

Page 1
IMF903
DH-10 Control Model Code 11365
NE
PA S INSTALLER, UT ILISER OU
RÉPARER CE MATÉRIEL SAN S
AVOIR LU CE MANUEL ET LES
MESURES DE SÉCURITÉ QU'I
L
CONTIENT.
RETURN TO MAIN MENU
DH-10 à Têtes & Commandes
S’applique aux machines:
La sécurité dépend de vous
Le matériel de soudage et de
coupage à l'arc Lincoln est conçu
et construit en tenant compte de la
sécurité. Toutefois, la sécurité en
général peut être accrue grâce à
une bonne installation... et à la plus
grande prudence de votre part.
éfléchir avant d'agir et exercer la
r
plus grande prudence.
Et,
par dessus tout,
Septembre, 2006
Modèle à Banc
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
MANUEL DE L’OPÉRATEUR
Copyright © 2006 Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2
i
SÉCURITÉ
AVERTISSEMENT
AVERTISSEMENT DE LA PROPOSITION DE CALIFORNIE 65
Les gaz dʼéchappement du moteur diesel et certains de
leurs constituants sont connus par lʼÉtat de Californie
pour provoquer le cancer, des malformations ou autres
dangers pour la reproduction.
i
Les gaz dʼéchappement de ce produit contiennent des
produits chimiques connus par lʼÉtat de Californie pour
provoquer le cancer, des malformations et des dangers
pour la reproduction.
Ceci sʼapplique aux moteurs diesel.
Ceci sʼapplique aux moteurs à essence.
LE SOUDAGE À LʼARC PEUT ÊTRE DANGEREUX. SE PROTÉGER ET PROTÉGER LES AUTRES CONTRE LES BLESSURES
GRAVES VOIRE MORTELLES. ÉLOIGNER LES ENFANTS. LES PERSONNES QUI PORTENT UN STIMULATEUR CARDIAQUE
DEVRAIENT CONSULTER LEUR MÉDECIN AVANT DʼUTILISER LʼAPPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la
sécurité, on recommande vivement dʼacheter un exemplaire de la norme Z49.1, de lʼANSI auprès de lʼAmerican Welding
Society, P.O. Box 350140, Miami, Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit
du livret «Arc Welding Safety» E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-
1199.
SʼASSURER QUE LES ÉTAPES DʼINSTALLATION, DʼUTILISATION, DʼENTRETIEN ET DE RÉPARATION
NE SONT CONFIÉES QUʼÀ DES PERSONNES QUALIFIÉES.
POUR LES GROUPES
ÉLECTROGÈNES
1.a. Arrêter le moteur avant de dépanner et dʼentretenir à moins
quʼil ne soit nécessaire que le moteur tourne pour effectuer
lʼentretien.
____________________________________________________
1.b.Ne faire fonctionner les moteurs quʼà lʼextérieur ou dans des endroits bien aérés ou
encore évacuer les gaz dʼéchappement du
moteur à lʼextérieur.
1.h. Pour éviter de sʼébouillanter, ne pas
enlever le bouchon sous pression du
radiateur quand le moteur est chaud.
LES CHAMPS
__________________________________________________
1.c. Ne pas faire le plein de carburant près dʼune
flamme nue, dʼun arc de soudage ou si le
moteur tourne. Arrêter le moteur et le laisser
refroidir avant de faire le plein pour empêcher que du carburant renversé ne se vaporise
au contact de pièces du moteur chaudes et
ne sʼenflamme. Ne pas renverser du carburant quand on fait le plein. Si du carburant
sʼest renversé, lʼessuyer et ne pas remettre
le moteur en marche tant que les vapeurs
nʼont pas été éliminées.
____________________________________________________
1.d. Les protecteurs, bouchons, panneaux et dispositifs de sécurité doivent être toujours en
place et en bon état. Tenir les mains, les
cheveux, les vêtements et les outils éloignés
des courroies trapézoïdales, des
engrenages, des ventilateurs et dʼautres
pièces en mouvement quand on met en
marche, utilise ou répare le matériel.
1.e. Dans certains cas, il peut être nécessaire
de déposer les protecteurs de sécurité pour
effectuer lʼentretien prescrit. Ne déposer
les protecteurs que quand cʼest nécessaire
et les remettre en place quand lʼentretien
prescrit est terminé. Toujours agir avec la
plus grande prudence quand on travaille
près de pièces en mouvement.
1.f. Ne pas mettre les mains près du ventilateur du
moteur. Ne pas appuyer sur la tige de commande des gaz pendant que le moteur tourne.
____________________________________________________
1.g. Pour ne pas faire démarrer accidentellement les moteurs à
essence en effectuant un réglage du moteur ou en entretenant le groupe électrogène de soudage, de connecter les
fils des bougies, le chapeau de distributeur ou la magnéto
2.a. Le courant électrique qui circule dans les conducteurs crée
des champs électromagnétiques locaux. Le courant de
soudage crée des champs magnétiques autour des câbles
et des machines de soudage.
2.b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs
qui portent un stimulateur cardiaque devraient consulter leur
médecin avant dʼentreprendre le soudage
2.c. Lʼexposition aux champs électromagnétiques lors du
soudage peut avoir dʼautres effets sur la santé que lʼon ne
connaît pas encore.
2.d. Les soudeurs devraient suivre les consignes suivantes afin
de réduire au minimum lʼexposition aux champs électromagnétiques du circuit de soudage:
2.d.1.
si possible avec du ruban adhésif.
2.d.2.Ne jamais entourer le câble électrode autour du corps.
2.d.3.Ne pas se tenir entre les câbles dʼélectrode et de
retour. Si le câble dʼélectrode se trouve à droite, le câble de
retour doit également se trouver à droite.
2.d.4.Connecter le câble de retour à la pièce le plus près
possible de la zone de soudage.
2.d.5.Ne pas travailler juste à côté de la source de courant
de soudage.
ÉLECTROMAGNÉTIQUES
peuvent être dangereux
Regrouper les câbles dʼélectrode et de retour. Les fixer
Mar ʻ95
Page 3
ii
SÉCURITÉ
ii
LES CHOCS
ÉLECTRIQUES peuvent
être mortels.
3.a. Les circuits de lʼélectrode et de retour (ou
masse) sont sous tension quand la source de
courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si lʼon porte des vêtements mouillés. Porter des gants isolants secs et ne comportant
pas de trous.
3.b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-
lation sec. S'assurer que l'isolation est de dimensions suffisantes pour couvrir entièrement la zone de contact
physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit
effectuer le soudage dans des conditions dangereuses
au point de vue électrique (dans les endroits humides
ou si l'on porte des vêtements mouillés; sur les constructions métalliques comme les sols, les grilles ou les
échafaudages; dans une mauvaise position par exemple
assis, à genoux ou couché, sʼil y a un risque élevé de
contact inévitable ou accidentel avec la pièce ou la
terre) utiliser le matériel suivant :
• Source de courant (fil) à tension constante c.c. semiautomatique.
• Source de courant (électrode enrobée) manuelle c.c.
• Source de courant c.a. à tension réduite.
3.c. En soudage semi-automatique ou automatique, le fil, le dévi-
doir, la tête de soudage, la buse ou le pistolet de soudage
semi-automatique sont également sous tension.
3.d. Toujours s'assurer que le câble de retour est bien connecté
au métal soudé. Le point de connexion devrait être le plus
près possible de la zone soudée.
3.e. Raccorder la pièce ou le métal à souder à une bonne prise
de terre.
3.f.
Tenir le porte-électrode, le connecteur de pièce, le câble de
soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée.
3.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
3.h. Ne jamais toucher simultanément les pièces sous tension
des porte-électrodes connectés à deux sources de courant
de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils.
3.i. Quand on travaille au-dessus du niveau du sol, utiliser une
ceinture de sécurité pour se protéger contre les chutes en
cas de choc.
3.j. Voir également les points 6.c. et 8.
LE RAYONNEMENT DE
L'ARC peut brûler.
4.a. Utiliser un masque à serre-tête avec oculaire
filtrant adéquat et protège-oculaire pour se pro-
nement de l'arc quand on soude ou quand on observe l'arc de
soudage. Le masque à serre-tête et les oculaires filtrants doivent
être conformes aux normes ANSI Z87.1.
4.b. Utiliser des vêtements adéquats en tissu ignifugé pour se
protéger et protéger les aides contre le rayonnement de
l'arc.
4.c. Protéger les autres employés à proximité en utilisant des
paravents ininflammables convenables ou les avertir de ne
pas regarder l'arc ou de ne pas s'exposer au rayonnement
de l'arc ou aux projections ou au métal chaud.
téger les yeux contre les étincelles et le rayon-
LES FUMÉES ET LES
GAZ peuvent être
dangereux.
des gaz dangereux pour la santé. Éviter d'inhaler ces
fumées et ces gaz. Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un système de ventilation ou
d'évacuation suffisant au niveau de l'arc pour évacuer les
fumées et les gaz de la zone de travail. Quand on soude
avec des électrodes qui nécessitent une ventilation spéciale comme les électrodes en acier inoxydable ou pour
revêtement dur (voir les directives sur le contenant ou la
fiche signalétique) ou quand on soude de l'acier au
plomb ou cadmié ainsi que d'autres métaux ou revêtements qui produisent des fumées très toxiques, limiter
le plus possible l'exposition et au-dessous des valeurs
limites d'exposition (TLV) en utilisant une ventilation
mécanique ou par aspiration à la source. Dans les
espaces clos ou dans certains cas à l'extérieur, un
appareil respiratoire peut être nécessaire. Des précautions supplémentaires sont également nécessaires
quand on soude sur l'acier galvanisé.
5.b. Le fonctionnement de lʼappareil de contrôle des vapeurs de
soudage est affecté par plusieurs facteurs y compris lʼutilisation et le positionnement corrects de lʼappareil, son entretien
ainsi que la procédure de soudage et lʼapplication concernées. Le niveau dʼexposition aux limites décrites par
OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié
au moment de lʼinstallation et de façon périodique par la
suite afin dʼavoir la certitude quʼil se trouve dans lʼintervalle
en vigueur.
5.c.
Ne pas souder dans les endroits à proximité des vapeurs
d'hydrocarbures chlorés provenant des opérations de
dégraissage, de nettoyage ou de pulvérisation. La chaleur et
le rayonnement de l'arc peuvent réagir avec les vapeurs de
solvant pour former du phosgène, gaz très toxique, et
d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves voire
mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air
inhalé ne présente pas de danger.
5.e. Lire et comprendre les instructions du fabricant pour cet
appareil et le matériel de réserve à utiliser, y compris la
fiche de données de sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de lʼemployeur. Les fiches
MSDS sont disponibles auprès du distributeur de matériel
de soudage ou auprès du fabricant.
5.f. Voir également le point 1.b.
5.a Le soudage peut produire des fumées et
AUG 06
Page 4
iii
SÉCURITÉ
iii
LES ÉTINCELLES DE
SOUDAGE peuvent
provoquer un incendie
ou une explosion.
6.a.
zone de soudage. Si ce n'est pas possible, les recouvrir
pour empêcher que les étincelles de soudage ne les
atteignent. Les étincelles et projections de soudage peuvent
facilement s'infiltrer dans les petites fissures ou ouvertures
des zones environnantes. Éviter de souder près des conduites hydrauliques. On doit toujours avoir un extincteur à
portée de la main.
6.b. Quand on doit utiliser des gaz comprimés sur les lieux de
travail, on doit prendre des précautions spéciales pour éviter
les dangers. Se référer à la “Sécurité pour le Soudage et le
Coupage” (ANSI Z49.1) et les consignes d'utilisation relatives au matériel.
6.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne touche la pièce ou la terre. Un contact
accidentel peut produire une surchauffe et créer un risque
d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts
ou des contenants sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations ne produiront pas
des vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent provoquer une explosion
même si elles ont été «nettoyées». For information, purchase “Recommended Safe Practices for the
Welding and Cutting of Containers and Piping That Have
Held Hazardous Substances”, AWS F4.1 from the American
Welding Society
6.e. Mettre à l'air libre les pièces moulées creuses ou les contenants avant de souder, de couper ou de chauffer. Elles
peuvent exploser.
Enlever les matières inflammables de la
Preparation
(see address above).
for
LES BOUTEILLES peuvent exploser si elles
sont endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé utilisé
ainsi que des détendeurs en bon état conçus pour les gaz et
la pression utilisés. Choisir les tuyaux souples, raccords,
etc. en fonction de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une
chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou
endommagées.
• À une distance de sécurité des opérations de soudage à
l'arc ou de coupage et de toute autre source de chaleur,
d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute
autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la
bouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujours
être en place et serrés à la main sauf quand la bouteille est
utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz com-
primé, et le matériel associé, ainsi que la publication P-1 de
la CGA “Précautions pour le Maniement en toute Sécurité de
Gaz Comprimés dans des Cylindres », que l'on peut se procurer auprès de la Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA22202.
Les étincelles et les projections sont expulsées de l'arc de
6.f.
soudage. Porter des vêtements de protection exempts
d'huile comme des gants en cuir, une chemise épaisse, un
pantalon sans revers, des chaussures montantes et un
casque ou autre pour se protéger les cheveux. Utiliser des
bouche-oreilles quand on soude hors position ou dans des
espaces clos. Toujours porter des lunettes de sécurité avec
écrans latéraux quand on se trouve dans la zone de
soudage.
6.g. Connecter le câble de retour à la pièce le plus près possible
de la zone de soudage. Si les câbles de retour sont connectés à la charpente du bâtiment ou à d'autres endroits
éloignés de la zone de soudage cela augmente le risque
que le courant de soudage passe dans les chaînes de levage, les câbles de grue ou autres circuits auxiliaires. Cela
peut créer un risque d'incendie ou surchauffer les chaînes
de levage ou les câbles et entraîner leur défaillance.
6.h. Voir également le point 1.c.
6.i. Lire et appliquer la Norme NFPA 51B “pour la Prévention
des Incendies Pendant le Soudage, le Coupage et dʼAutres
Travaux Impliquant de la Chaleur”, disponible auprès de
NFPA, 1 Batterymarch Park,PO Box 9101, Quincy, Ma
022690-9101.
6.j. Ne pas utiliser de source de puissance de soudage pour le
dégel des tuyauteries.
Pour des Appareils à
Puissance ÉLECTRIQUE
8.a. Couper l'alimentation d'entrée en utilisant
le disjoncteur à la boîte de fusibles avant
de travailler sur le matériel.
8.b. Installer le matériel conformément au
Code Électrique National des États Unis, à
tous les codes locaux et aux recommandations du fabricant.
8.c. Mettre à la terre le matériel conformément au Code Électrique National des États Unis et aux recommandations du
fabricant.
Janvier ʻ07
Page 5
iv
SÉCURITÉ
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible
de la zone de travail quʼil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dʼautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer
des risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie
du corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du rayonnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debrancher à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ʻ93
Page 6
Merci
vv
dʼavoir choisi un produit de QUALITÉ Lincoln Electric. Nous tenons à ce
que vous soyez fier dʼutiliser ce produit Lincoln Electric ••• tout comme
nous sommes fiers de vous livrer ce produit.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente dʼappareils de soudage de grande qualité, les
pièces de rechange et les appareils de coupage. Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente.
Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur lʼutilisation de nos produits. Nous
répondons à nos clients en nous basant sur la meilleure information que nous possédons sur le moment. Lincoln Electric nʼest pas en
mesure de garantir de tels conseils et nʼassume aucune responsabilité à lʼégard de ces informations ou conseils. Nous dénions expressément toute garantie de quelque sorte quʼelle soit, y compris toute garantie de compatibilité avec lʼobjectif particulier du client, quant à ces
informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la
mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou
conseils ne créé, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et lʼutilisation de produits spécifiques vendus par Lincoln Electric relève uniquement
du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent
les résultats obtenus en appliquant ces types de méthodes de fabrication et dʼexigences de service.
Susceptible dʼêtre Modifié - Autant que nous le sachons, cette information est exacte au moment de lʼimpression. Prière de visiter le site
www.lincolnelectric.com pour la mise à jour de ces info
POLITIQUE DʼASSISTANCE AU CLIENT
Veuillez examiner immédiatement le carton et le matériel
Quand ce matériel est expédié, son titre passe à lʼacheteur dès que le transporteur le reçoit. Par conséquent,
les réclamations pour matériel endommagé au cours du transport doivent êtes faites par lʼacheteur contre la
société de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur lʼidentification du matériel pour pouvoir sʼy reporter ultérieurement. Vous trouverez cette information sur la plaque signalétique de votre machine.
Produit _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de Modèle _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro e code / Code dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Numéro de série _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Date dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Lieu dʼachat _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Chaque fois que vous désirez des pièces de rechange ou des informations sur ce matériel, indiquez toujours
les informations que vous avez inscrites ci-dessus.
Inscription en Ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
• Par fax : Remplissez le formulaire au dos du bon de garantie inclus dans la paquet de documentation qui
accompagne cette machine et envoyez-le en suivant les instructions qui y sont imprimées.
• Pour une inscription en Ligne: Visitez notre
Rapides » et ensuite « Inscription de Produit ». Veuillez remplir le formulaire puis
lʼenvoyer.
Lisez complètement ce Manuel de lʼOpérateur avant dʼessayer dʼutiliser cet appareil. Gardez ce manuel et maintenez-le
à portée de la main pour pouvoir le consultez rapidement. Prêtez une attention toute particulière aux consignes de sécurité
que nous vous fournissons pour votre protection. Le niveau dʼimportance à attacher à chacune dʼelle est expliqué ci-après :
WEB SITE www.lincolnelectric.com. Choisissez lʼoption « Liens
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
ATTENTION
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
Page 7

