

Page 1

(4X5) SHADE 10 HELMET INSTRUCTIONS
RETURN TO MAIN MENU
OMBRE 10 INSTRUCTIONS POUR
SOMBA 10 INSTRUCCIONES PARA CARETA
IMT10004
February, 2010
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2

TABLE OF CONTENTS Page
SAFETY WARNINGS – READ BEFORE USING 1
OPERATING INSTRUCTIONS 2
SHADE GUIDE SETTINGS 3
(French)
AVERTISSEMENTS DE SÉCURITÉ – LIRE AVANT UTILISATION
INSTRUCTIONS DE FONCTIONNEMENT 5
ARRANGEMENTS DE GUIDE D'OMBRE 6
(Spanish)
ADVERTENCIAS DE SEGURIDAD – LEA ANTES DE USAR
INSTRUCCIONES DE OPERACIÓN 8
AJUSTES DE LA GUÍA DE LA CORTINA 9
Replacement Parts(Pièces de Rechange)(Piezas de Recambio)
(4X5) SHADE 10 - OMBRE 10 - SOMBRA 10 10,11
4
7
WARRANTY INFORMATION
INFORMATIONS CONCERNANT LA GARANTIE
INFORMACIÓN DE GARANTÍA
}
12
Page 3

CROWN
AD
JUSTMENT
TILT ADJUSTMENT
RATCHET KNOB
PIN HOLES FOR
A
DJUSTMENT
SAFETY WARNINGS – READ BEFORE USING
WARNING
ARC Rays can injure eyes and burn skin
• Before welding, always inspect helmet and filter lens to be sure they are fitted
properly, in good condition and not damaged.
• Check to see that the clear lens is clean and securely attached to the helmet.
• Always wear safety glasses or goggles under the welding helmet and protective
clothing to protect your skin from radiation, burns and spatter.
• Ensure that optical radiation from other welder’s arcs in the immediate area
does not enter in from behind the helmet and auto-darkening filter.
Auto-darkening filters in Lincoln helmets are designed to protect the user against harmful
Note:
ultra-violet and infrared rays both in the dark and light states. No matter what shade the filter is
set to, the UV/IR protection is always present.
FUMES AND GASES can be dangerous to your health.
• Keep your head out of fumes.
• Use enough ventilation or exhaust at the arc or both to keep fumes and gases
from your breathing zone and general area.
• When welding with electrodes which require special ventilation such as
stainless or hard facing (see instructions on container or MSDS) or on
lead or cadmium plated steel and other metals or coatings which produce highly toxic fumes, keep exposure as low as possible and within
applicable OSHA PEL and ACGIH TLV limits using local exhaust or
mechanical ventilation. In confined spaces or in some circumstances,
outdoors, a respirator may be required. Additional precautions are also
required when welding on galvanized steel.
Refer to http://www.lincolnelectric.com/safety
for additional safety information.
1
Page 4

OPERATING INSTRUCTIONS
CROWN
AD
JUSTMENT
TILT ADJUSTMENT
RATCHET KNOB
PIN HOLES FOR
A
DJUSTMENT
Headgear Adjustment
Head Size Adjustment: Headband tightness is adjusted by pushing in the
ratchet knob and turning to adjust to desired comfort level. This knob is
located at the back of the helmet. HEAD GEAR CROWN ADJUSTMENT is
made by adjusting crown strap for vertical placement on the head and snapping the pin into the hole to lock securely in place.
Tilt: Tilt is adjusted on the left side of the helmet. TILT is adjusted by loosening outside tension knob and releasing the adjustment lever from its current location and moving it to another location. Retighten the outside tension
knob when finished.
2
Page 5

