
explosive or combustible material.
-----------------------------------------------------------------------
When this welder is mounted on a truck or trailer, its
frame must be securely connected to the metal frame
of the vehicle. When this engine driven welder is connected to premises wiring such as that in a home or
shop, its frame must be connected to the system earth
ground. See further connection instructions in the section entitled "Standby Power Connections" as well as
the article on grounding in the latest U.S. National
Electrical Code and the local code.
In general, if the machine is to be grounded, it should
be connected with a #8 or larger copper wire to a solid
earth ground such as a metal water pipe going into the
ground for at least ten feet and having no insulated
joints, or to the metal framework of a building which
has been effectively grounded.
The U.S. National Electrical Code lists a number of
alternate means of grounding electrical equipment. A
machine grounding stud marked with the symbol
is provided on the front of the welder.
WELDING TERMINALS
The Ranger 250 is equipped with a toggle switch for
selecting "hot" welding terminal when in the "WELD
TERMINALS ON" position or "cold" welding terminal
when in the "REMOTELY CONTROLLED" position.
CONEXIONES ELECTRICAS
ATERRIZAJE DE LA MAQUINA
Debido a que esta soldadora de motor de combustión
interna genera su propia energía, no es necesario aterrizar
su armazón, a menos que la máquina esté conectada según
la instalación eléctrica de (casa, taller, etc.).
Para evitar una descarga eléctrica peligrosa, el resto del
equipo energizado por esta soldadora con motor de
combustieon interna debe:
1) Estar conectado a tierra en el armazón de la soldadora
utilizando un enchufe tipo conexión a tierra.
2) Estar doblemente aislado.
ADVERTENCIA
No aterrice la máquina a un tubo que transporte
explosivos o meterial combustible.
-----------------------------------------------------------------------
Cuando esta soldadora está montada en un camión o
remolque, su armazón debe estar conectado de manera
segura al armazón de metal del vehículo. Cuando esta
soldadora con motor de combustión interna está conectada
de acuerdo con la instalación eléctrica de una casa o taller,
su armazón debe estar conectado a la tierra del sistema.
Vea mayores instrucciones de conexión en la sección
titulada "Conexiones de energía de reserva", así como el
artículo sobre conexiones a tierra en la última versión del
Código Eléctrico Nacional de los Estados Unidos y los
códigos locales.
En general, si se va a aterrizar la máquina, deberá
conectarse con un alambre de cobre del #8 o mayor a una
tierra sólida como lo es un tubo metálico de agua
subterráneo a una profundidad de al menos 10 pies y que
no tenga uniones aisladas, o bien, a la estructura metálica
de un edificio que haya sido conectado a tierra
adecuadamente.
El Código Eléctrico Nacional de los Estados Unidos
enumera diversas alternativas para el aterrizaje del equipo
eléctrico. Al frente de la soldadora se encuentra un borne
marcado con el símbolo proporcionado al frente de
la soldadora.
TERMINALES DE SOLDADURA
La Ranger 250 está equipada con un interruptor de
palanca para seleccionar terminales de soldadura
"hot"(activas) cuando se encuentren en la posición
"WELDING TERMINALS ALWAYS ON" o las
terminales de soldadura "cold" cuando se encuentren
en la posición "WELDING TERMINALS REMOTELY
CONTROLLED".
CONNEXIONS ÉLECTRIQUES
MISE À LA TERRE DE LA
MACHINE
Comme cette machine à souder à moteur portative
produit son propre courant, il n’est pas nécessaire de
connecter son bâti à une prise de terre, à moins
qu’elle ne soit connectée au câblage des locaux
(maison, atelier, etc.).
Afin d’empêcher les chocs électriques dangereux, les
autres matériels alimentés par ce groupe doivent :
1) Être mis à la terre au bâti de la machine en utilisant
une fiche de type mise à la terre.
2) Avoir une double isolation.
AVERTISSEMENT
Ne pas mettre la machine à la terre à un tuyau qui
transporte des matières explosives ou
combustibles.
-----------------------------------------------------------------------
Quand cette machine est montée sur un camion ou
une remorque, son bâti doit être connecté solidement
au bâti métallique du véhicule. Quand cette machine
à moteur à essence est connectée au câblage des
locaux comme dans une maison ou un atelier, le bâti
doit être connecté au circuit de terre. Pour plus
d’instructions sur les connexions, voir la section
intitulée «Connexions d’alimentation de secours»
ainsi que l’article sur la mise à la terre du dernier code
de l’électricité et le code local.
En général, si l’on doit mettre la machine à la terre, on
doit la connecter avec un fil en cuivre no 8 ou plus
gros à une terre rigide comme un tuyau d’eau
métallique descendant dans le sol à au moins 10
pieds et ne comportant pas de joints isolés, ou à la
charpente métallique d’un bâtiment qui a été bien
mise à la terre.
Le code national de l’électricité énumère un certain
nombre d’autres moyens de mise à la terre de
l’équipement électrique. Une borne de mise à la terre
de la machine indiquée par le symbole
est placé en avant de l’appareil.
BORNES DE SOUDAGE
Le Ranger 250 est équipé d’un sélecteur à levier pour
choisir la borne de soudage «chaude» en position
WELD TERMINALS ON ou la borne de soudage
«froide», en position REMOTELY CONTROLLED.
A-8
Page 18
INSTALLATION
INSTALACION
INSTALLATION
WELDING OUTPUT CABLES
With the engine off connect the electrode and work
cables to the output studs. The welding process dictates the polarity of the electrode cable. These connections should be checked periodically and tightened
with a 3/4" wrench.
Table A.1 lists recommended cable sizes and lengths
for rated current and duty cycle. Length refers to the
distance from the welder to the work and back to the
welder. Cable diameters are increased for long cable
TABLE A-1
TOTAL COMBINED LENGTH OF
ELECTRODE AND WORK CABLES
Cable Length
0-100Ft. (0-30meters)
100-150 Ft. (30-46m meters)
150-200 Ft. (46-61 meters)
Cable Size for
250 Amps
100% Duty Cycle
1 AWG
1 AWG
1/0 AWG
CABLE INSTALLATION
Install the welding cables to your RANGER 250 as follows.
1.
The gasoline engine must be OFF to install welding
cables.
2. Remove the flanged nuts from the output terminals.
3. Connect the electrode holder and work cables to the weld
output terminals. The terminals are identified on the case
front.
4. Tighten the flanged nuts securely.
5. Be certain that the metal piece you are welding (the
“work”) is properly connected to the work clamp and
cable.
6. Check and tighten the connections periodically.
CAUTION
• Loose connections will cause the output terminals to
overheat. The terminals may eventually melt.
• Do not cross the welding cables at the output termi-
nal connection. Keep the cables isolated and separate from one another.
----------------------------------------------------------------
CABLES DE SALIDA DE
SOLDADURA
Con el motor apagado conecte los cables de trabajo y
electrodo en los bornes de salida. El proceso de
soldadura rige la polaridad del cable de electrodo.
Estas conexiones deberán verificarse periódicamente
y apretarse con una llave de 3/4".
La Tabla A.1 enumera los calibres y longitudes de
cable recomendados para la corriente nominal y ciclo
de trabajo. La longitud se refiere a la distancia desde
la soldadora al trabajo y de regreso a la soldadora. Se
incrementan los diámetros de cable para longitudes
de cable prolongadas a fin de reducir las caídas de
voltaje.
TABLA A-1
LONGITUD TOTAL COMBINADA DE LOS
CABLES DE TRABAJO Y ELECTRODO
Calibre del cable
Longitud del cable
0-30 metros (0-100 pies)
30-46m metros (100-150 pies)
46-61 metros (150-200 pies)
para 250 Amps
100% Ciclo de
trabajo
1 AWG
1 AWG
1/0 AWG
INSTALACION DEL CABLE
Instale los cables de soldadura a su RANGER 250 como
sigue:
1. El motor de gasolina deberá estar APAGADO (OFF) para
instalar los cables de soldadura.
2. Retire la tuerca bridada de las terminales de salida.
3. Conecte el portaelectrodos y los cables de trabajo a las
terminales de salida de soldadura. Las terminales están
identificadas en el frente del gabinete.
4. Apriete las tuercas bridadas de manera segura.
5. Asegúrese de que la pieza de metal que esté soldando
(el “trabajo”) esté debidamente conectada a la pinza de
trabajo y cable.
6. Revise y apriete las conexiones periódicamente.
PRECAUCION
• Conexiones sueltas ocasionarán que las terminales
de salida se sobrecalienten. Se podría dar el caso
de que las terminales se derritan.
• No cruce los cables de sldadura en la conexion de la
terminal de salida. Mantenga los cables aislados y
separados entre sí.
----------------------------------------------------------------
A-9
CÁBLES DE SORTIE DE SOUDAGE
Le moteur arrêté, connecter les câbles d’électrode et
de retour aux bornes de sortie. Le procédé de
soudage indique la polarité du câble d’électrode. On
doit vérifier périodiquement ces connexions et les
serrer avec une clé _ po.
Le tableau A.1 donne la liste des grosseurs et
longueurs de câble recommandées pour le courant
nominal et le facteur de marche. La longueur
représente la distance machine de soudage-pièce et
pièce-machine. On a augmenté le diamètre des
câbles dans le cas des câbles plus longs afin de
réduire la chute de tension.
TABLEAU A.1
LONGUEUR COMBINÉE TOTALE DES CBLES
ÉLECTRODE ET DES CBLES DE RETOUR
Grosseur du
Longueur du câble
0-100 pi (0-30 m)
100-150 pi (30-46 m)
150-200 pi (45-61 m)
câble pour 250 A,
facteur de
marche 100 %
1 AWG
1 AWG
1/0 AWG
CONNEXION DES CÁBLES
Connecter les câbles de soudage au RANGER 250
comme suit :
1. Le moteur à essence doit être arrêté pour
connecter les câbles de soudage.
2. Dévisser les écrous à embase des bornes de sortie.
3. Connecter les câbles du porte-électrode et de
retour aux bornes de sortie de soudage. Les
bornes sont identifiées à l’avant.
4. Bien serrer les écrous à embase.
5. S’assurer que la pièce métallique que l’on soude
est bien raccordée au connecteur de pièce et au
câble.
6. Vérifier et resserrer périodiquement les connexions.
PRECAUCION
• Les connexions lâches provoquent la surchauffe des
bornes de sortie. À la longue, les bornes peuvent
fondre.
• Ne pas croiser les câbles de soudage à la borne de
sortie. Les câbles doivent être isolés et séparés l’un
de l’autre.
-----------------------------------------------------------------------
Page 19
INSTALLATION
INSTALACION
INSTALLATION
AUXILIARY POWER RECEPTACLES
The auxiliary power of the RANGER 250 consists of two 20
Amp-120 VAC (5-20R) duplex receptacles and one 50 Amp
120/240 VAC (14-50R) receptacle. The 240 VAC receptacle
can be split for single phase 120 VAC operation.
The auxiliary power capacity is 8,000 watts of 60 Hz, single
phase power. The auxiliary power capacity rating in watts is
equivalent to volt-amperes at unity power factor. The max
permissible current of the 240 VAC output is 33 Amps. The
240 VAC output can be split to provide two separate 120
VAC outputs with a max permissible current of 33 Amps per
output to two separate 120 VAC branch circuits (these circuits cannot be paralleled). Output voltage is within ± 10%
at all loads up to rated capacity.
The 120 V auxiliary power receptacles should only be used
with three wire grounded type plugs or approved double
insulated tools with two wire plugs. The current rating of any
plug used with the system must be at least equal to the current capacity of the associated receptacle.
NOTE: The 240 V receptacle has two 120 V circuits, but are
of opposite polarities and cannot be paralleled.
STANDBY POWER CONNECTIONS
The RANGER 250 is suitable for temporary, standby or
emergency power using the engine manufacturer’s recommended maintenance schedule.
The RANGER 250 can be permanently installed as a standby power unit for 240 VAC, 3 wire, single phase, 35 amp service. Connections must be made by a licensed electrician
who can determine how the 120/240 VAC power can be
adapted to the particular installation and comply with all
applicable electrical codes.
1. Install the double-pole, double-throw switch between the
power company meter and the premises disconnect. Switch
rating must be the same or greater than the customer’s
premises disconnect and service over current protection.
2. Take necessary steps to assure load is limited to the capacity of the RANGER 250 by installing a 35 amp, 240 VAC double pole circuit breaker. Maximum rated load for each leg of
the 240 VAC auxiliary is 33 amperes. Loading above the
rated output will reduce output voltage below the allowable 10% of rated voltage which may damage appliances or other
motor-driven equipment and may result in overheating of the
RANGER 250 engine and/or alternator windings.
3. Install a 50 amp, 120/240 VAC plug (NEMA Type 14-50) to
the double-pole circuit breaker using No. 6, 4 conductor
cable of the desired length. (The 50 amp, 120/240 VAC plug
is available in the optional K802R plug kit or as part number
T12153-9.)
4. Plug this cable into the 50 Amp, 120/240 Volt receptacle on
the RANGER 250 case front.
RECEPTACULOS DE ENERGIA AUXILIAR
La energía auxiliar de la RANGER 250 tiene dos receptáculos
dúplex de 20 Amp-120 VCA (5-20R) y un receptáculo de 50 Amp
120/240 VCA (14-50R). El receptáculo de 240 VCA puede dividirse
para que trabaje en una sola fase de 120 VCA.
La capacidad de energía auxiliar es de 8,000 watts de energía
monofásica de 60 Hz. La capacidad nominal de la energía auxiliar
en watts es equivalente a los voltios-amperes al factor de potencia
unitario. La corriente máxima permisible de la salida de 240 VCA
es de 33 Amps. La salida de 240 VCA puede dividirse para
proporcionar dos salidas separadas de 120 VCA con una correinte
máxima permisible de 33 Amps por salida en dos circuitos
bifurcados de 120 VCA separados (estos circuitos no pueden ser
conectados en paralelo). El voltaje de salida oscila entre ± 10% en
todas las cargas hasta la capacidad nominal.
Los receptáculos de energía auxiliar de 120 V sólo deben utilizarse
con enchufes de tres cables y con conexión a tierra o con
herramientas aisladas dobles aprobadas con enchufes de dos
cables. La corriente nominal o de cualquier enchufe utilizado con el
sistema debe ser al menos igual que la capacidad de corriente del
receptáculo asociado.
NOTA: El receptáculo de 240 V tiene dos circuitos de 120 V, pero
son de polaridades opuestas y no pueden ser conectados en
paralelo.
CONEXIONES DE ENERGIA DE RESERVA
La RANGER 250 es adecuada como suministro de energía
temporal, de reserva o de emergencia utilizando el programa de
mantenimiento recomendado por el fabricante de la máquina.
La RANGER 250 se puede instalar permanentemente como
suministro de energía de reserva para servicio de 240 VCA, 3
hilos, monofásico, 35 amp. Las conexiones debe realizarlas un
electricista capacitado que pueda determinar de que manera
puede adaptarse la energía de 120/240 VCA a la instalación
que se desea hacer y seguir los códigos eléctricos aplicables.
1. Instale un interruptor bipolar de dos tiros entre el medidor de
la compañía y la instalación eléctrica del edificio. La
capacidad nominal del interruptor debe ser la misma o
mayor a la caja de desconexión de la instalación eléctrica y
el servicio de protección de corriente.
2. Efectúe los pasos necesarios para asegurar que la carga se
limite a la capacidad de la RANGER 250 instalando un
interruptor de circuito bipolar de 35 amp, 240 VCA. La carga
nominal máxima para cada segmento del suministro de
energía auxiliar de 240 VCA es de 33 amperes. Una carga
más allá de la salida nominal reducirá el voltaje de salida por
debajo del - 10% permitido del voltaje nominal, lo que puede
dañar los dispositivos u otro equipo con motor eléctrico y
puede ocasionar sobrecalentamiento en el motor de la
RANGER 250 y/o devanados del alternador.
3. Instale un enchufe de 50 amp, 120/240 VCA (NEMA Tipo 14-
50) al interruptor automático bipolar utilizando 4 cables
conductores del No. 6 de la longitud deseada. (El enchufe de
50 amp, 120/240 VCA está disponible en el juego de
enchufes opcional K802R o como el número de parte
T12153-9.)
4. Conecte este cable al receptáculo de 50 Amp, 120/240
Voltios en el frente del gabinete de la RANGER 250.
A-10
PRISES DE COURANT AUXILIAIRE
Le courant auxiliaire du RANGER 250 est fourni par deux
prises doubles 20 A-120 V c.a. (5-20R) et une prise de 50 A
120/240 V c.a. (14-50R). La prise 240 V c.a. peut être
divisée pour l’utilisation en monophasé 120 V c.a.
Le courant auxiliaire est de 8 000 W, 60 Hz monophasé. Le
courant auxiliaire nominal en watts est équivalent aux voltsampères au facteur de puissance unité. Le courant admissible maximum de la sortie 240 V c.a. est de 33 A. La sortie
240 V c.a. peut être divisée pour fournir deux sorties distinctes de 120 V c.a. avec un courant admissible maximum
de 33 A par sortie à deux circuits dérivés de 120 V c.a. distincts (on ne peut pas monter en parallèle ces circuits). La
tension de sortie est de ±10 % à toutes les charges jusqu’à
la capacité nominale.
Seules des fiches à trois fils avec mise à la terre ou des outils à double isolation approuvés avec des fiches à deux fils
doivent être branchées aux prises de courant auxiliaire 120
V. Le courant nominal de toute fiche utilisée avec le système
doit être au moins égal à l’intensité maximale de la prise
associée.
NOTE : La prise 240 V a deux circuits 120 V, mais ceux-ci
sont de polarité opposée et on ne peut pas les connecter en
parallèle.
CONNEXIONS D’ALIMENTATION DE
SECOURS
Le RANGER 250 peut fournir une alimentation temporaire,
de secours ou d’urgence à condition d’utiliser le calendrier
d’entretien recommandé du constructeur du moteur.
On peut utiliser le RANGER 250 comme source d’alimentation de secours permanente de 240 V c.a. à trois fils,
monophasé, 35 A. Les connexions doivent être effectuées
par un électricien certifié qui peut déterminer comment l’alimentation 120/240 V c.a. peut être adaptée à l’installation
particulière et se conformer à tous les codes d’électricité
applicables.
1. Monter un interrupteur bipolaire bidirectionnel entre le compteur de la compagnie d’électricité et le disjoncteur des locaux.
L’intensité nominale de l’interrupteur doit être équivalente ou
supérieure à celle du disjoncteur des locaux du client ou à celle
du dispositif de protection contre les surintensités.
2. Prendre les mesures nécessaires pour s’assurer que la charge
est limitée à la capacité du RANGER 250 en montant un disjoncteur bipolaire de 35 A et 240 V c.a. La charge nominale
maximale de chaque branche du courant auxiliaire 240 V c.a.
est de 33 A. Toute charge supérieure à la sortie nominale
réduit la tension de sortie au-dessous des 10 % admissibles de
la tension nominale qui peut endommager les appareils ou
autre matériel à moteur électrique et peut entraîner la surchauffe du moteur et/ou des enroulements de l’alternateur du
RANGER 250.
3. Monter une fiche 50 A, 120/240 V c.a. (type NEMA 14-50) au
disjoncteur bipolaire en utilisant un câble à quatre conducteurs
no 6 de la longueur prescrite. (La fiche 50 A, 120/240 V c.a. fait
partie de l’ensemble de fiches K802R en option ou on peut le
commander, no de référence T122153-9).
4. Connecter ce câble à la prise 50 A, 120/240 V à l’avant du
RANGER 250.
Page 20
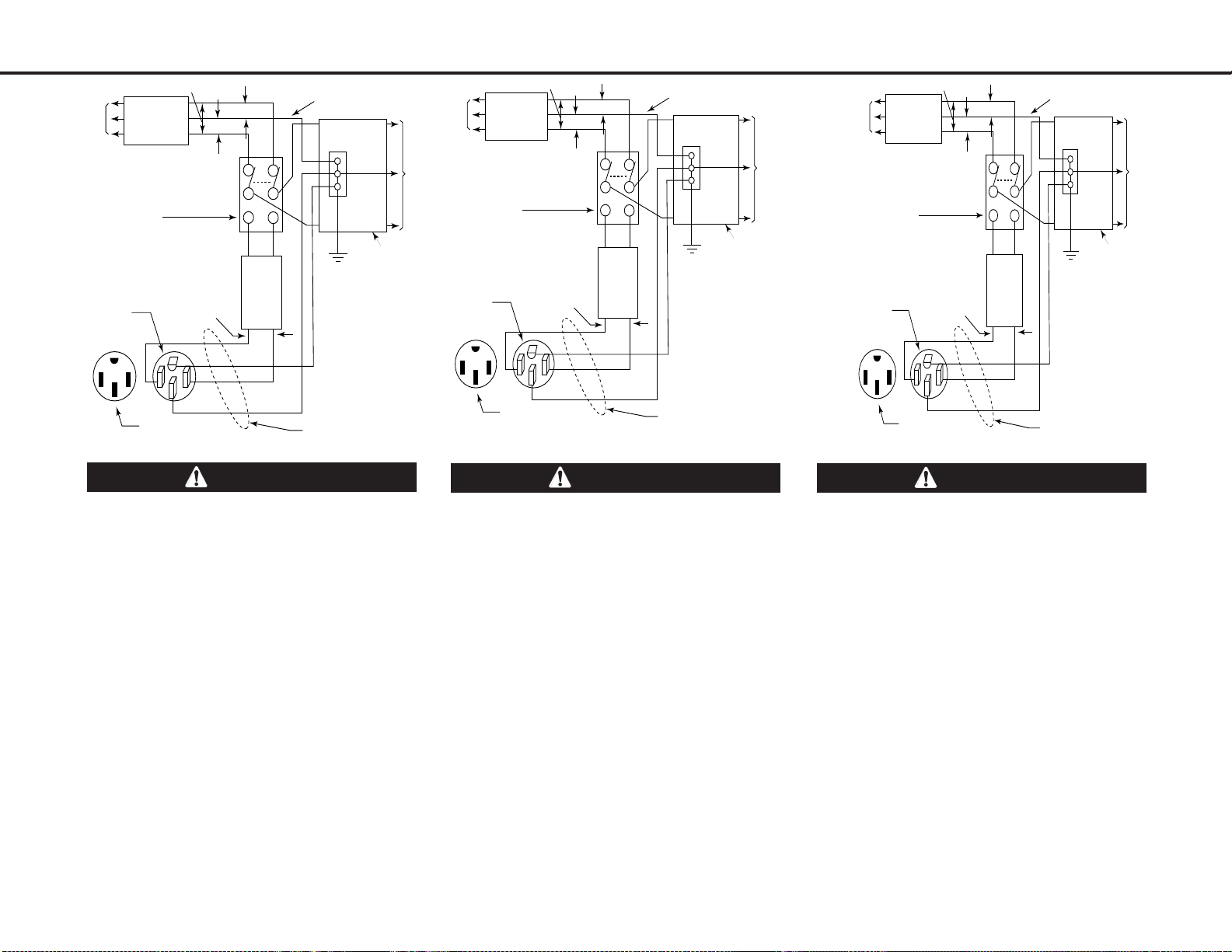
INSTALLATION
60 Hz.
3-Wire
POWER
COMPANY
METER
240 VOLT
120 VOLT
120 VOLT
LOAD
N
NEUTRAL
BUS
G
ROUND
PREMISES
DISCONNECT AND
SERVICE
OVERCURRENT
PROTECTION
GND
N
NOTE: No. 6 COPPER CONDUCTOR CABLE SEE
NATIONAL ELECTRICAL CODE FOR ALTERNATE WIRE
240 VOLT
G
ROUNDED CONDUCTOR
35AMP
240 VOLT
DOUBLE
POLE
C
IRCUIT
BREAKER
DOUBLE POLE DOUBLE THROW
SWITCH RATING TO BE THE SAME
AS OR GREATER THAN PREMISES
SERVICE OVERCURRENT
PROTECTION.
50 AMP, 120/240
V
OLT PLUG
N
EMA TYPE 14-50
50 AMP, 120/240 VOLT
RECEPTACLE
40 Volt
6
0 Hz.
3-Wire
P
OWER
COMPANY
M
ETER
2
40 VOLT
1
20 VOLT
120 VOLT
L
OAD
N
NEUTRAL
BUS
GROUND
PREMISES
DISCONNECT AND
SERVICE
OVERCURRENT
P
ROTECTION
GND
N
NOTE: No. 6 COPPER CONDUCTOR CABLE SEE
NATIONAL ELECTRICAL CODE FOR ALTERNATE WIRE
S
IZE RECOMMENDATIONS.
240 VOLT
GROUNDED CONDUCTOR
35AMP
240 VOLT
D
OUBLE
P
OLE
CIRCUIT
BREAKER
DOUBLE POLE DOUBLE THROW
S
WITCH RATING TO BE THE SAME
AS OR GREATER THAN PREMISES
SERVICE OVERCURRENT
P
ROTECTION.
50 AMP, 120/240
VOLT PLUG
NEMA TYPE 14-50
50 AMP, 120/240 VOLT
RECEPTACLE
A
limentation
240 V 60 Hz,
3
fils
C
OMPTEUR DE
LA COMPAGNIE
D
’ÉLECTRICITÉ
240 V
1
20 V
1
20 V
CHARGE
N
BARRE
N
EUTRE
T
ERRE
DISJONCTEUR DES
LOCAUX ET PROTECTION
CONTRE LES SURINTENSITÉS
T
ERRE
N
NOTE : CONDUCTEUR EN CUIVRE No 6
VOIR LE CODE DE L’ÉLECTRICITÉ NATIONAL QUI
DONNE D’AUTRES RECOMMANDATIONS
SUR LA GROSSEUR DU FIL.
240 V
CONDUCTEUR DE MISE À LA TERRE
35AMP
240 V
DISJONCTEUR
BIPOLAIRE
L’INTENSITÉ NOMINALE DE L’INTERRUPTEUR
BIPOLAIRE BIDIRECTIONNEL DOIT ÊTRE ÉQUIVALENTE
OU SUPÉRIEURE À CELLE DES DISPOSITIFS DE PROTECTION
CONTRE LES SURINTENSITÉS DES LOCAUX
FICHE 50 A, 120/240 V
TYPE NEMA 14-50
P
RISE 50 A, 120/240 V
INSTALACION
INSTALLATION
• Only a licensed, certified, trained electri-
cian should install the machine to a
premises or residential electrical system.
Be certain that:
• The installation complies with the National
Electrical Code and all other applicable
• The premises is isolated and no feedback
electrical codes.
into the utility system can occur. Certain
state and local laws require the premises
to be isolated before the generator is
linked to the premises. Check your state
and local requirements.
• A double pole, double throw transfer
switch in conjunction with the properly
rated double throw cir cuit breaker is connected between the generator power and
the utility meter.
WARNING
ADVERTENCIA
• Sólo el personal con licencia, certificado y
debidamente capacitado deberá instalar la
máquina de acuerdo con el sistema de
instalación eléctrica residencial.
Asegúrese de que:
• La instalación cumpla con el Código
Eléctrico Nacional y todos los demás
códigos eléctricos
aplicables.
• La instalación eléctrica esté aislada que
no pueda haber retroalimentación dentro
del sistema. Ciertas leyes locales y
estatales requieren que las instalaciones
eléctricas sean aisladas antes de que el
generador sea vinculado con la
instalación eléctrica del edificio. Verifique
sus requerimientos estatales y locales.
• Un interruptor de transferencia bipolar de
dos tiros junto con el interruptor de
circuito de dos tiros con la debida
capacidad nominal se conecta entre el
generador de potencia y el medidor de
utilidad.
A-11
AVERTISSEMENT
• Seul un électricien agrée et certifié ayant
reçu la bonne formation doit connecter la
machine à un réseau électrique des
locaux. S’assurer que :
• L’installation est conforme au code
national de l’électricité et à tous les autres
codes d’électricité applicables.
• Les locaux sont isolés et qu’aucun retour
dans le circuit de la compagnie
d’électricité ne peut se produire.
Certaines lois et règlements stipulent que
les locaux soient isolés avant que la
génératrice ne soit reliée aux locaux.
Vérifier les exigences provinciales et
locales.
• Un interrupteur de transfert bipolaire
bidirectionnel est monté conjointement
avec le disjoncteur bidirectionnel
d’intensité convenable entre la sortie de la
génératrice et le compteur de la
compagnie d’électricité.
Page 21
INSTALLATION
INSTALACION
INSTALLATION
CONNECTION OF LINCOLN ELECTRIC WIRE FEEDERS
Connection of the LN-25 to the Ranger 250
The LN-25 with or without an external contactor may
be used with the Ranger 250. See the appropriate
connection diagram in Section F.
Note: The LN-25 (K431) Remote Control Module and
(K432) Remote Cable are not recommended for use
with the Ranger 250.
1. Shut the welder off.
2. For electrode Positive, connect the electrode
cable from the LN-25 to the "+" terminal of the
welder and work cable to the "-" terminal of the
welder. For electrode Negative, connect the electrode cable from the LN-25 to the "-" terminal of
the welder and work cable to the "+" terminal of
the welder.
3. Attach the single lead from the front of the LN-25
to work using the spring clip at the end of the lead.
This is a control lead to supply current to the wire
feeder motor; it does not carry welding current.
4. Set the MODE switch to the "CV-WIRE " position.
5. Set the "WELD TERMINALS" switch to "WELD
TERMINALS ON"
6. Set the "ARC CONTROL" knob to "0" initially and
adjust to suit.
7. Set the "IDLE" switch to the "AUTO" position.
When not welding, the Ranger 250 engine will be
at the low idle speed. If you are using an LN-25
with an internal contactor, the electrode is not
energized until the gun trigger is closed.
8. When the gun trigger is closed, the current sensing circuit will cause the Ranger 250 engine to go
to the high idle speed, the wire will begin to feed
and the welding process started. When welding is
stopped, the engine will revert to low idle speed
after approximately 12 seconds unless welding is
resumed.
Connection of LN-7 or LN-8 to the Ranger 250
1. Shut the welder off.
2. Connect the LN-7 or LN-8 per instructions on the
appropriate connection diagram in Section F
CONEXION DE LOS ALIMENTADORES DE
ALAMBRE LINCOLN ELECTRIC
Conexión del LN-25 a la Ranger 250
El LN-25 con o sin un contactor externo se puede
utilizar con la Ranger 250. Consulte el diagrama de
conexión adecuado en la Sección F.
Nota: No se recomienda utilizar el Módulo de Control
Remoto del LN-25 (K431) y el Cable Remoto (K432)
con la Ranger 250.
1. Apague la soldadora.
2. Para electrodo positivo, conecte el cable del
electrodo desde el LN-25 hasta la terminal “+” de la
soldadora y el cable de trabajo a la terminal “-” de la
soldadora. Para electrodo negativo, conecte el cable
del electrodo desde el LN-25 a la terminal “-” de la
soldadora y el cable de trabajo a la terminal “+” de la
soldadora.
3. Conecte el cable en el frente del LN-25 al trabajo
utilizando la pinza de resorte en el extremo del cable.
Este es un cable de sensión que suministra corriente
al motor del alimentador de alambre; este no porta
corriente de soldadura.
4. Coloque el interruptor MODE (Modo) en la posición
"CV-WIRE ".
5. Coloque el interruptor "WELD TERMINALS"
(Terminales de Soldadura) en "WELD TERMINALS
ON" (terminales de soldadura siempre activas).
6. Ajuste la perilla "ARC CONTROL" primero en "0" y
ajuste según sea necesario.
7. Establezca el interruptor “IDLE” (gobernador) en la
posición “AUTO”. Cuando no esté soldando, el motor
de la Ranger 250 funcionará a baja velocidad. Si
está utilizando un LN-25 con un contactor interno, el
electrodo no se energiza hasta que se cierra el gatillo
de la antorcha.
8. Al cerrar el gatillo de la antorcha, el circuito de
sensión de corriente hará que el motor de la Ranger
250 aumente su velocidad, en ese momento se
comenzará a alimentar el alambre y se iniciará el
proceso de soldadura. Cuando se detiene la
soldadura, el motor comenzará a disminuir la
velocidad después de aproximadamente 12
segundos a menos que la soldadura se reinicie.
Conexión del LN-7 o LN-8 a la Ranger 250
1. Apague la soldadora.
2. Conecte el LN-7 o LN-8 según las instrucciones
del diagrama de conexión correspondiente de la
Sección F.
CONNEXION DES DÉVIDOIRS DE
LINCOLN ELECTRIC
Connexion du LN-25 au Ranger 250
On peut utiliser le LN-25 avec ou sans contacteur
extérieur avec le Ranger 250. Voir le schéma de
câblage approprié à la section F.
Note : On ne recommande pas d’utiliser le module de
télécommande (K431) du LN-25 ni le câble de télécommande (K432) avec le Ranger 250.
1. Arrêter la machine.
2. Pour l’électrode positive, connecter le câble d’électrode du LN-25 à la borne «+» de la machine et le
câble de retour à la borne «-» de la machine. Pour
l’électrode négative, connecter le câble d’électrode
du LN-25 à la borne «-» de la machine et le câble
à la borne «+» de la machine.
3. Fixer le câble unique provenant de l’avant du LN25 à la pièce en utilisant la pince à ressort à l’extrémité du câble. C’est un câble de commande
pour alimenter le moteur du dévidoir. Il ne transporte pas le courant de soudage.
4. Régler le sélecteur MODE sur CV-WIRE.
5. Régler le sélecteur des bornes de soudage sur
WELD TERMINALS ON.
6. Régler au départ le bouton ARC CONTROL sur 0
puis régler selon les besoins.
7. Régler le sélecteur IDLE sur AUTO. Quand on ne
soude pas, le moteur du Ranger 250 tourne au
ralenti bas. Si l’on utilise un LN-25 avec contacteur interne, l’électrode n’est pas mise sous tension tant que l’on n’appuie pas sur la gâchette du
pistolet.
8. Quand on appuie sur la gâchette du pistolet, le circuit de détection du courant fait tourner le moteur
du Ranger 250 au ralenti haut, le fil commence à
se dévider et le soudage peut commencer. Quand
on arrête de souder, le moteur revient à la vitesse
ralenti bas après environ 12 secondes à moins que
l’on ne reprenne le soudage.
Connexion du LN-7 ou LN-8 au Ranger 250
1. Arrêter la machine.
2. Connecter le LN-7 ou LN-8 selon les instructions don-
nées sur le schéma de connexion approprié à la section
F.
A-12
Page 22