vi
TABLE DES MATIÈRES
Page
Installation .......................................................................................................Section A
Spécifications Techniques....................................................................................................A-1
Description Générale............................................................................................................A-2
Procédes et Équipements Recommandés ...........................................................................A-2
Acheminement de lʼÉlectrode .......................................................................................A-3
Sélection du Registre de Vitesse de lʼEntraîneur de Fil .......................................................A-3
Réglage du Registre de Vitesse de Contrôle ................................................................A-3
Sélection du Rapport de lʼEntraîneur de Fil de la Série 10 (DH)...................................A-3
Kits de Rouleaux Conducteur dʼAlimentation de Fil .............................................................A-4
Procédure pour lʼInstallation de Rouleaux Conducteurs et de Guide-Fils............................A-4
Installation du Kit de Rouleau Conducteur DH..............................................................A-4
Ensembles de Pistolet et Câbles avec Connexion Normales ..............................................A-4
Pistolets GMAW ...........................................................................................................A-4
Pistolets Innershield .....................................................................................................A-4
Connexion du Câble de Pistolet avec un Raccordement Normale ...............................A-5
Ensembles de Pistolet et Câble avec Connexion Fast-Mate ..............................................A-5
Pistolets GMAW ...........................................................................................................A-5
Connexion du Câble du Pistolet avec un Raccordement Fast-Mate ............................A-5
Connexions Hydrauliques des Entraîneurs à Tête Double de la Série 10
(Pour pistolets refroidis à lʼEau) ...........................................................................................A-5
Entraîneurs à Tête Double de la Série 10.....................................................................A-5
Écran de Gaz Inerte pour GMAW .................................................................................A-6
Régulateur du Protecteur de Gaz .................................................................................A-6
Installation Électrique ...........................................................................................................A-6
Câble dʼEntrée: DH-10 à Commande vers Source de Puissance.................................A-6
Cáble de Travail ............................................................................................................A-7
Installation des Fonctionnalités Optionnelles................................................................A-7, A-8
________________________________________________________________________________
Fonctionnement .................................................................................................Section B
Mesures de Sécurité ............................................................................................................B-1
Facteur de Marche ...............................................................................................................B-1
Réglage de lʼInterrupteur de Contrôle du DH-10 .......................................................B-1 à B-3
Fonctionnement du Clavier et de lʼÉcran dʼAffichage .................................................B-4 à B-6
Contrôle à Distance de la Procédure Double (K1449-5) ......................................................B-7
Chargement des Tambours de Fil........................................................................................B-7
Ajustement de lʼÉlectrode dʼAlimentation et du Frein...........................................................B-8
Réglage de la Pression du Rouleau Conducteur .................................................................B-8
Procédure pour le Réglage de lʼAngle de la Plaque dʼAlimentation .....................................B-9
Réglge du Régulateur du Protecteur de Gaz .......................................................................B-9
Réalisation dʼune Soudure ...................................................................................................B-9
Changement du Tambour deFil..........................................................................................B-10
Interruption de la Détection de la Perte de Tension ...........................................................B-10
Protection contre la Surcharge dʼAlimentation du Fil .........................................................B-10
Protecteur du Fil de Connexion à Terre .............................................................................B-10
Explication des Messages Guides et des Messages dʼErreur ...........................................B-11
________________________________________________________________________________
Accessoires.....................................................................................................Section C
Kits de Rouleaux Conducteurs et Tubes Guides .................................................................C-1
Optionelle .....................................................................................................................C-2, C-3
________________________________________________________________________________
Entretien...........................................................................................................Section D
Mesures de Sécurité ............................................................................................................D-1
Entretien de Routine ............................................................................................................D-1
Éviter les Problèmes dʼAlimentation du Fil...........................................................................D-1
Entretien Périodique.............................................................................................................D-1
Procédure pour Retirer la Plaque dʼAlimentation du Chargeur de Fil ..................................D-1
________________________________________________________________________________
Guide Dépannage............................................................................................Section E
Mesures de Sécurité ............................................................................................................E-1
Guide Dépannage.......................................................................................................E-2 à E-9
Procédure pour le Changement de Tableaux de Circuits ..................................................E-10
________________________________________________________________________________
Diagrammes.....................................................................................................Section F
Câblage..................................................................................................................F-1
Câblage..................................................................................................................F-2
Schéma Dimensionnel...........................................................................................F-3
________________________________________________________________________
Liste de Pièces ...........................................................................................P-539 Series
________________________________________________________________________
vi
Page 8

A-1
INSTALLATION
A-1
SPÉCIFICATIONS TECHNIQUES – DH-10 Unités Complètes ou Commandes & Têtes
Le DH-10 K1499-5 est un ensemble entraîneur de fil à commande et tête double de la série 10
préalablement monté sur une plateforme avec deux montages dʼaxes de 2" de diamètre
extérieur. Voici les spécifications pour les unités :
SECTION DES COMMANDES DES UNITÉS COMPLÈTES
SPEC.# TYPE PUISSANCE DIMENSIONS PHYSIQUES• REGISTRE DE
DʼENTRÉE TEMPÉRATURES
K1499-5 Modéle à Banc 40-42 Vac + 10% 20,50 ” 19,75 ” 31,50 ” 95,0 Lbs +40°C à +40°C à
Hauteur Largeur Profondeur Poids Fonctionnement Entreposage
Commande à Tête Double 6,0 Amps 50/60 Hz (520,7 mm) (501,7 mm) (800,1 mm) (43,1 Kg) -20°C -40°C
• Dévidoir de Fil exclus – Plus de détails concernant les dimensions et le poids dans la Section F de ce manuel.
SPÉCIFICATIONS DE LʼENTRAÎNEUR DE FIL POUR UNITÉS COMPLÈTES*
SPEC.# TYPE RAPPORT VITESSE LENTE RAPPORT VITESSE RAPIDE
Dimensions
DH-10 35-500 IPM 0,025 - 3/32 in. 0,030 - 0,120 in 50 - 750 IPM 0,025 - 1/16 in. 0 030 - 5/64 in.
Vitesse Solide Fourré Vitesse Solide Fourré
Tête Gauche (0,89-12,7 m/m) (0,6 - 2,4 mm) (0,8 - 3,0 mm) (1,25 - 19,0 m/m) (0,6 - 1,6 mm) (0,8 - 2,0 mm)
Taille du Fil Taille du Fil
K1499-5
DH-10 55 - 825 IPM 0,025 - 1/16 in. 0,030 - 5/64 in. 80 - 1250 IPM 0,025 - 0,045 in. 0,030 - 0,045 in.
Tête Droite (1,40 - 21,0 m/m) (0,6 - 1,6 mm) (0,8 - 2,0 mm) (2,00 - 31,8 m/m) (0,6 - 1.2 mm) (0,8 - 1,2 mm)
• Dévidoir de Fil exclus – Plus de détails concernant les dimensions et le poids dans la Section F de ce manuel.
DH-10
Page 9
A-2
INSTALLATION
A-2
DESCRIPTION GÉNÉRALE
Le DH-10 est une ligne modulaire de chargeurs de fil
à 4 rouleaux et deux têtes avec 42 VAC dʼentrée. Une
commande simple avec un préréglage de la procédure double de la vitesse dʼalimentation du fil (en IPM
ou en m/min) et de la tension de lʼarc pour chaque
tête est utilisée avec une seule source de puissance
de soudage CC.
Les modèles de DH-10 possèdent des commandes
qui permettent la sélection par clavier ou à distance
de la tête de lʼentraîneur de fil et de nʼimporte laquelle
des deux procédures préréglées indépendamment
pour chaque tête.
Les unités présentent 4 modes de gâchette de pistolet
qui peuvent être sélectionnés de façon indépendante
pour la procédure de chaque tête : alimentation à
froid, activation de la gâchette en 2 temps et en 4
temps, ainsi que mode de soudage par point.
De même, elles comportent 4 minuteries sélectionnables et pré - réglables pour la procédure de
chaque tête : temps de pré – écoulement, dʼaprès –
écoulement, de reprise de brûlure et de soudage par
point.
Le démarrage dʼarc peut être optimisé pour la procédure de chaque tête avec 5 rapports dʼaccélération de
lʼalimentation du fil à sélectionner, et une commande
indépendante de la procédure de rodage plus lente.
Il existe une touche de purge de gaz ainsi que des
touches de marche avant et marche arrière pour lʼalimentation à froid avec un réglage indépendant de la
vitesse dʼalimentation du fil en marche avant.
Toutes ces fonctionnalités peuvent être sélectionnées
au moyen dʼun clavier sensible au toucher et réglées
indépendamment pour chaque tête en utilisant lʼun
des deux codeurs à bouton tournant ; les niveaux des
réglages sont affichés sur lʼun des deux écrans dʼaffichage à LED numériques.
PROCÉDÉS ET ÉQUIPEMENTS
RECOMMANDÉS
Il est recommandé dʼutiliser le système DH-10 de
Chargeur de Fil avec du fil solide pour les procédés
gaz – métal - arc ou CV Submergé, et avec du fil fourré pour les procédés Outershield, GMAW ou
Innershield.
Le type et la taille du fil pour lʼentraîneur de fil utilisé et
le changement de rapport sélectionné apparaissent
dans les Spécifications.
Les sources de puissance recommandées sont les
sources de puissance à tension constante de Lincoln
Electric Company avec une puissance auxiliaire de 42
VAC et un réceptacle de connecteur à 14 goupilles.
Au moment de lʼimpression de ce manuel, elles comprennent : CV250, CV300-I, CV400-I, CV500-I, DC400, CV-655, Invertec V300-PRO, +V300-I, V350PRO, DC-600, DC650-PRO et DC-655.
Les DC-250, DC-600 (sous le code 10500), DC-1000
et Pulse Power 500 (uniquement en mode CV Sans
Impulsions) peuvent également être utilisées avec le
DH-10 si le Kit Transformateur optionnel K1520-1 de
115V / 42V est utilisé.
LES CHOCS ÉLECTRIQUES
peuvent être mortels.
• Couper la puissance dʼentrée au niveau de
lʼinterrupteur de déconnexion de la source
de puissance avant dʼessayer de brancher la
puissance dʼentrée sur le DH-10 à
Commande.
• Seul le personnel qualifié doit réaliser cette installation.
----------------------------------------------------------------------------------------
Les ensembles DH dʼEntraîneurs de Fil comprennent
deux têtes robustes avec un rapport pouvant être
changé de lʼextérieur et 4 mécanismes entraînés par
rouleau qui se trouvent dans un boîtier de connexion
et de montage à combinaison unique. Des adaptateurs de pistolet sont disponibles pour être utilisés
avec une variété de pistolets de soudage normalisés.
MODÈLES DISPONIBLES:
Le système DH-10 de Chargeur de Fil est disponible
aussi bien en modèles à Banc quʼen modèles à
Flèche.
Les Modèles à Banc consistent en un DH-10 à commande et un ensemble entraîneur de fil DH à deux
têtes, tous deux préalablement montés sur une plateforme avec un montage à deux axes de 2" de
diamètre extérieur (50,8 mm).
DH-10
Page 10