SHADE GUIDE SETTINGS
N
T1
G
UIDE FOR SHADE NUMBERS
OPERATION ELECTRODE SIZE ARC MINIMUM SUGGESTED
(1)
1/32 in. (mm) CURRENT (A) PROTECTIVE SHADE NO.
SHADE (COMFORT)
Shielded metal arc Less than 3 (2.5) Less than 60 7 –
w
elding 3-5 (2.5–4) 60-160 8 10
5-8 (4–6.4) 160-250 10 12
More than 8 (6.4) 250-550 11 14
Gas metal arc Less than 60 7 –
welding and flux 60-160 10 11
c
ored arc welding 160-250 10 12
250-500 10 14
G
as tungsten arc Less than 50 8 10
welding 50-150 8 12
150-500 10 14
Air carbon (Light) Less than 500 10 12
Arc cutting (Heavy) 500-1000 11 14
Plasma arc welding Less than 20 6 6 to 8
20-100 8 10
100-400 10 12
400-800 11 14
Plasma arc cutting (Light
)
(
2)
(2)
(
2)
Less than 300 8 9
(Medium) 300-400 9 12
(Heavy) 400-800 10 14
Torch brazing – – 3 or 4
Torch soldering – – 2
Carbon arc welding – – 14
PLATE THICKNESS
in. mm
Gas welding
Light Under 1/8 Under 3.2 4 or 5
Medium 1/8 to 1/2 3.2 to 12.7 5 or 6
Heavy Over 1/2 Over 12.7 6 or 8
Oxygen cutting
Light Under 1 Under 25 3 or 4
Medium 1 to 6 25 to 150 4 or 5
Heavy Over 6 Over 150 5 or 6
(1)
As
a
rule
of thumb, start with a shade that is too dark, then go to a lighter shade which gives sufficient view of the weld zone without going
below the
minimum. In oxyfuel gas welding or cutting where the torch produces a high yellow light, it is desirable to use a filter lens that absorbs
the
yellow or
sodium line the visible light of the (spectrum) operation
(2)
These values apply where the actual arc is clearly seen. Experience has shown that lighter filters may be used when the arc is hidden by the
.
• Periodic cleaning with soapy water solution or standard glass cleaner is
suggested. Air dry or use soft cloth to dry.
• ADF cartridges may be cleaned with soft, dry cloth. The ADF cartridge is
not to be submerged in water or other solution.
• Change or clean polycarbonate impact resistant clear lens when it
becomes dirty or cloudy.
• Store in a clean, dry location.
HELMET CARE AND MAINTENANCE
STORAGE
3
Page 6