INSTALLATION
INSTALACION
INSTALLATION
3. Set the "WIRE FEEDER VOLTMETER" switch to
either "+" or "-" as required by the electrode being
used.
4. Set the "MODE" switch to the "CV WIRE " position.
5. Set the "ARC CONTROL" knob to "0" initially and
adjust to suit.
6 Set the "WELD TERMINALS" switch to the
"REMOTELY CONTROLLED" position.
7. Set the "IDLE" switch to the "HIGH" position.
Connection of an LN-23P Wire Feeder to the
Ranger 250
1. Shut the welder off.
2. Connect the LN-23P as per instructions on the
appropriate connection diagram in Section F.
(NOTE): When connecting an LN-23P to the
Ranger 250, a K350-1 adapter kit must be used.
3. Set the "VOLTMETER" switch to "-".
4. Set the "MODE" switch to "CV WIRE" position.
5. Set the "WELD TERMINALS" switch to
"REMOTELY CONTROLLED".
6. Set the "ARC CONTROL" knob to "0" initially and
adjust to suit.
7. Set the "IDLE" switch to the "AUTO" position.
When not welding, the Ranger 250 engine will be
at the low idle speed. If you are using an LN-23P
with the K350-1 adapter kit, the electrode is not
energized until the gun trigger is closed. When
the gun trigger is closed, the current sensing circuit will cause the Ranger 250 engine to go to the
high idle speed, the wire will begin to feed and the
welding process can be started. When welding is
stopped, the engine will revert to low idle speed
after approximately 12 seconds unless welding is
resumed.
Connection of LN-742, Spool Gun, and
Cobramatic to Ranger 250
1. Shut the welder off.
2. Connect per instructions on the appropriate connection diagram in Section F.
3. Establezca el interruptor “WIRE FEEDER VOLTMETER” (voltímetro del alimentador de alambre) ya
sea en “+” o “-” según lo requiera el electrodo que
está siendo utilizado.
4. Coloque el interruptor de "MODE" (Modo) en la posición "CV WIRE ".
5. Ajuste la perilla “ARC CONTROL” (control de arco)
primero a "0" y ajuste según sea necesario.
6. Coloque el interruptor “WELDING TERMINALS” (terminales de soldadura) a la posición “WELDING TERMINALS REMOTELY CONTROLLED” (terminales de
soldadura remotamente controladas).
7. Establezca el interruptor “IDLE” (gobernador) en la
posición “HIGH” (alta).
Conexión del alimentador de alambre LN-23P
con la Ranger 250
1. Apague la soldadora.
2. Conecte el LN-23P de acuerdo con las instrucciones del
diagrama de conexión correspondiente en la sección F.
(NOTA): Al conectar el LN-23P con la Ranger 250, se
debe utilizar un juego adaptador K350-1.
3. Coloque el interruptor “VOLTMETER” (voltímetro) en “-”.
4. Coloque el interruptor de "MODE" (Modo) en la posición
"CV WIRE" .
5. Coloque el interruptor “WELDING TERMINALS” (terminales de soldadura) a la posición “WELDING TERMINALS” REMOTELY CONTROLLED” (terminales de soldadura remotamente controladas).
6. Ajuste la perilla "ARC CONTROL" primero en "0" y ajuste
según sea necesario.
7. Establezca el interruptor “IDLE” (gobernador) en la posición “HIGH” (alta). Cuando no esté soldando, el motor
de la Ranger 250 funcionará a baja velocidad. Si está utilizando un LN-23P con el juego adaptador K350-1, el
electrodo no se energiza hasta que se cierra el gatillo de
la antorcha. Al cerrar el gatillo de la antorcha, el circuito
de sensión de corriente hará que el motor de la Ranger
250 aumente su velocidad, en ese momento se comenzará a alimentar el alambre y se iniciará el proceso de
soldadura. Cuando se detiene la soldadura, el motor
comenzará a disminuir la velocidad después de aproximadamente 12 segundos a menos que la soldadura se
reinicie.
Conexión de LN-742, Spool Gun y Cobramatic a
la Ranger 250
1. Apague la soldadora.
2. Conecte según las instrucciones del diagrama de
conexión correspondiente de la Sección F.
3. Régler le sélecteur WIRE FEEDER VOLTMETER
(voltmètre du dévidoir) sur «+» ou «-» selon
l’électrode utilisée.
4. Régler le sélecteur MODE sur CV WIRE.
5. Régler le bouton ARC CONTROL sur 0 au départ
et régler selon les besoins.
6. Régler le sélecteur WELD TERMINALS sur
REMOTELY CONTROLLED.
7. Régler le sélecteur IDLE sur HIGH.
Connexion d’un dévidoir LN-23P au Ranger
250
1. Arrêter la machine.
2. Connecter le LN-23P selon les instructions données sur le schéma de connexion approprié à la
section F. (NOTE) : Quand on connecte un LN23P au Ranger 250, on doit utiliser un nécessaire
adaptateur K350-1.
3. Régler le sélecteur VOLTMETER sur «-».
4. Régler le sélecteur MODE sur CV WIRE.
5. Régler le sélecteur des bornes de soudage sur
REMOTELY CONTROLLED.
6. Régler le bouton ARC CONTROL sur 0 au départ
et régler selon les besoins.
7. Régler le sélecteur IDLE sur AUTO. Quand on
ne soude pas, le moteur du Ranger 250 doit
tourner à la vitesse de ralenti bas. Si l’on utilise
un LN-23P avec le nécessaire adaptateur K4501, l’électrode n’est pas mise sous tension tant
que l’on n’appuie pas sur la gâchette du pistolet.
Quand on appuie sur la gâchette du pistolet, le
circuit de détection du courant met le moteur du
Ranger 250 sur ralenti haut, le fil commence à se
dévider et le soudage peut commencer. Quand
on arrête de souder, le moteur revient à la vitesse
de ralenti bas après environ 12 secondes à
moins que l’on ne reprenne le soudage.
Connexion du LN-742, du pistolet dévidoir et du
Cobramatic au Ranger 250
1. Arrêter la machine.
2. Connecter selon les instructions données sur le
schéma de connexion approprié à la section F.
A-13
Page 23

OPERATION OPERACIÓN FONCTIONNEMENT
SAFETY PRECAUTIONS
Read and understand this entire section before
operating your Ranger 250.
Do not attempt to use this equipment until you
have thoroughly read all operating and maintenance manuals supplied with your machine. They
include important safety precautions, detailed
engine starting, operating and maintenance
instructions and parts lists.
ELECTRIC SHOCK can kill.
•Do not touch electrically live parts
such as output terminals or internal wiring.
•Insulate yourself from the work
and ground.
•Always wear dry insulating gloves.
----------------------------------------------------------------------
-----------------------------------------------------------------------
---------------------------------------------------------------
• Only qualified personnel should operate this
equipment.
ENGINE EXHAUST can kill.
•Use in open, well ventilated areas
or vent exhaust outside
•Do not stack anything near the
engine.
MOVING PARTS can injure.
•Do not operate with doors open or
guards off.
•Stop engine before servicing.
•Keep away from moving parts
-------
ADDITIONAL SAFETY PRECAUTIONS
Always operate the welder with the hinged door
closed and the side panels in place as these provide
maximum protection from moving parts and insure
proper cooling air flow.
GENERAL DESCRIPTION
The Ranger 250 is a gasoline engine powered DC
multi-process welding power source and 120 / 240
volt AC power generator. The engine drives a generator that supplies three phase power for the DC welding circuit and single phase power for the AC auxiliary
outlets. The DC welding control system uses state of
the art Chopper Technology (CT tm) for superior welding performance.
PRECAUCIONES DE SEGURIDAD
Lea y comprenda esta sección completa, antes de
operar su Ranger 250.
No intente utilizar este equipo hasta que haya
leído completamente todos los manuales de
operación y mantenimiento suministrados con su
máquina. Estos manuales incluyen precauciones
de seguridad importantes, instrucciones
detalladas de arranque del motor, instrucciones
de operación y mantenimiento y listas de partes.
Una DESCARGA ELECTRICA puede
causar la muerte.
•No toque las partes eléctricamente
activas como terminales o cableado
interno.
•Aíslese del trabajo y tierra.
•Siempre utilice guantes aislantes
secos.
-----------------------------------------------------------------------
Los HUMOS Y LOS GASES pueden
ser peligrosos.
•Uselo en áreas abiertas bien
ventiladas o abra respiraderos.
•No estibe nada cerca del motor.
-----------------------------------------------------------------------
Las PARTES MOVILES pueden
lesionar.
•No opere la máquina con las puertas
abiertas o sin las cubiertas de
protección.
•Apague la máquina antes de darle
servicio.
•Manténgase alejado de las partes
móviles.
-----------------------------------------------------------------------
• Sólo el personal calificado debe operar este
equipo.
PRECAUCIONES ADICIONALES DE SEGURIDAD
Siempre opere la soldadora con la puerta con bisagra
cerrada y los paneles laterales en sus lugares y esto
proporcionará protección máxima de las partes
movibles y asegurará el flujo de aire de enfriamiento
adecuado.
DESCRIPCION GENERAL
La Ranger 250 es una fuente de poder de soldadura
de multiprocesos de CD potenciada con motor de
gasolina y generador de energía de CA de 120 / 240
voltios. El motor acciona al generador que suministra
energía trifásica al circuito de soldadura de CD y
energía monofásica para las salidas auxiliares de CA.
El sistema de control de soldadura de CD utiliza la
vanguardista Tecnología Chopper (CT tm) para mayor
desempeño de soldadura.
MESURES DE SÉCURITÉ
Prendre connaissance de cette section au complet avant de faire fonctionner le Ranger 250.
Ne pas utiliser ce matériel sans avoir lu entièrement les manuels d’utilisation et d’entretien fournis avec le groupe de soudage. On y donne des
mesures de sécurité importantes, des instructions
détaillées sur le démarrage, le fonctionnement et
l’entretien du moteur ainsi qu’une nomenclature
des pièces.
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous
tension comme les bornes de sortie
ou le câblage interne.
•S'isoler de la pièce et de la terre
•Toujours porter des gants isolants
secs.
-----------------------------------------------------------------------
LES GAZ D’ÉCHAPPEMENT peuvent être mortels.
• Utiliser à l’extérieur ou dans un
endroit bien aéré ou évacuer les
fumées à l’extérieur.
• Ne pas empiler quoi que ce soit
près du moteur.
-----------------------------------------------------------------------
LES PIÈCES EN MOUVEMENT peuvent provoquer
des blessures.
• Ne pas faire fonctionner les portes
ouvertes ou sans protecteur.
•Arrêter le moteur avant d’entretenir
ou de réparer.
•Garder ses distances par rapport
aux pièces en mouvement.
Seul un personnel qualifié doit utiliser ce matériel.
-----------------------------------------------------------------------
MESURES DE SÉCURITÉ SUPPLÉMENTAIRES
Avant d’utiliser l’appareil on doit s’assurer que la porte
articulée est fermée et que les panneaux latéraux sont
en place. Ceux-ci assurent une protection maximale
contre les pièces en mouvement et assurent une
bonne circulation de l’air de refroidissement.
DESCRIPTION GÉNÉRALE
Le Ranger 250 est une source de courant de soudage
multiprocédés c.c. à moteur à essence et une génératrice de courant 120/240 V c.a. Le moteur entraîne
une génératrice qui fournit le courant triphasé pour le
circuit de soudage c.c. et le courant monophasé pour
les sorties auxiliaires c.a. Le système de commande
de soudage c.c. utilise la technologie de pointe du
chopper (CTmc) pour obtenir des performances de
soudage supérieures.
B-1
Page 24

OPERATION FONCTIONNEMENTOPERACIÓN
DESIGN FEATURES
ENGINE OPERATION
Before Starting the Engine:
1. Be sure the machine is on a level surface.
2. Open top engine door and remove the engine oil
dipstick and wipe it with a clean cloth. Reinsert the
dipstick and check the level on the dipstick.
3. Add oil (if necessary) to bring the level up to the full
mark. Do not overfill. Close engine door.
4. See Engine Owner’s Manual for specific oil recommendations.
ADD FUEL
WARNING
GASOLINE can cause
fire or explosion
• Stop engine when fueling.
• Do not smoke when fueling.
• Do not overfill tank.
• Avoid contact with skin or
breathing of vapor.
• Keep sparks and flame away
from tank.
----------------------------------------------------------------
1. Remove the fuel tank cap.
2. Fill the tank approximately 4 inches (100mm) from
the top of the filler neck to allow for fuel expansion
(observe the fuel gauge while filling). DO NOT FILL
THE TANK TO THE POINT OF OVERFLOW.
3. Replace the fuel cap and tighten securely.
4. See Engine Owner’s Manual for specific fuel recommendations.
CARACTERISTICAS DEL DISEÑO
OPERACION DEL MOTOR
Antes de arrancar el motor:
1. Asegúrese de que la máquina esté nivelada.
2. Abra la puerta superior del gabinete y saque la
bayoneta de aceite y límpiela con un trapo. Vuelva
a insertar la bayoneta y verifique el nivel de aceite
en la bayoneta.
3. Agregue aceite (en caso de ser necesario) hasta
la marca de lleno. No llene excesivamente. Cierre
la puerta del gabinete.
4. Consulte el Manual del propietario para concoer
las recomendaciones específicas de aceite.
AGREGUE COMBUSTIBLE
ADVERTENCIA
EL COMBUSTIBLE puede incendiarse o
expotar.
•Detenga el motor y deje que
se enfríe antes de ponerle
combustible.
•No fume cuando esté
vertiendo el combustible.
•Llene el tanque de
combustible a una capacidad
moderada y no lo llene más de
lo necesario.
•Evite el contacto con la piel o
respirar el vapor.
•Evite que se genere alguna
chispa o flama cerca del tanque.
----------------------------------------------------------------
1. Retire el tapón del tanque de combustible.
2. Llene el tanque a aproximadamente 100mm (4
pulgadas) de la parte superior del cuello de relleno
para permitir la expansión del combustible
(observe el medidor de llenado de combustible a
llenar). NO LLENE MAS DE LO NECESARIO.
3. Vuelva a colocar el tapón del tanque de
combustible y apriete firmemente.
4. Consulte el Manual del Operador para conocer a
detalle recomendaciones específicas de
combustible.
B-2
CARACTÉRISTIQUES DE CONCEPTION
FONCTIONNEMENT DU MOTEUR
Avant de mettre en marche le moteur :
1. S’assurer que la machine est placée sur une surface de niveau.
2. Ouvrir la porte supérieure du moteur et sortir la
jauge d’huile du moteur et l’essuyer avec un chiffon
propre. Replacer la jauge, puis la ressortir et vérifier le niveau.
3. Ajouter de l’huile (s’il y a lieu) pour que le niveau
arrive à la marque plein. Ne pas trop remplir.
Fermer la porte du moteur.
4. Voir le manuel du propriétaire du moteur qui donne
les recommandations particulières sur l’huile.
AJOUTER DU CARBURANT
ADVERTISSEMENT
L’ESSENCE peut provoquer un incendie ou une
explosion.
• Arrêter le moteur quand on
fait le plein.
• Ne pas fumer quand on fait
le plein.
• Ne pas trop remplir le
réservoir.
• Éviter le contact avec la
peau et éviter de respirer
les vapeurs.
• Éloigner les étincelles et la
flamme du réservoir.
----------------------------------------------------------------
1. Enlever le bouchon du réservoir de carburant.
2. Remplir le réservoir jusqu’à environ 4 po (100
mm) de la partie supérieure du goulot de remplissage pour permettre l’expansion du carburant
(observer la jauge de carburant en faisant le
plein). NE PAS REMPLIR LE RÉSERVOIR AU
POINT DE DÉBORDER.
3. Replacer le bouchon du réservoir de carburant et
bien serrer.
4. Voir le manuel du propriétaire du moteur qui
donne les recommandations particulières sur le
carburant.
Page 25

OPERATION OPERACIÓN FONCTIONNEMENT
1
15
14
2
13
12
11
10
3
9
8
4
WELDING CONTROLS:
1. OUTPUT CONTROL: The CONTROL dial pro-
vides continuous control of the welding current or
welding voltage depending on the selected welding
mode. This control is not active in the CC-STICK,
PIPE, and CV-WIRE modes when a remote control or
wire feeder with remote control is connected to either
the 6 pin or 14 pin Amphenol.
CONTROLES DE SOLDADURA
1. CONTROL DE SALIDA:
El CONTROL de escala brinda control continuo de la
corriente de sodadura o voltaje de soldadura
dependiendo del modo de soldadura seleccionado.
Este control no se activa en los modos CC-STICK
(Varilla), PIPE (Tubería) y CV-WIRE cuando un
control remoto o alimentador de alambre con control
remoto se conecta al Amphenol de 6 o 14 pines.
B-3
7
6
5
COMMANDES DE SOUDAGE
1. COMMANDE OUTPUT (SORTIE):
Le cadran de COMMANDE assure le réglage continu
du courant de soudage ou de la tension de soudage
selon le mode de soudage choisi. Cette commande
n’est pas active en modes CC-STICK, PIPE et CVWIRE quand une télécommande ou un dévidoir avec
télécommande est connecté à la prise Amphenol 6
contacts ou 14 contacts.
Page 26