A-3
INSTALLATION
A-3
Acheminement de lʼÉlectrode
Lʼalimentation de lʼélectrode peut se faire depuis des
dévidoirs, des Ready-Reels, des bobines ou bien des
tambours ou dévidoirs emballés en vrac. Prendre les
précautions suivantes :
a) Lʼélectrode doit être acheminée vers lʼunité de lʼen-
traîneur de fil de sorte que les courbures du fil
soient réduites au minimum, mais aussi que la
force requise pour tirer sur le fil et le faire sortir du
dévidoir pour quʼil passe dans lʼunité de lʼentraîneur de fil soit maintenue au minimum.
b) Lʼélectrode se trouve sous tension lorsquʼon
appuie sur la gâchette et elle doit être isolée de la
flèche et de la structure.
c) Si plus dʼune unité dʼalimentation de fil partagent la
même flèche mais pas la même terminale de sortie
de la source de puissance, leurs fils et dévidoirs
doivent être isolés les uns des autres ainsi que de
leur structure de montage.
SÉLECTION DU REGISTRE DE
VITESSE DE LʼENTRAÎNEUR DE FIL
Le registre de vitesse normale et de taille de fil pour
chaque tête dʼentraîneur de fil apparaît dans les
SPÉCIFICATIONS au début de cette section.
Réglage du Registre de Vitesse de Contrôle
Le registre de vitesse est établi pour sʼadapter à
chaque tête dʼentraîneur de fil connectée sur le DH-10
à commande en réglant correctement le code de lʼinterrupteur (S2) sur le panneau de contrôle à lʼintérieur
du boîtier de contrôle. Se reporter au « Réglage des
Interrupteurs DIP » dans la section de FONCTIONNEMENT pour les instructions de réglage.
Sélection du Rapport de lʼEntraîneur de
Fil de la Série 10 (DH)
Les entraîneurs à Tête Double comprennent deux
tailles dʼengrenages extérieurs : un engrenage de 1"
(25,4 mm) de diamètre et un engrenage de 1-1/2"
(38,1 mm) de diamètre. Le petit engrenage fournit le
rapport de registre de vitesse lente et le grand
engrenage donne le rapport de registre de vitesse
rapide, conformément aux SPÉCIFICATIONS se trouvant au début de cette section.
a) Desserrer la vis du collier de serrage au
moyen dʼune clef Allen de 3/16". On peut
accéder à la vis du collier de serrage
depuis le bas de la plaque dʼalimentation.
Il sʼagit de la vis qui est perpendiculaire à
la direction de lʼalimentation.
b) Desserrer la vis de retenue, à laquelle on
peut également accéder depuis le bas du
chargeur, au moyen dʼune clef Allen de
3/16". Continuer à desserrer la vis jusquʼà
ce que la plaque dʼalimentation puisse être
facilement retirée du chargeur de fil.
3) Au moyen dʼune clef Allen de 3/16", desserrer,
mais ne pas retirer, la vis qui se trouve sur la face
inférieure droite de la plaque dʼalimentation.
4) Retirer la vis qui se trouve sur la face gauche de la
plaque dʼalimentation. Si on passe de la vitesse
rapide (grand engrenage) à la vitesse lente (petit
engrenage), aligner lʼorifice inférieur sur la face
gauche de la plaque dʼalimentation avec le filetage
du collier de serrage. Aligner lʼorifice supérieur avec
le filetage afin dʼinstaller le grand engrenage pour
avoir un chargeur à vitesse rapide. Si la plaque dʼalimentation ne tourne pas, empêchant ainsi lʼalignement des orifices, desserrer la vis se trouvant sur la
face droite de la plaque dʼalimentation.
5) Installer lʼengrenage sur lʼarbre de sortie et le fixer
avec une rondelle plate, une rondelle frein et la vis
à tête de Phillips, qui furent retirées auparavant.
6) Serrer la vis sur la face inférieure droite de la
plaque dʼalimentation.
7) Installer lʼengrenage sur lʼarbre de sortie et le fixer
avec une rondelle plate, une rondelle frein et la vis
à tête de Phillips, qui furent retirées auparavant.
8) Remettre en place la plaque dʼalimentation sur le
chargeur de fil, si celle-ci a été retirée au point 2.
9) La plaque dʼalimentation tournera hors de sa position du fait du changement dʼengrenage. Pour réajuster lʼangle de la plaque dʼalimentation :
a) Desserrer la vis du collier de serrage au
moyen dʼune clef Allen de 3/16". On peut
accéder à la vis du collier de serrage
depuis le bas de la plaque dʼalimentation.
Il sʼagit de la vis qui est perpendiculaire à
la direction de lʼalimentation.
La procédure suivante sert à changer le rapport de
lʼentraîneur DH :
1) Tirer sur la Porte à Pression pour lʼouvrir.
2) Retirer la vis à tête Phillips qui retient lʼengrenage
à pignons à changer et retirer lʼengrenage. Si lʼengrenage nʼest pas facile dʼaccès ou sʼil est difficile
à retirer, retirer la plaque dʼalimentation de la boîte
dʼengrenages. Pour retirer la plaque dʼalimentation:
b) Faire tourner la plaque dʼalimentation
jusquʼà lʼangle souhaité et serrer la vis du
collier de serrage.
10) Prendre soin de régler correctement le code de
lʼinterrupteur (S2) sur le tableau de contrôle à lʼintérieur du boîtier de contrôle pour la nouvelle
taille dʼengrenage installée. Se reporter au
« Réglage des Interrupteurs DIP » dans la section de FONCTIONNEMENT pour des instructions de réglage.
DH-10
Page 11
A-4
INSTALLATION
A-4
KITS DE ROULEAUX CONDUCTEURS
DʼALIMENTATION DE FIL
NOTE: Les tailles maximum spécifiées de fils solides et
fourrés pour chaque tête de conducteur de fil et
rapport dʼentraîneur choisi apparaissent dans les
SPÉCIFICATIONS au début de cette section.
Les tailles dʼélectrodes qui peuvent être alimentées
avec chaque rouleau et tube guide sont gravées sur
chaque pièce. Vérifier que le kit comprenne les composants appropriés.
Les Entraîneurs des Séries à Tête Double fonctionnent avec des kits de rouleaux conducteurs à 4
rouleaux, dʼaprès le Tableau C.1 dans la section des
ACCESSOIRES. Pour chaque tête, un kit de rouleau
conducteur à part est nécessaire.
PROCÉDURE POUR LʼINSTALLATION
DE ROULEAUX CONDUCTEURS ET
DE GUIDE-FILS
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de
sortie ou le câblage interne.
• En marche par à-coups avec la gâchette
du pistolet, lʼélectrode et le mécanisme de
traction sont sous tension vers le travail
et vers la masse et ils peuvent rester sous
énergie pendant plusieurs secondes
après que la gâchette du pistolet ait été
relâchée.
• Éteindre la puissance dʼentrée au niveau
de la source de puissance de soudage
avant lʼinstallation ou le changement du
rouleau conducteur et/ou des tubes
guides.
• La source de puissance de soudage doit
être connectée à la terre du système conformément au Code Électrique National
ou à toute loi locale applicable.
• Cette installation ne doit être effectuée
que par le personnel qualifié.
POUR RÉGLER LA PRESSION DU CYLINDRE DʼAPPUI, voir le « Réglage de la Pression du Cylindre
dʼAppui » dans la section de FONCTIONNEMENT.
Respecter toutes les Consignes de Sécurité supplémentaires détaillées tout au long de ce manuel.
------------------------------------------------------------------------
Installation du Kit de Rouleau Conducteur
DH (KP1505 et KP1507)
4) Retirer les rouleaux conducteurs, sʼils sont installés, en tirant tout droit pour les faire sortir de lʼarbre. Retirer le guide intérieur.
5) Insérer le Guide-fil Intérieur, le côté à rainure vers
lʼextérieur, sur les deux boulons dʼajustage dans la
plaque dʼalimentation.
6) Installer chaque rouleau conducteur en le poussant sur lʼarbre jusquʼà ce quʼil bute contre le collet
de butée sur lʼarbre du rouleau conducteur. (Ne
pas dépasser la taille maximum spécifiée pour le fil
de lʼentraîneur de fil).
7) Installer le Guide-fil Extérieur en le faisant glisser
sur les boulons dʼajustement et en le serrant pour
le maintenir en place.
8) Engager les rouleaux conducteurs supérieurs sʼils
se trouvent en position « ouverte » et fermer la
Porte à Pression.
POUR RÉGLER LA PRESSION DU CYLINDRE
DʼAPPUI, voir le « Réglage de la Pression du Cylindre
dʼAppui » dans la section de FONCTIONNEMENT.
ENSEMBLES DE PISTOLET ET
CÂBLES AVEC CONNEXION NORMALE
Les Têtes de lʼEntraîneur de Fil DH requièrent chacune lʼinstallation dʼun Adaptateur de Pistolet K1500.
Voir les « Adaptateurs de Pistolet » dans la section
des ACCESSOIRES.
Note: Lorsquʼon utilise un Fast-Mate K489-9, lʼadaptateur de pistolet nʼest pas nécessaire.
Adaptateur de PISTOLETS GMAW
Pistolet pour
Mécanisme MAGNUM 200,300,400 MAGNUM 550
dʼEntraînement
de Série 10
K1500-1 K466-1 (STD)* K613-1 (STD)
K1500-2 K466-10 (Tweco 4)
K1500-3 ----------------------- K613-7(Tweco 4)
*Kit de Connexion Magnum recommandé pour K679 Synergique 7F.
◊Kit de Connexion Magnum recommandé pour Entraîneurs de Fil
de Série 10.
Pistolets GMAW
Une gamme croissante dʼensembles de pistolets Magnum et
câbles est disponible afin de permettre le soudage avec des
électrodes solides et fourrées en utilisant le procédé GMAW.
Se reporter à la documentation Magnum appropriée pour les
descriptions des pistolets refroidis à lʼair de 200 à 550
ampères et des câbles qui sont disponibles. Les longueurs
des câbles de pistolet vont de 10 ft. (3,0 m) à 25 ft. (7,6 m) et
les électrodes dʼalimentation ont des tailles de 0,025" (0,6
mm) à 3/32" (2,4 mm). Toute la ligne dʼensembles de pistolets Magnum Fast-Mate et câbles peut aussi être utilisée en
installant un kit dʼadaptateur de Fast-Mate K489-10. Voir les «
Ensembles de Pistolet et Câble avec Connexion Fast-Mate »
dans cette section pour de plus amples détails.
◊ ------------------------
◊
1) ÉTEINDRE la source de puissance de soudage.
2) Ouvrir la Porte à Pression en la tirant afin de
découvrir les rouleaux et les guide-fils.
3) Retirer le Guide-fil Extérieur en faisant tourner les
vis de pression moletées afin de le dévisser de la
Plaque dʼAlimentation.
Pistolets Innershield
Les ensembles de pistolet et câble K126 et K115 sont disponibles
afin de permettre de souder avec des électrodes Innershield. Les
longueurs des câbles de pistolet vont de 10 ft. (3,0 m) à 15 ft. (4,5
m). Le K126 à 350 ampères alimente des électrodes de 0,062"
(1,6 mm) à 3/32" (2,4 mm). Le K115 à 450 ampères alimente des
électrodes de 5/64" (2,0 mm) à 3/32" (2,4 mm).
DH-10
Page 12

A-5
Trois ensembles de pistolet avec extracteur de fumée
et câble sont disponibles, le K309 à 250 ampères, le
K206 à 350 ampères et le K289 à 500 ampères. Tous
les câbles de pistolet font 15 ft. (4,5 m) de long. Ces
pistolets alimentent des électrodes de 0,062" (1,6 mm)
à 3/32" (2,4 mm) et requièrent lʼunité à dépression
K184 pour pouvoir être utilisés avec le DH-10.
INSTALLATION
Connexion du Câble de Pistolet avec un
Raccordement Normal
1. Vérifier que les rouleaux conducteurs et les tubes
guides soient appropriés pour la taille et le type de
lʼélectrode utilisée. Si besoin est, les changer conformément aux « Kits de Rouleaux Conducteurs de
Fil » dans cette section.
2. Tirer le câble bien droit. Insérer le connecteur se trouvant sur le câble du conducteur de soudage dans le
bloc conducteur en laiton situé sur le devant de la tête
de lʼentraîneur de fil. Sʼassurer quʼil soit à lʼintérieur sur
toute sa longueur et serrer la bride de serrage
manuelle. Maintenir cette connexion propre et brillante. Brancher la fiche polarisée du câble de contrôle
de la gâchette dans le réceptacle à 5 cavités correspondant sur lʼavant de lʼentraîneur de fil.
3. Pour des Câbles de Pistolet GMA avec accessoire
à gaz séparé (Entraîneur DH fonctionnant avec
Adaptateur de Pistolet K1500-1), raccorder le
tuyau à gaz de 3/16" de diamètre intérieur depuis
lʼunité de lʼentraîneur de fil sur lʼaccessoire barbelé
du câble du pistolet.
ENSEMBLES DE PISTOLET ET CÂBLE
AVEC CONNEXION FAST-MATE
(Requièrent le Kit Adaptateur de Fast-Mate™ K489-10 ou
K489-9 utilisé avec lʼAdaptateur de Pistolet DH K1500-1).
Pistolets GMAW
Une gamme croissante dʼensembles de pistolets
Magnum Fast-Mate™ refroidis à lʼeau et refroidis à
lʼair et de câbles est disponible afin de permettre de
souder avec des électrodes solides et fourrées en utilisant le procédé GMAW. Se reporter à la documentation Magnum appropriée pour les descriptions des pistolets refroidis à lʼair de 200 à 400 ampères et des
câbles disponibles, ainsi que du pistolet Magnum «
Super Cool » refroidi à lʼeau de 450 ampères et son
câble. Les longueurs des câbles de pistolet vont de 10
ft. (3,0 m) à 25 ft. (7,6 m) et la taille des électrodes
dʼalimentation va de 0,025" (0,6 mm) à 5/64" (20 mm).
A-5
*Requiert le tuyau de connexion S14927-8 et un
adaptateur de tuyau S20591.
Raccordement du Câble du Pistolet avec
une Connexion Fast-Mate
1. Vérifier que les rouleaux conducteurs, les tubes
guides du chargeur et le tube guide du connecteur
du pistolet soient appropriés pour la taille de lʼélectrode utilisée. Si besoin est, les changer conformément aux « Kits de Rouleaux Conducteurs de Fil »
dans cette section.
2. Brancher le pistolet sur le connecteur du pistolet
en sʼassurant que toutes les goupilles et le tube de
gaz soient alignés avec les trous appropriés dans
le connecteur. Serrer le pistolet en faisant tourner
la grande vis sur le câble du pistolet dans le sens
des aiguilles dʼune montre.
CONNEXIONS HYDRAULIQUES DES
ENTRAÎNEURS À TÊTE DOUBLE DE LA
SÉRIE 10 (POUR PISTOLETS REFROIDIS
À LʼEAU)
Entraîneurs à Tête Double de la Série 10 :
un Kit de Connexion Hydraulique K590-4 doit être
installé pour chaque pistolet refroidi à lʼeau. (Voir
lʼINSTALLATION et les ACCESSOIRES).
Au moyen dʼaccessoires mâles de connexion rapide,
raccorder les tuyaux à eau sur lʼadmission et la sortie
du liquide de refroidissement sur lʼarrière de lʼentraîneur de fil. Connecter les autres extrémités de ces
tuyaux sur les ports appropriés des unités de
refroidissement à lʼeau.
Dans le cas où les accessoires du conduit dʼeau sur le
pistolet refroidi à lʼeau seraient incompatibles avec les
accessoires femelles de connexion rapide sur lʼavant
de lʼentraîneur de fil, des connexions rapides mâles
(L.E. Pièce No. S19663) sont fournies dans le Kit pour
lʼinstallation sur tuyau de 3/16" (5 mm) de diamètre
intérieur (Il appartient au client de fournir les agrafes
appropriées). Les connecteurs du chargeur scellent
dʼeux-mêmes lorsquʼils sont déconnectés.
Une gamme croissante dʼensembles de pistolets
Magnum X-Tractor et câble apporte une capacité
dʼextraction de fumée pour souder avec des électrodes solides et fourrées en utilisant le procédé
GMAW. Se reporter à la documentation Magnum
appropriée pour les descriptions des pistolets refroidis
à lʼair de 250 à 400 ampères et des câbles
disponibles. Les longueurs des câbles de pistolet vont
de 10 ft. (3,0 m) à 15 ft. (4,5 m) et la taille des électrodes dʼalimentation va de 0,035" (0,9 mm) à 1/16"
(1,6 mm). Ces pistolets doivent être utilisés avec les
unités de dépression K173-1 ou K184*.
DH-10
Page 13