AVERTISSEMENTS DE SÉCURITÉ – LIRE AVANT UTILISATION
AVERTISSEMENT
Les rayons d'ARC peuvent blesser des yeux et brûler la peau
• Avant la soudure, inspectez toujours le casque et objectif de filtre à être sûr qu'ils sont
en bon état et non endommagé.
• Vérifiez pour voir que l'objectif clair est propre et solidement attaché au casque.
• Portez toujours les verres de sûreté ou les lunettes sous le casque de soudure et les
vêtements de protection pour protéger votre peau contre le rayonnement, les brûlures et
l'éclaboussure.
• Soyez sûr que le rayonnement optique des arcs de autre soudeuse dans le secteur
immédiat entre pas dedans par derrière le casque et le filtre obscurcissants-automatique.
Des filtres obscurcissants-automatiques dans des casques de Lincoln sont conçus pour protéger l'util-
Note :
isateur contre les rayons nocifs ultra-violets et d'infrarouge dans les états d'obscurité et de lumière.
N'importe ce que l'ombre le filtre est placée à, la protection d'UV/IR est toujours présente.
Les VAPEURS ET LES GAZ peuvent être dangereux à votre santé.
• Gardez votre tête hors des vapeurs.
• Employez assez de ventilation ou l'épuisez à l'arc ou pour garder des vapeurs et des
gaz de votre zone de respiration et secteur général.
• Lorsqu'on soude avec des électrodes ayant besoin d'une ventilation spéciale
telles que celles en acier inoxydable ou pour le rechargement dur (voir les
instructions ou le conteneur ou la MSDS) ou sur le plomb ou de l'acier cadmié ou
sur d'autres métaux ou recouvrements produisant des vapeurs très toxiques,
maintenir le niveau d'exposition aussi bas que possible et dans les limites
OHAS-PEL et ACGIH TLV au moyen de l'échappement local ou d'une ventilation
mécanique. Dans des espaces confinés ou dans certaines circonstances à l'extérieur, un respirateur peut s'avérer nécessaire. Des précautions supplémentaires doivent également être prises pour souder sur de l'acier galvanisé.
Visitez http://www.lincolnelectric.com/safety pour obtenir
l´information additionnelle.
4
Page 7
INSTRUCTIONS DE FONCTIONNEMENT
B
OUTON À CLIQUET
RÉGLAGE DE L’INCLINAISON
RÉGLAGE DE
LA COURONNE
ORIFICES DES GOUPILLES
POUR LE RÉGLAGE
NT 1
GUIDE POUR DES NOMBRES D'OMBRE
OPÉRATION
T
AILLE D'ÉLECTRODE
D'ARC
NUANCE
P
ROTECTRICE
MINIMUM
NOMBRE
SUGGÉRÉ D'OMBRE
(
CONFORT)
(
1
)
1/32 in. (mm)
COURANT
(A) .
F
Soudure à l'arc électrique protégée
3
(2.5)
60 7 –
en métal
3-5 (2.5–4) 60-160 8 10
5-8 (4–6.4
)
160-250 10 12
8
(6.4)
250-550 11 14
Intoxiquez la soudure à l'arc
é
lectrique en métal et la soudure
à l'arc électrique creusée par flux
6
07–
6
0-160 10 11
160-250 10 12
250-500 10 14
Soudure à l'arc électrique de
tungstène de gaz
5
0810
5
0-150 8 12
1
50-500 10 14
Soudure à l'arc de carbone
d
'airr carbon
(
L
umière
)
M
oins que
Moins que
M
oins que
M
oins que
500 10 12
(
Lourd
)
5
00-1000 11 14
Soudure à l'arc électrique
de plasma
M
oins que 20 6 6 to 8
20-100 8 10
100-400 10 12
400-800 11 14
S
oudure à l'arc de plasma
(
Lumièret
(
2)
(2)
(2)
Moins que
3
00 8 9
(Milieum)
)
300-400 9 12
(Lourd
)
400-800 10 14
Incendiez la soudure
–
–3or4
Incendiez la soudure
––2
Soudure à l'arc électrique de carbone
––14
ÉPAISSEUR DE PLAT
in. mm
Soudage à gaz
Lumière
Sous 1/8
Sous
3.2 4 or 5
Milieu
Milieu
1/8 to 1/2 3.2 to 12.7 5 or 6
Lourd
Lourd
1/2
12.7 6 or 8
Oxycoupage
Lumière
Sous 1
Sous 25 3 or 4
1to6 25to150 4or5
Plus de
Plus de
6
Plus de
Plus de
150
5or6
(1)
Commencez en général par une nuance qui est trop foncée, vont alors à une nuance plus légère qui donne l'avis suffisant de la zone de
soudure sans aller au-dessous du minimum. Dans le soudage à gaz ou le découpage d'oxyfuel où l'incendier produit une lumière jaune
élevée, il est souhaitable d'utiliser un objectif de filtre qui absorbe le jaune ou la ligne de sodium la lumière visible de l'opération (de spectre).
(2)
Ces valeurs appliquent où l'arc réel est clairement vu. L'expérience a prouvé que des filtres plus légers peuvent être utilisés quand l'arc est
caché par l'objet.
Data from ANSI Z49.1-2005
Plus que
Ajustement du Harnais
Réglage de la Taille de la Tête: le serrage de la bande antisudation se
règle en poussant sur le bouton à cliquet et en le faisant tourner pour ajuster
le niveau de confort souhaité. Ce bouton se trouve sur l’arrière du casque.
LE RÉGLAGE DE LA COURONNE DU HARNAIS se fait en ajustant la courroie de la couronne pour un placement vertical sur la tête et en faisant
tomber la goupille dans l’orifice pour la verrouiller bien en place.
Inclinaison: L'inclinaison est ajustée de l'aile gauche du casque. L'INCLINAISON est ajustée en détachant le bouton extérieur de tension et en
libérant le levier d'ajustement de son endroit courant et en le déplaçant à un
autre endroit. Resserrer les bouton de tension extérieure lorsque le réglage
est terminé.
5
Page 8