OPERATION OPERACIÓN FONCTIONNEMENT
2. WELD MODE SELECTOR SWITCH:
(Provides four selectable welding modes)
CV-WIRE
PIPE
CC-STICK
TOUCH START TIG
3. ARC CONTROL :
The ARC CONTROL WIRE/STICK dial is active in the
WIRE and STICK modes, and has different functions
in these modes. This control is not active in the TIG
and PIPE modes.
CC-STICK mode: In this mode, the ARC CONTROL
knob sets the short circuit current during stick welding
(arc-force). Increasing the number from -10 to +10
increases the short circuit current and prevents sticking of the electrode to the plate while welding. This
can also increase spatter. It is recommended that the
ARC CONTROL be set to the minimum number without electrode sticking. Start with a setting at 0.
CV-WIRE mode: In this mode, turning the ARC CONTROL clockwise from –10 (soft) to +10 (crisp)
changes the arc from soft and washed-in to crisp and
narrow. It acts as an inductance control. The proper
setting depends on the procedure and operator preference. Start with a setting at 0.
4. WELD OUTPUT TERMINALS WITH FLANGE
NUT:
Provides a connection point for the electrode and
work cables.
5. GROUND STUD: (graphic)
Provides a connection point for connecting the
machine case to earth ground for the safest grounding
procedure.
6. 14-PIN AMPHENOL:
For attaching wire feeder control cables to the Ranger
250. Includes contactor closure circuit, auto-sensing
remote control circuit, and 120V and 42V power. The
remote control circuit operates the same as the 6 Pin
Amphenol.
7. 6-PIN AMPHENOL:
For attaching optional remote control equipment.
When in the CC-STICK, PIPE, and CV-WIRE modes
and when a remote control is connected to the
Amphenol, the auto-sensing circuit in the Ranger 250
automatically switches the OUTPUT control from control at the welder to remote control.
2. INTERRUPTOR DE SELECCION DE MODO DE
SOLDADURA:
(proporciona cuatro modos de soldadura)
CV-WIRE - (CV Alambre)
PIPE - (Tubería)
CC-STICK - (CC Varilla)
TOUCH START TIG - (Tig - Arranque por toque)
3. CONTROL DE ARCO:
La escala de (ALAMBRE/VARILLA REVESTIDA DE
CONTROL DE ARCO) ARC CONTROL WIRE/STICK se
activa en los modos WIRE y STICK, y tiene diferentes
funciones en estos modos. Este control no se activa en
los modos TIG y PIPE.
Modo CC-STICK (varilla/ CC): En este modo, la perilla
“ARC CONTROL” establece la corriente de corto circuito
durante la soldadura de varilla (fuerza de arco). Al
incrementar el número de -1 a +10 se incrementa la
corriente de corto circuito y esto evita que el electrodo
se pegue a la placa al momento de soldar. Esto también
puede aumentar las salpicaduras. Se recomienda que
ARC CONTROL (el control del arco) se establezca al
mínimo sin pegado de los electrodos. Inicie con una
programación de 0.
Modo CV-WIRE: En este modo, al girar ARC CONTROL
(Control de arco) hacia la derecha desde –10 (suave)
hasta +10 (agresivo) cambia el arco de suave y curvo a
agresivo y delgado. Actúa como un control de
inductancia. La configuración adecuada depende de
cada procedimiento y preferencias del operador. Inicie
con una programación de 0.
4. TERMINALES DE SALIDA CON TUERCA
EMBRIDADA:
Proporciona un punto de conexión para los cables de
trabajo y electrodo.
5. TERMINAL A TIERRA: (gráfico)
Proporciona un punto de conexión para conectar el
gabinete de la máquina a una terminal a tierra para un
procedimiento de aterrizaje más seguro.
6. AMPHENOL de 14-PINES:
para conectar los cables del alimentador de alambre a la
Ranger 250. Incluye circuito de cierre del contactor,
circuito de control remoto de auto-lectura y energía de
120V y 42V. El circuito de control remoto opera igual que
el Amphenol de 6 pines.
7. AMPHENOL DE 6-PINES :
Para conectar el equipo de control remoto opcional.
Cuando se encuentra en los modos CC-STICK, PIPE, y
CV-WIRE y cuando el control remoto está conectado al
Amphenol, el circuito de auto-lectura de la Ranger 250
cambia automáticamente el control de SALIDA del
control de la soldadora al control remoto.
2. SÉLECTEUR WELD MODE
(Permet de choisir quatre modes de soudage)
CV-WIRE (soudage avec fil à tension constante)
PIPE (soudage des tuyaux)
CC-STICK (électrode enrobée à courant constant)
TOUCH START TIG (TIG à amorçage au toucher)
3. ARC CONTROL (commande d’arc)
Le cadran ARC CONTROL est actif en mode
WIRE/STICK et a différentes fonctions dans ces
modes. La commande n’est pas active en modes TIG
et PIPE.
Mode CC-STICK. Dans ce mode, le bouton ARC
CONTROL règle le courant de court-circuit pendant le
soudage avec électrode enrobée (arc-force). Quand
on augmente de –10 à +10, on augmente le courant
de court-circuit et l’on empêche l’électrode de coller à
la tôle pendant le soudage. Ceci peut également augmenter les projections. On recommande de régler la
commande ARC CONTROL au minimum sans collage
de l’électrode. Commencer à 0.
Mode CC-WIRE. Dans ce mode, quand on tourne la
commande ARC CONTROL vers la droite de –10
(soft) à +10 (crisp), l’arc passe de doux et large à
crépitant et étroit. Elle agit comme une commande
d’inductance. Le bon réglage dépend du mode opératoire et de la préférence de l’opérateur. Commencer
par un réglage à 0.
4. BORNES DE SORTIE DE SOUDAGE AVEC
ÉCROU À EMBASE
Sert de point de connexion pour les câbles d’électrode
et de retour.
5. PLOT DE TERRE (graphique)
Sert de point de connexion pour connecter la carrosserie de la machine à une prise de terre, c’est la
méthode de mise à la terre la plus sûre.
6. PRISE AMPHENOL À 14 CONTACTS
Permet de connecter les câbles de commande du
dévidoir au Ranger 250. Comprend le circuit de fermeture du contacteur, le circuit de télécommande à
autodétection et le courant 120 V et 42 V. Le circuit
de télécommande fonctionne de la même façon que la
prise Amphenol à 6 contacts.
7. PRISE AMPHENOL À 6 CONTACTS
Permet de connecter la télécommande en option. En
modes CC-STICK, PIPE et CV-WIRE et quand une
télécommande est connectée à la prise Amphenol, le
circuit d’autodétection du Ranger 250 transfère
automatiquement la commande OUTPUT de l’appareil de soudage à la télécommande.
B-4
Page 27

OPERATION OPERACIÓN FONCTIONNEMENT
When using the TOUCH START TIG mode with a TIG
Module connected to the Ranger 250, the OUTPUT
control on the front of the Ranger 250 is used to set
the maximum current range of the CURRENT CONTROL on the TIG Module.
8. WELD TERMINALS CONTROL SWITCH:
In the WELD TERMINALS ON position, the output is
electrically hot all the time. In the REMOTELY CONTROLLED position, the output is controlled by a wire
feeder or amptrol device, and is electrically off until a
remote switch is depressed.
9. WIRE FEEDER VOLTMETER SWITCH:
Matches the polarity of the wire feeder voltmeter to
the polarity of the electrode.
ENGINE CONTROLS:
10. RUN/STOP SWITCH - RUN position energizes
the engine prior to starting. STOP position stops the
engine. The oil pressure interlock switch prevents
battery drain if the switch is left in the RUN position
and the engine is not operating.
11. CHOKE - When pulled out, it closes the choke
valve on the engine carburetor for quick starting.
12. START PUSH BUTTON - Energizes the starter
motor to crank the engine.
13. IDLER SWITCH- Has two positions as follows:
1) In the HIGH position, the engine runs at the high
idle speed controlled by the engine governor.
2) In the AUTO position, the idler operates as follows:
• When switched from HIGH to AUTO or after starting the engine, the engine will operate at full speed
for approximately 12 seconds and then go to low
idle speed.
• When the electrode touches the work or power is
drawn for lights or tools (approximately 100 Watts
minimum), the engine accelerates and operates at
full speed.
• When welding ceases or the AC power load is
turned off, a fixed time delay of approximately 12
seconds starts. If the welding or AC power load is
not restarted before the end of the time delay, the
idler reduces the engine speed to low idle speed.
• The engine will automatically return to high idle
speed when there is welding load or AC power load
reapplied.
Cuando se utiliza el modo TOUCH START TIG con un
TIG Module conectado a la Ranger 250, se utiliza el
control de OUTPUT (salida) al frente de la Ranger 250
para establecer el rango de corriente máximo del
CONTROL DE CORRIENTE en el TIG Module.
8. INTERRUPTOR DE CONTROL DE TERMINALES
DE SOLDADURA:
En la posición WELD TERMINALS ON (terminales de
soldadura activas), en todo momento se energiza la
salida eléctricamente. En la posicion REMOTELY
CONTROLLED (remotamente controlada), un
alimentador de alambre o dispositivo amptrol controla la
salida y se apaga eléctricamente hasta que se deja de
oprimir el interruptor remoto.
9. INTERRUPTOR DEL VOLTIMETRO DEL
ALIMENTADOR DE ALAMBRE:
Iguala la polaridad del voltímetro del alimentador de
alambre con la polaridad del electrodo.
CONTROLES DEL MOTOR:
10. INTERRUPTOR RUN/STOP (MARCHA/PARO) -
cuando se coloca en la posición RUN se suministra
energeia al motor antes del arranque. Cuando se
coloca en la posición STOP se para el motor. El
interruptor de interbloqueo de presión de aceite evita
que funcione la batería en caso de que el interruptor se
deje en la posición de RUN (Marcha) y el motor no esté
operando.
11. AHOGADOR - cuando se jala, cierra la válvula del
ahogador del carburador del motor para un rápido
arranque.
12. BOTON DE ARRANQUE - Suministra energía al
motor de arranque para virar el motor.
13. INTERRUPTOR DEL GOBERNADOR- tiene dos
posiciones de la siguiente manera:
1) La posición “High” (alto) el motor corre a velocidad
alta controlada por el gobernador.
2) En la posición “Auto” (automática) el gobernador
trabaja de la siguiente manera:
• Cuando se cambia de alto a automático, o bien antes de
arrancar el motor, el motor funcionará a velocidad alta
durante aproximadamente 12 segundos y después pasará
a velocidad baja.
• Cuando el electrodo toca el área de trabajo o se consume
corriente para encender focos o herramientas
(aproximadamente 100 watts mínimo) el motor se acelera
y opera a velocidad alta.
• Cuando se termina de soldar o la carga de energía de CA
es desactivada, comienza un retardo de tiempo fijo de
aproximadamente 12 segundos. En caso de que la carga
de energía de soldadura o de CA no sea reiniciada antes
del final de este retardo de tiempo, el gobernador reduce
la velocidad del motor a baja.
• El motor regresará automáticamente a velocidad alta
cuando la carga de soldadura o carga de energía de CA
vuelva a suministrarse.
Quand on utilise le mode TOUCH START TIG, un module TIG connecté au Ranger 250, la commande OUTPUT permet de régler la plage de courant maximale de
commande du courant sur le module TIG.
8. SÉLECTEUR DE COMMANDE DES BORNES DE
SOUDAGE
Quand le sélecteur est sur WELD TERMINALS ON, la
sortie est en permanence sous tension. Sur REMOTELY CONTROLLED (télécommandé), la sortie est commandée par un dévidoir ou un dispositif Amptrol, et est
hors tension jusqu’à ce qu’on appuie sur un bouton de
télécommande.
9. SÉLECTEUR WIRE FEEDER VOLTMETER. Permet
d’utiliser la même polarité sur le voltmètre du dévidoir
que celle de l’électrode.
COMMANDES DU MOTEUR
10. SÉLECTEUR RUN/STOP. Quand le sélecteur est
sur RUN, le moteur est mis sous tension avant de
démarrer. Sur STOP, on arrête le moteur. Le sélecteur
de verrouillage à pression d’huile empêche la batterie
de s’épuiser si le sélecteur est resté sur RUN et que le
moteur ne fonctionne pas.
11. CHOKE (volet de départ). Quand on tire sur cette
commande, elle ferme le volet de départ sur le carburateur du moteur pour assurer un démarrage rapide.
12. BOUTON-POUSSOIR START (démarrage). Met
sous tension le démarreur pour lancer le moteur.
13. SÉLECTEUR IDLER (ralenti). Ce sélecteur a deux
positions.
1) Sur HIGH, le moteur tourne à la vitesse de ralenti
haute commandée par le régulateur du moteur.
2) Sur AUTO, le ralenti fonctionne de la façon suivante:
•
Quand le sélecteur passe de HIGH à AUTO ou
après avoir mis en marche le moteur, le moteur
fonctionne à plein régime pendant environ 12
secondes puis se met au ralenti bas.
•
Quand l’électrode touche la pièce ou que des
lumières ou outils sont alimentés (environ 100 W
minimum), le moteur accélère et fonctionne à plein
régime.
•
Quand le soudage est terminé ou que la charge
c.a. est coupée, un délai fixe d’environ 12
secondes commence. Si le soudage ne reprend
pas ou que la charge c.a. n’est pas réutilisée avant
la fin du délai, le ralenti réduit la vitesse du moteur
au ralenti bas.
•
Le moteur retourne automatiquement à la vitesse
ralenti haut quand on réutilise la charge de
soudage ou de courant c.a.
B-5
Page 28

OPERATION OPERACIÓN FONCTIONNEMENT
14. ENGINE ALTERNATOR TROUBLE LIGHT-The
yellow engine alternator light is off when battery
charging system is functioning normally. If light turns
on, the alternator or the voltage regulator may not be
operating correctly. The light may also come on due
to the battery not holding a charge. It is normal for the
light to come on while starting the engine.
15. ENGINE HOUR METER – Displays the total time
that the engine has been running. This meter is useful
for scheduling prescribed maintenance.
STARTING AND STOPPING THE ENGINE
1. Remove all plugs connected to the AC power
receptacles.
2. Set IDLER switch to AUTO.
3. Set the RUN/STOP switch to RUN.
4. Pull the choke to the full out position.
5. Press and hold the engine START button until the
engine starts.
6. Release the engine START button when the engine
starts.
7. Push the choke back in.
8. The engine will run at high idle speed for approximately 12 seconds and then go to low idle speed.
Allow the engine to warm up at low idle for several
minutes before applying a load and/or switching to
high idle. Allow a longer warm up time in cold
weather.
CAUTION
Operating the starter motor for more than 5 seconds can damage the motor. If the engine fails to
start, release the switch and wait 10 seconds
before operation the starter again. Do NOT push
the START button while the engine is running
because this can damage the ring gear and/or the
starter motor.
NOTE: When starting a Ranger 250 for the first time,
or after an extended period of time of not operating, it
will take longer than normal because the fuel pump
has to fill the fuel line and carburetor.
14. FOCO DE AVISO DE FALLA EN EL
ALTERNADOR DEL MOTOR -la luz amarilla del
alternador del motor se apaga cuando el sistema de
carga de la batería está funcionando normalmente. Si
la luz se enciende, el alternador o el regulador de
voltaje posiblemente no esté operando
correctamente. Asimismo, la luz puede encenderse
cuando la batería no retiene carga. Es normal que la
luz se encienda mientras se arranca el motor.
15. MEDIDOR DE HORAS DEL MOTOR – este
medidor muestra el tiempo total que el motor ha
estado funcionando. Este medidor es un indicador útil
para programar mantenimiento preventivo.
MARCHA Y PARO
DEL MOTOR
1. Retire todos los enchufes conectados en los
receptáculos de CA.
2.Fije el interruptor IDLER (ahogador) en la posición
AUTO.
3. Establezca el interruptor RUN/STOP en RUN.
4. Saque el ahogador por completo.
5. Presione y manténga el botón START del motor
hasta que arranque la máquina.
6. Libere el botón de START (Inicio) cuando arranque
el motor.
7. Vuelva a introducir el ahogador.
8. El motor funcionará a velocidad alta durante
aproximadamente 12 segundos y después pasará
a velocidad baja. Deje que el motor se caliente a
baja velocidad por algunos minutos antes de
aplicar carga y acelerar. En climas fríos deje más
tiempo de calentamiento.
PRECAUCION
Operar el motor del arrancador por más de 5
segundos puede dañar el motor. Si el motor no
arranca, libere el interruptor y espere 10 segundos
antes de volver a arrancar. NO presione el botón
de START (Marcha) mientras el motor esté
funcionando ya que esto podría dañar el engrane
y el motor del arrancador.
NOTA: Al encender la Ranger 250 por primera vez, o
después de un tiempo prolongado fuera de
funcionamiento, tardará más de lo normal debido a
que la bomba de combustible tiene que llenar la línea
de combustible.
14. VOYANT D’ANOMALIE DE L’ALTERNATEUR DU
MOTEUR. Le voyant jaune de l’alternateur du moteur
est éteint quand le système de charge de la batterie
fonctionne normalement. Si le voyant s’allume, l’alternateur ou le régulateur de tension peut ne pas fonctionner
correctement. Le voyant peut s’allumer également
quand la batterie ne tient pas la charge. Il est normal que
le voyant s’allume quand on fait démarrer le moteur.
15. COMPTEUR HORAIRE DU MOTEUR. Il affiche le
nombre d’heures totales pendant lesquelles le moteur a
fonctionné. Ce compteur est utile pour programmer l’entretien prescrit.
DÉMARRAGE ET
ARRÊT DU MOTEUR
1. Déconnecter toutes les fiches des prises c.a.
2. Régler le sélecteur IDLER sur AUTO.
3. Régler le sélecteur RUN/STOP sur RUN.
4. Tirer à fond la commande du volet de départ.
5. Appuyer sur le bouton START du moteur jusqu’à ce
que le moteur démarre.
6. Relâcher le bouton START quand le moteur
démarre.
7. Repousser la commande du volet de départ.
8. Le moteur tourne alors au ralenti haut pendant environ 12 secondes puis passe au ralenti bas. Laisser
le moteur se réchauffer au ralenti bas pendant
plusieurs minutes avant d’appliquer une charge et/ou
de le mettre sur ralenti haut. Laisser le moteur se
réchauffer plus longtemps par temps froid.
ATTENTION
Si le démarreur fonctionne pendant plus de 5 secondes, il peut s’endommager. Si le moteur ne démarre
pas, relâcher le bouton-poussoir et attendre 10 secondes avant de réutiliser le démarreur. Ne PAS
appuyer sur le bouton START pendant que le moteur
tourne pour ne pas endommager la couronne dentée
et/ou le moteur du démarreur.
NOTE : Un Ranger 250 que l’on utilise pour la première
fois ou après une longue période de non-fonctionnement
peut mettre plus de temps à démarrer parce que la
pompe à essence doit remplir la canalisation d’essence
et le carburateur.
B-6
Page 29

OPERATION OPERACIÓN FONCTIONNEMENT
STOPPING
Remove all welding and auxiliary power loads and
allow the engine to run at low idle speed for a few minutes to cool the engine.
Stop the engine by placing the RUN-STOP in the
STOP position.
NOTE: A fuel shut off valve is not required on the
Ranger 250 because the fuel tank is mounted below
the engine.
WELDER OPERATION
DC Stick Welding
The Ranger 250 can be used with a broad range of
DC stick electrodes.
The MODE switch provides two stick welding settings
as follows:
Constant Current (CC-STICK) Welding
The CC-STICK position of the MODE switch is
designed for horizontal and vertical-up welding with all
types of electrodes, especially low hydrogen. The output CONTROL dial adjusts the full output range for
stick welding.
The ARC CONTROL knob sets the short circuit current during stick welding (arc-force). Increasing the
number from -10 to +10 increases the short circuit current and prevents sticking of the electrode to the plate
while welding. This can also increase spatter. It is recommended that the ARC CONTROL be set to the minimum number without electrode sticking. Start with the
dial set at 0.
PIPE Welding
This slope controlled setting is intended for "out-ofposition" and "down hill" pipe welding where the operator would like to control the current level by changing
the arc length. The output CONTROL dial adjusts the
full output range for pipe welding. The ARC CONTROL is not active in the PIPE mode.
TYPICAL RANGER 250 FUEL CONSUMPTION
Onan P216 Kohler CH20 Running Time for
16HP@ 3600 RPM 20HP @ 3600 RPM 12 gallons-hours
Gal./Hr (Liters/Hr) Gal./Hr (Liters/Hr) P216/CH20/P220
Low Idle No Load
2400 R.P.M. 0.6 (2.3) 0.6 (2.3) 20/20
High Idle No Load
3700 R.P.M. 0.8 (3.0) 0.8 (3.0) 15/15
DC Weld Output
250 Amps a
25 Volts 1.7 (6.4) 1.3 (4.7) 7.0/9.2
Auxiliary Power
8,000 Watts 1.8 (6.8) 1.4 (5.3) 6.4/8.6
OHV
PARO
Elimine todas las cargas de soldadura y energía
auxiliar para hacer funcionar a baja velocidad durante
algunos minutos para enfriar la máquina.
Detenga la máquina colocando el interruptor RUNSTOP en la posición STOP.
NOTA: No se requiere una válvula de cierre de
conbustible en la Ranger 250 debido a que el tanque
de comustible está montado debajo del motor.
OPERACION DE SOLDADURA
Soldadura con electrodo revestido CD
La Ranger 250 se puede utilizar con una amplia gama
de electrodos revestidos de CD.
El interruptor de MODO proporciona dos
configuraciones para soldadura con electrodo
revestido:
Soldadura de Corriente Constante (CCSTICK)
La posición CC-STICK del interruptor de MODE está
diseñada para soldadura vertical ascendente y
horizontal con todo tipo de electrodo, en especial los
de bajo hidrógeno. La escala del CONTROL de salida
ajusta todo el rango de salida para soldadura con
electrodo revestido.
La perilla “ARC CONTROL” establece la corriente de
corto circuito durante la soldadura de varilla (fuerza
de arco). Al incrementar el número de -1 a +10 se
incrementa la corriente de corto circuito y esto evita
que el electrodo se pegue a la placa al momento de
soldar. Esto también puede aumentar las
salpicaduras. Se recomienda que ARC CONTROL (el
control del arco) se establezca al mínimo sin pegado
de los electrodos. Inicie con una programación de 0.
Soldadura de TUBO
Esta programación controlada por pendientes está
diseñada para soldadura de tubo “fuera de posición” y
en declive donde a el operador le gustaría controlar el
nivel de corriente cambiando la longitud del arco. La
escala del CONTROL de salida ajusta todo el rango
de salida para la soldadura de tubo. El CONTROL DE
ARCO no está activo en el modo PIPE (tubo).
CONSUMO DE COMBUSTIBLE TIPICO DE LA RANGER 250
Onan P216 Kohler CH20
16HP a 3600 RPM 20HP a 3600 RPM 12 galones-horas
Velocidad baja sin carga
2400 R.P.M. 0.6 (2.3) 0.6 (2.3) 20/20
Velocidad alta sin carga
3700 R.P.M. 0.8 (3.0) 0.8 (3.0) 5/15
Salida de
soldadura 1.7 (6.4) 1.3 (4.7) 7.0/9.2
de CD
250 Amps a
25 Volts
Energía auxiliar
8,000 Watts 1.8 (6.8) 1.4 (5.3) 6.4/8.6
Gal./Hr (LItros/Hr) Gal./Hr ( LItros/Hr) P216/CH20/P220 OHV
Tiempo de Operación para
ARRÊT
Supprimer les charges de soudage et de courant auxiliaire et laisser le moteur tourner au ralenti bas pendant quelques minutes pour laisser le moteur se
refroidir.
Arrêter le moteur en plaçant le sélecteur RUN-STOP
sur STOP.
NOTE : Un robinet d’arrêt de carburant n’est pas
nécessaire sur le Ranger 250 parce que le réservoir
de carburant est monté sous le moteur.
FONCTIONNEMENT DE LA MACHINE
DE SOUDAGE
Soudage avec électrode enrobée c.c.
On peut utiliser le Ranger 250 avec toute une variété
d’électrodes enrobées c.c.
Le sélecteur MODE fournit deux réglages de soudage
avec électrode enrobée comme suit :
Soudage à courant constant (CC-STICK)
La position CC-STICK du sélecteur MODE est
conçue pour le soudage horizontal et vertical en montant avec tout type d’électrode, spécialement celle à
bas hydrogène. Le cadran OUTPUT règle la plage de
sortie intégrale pour le soudage avec électrode
enrobée.
Le bouton ARC CONTROL règle le courant de courtcircuit pendant le soudage avec électrode enrobée
(arc-force). Quand on augmente le réglage de –10 à
+10 on augmente également le courant de court-circuit et on empêche l’électrode de coller à la tôle pendant le soudage. Ceci peut également augmenter les
projections. On recommande de régler la commande
ARC CONTROL au minimum sans que l’électrode ne
colle. Commencer le cadran réglé à 0.
SOUDAGE DES TUYAUX
Ce réglage à commande progressive de courant est
prévu pour le soudage des tuyaux «hors position» et
«en descendant» si l’opérateur désire contrôler le
niveau de courant en modifiant la longueur d’arc. Le
cadran de sortie règle la plage de sortie intégrale pour
le soudage des tuyaux. La commande ARC CONTROL n’est pas active en mode PIPE (tuyau).
CONSOMMATION DE CARBURANT TYPE DU RANGER 250
Ralenti bas –
sans charge
2 400 tr/min 0.6 (2.3) 0.6 (2.3) 20/20
Ralenti haut –
sans charge
3 700 tr/min 0.8 (3.0) 0.8 (3.0) 15/15
Sortie de
soudage c.c.
250 A à 25 V 1.7 (6.4) 1.3 (4.7) 7.0/9.2
Courant
auxiliaire 8 000 W 1.8 (6.8) 1.4 (5.3) 6.4/8.6
Onan P216
16 HP à 3 600 tr/min
gal/h (litres/h)
Kohler CH20
20 HP à 3 600 tr/min
gal/h (litres/h)
Durée de fonctionnement pour 12 gal/h
p216/ch20/p220 OHV
B-7
Page 30