A-6
INSTALLATION
A-6
Écran de Gaz Inerte pour GMAW
AVERTISSEMENT
LE CYLINDRE peut exploser sʼil est
endommagé.
• Tenir le cylindre debout et attaché à
un support.
• Tenir le cylindre éloigné des zones
où il pourrait être endommagé.
• Ne jamais soulever la soudeuse si le cylindre y
est attaché.
• Ne jamais permettre que lʼélectrode de soudage
touche le cylindre.
• Tenir le cylindre éloigné des circuits de
soudage et des autres circuits électriques sous
tension.
LʼACCUMULATION DE GAZ DE PROTECTION peut être dangereuse pour
la santé ou même mortelle.
• Fermer lʼalimentation du gaz de protection lorsquʼon ne lʼutilise pas.
VOIR LA NORME NATIONALE AMÉRICAINE Z-49.1
« SÉCURITÉ POUR LE SOUDAGE ET LA COUPE »
PUBLIÉE PAR LA SOCIÉTÉ AMÉRICAINE DE
SOUDAGE.
------------------------------------------------------------------------
NOTE: La pression de lʼalimentation du gaz doit être
ajustée sur un maximum de 80 psi (5,5 bar).
INSTALLATION ÉLECTRIQUE
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de
sortie ou le câblage interne.
• En marche par à-coups avec la gâchette
du pistolet, lʼélectrode et le mécanisme de
traction sont sous tension vers le travail
et vers la masse et ils peuvent rester sous
énergie pendant plusieurs secondes
après que la gâchette du pistolet ait été
relâchée.
• Éteindre la puissance dʼentrée au niveau
de la source de puissance de soudage
avant lʼinstallation ou le changement du
rouleau conducteur et/ou des tubes
guides.
• La source de puissance de soudage doit
être connectée à la terre du système conformément au Code Électrique National
ou à toute loi locale applicable.
• Cette installation ne doit être effectuée
que par le personnel qualifié.
Respecter toutes les Consignes de Sécurité supplémentaires détaillées tout au long de ce manuel.
CÂBLE DʼENTRÉE : DH-10 À COMMANDE
VERS SOURCE DE PUISSANCE
Le client doit se procurer un cylindre de gaz de protection, un régulateur de pression, une soupape de
contrôle de flux, et un tuyau allant de la soupape de
flux au dispositif dʼadmission de gaz de lʼunité de lʼentraîneur de fil.
Raccorder un tuyau dʼalimentation depuis la sortie de
la soupape de flux du cylindre de gaz vers le dispositif
femelle de gaz inerte de 5/8-18 sur le panneau arrière
de lʼentraîneur de fil ou bien, si elle est utilisée, sur
lʼadmission du régulateur du Protecteur de Gaz. (Voir
plus loin).
Régulateur du Protecteur de Gaz – Le Régulateur
du Protecteur de Gaz est un accessoire en option
(K659–1) sur ces modèles.
Installer la sortie mâle de 5/8-18 du régulateur sur
lʼadmission de gaz femelle de 5/8-18 qi se trouve sur
le panneau arrière de lʼentraîneur de fil. Serrer le dispositif au moyen de la clef de réglage de flux qui se
trouve en haut. Raccorder lʼalimentation de gaz à lʼadmission femelle de 5/8-18 du régulateur en suivant les
instructions ci-dessus.
Ensembles de Câbles Disponibles :
K1501-10 (Uniquement Câble de Contrôle) : câble de
contrôle à 9 conducteurs avec fiche de câble de contrôle à 14 goupilles, sans câble dʼélectrode ; existe en
longueurs de 10 ft. (3 m).
K1797-25 : rallonge de câble de contrôle à 14 conducteurs dʼune longueur de 25" (7,6 m).
K1797-50 : rallonge de câble de contrôle à 14 conducteurs dʼune longueur de 50" (15,24 m).
Avec la puissance dʼentrée débranchée de la
source de puissance, installer le câble dʼentrée
comme suit:
1) Connecter lʼextrémité du câble de contrôle possédant la fiche du câble à 14 goupilles vers le réceptacle correspondant sur la source de puissance.
2) Brancher le fil électrode sur la terminale de sortie
de la source de puissance de la polarité souhaitée.
3) Brancher la fiche à 9 douilles du câble de contrôle
sur le réceptacle correspondant situé sur le bas du
boîtier de contrôle du DH-10.
4) Faire glisser le couvercle du détecteur de courant
de sorte à découvrir la borne du connecteur dʼentrée. Connecter le câble électrode depuis la source
de puissance vers cette borne au moyen de lʼécrou
fourni, puis fermer le couvercle du détecteur de
courant.
DH-10
Page 14
A-7
INSTALLATION
CÂBLE DE TRAVAIL
Connecter un fil de travail suffisamment grand et long
(voir le tableau suivant) entre la terminale de sortie
appropriée sur la source de puissance et le travail.
Vérifier que la connexion vers le travail établisse un
contact électrique métal – métal étroit.
Courant 60%
Facteur de
Marche
400 Amps
500 Amps
600 Amps
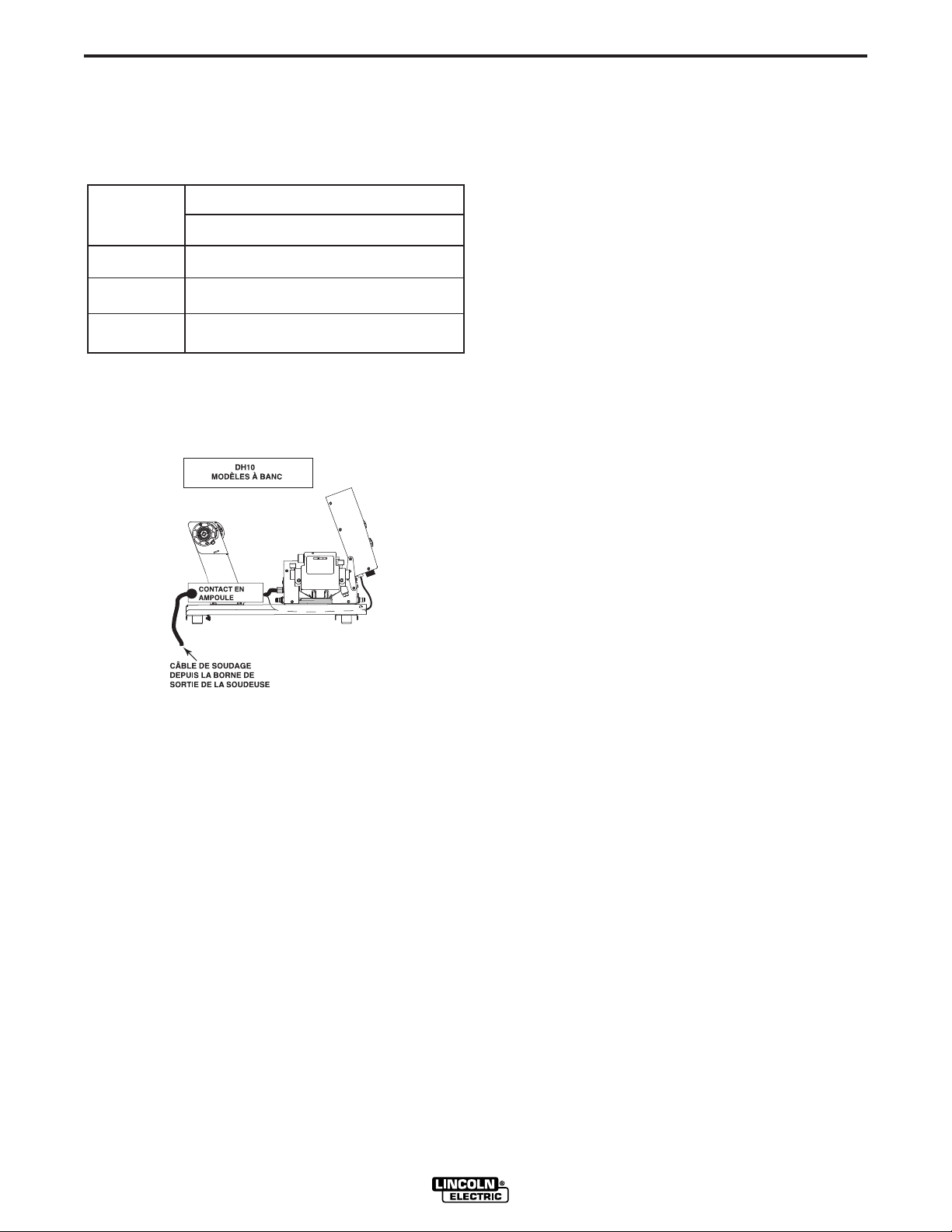
Effectuer les branchements du fil de soudage de la
soudeuse sur le boîtier du contact en ampoule du
chargeur. (Si ces branchements ne sont pas effectués, le démarrage ou le soudage seront de mauvaise qualité).
Taille Câble de Travail en Cuivre, AWG
Jusquʼà 100 ft (30 m) de Long
2/0 (67 mm2)
3/0 (85 mm2)
3/0 (85 mm
2
)
A-7
Adaptateurs de Readi-Reels
K363P Sʼadapte sur les rouleaux dʼélectrode Readi-Reel
Lincoln de 30 lb (14 kg) et de 22 lb (10 kg) sur un axe de
2" (51 mm). Construction durable en une seule pièce en
plastique moulé. Conçu pour un chargement facile ; lʼadaptateur reste sur lʼaxe pour un changement rapide.
K438 Sʼadapte sur les rouleaux dʼélectrode Readi-Reel
Lincoln de 50-60 lb (22,7 – 27,2 kg) sur un axe de 2" (51 mm).
Adaptateurs de Pistolets (Pour Têtes dʼEntraîneur de Fil
de Série 10)
Sʼadapte sur les Têtes de DH-10 pour la connexion du
pistolet souhaité.
K489-9 pour connexions de pistolet Fast-Mate (ou style
européen), y compris les pistolets Fast-Mate à Programme
Double.
K1500-1 Pour connexion de pistolet Innershield Lincoln
normal ou avec pistolets Fast-Mate™ avec Kit Adaptateur
de Fast-Mate K489-2. Également pour Magnum
200/300/400 avec kit de Connexion K466-1 ou Magnum
550 avec K613-1.
K1500-2 Pour pistolet Magnum 200/300/400 avec Kit de
Connexion K466-10. (Également Tweco 4).
K1500-3 Pour pistolet Magnum 550 avec Kit de Connexion
K613-7. (Également Tweco 5).
K1500-4 (Connexion Miller) Pour tout pistolet ayant une
connexion Miller de style nouveau. Installer les adaptateurs de pistolet conformément aux instructions livrées
avec lʼunité.
INSTALLATION DES FONCTIONNALITÉS
OPTIONNELLES
K1501-10, K1797-25 et K1797-50 Ensembles de
Câbles dʼEntrée.
Voir lʼ« Installation Électrique » pour les instructions.
K1520-2 Kit de Transformateur de 115V/42V. Requis pour
utiliser le DH-10 avec des Sources de Puissance Lincoln
sans auxiliaire de 42 VAC et un réceptacle de connecteur à
14 goupilles. Ces sources de puissance comprennent les
machines DC-250, DC-600, DC-1000 et Pulse Power 500.
Peut aussi être utilisé avec des modèles DC-400 plus
anciens. Se monte sur la source de puissance conformément aux instructions dʼinstallation comprises avec le kit.
Adaptateur de Rouleau
K1504-1
lb (22,7 – 27,2 kg) sur des axes de 2" (51 mm) de diamètre
extérieur.
K435 Permet le montage de rouleaux Innershield de 14 lb
(6 kg) sur des axes de 2" (51 mm) de diamètre extérieur.
K468 Permet le montage de bobines de 8" (203 mm) de
diamètre extérieur sur des axes de 2" (51 mm) de diamètre
extérieur.
PPermet le montage de rouleaux de 50 lb à 60
Options dʼInterrupteurs à Procédure Double
K683-1 Interrupteur à Procédure Double (Un par pistolet) –
Requiert lʼadaptateur K686-2 pour le DH-10. Le kit comprend lʼinterrupteur du pistolet et les pièces de montage
pour pistolets Lincoln Innershield et Magnum avec un
câble de contrôle de 15 ft. (4,5 m) et une fiche à 3
goupilles. LʼAdaptateur K686-2 permet de brancher la fiche
à 3 goupilles et la fiche à 5 goupilles de la gâchette du pistolet sur le réceptacle à Procédure Double / Gâchette à 5
goupilles du DH-10.
Brancher la fiche à 5 goupilles de lʼAdaptateur K686-2 sur
le réceptacle à Procédure Double / Gâchette à 5 douilles
du Chargeur de Fil DH-10.
La fiche à 3 goupilles de lʼinterrupteur à Procédure Double
K683-1 se branche sur le réceptacle à 3 douilles de
lʼAdaptateur, et la fiche à 5 goupilles du pistolet de
soudage se branche sur le réceptacle à 5 douilles de
lʼAdaptateur.
K683-3 Interrupteur à Procédure Double (Un par pistolet) –
Le kit comprend lʼinterrupteur du pistolet et les pièces de
montage pour pistolets Lincoln Innershield et Magnum avec
un câble de contrôle de 15 ft. (4,5 m) et une fiche à 5
goupilles avec deux fils à brancher sur la gâchette du pistolet.
Brancher la fiche à 5 goupilles de lʼInterrupteur à
Procédure Double K683-3 sur le réceptacle à Procédure
Double / Gâchette à 5 douilles du Chargeur de Fil DH-10.
Le cordon de la fiche à deux fils qui sort de la fiche à 5
goupilles de lʼInterrupteur à Procédure Double se branche
sur les deux fils de la gâchette du pistolet de soudage conformément aux instructions livrées avec le kit.
Utilisation de la Procédure avec Pistolets Fast-Mate
Il existe un certain nombre dʼoptions différentes disponibles
pour utiliser une procédure double avec des pistolets FastMate. Ces configurations sont décrites ci-après ainsi que
lʼéquipement supplémentaire requis.
DH-10
Page 15
A-8
INSTALLATION
A-8
Utilisation du Programme Double avec Pistolets
Fast-Mate sur Chargeur de la Série -10
Configuration 1
K489-9 Adaptateur pour Fast-Mate
Programme Double
K575-* Pistolet Magnum 400 DS/FM
(ou pistolet DS/FM de la concurrence)
Configuration 2
K489-9 Adaptateur pour Fast-Mate
Programme Double
K683-1 Interrupteur (à 3 goupilles) de
Procédure Double
K686-2 Adaptateur “Y” (3 goupilles +5 goupilles
vers 5 goupilles)
* Pistolet Fast-Mate non DS (Magnum 450WC, Magnum 200,
Magnum 300, Magnum 400 et autres).
K590-6 Kit de Connexion Hydraulique (Uniquement
pour Entraîneur DH). Installer conformément aux
instructions livrées avec le kit. Utiliser un kit par pistolet.
K659-1 Régulateur de Protection du Gaz (Un par pistolet). Régulateur de flux ajustable avec une clef dʼajusteur amovible pour gaz CO2 et mélange dʼArgon.
Se monte sur lʼadmission du chargeur et diminue le
gaspillage de gaz et le « soufflement » du démarrage
de lʼarc en réduisant la surpression causée par la
pression excessive dans le tuyau dʼalimentation.
K1558-1 Module dʼInterface dʼInterrupteur à Distance.
Peut être utilisé avec le DH-10 en utilisant également
un Tableau de Contrôle G3041-2 (ou supérieur).
Le module fournit la connexion à lʼinterface usager
dʼun interrupteur externe (interrupteur de flux, etc.) qui
doit être fermé pour permettre lʼopération de soudage
du chargeur. Le module fournit également le raccordement à lʼinterface des équipements externes
(extracteur de fumée, etc.) sur les contacts du relais
isolé du module qui agissent lorsque le solénoïde à
gaz de soudage du chargeur est activé (représentant
lʼopération de soudage en cours).
Lorsquʼil est utilisé avec le DH-10, le module fournit
ces branchements pour les fonctions dʼinterrupteur
dʼentrée et de sortie de façon indépendante pour le
fonctionnement de chaque tête.
Ce module est nécessaire lorsque le kit de détection
de débit dʼeau K1536-1 est utilisé avec le DH-10.
Installer la sortie mâle de 5/8-18 du régulateur sur une
ou sur les deux admissions femelles de gaz sur le
panneau arrière de lʼentraîneur de fil. Fixer lʼaccessoire avec la clef de lʼajusteur de flux en haut.
Raccorder lʼalimentation de gaz à lʼadmission femelle
de 5/8-18 du régulateur conformément à lʼÉcran de
Gaz Inerte pour GMAW (Section dʼInstallation).
K1449-5 Contrôle à Distance pour Procédure Double.
Permet de contrôler à distance la Vitesse
dʼAlimentation du Fil et la Tension au moyen du
codeur à bouton tournant ainsi que dʼun interrupteur
de sélection de procédure double, lorsquʼune télécommande est connectée et que lʼoption « À DISTANCE »
(« REMOTE ») est sélectionnée par la touche de
Procédure du DH-10. La lumière de procédure A ou B
du DH-10 sera allumée également pour indiquer la
procédure sélectionnée par la télécommande.
La fiche à 4 goupilles de la télécommande se branche
sur le réceptacle correspondant sur le bas du boîtier
de Contrôle du DH-10. Une seule télécommande est
utilisée avec une commande de DH-10.
Le câble de Rallonge K1450-« L » peut être utilisé
pour rallonger le câble de 16 ft (5 m) fixé sur le contrôle à distance. Les longueurs « L » sont disponibles
pour sʼadapter à la Longueur du câble de lʼentraîneur
de fil du montage commande à flèche utilisé.
DH-10
Page 16

B-1
FONCTIONNEMENT
B-1
MESURES DE SÉCURITÉ
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Ne pas toucher les pièces sous tension
électrique telles que les terminales de sortie
ou le câblage interne.
• En marche par à-coups avec la gâchette du
pistolet, lʼélectrode et le mécanisme de traction sont sous tension vers le travail et vers
la masse et ils peuvent rester sous énergie
pendant plusieurs secondes après que la
gâchette du pistolet ait été relâchée.
• Éteindre la puissance dʼentrée au niveau de
la source de puissance de soudage avant
lʼinstallation ou le changement du rouleau
conducteur et/ou des tubes guides.
• La source de puissance de soudage doit
être connectée à la terre du système conformément au Code Électrique National ou
toute loi local applicable.
• Cette installation ne doit être effectuée que
par le personnel qualifié.
Respecter toutes les Consignes de Sécurité supplémentaires détaillées tout au long de ce manuel.
FACTEUR DE MARCHE
Les modèles DH-10 ont un facteur de marche de
60%* pour un courant maximum de 600 amps.
* Sur la base dʼune période de 10 minutes (6 minutes allumé et 6 minutes
éteint).
RÉGLAGE DE LʼINTERRUPTEUR
DE CONTRÔLE DU DH-10
Réglage des Interrupteurs DIP
Chaque interrupteur DIP est étiqueté dʼune flèche portant la mention « ALLUMÉ » qui indique la position
allumée pour chacun des 8 interrupteurs individuels
sur chaque interrupteur DIP (S1 et S2). Les fonctions
de ces interrupteurs sont aussi étiquetées et réglées
tel que décrit ci-dessous :
Source de
Puissance
ON
12 3 456 7 8
S1
M 4
Sécurité
S1
HEAD 1
ON
12 3 456 7 8
S2
HEAD 2
S2
Sélection de la Tête de lʼEntraîneur de Fil
La Commande du DH-10 est mise au point pour une
vitesse dʼalimentation du fil pré-établie appropriée en
réglant les interrupteurs DIP S2 (1 à 4) pour la Tête 1
(tête de gauche) et les interrupteurs DIP (5 à 8) pour
la Tête 2 (tête de droite) de façon correcte dʼaprès les
exemples suivants pour la spécification de la tête et la
sélection de lʼengrenage externe de lʼentraîneur du
DH utilisés.
NOTE : Régler les 4 interrupteurs appropriés étiquetés pour la Tête 1 (Tête de Gauche) ou la Tête 2
(Tête de Droite) de la façon qui convient le mieux à
lʼutilisation de cette Tête.
Pour K1499-5 (DH-10 à Banc) avec Rapport de
Vitesse Faible de 35-500 IPM (0,89 – 12,7 m/m)
pour la Tête Gauche et de 55-825 IPM (1,40-21,0
m/m) pour la Tête Droite, régler lʼInterrupteur DIP S2
de la manière suivante:
TÊTE 1
ON
12 3 456 7 8
TÊTE 2
S2
Le réglage initial de la commande du DH-10 pour les
composants du système utilisés et pour les
préférences générales de lʼopérateur se fait au moyen
dʼun couple dʼinterrupteurs DIP à 8 pôles qui se trouvent à lʼintérieur du boîtier de contrôle du DH-10.
Accès au Réglage des Interrupteurs DIP
1) Couper la puissance dʼentrée vers la commande
du DH-10 en éteignant la puissance au niveau de
la source de puissance de soudage sur laquelle il
est branché.
2) Retirer les deux vis se trouvant au-dessus de la
porte du boîtier de contrôle du DH-10 et faire
osciller la porte vers le bas pour lʼouvrir.
3) Repérer les deux interrupteurs DIP à 8 pôles, qui
sont étiquetés S1 et S2, près du coin supérieur
gauche du Tableau de Circuits Imprimés de la
Commande du DH-10.
4) Les réglages des interrupteurs ne sont programmés que durant la restauration de la mise sous
tension dʼentrée.
S2
Pour K1499-5 (DH-10 à Banc) avec Rapport de
Vitesse Rapide de 50-750 IPM (1,25 – 19,0 m/m)
pour la Tête Gauche et de 80-1250 IPM (2,00-31,8
m/m) pour la Tête Droite, régler lʼInterrupteur DIP S2
de la manière suivante: (réglage dʼusine initial)
TÊTE 1
ON
12 3 456 7 8
S2
TÊTE 2
S2
DH-10
Page 17