NT 1
GUIDE POUR DES NOMBRES D'OMBRE
OPÉRATION
T
AILLE D'ÉLECTRODE
D'ARC
NUANCE
P
ROTECTRICE
MINIMUM
NOMBRE
SUGGÉRÉ D'OMBRE
(
CONFORT)
(
1
)
1/32 in. (mm)
COURANT
(A) .
F
Soudure à l'arc électrique protégée
3
(2.5)
60 7 –
en métal
3-5 (2.5–4) 60-160 8 10
5-8 (4–6.4
)
160-250 10 12
8
(6.4)
250-550 11 14
Intoxiquez la soudure à l'arc
é
lectrique en métal et la soudure
à l'arc électrique creusée par flux
6
07–
6
0-160 10 11
160-250 10 12
250-500 10 14
Soudure à l'arc électrique de
tungstène de gaz
5
0810
5
0-150 8 12
1
50-500 10 14
Soudure à l'arc de carbone
d
'airr carbon
(
L
umière
)
M
oins que
Moins que
M
oins que
M
oins que
500 10 12
(
Lourd
)
5
00-1000 11 14
Soudure à l'arc électrique
de plasma
M
oins que 20 6 6 to 8
20-100 8 10
100-400 10 12
400-800 11 14
S
oudure à l'arc de plasma
(
Lumièret
(
2)
(2)
(2)
Moins que
3
00 8 9
(Milieum)
)
300-400 9 12
(Lourd
)
400-800 10 14
Incendiez la soudure
–
–3or4
Incendiez la soudure
––2
Soudure à l'arc électrique de carbone
––14
ÉPAISSEUR DE PLAT
in. mm
Soudage à gaz
Lumière
Sous 1/8
Sous
3.2 4 or 5
Milieu
Milieu
1/8 to 1/2 3.2 to 12.7 5 or 6
Lourd
Lourd
1/2
12.7 6 or 8
Oxycoupage
Lumière
Sous 1
Sous 25 3 or 4
1to6 25to150 4or5
Plus de
Plus de
6
Plus de
Plus de
150
5or6
(1)
Commencez en général par une nuance qui est trop foncée, vont alors à une nuance plus légère qui donne l'avis suffisant de la zone de
soudure sans aller au-dessous du minimum. Dans le soudage à gaz ou le découpage d'oxyfuel où l'incendier produit une lumière jaune
élevée, il est souhaitable d'utiliser un objectif de filtre qui absorbe le jaune ou la ligne de sodium la lumière visible de l'opération (de spectre).
(2)
Ces valeurs appliquent où l'arc réel est clairement vu. L'expérience a prouvé que des filtres plus légers peuvent être utilisés quand l'arc est
caché par l'objet.
Data from ANSI Z49.1-2005
Plus que
ARRANGEMENTS DE GUIDE D'OMBRE
• Le nettoyage périodique avec la solution savonneuse de l'eau ou le décapant en
verre standard est suggéré. Aérez tissu mou sec ou d'utilisation pour sécher.
• Des cartouches de radiogoniomètre automatique peuvent être nettoyées avec le
tissu mou et sec. La cartouche de radiogoniomètre automatique ne doit pas être
submergée dans l'eau ou toute autre solution.
• Changez ou nettoyez l'objectif clair résistant aux chocs de polycarbonate quand
elle devient sale ou nuageuse.
• Magasin dans un endroit propre et sec.
SOIN ET ENTRETIEN DE CASQUE
STOCKAGE
6
Page 9