OPERATION
OPERACIÓN
FONCTIONNEMENT
TIG WELDING
The TOUCH START TIG setting of the MODE switch is
for DC TIG (Tungsten Inert Gas) welding. To initiate a
weld, the CONTROL dial is first set to the desired current
and the tungsten is touched to the work. During the time
the tungsten is touching the work there is very little voltage or current and, in general, no tungsten contamination. Then, the tungsten is gently lifted off the work in a
rocking motion, which establishes the arc.
The ARC CONTROL is not active in the TIG mode.
The Ranger 250 can be used in a wide variety of DC TIG
welding applications. In general the ‘Touch Start’ feature
allows contamination free starting without the use of a Hifrequency unit. If desired, the K930-2 TIG Module can be
used with the Ranger 250. The settings are for reference.
Ranger 250 settings when using the K930-2 TIG Module
with an Amptrol or Arc Start Switch:
• Set the MODE Switch to the TOUCH START TIG setting.
• Set the "IDLER" Switch to the "AUTO" position.
• Set the "WELDING TERMINALS" switch to the
"REMOTELY
CONTROLLED" position. This will keep the "Solid State"
contactor open and provide a "cold" electrode until the
Amptrol or Arc Start Switch is pressed.
When using the TIG Module, the OUTPUT control on the
Ranger 250 is used to set the maximum range of the
CURRENT CONTROL on the TIG Module or an Amptrol
if connected to the TIG Module.
WIRE WELDING-CV
Connect a wire feeder to the Ranger 250 according to the
instructions in INSTALLATION INSTRUCTIONS Section.
The Ranger 250 in the CV-WIRE mode, permits it to be
used with a broad range of flux cored wire (Innershield
and Outershield) electrodes and solid wires for MIG welding (gas metal arc welding). Welding can be finely tuned
using the ARC CONTROL. Turning the ARC CONTROL
clockwise from –10 (soft) to +10 (crisp) changes the arc
from soft and washed-in to crisp and narrow. It acts as an
inductance control. The proper setting depends on the
procedure and operator preference. Start with the dial set
at 0.
Some recommended Innershield electrodes are: NR311, NS-3M, NR-207, NR-203 Ni 1%, NR-204-H.
Recommended Outershield electrodes are: 0S70, 0S-71M.
Some recommended solid wires for MIG welding are:
.035 (0.9 mm), and .045 (1.1 mm), L-50 and L-56, .035
(0.9 mm) and .045 (1.1 mm) Blue Max MIG 308 LS.
For any electrodes, including the above recommendations, the procedures should be kept within the rating of
the machine.
SOLDADURA TIG
La programación TOUCH START TIG del interruptor de
MODE es para soldadura TIG (Gas Inerte de tungsteno) de
CD. Para comenzar una soldadura, la escala de CONTROL
se debe establecer primero en la corriente deseada y el
tungsteno es tocado al trabajo. Mientras el tungsteno esté
tocando el trabajo se genera muy poca corriente y voltaje, y
por lo general no hay contaminación. En entonces cuando el
tungsteno se puede retirar ligeramente del trabajo, con
movimiento oscilatorio el cual establce el arco.
El ARC CONTROL (control de arco) no está activo en modo
TIG.
La Ranger 250 se puede utilizar en una amplia variedad de
aplicaciones de soldadura TIG de CD. Por lo general la
característica ‘Touch Start’ (inicio de toque) permite que se
de un inicio libre de contaminación sin utilizar la unidad Hifrequency. Si se desea, se puede utilizar K930-2 TIG Module
con la Ranger 250. Las programaciones son para referencia.
Configuraciones de la Ranger 250 al utilizar el K930-2 TIG
Module con un Amptrol o Interruptor de Inicio de Arco:
• Coloque el interruptor de MODE (modo) en la posición
TOUCH START TIG.
• Establezca el interruptor "IDLER" (gobernador) en la
posición "AUTO".
• Establezca el interruptor "WELDING TERMINALS"
(terminales de soldadura) en la posición "REMOTELY
CONTROLLED".
Esto mantendrá al contactor "Solid State" (estado sólido)
abierto y proporcionará un electrodo “frío” hasta que se
presione el Amptrol o el Interruptor de inicio de Arco.
Al utilizar el TIG Module, el control de OUTPUT (salida) de la
Ranger 250 se utiliza para establecer el rango máximo de
CONTROL DE CORRIENTE en el TIG Module o Amptrol si
está conectado al TIG Module.
SOLDADURA DE ALAMBRE-CV
Conecte un alimentador de alambre a la Ranger 250
siguiendo las instrucciones que aparecen en la Sección
INSTRUCCIONES DE INSTALACION.
La Ranger 250 en el modo CV-WIRE, le permite ser utilizada
con una amplia gama de electrodos de alambre tubular
(Innershield y Outershield) y alambres sólidos para
soldadura MIG (soldadura de arco metálico con gas). La
soldadura se puede ajustar finamente utilizando el ARC
CONTROL (Control de Arco). Al girar ARC CONTROL hacia
la derecha de –10 (suave) a +10 (agresivo) cambia el arco
de suave extendido a agresivo y angosto. Actúa como un
control de inductancia. La configuración adecuada depende
de las preferencias del procedimiento y del operador. Inicie
en 0.
Algunos electrodos Innershield recomendados son: NR311, NS-3M, NR-207, NR-203 Ni 1%, NR-204-H.
Electrodos Outershield recomendados son: 0S-70, 0S-71M.
Algunos alambres sólidos para soldadura MIG son: 0.9 mm
(.035), y 1.1 mm (.045), L-50 y L-56, 0.9 mm (.035 mm) y 1.1
mm (.045) Blue Max MIG 308 LS.
Para cualquiera de los electrodos, incluyendo las
recomendaciones anteriores, se deberán mantener los
procedimientos dentro de la capacidad nominal de la
máquina.
SOUDAGE TIG
Le réglage TOUCH START TIG du sélecteur MODE est prévu
pour le soudage TIG c.c. (tungstène gaz inerte). Pour
amorcer une soudure, on place d’abord le cadran OUTPUT
sur le courant prescrit et on fait toucher l’électrode de
tungstène à la pièce. Pendant que le tungstène touche à la
pièce, il y a très peu de tension ou de courant et en général
aucune contamination du tungstène. On écarte alors l’électrode de tungstène de la pièce en effectuant un mouvement
oscillant, qui amorce l’arc.
La commande ARC CONTROL n’est pas active en mode TIG.
On peut utiliser le Ranger 250 pour toute une variété d’appli-
cations de soudage TIG c.c. En général, la caractéristique
«au toucher» permet d’effectuer un amorçage sans contamination et sans l’utilisation d’un appareil à haute fréquence. On
peut si on le désire utiliser le module TIG K930-2 avec le
Ranger 250. Les réglages sont donnés à titre de référence.
Réglage du Ranger 250 en utilisant le module TIG K930-2
avec une commande Amptrol ou un interrupteur d’amorçage
de l’arc :
•
Régler le sélecteur MODE sur TOUCH START TIG.
•
Régler le sélecteur IDLER sur AUTO.
•
Régler le sélecteur WELD TERMINALS sur REMOTELY
CONTROLLED. Le contacteur à semi-conducteur reste
ainsi ouvert et laisse l’électrode «froide» jusqu’à ce que l’on
appuie sur la commande Amptrol ou l’interrupteur
d’amorçage de l’arc.
Avec le module TIG, on utilise la commande OUTPUT sur le
Ranger 250 pour régler la plage maximale de CURRENT
CONTROL sur le module TIG ou une commande Amptrol si
celle-ci est connectée au module TIG.
SOUDAGE AVEC FIL À TENSION CONSTANTE
Connecter un dévidoir au Ranger 250 conformément aux
instructions données à la section INSTALLATION.
En mode CV-WIRE, on peut utiliser le Ranger 250 avec tout
un éventail de fils-électrodes fourrés (Innershield et
Outershield) et de fils pleins pour le soudage MIG (GMAW).
On peut régler avec précision le soudage en utilisant la commande ARC CONTROL. En tournant cette commande vers la
droite de –10 (doux) à +10 (crépitant) l’arc passe de doux et
large à crépitant et étroit. Elle joue le rôle d’une commande à
inductance. Le bon réglage dépend du mode opératoire et de
la préférence de l’opérateur. Commencer le cadran réglé à 0.
Voici quelques électrodes Innershield recommandées : NR311, NS-3M, NR-207, NR-203 Ni 1 %, NR-204.H. Les électrodes Outershield recommandées sont les suivantes : OS-70,
0S-71M.
Quelques fils pleins recommandés pour le soudage MIG sont
les suivants : 0,035 po (0,9 mm) et 0,045 po (1,1 mm), L-50 et
L-56, 0,035 po (0,9 mm), et 0,045 po (1,1 mm) Blue Max MIG
308 LS.
Dans le cas de toute autre électrode, comprenant les recommandations ci-avant, les modes opératoires ne doivent pas
dépasser la valeur nominale de la machine.
B-8
Page 31

OPERATION OPERACIÓN FONCTIONNEMENT
TYPICAL CURRENT RANGES
Tungsten Electrode DCEN (-) DCEP (+) Approximate Argon Gas Flow TIG TORCH
Diameter in. (mm) Flow Rate C.F.H. ( l /min.) Nozzle Size (4), (5)
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #6
0.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)
0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #6
3/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #8
1/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)
5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #10
3/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)
1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
(1) When used with argon gas. The current ranges shown must be reduced
when using argon/helium or pure helium shielding gases.
(2) Tungsten electrodes are classified as follows by the American Welding
Society (AWS):
accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
(3) DCEP is not commonly used in these sizes.
(4) TIG torch nozzle "sizes" are in multiples of 1/16ths of an inch:
(5) TIG torch nozzles are typically made from alumina ceramic. Special appli-
1%, 2% Thoriated 1%, 2% Thoriated Aluminum Stainless Steel
Tungsten T Tungsten
Pure EWP
1% Thoriated EWTh-1
2% Thoriated EWTh-2
Though not yet recognized by the AWS, Ceriated Tungsten is now widely
# 4 = 1/4 in. (6 mm)
# 5 = 5/16 in. (8 mm)
# 6 = 3/8 in. (10 mm)
# 7 = 7/16 in. (11 mm)
# 8 = _ in. (12.5 mm)
#10 = 5/8 in. (16 mm)
cations may require lava nozzles, which are less prone to breakage, but
cannot withstand high temperatures and high duty cycles.
(1)
FOR TUNGSTEN ELECTRODES
(2)
ARC GOUGING
The Ranger 250 can be used for limited arc gouging.
For optimal performance, set the MODE switch to
CC-STICK and the ARC CONTROL to +10.
Set the CONTROL knob to adjust output current to
the desired level for the gouging electrode being used
according to the ratings in the following table.
Electrode Diameter
Current Range (DC, electrode
positive)
1/8" 30-60 Amps
5/32" 90-150 Amps
3/16" 150-200 Amps
AUXILIARY POWER:
Start the engine and set the IDLER control switch to
the desired operating mode. Full power is available
regardless of the welding control settings providing
no welding current is being drawn.
corriente directa
electrodo positivo
(1)
PARA ELECTRODOS DE TUNGSTENO
RANGOS TIPICOS DE CORRIENTE
Diámetro de elec. DCEN (-) DCEP (+) Rango aproximado de flujo ANTORCHA TIG \
de tungsteno de gas Argón C.F.H. ( l /min.) Boquilla tamaño
en pulg. (mm) (4), (5)
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #6
0.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)
0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #6
3/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #8
1/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)
5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #10
3/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)
1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
(1) Cuando se utiliza con gas argón. Los rangos de corriente mostrados deben
(2) Los electrodos de tugsteno se clasifican de la siguiente manera de acuerdo
Aunque aún no está reconocido por la AWS, el tungsteno seriado ahora es
ampliamente aceptado como sustituto del tungsteno toriado al 2% en
aplicaciones de CA y CD.
(3) DCEP (Corriente Directa Electrodo Positivo) no se utiliza comúnmente en
(4) Los “tamaños” de la boquilla de antorcha de TIG son múltiplos de 1/16º de una
(5) Las boquillas de antorcha de TIG normalmente se hacen de cerámica
aluminizada. Algunas aplicaciones especiales pueden requerir boquillas de lava
que son menos propensas a romperse, pero no pueden soportar altas
temperaturas y ciclos de trabajo prolongados.
corriente directa
electrodo negativo
Tungsteno Tungsteno toriado Aluminio Acero inoxidable
toriado al 1%, 2% al 1%, 2%
reducirse cuando se esté utilizando argón/helio o gases protectores de helio
puro.
con la Sociedad de Soldadura Americana (AWS):
Puro EWP
1% Toriado EWTh-1
2% Toriado EWTh-2
estos tamaños.
pulgada:
6 mm (# 4 = 1/4 pulg.)
8 mm (# 5 = 5/16 pulg.)
10 mm (# 6 = 3/8 pulg.)
11 mm (# 7 = 7/16 pulg.)
12.5 mm (# 8 = 1/2 pulg.)
16 mm (#10 = 5/8 pulg.)
(2)
DESBASTE
La Ranger 250 se puede utilizar para desbaste
limitado. Para óptimo rendimiento, configure el
interruptor de MODO en CC-STICK (varilla CC) y ARC
CONTROL (Control de Arco) a +10.
Establezca la perilla de CONTROL para ajustar la
corriente de salida en el nivel deseado para el
electrodo para desbaste que se está utilizando de
acuerdo con las capacidades nominales de la
siguiente tabla:
Diámetro del electrodo
Rango de Corriente (CD,
electrodo positivo)
3.2 mm (1/8") 30-60 Amps
4.0 mm (5/32") 90-150 Amps
4.8 mm (3/16") 150-200 Amps
ENERGIA AUXILIAR:
Arranque el motor y coloque el interruptor de control
“IDLER” (GOBERNADOR) en el modo de operación
deseado. Puede operar a energía total
independientemente de las programaciones de
control de soldadura, si no se está tomando corriente
de soldadura.
PLAGES DE COURANT TYPE(1) POUR ÉLECTRODES DE TUNSTÈNE
Diamètre po
(mm)
électrode de
tungstène
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #6
0.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)
0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #6
3/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #8
1/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)
5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #10
3/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)
1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
(1) Avec argon. On doit réduire les plages de courant indiquées quand on l’utilise
l’argon/hélium ou l’hélium pur comme gaz de protection.
(2) Les électrodes de tungstène sont classées comme suit par l’American Welding
Society (AWS) :
Bien qu’il ne soit pas encore reconnu par l’AWS, le tungstène cérié est maintenant
largement accepté comme substitut du tungstène en application c.a. et c.c.
(3) Le C.C.E.P. n’est pas couramment utilisé dans ces dimensions.
(4) Les grosseurs de buse de torche TIG sont en multiples de 1/16e po
no 7 = 7/16 po (11 mm)
no 8 = po (12,5 mm)
no 10 = 5/8 po (16 mm)
(5) Les buses de torche TIG sont généralement en céramique d’alumine. Les
applications spéciales peuvent nécessiter des buses en lave, qui sont moins fragiles, mais ne peuvent pas supporter des hautes températures et les facteurs de
marche élevés.
C.C.E.N. (-)
1, 2 % de
tungstène thorié
Pure EWP
Thoriée à 1 % EWTh-1
Thoriée à 2 % EWTh-2
no 4 = _ po (6 mm)
no 5 = 5/16 po (8 mm)
no 6 = 3/8 po (10 mm)
C.C.E.P. (+)
1, 2 % de
tungstène Thorié
Débit d’argon approximatif
pi3/h (L/min)
Aluminium
Acier inoxydable
(2)
TORCHE TIG
Grosseur
buse (4), (5)
GOUGEAGE À L’ARC
On peut utiliser le Ranger 250 pour certaines opérations de gougeage à l’arc. Pour obtenir des performances optimales, régler le sélecteur MODE sur CCSTICK et la commande ARC CONTROL sur +10.
Régler le bouton OUTPUT pour ajuster le courant de
sortie en fonction de l’électrode de gougeage utilisée
selon les valeurs de la table suivante.
Diamètre de l’électrode
Plage de courant (c.c., élec
trode positive)
1/8" 30-60 Amps
5/32" 90-150 Amps
3/16" 150-200 Amps
COURANT AUXILIAIRE
Faire démarrer le moteur et régler le sélecteur de commande de ralenti IDLER sur le mode de fonctionnement choisi. La pleine puissance est disponible
quels que soient les réglages de commande de
soudage à condition de ne pas utiliser le courant de
soudage.
B-9
Page 32

OPERATION
OPERACIÓN FONCTIONNEMENT
The auxiliary power of the RANGER 250 consists of
two 20 Amp-120 VAC (5-20R) duplex receptacles and
one 50 Amp 120/240 VAC (14-50R) receptacle. The
240 VAC receptacle can be split for single phase 120
VAC operation.
The auxiliary power capacity is 8,000 watts of 60 Hz,
single phase power. The auxiliary power capacity rating in watts is equivalent to volt-amperes at unity
power factor. The max permissible current of the 240
VAC output is 33 Amps.
The 240 VAC output can be split to provide two separate 120 VAC outputs with a max permissible current
of 33 Amps per output to two separate 120 VAC
branch circuits (these circuits cannot be paralleled).
Output voltage is within ± 10% at all loads up to rated
capacity.
The 120 V auxiliary power receptacles should only be
used with three wire grounded type plugs or approved
double insulated tools with two wire plugs. The current
rating of any plug used with the system must be at
least equal to the current capacity of the associated
receptacle.
NOTE: The 240 V receptacle has two circuits, each of
which measure 120 V to neutral but are of opposite
polarities and cannot be paralleled.
Simultaneous Welding and Auxiliary
Power Loads
The above auxiliary power ratings are with no welding
load. Simultaneous welding and power loads are
specified in the following table. The permissible currents shown assume that current is being drawn from
either the 120 VAC or 240 VAC supply (not both at the
same time).
Ranger 250 Simultaneous Welding and Power Loads
Welding
Output-Amps
0
100
150
200
250
* Each duplex receptacle is limited to 20 amps.
** Not to exceed 25 A per 120 VAC branch circuit when split-
ting the 240 VAC output.
Permissible
Power-Watts
(Unity Power
Factor)
8000
5000
3000
1500
0
Permissible
Current in
@120 VAC *
40**
40**
25
12.5
0
Auxiliary
-Amps
@ 240 VAC
33
21
12.5
6.3
0
La energía auxiliar de la RANGER 250 consiste en
dos receptáculos dúplex de 20 Amperes-120VCA (520R) y un receptáculo de 50 amps-120/240VCA (1450R). El receptáculo de 120/240VCA puede dividirse
a una operación monofásica de 120VCA.
La capacidad de energía auxiliar es de 8,000 watts de
energía monofásica de 60 Hz. El rango de la
capacidad de energía auxiliar en watts es equivalente
a los voltios-amperes en un factor de potencia
unitario. La corriente máxima permisible de la salida
de 240 VCA es 33 Amps.
La salida de 240 VCA puede dividirse para obtener
dos salidas de 120 VCA separadas con una corriente
máxima permisible de 33 Amps en cada salida a dos
circuitos bifurcados de 120 VCA separados (estos
circuitos no se pueden conectar en paralelo). El
voltaje de salida se encuentra entre ±10% en todas
las cargas hasta la capacidad nominal.
Los receptáculos de energía auxiliar de 120 V sólo
pueden ser utilizados con clavijas de 3 líneas con
conexión a tierra o herramientas aprobadas
doblemente aisladas con enchufes de dos clavijas. La
corriente nominal de cualquier clavija utilizada con el
sistema debe ser al menos igual a la capacidad de
corriente del receptáculo asociado.
NOTA:El receptáculo de 240 V cuenta con dos
circuitos, cada uno de ellos mide 120 V neutral pero
son polaridades opuestas y no se pueden conectar en
paralelo.
CARGAS DE SOLDADURA Y ENERGIA AUXILIAR
SIMULTANEAS
Las capacidades nominales de energía auxiliar arriba
mencionadas no están relacionadas con la carga de
soldadura. En la siguiente tabla se especifican las
cargas de soldadura y de energía simultáneas. Las
corrientes permisibles mostradas suponen que la
corriente está siendo tomada desde un suministro de
120VCA o de 240VCA (no ambos al mismo tiempo).
Cargas de Soldadura y Energía Simultánea de la Ranger
Salida de
Soldadura
Amps
0
100
150
200
250
Energía - watt
permisible (factor
* Cada receptáculo dúplex está limitado a 20 amperes
** No exceder 25 amperes por circuito bifurcado de 120
VCA cuando se divida la salida de 240 VCA.
de potencia
unitario)
8000
5000
3000
1500
0
250
Corriente
permisible
a 120 VAC *
40**
40**
25
12.5
0
Auxiliar
-Amperes
a 240 VAC
33
21
12.5
6.3
0
Le courant auxiliaire du RANGER 250 est fourni par
deux prises doubles 20 A-120 V c.a. (5-20R) et une
prise 50 A 120/240 V c.a. (14-50R). La prise 250 V
c.a. peut être séparée pour fonctionnement en 120 V
c.a. monophasé.
Le courant auxiliaire est de 8 000 W, 60 Hz,
monophasé. Le courant auxiliaire nominal en watts
est équivalent aux voltampères au facteur de puissance unité. Le courant admissible max de la sortie
240 V c.a. est de 33 A.
La sortie 240 V c.a. peut être divisée pour donner
deux sorties 120 V c.a. distinctes avec un courant
admissible max de 33 A par sortie à deux circuits
dérivés distincts 120 V c.a. (on ne peut pas mettre ces
circuits en parallèle). La tension de sortie est de ±10
% à toutes les charges jusqu’à capacité nominale.
On ne doit utiliser les prises de courant auxiliaire 120
V qu’avec des fiches à trois fils avec mise à la terre ou
des outils à isolation double approuvés avec des fiches à deux fils. Le courant nominal de toute fiche utilisée avec le circuit doit être au moins égal au courant
admissible de la prise associée.
NOTE : La prise 240 V a deux circuits, chacun de 120
V au neutre, mais sont de polarité inverse et on ne
peut pas les monter en parallèle.
Charges de soudage et de courant auxiliaire simultanées
Les courants nominaux auxiliaires ci-avant sont
disponibles sans charge de soudage. Les charges de
soudage et de courant auxiliaire simultanées sont
données dans le tableau suivant. Les courants
admissibles indiqués supposent que le courant est
utilisé soit à partir de la prise 120 V c.a. ou de la prise
240 V c.a. (et pas des deux en même temps.)
Charges de soudage et de courant auxiliaire du Ranger
Sortie de
soudage (A)
0
100
150
200
250
admissible (W)
puissance unité)
*Chaque prise double est limitée à 20 A.
**Ne doit pas dépasser 25 A par circuit dérivé 120 V c.a.
quand on sépare la sortie 240 V c.a.
Courant
(facteur de
8000
5000
3000
1500
0
250
Courant
admissible
à 120 VAC *
40**
40**
25
12.5
0
Auxiliaire
-Amperes
à 240 VAC
33
21
12.5
6.3
0
B-10
Page 33

OPERATION OPERACIÓN FONCTIONNEMENT
Ranger 250 Extension Cord Length
Recommendations
(Use the shortest length extension cord possi-
ble sized per the following table.)
Current
(Amps)
15
20
15
20
33
Voltage
Volts
120
120
240
240
240
Load
(Watts)
1800
2400
3600
4800
8000
Longitudes Recomendadas para el Cable de
Extensión de la Ranger 250
(Utilice el cable de extensión lo más corto
posible según la siguiente tabla.)
(Utiliser le câble prolongateur le plus court
possible dont la grosseur est donnée dans
mandées
pour le Ranger 250
le tableau ci-après)
Maximum Allowable Cord Length in ft. (m) for Conductor Size
14 AWG 12 AWG 10 AWG 8 AWG 6 AWG 4 AWG
Longueurs de câble prolongateur recom-
30
60
(9)
(18)
Conductor size is based on manimum 2.0% voltage drop.
40
30
75
60
(12)
(9)
(23)
(18)
75
50
150
100
60
(23)
(15)
(46)
(30)
(18)
125
88
225
175
100
(38)
(27)
(69)
(53)
(30)
175
138
350
275
175
(53)
(42)
(107)
(84)
(53)
300
225
600
450
250
(91)
(69)
(183)
(137)
(76)
B-11
Page 34