B-2
FONCTIONNEMENT
B-2
Sélection de la Source de Puissance de
Soudage
La Commande du DH-10 est mise au point pour un contrôle de la
tension de soudage pré-établie approprié en réglant les interrupteurs
DIP S1 (1 à 4) de façon correcte conformément aux informations cidessous pour la source de puissance de soudage utilisée.
CV-250/CV 300-I:
CV-300/CV 400-I:
CV-400/CV 500-I:
CV-655 / DC-655:(réglage dʼusine initial)
DC-250:
DC-400:
DC-600:
DC-650 PRO:
DC-1000:
Pulse Power 500:
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
S1
Sources de
Puissance
ON
12 3 456 7 8
Limites
M 4
S
M 4
S
S
S
S
S
S
S
S
S
M 4
M 4
M 4
M 4
M 4
M 4
M 4
M 4
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
Limites
S1
V300 PRO:
Sources de
Puissance
ON
12 3 456 7 8
S1
S
Limites
M 4
S1
V350 PRO and V450-PRO
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
Réglage de lʼinterrupteur DIP pour la sélection de la
source de puissance « Autre : Source de Puissance
Indépendante » :
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
Régler tous les interrupteurs DIP sur la position
éteinte, tel quʼillustré, pour toutes les autres sources
de puissance qui peuvent être commandées par un
circuit de potentiomètre de 10KΩ .
Le DH-10 est conçu pour fonctionner avec les sources
de puissance Lincoln Electric suivantes : CV250,
CV300-I, CV300, CV400-I, CV400, CV500-I, CV655,
DC250, DC400, DC600, DC650 PRO, DC1000, Pulse
Power 500 (uniquement modes CV sans impulsions),
V300 PRO, V350 PRO, et DC655. Pour utiliser le DH10 avec dʼautres sources de puissance, on peut utiliser le réglage de lʼinterrupteur DIP pour la sélection de
la source de puissance « Autre : Source de Puissance
Indépendante » (interrupteurs S1 1 à 4 en position
ÉTEINTE). Toutes les fonctionnalités du DH-10
opèrent tel quʼil est décrit ailleurs dans ce manuel,
exception faite des différences suivantes :
1. Au lieu dʼafficher une valeur pré-établie en volts,
lʼécran supérieur affiche un nombre de « 0,00 » à «
10,00 » par augmentations de « 0,02 ». Ce nombre
peut être utilisé pour établir la « tension » de
rodage ainsi que la « tension de soudage préétablie ». Lorsque la gâchette est fermée ou pendant le soudage, lʼécran supérieur affiche la tension réelle de lʼarc. La tension affichée pendant le
soudage peut être utilisée pour déterminer la tension de lʼarc attendue pour le réglage dʼun nombre
donné. Lʼaffichage de la tension réelle de lʼarc clignote pendant 5 secondes après la fin dʼune
soudure.
2. Sʼil y a perte de la tension de lʼarc, lʼalimentation
du fil ne cesse PAS. La fonctionnalité de Coupure
de la Détection de la Perte de Tension est inhabilitée afin de permettre lʼutilisation du DH-10 avec
des branchements de source de puissance qui ne
reconnectent pas la tension du travail sur le DH-10
au travers du câble de puissance dʼentrée. La tension réelle de soudage pendant le soudage ne sʼaffiche PAS correctement sur lʼécran supérieur si la
tension du travail nʼest pas disponible pour le DH10 au travers du câble de puissance dʼentrée.
S1
DH-10
Page 18

B-3
FONCTIONNEMENT
B-3
Sélection de lʼAffichage de la Vitesse
dʼAlimentation du Fil en Système
Métrique / Anglais
La Commande du DH-10 est mise au point pour un affichage
de la Vitesse dʼAlimentation du Fil en unités du Système
Métrique (m/min.) ou en unités du Système Anglais (IPM) en
réglant ainsi lʼInterrupteur DIP S1 6 (étiqueté « M ») :
Interrupteur S1 6 ÉTEINT (« OFF ») = IPM (tel quʼil est livré)
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
Interrupteur S1 6 ALLUMÉ (« ON ») = m/min
Sources de
Puissance
ON
12 3 456 7 8
S1
S
Limites
M 4
S1
Sélection de lʼOpération du Mode Gâchette
en 4 Temps
La Commande du DH-10 est mise au point pour une
opération du mode de Gâchette en 4 Temps avec ou
sans verrouillage du courant de soudage en réglant
lʼinterrupteur DIP S1 7 (étiqueté 4).
Lorsque le mode de Gâchette en 4 Temps est sélectionné sur le clavier du DH-10 (voir le Fonctionnement
du Clavier et de lʼÉcran dʼAffichage dans cette section), le réglage de lʼinterrupteur DIP S1 détermine
lʼopération de la gâchette en 4 temps :
Interrupteur S1 7 ALLUMÉ (« ON ») = opération en
4 Temps sans verrouillage de courant :
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
1) La fermeture de la Gâchette fait démarrer la circulation du gaz.
2) Lʼouverture de la Gâchette fait démarrer le temps
de pré - écoulement du gaz suivi par la vitesse de
Rodage et de la tension dʼamorçage jusquʼà ce
que lʼamorçage de lʼarc commence à souder. (La
Gâchette est relâchée avant lʼamorçage de lʼarc,
mais une fois quʼil est établi, lʼinterruption de lʼarc
provoque lʼarrêt du chargeur).
3) Refermer la Gâchette fait cesser lʼalimentation du
fil et démarrer le temps de reprise de brûlure, puis
le temps dʼaprès – écoulement du gaz.
4) La réouverture de la Gâchette fait cesser la circulation du gaz si, ou quand, le temps dʼaprès –
écoulement est terminé.
Sélection du Mode de Sécurité
La Commande du DH-10 est mise au point pour le
Mode de Sécurité (Voir les « Modes de Sécurité »
dans cette section) en réglant ainsi lʼinterrupteur DIP
S1 5 (étiqueté « S ») :
Interrupteur S1 5 ALLUMÉ (« ON ») = Mode de
Sécurité ALLUMÉ
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
Interrupteur S1 7 ÉTEINT (« OFF ») = opération en 4
temps avec verrouillage du courant : (tel quʼil est livré)
Sources de
Puissance
ON
12 3 456 7 8
S1
M 4
S
Limites
S1
1) La fermeture de la Gâchette fait démarrer le temps
de pré - écoulement du gaz suivi par la vitesse de
Rodage et de la tension dʼamorçage jusquʼà ce que
lʼamorçage de lʼarc commence à souder.
2) Lʼouverture de la Gâchette après que lʼarc de
soudage soit établi permet de continuer à souder
avec le verrouillage du courant de soudage.
(Lʼinterruption de lʼarc provoque lʼarrêt du chargeur).
3) Refermer la Gâchette permet de continuer à souder mais coupe la fonction de verrouillage du
courant.
4) La réouverture de la Gâchette fait cesser lʼalimentation du fil et démarrer le temps de reprise de
brûlure, puis le temps dʼaprès – écoulement du
gaz.
Interrupteur S1 5 ÉTEINT (« OFF ») = Mode de
Sécurité ÉTEINT (tel quʼil est livré)
Sources de
Puissance
ON
12 3 456 7 8
S1
S
Limites
M 4
S1
DH-10
Page 19

B-4
FONCTIONNEMENT
B-4
FONCTIONNEMENT DU CLAVIER
ET DE LʼÉCRAN DʼAFFICHAGE
Description du Clavier et de lʼÉcran
dʼAffichage
Clavier - À 8 touches, de type membrane à sensation
tactile immédiate et dômes bosselés. Conception
avec vie de longue durée. Surface résistante aux
éclaboussures.
Écrans dʼAffichage – Deux écrans dʼaffichage
numériques à LEDs avec des caractères de 0,56"
(14,2 mm) de haut. Lʼécran supérieur (3-1/2 chiffres)
affiche la tension de lʼarc Pré-établie et Réelle (pendant le soudage) en volts avec indicateurs de polarité
(+) ou (-), et il affiche aussi toutes les minuteries en
secondes. Lʼécran inférieur (4 chiffres) affiche la
vitesse dʼalimentation du fil pré-établie en IPM, ou en
m/m, et la sélection de lʼaccélération.
Lumières Indicatrices – LEDs rouges très brillants
pour être vus sous pratiquement nʼimporte quel angle.
Indique toujours le chargeur et la procédure sélectionnés, le mode de gâchette utilisé et la fonction ou la
minuterie affichés.
Codeurs Tournants – Le bouton contrôle lʼaugmentation ou la diminution des réglages des volts et de la
vitesse dʼalimentation du fil. (Initialement réglé en
usine sur le minimum). De façon alternative, le codeur
supérieur ajuste les réglages de la minuterie et le
codeur inférieur sélectionne les réglages lorsquʼils
sont choisis pour afficher ces paramètres.
de Rodage et de Soudage, les minuteries et lʼaccélération, sont automatiquement sauvegardés pour
chaque chargeur lorsque la puissance est coupée.
Aucune batterie nʼest nécessaire pour cette fonctionnalité et, lorsque la puissance est rétablie, elle
ramène automatiquement tous les réglages à lʼétat
dans lequel ils se trouvaient au moment de la coupure
de la puissance. Lʼopérateur peut refrapper un ou tous
ces réglages après le rappel de la mise sous tension.
Touches dʼOpération
1
FEEDER
A
REMOTE
PROCEDURE
née, la lumière de sélection de procédure est commandée par le branchement dʼun interrupteur de pistolet à Procédure Double optionnel (K683-1, -3) ou
dʼune Télécommande à Procédure Double (K1449-1).
COLD FEED
FORWARD
vitesse dʼalimentation à Froid en Marche Avant est
réglée en usine sur 200 IPM, mais elle peut être
ajustée grâce au bouton du codeur de la WFS et
affichée sur lʼécran de la WFS (« Cld » apparaît sur
lʼécran de la Tension) en appuyant simplement sur
lʼalimentation à Froid en Marche Avant, et la dernière
vitesse réglée est gardée en mémoire pour lʼalimentation à froid suivante, à moins quʼelle ne change pour
le mode de gâchette dʼAlimentation à Froid (voir la
section suivante). LʼAlimentation à Froid en Marche
Arrière rétracte le fil à une vitesse fixe de 80 IPM qui
ne peut pas être ajustée.
GAS PURGE
Lumières du Chargeur - Elles
2
indiquent la tête dʼalimentation du fil
sélectionnée pour les réglages des
fonctions de procédure, mode, minuterie et alimentation à froid. Le chargeur
peut être sélectionné en appuyant sur
la touche de sélection du Chargeur ou
bien par la dernière gâchette du pistolet
du chargeur ayant été fermée.
Lumières de Procédure - Elles
B
indiquent la Procédure (A ou B) sélectionnée pour le chargeur choisi. Les
procédures A et B pour le Chargeur 1
se règlent indépendamment des procédures A et B pour le Chargeur 2. La
touche de sélection de Procédure permet de sélectionner A ou B ou, si la
Lumière À DISTANCE est sélection-
COLD FEED
REVERSE
Touches dʼAlimentation à
Froid - Elles placent le
chargeur de fil sous énergie
mais pas la source de puissance ni la soupape du
solénoïde de gaz. La
Touche de Purge de Gaz - elle place la
soupape du solénoïde de gaz sous
énergie mais pas le chargeur de fil ni la
source de puissance.
Protection contre la Mise Hors Tension
La puissance du DH-10 est fournie et commandée
depuis la source de puissance. Le DH-10 détecte
automatiquement la perte de puissance lorsque la
source de puissance est éteinte. Les réglages de
procédure double, y compris le mode gâchette, la
vitesse dʼalimentation à froid, la vitesse et la tension
DH-10
Page 20

B-5
TIMER
FONCTIONNEMENT
B-5
Sélection du Mode Gâchette
COLD FEED
2-STEP STD
4-STEP LOCK
SPOT
appuie sur la touche, les lumières de mode démarrent
une séquence (de haut en bas) en commençant par la
sélection indiquée à ce moment.
Lumière du Haut – Indique que la gâchette du pistolet
a été sélectionnée pour réaliser la fonction
dʼAlimentation à Froid en Marche Avant exactement
de la même manière que la touche dʼAlimentation à
Froid en Marche Avant (Voir les Touches dʼOpération
– Touches dʼAlimentation à Froid) avec le même
réglage de vitesse ajustable gardé en mémoire, et «
Cld » indiqué sur lʼécran dʼaffichage de la Tension.
Deuxième Lumière – indique le mode de gâchette en
2 temps (standard).
1. La fermeture de la gâchette place la soupape
du solénoïde sous énergie, puis le chargeur de
fil et la source de puissance, après le temps de
Pré – Écoulement.
2. Lorsquʼon relâche la gâchette, le chargeur de
fil sʼéteint, puis la source de puissance, après
le temps de reprise de brûlure, et enfin la
soupape du solénoïde de gaz, après le temps
dʼAprès – Écoulement.
Touche de Sélection du
Mode Gâchette - Permet
TRIGGER
à lʼopérateur de choisir le
mode de fonctionnement
marqué par les lumières
indicatrices. Lorsquʼon
Touches de Commande de lʼÉcran
dʼAffichage
Touches de Sélection de la Minuterie
- Elles permettent à lʼopérateur de
choisir les minuteries de reprise de
brûlure, soudage par point ou gaz,
comme lʼindique la lumière appropriée. Lorsquʼon
appuie sur la touche, les lumières de mode démarrent
une séquence (de haut en bas, puis toutes éteintes)
en commençant par la sélection indiquée à ce
moment.
Lorsquʼune minuterie est sélectionnée, lʼécran de la
Tension affiche le réglage du temps en secondes, tel
que lʼindique « SEC » affiché sur lʼécran de la vitesse.
Les temps sont réglés grâce au bouton du codeur de
Tension.
Lumière du Haut – Indique que le
RE
T
R
T
Deuxième Lumière – Indique que le temps de
soudage par point est affiché, et quʼil est réglable de
0,0 (tel quʼil est livré) à 199,9 secondes.
temps de Pré – Écoulement est
affiché, et quʼil est réglable de 0,00
à 2,5 secondes (livré sur 0,2 secondes). Cʼest le temps durant lequel
le gaz de protection circule avant
que le chargeur de fil et la source
de puissance ne soient activés.
Troisième Lumière – Indique le mode de gâchette en
4 temps (verrouillage). Ce mode peut être sélectionné
pour inclure ou exclure le verrouillage du courant de
soudage. (Voir la « Sélection de lʼOpération du Mode
de Gâchette en 4 Temps » dans cette section pour le
Fonctionnement du Mode de Gâchette en 4 Temps).
Lumière du Bas – Indique le Mode de Soudage par
Point, qui ne sʼallume que si un temps de soudage par
point est réglé (Voir les « Touches de Commande de
lʼÉcran dʼAffichage » dans cette section). Si le réglage
se trouve sur 0,00 seconde, la sélection de la lumière
de mode de soudage par point sera sautée. La fermeture de la gâchette place la soupape du solénoïde de
gaz sous énergie, puis le chargeur de fil et la source
de puissance. La minuterie de soudage par point
commence lorsque le courant circule. Le chargeur de
fil et la source de puissance puis la soupape du
solénoïde sʼéteignent tous lorsque le soudage par
point sur la minuterie sʼarrête, même si la gâchette est
ouverte ou encore fermée. Les temps de Pré –
Écoulement / Après – Écoulement et Reprise de
Brûlure sont également fonctionnels en mode de
soudage par point. (Voir les « Touches de Commande
de lʼÉcran dʼAffichage » dans cette section).
Troisième Lumière – Indique que le temps de reprise
de brûlure est affiché, et quʼil est réglable de 0,00 (tel
quʼil est livré) à 0,25 secondes. Cʼest le temps de
retard de la puissance de lʼarc au moment où la
soudure cesse, et il devrait être réglé sur le temps le
plus bas requis pour empêcher le fil de se coller dans
la soudure.
Lumière du Bas – Indique que le temps dʼaprès –
écoulement est affiché, et quʼil est réglable de 0,0 à
10,0 secondes (livré sur 0,5 secondes).
Cʼest le temps durant lequel le gaz de protection circule après que le chargeur de fil et la source de puissance aient été désactivés.
Si lʼon appuie à nouveau sur la Touche de Sélection
de la Minuterie ou si lʼon ferme la gâchette du pistolet,
toutes les lumières de minuterie sʼéteignent, indiquant
que la Tension de Soudage et la Vitesse
dʼAlimentation du Fil sont à nouveau affichées et
réglées par le bouton du codeur approprié.
DH-10
Page 21