PERILLA DEL TRINQUETE
AJUSTE DE INCLINACIÓN
A
JUSTE DE
LA CORONILLA
ORIFICIOS DE PIN
PARA AJUSTE
PRECAUCIONES DE SEGURIDAD – LEA ANTES DE USAR
ADVERTENCIA
Los rayos del ARCO pueden dañar ojos y quemarse la piel.
• Antes de soldar con autógena, examine siempre el casco y lente del filtro a ser segura que están en buenas condiciones y no dañado.
• Compruebe para ver que la lente clara sea limpia y unida con seguridad al casco.
• Use siempre las gafas de seguridad o los anteojos debajo del casco de la soldadura
y de la ropa protectora para proteger su piel contra la radiación, quemaduras y
salpicón.
• Esté seguro que la radiación óptica de los arcos del otro soldador en el
área inmediata no entra adentro de detrás el casco y el filtro de automático-oscurecimiento.
Nota: Los filtros que obscurecen-automáticos en los cascos de Lincoln se diseñan para proteger al usuario
contra rayos ultravioletas y del infrarrojo dañosos en los estados de la obscuridad y de la luz. No importa qué
la cortina el filtro se fija a, la protección de UV/IR está siempre presente
Los HUMOS Y LOS GASES pueden ser peligrosos a su salud.
• Guarde su cabeza fuera de humos.
• Utilice bastante ventilación o agótela en el arco o para guardar humos y los gases de
su zona de respiración y área general.
• Cuando se suelda con electrodos que requieren ventilación especial (Ver in-
strucciones en el contenedor o la MSDS) o cuando se suelda con chapagalvanizada
u otros metales o revestimeintos que producen humos tóxicos, evite exponerse
lo más posible y dentro de los límites aplicables según OSHA PEL y ACGIH TLV
utilizando un sistema de ventilación de extracción o mecánica local. En espacios
confinados y a la intemperie, puede ser necesario el uso de respiración asistida.
Asimismo se deben tomar precauciones al soldar con acero galvanizado.
.
Visite http://www.lincolnelectric.com/safety para obtener
información adicional.
7
Page 10

INSTRUCCIONES DE OPERACIÓN
PERILLA DEL TRINQUETE
AJUSTE DE INCLINACIÓN
A
JUSTE DE
LA CORONILLA
ORIFICIOS DE PIN
PARA AJUSTE
Ajuste del Dispositivo para la Cabeza
Ajuste al Tamaño de la Cabeza: La tensión del dispositivo para la cabeza
se ajusta oprimiendo la perilla del trinquete y girando para ajustar al nivel de
comodidad deseado. Esta perilla se localiza en la parte posterior de la careta. El AJUSTE DE LA CORONILLA DEL DISPOSITIVO PARA LA CABEZA
se logra adaptando la cinta de la coronilla para colocación vertical sobre la
cabeza e introduciendo el pin en el orificio para asegurar en su lugar.
Inclinación: La inclinación se ajusta en el lado izquierdo del casco. La
INCLINACIÓN es ajustada aflojando la perilla exterior de la tensión y lanzando la palanca del ajuste de su localización actual y moviéndola a otra localización. Vuelva a apretar las perilla de tensión externas cuando acabe.
8
Page 11