ACCESORIES
ACCESORIOS ACCESSOIRES
RECOMMENDED OPTIONAL EQUIPMENT
K957-1 HEAVY DUTY, TWO WHEEL TRAILER FOR
SMALL WELDERS
For road, off-road and in-plant and yard towing. (For
highway use, consult applicable federal, state and
local laws regarding requirements for brakes, lights,
fenders, etc.).
K1737-1 FOUR WHEEL ALL-TERRAIN UNDERCARRIAGE For moving by hand.
K1770-1 UNDERCARRIAGE (FACTORY)
For moving by hand on a smooth surface. One or two
gas cylinders can be mounted on the rear of the
undercarriage with the installation of K1745-1 Cylinder
Holder(s).
K1739-1 CABLE CARRIER KIT
For use on K1737-1 and K1770-1 Undercarriages.
K1745-1 SINGLE GAS CYLINDER HOLDER
For use on K1770-1 Undercarriage. One or two may
be installed on an undercarriage.
K1788-1 ROLL CAGE - Gives added damage protection.
K886-2 CANVAS COVER - Protects machine when
not in use.
S24647 SPARK ARRESTER
Mounts inside exhaust pipe.
K702 ACCESSORY KIT
Accessory set includes 35 f t. (10.7 meters) 2 AWG
electrode cable, 30 ft. (9.1 meters) 2 AWG work cable,
headshield with No. 12 filter, GC300 work clamp and
Cooltong 300 electrode holder. Cables are rated at
250 amps, 40% duty cycle.
K857 28 ft (8.5m) or K857-1100 ft. (30.4m) REMOTE
CONTROL
Portable control provides same dial range as the output control on the welder. Has a convenient 6 pin plug
for easy connection to the welder.
K1690-1 GFCI RECEPTACLE KIT
Includes one UL approved 120V ground fault circuit
interrupter duplex type receptacle with cover and
installation instructions. Replaces the factory installed
120V duplex receptacle. Each receptacle of the GFCI
Duplex is rated at 20 Amps, the maximum total current
from the GFCI Duplex is limited to the 20 Amps. Two
kits are required.
EQUIPO OPCIONAL RECOMENDADO
REMOLQUE DE DOS RUEDAS DE TRABAJO PESADO
PARA SOLDADORAS PEQUEÑAS K957-1
Para carretera, acotamiento y remolque en planta y
patio. (Para uso en autopistas, consulte las leyes
federales, estatales y locales aplicables relacionadas
con los requerimientos de frenos, luces, defensas,
etc.).
CARRO DE TRANSPORTE DE CUATRO RUEDAS
PARA TODO TIPO DE TERRENO K1737-1
Para movimiento manual.
CARRO DE TRANSPORTE K1770-1 (FABRICA)
Para mover manualmente en una superficie plana.
Se pueden montar uno o dos cilindros de gas en la
parte posterior del carro de transporte con la
instalación del portacilindros K1747-1.
JUEGO DE PORTACABLES K1739-1
Para utilizarse con carro de transporte K1737-1 y
K1770-1.
PORTACILINDRO DE GAS SENCILLO K1745-1
Para utilizarse con carro de transporte K1770-1. Se
pueden instalar uno o dos en el carro de transporte.
ESTRUCTURA TUBULAR K1788-1
Proporciona mayor protección contra daños.
CUBIERTA DE LONA K886-2
Protege la máquina cuando no está en uso.
SUPRESOR DE CHISPAS S24647
Se monta dentro del tubo del escape.
JUEGO DE ACCESORIOS K702
El juego de accesorios incluye un cable de electrodo
#2 de 10.7 metros (35 pies), un cable de trabajo #2 de
9.1 metros (30 pies), careta con filtro No. 12, pinza de
trabajo GC300 y portaelectrodos Cooltong 300. Los
cables tienen una capacidad nominal de 250 amps,
ciclo de trabajo del 40%.
CONTROL REMOTO K857 8.5 METROS (28 PIES)
O K857-1 30.4 METROS (100 PIES)
Control portátil que proporciona el mismo rango de
escala que el control de salida de la soldadora.
Cuenta con un enchufe conveniente de 6 pines para
fácil conexión a la soldadora.
JUEGO DE RECEPTACULOS GFCI K1690-1
Incluye un receptáculo duplex de 120V aprobado por
UL con un interruptor de circuito contra aterrizamiento
con cubierta e instrucciones de instalación.
Reemplaza el receptáculo dúplex de 120V instalado
de fabrica. Cada receptáculo de GFCI dúplex tiene
una capacidad nominal de 20 amps, la corriente total
máxima del GFCI dúplex se limita a 20 amps.
Se requieren dos juegos
MATÉRIEL EN OPTION RECOMMANDÉ
K957-1 - REMORQUE À DEUX ROUES ROBUSTE
POUR PETITES MACHINES DE SOUDAGE
Remorquage sur route, hors route, à l’usine et à l’extérieur. (Pour l’utilisation sur route principale, consulter
les lois fédérales, provinciales et locales applicables relativement aux exigences pour les freins, les lumières, les
pare-chocs, etc.)
K1737-1 – CHARIOT QUATRE ROUES TOUT-TERRAIN. Pour déplacement à la main.
K1770-1 – CHARIOT (USINE)
Pour déplacer à la main sur des surfaces lisses. On peut
monter une ou deux bouteilles de gaz à l’arrière du chariot en plaçant le support de bouteilles K1745-1.
K1739-1 – NÉCESSAIRE PORTE-CBLE
À utiliser sur les chariots K1737-1 et K1770-1.
K1745-1 – SUPPORT POUR UNE SEULE BOUTEILLE
DE GAZ
À utiliser sur le chariot K1770-1. On peut en monter une
ou deux sur un chariot.
K1788-1 – CAGE DE RETOURNEMENT - Offre une protection supplémentaire contre les dommages.
K886-1 – HOUSSE EN TOILE - Protège la machine
quand on ne l’utilise pas.
S24647 – PARE-ÉTINCELLES
Se monte à l’intérieur du tuyau d’échappement.
K702 – ENSEMBLE D’ACCESSOIRES
Composition : câble électrode 35 pi (10,7 m) 2 AWG,
câble de retour 30 pi (9,1 m) 2 AWG, masque à serre-tête
avec filtre no 12, connecteur de pièce GC300 et porteélectrode Cooltong 300. Les câbles sont prévus pour
250 A, facteur de marche 40 %.
K857 – TÉLÉCOMMANDE 28 pi (8,5 m) ou K857-1 –
TÉLÉCOMMANDE 100 pi (3,4 m)
La télécommande est prévue pour la même plage que la
commande de sortie sur la machine. Elle comporte une
fiche pratique à 6 broches pour se connecter facilement
à la machine.
K1690-1 – ENSEMBLE PRISE DISJONCTEUR
DIFFÉRENTIEL
Comprend une prise type double de disjoncteur différentiel 120 V approuvée UL avec couvercle et instructions
d’installation. Elle remplace la prise double 120 V montée en usine. Chaque prise double du disjoncteur différentiel a une intensité nominale admissible de 20 A. Le
courant total maximum de la prise du disjoncteur différentiel est limité à 20 A.
Deux sont nécessaires.
C-1
Page 35

ACCESORIES
ACCESORIOS ACCESSOIRES
K802-N POWER PLUG KIT
Provides four 120 volt plugs rated at 20 amps each
and one dual voltage, full KVA plug rated at 120/240
volts, 50 amps.
K802-R POWER PLUG KIT
Provides four 120 volt plugs rated at 15 amps each
and one dual voltage, full KVA plug rated at 120/240
volts, 50 amps.
T12153-9 50 AMP, 120/240V POWER PLUG
K1816-1 FULL KVA ADAPTER KIT
Plugs into the 120/240V NEMA 14-50R receptacle on
the casefront (which accepts 4-prong plugs) and converts it to a NEMA 6-50R receptacle, (which accepts
3-prong plugs.)
JUEGO DE ENCHUFES DE ENERGIA K802-N
Proporciona cuatro enchufes de 120V nominales a 20
amps cada uno y uno de voltaje dual, con capacidad
nominal completa KVA de 120/240 voltios, 50 amps.
JUEGO DE ENCHUFE DE ENERGIA K802-R
Proporciona cuatro enchufes de 120V con capacidad
nominal de 15 amps cada uno y uno con voltaje dual,
enchufe KVA completo con capacidad nominal de
120/240V a 50 amps.
ENCHUFE DE ENERGIA T12153-9 DE 50 AMPS,
120/240V
JUEGO DE ADAPTADOR KVA COMPLETO
K1816-1
Se conecta en el receptáculo 120/240V NEMA 1450R en el gabinete frontal (que acepta enchufes de 4
clavijas) y se convierte en un receptáculo NEMA 650R, (el cual acepta enchufes de 3 clavijas).
K802-N – ENSEMBLE FICHES D’ALIMENTATION
Composition : quatre fiches de 120 V d’intensité
admissible de 20 A chacune et une fiche de tension
double pleine KVA de 120/240 V, 50 A.
K802-R – ENSEMBLE FICHES D’ALIMENTATION
Composition : quatre fiches de 120 V d’intensité
admissible de 15 A chacune et une fiche de tension
double pleine KVA de 120/240 V, 50 A.
T12153-9 – FICHE D’ALIMENTATION 50 A, 120/240
V
K1816-1 – ENSEMBLE ADAPTATEUR PLEINE KVA
Se branche dans la prise 120/240 V NEMA 14-50R à
l’avant (qui accepte des fiches à 4 broches) et la
transforme en une prise NEMA 6-50R (qui accepte
des fiches de 3 broches.)
C-2
Page 36

MAINTENANCE
MANTENIMIENTO
ENTRETIEN
SAFETY PRECAUTIONS
WARNING
• Have qualified personnel do all maintenance
and troubleshooting work.
• Turn the engine off before working inside the
machine or servicing the engine.
• Remove guards only when necessary to
perform maintenance and replace them when
the maintenance requiring their removal is
complete. If guards are missing from the
machine, obtain replacements from a Lincoln
Distributor. (See Operating Manual Parts List.)
Read the Safety Precautions in the front of this
manual and in the Engine Owner’s Manual before
working on this machine.
Keep all equipment safety guards, covers, and
devices in position and in good repair. Keep
hands, hair, clothing, and tools away from the
gears, fans, and all other moving parts when
starting, operating, or repairing the equipment.
Routine Maintenance
At the end of each day’s use, refill the fuel tank to
minimize moisture condensation in the tank. Running
out of fuel tends to draw dirt into the fuel system.
Also, check the crankcase oil level and add oil if
indicated.
KOHLER ENGINE
FREQUENCY
Daily or Before
Starting Engine
5 Hours
Every 25 Hours
Every 100 Hours
Every 100 Hours
Every 100 Hours
Every 100 Hours
Every 200 Hours
Every 200 Hours
(1) Service more frequently when used in dusty areas and/or at high ambient temperatures.
MAINTENANCE REQUIRED
• Fill fuel tank.
• Check oil level.
• Check air cleaner for dirty, loose, or damaged
parts.
• Check air intake and cooling areas, clean as
necessary.
First Oil Change
• Service air pre-cleaner..
• Change engine oil.
• Replace fuel filter element.
• Clean or replace air filter element.
• Spark Plug Arrester
• Replace oil filter.
• Check spark plug and gap
• Check fuel lines and clamps.
(1)
(1)
(1)
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
•Procure que un técnico calificado realice el trabajo de
mantenimiento y de localización de averías.
•Apague el motor antes de trabajar dentro de la máquina.
•Retire las cubiertas sólo cuando sea necesario y
reemplácelas cuando los procesos de mantenimiento
que requieran que se retiren, se hayan completado. Si
le faltan cubiertas a la máquina, busque las refacciones
con su Distribuidor Lincoln. (Consulte la Lista de
Partes del Manual de Operación).
Lea las Precauciones de Seguridad al frente de este
manual y del Manual del Propietario del Motor antes de
trabajar en esta máquina.
Mantenga todas las tapas de seguridad, cubiertas y
dispositivos en su lugar y en buenas condiciones.
Procure que sus manos, cabello, ropa y herramientas no
toquen las correas-V, engranes, ventiladores y todas las
partes movibles cuando arranque, opere o repare el
equipo.
Mantenimiento de rutina
Después de un día de uso, vuelva a llenar el tanque de
combustible a fin de disminuir la condensación de humedad
en el tanque. Después de varios arranques hay la
tendencia de acumulación de suciedad en el sistema de
combustible. Asimismo, verifique el nivel de aceite en el
cárter y agregue aceite si es necesario.
MOTOR KOHLER
FRECUENCIA
Diario o antes de
arrancar el motor
Cada 25 Horas
Cada 100 Horas
Cada 100 Horas
Cada 100 Horas
Cada 100 Horas
Cada 200 Horas
Cada 200 Horas
(1) Realice el servicio con más frecuencia cuando se trabaje en zonas polvosas
5 Horas
o a altas temperaturas ambientales.
MANTENIMIENTO REQUERIDO
• Llene el tanque de combustible.
• Revise el nivel de aceite.
• Revise si el filtro de aire está sucio, flojo
o con partes dañadas
• Revise la toma de aire y áreas de enfri-
amiento, limpie si es necesario.
Primer cambio de aceite
• Dar servicio al pre-filtro de aire.
• Cambie el aceite del motor.
• Cambie todo el filtro de combustible.
• Limpie o cambie el filtro de aire.
• Supresor de chispas
• Cambie el filtro de aceite.
• Revise bujías y abertura
• Revise las líneas y soportes de combustible.
(1)
(1)
(1)
MESURES DE SÉCURITÉ
AVERTISSEMENT
• L’entretien et le dépannage doivent être confiés à un
personnel qualifié.
• Arrêter le moteur avant de travailler à l’intérieur de la
machine ou d’entretenir le moteur.
• Ne déposer les protecteurs que quand cela est nécessaire pour effectuer l’entretien et les remettre en place
quand l’entretien pour lesquels on les a déposés est
terminé. Si la machine ne comporte pas de protecteurs, en commander au distributeur Lincoln. (Voir
la nomenclature du manuel d’utilisation.)
Lire les mesures de sécurité au début de ce manuel et
dans le manuel du propriétaire du moteur avant de
travailler sur cette machine.
Maintenir tous les protecteurs de sécurité, les panneaux,
les couvercles ou bouchons et autres dispositifs en
position et en bon état. Écarter les mains, les cheveux,
les vêtements et les outils des engrenages, ventilateurs
et autres pièces en mouvement quand on fait démarrer,
utilise ou répare le matériel.
Entretien périodique
À la fin de chaque journée d’utilisation, refaire le plein
d’essence pour réduire au minimum la condensation
dans le réservoir. Quand le réservoir se vide, la saleté
tend à être attirée dans le circuit d’essence. De plus,
vérifier le niveau d’huile du carter et en ajouter selon
les besoins.
MOTEUR KOHLER
FRÉQUENCE
Une fois par jour ou avant
de faire démarrer le
moteur
5 heures
Toutes les 25 heures
Toutes les 100 heures
Toutes les 100 heures
Toutes les 100 heures
Toutes les 100 heures
Toutes les 200 heures
Toutes les 200 heures
(1) (1) Remplacer ou nettoyer plus fréquemment si la machine est utilisée dans
des endroits poussiéreux et/ou à de hautes températures ambiantes.
ENTRETIEN NÉCESSAIRE
• Faire le plein d’essence.
• Vérifier le niveau d’huile.
• Vérifier le filtre à air pour voir si des pièces
sont sales, desserrées ou endommagées.
• Vérifier l’entrée d’air et les zones de
refroidissement, nettoyer s’il y a lieu.
Première vidange d’huile
• Nettoyer ou remplacer le préfiltre.
Vidanger l’huile moteur.(1)
•
• Remplacer la cartouche filtrante de carburant.
• Nettoyer ou remplacer la cartouche filtrante
d’air.(2)
• Pare-étincelles.
• Remplacer le filtre à huile.(1)
• Vérifier la bougie et l’écartement.
• Vérifier les canalisations de carburant
colliers.
et les
D-1
Page 37

MAINTENANCE MANTENIMIENTO ENTRETIEN
ENGINE MAINTENANCE
COMPONENTS
ITEM / PARTE
ARTICLE
Oil Filter Onan 122-0645, Fram PH3614 Kohler 1205001, Fram PH3614
Filtro de Aire
Filtre à huile
Air Filter Element Onan 140-2628-01, Fram CA140PL Kohler 4708303, Fram CA79
Parte del filtro de aire
Cartouche filtrante d’air
Air Filter Pre-Cleaner Onan 140-1496 Kohler 2408302
Pre-limpiador del filtro
Préfiltre d’air
Fuel Filter Onan 149-2005, Fram G1 Kohler 2405002, Fram G1
Filtro de combustible
Filtre à carburant
Spark Plug Onan 167-0263, Champion RS14YC (.025" Gap) Champion RC12YC (.030" Gap)
Bujía
Bougie
Battery BCI Group 58 (435 CCA) BCI Group 58 (435 CCA)
Batería
Batterie
MAKE AND PART NUMBER / NUMERO O NOMBRE DE LA PARTE / MARQUE ET NUMÉRO DE RÉFÉRENCE
COMPONENTES DEL MAN-
COMPOSANTS DU MOTEUR À
TENIMIENTO DEL MOTOR
ONAN P216 KOHLER CH20
ENTRETENIR
D-2
Page 38

MAINTENANCE MANTENIMIENTO ENTRETIEN
ONAN P216 ENGINE
FREQUENCY
Daily or Before
Starting Engine
5 Hours
Every 50 Hours
Every 50 Hours
Every 100 Hours
Every 100 Hours
Every 200 Hours
Every 200 Hours
Every 500 Hours
Every 2 Years
(1) Service more frequently when used in dusty areas and/or at high
ambient temperatures.
ENGINE OIL CHANGE
Drain the oil while the engine is warm to assure rapid
and complete draining.
• Remove the oil filler cap and dipstick. Remove the
yellow cap from the oil drain valve and attach the
flexible drain tube supplied with the machine. Push
in and twist the drain valve counterclockwise. Pull
the valve out and drain the oil into a suitable container.
• Close the drain valve by pushing in and twisting
clockwise. Replace the yellow cap.
• Refill to the upper limit mark on the dipstick with the
recommended oil. Tighten the oil filler cap securely.
MAINTENANCE REQUIRED
• Fill fuel tank.
• Check oil level.
• Check air cleaner for dirty,
loose, or damaged parts.
• Check air intake and cooling
areas, clean as necessary.
First Oil Change
• Service air pre-cleaner..
• Change engine oil.
• Replace oil filter.
• Spark Plug Arrester
• Clean or replace air filter ele-
(1)
ment.
• Replace fuel filter element.
• Check spark plug and gap
• Check fuel lines and clamps.
(1)
(1)
MOTOR ONAN P216
FRECUENCIA
Diario o antes de
arrancar el motor
5 Hours
Cada 50 Horas
Cada 50 Horas
Cada 100 Horas
Cada 100 Horas
Cada 200 Horas
Cada 200 Horas
Cada 500 Horas
Cada 2 Años
(1) Realice el servicio con más frecuencia cuando se trabaje en
zonas polvosas o a altas temperaturas ambientales.
CAMBIO DE ACEITE
DEL MOTOR
Drene todo el aceite mientras el motor está caliente
para asegurar un drenado rápido y completo.
• Retire el tapón de llenado de aceite y bayoneta.
Retire el tapón amarillo de la válvula de drenado
de aceite e inserte el tubo de drenado flexible que
viene con la máquina. Introdúzcalo y gire la
válvula de drenado hacia la izquierda. Jale la
válvula y drene el aceite en un contenedor
adecuado.
• Cierre la válvula de drenado presionándola y
girando hacia la derecha. Vuelva a colocar el
tapón amarillo.
MANTENIMIENTO REQUERIDO
•Llene el tanque de combustible.
•Revise el nivel de aceite.
•Revise si el filtro de aire
está sucio, flojo o con partes
dañadas
• Revise la toma de aire y
áreas de enfriamiento,
limpie si es necesario.
Primer cambio de aceite
• Dar servicio al pre-filtro
de aire.
• Cambie el aceite del
(1)
motor.
•Cambie el filtro de combustible.
• Supresor de chispas
• Limpie o reemplace
elemento de filtro de
(1)
aire.
• Reemplace el elemento
del filtro de combustible
Revise bujías y abertura
• Revise las mangueras
y abrazaderas y
soportes de combustible.
MOTEUR ONAN P216
FRÉQUENCE
Une fois par jour ou
avant de faire démarrer
le moteur
ENTRETIEN NÉCESSAIRE
•
Faire le plein d’essence.
•
Vérifier le niveau d’huile.
•
Vérifier le filtre à air pour voir si des
pièces sont sales, desserrées ou
endommagées.
•
Vérifier l’entrée d’air et les zones de
refroidissement, nettoyer s’il y a lieu.
5 heures
Toutes les 50 heures
Toutes les 50 heures
Toutes les 100 heures
Toutes les 100 heures
Toutes les 200 heures
Toutes les 200 heures
Toutes les 500 heures
Tous les 2 ans
(1) Remplacer ou nettoyer plus fréquemment si la machine est utilisée dans des endroits poussiéreux et/ou à de hautes températures
ambiantes.
Première vidange d’huile
•
Nettoyer le préfiltre d’air.
•
Vidanger l’huile moteur.(1)
•
Remplacer le filtre à huile.(1)
•
Pare-étincelles.
•
Nettoyer ou remplacer la car-
touche du filtre à air.(1)
•
Remplacer l’élément filtrant du
carburant.
•
Vérifier les bougies et l’écarte-
ment.
•
Vérifier les canalisations de car-
burant et les colliers.
VIDANGE D’HUILE
Vidanger l’huile tant que le moteur est chaud pour
assurer une vidange rapide et complète.
•
Enlever le bouchon de remplissage d’huile et la
jauge. Enlever le bouchon jaune du robinet de
vidange d’huile et fixer le tube de vidange souple
fourni avec la machine. Enfoncer et tourner le
robinet de vidange vers la gauche. Tirer sur le
robinet et vidanger l’huile dans un contenant
approprié.
•
Fermer le robinet de vidange en le poussant et
en tournant vers la droite. Replacer le bouchon
jaune.
•
Remplir jusqu’à la marque limite supérieure sur
la jauge en utilisant l’huile recommandée. Bien
serrer le bouchon de remplissage d’huile.
•
• Rellene hasta la marca de llenado máximo de la
bayoneta con el aceite recomendado. Apriete de
manera segura el tapón de llenado de aceite.
D-3
Page 39

MAINTENANCE MANTENIMIENTO ENTRETIEN
ENGINE OIL REFILL CAPACITIES
Without oil filter replacement:
•1.7 US qt. (1.4 Imp qt., 1.6 liter)-Kohler
•1.6 US qt. (1.3 Imp qt., 1.5 liter)-Onan P216
With oil filter replacement:
•2.0 US qt. (1.7 Imp qt., 1.9 liter) -Kohler
•1.8 US qt. (1.5 Imp qt., 1.7 liter)-Onan P216
Use 4-stroke motor oil that meets or exceeds the
requirements for API service classification SG or SH.
Always check the API SERVICE label on the oil container to be sure it includes the letters SG or SH.
SAE 10W-30 is recommended for general, all-temperature use, -5 F to 104 F (-20 C to 40 C). For the Onan
engine, it is recommended that SAE 30 oil be used
above 82 F (27 C).
See Engine Owner’s Manual for more specific information on oil viscosity recommendations.
Wash your hands with soap and water after handling
used oil.
Please dispose of used motor oil in a manner that is
compatible with the environment. We suggest you
take it in a sealed container to your local service station or recycling center for reclamation. Do not throw
it in the trash, pour it on the ground or down a drain.
OIL FILTER CHANGE
1. Drain the engine oil.
• Remove the oil filter, and drain the oil into a suitable
container. Discard the used oil filter.
• Clean the filter mounting base, and coat the gasket
of the new oil filter with clean engine oil.
• Screw on the new oil filter by hand, until the gasket
contacts the filter mounting base, then use an oil filter socket tool to tighten the filter an additional 1/2 to
7/8 turn.
• Refill the crankcase with the specified amount of the
recommended oil. Reinstall the oil filler cap.
• Start the engine and check for oil filter leaks.
• Stop the engine, and check the oil level. If necessary, add oil to the upper limit mark on the
dipstick.
AIR CLEANER SERVICE
A dirty air cleaner will restrict air flow to the carburetor. To prevent carburetor malfunction, service the air
cleaner regularly. Service more frequently when
operating the engine in extremely dusty areas.
CAPACIDADES DE LLENADO DE ACEITE DEL
MOTOR
Sin reemplazo del filtro:
• 1.4 imp qt., 1.6 litros (1.7 US qt.)-Kohler
• 1.3 imp qt., 1.5 litros (1.6 US qt.)-Onan P216
Con cambio de filtro de aceite:
• 1.7 imp qt., 1.9 litros (2.0 US qt.)-Kohler
• 1.5 imp qt., 1.7 litros (1.8 US qt.)- Onan P216
Utilice aceite de motor de 4-ciclos que cumpla o exceda
los requerimientos del servicio API clasificación SG o SH.
Siempre revise la etiqueta SERVICIO API del contenedor
de aceite para asegurarse que incluya las letras SG o
SH.
Se recomienda SAE 10W-30 para uso en general de
todas temperaturas, -20ºC a 40ºC (-5FA104F). Para el
motor Onan se recomienda aceite SAE30 para uso por
encima de los 27ºC (82ºF).
Consulte el Manual de Propietario del Motor para
conocer información más específica sobre las
recomendaciones de viscosidad de aceite.
Lávese las manos con agua y jabón después de manejar
el aceite utilizado.
Por favor deseche el aceite de motor usado de manera
aceptable para el ambiete. Le sugerimos vaciarlo en un
contenedor sellado en su estación de servicio local o
centro de reciclado para su desecho. No lo tire a la
basura, ni vacíe sobre la tierra ni en el drenaje.
CAMBIO DEL FILTRO DE ACEITE
1. Drene el aceite del motor.
• Retire el filtro de aceite, y drene el aceite dentro del
contenedor adecuado. Retire el filtro de aceite usado.
• Limpie la base de montaje del filtro, y cubra la roldana del
nuevo filtro de aceite con aceite de motor limpio.
• Atornille el nuevo filtro de aceite manualmente, hasta que
la roldana haga contacto con la base de montaje del filtro,
después utilice una herramienta de enchufe del filtro para
apretar el filtro de 1/2 a 7/8 de vuelta.
• Rellene el cárter con la cantidad específica de aceite
recomendada. Vuelva a colocar el tapón de llenado de
aceite.
• Encienda el motor y verifique si no hay fugas en el filtro
de aceite.
• Detenga el motor, verifique el nivel de aceite. Si es
necesario, agregue aceite hasta
llenado en la bayoneta.
la marca de límite de
SERVICIO DEL LIMPIADOR DE AIRE
Un limpiador de aire sucio restringirá el flujo de aire hacia el
carburador. Para evitar el mal funcionamiento del
carburador, se deberá dar servicio regularmente al limpiador
de aire. Se deberá dar servicio más frecuente cuando el
motor se opere en áreas extremadamente polvosas.
CONTENANCE D’HUILE MOTEUR
Sans remplacer le filtre à huile :
• 1,7 pte US (1,4 pte imp., 1,6 L) Kohler
• 1,6 pte US (1,3 pte imp., 1,5 L) Onan P216
Avec remplacement du filtre à huile :
• 2 pte US (1,5 pte imp., 1,9 L) Kohler
• 1,8 pte US (1,5 pte imp., 1,7 L) Onan P216
Utiliser de l’huile moteur à quatre temps qui satisfait ou
dépasse les exigences de classification API SG ou SH.
Toujours vérifier l’étiquette d’utilisation API sur le contenant d’huile pour s’assurer qu’elle comporte les lettres
SG ou SH. L’huile SAE 10W-30 est recommandée pour
l’utilisation générale, toutes températures, de –5 oF à
104 oF (–20 à 40 oC). Dans le cas du moteur Onan, on
recommande d’utiliser l’huile SAE 30 au-dessus de 82 oF
(27 oC).
Voir le manuel du propriétaire du moteur qui donne plus
d’informations sur la viscosité de l’huile.
Se laver les mains avec du savon et de l’eau après avoir
touché de l’huile de vidange.
Se débarrasser de l’huile moteur usée en respectant l’environnement. Nous recommandons d’apporter l’huile
dans un contenant hermétique à la station service locale
ou au centre de recyclage. Ne pas la mettre à la
poubelle, ni la jeter sur le sol ou dans l’égout.
REMPLACEMENT DU FILTRE À
HUILE
1. Vidanger l’huile moteur.
•
Enlever le filtre à huile et vidanger l’huile dans un
contenant convenable. Jeter le filtre à huile usagé.
•
Nettoyer l’embase du filtre et passer une couche
d’huile sur le joint d’étanchéité du nouveau filtre à
huile en utilisant de l’huile moteur propre.
•
Visser le nouveau filtre à huile à la main, jusqu’à ce
que le joint d’étanchéité entre en contact avec
l’embase, puis utiliser un outil à filtre à huile pour
serrer le filtre de _ à 7/8 de tour supplémentaire.
•
Remplir le carter d’huile recommandée jusqu’au
niveau prescrit. Replacer le bouchon du filtre à huile.
•
Faire démarrer le moteur et vérifier l’étanchéité du
filtre à huile.
•
Arrêter le moteur et vérifier le niveau d’huile. S’il y a
lieu, ajouter de l’huile jusqu’à la marque supérieure
de la jauge.
NETTOYAGE DU FILTRE À AIR
Un filtre à air sale peut empêcher une bonne circulation d’air vers le carburateur. Pour éviter un mauvais
fonctionnement du carburateur, nettoyer le filtre à air
régulièrement. Nettoyer plus fréquemment quand on
fait fonctionner le moteur dans des endroits très poussiéreux.
D-4
Page 40