B-6
COMMANDE
EDE A
COMMANDE
O
FONCTIONNEMENT
B-6
Touche de Sélection de Commande -
Elle permet à lʼopérateur de choisir la procédure de Rodage comme lʼindique la lumière
qui sʼallume. Lorsque la lumière est allumée,
les réglages de la Tension et de la Vitesse
Une fois que la procédure de Soudage est réglée, la procédure
de Rodage doit être réglée aussi afin dʼoptimiser le démarrage
de lʼarc.
Rodage ne peut pas dépasser celui de la vitesse de Soudage.
Un réglage de la vitesse de Rodage sur 100 IPM ou moins est
recommandé pour un démarrage optimal. Le réglage dʼusine se
trouve près de la vitesse minimum spécifiée.
Si le réglage se trouve en dessous de la vitesse minimum spécifiée, « --- » apparaît sur lʼécran de la WFS, indiquant que la
vitesse de Rodage est réglée pour correspondre au réglage de
la vitesse de soudage.
La tension de Rodage (amorçage) peut être réglée au-dessus
ou en dessous du réglage de la tension de Soudage jusquʼà un
maximum de 60 V. Si elle est réglée en dessous dʼun minimum
de 10 V, lʼécran de la tension de Rodage (amorçage) affiche « -
-- », indiquant que la Tension de Rodage est réglée pour correspondre au réglage de la tension de Soudage. De même, la différence entre les réglages de tension de Rodage et de tension
de Soudage est maintenue automatiquement si le réglage de la
tension de soudage est modifié, de sorte que le bouton du
codeur de la tension de Rodage nʼa pas besoin de changer
pour suivre le réglage de la tension de Soudage.
Lorsque la gâchette est fermée (et que le temps de pré –
écoulement est terminé), le fil est alimenté à la vitesse et aux
volts de Rodage jusquʼà ce que lʼarc de soudage soit amorcé,
ce qui fait changer la vitesse et les volts dʼalimentation sur les
réglages du Soudage.
Si lʼarc nʼest pas amorcé au bout dʼenviron 2 secondes, la
vitesse de Rodage change automatiquement pour la vitesse de
Soudage afin de permettre une alimentation « à Chaud » sur
un réglage de vitesse supérieur pour charger le fil.
Si lʼon appuie à nouveau sur la touche de commande ou si lʼon
ferme la gâchette du pistolet, la lumière sʼéteint, indiquant que
les réglages et les écrans dʼaffichage du bouton sont repassés
à la Tension de Soudage et à la Vitesse dʼAlimentation du Fil.
dʼAlimentation du Fil de Rodage sont affichés.
Le bouton du codeur de la vitesse peut
NN
ajuster la vitesse de rodage entre la
vitesse minimum spécifiée et jusquʼau
réglage de la vitesse de Soudage de la
procédure. Le réglage de la vitesse de
Voltmètre de « Mémoire » Numérique
Sélection de lʼAccélération
Afin de fournir un démarrage optimal de
plusieurs procédés et procédures, lʼaccélération de lʼalimentation du fil du DH-10 peut être
réglée sur 5 niveaux, de 1 à 5, pour chaque
chargeur et procédure. 1 représente lʼaccélération la plus lente et 5 la plus rapide.
Pour changer lʼaccélération, maintenir la
touche de Purge de Gaz fermée puis appuyer sur la touche de
Commande. Lʼécran du haut (Tension) affiche « Acc », indiquant que le réglage de lʼaccélération, de 1 à 5, est affiché sur
lʼécran du bas (Vitesse). Utiliser le bouton du codeur de vitesse
pour changer le réglage de 1 à 5.
Pour quitter cette fonction, et enregistrer le réglage de lʼaccélération dans la mémoire de la procédure, appuyer à nouveau sur les deux touches ou fermer la gâchette.
REGLAGE DE LʼINTERRUPTEUR DIP POUR LA
SÉLECTION DE LA SOURCE DE PUISSANCE
« AUTRE: SOURCE DE PUISSANCE INDÉPENDANTE »
Le DH-10 est conçu pour fonctionner avec les sources de
puissance Lincoln Electric suivantes : CV250, CV300I,
CV300, CV400-I, CV400, CV500-I, CV655, DC250, DC400,
DC600, DC650 PRO, DC655, DC1000, Pulse Power 500
(uniquement modèles CV sans impulsions), V300 PRO et
V350 PRO. Pour utiliser le DH-10 avec dʼautres sources de
puissance, on peut se servir du réglage de lʼinterrupteur DIP
(interrupteurs S1 1 à 4 en position ÉTEINTE) pour la sélection
de la source de puissance « Autre : Source de Puissance
Indépendante ». Toutes les fonctionnalités du DH-10 opèrent
conformément aux descriptions qui se trouvent ailleurs dans
ce manuel, sauf dans le cas des différences suivantes :
1. Au lieu dʼafficher une valeur pré-établie en volts, lʼécran
dʼaffichage supérieur affiche un chiffre de « 0,00 » à «
10,00 » par augmentations de 0,02. Ce chiffre peut être
utilisé pour régler la « tension » de rodage ainsi que la «
tension de soudage pré-établie ». Lorsque la gâchette
est fermée ou bien pendant le soudage, lʼécran supérieur
affiche la tension réelle de lʼarc. La tension affichée pendant le soudage peut être utilisée pour déterminer la tension dʼarc attendue pour le réglage sur un chiffre donné.
Lʼaffichage de la tension dʼarc réelle clignote pendant les
5 secondes qui suivent la fin dʼune soudure.
Lorsque la gâchette du pistolet de soudage est activée, lʼécran
dʼaffichage supérieur du DH-10 lit la tension de soudage réelle
de 0,0 à 60,0 VDC tout en donnant une indication automatique
de polarité pour lʼélectrode positive (+) ou négative (-).
Si la tension réelle chute en dessous de 8,0 volts pendant plus
de 0,8 secondes lorsque la gâchette est fermée, une Coupure
de la Détection de Perte de Tension survient. Voir la « Coupure
de la Détection de Perte de Tension » dans cette section.
La dernière tension de soudage enregistrée à la fin de la
soudure est affichée pendant 5 secondes après que la soudure
ait cessé, tel que lʼindique un écran dʼaffichage qui « clignote »
pendant 5 secondes. Ceci permet de vérifier la tension de
soudage réelle après que le soudage ait cessé.
Nʼimporte quelle touche ou bien le fonctionnement de la gâchette
interrompra lʼécran dʼaffichage de mémoire de 5 secondes.
2. Dans le cas dʼune perte de tension de lʼarc, le fil ne
cesse PAS dʼalimenter. La fonctionnalité de Fermeture
par Détection de Perte de Tension nʼest pas habilitée
afin de permettre dʼutiliser le DH-10 avec des connexions
de sources de puissance qui ne rebranchent pas la tension du travail sur le DH-10 par le biais du câble de puissance dʼentrée. La tension de soudage réelle pendant le
soudage nʼapparaît PAS sur lʼécran supérieur si la tension du travail nʼest pas disponible sur le DH-10 par le
biais du câble de puissance dʼentrée.
DH-10
Page 22

B-7
FONCTIONNEMENT
B-7
Modes de Sécurité
Un mode de Sécurité permet de saisir et dʼempêcher
les changements des réglages de procédure. Ce
mode peut être activé ou désactivé en réglant lʼinterrupteur DIP S1 situé à lʼintérieur du Boîtier de
Contrôle du DH-10.
Le mode de Sécurité
tions et réglages de minuterie, accélération et commande, puis pour inhabiliter ces sélections jusquʼà ce
quʼil soit désactivé. Les changements de réglage du
bouton du codeur en matière dʼalimentation à froid, de
vitesse de soudage et de tension de soudage ne sont
pas
inhabilités. On peut utiliser le réglage des limites
de manière indépendante pour limiter la WFS permise
et les registres de la tension.
Le mode de sécurité est activé ou désactivé en
coupant la puissance dʼentrée du DH-10 avec tous les
réglages de Minuterie et Commande sur la position
souhaitée pour les deux procédures et les deux
Chargeurs, puis en réglant lʼinterrupteur DIP S1 5 à
lʼintérieur du Boîtier de Contrôle du DH-10 sur ON («
ALLUMÉ ») ou OFF (« ÉTEINT ») et en restaurant la
puissance dʼentrée (Voir les schémas des interrupteurs DIP plus haut dans cette section). Lorsquʼelles
sont activées, les sélections de Minuterie et de
Commande ne sʼallument plus, mais elles fonctionnent avec les réglages saisis. Toutes les autres touches et commandes à boutons codeurs fonctionnent
normalement.
est utilisé pour saisir les sélec-
MODE DE RÉGLAGE DES LIMITES
Le mode de réglage des limites est disponible pour
limiter le registre de réglage de la vitesse dʼalimentation du fil et la tension. Les limites peuvent être
réglées de façon indépendante pour chaque chargeur
et procédure. Les points suivants doivent être suivis
pour fixer les limites maximale et minimale :
1. Couper la puissance au niveau de la source de
puissance.
2. Retirer les deux vis sur le haut du boîtier de contrôle
du DH-10 et ouvrir la porte du boîtier de contrôle.
3. Placer lʼinterrupteur DIP S ! interrupteur 8 sur la
position ALLUMÉ. (Cet interrupteur est étiqueté
« Limites »).
4. Fermer la porte du boîtier de contrôle.
6. Lʼindicateur lumineux de RODAGE VOLTS/WFS sʼallume. Régler les limites maximum de WFS et de tension pour la procédure B aussi bien pour le chargeur
1 que pour le chargeur 2 au moyen des deux boutons codeurs et des touches de chargeur et de
procédure. La limite maximum de la WFS peut être
réglée pour tout le registre de lʼentraîneur de fil utilisé. (Celle-ci peut varier pour chaque chargeur). La
limite maximum de tension peut être réglée sur le
registre de 10,0 à 60,0 volts. Les limites maximales
peuvent être éteintes de façon indépendante pour
chaque chargeur et procédure en faisant tourner les
boutons codeurs dans le sens des aiguilles dʼune
montre jusquʼà ce que lʼaffichage approprié (WFS ou
Tension) apparaisse comme étant « ÉTEINT » tandis
que les indicateurs lumineux de chargeur et procédure corrects sont allumés. (Les limites sont réglées
sur « ÉTEINT » depuis lʼusine).
7. Appuyer sur la touche CONTRÔLE du clavier.
Lʼindicateur lumineux de RODAGE VOLTS/WFS
sʼéteint. (Les réglages peuvent être commutés entre
les limites minimum et maximum en appuyant sur la
touche CONTRÔLE à plusieurs reprises. Lorsque
lʼindicateur lumineux de RODAGE VOLTS/WFS est
allumé, les limites maximum sont en cours de
réglage. Lorsque lʼindicateur lumineux de RODAGE
VOLTS/WFS est éteint, les limites minimum sont en
cours de réglage).
8. Régler les limites minimum de WFS et de tension de
la procédure A et de la procédure B aussi bien pour
le chargeur 1 que pour le chargeur 2 au moyen des
deux boutons codeurs et des touches de chargeur et
de procédure. La limite minimale de la WFS peut être
réglée à partir de la vitesse minimum de lʼentraîneur
de fil utilisé (celle-ci peut varier pour chaque
chargeur) sur la limite maximum réglée précédemment pour le chargeur et la procédure sélectionnés.
La limite minimum de tension peut être réglée sur le
registre de 10,0 volts à la limite maximum réglée
précédemment pour le chargeur et la procédure
sélectionnés. Les limites minimales peuvent être
éteintes de façon indépendante pour chaque procédure en faisant tourner les boutons codeurs dans le
sens contraire à celui des aiguilles dʼune montre
jusquʼà ce que lʼaffichage approprié (WFS ou
Tension) apparaisse comme étant « ÉTEINT » tandis
que lʼindicateur lumineux de la procédure correcte
est allumé. (Les limites sont réglées sur « ÉTEINT »
depuis lʼusine).
9. Couper la puissance au niveau de la source de puissance.
5. Allumer la puissance au niveau de la source de
puissance.
10. Ouvrir la porte du boîtier de contrôle.
11. Placer lʼinterrupteur DIP S1 interrupteur 8 sur la
position ÉTEINT.
12. Fermer la porte du boîtier de contrôle.
13. Remettre en place les deux vis retirées au point 2.
DH-10
Page 23

B-8
FONCTIONNEMENT
B-8
CONTRÔLE À DISTANCE DE LA
PROCÉDURE DOUBLE (K1449-5)
Lorsque cette option est branchée sur le réceptacle
du Boîtier de Contrôle du DH-10 et que la Touche de
Procédure sélectionne « CONTRÔLE À DISTANCE »,
la sélection des commandes à bouton du panneau
avant et de la procédure est transférée sur
lʼInterrupteur de Sélection de Procédure et de commandes de codeurs à bouton de la télécommande,
qui fonctionne exactement de la même manière. Les
codeurs à bouton de la télécommande règlent la tension et la vitesse dʼalimentation du fil de la Soudure,
ainsi que la Vitesse dʼAlimentation à Froid de la
Gâchette, mais pas les Minuteries ni le Rodage.
Si lʼInterrupteur à Procédure Double optionnel K683-1, -3
est utilisé, pour lʼun des chargeurs de fil ou pour les deux,
pour sélectionner A ou B avec le contrôle à distance
(K1449-5), lʼinterrupteur et le sélecteur de Procédure du
panneau avant et du contrôle à distance doivent être
réglés sur les positions (centrales) « CONTRÔLE À DISTANCE » et « Interrupteur du Pistolet ».
Les lumières de Procédure du DH-10 indiquent que
soit A soit B sont sélectionnées à distance.
AVERTISSEMENT
Sʼassurer que le Ressort de Retenue ait totalement
repris sa position de verrouillage et quʼil ait verrouillé
la cage Readi-Reel à sa place et EN TOUTE
SÉCURITÉ. Le Ressort de Retenue doit reposer sur
la cage, mais pas lʼélectrode de soudage.
___________________________________________
9) 9. Pour retirer la Readi-Reel de lʼAdaptateur,
appuyer avec le pouce sur la languette à ressort
de retenue pendant quʼon tire avec les deux mains
sur la cage de la Readi-Reel pour lʼôter de lʼadaptateur moulé. Ne pas retirer lʼadaptateur de lʼaxe.
AXE O.D. 2IN.
GOUPILLE
SUPPORT
FREIN
RAINURES
ADAPTATEUR
RESSORT DE RÉTENTION
COLLIER DE
RÉTENTION
CHARGEMENT DES TAMBOURS DE
FIL – READI-REELS, BOBINES OU
ROULEAUX
Pour le montage dʼun ensemble Readi-Reel de
30 lb (14 kg) (en utilisant lʼAdaptateur ReadiReel K363-P en Plastique Moulé).
LʼAxe doit être situé sur lʼorifice de montage INFÉRIEUR.
1) Appuyer sur la barre de Libération du Collier de
Retenue et la retirer de lʼaxe.
2) Placer lʼAdaptateur sur lʼaxe.
3) Remettre en place le Collier de Retenue. Sʼassurer
que la Barre de Retenue soit « éjectée » et que les
bagues de retenue du collier sʼengagent à fond
dans les rainures de retenue sur lʼaxe.
4) Faire tourner lʼaxe et lʼadaptateur de sorte que le ressort
de retenue se trouve sur la position de 12 heures.
5) Positionner la Readi-Reel de sorte que, durant lʼalimentation, elle tourne dans une direction qui lui
permette de se dérouler depuis le bas du rouleau.
6) Installer lʼun des câbles internes de la cage de la
Readi-Reel sur la fente située sur la languette du
ressort de retenue.
7) Baisser la Readi-Reel pour appuyer sur le ressort
de retenue et aligner les autres câbles internes de
la cage avec les rainures dans lʼadaptateur moulé.
FILS DE LA
CAGE INTERNE
FIGURE B.1
BARRE DE
LIBÉRATION
Montage de Bobines (diamètre de 12”/300
mm) de 10 à 44 lb (4,5 – 20 kg) ou de
Rouleaux Innershield de 14 lb (6 kg):
Lʼaxe doit se trouver dans lʼorifice de montage INFÉRIEUR.
(Pour des bobines de 8" (200 mm), un adaptateur
dʼaxe K468 doit dʼabord être glissé sur lʼaxe).
(Pour des rouleaux Innershield de 13-14 lb (6 kg), il
faut utiliser un Adaptateur de Rouleau K435).
1) Appuyer sur la Barre de Libération sur le Collier de
Retenue et la retirer de lʼaxe.
2) Placer la bobine sur lʼaxe en sʼassurant que la
goupille du frein de lʼaxe pénètre dans lʼun des orifices sur lʼarrière de la bobine. Sʼassurer que le fil
sorte du tambour dans une direction qui lui permette
de se dérouler depuis le bas du rouleau.
3) Remettre le Collier de Retenue en place. Sʼassurer
que la Barre de Libération soit « éjectée » et que
les bagues de retenue du collier sʼengagent à fond
dans la rainure de retenue sur lʼaxe.
8) Faire glisser la cage complètement sur lʼadaptateur jusquʼà ce que le ressort de retenue soit
totalement « éjecté ».
DH-10
Page 24