NT 1
GUÍA PARA LOS NÚMEROS DE LA CORTINA
O
PERACIÓN
TAMAÑO DEL ELECTRODO
CORRIENTE DEL
A
RCO
CORTINA
PROTECTORA
M
ÍNIMA
NÚMERO
SUGERIDO DE LA
C
ORTINA (COMODIDAD)
(1)
1
/32 in. (mm) (A)
Soldadura de arco blindada
del metal
3 (2.5) 60 7 –
3
-5 (2.5–4) 60-160 8 10
5-8 (4–6.4) 160-250 10 12
Más que
8 (6.4)
250-550 11 14
P
rovea de gas la soldadura de
a
rco del metal y la soldadura
de arco base flujo
60 7 –
60-160 10 11
160-250 10 12
250-500 10 14
Soldadura de arco del
tungsteno del gas
50 8 10
50-150 8 12
150-500 10 14
C
orte de arco del carbón
del aire
(Luz
) Menos que
M
enos que
Menos que
Menos que
Menos que
500 10 12
(Pesado
)
500-1000 11 14
Soldadura de arco del plasma
Menos que 20 6 6 to 8
20-100 8 10
100-400 10 12
4
00-800 11 14
Corte de arco del plasma (Luzi
(
2)
(
2)
(
2)
Menos que
300 8 9
(Medio
Medio
)
)
)
300-400 9 12
(Pesado 400-800 10 14
El soldar de la antorcha
––3or4
El soldar de la antorcha
––2
Soldadura de arco del carbón
––14
GRUESO DE LA PLACA
in. mm
Soldadura de gas
Luz
Debajo
Debajo
Debajo
Debajo
1/8 3.2 4 or 5
1/8 to 1/2 3.2 to 12.7 5 or 6
Pesado
1/2
12.7
6or8
Corte de oxígeno
Luz 1 25 3 or 4
Mediodi1to625 to 150 4 or 5
Pesado
Encima
Encima
Encima
Encima
6
150 5 or 6
(1)
En general comience con una cortina que sea demasiado oscura, entonces van a una cortina más ligera que dé la suficiente vista de la zona de la
autógena sin ir debajo del mínimo. En la soldadura o el corte de gas del oxyfuel donde la antorcha produce una alta luz ámbar, es deseable utilizar
una lente del filtro que absorba el amarillo o la línea del sodio la luz visible de la operación (del espectro).
(2)
Estos valores se aplican donde el arco real se ve claramente. La experiencia ha demostrado que filtros más ligeros pueden ser utilizados cuando
el arco es ocultado por el objeto.
Data from ANSI Z49.1-2005
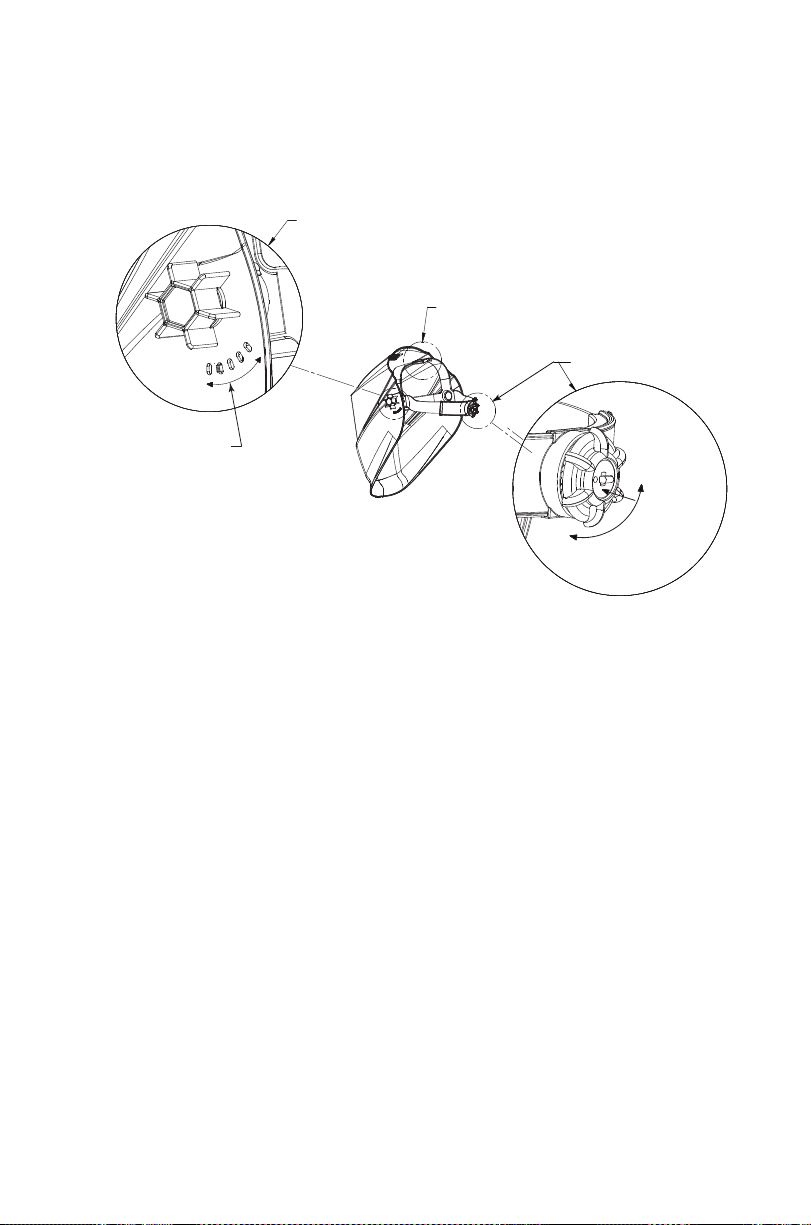
AJUSTES DE LA GUÍA DE LA CORTINA
RETIRO DE LA LENTE DEL SOSTENEDOR DEL FILTRO
LENS REMOVAL FROM FILTER HOLDER
DÉPLACEMENT D'OBJECTIF DU SUPPORT DE FILTRE
5
• La limpieza periódica con la solución jabonosa del agua o el limpiador de cristal
estándar se sugiere. Ventile paño suave seco o del uso para secarse.
• Los cartuchos del alimentador de originales se pueden limpiar con el paño suave,
seco. El cartucho del alimentador de originales no debe ser sumergido en el agua
o la otra solución.
• Cambie o limpie la lente clara resistente a los choques del policarbonato cuando
llega a ser sucio o nublado.
• Almacén en una localización limpia, seca
SOIN ET ENTRETIEN DE CASQUE
ALMACENAJE
9
Page 12