MAINTENANCE MANTENIMIENTO ENTRETIEN
WARNING
• Never use gasoline or low flash point solvents
for cleaning the air cleaner element. A fire or
explosion could result.
CAUTION
• Never run the engine without the air cleaner.
Rapid engine wear will result from contaminants,
such as dust and dirt being drawn into the
engine.
AIR PRE-CLEANER SERVICE
1. Loosen the cover retaining knob and remove the
cover.
2. Remove the pre-cleaner from the paper element.
3. Wash the pre-cleaner in warm water with detergent.
Rinse the pre-cleaner thoroughly until all traces of
detergent are eliminated. Squeeze out excess
water (do not wring). Allow the pre-cleaner to air
dry.
4. Saturate the pre-cleaner with new engine oil.
Squeeze out all excess oil.
5. Reinstall the pre-cleaner over the paper element.
6. Reinstall the air cleaner cover. Secure cover with
the cover retaining knob.
AIR FILTER PAPER ELEMENT
1. Loosen the cover retaining knob and remove the
cover.
2. Remove the pre-cleaner from the paper element.
3. Remove the element cover nut, element cover,
and paper element.
4. Do not wash the paper element or use pressur-
ized air, as this will damage the element. Replace
a dirty, bent, or damaged element with a new
element. Handle new elements carefully; do not
use if the sealing surfaces are bent or damaged.
5. When servicing the air cleaner, check the air
cleaner base. Make sure it is secured and not
bent or damaged. Also check the element cover
for damaged or improper fit. Replace all damaged
air cleaner components.
NOTE: Before air cleaner is reassembled make sure rubber
seal is in position around stud. Inspect, making sure it is not
damaged and seals with the element cover.
6. Reinstall the paper element, pre-cleaner, element
cover, element cover nut, and air cleaner cover.
Secure cover with the cover retaining knob.
ADVERTENCIA
•Nunca utilice gasolina o solventes para limpiar la
parte del filtro de aire. Ya que podría ocasionar
una explosión o incendio.
PRECAUCION
• Nunca encienda la máquina sin el limpiador de
aire. El motor podría desgastarse rápidamente
por los contaminantes tales como polvo,
suciedad acumulada en el motor.
SERVICIO DEL PRE-LIMPIADOR DE AIRE
1. Afloje la perilla de retención de la cubierta y retire la
cubierta.
2. Retire el prefiltro del elemento de papel.
3. Lave el prefiltro en agua tibia con detergente.
Enjuague el prefiltro perfectamente hasta que se
retiren todos los residuos de detergente. Elimine el
exceso de agua (no exprima). Deje que el prefiltro se
seque al aire.
4. Sature el prefiltro con nuevo aceite de motor . Retire
todo el acceso de aceite.
5. Reinstale el prefiltro en el elemento de papel.
6. Reinstale la cubierta del filtro de aire. Asegure la
cubierta con la perilla de retención de la cubierta.
ELEMENTO DE PAPEL DEL FILTRO DE AIRE
1. Afloje la perilla de retención de la cubierta y retire la
cubierta.
2. Retire el prefiltro del elemento de papel.
3. Retire la tuerca de la cubierta de elemento, cubierta
del mismo y elemento de papel.
4. No lave el elemento de papel ni utilice aire
presurizado, ya que esto dañará el elemento.
Reemplace un elemento sucio, doblado o dañado por
uno nuevo. Maneje los nuevos elementos
cuidadosamente; no utilice si las superficies selladas
han sido dobladas o dañadas.
5. Al dar servicio al filtro de aire, verifique la base del filtro
de aire. Asegúrese de que esté bien colocada y no
esté doblada o dañada. Asimismo revise la cubierta
del elemento para ver si esta dañada o no sienta bien.
Reemplace todos los componentes dañados del filtro
de aire.
NOTA: Antes de volver a colocar el filtro de aire asegúrese
de que el sello de goma esté alrededor del borne. Revise,
asegurándose de que no esté dañado y que cierre
perfectamente la cubierta del elemento.
6. Reinstale el elemento de papel, pre-limpiador,
cubierta del elemento, tuerca de cubierta del
elemento y cubierta del filtro de aire. Asegure la
cubierta con la perilla de retención de cubierta.
D-5
AVERTISSEMENT
• Ne jamais utiliser de l’essence ou des solvants à
point d’éclair faible pour nettoyer la cartouche du
filtre à air. Il pourrait en résulter un incendie ou
une explosion.
ATTENTION
• Ne jamais faire fonctionner le moteur sans le filtre à air. Les contaminants comme la poussière et
la saleté attirés dans le moteur entraîneraient une
usure rapide du moteur.
ENTRETIEN DU PRÉFILTRE
1. Desserrer le bouton de retenue du couvercle et
déposer le couvercle.
2. Enlever le préfiltre de la cartouche en papier.
3. Laver le préfiltre à l’eau chaude avec du détergent.
Rincer à fond le préfiltre jusqu’à ce qu’il n’y ait plus de
trace de détergent. Serrer pour chasser l’excédent
d’eau (ne pas tordre). Laisser le préfiltre sécher à
l’air.
4. Saturer le préfiltre d’huile moteur neuve. Serrer pour
chasser l’excédent d’huile.
5. Replacer le préfiltre sur la cartouche en papier.
6. Replacer le couvercle du filtre à air. Fixer le couvercle avec le bouton de retenue.
CARTOUCHE DE FILTRE À AIR EN PAPIER
1. Desserrer le bouton de retenue et déposer le couver-
cle.
2. Enlever le préfiltre de la cartouche en papier.
3. Desserrer l’écrou du couvercle de la cartouche, et
enlever le couvercle de la cartouche et la cartouche
en papier.
4. Ne pas laver la cartouche en papier ni utiliser de l’air
sous pression, ceci endommagerait la cartouche.
Remplacer la cartouche sale, tordue ou endommagée par une cartouche neuve. Manipuler les cartouches neuves avec précaution. Ne pas utiliser si
les surfaces d’étanchéité sont tordues ou endommagées.
5. Quand on entretient le filtre à air, vérifier son embase.
S’assurer qu’elle est bien fixée et pas tordue ni
endommagée. Vérifier également l’état du couvercle
de l’élément et voir s’il est bien ajusté. Remplacer
tous les composants du filtre endommagés.
NOTE : Avant de remettre en place le filtre à air, s’assurer que le joint en caoutchouc est en place autour
de la tige. Inspecter, en s’assurant qu’il n’est pas
endommagé et qu’il assure l’étanchéité avec le couvercle de la cartouche.
6. Replacer la cartouche en papier, le préfiltre, le
couvercle de la cartouche, l’écrou du couvercle de
la cartouche et le couvercle du filtre à air. Fixer le
couvercle avec le bouton de retenue du couvercle.
Page 41

MAINTENANCE MANTENIMIENTO ENTRETIEN
SPARK PLUG
To ensure proper engine operation, the spark plug
must be properly gapped and free of deposits.
WARNING
NOTE: Before removing spark plug, the muffler
becomes very hot during operation and remains
hot for a while after stopping the engine. Be careful not to touch the muffler while it is hot.
SPARK PLUG SERVICE
To ensure proper engine operation, the spark plug
must be properly gapped and free of deposits.
1. Remove the spark plug cap.
2. Clean any dirt from around the spark plug base.
3. Use a plug wrench to remove the spark plug.
4. Visually inspect the spark plug. Discard them if the
insulator is cracked or chipped. Clean the spark
plug with a wire brush if it is to be reused.
5. Measure the plug gap with a feeler gauge. Correct
as necessary by bending the side electrode.
6. Check that the spark plug washer is in good condition and thread the spark plug in by hand to prevent
cross-threading.
7. After the spark plug is seated, tighten with a spark
plug wrench to compress the washer.
• If installing a new spark plug, tighten 1/2 turn after
the spark plug seats to compress the washer.
• If reinstalling a used spark plug, tighten 1/8 - 1/4
turn after the spark plug seats to compress the
washer.
Spark Plug Gap: .030 in. (0.76 mm)-Kohler Engine
.025 in. (0.64 mm)-Onan Engine’s
Spark Plug Torque:
20 ft. Lb. (27 N-m)-Kohler Engine
11 ft. Lb. (14 N-m)-Onan Engine’s
CAUTION
The spark plug must be securely tightened. An
improperly tightened spark plug can become very
hot and may cause engine damage.
Use only the recommended spark plug or equivalent. A spark plug which has an improper heat
range may cause engine damage.
BUJIA
Para asegurar la operación adecuada del motor, la
bujía debe estar bien colocada y sin depósitos.
ADVERTENCIA
NOTA: Antes de retirar la bujía, el mofle se
calienta demasiado durante la operación y
permanece caliente durante un tiempo después
de haber parado el motor. Tenga cuidado de no
tocar el mofle mientras esté caliente.
SERVICIO DE LA BUJIA
Para asegurar la operación adecuada del motor, la
bujía debe estar bien colocada y sin depósitos.
1. Retire el tapón de la bujía.
2. Limpie cualquier suciedad que haya alrededor de
la base de bujía.
3. Utilice una llave de bujías para retirar la bujía.
4. Inspeccione visualmente la bujía. Descártela si el
aislador está roto o dañado. Limpie la bujía con un
cepillo en caso de que vaya a ser reutilizada.
5. Mida la abertura de la bujía con un calibrador.
Corrija según sea necesario doblando un lado del
electrodo.
6. Verifique que la roldana de la bujía esté en buenas
condiciones y atornillarla manualmente para evitar
que se trasrosque.
7. Después de colocar la bujía apriete con una llave
para comprimir la roldana.
• Si se instala una bujía nueva, apriete media vuelta
después de colocarla para apretar la roldana.
• Si se vuelve a instalar una bujía usada, apriete 1/8
- 1/4 de vuelta después de colocarla para
comprimir la roldana.
Abertura de la bujía:
0.76 mm (.030 pulg.)-Motor Kohler
0.64 mm (.025 pulg.)-Motor Onan
Torque de la bujía:
27 N-m (20 ft. Lb.)-Motor Kohler
14 N-m (11ft.Lb)-Motor Onan
PRECAUCION
La bujía debe estar firmemente apretada. Un apriete
inadecuado podría ocasionar el calentamiento y
causar daño en el motor.
Utilice sólo las bujías recomendadas o su
equivalente. Una bujía con un rango de
calentamiento inadecuado puede dañar el motor.
BOUGIE
Pour assurer un bon fonctionnement du moteur, l’écartement des électrodes doit être approprié et la
bougie ne doit pas être encrassée.
AVERTISSEMENT
NOTE : Avant d’enlever la bougie, se rappeler que
le silencieux devient très chaud pendant le fonctionnement et demeure chaud pendant un
moment après avoir arrêté le moteur. Veiller à ne
pas toucher le silencieux tant qu’il est chaud.
Entretien de la bougie
Pour assurer un bon fonctionnement du moteur, les
électrodes de la bougie doivent avoir le bon écartement et ne pas être recouvertes de dépôts.
1. Enlever le bouchon de la bougie.
2. Enlever la saleté autour du culot de la bougie.
3. Utiliser une clé à bougie pour desserrer la bougie.
4. Effectuer un contrôle visuel de la bougie. La jeter
si l’isolateur est fissuré ou ébréché. Nettoyer la
bougie avec une brosse métallique si on doit la
réutiliser.
5. Mesurer l’écartement des électrodes avec une
jauge d’épaisseur. Corriger s’il y a lieu en repliant
l’électrode de masse (latérale).
6. Vérifier que la rondelle de la bougie est en bon
état et visser la bougie à la main pour empêcher
l’arrachement des filets.
7. Une fois que la bougie est bien en place, serrer
avec une clé à bougie pour comprimer la rondelle.
• Si l’on utilise une bougie neuve, serrer d’1/2 tour
final après l’avoir serrée à la main pour
comprimer la rondelle.
• Si l’on réutilise la bougie, serrer de 1/8 à _ tour
après l’avoir serrée à la main comprimer la
rondelle.
Écartement des électrodes:
0,030 po (0,76 mm) moteur Kohler
0,025 po (0,64 mm) moteur Onan
Couple de serrage de la bougie :
20 pi. lb (27 N.m) moteur Kohler
11 pi. lb (14 N.m) moteur Onan
ATTENTION
Il faut bien serrer la bougie. Une bougie mal serrée
peut devenir très chaude et endommager le moteur.
N’utiliser que la bougie recommandée ou son équivalent. Une bougie dont le degré thermique est incorrect peut endommager le moteur.
D-6
Page 42

MAINTENANCE MANTENIMIENTO ENTRETIEN
FUEL FILTER
1. Check the fuel filter for water accumulation or sediment.
2. Replace the fuel filter if it is found with excessive
water accumulation or sediment.
ENGINE ADJUSTMENT
Adjustments to the engine are to be made only by a
Lincoln Service Center or an authorized Field Service
Shop.
OVERSPEED IS HAZARDOUS
The maximum allowable high idle speed for this
machine is 3750 RPM, no load. Do NOT tamper with
governor components or setting or make any other
adjustments to increase the maximum speed. Severe
personal injury and damage to the machine can result
if operated at speeds above maximum.
BATTERY MAINTENANCE
To access the battery, Remove the 2 screws from the
rear battery tray using a screwdriver or a 3/8" socket.
Slide the battery tray out only far enough to access
the battery terminals.
WARNING
GASES FROM BATTERY can explode.
• Keep sparks, flame and ciga-
rettes away from battery.
To prevent EXPLOSION when:
• INSTALLING A NEW BATTERY
— disconnect negative cable
from old battery first and connect to new battery last.
• CONNECTING A BATTERY CHARGER —
remove battery from welder by disconnecting
negative cable first, then positive cable and
battery clamp. When reinstalling, connect
negative cable last. Keep well ventilated.
• USING A BOOSTER — connect positive lead
to battery first then connect negative lead to
negative battery lead at engine foot.
BATTERY ACID can burn eyes and
skin.
• Wear gloves and eye protection
and be careful when working
near battery.
• Follow instructions printed on
battery.
FILTRO DE COMBUSTIBLE
1. Verifique el filtro de combustible para ver si tiene
acumulación de agua o sedimentos.
2. Reemplace el filtro de combustible si tiene
acumulación excesiva de agua o sedimentos.
AJUSTE DEL MOTOR
Los ajustes al motor sólo podrán ser realizados por un
Centro de Servicio Lincoln o un Taller de Servicio
Autorizado.
EL EXCESO DE VELOCIDAD ES
PELIGROSO
El máximo permisible de alta velocidad para esta
máquina es 3750 RPM, sin carga. NO manipule los
componentes del gobernador ni haga ningún otro
ajuste para aumentar la velocidad máxima. Se
podrían ocasionar severas lesiones y daños a la
máquina si se opera a velocidades extremas.
MANTENIMIENTO DE LA BATERIA
Para acceder a la batería, retire los dos tornillos que
se encuentran en la charola posterior de la batería
utilizando un desarmador o una llave de 3/8". Deslice
la charola de la batería hacia fuera lo suficientemente
separada para acceder a las terminales de la batería.
ADVERTENCIA
LOS GASES DE LA BATERIA PUEDEN
EXPLOTAR.
• Mantenga a la batería alejada de
chíspas, flamas o cigarros.
Para EVITAR UNA EXPLOSION AL:
• INSTALAR UNA NUEVA BATERIA— desconecte
el cable negativo anterior de la batería y
conéctelo a la nueva batería hasta el final.
• CONECTAR UN CARGADOR DE BATERIAS —
retire la batería de la soldadora desconectando
el cable negativo primero y después el cable
positivo y el sujetador de la batería. Al reinstalar
conecte al final el cable negativo. Mantenga el
lugar bien ventilado.
• UTILIZAR UN ELEVADOR DE POTENCIA —
conecte el cable positivo a la batería primero y
después conecte el cable negativo al pie de la
máquina.
El ACIDO DE LA BATERIA puede
causar quemaduras en la vista y la
piel.
• Utilice guantes aislantes y
protección en los ojos y sea
cuidadoso al trabajr con la batería.
• Siga las instrucciones que vienen
impresas en la batería .
FILTRE À ESSENCE
1. Vérifier le filtre à essence pour voir si de l’eau ou
des dépôts s’y sont accumulés.
2. Remplacer le filtre à essence en cas d’accumulation excessive d’eau ou de dépôts.
RÉGLAGE DU MOTEUR
Les réglages du moteur ne doivent être effectués que
par le centre de réparation Lincoln ou un atelier de
service après-vente sur place.
IL EST DANGEREUX DE FAIRE
TOURNER TROP VITE LE MOTEUR.
La vitesse au ralenti haut admissible maximale pour
cette machine est de 3 750 tr/min sans charge. Ne
PAS trafiquer les composants du régulateur ou le
réglage ni faire d’autres modifications pour augmenter
la vitesse maximale. Des blessures graves et des
dommages à la machine peuvent être occasionnés si
le moteur fonctionne à des vitesses supérieures au
maximum.
ENTRETIEN DE LA BATTERIE
Pour avoir accès à la batterie, dévisser les deux vis du
support de batterie arrière en utilisant un tournevis ou
une douille 3/8 po. Faire coulisser le support de batterie vers l’extérieur de façon à avoir accès aux
bornes de la batterie.
AVERTISSEMENT
LES GAZ DE LA BATTERIE peuvent
exploser.
• Éloigner les étincelles, les flammes et
les cigarettes de la batterie.
• Pour éviter une EXPLOSION quand :
• ON PLACE UNE BATTERIE NEUVE –
la vieille batterie et le connecter en dernier à la
batterie neuve.
• ON CONNECTE UN CHARGEUR DE BATTERIE –
Enlever la batterie de la machine en débranchant
en premier le câble négatif, puis le câble positif et
la cosse. Quand on replace la batterie, connecter
le câble négatif en dernier. Assurer une bonne
ventilation.
• ON UTILISE UNE BATTERIE D’APPOINT –
Connecter le câble positif à la batterie en premier
puis connecter le câble négatif au câble de
batterie négatif à la base du moteur.
Déconnecter d’abord le câble négatif de
L’ACIDE DE BATTERIE peut brûler les
yeux et la peau.
• Porter des gants, se protéger les
yeux et agir avec prudence quand on
travaille près d’une batterie.
• Suivre les instructions imprimées
sur la batterie.
D-7
Page 43

MAINTENANCE
MANTENIMIENTO ENTRETIEN
CLEANING THE BATTERY
Keep the battery clean by wiping it with a damp cloth
when dirty. If the terminals appear corroded, disconnect the battery cables and wash the terminals with an
ammonia solution or a solution of 1/4 pound (0.1113
kg) of baking soda and 1 quart (0.9461) of water. Be
sure the battery vent plugs (if equipped) are tight so
that none of the solution enters the cells.
After cleaning, flush the outside of the battery, the battery compartment, and surrounding areas with clear
water. Coat the battery terminals lightly with petroleum
jelly or a non-conductive grease to retard corrosion.
Keep the battery clean and dry. Moisture accumulation on the battery can lead to more rapid discharge
and early battery failure.
CHECKING THE ELECTROLYTE
LEVEL
If battery cells are low, fill them to the neck of the filler
hole with distilled water and recharge. If one cell is
low, check for leaks.
CHARGING THE BATTERY
When you charge, jump, replace, or otherwise connect battery cables to the battery, be sure the polarity
is correct. Improper polarity can damage the charging
circuit. The RANGER 250 positive (+) battery terminal
has a red terminal cover.
If you need to charge the battery with an external
charger, disconnect the negative cable first, then the
positive cable before you attach the charger leads.
After the battery is charged, reconnect the positive
battery cable first and the negative cable last. Failure
to do so can result in damage to the internal charger
components.
Follow the instructions of the battery charger manufacturer for proper charger settings and charging time.
SERVICING OPTIONAL SPARK
ARRESTER
Clean every 100 hours.
WARNING
MUFFLER MAY BE HOT
• ALLOW ENGINE TO COOL BEFORE INSTALLING THE
SPARK ARRESTER!
• DO NOT OPERATE ENGINE WHILE INSTALLING THE
SPARK ARRESTER!
LIMPIEZA DE LA BATERIA
Mantenga la batería limpia sacudiéndola con un trapo
cuando esté sucia. Si las terminales aparecen
corroídas, desconecte los cables de la batería y lave
las terminales con una solución de amonia o una
solución de 1/4 de bicarbonato y 1 cuarto (1 litro) de
agua. Asegúrese de que los enchufes de venteo de
la batería (si vienen equipados) estén firmes de
manera que no pueda entrar la solución en las celdas.
Enjuague toda la batería, el compartimiento de la
batería y las áreas alrededor con agua limpia. Cubra
las terminales de la batería ligeramente con grasa de
petróleo o con grasa no conductora para evitar la
corrosión. Mantenga limpia la batería y seca. La
acumulación de humedad en la batería puede originar
una descarga más rápida o una falla en la misma.
VERIFICACION DEL NIVEL DE
ELECTROLITO
Si las celdas de la batería están bajas, llenarlas hasta
el cuello del orificio de llenado con agua destilada y
recargar. Si una celda está baja, verifique si no hay
fugas.
CARGA DE LA BATERIA
Al cargar, puentear, reemplazar o conectar de alguna
forma los cables de la batería a la misma, asegúrese
de que la polaridad sea la correcta. Una polaridad
inadecuada puede dañar el circuito de carga. La
terminal positiva (+) de la batería de la RANGER 250
tiene una cubierta de terminal roja.
Si necesita cargar la batería con un cargador externo,
desconecte primero el cable negativo, después el
cable positivo antes de conectar los cables al
cargador. Después de cargar la batería, reconecte el
cable de la batería positivo y al ultimo el cable
negativo. El no hacerlo podría resultar en un daño en
los componentes internos del cargador.
Siga las instrucciones del fabricante del cargador de
la batería para conocer las configuraciones de
cargador adecuados y tiempos de carga.
SERVICIO AL SUPERSOR DE
CHISPAS OPCIONAL
Limpie cada 100 horas.
ADVERTENCIA
EL MOFLE PUEDE ESTAR CALIENTE
• DEJE QUE EL MOTOR SE ENFRÍE ANTES DE
INSTALAR EL SUPRESOR DE CHISPAS.
• NO OPERE EL MOTOR MIENTRAS SE INSTALA EL
SUPRESOR DE CHISPAS!
NETTOYAGE DE LA BATTERIE
Quand la batterie est sale, la nettoyer en l’essuyant
avec un chiffon humide. Si les bornes semblent corrodées, déconnecter les câbles de la batterie et laver
les bornes avec une solution d’ammoniaque ou une
solution d’1/4 de livre (0,1113 kg) de bicarbonate de
soude et une pinte (0,9461) d’eau. S’assurer que les
bouchons d’aération de la batterie (éventuels) sont
bien fermés pour que la solution n’entre pas dans les
cellules. Après avoir nettoyé, rincer l’extérieur de la
batterie, le logement de la batterie et le pourtour avec
de l’eau claire. Enrober les bornes de vaseline ou de
graisse non conductrice pour retarder la corrosion.
Tenir la batterie propre et sèche. L’accumulation d’humidité sur la batterie peut entraîner une décharge plus
rapide et une défaillance prématurée.
VÉRIFICATION DU NIVEAU D’ÉLECTROLYTE
Si le niveau des cellules de la batterie est bas, remplir
jusqu’au goulot du trou de remplissage avec de l’eau
distillée et recharger. Si le niveau d’une seule cellule
est bas, vérifier l’étanchéité.
MISE EN CHARGE DE LA BATTERIE
Quand on charge, survolte, remplace ou connecte les
câbles de la batterie, s’assurer que la polarité est la
bonne. Une mauvaise polarité peut endommager le
circuit de charge. La borne positive (+) du RANGER
250 a un chapeau rouge.
Si l’on doit charger la batterie avec un chargeur
extérieur, déconnecter le câble négatif en premier,
puis le câble positif avant de fixer les câbles du
chargeur. Une fois que la batterie est chargée, reconnecter le câble de la batterie en premier puis le câble
négatif. Si l’on ne suit pas cette méthode, il peut en
résulter des dommages aux composants internes du
chargeur.
Suivre les instructions du fabricant du chargeur de
batterie relativement aux bons réglages du chargeur
et aux temps de charge.
ENTRETIEN DU PARE-ÉTINCELLES
EN OPTION
Nettoyer toutes les 100 heures.
AVERTISSEMENT
LE SILENCIEUX PEUT ÊTRE CHAUD
• LAISSER LE MOTEUR REFROIDIR AVANT DE
MONTER LE PARE-ÉTINCELLES.
• NE PAS FAIRE FONCTIONNER LE MOTEUR
QUAND ON MONTE LE PARE-ÉTINCELLES.
D-8
Page 44