B-9
E
C O M CAN ME O A
FONCTIONNEMENT
B-9
Montage dʼun Rouleau de 50-60 lb (22,727,2 kg) (en utilisant le Tambour de
Rouleau K1504-1)
60 lb, il faut utiliser un Adaptateur Readi-Reel K438).
Lʼaxe doit se trouver dans lʼorifice de montage SUPÉRIEUR.
1) Avec le Tambour de Rouleau K1504-1 monté sur
lʼaxe de 2" (51 mm) (ou avec le tambour à plat sur le
sol) desserrer lʼécrou du mécanisme tournant et
retirer le couvercle du tambour. (Voir la Figure B.2).
2) Avant de couper les fils dʼattache, placer le
rouleau dʼélectrode sur le tambour pour quʼil se
déroule depuis le bas lorsque le tambour tourne.
3) Serrer à la main autant que possible lʼécrou du
mécanisme tournant contre le couvercle du tambour
en utilisant les rayons du couvercle du tambour
comme leviers. NE PAS frapper avec un marteau
sur les bras de lʼécrou du mécanisme tournant.
4) Couper et retirer seulement le fil dʼattache qui
maintient lʼextrémité libre du rouleau. Accrocher
lʼextrémité libre autour de la jante du couvercle du
tambour et la fixer en lʼenroulant. Couper et retirer
les fils dʼattache restants.
(Pour les Readi-Reels de 50-
ATTENTION
Toujours vérifier que lʼextrémité libre du rouleau soit
bien maintenue pendant quʼon coupe les fils dʼattache
et jusquʼà ce que le fil soit alimenté au travers des
rouleaux conducteurs. Dans le cas contraire, on pourrait avoir comme conséquence un contrecoup du
rouleau qui pourrait enchevêtrer le fil. Un rouleau
enchevêtré nʼalimente pas, aussi faut-il soit le
débrouiller soit sʼen défaire.
___________________________________________
5) Vérifier que le tambour du rouleau soit engagé
avec la goupille du frein de lʼaxe, que la Barre de
Libération sur le Collier de Retenue soit « éjectée
» et que les bagues de retenue du collier sʼengagent à fond dans la rainure de retenue sur lʼaxe.
ALIMENTATION DE LʼÉLECTRODE
ET AJUSTEMENT DU FREIN
1) Tourner le tambour ou la bobine jusquʼà ce que
lʼextrémité libre de lʼélectrode soit accessible.
2) En tenant bien lʼélectrode, couper lʼextrémité courbée et redresser les premiers 6" (150 mm). Couper
le premier pouce (25 mm). (Si lʼélectrode nʼest pas
bien redressée, il se peut quʼelle nʼalimente pas ou
quʼelle se coince en provoquant une agglutination
de leurres).
3) Insérer lʼextrémité libre à travers le tube guide
entrant.
4) Appuyer sur la touche dʼAvancement Lent à Froid
ou sur la gâchette du pistolet du Mode
dʼAlimentation à Froid et pousser lʼélectrode dans
le rouleau conducteur.
AVERTISSEMENT
Lorsquʼon alimente au moyen de la gâchette du pistolet, à moins que le mode dʼactivation « ALIMENTATION À FROID » ne soit sélectionné, lʼélectrode et le
mécanisme conducteur sont toujours sous tension
vers le travail et vers la terre et ils peuvent rester sous
tension pendant plusieurs secondes après que la
gâchette du pistolet ait été relâchée.
___________________________________________
5) Alimenter lʼélectrode au moyen du pistolet.
6) Régler la tension du frein avec la vis à papillon sur
le moyeu de lʼaxe jusquʼà ce que le tambour tourne
librement, mais avec peu ou pas de vitesse
lorsquʼon arrête lʼalimentation du fil. Ne pas trop
serrer.
RÉGLAGE DE LA PRESSION DU
ROULEAU CONDUCTEUR
AN E
FIGURE B.2
AE
CO E C E
CA E D
OEA
EN CA ON
OEA
DA AC
AA
EO
AM O
La pression du DH-10 est pré - réglée en usine sur la
position « 2 » approximativement, comme le montre
lʼindicateur de pression sur le devant de la porte de la
plaque dʼalimentation. Il sʼagit dʼun réglage approximatif.
La pression optimale du rouleau conducteur varie en
fonction du type de fil, de lʼétat de la surface, de la
lubrification et de la dureté. Trop de pression pourrait
causer des agglutinations de leurres, mais trop peu de
pression pourrait provoquer le glissement du fil dʼalimentation avec une charge et/ou une accélération. Le
réglage idéal du rouleau conducteur peut être déterminé de la manière suivante :
DH-10
Page 25

B-10
1) Faire pression avec lʼextrémité du pistolet contre
un objet solide électriquement isolé de la sortie de
la soudeuse et appuyer sur la gâchette du pistolet
pendant plusieurs secondes.
2) Si le fil provoque une agglutination de leurres, se
coince ou se rompt au niveau du rouleau conducteur, cela signifie que la pression du rouleau conducteur est trop élevée. Réduire le réglage de la
pression, faire passer un nouveau fil par le pistolet
et répéter la démarche précédente.
3) Si le résultat unique est un glissement du rouleau
conducteur, dégager le pistolet, tirer le câble du
pistolet vers lʼavant sur environ 6" (150 mm). Il
devrait y avoir une légère ondulation sur le fil mis à
nu. Sʼil nʼy a aucune ondulation, cela signifie que la
pression est trop faible. Augmenter le réglage de la
pression, rebrancher le pistolet, serrer lʼagrafe de
verrouillage et répéter la démarche précédente.
FONCTIONNEMENT
PROCÉDURE POUR LE RÉGLAGE
DE LʼANGLE DE LA PLAQUE DʼALIMENTATION
1) Desserrer la vis du collier de serrage avec une clef
Allen de 3/16". On peut accéder à la vis du collier
de serrage depuis le bas de la plaque dʼalimentation. Il sʼagit dʼune vis qui est perpendiculaire à la
direction de lʼalimentation.
2) Faire tourner la plaque dʼalimentation jusquʼà ce
quʼelle se trouve sur lʼangle souhaité et serrer la
vis du collier de serrage.
RÉGLAGE DU RÉGULATEUR DU
PROTECTEUR DE GAZ
1) Avec lʼalimentation du gaz éteinte, la Touche de
réglage de flux du régulateur du Protecteur de Gaz
doit être réglée sur le maximum (à fond dans le
sens des aiguilles dʼune montre) qui est sensé être
60 SCFH (28 l/min).
2) Ajuster le débit de lʼalimentation du gaz sur un
niveau supérieur à celui qui est requis, et régler
ensuite le débit du Protecteur de Gaz en ajustant
la Touche dans le sens contraire à celui des aiguilles dʼune montre sur le débit de gaz souhaité.
B-10
4) Utiliser le Sélecteur de Commande et les boutons
codeurs pour régler la vitesse dʼalimentation et la tension de soudage, puis la vitesse et la tension de
rodage afin dʼoptimiser le démarrage de lʼarc. (À
régler pour chaque procédure si on utilise le panneau
frontal, le contrôle à distance ou lʼinterrupteur optionnel de procédure double). (Se reporter aux « Touches
dʼOpération » et aux « Touches de Commande de
lʼÉcran dʼAffichage » dans cette section).
5) Ajuster lʼaccélération de lʼalimentation du fil, si on le
souhaite, pour chaque chargeur et procédure. (Se
reporter à la « Sélection de lʼAccélération » dans
cette section).
6) Utiliser la Sélection de Minuterie et le bouton Codeur
de Tension pour régler les minuteries souhaitées.
(Se reporter à la « Sélection du Mode Gâchette »
dans cette section).
7) Alimenter lʼélectrode au travers du pistolet et du
câble et ensuite couper lʼélectrode à environ 0,38"
(9,5 mm) du bout de la pointe de contact pour un fil
solide, et à environ 0,75" (19 mm) du guide extensible pour les fils fourrés.
8) Raccorder le câble de travail sur le métal à souder.
Le câble de travail doit établir un bon contact électrique avec le travail. Le travail doit aussi être raccordé à terre comme indiqué dans les « Mesures de
Sécurité concernant le Soudage à lʼArc ».
AVERTISSEMENT
Lorsquʼon utilise un procédé à Arc
Ouvert, il est nécessaire de porter de
bonnes protections pour les yeux, la
tête et le corps.
------------------------------------------------------------------------
9) Sʼassurer que la soupape du gaz de protection soit
ouverte, si on lʼutilise.
10) Positionner lʼélectrode sur la jointure. Le bout de
lʼélectrode peut toucher légèrement le travail.
11) Baisser le casque de soudage, fermer la gâchette
du pistolet, et commencer à souder. Tenir le pistolet de telle sorte que la distance entre la pointe
de contact et le travail apporte la résistance électrique correcte requise pour la procédure utilisée.
RÉALISATION DʼUNE SOUDURE
1) Utiliser uniquement une source de puissance Lincoln
Electric CC à tension constante recommandée et
compatible avec le Chargeur de Fil DH-10.
2) Brancher correctement les fils dʼélectrode et de
travail pour la polarité dʼélectrode correcte.
3) Utiliser la touche de Sélection du Mode Gâchette
pour régler le mode de gâchette souhaité pour
chaque tête de chargeur et procédure. (Se reporter
à la « Sélection du Mode Gâchette » dans cette
section).
12) Pour arrêter de souder, relâcher la gâchette du
pistolet puis éloigner le pistolet du travail après
que lʼarc se soit éteint et que le temps dʼaprès –
écoulement se soit terminé, sʼil est utilisé.
13) Si cela est nécessaire pour optimiser le démarrage de lʼarc, réajuster lʼaccélération de la vitesse
du fil (se reporter à la « Sélection de
lʼAccélération » dans cette section), et/ou la
vitesse de Rodage (se reporter aux « Touches de
Commande de lʼÉcran dʼAffichage » dans cette
section).
DH-10
Page 26

B-11
FONCTIONNEMENT
B-11
CHANGEMENT DU TAMBOUR DE FIL
À la fin dʼun rouleau, retirer du câble conducteur le
reste du vieux rouleau dʼélectrode soit en le tirant vers
lʼextérieur par lʼextrémité de la canule du pistolet soit
en suivant la procédure suivante :
1) Couper lʼextrémité de lʼélectrode au bout du pistolet. Ne pas la casser à la main car cela forme une
légère courbure sur le fil, ce qui rend difficile de le
tirer à travers la canule.
2) Débrancher le câble du pistolet du connecteur de
pistolet sur lʼunité du conducteur de fil DH-10 puis
étaler le pistolet et le câble bien droits.
3) En utilisant des pinces pour attraper le fil, le tirer
hors du câble à partir de lʼextrémité du connecteur.
4) Après que lʼélectrode ait été retirée, rebrancher le
câble du pistolet sur le conducteur. Charger un
nouveau tambour dʼélectrode en suivant les
instructions du « Chargement du Tambour de Fil »
dans cette section.
INTERRUPTION DE LA DÉTECTION DE
LA PERTE DE TENSION
Si la tension réelle affichée lorsque la gâchette est fermée tombe en dessous de 8,0 volts pendant plus de
0,8 secondes, le circuit de détection de rétroaction de
tension vers le DH-10 est sans doute ouvert ou
défectueux, raison pour laquelle lʼInterruption de la
Détection de Perte de Tension survient jusquʼà ce que
la gâchette soit relâchée.
Cette interruption arrête le moteur, ferme le flux de
gaz et inhabilite la sortie de la source de puissance
afin dʼempêcher la commande de tension du DH-10
de mener la sortie de la source de puissance à des
niveaux trop élevés du fait de la perte dʼune détection
de rétroaction appropriée grâce aux fils de détection
No.21 (TRAVAIL) et No.67 (ÉLECTRODE).
Note : Si les interrupteurs DIP de sélection de la
source de puissance se trouvent tous en position
éteinte (voir la section B.3), lʼinterruption de la perte
de tension est inhabilité.
PROTECTION CONTRE LA SURCHARGE
DʼALIMENTATION DU FIL
Le DH-10 offre une protection à transistor contre les
surcharges pour le moteur de lʼentraîneur de fil. Si le
moteur de lʼentraîneur de fil est surchargé pendant une
longue période, les circuits de protection éteignent la
source de puissance, lʼalimentation du fil et le solénoïde
de gaz, puis affichent « H30 » sur lʼécran dʼaffichage de
la WFS (avec affichage de la Tension en blanc). Ceci
indique que le moteur de lʼentraîneur de fil est surchargé et quʼil restera interrompu pendant environ 30
secondes avant que lʼunité ne se rétablisse automatiquement. Lʼaffichage « H30 » diminue toutes les secondes jusquʼà ce quʼil atteigne « H00 ». À ce moment,
lʼunité se rétablit automatiquement et les affichages
précédents réapparaissent pour indiquer que lʼunité est
à nouveau prête à fonctionner. Les surcharges peuvent
provenir de tailles incorrectes de pointe, bandes de
remplissage, rouleaux conducteurs ou tubes – guides,
dʼobstructions ou de courbures sur le câble du pistolet,
de fil alimenté supérieur à la capacité nominale du
chargeur ou de tout autre facteur qui empêcherait une
alimentation du fil normale. (Voir « Éviter les Problèmes
dʼAlimentation de Fil » dans la section dʼENTRETIEN).
PROTECTEUR DU FIL DE CONNEXION À TERRE
Le châssis du DH-10 à Commande est raccordé à terre
sur le châssis de la source de puissance au moyen
dʼun fil se trouvant dans le câble de contrôle. Un protecteur contre les surcharges empêche le courant de
soudage dʼendommager ce fil si le circuit de lʼélectrode
touche le châssis du chargeur de fil pendant que lʼélectrode se trouve sous tension électrique.
Si une telle avarie du fil de connexion à terre survient,
lʼécran de la WFS affiche « GLP » (avec lʼécran de la
Tension en blanc) et le circuit de la gâchette est
inhabilité. Pour rétablir le circuit, relâcher la gâchette,
sʼassurer que lʼélectrode ne touche pas le châssis du
chargeur de fil, puis appuyer sur nʼimporte quelle
touche du clavier ou bien fermer la gâchette. Lorsque
le circuit GLP est rétabli, lʼaffichage « GLP » sʼefface
et le chargeur de fil reprend un mode de fonctionnement normal.
DH-10
Page 27