RETIRO DE LA LENTE DEL SOSTENEDOR DEL FILTRO
LENS REMOVAL FROM FILTER HOLDER
DÉPLACEMENT D'OBJECTIF DU SUPPORT DE FILTRE
5
10
Page 13

6
6
6
SHELL
PAROI
CUBIERT
1
2
3
4
5
(4X5) SHADE 10 (OMBRE 10) (SOMBRA 10)
ITEM
ARTICLE
ARTÍCULO
PART NO.
NUMÉRO DE
PIÈCE
DESCRIPTION
DESCRIPCIÓN
NÚMERO DE
PIEZA
FRONT COVER LENS SEAL
1
S27978-32
JOINT D'OBJECTIF DE COUVERTURE
SELLO DE LA LENTE DE LA PORTADA
CLEAR PLASTIC LENS
(Size-Tailles-Tamaño: 4.50”x 5.25” x .040”)
2
S27978-36
VISÈRE EN PLASTIQUE TRANSPARENT
LENTE DE PLASTCO TRANSPARENTE
ADAPTOR
3
S27978-20
ADAPTEUR
ADAPTADOR
#10 FILTER PLATE
4
S27978-15
(Size-Tailles-Tamaño: 4.50”x 5.25” x .120”)
PLAQUE DE FILTRE #10
PLACA DE FILTRO #10
FILTER HOLDER
5
S27978-19
SUPPORT DE FILTRE
SOSTENEDOR DEL FILTRO
HEADGEAR
6
S27978-24
ENSEMBLE DU HARNAIS
SOMBRERO
SWEATBAND
7*
S27978-4
BANDEAU
BANDANA
*Item not shown-(Article non montré)-(Artículo no demostrado)
11
QTY.
QTE.
CANT.
1
1
1
1
1
1
1
Page 14

WARRANTY INFORMATION:
These helmets are warranted for a period of two years. Please contact us at
1 (800) 833-9353 for any service or warranty questions.
INFORMATIONS CONCERNANT LA GARANTIE:
Ces casques sont garantis pour une période de deux ans. Prière de nous contacter au 1 (800) 833-9353 pour toute question concernant le service ou la
garantie.
INFORMACIÓN DE GARANTÍA:
Estas caretas están garantizadas por un periodo de dos años. Para
cualquier pregunta sobre el servicio o garantía, sírvase contactarnos al 1
(800) 833-9353.
12
Page 15

NOTES
NOTAS
Page 16

• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
 Loading...
Loading...