MAINTENANCE MANTENIMIENTO ENTRETIEN
WELDER / GENERATOR
MAINTENANCE
STORAGE: Store the RANGER 250 in clean, dry pro-
tected areas.
CLEANING: Blow out the generator and controls peri-
odically with low pressure air. Do this at least once a
week in particularly dirty areas.
BRUSH REMOVAL AND REPLACEMENT: It’s normal for the brushes and slip rings to wear and darken
slightly. Inspect the brushes when a generator overhaul is necessary.
CAUTION
• Do not attempt to polish slip rings while the
engine is running.
WARNING
• Service and Repair should only be performed
by Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician and
machine operator and will invalidate your factory warranty. For your safety and to avoid
Electrical Shock, please observe all safety
notes and precautions.
MANTENIMIENTO DE LA
SOLDADORA/GENERADOR
ALMACENAMIENTO: Almacene la RANGER 250 en
áreas limpias secas y protegidas.
LIMPIEZA: Sopletee el generador y los controles
periódicamente con baja presión de aire. Hágalo por
lo menos una vez a la semana en áreas
particularmente sucias.
REMOSION Y REEMPLAZO DE LAS ESCOBILLAS:
Es normal que las escobillas y anillos de
desplazamiento se desgasten y obscurezcan
ligeramente. Inspeccione las escobillas cuando se
repare o reemplace el generador.
PRECAUCION
• No intente pulir los anillos de desplazamiento
mientras el motor esté funcionando.
ADVERTENCIA
• El servicio y la reparación deberá ser realizado
por personal capacitado de Lincoln Electric.
Reparaciones no autorizadas realizadas en este
equipo pueden resultar en daño al técnico y al
operador de la máquina e invalidaran su garantía
de fabrica. Para su seguridad y para evitar
descarga eléctrica, siga todas las notas y
precauciones de seguridad.
ENTRETIEN DE LA MACHINE À
SOUDER ET DE LA GÉNÉRATRICE
ENTREPOSAGE
Entreposer le Ranger 250 dans un endroit protégé
propre et sec.
NETTOYAGE
Nettoyer périodiquement la génératrice et les commandes avec un jet d’air à basse pression. Effectuer
cette tâche au moins une fois par semaine dans les
endroits particulièrement sales.
DÉPOSE ET POSE DES BALAIS
Il est normal que les balais et bagues collectrices
s’usent et noircissent légèrement. Inspecter les balais quand une révision de la génératrice est nécessaire.
ATTENTION
• Ne pas polir les bagues collectrices si le moteur
tourne
AVERTISSEMENT
• L’entretien et les réparations doivent être
effectués par le personnel de Lincoln Electric
ayant reçu une formation en usine. Les
réparations non autorisées effectuées sur ce
matériel peuvent entraîner un danger pour le
technicien et l’opérateur de la machine et
annulent la garantie d’usine. Par mesure de
sécurité et pour éviter un choc électrique,
veuillez observer toutes les notes de sécurité et
les mises en garde.
D-9
Page 45

TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
HOW TO USE
TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by
Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment
may result in danger to the technician and machine
operator and will invalidate your factory warranty.
For your safety and to avoid Electrical Shock, please
observe all safety notes and precautions detailed
throughout this manual.
_________________________________________
This Troubleshooting Guide is provided to help you
locate and repair possible machine malfunctions.
Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms
that the machine may exhibit. Find the listing that
best describes the symptom that the machine is
exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE”
lists the obvious external possibilities that may contribute to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the
Possible Cause, generally it states to contact your
local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the
Recommended Course of Action safely, contact your
local Lincoln Authorized Field Service
mpartment is reset.
Facility
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact your Local Lincoln Authorized Field Service
Facility for technical troubleshooting assistance before
you proceed.
COMO UTILIZAR LA GUIA DE
LOCALIZACION DE AVERIAS
ADVERTENCIA
El servicio y la reparación sólo deben ser realizados
por Personal Capacitado por la Fábrica Lincoln
Electric. Reparaciones no autorizadas llevadas a
cabo en este equipo pueden resultar peligrosas para
el técnico y el operador de la máquina e invalidará
su garantía de fábrica. Para su seguridad y para
evitar una descarga eléctrica, por favor tome en
cuenta todas las notas de seguridad y precauciones
detalladas en este manual.
_________________________________________
Esta guía de detección de problemas se
proporciona para ayudarle a localizar y a reparar
posibles averías de la máquina. Simplemente siga
el procedimiento de tres pasos que se da
enseguida.
Paso 1. LOCALIZACION DEL PROBLEMA
(SINTOMA)
Observe debajo la columna llamada “PROBLEMA
(SÍNTOMA)”. Esta columna describe los posibles
síntomas que la máquina puede presentar.
Encuentre la lista que describa de la mejor manera
el síntoma que la máquina está presentando.
Paso 2. CAUSA POSIBLE
En la segunda columna llamada “CAUSA
POSIBLE”, se enumeran los factores que pueden
originar el síntoma de la máquina.
Paso 3. ACCION RECOMENDADA
Esta columna da un curso de acción recomendada
para la Causa Posible por lo general le recomienda
establecer contacto con un taller de Servicio
Autorizado Local.
En caso de que no entienda o no pueda realizar la
acción recomendada de manera segura, consulte
con un taller de Servicio Autorizado Local.
PRECAUCION
Si por cualquier razón usted no entiende los procesos de
prueba o no está en la posibilidad de realizar las
pruebas/reparaciones con seguridad, contacte a su Taller
de Servicio Autorizado Local para asistencia técnica en la
localización de fallas antes de proceder.
COMMENT UTILISER LE
GUIDE DE DÉPANNAGE
AVERTISSEMENT
L’entretien et les réparations doivent être effectués
par le personnel de Lincoln Electric ayant reçu une
formation en usine. Les réparations non autorisées
effectuées sur ce matériel peuvent entraîner un
danger pour le technicien et l’opérateur de la
machine et annulent la garantie d’usine. Par
mesure de sécurité et pour éviter un choc électrique,
veuillez observer toutes les notes de sécurité et les
mises en garde données en détail dans ce manuel.
_________________________________________
Ce guide de dépannage a pour but de vous aider à
localiser et à réparer les mauvais fonctionnements
éventuels de la machine. Suivre simplement la
méthode en trois étapes donnée ci-après.
Étape 1. REPÉRER LE PROBLÈME
(SYMPTÔME).
Regarder dans la colonne «PROBLÈMES
(SYMPTÔMES)». Cette colonne décrit les
symptômes éventuels que peut présenter la
machine. Trouver la phrase qui décrit le mieux le
symptôme que présente la machine.
Étape 1. CAUSE POSSIBLE
La deuxième colonne «CAUSE POSSIBLE» donne
la liste des possibilités externes évidentes qui
peuvent contribuer au symptôme de la machine.
Étape 3. MESURE À PRENDRE RECOMMANDÉE
Cette colonne donne une mesure à prendre en
fonction de la cause possible. En général, elle
indique de communiquer avec le service aprèsvente agréé Lincoln.
Si vous ne comprenez pas ou êtes incapable de
prendre la mesure recommandée en toute sécurité,
communiquez avec votre service après-vente agréé
Lincoln.
ATTENTION
Si pour une raison ou une autre vous ne comprenez
pas les modes opératoires d'essai ou êtes incapable
d'effectuer les essais ou les réparations en toute
sécurité, communiquez avant de poursuivre avec
votre service après-vente local agréé Lincoln qui
vous prêtera assistance.
E-1
Page 46

TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
Major Physical or Electrical Damage is Evident.
1. I
f all recommended possible areas of misadjustment have been checked and the
problem persists,
Engine will not "crank".
1. Battery is low.
2. Loose battery cable connections.
3. Faulty engine starter motor.
4. “Battery Circuit” circuit breaker is tripped.
Engine will "crank" but not start.
1. Out of fuel.
2. Faulty fuel solenoid or faulty PC board or
ignition system.
Engine shuts down shortly after starting.
1. Low oil level.
2. Faulty oil pressure switch or other
engine component.
3. Open rotor circuit.
Es evidente un daño eléctrico o físico mayor.
1. Si todas las áreas posibles de desajuste han
sido revisadas y el problema persiste,
comuníquese con el Taller de Servicio
Autorizado de Lincoln de su localidad.
El motor no “vira”.
1. La batería está baja.
2. Retire las conexiones del cable de la
batería.
3. Hay falla en el motor del arrancador
de la máquina.
4. El interruptor de “Circuito de la
Batería” está abierto.
El motor vira pero no arranca.
1. Le falta combustible.
2. Hay una falla en el selenoide de
combustible o tarjeta de circuito
impreso o sistema de arranque.
El motor se apaga poco después de arrancar.
1. Bajo nivel de aceite.
2. Hay una falla en el interruptor de presión
de aceite u otro componente del motor.
3. Circuito del rotor abierto.
Dommages physiques ou électriques impor-
tants évidents.
1. Si tous les points éventuels de mauvais
réglage ont été vérifiés et que le problème
persiste, communiquer avec le service
après-vente agréé Lincoln local..
Le moteur ne se lance pas.
1. Batterie faible.
2. Connexions du câble de batterie desserrées.
3. Démarreur défectueux.
4. Le disjoncteur du circuit batterie a sauté.
Le moteur se lance mais ne démarre pas.
1. Panne d’essence
2. Solénoïde de carburant, CI ou système
d’allumage défectueux.
Le moteur s’arrête peu après le démarrage.
1. Niveau d’huile bas.
2. Pressostat d’huile ou autre composant du
moteur défectueux.
3. Circuit du rotor ouvert.
Battery does not stay charged.
Engine alternator trouble light is on while
machine is running.
1. Faulty battery.
2. Loose connections at battery or alternator.
3. Faulty engine alternator or charger modual.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
La batería no permanece cargada. Se enciende
la luz de falla en el alternador mientras la
máquina está en funcionamiento.
1. La batería está defectuosa.
2. Las conexiones de la batería o del
alternador están flojas.
3. Hay una falla en el alternador del
motor o módulo de carga.
PRECAUCIÓN
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
E-2
La batterie ne reste pas chargée. Le voyant
d’anomalie de l’alternateur du moteur est
allumé pendant que la machine marche.
1. Batterie défectueuse.
2. Connexion desserrée à la batterie ou à l’alternateur.
3. Alternateur du moteur ou module chargeur
défectueux.
AVERTISSEMENT
Si pour une raison ou une autre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de poursuivre.
Page 47

TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
Engine will not idle down to low speed.
1. Idler switch in High idle position.
2. External load on welder or auxiliary power.
3. Faulty PC board or idler solenoid.
Engine will not go to high idle when attempting
to weld.
1. Poor work lead connection to work.
2. "Contactor" switch is in wrong position.
3. Faulty PC board. Low idle speed set to low.
Engine will not go to high idle when using auxiliary power.
1. Auxiliary power load is less than 100
watts.
2. Faulty PC board.
Engine does not develop full power.
1. Fuel filter clogged.
2. Air filter clogged.
3. Fouled spark plugs.
4. Valves out of adjustment.
No welding power output.
1. Poor work lead connection to work.
2. "Weld Terminals" switch in wrong position.
3. Faulty PC board or welder alternator.
Welder has output but no control.
1. Poor remote/control cable connection to 6
pin or 14 pin Amphenol connector.
2. Faulty remote cable or faulty wire feeder or
wire feeder cable.
3. Faulty control potentiometer or PC board.
El motor no cambia de velocidad alta a baja.
1. El interruptor del gobernador está en la
posición Alto (High).
2. Hay carga externa en la soldadora o
energía auxiliar.
3. Hay falla en la tarjeta de circuito impreso o
selenoide del gobernador.
El motor no cambia a velocidad alta cuando intenta soldar.
1. La conexión del cable de trabajo está defectu-
osa.
2. El interruptor del "Contactor" está en la posi-
ción equivocada.
3. Hay falla en la tarjeta de circuito impreso.
La velocidad se estableció baja.
El motor no cambia a velocidad alta cuando utiliza
energía auxiliar.
1. La carga de energía auxiliar es menor a
100 watts.
2. Hay una falla en la tarjeta de circuito impreso.
La máquina no desarrolla toda su potencia.
1. El filtro de combustible está obstruído.
2. El filtro de aire está obstruído.
3. Bujías dañadas.
4. Válvulas desajustadas.
No hay salida de energía de soldadura.
1. La conexión del cable de trabajo al trabajo
es deficiente.
2. El interruptor "Weld Terminals" está en la posi-
ción equivocada.
3. Hay una falla en la tarjeta de circuito impreso
o alternador de la soldadora.
La soldadora tiene salida y no tiene control.
1. La conexión del cable remoto /control en el
Amphenol de 6 y 14 pines es defectuosa.
2. Hay falla en el cable remoto o en el cable del
alimentador de alambre o en el alimentador de
alambre .
3. Hay una falla en el potenciómetro de
control o tarjeta de circuito impreso.
Le moteur ne ralentit pas à basse vitesse.
1. Sélecteur de ralenti en position ralenti
haute.
2. Charge extérieure sur la machine ou
courant auxiliaire.
3. CI ou solénoïde de ralenti défectueux.
Le moteur ne passe pas au ralenti haut quand
on essaie de souder.
1. Mauvaise connexion du connecteur de
pièce.
2. Le sélecteur «contacteur» est en mau
vaise position.
3. CI défectueux. Vitesse de ralenti bas
sur bas.
Le moteur ne se met pas au ralenti haut quand
on utilise le courant auxiliaire.
1. La charge du courant auxiliaire est
inférieure à 100 W.
2. CI défectueux.
Le moteur ne produit pas la pleine puissance.
1. Filtre à essence colmaté.
2. Filtre à air colmaté.
3. Bougies encrassées.
4. Soupapes déréglées.
Pas de sortie de soudage.
1. Mauvaise connexion du connecteur de
pièce.
2. Sélecteur «Weld Terminals» mal placé.
3. CI ou alternateur de la machine
défectueux.
Sortie de soudage mais pas de commande.
1. Mauvaise connexion du câble de télé
commande au connecteur Amphenol à 6
ou 14 contacts.
2. Câble de télécommande ou dévidoir ou
câble de dévidoir défectueux.
3. Potentiomètre de commande défectueux
ou CI.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
PRECAUCIÓN
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
E-3
AVERTISSEMENT
Si pour une raison ou une autre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de poursuivre.
Page 48

TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
Wire feeder does not work when control cable is
connected to 14 pin Amphenol.
1. Wire Feeder Power circuit breaker open.
2. Faulty control cable.
3. Faulty wire feeder.
No auxiliary power.
1. Open circuit breakers.
2. Faulty connections to auxiliary receptacles.
3. GFCI tripped (if installed).
4. Faulty PC board or welder alternator.
The welding arc is “cold.” The welding arc is not
stable or is not satisfactory. the engine runs
normally. The auxiliary power is normal.
1. Make sure the MODE selector switch is in
the correct position for the process being
used. (For example, CV-WIRE, PIPE, CCSTICK.)
2. Make sure the electrode (wire, gas, voltage,
current etc.) is correct for the process being
used.
3. Check for loose or faulty connections at
the weld output terminals and welding
cable connections.
4. The welding cables may be too long or
coiled, causing an excessive voltage drop.
work lead connection to work.
El alimentador de alambre no funciona cuando
el cable de control se conecta al Amphenol de
14 pines.
1. El interruptor de circuito de alimentación
del alimentador de alambre .
2. Hay una falla en el cable de control.
3. El alimentador de alambre está
defectuoso.
No hay energía auxiliar.
1. Interruptores de circuito abiertos.
2. Conexiones defectuosas a los receptáculos auxiliares.
3. GFCI abierto (si está instalado).
4. La tarjeta de circuito impreso o el alternador de la solddora tienen una falla .
El arco de soldadura está “frío”. El arco de soldadura no es estable o no es satisfactorio. El
motor funciona normalmente. La energía auxiliar es normal.
1. Asegúrese de que el interruptor selector de
MODO esté en la posición correcta para el
proceso que está siendo utilizado. (Por
ejemplo, CV-WIRE, PIPE, CC-STICK.)
2. Asegúrese de que el electrodo (alambre,
gas, voltaje, corriente, etc.) sea el correcto
para el proceso que está siendo utilizado.
3. Verifique si las conexiones en las termi-
nales de salida de soldadura y conexiones
del cable de soldadura están sueltas o
defectuosas.
4. Los cables de soldadura pueden ser
demasiado largos o estar embobinados,
ocasionando una severa caída de voltaje.alimentador de alambre o en el alimentador de alambre.
Le dévidoir ne fonctionne pas quand le câble de
commande est connecté au connecteur
Amphenol à 14 contacts
1. Disjoncteur d’alimentation du dévidoir
ouvert.
2. Câble de commande défectueux.
3. Dévidoir défectueux
Pas de courant auxiliaire.
1. Disjoncteurs ouverts.
2. Mauvaise connexion aux prises de
courant auxiliaire.
3. Disjoncteur différentiel sauté (éventuel).
4. CI ou alternateur de l’appareil de
soudage défectueux.
L’arc de soudage est «froid». L’arc de soudage
n’est pas stable ou n’est pas satisfaisant. Le moteur tourne normalement.
Le courant auxiliaire est normal.
1. S’assurer que le sélecteur MODE est sur
la bonne position pour le procédé utilisé.
(Par exemple CV-WIRE, PIPE, CCSTICK.)
2. S’assurer que l’électrode (fil, gaz, ten
sion, courant, etc.) convient pour le
procédé utilisé.
3. Voir si des connexions sont desserrées
ou défectueuses aux bornes de sortie de
soudage ainsi que les connexions du
câble de soudage.
4. Les câbles de soudage peuvent être trop
longs ou enroulés, provoquant une chute
de tension excessive.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs
safely, contact your LOCAL AUTHORIZED LIN-
COLN ELECTRIC FIELD SERVICE FACILITY for
assistance before you proceed.
PRECAUCIÓN
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
E-4
AVERTISSEMENT
Si pour une raison ou une autre vous ne comprenez pas les
modes opératoires d'essai ou êtes incapable d'effectuer les
essais ou les réparations en toute sécurité, communiquez
avec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉ
PAR LINCOLN qui vous prêtera assistance avant de poursuivre.
Page 49

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / LN25 ACROSS
THE ARC CONNECTION DIAGRAM
WITH OPTIONALK857 REMOTE
CONTROL
DIAGRAMA DE CONEXIONES DE
SOLDADORAS DE MOTOR / LN-25 A
TRAVES DEL ARCO CON CONTROL
REMOTO OPCIONAL K857
SCHÉMA DE CONNEXION DES
GROUPES DE SOUDAGE – LN-25 AVEC
TÉLÉCOMMANDE K857 EN OPTION
N.A. WELDING CABLES MUST BE OF PROPER
CAPACITY FOR THE CURRENT AND DUTY
CYCLE OF IMMEDIATE AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT
STUDS FOR DESIRED POLARITY. POSITION THE
WIRE FEEDER VOLTMETER SWITCH TO MATCH
THE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE"
POSITION.
N.D. PLACE THE WELDING TERMINALS SWITCH IN
THE "WELD TERMINALS ON" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH"
IDLE POSITION AS DESIRED.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER
N.B. CONECTE LOS CABLES DE SOLDADURA A
N.C. COLOQUE EL INTERRUPTOR DE MODO EN
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMI-
N.E. COLOQUE EL INTERRUPTOR DEL GOBER-
LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL
MANUAL DE OPERACION.
LAS TERMINALES DE SALIDA PARA LA
POLARIDAD DESEADA. COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA
POLARIDAD DESEADA DEL ELECTRODO.
LA POSICION “CV-WIRE”.
NALES DE SOLDADURA EN LA POSICION
“WELD TERMINALS ON”
NADOR EN VELOCIDAD “AUTO” O “HIGH”
(ALTA) SEGUN SE DESEE.
F-1
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE
LA BONNE INTENSITÉ ADMISSIBLE POUR LE
COURANT ET LE FACTEUR DE MARCHE DES
APPLICATIONS IMMÉDIATES ET FUTURES.
VOIR LE MANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUX
BORNES DE SORTIE POUR LA POLARITÉ
CHOISIE. PLACER LE SÉLECTEUR DU
VOLTMÈTRE DU DÉVIDOIR EN FONCTION DE
LA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-
WIRE».
N.D. PLACER LE SÉLECTEUR DES BORNES DE
SOUDAGE SUR «WELD TERMINALS ON».
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR
«AUTO» OU «HIGH» SELON LES BESOINS.
Page 50

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / LN25 ACROSS THE
ARC CONNECTION DIAGRAM WITH
OPTIONAL K444-1 REMOTE
CONTROL
DIAGRAMA DE CONEXIONES DE
SOLDADORAS DE MOTOR / LN-25 A
TRAVES DEL ARCO CON CONTROL
REMOTO OPCIONAL K444-1
SCHÉMA DE CONNEXION DES GROUPES
DE SOUDAGE – LN-25 AVEC
TÉLÉCOMMANDE K444-1 EN OPTION
N.A. WELDING CABLES MUST BE OF PROPER
CAPACITY FOR THE CURRENT AND DUTY CYCLE
OF IMMEDIATE AND FUTURE APPLICATIONS.
SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT
STUDS FOR DESIRED POLARITY. POSITION THE
WIRE FEEDER VOLTMETER SWITCH TO MATCH
THE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE"
POSITION.
N.D. PLACE THE WELDING TERMINALS SWITCH IN
THE "WELD TERMINALS ON" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLE
POSITION AS DESIRED.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER
N.B. CONECTE LOS CABLES DE SOLDADURA A
N.C. COLOQUE EL INTERRUPTOR DE MODO EN
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMI-
N.E. COLOQUE EL INTERRUPTOR DEL GOBER-
LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL
MANUAL DE OPERACION.
LAS TERMINALES DE SALIDA PARA LA
POLARIDAD DESEADA. COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA
POLARIDAD DESEADA DEL ELECTRODO.
LA POSICION “CV-WIRE”.
NALES DE SOLDADURA EN LA POSICION
“WELD TERMINALS ON”
NADOR EN VELOCIDAD “AUTO” O “HIGH”
(ALTA) SEGUN SE DESEE.
F-2
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE
N.B. CONNECTER LES CBLES DE SOUDAGE AUX
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CVN.D. PLACER LE SÉLECTEUR DES BORNES DE
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR
LA BONNE INTENSITÉ ADMISSIBLE POUR LE
COURANT ET LE FACTEUR DE MARCHE DES
APPLICATIONS IMMÉDIATES ET FUTURES.
VOIR LE MANUEL D’UTILISATION.
BORNES DE SORTIE POUR LA POLARITÉ
CHOISIE. PLACER LE SÉLECTEUR DU
VOLTMÈTRE DU DÉVIDOIR EN FONCTION DE
LA POLARITÉ DU CBLE ÉLECTRODE.
WIRE».
SOUDAGE SUR «WELD TERMINALS ON».
«AUTO» OU «HIGH» SELON LES BESOINS
Page 51

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS/LN-25 WITH K624-1
VOLT REMOTE OUTPUT CONTROL MOD-
ULE CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE
SOLDADORAS CON MOTOR/LN-25 CON
MODULO DE CONTROL DE SALIDA
REMOTO DE 42 VOLTIOS K624-1
SCHÉMA DE CONNEXION DES GROUPES
DE SOUDAGE – LN-25 AVEC MODULE DE
COMMANDE DE SORTIE À DISTANCE K624-
1 42 V
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-
ING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE
FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THE
FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS
LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N..A PLACE THE MODES SWITCH IN THE "CV-WIRE"
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS
N.C. WELDING CABLES MUST BE OF PROPER CAPACI-
N.D. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLE
POSITION. PLACE WELDER TERMINALS SWITCH
TO "REMOTELY CONTROLLED" POSITION.
FOR DESIRED POLARITY. POSITION THE WIRE
FEEDER VOLTMETER SWITCH TO MATCH THE
POLARITY OF THE ELECTRODE CABLE.
TY FOR THE CURRENT AND DUTY CYCLE OF
IMMEDIATE AND FUTURE APPLICATIONS. SEE
OPERATING MANUAL.
POSITION AS DESIRED.
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD
ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UN INCREMENTO EN
EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDE
DAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO HAGA
AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE
ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE
MOTOR.
N.A. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-
N.C LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN
“CV-WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DE SOLDADURA EN LA POSICION “REMOTELY CONTROLLED” (REMOTAMENTE CONTROLADAS).
NALES DE SALIDA PARA LA POLARIDAD DESEADA.
COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARIDAD DESEADA DEL CABLE DEL ELECTRODO.
DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL
MANUAL DE OPERACION.
VELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
F-3
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR EN
N.A. PLACER LE SÉLECTEUR MODE SUR «CV-WIRE». PLACER
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DE
N.C. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA BONNE
N.D. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO» OU
MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT
SUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUI PEUT
ENDOMMAGER LE CIRCUIT DE COMMANDE. LE
RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE
PAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN
DONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DE
SOUDAGE.
LE SÉLECTEUR DES BORNES DE LA MACHINE SUR
«REMOTELY CONTROLLED»
SORTIE POUR LA POLARITÉ CHOISIE. PLACER LE
SÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTION
DE LA POLARITÉ DU CBLE ÉLECTRODE.
INTENSITÉ ADMISSIBLE POUR LE COURANT ET LE FACTEUR
DE MARCHE DES APPLICATIONS IMMÉDIATES ET FUTURES.
VOIR LE MANUEL D’UTILISATION.
«HIGH» SELON LES BESOINS.
Page 52

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS /LN-7 CONNECTION
DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS SOL-
DADORAS DE MOTOR/ LN-7
SCHÉMA DE CONNEXION DES GROUPES
DE SOUDAGE – LN-7
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANGING
THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE
LINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE FEEDER
VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE
ENGINE GOVERNOR SETTING IS PRE-SET AT THE FACTORY – DO
NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED IN THE
ENGINE WELDER OPERATING MANUAL.
N..A WELDING CABLES MUST BE OF PROPER CAPACITY
FOR THE CURRENT AND DUTY CYCLE OF IMMEDIATE
AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FOR
DESIRED POLARITY. POSITION THE WIRE FEEDER
VOLTMETER SWITCH TO MATCH THE POLARITY OF
THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-
TION.
N.D. PLACE IDLER SWITCH IN "HIGH" POSITION
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD
N.A. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-
N.C LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN
ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR
O ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA
UN INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE
ALAMBRE DE CA, EL CUAL PUEDE DAÑAR EL CIRCUITO DE
CONTROL. LA PROGRAMACION DEL GOBERNADOR DEL
MOTOR SE ESTABLECE EN LA FABRICA- NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE
ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
“CV-WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DE SOLDADURA EN LA POSICION “REMOTELY CONTROLLED” (REMOTAMENTE CONTROLADAS).
NALES DE SALIDA PARA LA POLARIDAD DESEADA.
COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARIDAD
DESEADA DEL CABLE DEL ELECTRODO.
DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL
MANUAL DE OPERACION.
VELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
F-4
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR EN
MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DU
DÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE
PAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE
DANS LE MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA BONNE
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DE
N.C. PLACER LE SÉLECTEUR MODE SUR «CV-WIRE».
N.D. P LACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
INTENSITÉ ADMISSIBLE POUR LE COURANT ET LE FACTEUR
DE MARCHE DES APPLICATIONS IMMÉDIATES ET FUTURES.
VOIR LE MANUEL D’UTILISATION.
SORTIE POUR LA POLARITÉ CHOISIE. PLACER LE
SÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTION
DE LA POLARITÉ DU CBLE ÉLECTRODE.
Page 53

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / LN-742 CONNECTION
DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS
SOLDADORAS DE MOTOR/ LN-742
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE – LN-742
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-
ING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE
FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THE
FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS
LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A WELDING CABLES MUST BE OF PROPER CAPACITY
FOR THE CURRENT AND DUTY CYCLE OF IMMEDIATE
AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS
FOR DESIRED POLARITY. POSITION THE WIRE FEEDER VOLTMETER SWITCH TO MATCH THE POLARITY
OF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-
TION.
N.D. PLACE WELDER TERMINALS SWITCH to "REMOTELY
CONTROLLED" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLE
POSITION AS DESIRED.
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O
ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UN
INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE
DE CA, EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LA
PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE
EN LA FABRICA- NO HAGA AJUSTES DE RPM POR ENCIMA DE LAS
ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE
OPERACION DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-
N.C COLOQUE EL INTERRUPTOR DE MODO EN LA POSIN.D. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DE
N.E. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN
CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO
DE TRABAJO DE APLICACIONES INMEDIATAS Y
FUTURAS. VER EL MANUAL DE OPERACION.
NALES DE SALIDA PARA LA POLARIDAD DESEADA.
COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL
ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA
POLARIDAD DESEADA DEL CABLE DEL ELECTRODO.
CION “CV-WIRE”.
SOLDADURA EN LA POSICION “REMOTELY CON-
TROLLED” (REMOTAMENTE CONTROLADA).
VELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE
DESEE.
F-5
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU
MOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU
EN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE
AUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUI
PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LE
RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE
PAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN
DONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DE
SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA
N.B. CONNECTER LES CBLES DE SOUDAGE AUX
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».
N.D. PLACER LE SÉLECTEUR WELD TERMINALS SUR
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO»
BONNE INTENSITÉ ADMISSIBLE POUR LE COURANT
ET LE FACTEUR DE MARCHE DES APPLICATIONS
IMMÉDIATES ET FUTURES. VOIR LE MANUEL D’UTILISATION.
BORNES DE SORTIE POUR LA POLARITÉ CHOISIE.
PLACER LE SÉLECTEUR DU VOLTMÈTRE DU
DÉVIDOIR EN FONCTION DE LA POLARITÉ DU CBLE
ÉLECTRODE.
«REMOTELY CONTROLLED».
OU «HIGH» SELON LES BESOINS.
Page 54

or service this equipment.
Only qualified personnel should install,use
Keep away from moving parts.
Keep guards in place.
MOVING PARTS can injure
WARNING
Do not touch electrically live par ts.
before servicing.
Disconnect NEGATIVE (-) Battery lead
Do not operate with panels open.
ELECTRIC SHOCK can kill
14 PIN
AMPHENOL
TO WORK
+
_
ENGINE WELDERS /LN-8 CONNECTION DIAGRAM
4-14-2000
TO LN-8 INPUT
CABLE PLUG
ELECTRODE CABLE
TO WIRE FEED UNIT
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE
AN INCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET
AT THE FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPER CAPACITY FOR THE CURRENT AND DUTY CYCLE OF IMMEDIATE AND FUTURE
APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FOR DESIRED POLARITY. POSITION THE WIRE FEEDER VOLTMETER SWITCH TO
MATCH THE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE IDLER SWITCH IN “HIGH” POSITION.
K595 CONTROL CABLE
DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / LN-8 CONNECTION
DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS
SOLDADORAS DE MOTOR/ LN-8
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE – LN-8
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY
CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN
INCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICH
CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE
GOVERNOR SETTING IS PRE-SET AT THE FACTORY –
DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED
IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPER
CAPACITY FOR THE CURRENT AND DUTY
CYCLE OF IMMEDIATE AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT
STUDS FOR DESIRED POLARITY. POSITION THE
WIRE FEEDER VOLTMETER SWITCH TO MATCH
THE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE IDLER SWITCH IN "HIGH" POSITION
PPRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN
VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL
GOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSA
OCASIONARA UN INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO
HAGA AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION
DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS
N.C COLOQUE EL INTERRUPTOR DEL GOBERNADOR
CAPACIDAD ADECUADA PARA LA CORRIENTE Y
CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL MANUAL DE OPERACION.
TERMINALES DE SALIDA PARA LA POLARIDAD
DESEADA. COLOQUE EL INTERRUPTOR DEL
VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE
PARA SELECCIONAR LA POLARIDAD DESEADA
DEL CABLE DEL ELECTRODO.
EN VELOCIDAD “HIGH” (ALTA) SEGUN SE DESEE.
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU
MOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU
EN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE
AUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUI
PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LE
RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE
PAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN
DONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DE
SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA
BONNE INTENSITÉ ADMISSIBLE POUR LE COURANT
ET LE FACTEUR DE MARCHE DES APPLICATIONS
IMMÉDIATES ET FUTURES. VOIR LE MANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUX
BORNES DE SORTIE POUR LA POLARITÉ CHOISIE.
PLACER LE SÉLECTEUR DU VOLTMÈTRE DU
DÉVIDOIR EN FONCTION DE LA POLARITÉ DU CBLE
ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
F-6
Page 55

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS TO K867 CONTROL
CABLE ADAPTER CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS SOL-
DADORAS CON MOTOR AL ADAPTADOR
DEL CABLE DE CONTROL K867
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE – ADAPTATEUR DE CBLE DE
COMMANDE K867
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-
ING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE
FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THE
FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS
LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE SIZED FOR CURRENT AND
DUTY CYCLE OF APPLICATION.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FOR
DESIRED POLARITY. POSITION THE WIRE FEEDER
VOLTMETER SWITCH TO MATCH THE POLARITY OF
THE ELECTRODE CABLE.
N.C. PLACE IDLER SWITCH IN "HIGH" POSITION
N.D. INSULATE EACH UNUSED LEADS INDIVIDUALLY.
N.E. FOR WIRE FEEDERS THAT RETURN A SIGNAL FOR
WELDING OUTPUT, USE ISOLATION RELAY TO CLOSE
LEADS 2 & 4 (SEE DETAIL).
N.F. REFER TO POWER SOURCE INSTRUCTION MANUAL
FOR MAXIMUM AUXILIARY CURRENT DRAW.
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD
ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UN INCREMENTO EN
EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDE
DAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO HAGA
AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE
ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE
MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN SER CALIBRADOS
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION
N.D. AISLE CADA CABLE QUE NO UTILICE DE MANERA INDIVIDN.E. PARA LOS ALIMENTADORES DE ALAMBRE SE REGRESA
N.F. CONSULTE EL MANUAL DE NSTRUCCIONES DE LA FUENTE
PARA CORRIENTE Y CICLO DE TRABAJO DE LA APLICACION
NALES DE SALIDA PARA LA POLARIDAD
DESEADA. COLOQUE EL INTERRUPTOR DEL VOLTIMETRO
DEL ALIMENTADOR DE ALAMBRE PARA
SELECCIONAR LA POLARIDAD DESEADA DEL CABLE DEL
ELECTRODO.
“CV-WIRE”.
UAL.
UNA SEÑAL PARA SALIDA DE
SOLDADURA, UTILICE EL RELEVADOR DE AISLAMIENTO
PARA CERRAR LOS CABLES 2 Y 4 9VER DETALLE)
DE PODER PARA LA CORRIENTE AUXILIAR MAXIMA.
F-7
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR EN
MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DU
DÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE.
LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LE
RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LE
MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA GROSSEUR
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DE
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».
N.D. ISOLER INDIVIDUELLEMENT CHAQUE FIL INUTILISÉ.
N.E. POUR LES DÉVIDOIRS QUI RENVOIENT UN SIGNAL POUR LA
N.F. VOIR LE MANUEL D’INSTRUCTIONS DE LA SOURCE DE
14. VERS
15. VERS LE DÉVIDOIR
VOULUE EN FONCTION DU COURANT ET DU FACTEUR DE
MARCHE DE L’APPLICATION.
SORTIE POUR LA POLARITÉ CHOISIE. PLACER LE
SÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTION DE
LA POLARITÉ DU CBLE ÉLECTRODE.
SORTIE DE SOUDAGE, UTILISER UN RELAIS D’ISOLEMENT
POUR FERMER LES FILS 2 ET 4 (VOIR LE DÉTAIL).
COURANT POUR LA DEMANDE MAXIMALE DE COURANT AUXILIAIRE.
Page 56

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / K691-10 / K488 / K487
SPOOL GUN CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS
SOLDADORA CON MOTOR /K691-10 / K488 /
K487 A LA SPOOL GUN
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE/PISTOLETS DÉVIDOIRS – K691-
10/K488/K487
CAUTION:
BE SURE THAT CONTROL MODULE SWITCH IS IN THE "LIN-
COLN" (CONTATC CLOSURE) POSITION BEFORE ATTEMPTING
TO OPERATE CONTROL MODULE. INCORRECT SWITCH POSITION COULD RESULT IN DAMAGE TO THE CONTROL MODULE
AND/OR POWER SOURCE.
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE
FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THE
FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS
LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE SIZED FOR CURRENT
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-
N.D. PLACE IDLER SWITCH IN "HIGH" IDLE POSITION.
AND DUTY CYCLE OF APPLICATION.
FOR DESIRED POLARITY.
TION. PLACE WELDING TERMINALS SWITCH TO
"REMOTELY CONTROLLED" POSITION.
PRECAUCION:
ASEGURESE DE QUE EL INTERRUPTOR DE MODO DEL MODULO DE
CONTROL ESTE EN LA POSICION “LINCOLN” (CIERRE DE CONTACTO)
ANTES DE INTENTAR OPERAR EL MODULO DE CONTROL. SI NO COLOCA
ESTE INTERRUPTOR EN LA POSICION ADECUADA PODRIA DAÑAR EL
MODULO DE CONTROL Y/O LA FUENTE DE ENERGIA.
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD
ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O
ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UN
INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA,
EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LA
PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA
FABRICA- NO HAGA AJUSTES DE RPM POR ENCIMA DE LAS
ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION
DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN SER CALIBRADOS
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMINALES
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION “CV-
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN LA
PARA CORRIENTE Y CICLO DE TRABAJO DE LA APLICACION.
DE SALIDA PARA LA POLARIDAD DESEADA.
WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMINALES
DE SOLDADURA A LA POSICION “REMOTELY CONTROLLED”
(REMOTAMENTE CONTROLADAS).
POSICION “HIGH” (ALTO).
F-8
ATTENTION :
S’ASSURER QUE LE SÉLECTEUR DE MODE DU MODULE DE COMMANDE
EST SUR «LINCOLN» (FERMETURE DU CONTACT) AVANT DE FAIRE FONCTIONNER LE MODULE DE COMMANDE. SI LE SÉLECTEUR EST SUR UNE
MAUVAISE POSITION, CELA PEUT ENTRAÎNER DES DOMMAGES POUR LE
MODULE DE COMMANDE ET/OU LA SOURCE DE COURANT.
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR EN
MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DU
DÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE.
LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LE
RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LE
MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA GROSSEUR
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DE
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE». PLACER
N.D. PLACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
VOULUE EN FONCTION DU COURANT ET DU FACTEUR DE
MARCHE DE L’APPLICATION.
SORTIE POUR LA POLARITÉ CHOISIE.
LE SÉLECTEUR DES BORNES DE SOUDAGE SUR «REMOTE-
LY CONTROLLED».
Page 57

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / K930 TIG MODULE /
CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES SOLDADO-
RAS CON MOTOR / K930 TIG MODULE
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE – MODULE TIG K930
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY
CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN
INCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICH
CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE
GOVERNOR SETTING IS PRE-SET AT THE FACTORY –
DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED
IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPER
CAPACITY FOR THE CURRENT AND DUTY
CYCLE OF IMMEDIATE AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUT
STUDS FOR DESIRED POLARITY.
N.C. PLACE THE MODE SWITCH IN THE "TIG"
POSITION.
N.D. PLACE OUTPUT CONTROL SWITCH IN
"REMOTE CONTROL" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH"
IDLE POSITION AS DESIRED.
ATENCION :
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD
ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O
ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UN
INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA,
EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION
DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO
HAGA AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE
SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE
MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DE SOLN.E. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN
DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL
MANUAL DE OPERACION.
NALES DE SALIDA PARA LA POLARIDAD DESEADA.
COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
“CV-WIRE”.
DADURA EN LA POSICION “WELD TERMINALS ON”
VELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
F-9
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU
MOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN
TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUI PEUT
ENDOMMAGER LE CIRCUIT DE COMMANDE. LE RÉGULATEUR
DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LE RÉGLER
AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LE
MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE
N.B. CONNECTER LES CBLES DE SOUDAGE AUX
N.C. PLACER LE SÉLECTEUR DE MODE SUR «TIG».
N.D. PLACER LE SÉLECTEUR DE COMMANDE DE SORTIE
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO»
L’INTENSITÉ ADMISSIBLE VOULUE EN FONCTION DU
COURANT ET DU FACTEUR DE MARCHE DES APPLICATIONS IMMÉDIATES ET FUTURES. VOIR LE
MANUEL D’UTILISATION.
BORNES DE SORTIE POUR LA POLARITÉ CHOISIE.
SUR «REMOTE CONTROL».
OU «HIGH» SELON LES BESOINS.
Page 58

DIAGRAMS DIAGRAMAS DÉPANNAGE
ENGINE WELDERS / K1587-1 COBRAMATIC
CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE
SOLDADORAS DE MOTOR /K1587-1
COBRAMATIC
SCHÉMA DE CONNEXION GROUPES DE
SOUDAGE – COBRAMATIC K1587-1
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY
CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSE AN
INCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICH
CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE
GOVERNOR SETTING IS PRE-SET AT THE FACTORY –
DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED
IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPER
CAPACITY FOR THE CURRENT AND DUTY
CYCLE OF IMMEDIATE AND FUTURE APPLICATIONS. SEE OPERATING MANUAL
N.B. SEE THE WIRE FEEDER VOLTMETER TO THE
"+" POSITION. THE POSA-START FEATURE
WILL NOT OPERATE UNLESS THIS SWITCH IS
SET TO MATCH THE POLARITY OF THE ELECTRODE CABLE.
N.C. POSITION THE MODE SWITCH TO "CV-WIRE".
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN
VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL
GOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSA
OCASIONARA UN INCREMENTO EN EL VOLTAJE DEL
ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDE DAÑAR
EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL
GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICANO HAGA AJUSTES DE RPM POR ENCIMA DE LAS
ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE
OPERACION DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA
N.B. ESTABLEZCA EL VOLTIMETRO DEL ALIMENTADOR
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSI-
CAPACIDAD ADECUADA PARA LA CORRIENTE Y
CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL MANUAL DE OPERACION.
DE ALAMBRE EN LA POSICION “+”, LA FUNCION
POSA-INICIO NO OPERARA A MENOS DE QUE ESTE
INTERRUPTOR SE ESTABLEZCA PARA SELECCIONAR LA POLARIDAD DEL CABLE DEL ELECTRODO.
CION “CV-WIRE”.
F-10
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT
DU MOTEUR EN MODIFIANT LE RÉGLAGE DU
RÉGULATEUR OU EN TIRANT SUR LA COMMANDE DES
GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION
DU DÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LE RÉGULATEUR DU MOTEUR
EST PRÉRÉGLÉ À L’USINE – NE PAS LE RÉGLER AUDESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS
LE MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE
N.B. PLACER LE VOLTMÈTRE DU DÉVIDOIR SUR
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-
LA BONNE INTENSITÉ ADMISSIBLE POUR LE
COURANT ET LE FACTEUR DE MARCHE DES
APPLICATIONS IMMÉDIATES ET FUTURES.
VOIR LE MANUEL D’UTILISATION.
«+». LA CARACTÉRISTIQUE «POSA-START»
NE FONCTIONNERA PAS TANT QUE CE
SÉLECTEUR N’EST PAS RÉGLÉ EN FONCTION
DE LA POLARITÉ DU CBLE ÉLECTRODE.
WIRE».
Page 59

DIAGRAMS DIAGRAMAS DÉPANNAGE
CONNECTION DIAGRAM: ENGINE
WELDERS COMPATIBLE WITH LN-23P
WITH K350-1 ADAPTER KIT
DIAGRAMA DE CONEXIONES:
SOLDADORAS DE MOTOR COMPATIBLES
CON LN-23P CON JUEGO DE ADAPTADOR
K350-1
SCHÉMA DE CONNEXION : GROUPES DE
SOUDAGE COMPATIBLES AVEC DÉVIDOIR
LN-23P ET NÉCESSAIRE ADAPTATEUR
K350-1
F-11
Page 60

DIAGRAMS DIAGRAMAS DÉPANNAGE
RANGER 250 KOHLER - WIRING DIAGRAM
CODE 10655
250 KOHLER CODIGO 10655
DIAGRAMA DE CABLEADO RANGER
SCHÉMA DE CÁBLAGE DU RANGER 250
KOHLER CODE 10655
NOTE: This diagram is for reference only. It may
not be accurate for all machines covered by this
manual. The specific diagram for a particular code
is pasted inside the machine on one of the enclosure panels. If the diagram is illegible, write to the
Service Department for a replacement. Give the
equipment code number.
NOTA: Este diagrama es sólo para referencia.
No es preciso para todas las máquinas
que cubre este manual. El diagrama
específico para un código particular se
incluye dentro de la máquina en uno de
los paneles de la cubierta.
F-12
NOTE : Ce schéma n’est donné qu’à titre de
référence. Il peut ne pas être exact pour toutes les
machines traitées dans ce manuel. Le schéma
particulier pour un code spécial est collé à l'intérieur
de la machine sur un des panneaux de la carrosserie.
Si le schéma est illisible, écrire au service après-vente
pour le remplacer. Donner le numéro de code du
matériel.
Page 61

DIAGRAMS DIAGRAMAS DÉPANNAGE
Enhanced Diagram
RANGER 250 ONAN - WIRING DIAGRAM
DIAGRAMA DE CABLEADO RANGER 250
CODE 10654
ONAN CODIGO 10654
SCHÉMA DE CÁBLAGE DU RANGER 250
ONAN CODE 10654
NOTE: This diagram is for reference only. It may
not be accurate for all machines covered by this
manual. The specific diagram for a particular code
is pasted inside the machine on one of the enclosure panels. If the diagram is illegible, write to the
Service Department for a replacement. Give the
equipment code number.
NOTA: Este diagrama es sólo para referencia.
No es preciso para todas las máquinas
que cubre este manual. El diagrama
específico para un código particular se
incluye dentro de la máquina en uno de
los paneles de la cubierta.
F-13
NOTE : Ce schéma n’est donné qu’à titre de référence. Il
peut ne pas être exact pour toutes les machines traitées
dans ce manuel. Le schéma particulier pour un code spécial
est collé à l'intérieur de la machine sur un des panneaux de
la carrosserie. Si le schéma est illisible, écrire au service
après-vente pour le remplacer. Donner le numéro de code
du matériel.
Page 62

DIAGRAMS DIAGRAMAS DÉPANNAGE
Enhanced Diagram
RANGER 250 - WIRING DIAGRAM CODE
10752 (KOHLER) &
10795 (ONAN P220 OHV)
DIAGRAMA DE CABLEADO RANGER 250
CODIGO 10752 (KOHLER) Y
10795 (ONAN P220 OHV)
SCHÉMA DE CÁBLAGE DU RANGER 250
CODE 10722 (KOHLER) ET 10957 (ONAN
P22O À SOUPAPES EN TÊTE)
NOTE: This diagram is for reference only. It may
not be accurate for all machines covered by this
manual. The specific diagram for a particular code
is pasted inside the machine on one of the enclosure panels. If the diagram is illegible, write to the
Service Department for a replacement. Give the
equipment code number.
NOTA: Este diagrama es sólo para referencia.
No es preciso para todas las máquinas
que cubre este manual. El diagrama
específico para un código particular se
incluye dentro de la máquina en uno de
los paneles de la cubierta.
NOTE : Ce schéma n’est donné qu’à titre de
référence. Il peut ne pas être exact pour toutes les
machines traitées dans ce manuel. Le schéma
particulier pour un code spécial est collé à l'intérieur
de la machine sur un des panneaux de la carrosserie.
Si le schéma est illisible, écrire au service après-vente
pour le remplacer. Donner le numéro de code du
matériel.
F-14
Page 63

DIAGRAMS DIAGRAMAS DÉPANNAGE
Enhanced Diagram
RANGER 250 - ONAN (P216) - WIRING DIA-
GRAM 10751
DIAGRAMA DE CABLEADO 10751 -
RANGER 250 ONAN (P216)
SCHÉMA DE CBLAGE DU RANGER 250
ONAN (P216) 10751
NOTE: This diagram is for reference only. It may
not be accurate for all machines covered by this
manual. The specific diagram for a particular code
is pasted inside the machine on one of the enclosure panels. If the diagram is illegible, write to the
Service Department for a replacement. Give the
equipment code number.
NOTA: Este diagrama es sólo para referencia.
No es preciso para todas las máquinas
que cubre este manual. El diagrama
específico para un código particular se
incluye dentro de la máquina en uno de
los paneles de la cubierta.
F-15
NOTE : Ce schéma n’est donné qu’à titre de
référence. Il peut ne pas être exact pour toutes les
machines traitées dans ce manuel. Le schéma
particulier pour un code spécial est collé à l'intérieur
de la machine sur un des panneaux de la carrosserie.
Si le schéma est illisible, écrire au service après-vente
pour le remplacer. Donner le numéro de code du
matériel.
Page 64

CENTER OF GRAVITY WITH OIL IN
ENGINE AND EMPTY FUEL TANK
TRUCK/UNDERCARRIAGE MOUNTING HOLES
41.20
17.50 19.50
42.10
20.80
"A"
"B"
29.88
33.62
36.24
10.28 10.78
7.22
24.86
2.6
DIAGRAMS DIAGRAMAS DÉPANNAGE
DIMENSION PRINT RANGER 250
IMPRESION DE LAS DIMENSIONES
RANGER 250
DIMENSIONS RANGER 250
DIMENSION “A” 24.00 23.50
ONAN P216 KOHLER CH 20
DIMENSION “B” 13.20 15.50
F-16
Page 65

NOTES
Page 66

WARNING
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa mojada.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous de la piece et de la
terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molhada.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.
● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
Korean
Arabic
Page 67

READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS
EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR
EMPLOYER’S SAFETY PRACTICES.
● Turn power off before servicing.
● Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
● Débranchez le courant avant l’entre-
tien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● Não toque as partes elétricas nuas.
● Do not operate with panel open or
guards off.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ou guardas removidas.
WARNING
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE
PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA
LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT SUR CET
EQUIPEMENT ET LES PRODUITS A UTILISER ET SUIVEZ LES CONSIGNES DE
SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND
DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE
UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU
BEACHTEN.
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO
EMPREGADOR.
Korean
Arabic
Page 68

• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
 Loading...
Loading...