B-12
FONCTIONNEMENT
B-12
EXPLICATION DES MESSAGES GUIDES
ET DES MESSAGES DʼERREUR
Affichage Guide ou Erreur
Acc Affiché sur lʼécran de la Tension, indique que
lʼécran de la WFS affiche le réglage de lʼaccélération, « 1 » à « 5 » (Voir la Sélection de
lʼAccélération » dans cette section).
Off Affiché sur les écrans de la WFS et de la ten-
sion, indique que les limites pour la WFS ou
la tension sont éteintes pour le chargeur et la
procédure affichés.
SEC Affiché sur lʼécran de la WFS, indique que
lʼécran de la Tension affiche un réglage de
Minuterie en secondes (Voir les « Touches de
Commande de lʼÉcran » dans cette section).
GLP Affiché sur lʼécran de la WFS, indique que le
Circuit de Protection du Fil de Raccordement
à Terre sʼest activé du fait dʼune circulation
excessive du courant dans le châssis du
chargeur de fil. Lorsque le circuit GLP est
activé, le chargeur de fil est inhabilité (la sortie
de la gâchette vers la source de puissance
sʼouvre, le moteur sʼarrête et le solénoïde de
gaz sʼéteint). Pour que le fonctionnement normal reprenne, relâcher la gâchette, sʼassurer
que lʼélectrode ne touche pas le châssis du
chargeur de fil, puis soit appuyer sur une
touche de la télécommande soit fermer la
gâchette (Voir la « Protection du Fil de
Raccordement à Terre » dans cette section).
Er Erreur EEPROM. Survient habituellement
lors de la mise sous tension. Indique que lʼun
des réglages rappelés ou plus se trouve hors
des limites. Appuyer sur nʼimporte quelle
touche pour reprendre le fonctionnement
normal. Vérifier tous les réglages de tension,
de vitesse dʼalimentation du fil, dʼaccélération
et de minuterie avant de continuer.
Cld Affiché sur lʼécran de la Tension lorsquʼon
appuie sur la Touche dʼAlimentation à Froid
en Marche Avant ou dʼAlimentation à Froid
en Marche Arrière, ou bien lorsque le mode
Gâchette dʼAlimentation à Froid est sélectionné. Indique que le fil est alimenté « froid
» (pas de tension de soudage) à la vitesse
indiquée sur lʼécran de la WFS (Voir les «
Touches dʼOpération » et la « Sélection du
Mode Gâchette » dans cette section).
--- Affiché sur lʼécran de la Tension ou sur celui
de la WFS lorsque le RODAGE est sélectionné, indique que le réglage sʼadaptera à ceux
qui sont établis pour la Tension de Soudage
et la Vitesse dʼAlimentation du Fil (Voir les «
Touches de Commande de lʼÉcran » dans
cette section).
HXX Affiché sur lʼécran de la WFS, indique une
surcharge de lʼalimentation du fil. XX indique
le temps restant en secondes avant que lʼunité ne se rétablisse automatiquement. (Voir
la « Protection contre la Surcharge de
lʼAlimentation du Fil » dans cette section et «
Comment Éviter les Problèmes
dʼAlimentation du Fil » dans la section
dʼENTRETIEN).
DH-10
Page 28

C-1
ACCESSOIRES
TABLEAU C.1 – KITS DE ROULEAUX CONDUCTEURS ET TUBES GUIDES
C-1
Taille de Fil
Electrode Solide en Acier
0,023” - 0,025” (0,6 mm) KP1505 - 030S
0,030” (0,8 mm) KP1505 - 030S
0,035” (0,9 mm) KP1505 - 035S
0,040” (1,0 mm) KP1505 - 045S
0,045” (1,2 mm) KP1505 - 045S
0,052” (1,4 mm) KP1505 - 052S
1/16” (1,6 mm) KP1505 - 1/16S
5/64” (2,0 mm) KP1505-5/64
3/32” (2,4 mm) KP1505-3/32
Électrode Fourrée
0,030 (0,8 mm) KP1505 - 035C
0,035” (0,9 mm) KP1505 - 035C
0,040” (1,0 mm) KP1505 - 045C
Entraîneur DH à
4 Rouleaux
(Entraîne par les 4)
0,045” (1,2 mm) KP1505 - 045C
0,052” (1,4 mm) KP1505 - 052C
1/16” (1,6 mm) KP1505 - 1/16C
0,068” (1,7 mm) KP1505 - 068
5/64” (2,0 mm) KP1505 - 5/64
3/32” (2,4 mm) KP1505 - 3/32
7/64”
Surfaçage de Renfort « Lincore »
7/64” (2,8mm) KP1505 - 7/64
0,120” (3,0mm) KP1505 - 120
Électrode en Aluminium
0,035” (0,9 mm) KP1507 - 035A
0,040” (1,0 mm) KP1507 - 040A
3/64” (1,2 mm) KP1507 - 3/64A
1/16” (1,6 mm) KP1507 - 1/16A
3/32” (2,2 mm) KP1507 - 3/32A
Électrode en Aluminium
(Uniquement pour utilisation avec Pistolets Binzel)
(2,8mm) KP1505 - 7/64H
0,040” (1,0 mm) --------------3/64” (1,2 mm) --------------1/16” (1,6 mm) ---------------
DH-10
Page 29

C-2
ACCESSOIRES
C-2
ENSEMBLES DE CÂBLES DʼENTRÉE: (un pour chaque
Boîtier de Contrôle du DH-10)
K1501-10 (Câble de Contrôle Uniquement) - Câble de
contrôle à 9 conducteurs avec une fiche pour câble de
contrôle à 14 goupilles, sans câble dʼélectrode, et
disponible en longueurs de 10 ft. (3 m).
K1797-25 – Rallonge de câble de contrôle à 14 conducteurs de 25ʼ (7,62 m) de long.
K1797-50 - Rallonge de câble de contrôle à 14 conducteurs de 50ʼ (15,24 m) de long.
K1520-2 KIT TRANSFORMATEUR DE 115V/42V –
Requis pour utilisation du DH-10 avec Sources de
Puissance Lincoln sans puissance auxiliaire de 42
VAC ni réceptacle pour connecteur à 14 goupilles.
Ces sources de puissance comprennent les DC-250,
DC-600, DC-1000 et Pulse Power 500. Il peut aussi
être utilisé avec des modèles de DC-400 plus
anciens.
K590-6 KIT DE CONNEXION HYDRAULIQUE (un
par pistolet) – Comprend les accessoires du tube du
pistolet refroidi à lʼeau et des raccords rapides auto –
étanches dʼéchappement et dʼadmission pour leur
montage dans le boîtier de connexions de lʼentraîneur
de fil du DH.
K659-1 RÉGULATEUR DU PROTECTEUR DE GAZ
(un par pistolet) - Régulateur de flux ajustable avec
clef dʼajustement amovible pour mélanges de gaz
CO2 et Argon. Se monte sur lʼadmission du chargeur
et réduit le gaspillage de gaz et le « soufflement » de
lʼarc en diminuant la surcharge causée par la pression
excessive dans le tuyau dʼalimentation.
K1449-1 CONTRÔLE À DISTANCE POUR
PROCÉDURE DOUBLE (un par Boîtier de Contrôle
de DH-10) – Comprend un boîtier de télécommande
avec un câble de contrôle de 16 ft. (5 m) de long avec
une fiche à 4 goupilles pour le réceptacle correspondant sur le bas du boîtier de contrôle du DH-10. Le
boîtier de la télécommande contient un interrupteur de
sélection de procédure et 2 codeurs à bouton tournant, lʼun contrôlant la tension de lʼarc et lʼautre la
vitesse dʼalimentation du fil, qui fonctionnent de la
même façon que les commandes comparables du
panneau avant du DH-10, lorsque le contrôle à distance est branché et sélectionné par la Touche de
Procédure du DH-10.
K1450-« L » - Les câbles de rallonge existent en
longueurs « L » de 12, 16 ou 25 ft. (3,6 ; 4,9 ou 7,6 m)
pour sʼadapter à la longueur du câble utilisé de la
Commande au Chargeur.
K1558-1 – Module dʼInterface dʼInterrupteur à
Distance. Peut être utilisé avec le DH-10, en utilisant
un Tableau de Contrôle G3041-2 (ou supérieur). Le
module permet la connexion en interface usager dʼun
interrupteur externe (interrupteur de flux, etc) qui doit
être fermé pour habiliter lʼopération de soudage du
chargeur. De même, le module permet le branchement en interface dʼun appareil externe (extracteur de
fumée, etc) sur les contacts du relais isolé du module
qui agissent lorsque le solénoïde de gaz de soudage
du chargeur est activé (représentant lʼopération de
soudage en cours).
Lorsquʼil est utilisé avec le DH-10, le module fournit
ces connexions de la fonction dʼinterrupteur dʼentrée
et de sortie de façon indépendante pour le fonctionnement de chaque tête.
Ce module est nécessaire lorsque le kit de détection
de débit dʼeau K1536-1 est utilisé avec le DH-10.
K683-1 INTERRUPTEUR À PROCÉDURE DOUBLE
(un par pistolet) – LʼAdaptateur K686-2 est nécessaire
pour le DH-10. Le kit comprend lʼinterrupteur du pistolet et les accessoires de montage pour pistolets
Lincoln Innershield et Magnum, avec câble de contrôle de 15 ft (4,5 m) et fiche à 3 goupilles.
LʼAdaptateur K686-2 permet le branchement de la
fiche à 3 goupilles et de la fiche à 5 goupilles de la
gâchette du pistolet sur le réceptacle de Procédure
Double / Gâchette à 5 goupilles du DH-10.
K683-3 INTERRUPTEUR À PROCÉDURE DOUBLE
(un par pistolet) - Le kit comprend lʼinterrupteur du pistolet et les accessoires de montage pour pistolets
Lincoln Innershield et Magnum, avec câble de contrôle de 15 ft (4,5 m) et fiche à 5 goupilles avec deux
fils pour brancher la gâchette du pistolet.
Adaptateur de Rouleau:
K1504-1 Permet le montage de rouleaux de 50 lb à
60 lb (22,7 à 27,2 kg) sur des axes de 2" (51 mm) de
diamètre extérieur.
K435 – Permet le montage de rouleaux Innershield
sur des axes de 2" (51 mm) de diamètre extérieur.
K468 – Permet le montage de bobines de 8" (203
mm) de diamètre extérieur sur des axes de 2" (51
mm) de diamètre extérieur.
Adaptateurs de Readi-Reels :
K363P – Adapte des rouleaux dʼélectrode Readi-
Reels Lincoln de 30 lb (14 kg) et de 22 lb (10 kg) sur
un axe de 2" (51 mm). Construit en une seule pièce
en plastique moulé durable. Conçu pour un chargement facile ; lʼadaptateur reste sur lʼaxe pour un
changement rapide.
K438 - Adapte des rouleaux dʼélectrode Readi-Reels
Lincoln de 50-60 lb (22,7-27,2 kg) sur un axe de 2"
(51 mm).
ADAPTATEURS DE PISTOLET (POUR TÊTES
DʼENTRAÎNEUR DE FIL DE LA SÉRIE 10)
Adapte les têtes de DH pour le branchement de pistolet souhaité :
K489-9 pour branchement de pistolet Fast-Mate (ou
de type européen), y compris les pistolets Fast-Mate
à Procédure Double.
K1500-1 pour branchement de pistolet Lincoln
Innershield standard, ou Fast-Mate™ avec Kit
Adaptateur de Fast-Mate K489-2. Également pour
Magnum 200/300/400 avec kit de branchement
K466-1, ou Magnum 550 avec K613-1.
DH-10
Page 30

C-3
ACCESSOIRES
C-3
K1500-2 pour pistolets Magnum 200/300/400 avec kit de
branchement K466-10. (Également Tweco 4).
K1500-3 pour pistolets Magnum 550 avec kit de branchement K613-7. (Également Tweco 5).
K1500-4 (Connexion Miller) pour tout pistolet ayant un
branchement Miller du style récent. Installer les adaptateurs
de pistolet dʼaprès les instructions livrées avec lʼunité.
K1500-5 – Coussinet récepteur de pistolet OXO.
ENSEMBLES DE PISTOLET ET CÂBLE
Les ensembles de pistolet et câble suivants sont compatibles avec les têtes DH dʼAlimentation de Fil avec
lʼAdaptateur de Pistolet K1500 approprié.
K126 (K1500-1 requis) – Les ensembles de pistolet
Innershield et câble ont un régime nominal de 350 amps,
60% de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
K115 (K1500-1 requis) – Les ensembles de pistolet
Innershield et câble ont un régime nominal de 450 amps,
60% de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
K470 (Avec le K466-9, le K1500-2 est requis) – Les
ensembles de pistolet Magnum 300 GMAW et câble ont un
régime nominal de 300 amps, 60% de facteur de marche
(Consulter les spécifications de vente pour les modèles
appropriés).
K471 (Avec le K466-9, le K1500-2 est requis) – Les
ensembles de pistolet Magnum 400 GMAW et câble ont un
régime nominal de 400 amps, 60% de facteur de marche
(Consulter les spécifications de vente pour les modèles
appropriés).
K534 – Les ensembles de pistolet Magnum 250L FM
GMAW et câble ont un régime nominal de 250 amps, 30%
de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
K478 – Les ensembles de pistolet Magnum 300 FM
GMAW et câble ont un régime nominal de 300 amps, 60%
de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
K479 – Les ensembles de pistolet Magnum 400 FM
GMAW et câble ont un régime nominal de 400 amps, 60%
de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
K1558-1 Module dʼInterface pour Interrupteur à Distance –
Le Module dʼInterface pour Interrupteur à Distance peut être
utilisé avec les modèles de chargeurs de fil DH-10 à Tête
Double, en utilisant les Tableaux de Commande G3041-2
(ou supérieur).
Le module fournit le branchement à lʼinterface usager dʼun
interrupteur externe (interrupteur de flux, etc.) qui doit être
fermé pour permettre lʼopération de soudage du chargeur.
De même, le module fournit la connexion à lʼinterface
dʼéquipements externes (extracteur de fumée, etc.) sur les
contacts du relais isolé du module qui agissent lorsque le
solénoïde à gaz de soudage du chargeur est activé
(représentant lʼopération de soudage en cours).
Lorsquʼil est utilisé avec le chargeur DH-10 à Tête Double,
ce module fournit ces connexions de fonction dʼinterrupteur
dʼentrée et de sortie de façon indépendante pour le fonctionnement de chaque tête.
Ce module est nécessaire lorsque le kit de détection de
débit dʼeau K1536-1 est utilisé avec le DH-10.
K497 (Avec le K466-9, le K1500-2 est requis) – Les
ensembles de pistolet Magnum 200 GMAW et câble ont un
régime nominal de 200 amps, 60% de facteur de marche
(Consulter les spécifications de vente pour les modèles
appropriés).
K541 (Avec le K466-9, le K1500-2 est requis) – Les
ensembles de pistolet Magnum 400 à Col Court GMAW et
câble ont un régime nominal de 400 amps, 60% de facteur
de marche (Consulter les spécifications de vente pour les
modèles appropriés).
K598 (Avec le K613-7, le K1500-3 est requis) – Les
ensembles de pistolet Magnum 550 GMAW et câble ont un
régime nominal de 550 amps, 60% de facteur de marche
(Consulter les spécifications de vente pour les modèles
appropriés).
Les ensembles de pistolet Lincoln et câble suivants sont
équipés dʼun connecteur Fast-Mate™. Ils peuvent être utilisés
avec les modèles DH dʼalimentation de fil en installant un
Adaptateur K489-9, ou un kit dʼadaptateur pour Fast-Mate™
K489-10 et un adaptateur de pistolet Lincoln K1500-1.
K684 – Les ensembles de pistolet GMAW « Super Cool »
FM refroidis à lʼeau et câble ont un régime nominal de 450
amps, 100% de facteur de marche (CO2). (Consulter les
spécifications de vente pour les modèles appropriés).
K498 – Les ensembles de pistolet Magnum 200 FM
GMAW et câble ont un régime nominal de 200 amps, 60%
de facteur de marche (Consulter les spécifications de
vente pour les modèles appropriés).
DH-10
Page 31

D-1
ENTRETIEN
D-1
MESURES DE SÉCURITÉ
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Ne pas toucher les pièces sous alimentation élec-
trique telles que les terminales de sortie ou le
câblage interne.
• En marche par à-coups avec la gâchette du pisto-
let, lʼélectrode et le mécanisme de traction sont
sous tension vers le travail et vers la masse et ils
peuvent rester sous énergie pendant plusieurs
secondes après que la gâchette du pistolet ait été
relâchée.
• ETEINDRE la puissance dʼentrée au niveau de la
source de puissance de soudage avant lʼinstallation ou le changement du rouleau conducteur
et/ou des tubes guides.
• La source de puissance de soudage doit être
connectée à la terre du système conformément
au Code Électrique National ou toute loi local
applicable.
• Cette installation ne doit être effectuée que par le
personnel qualifié.
Respecter toutes les Consignes de Sécurité
détaillées tout au long de ce manuel.
Entretien de Routine
ÉVITER LES PROBLÈMES DʼALIMENTATION
DU FIL
Les problèmes dʼalimentation du fil peuvent être
évités si lʼon suit les procédures suivantes de
maniement du pistolet et dʼinstallation du chargeur:
a) Ne pas entortiller ni tirer le câble autour des coins
pointus.
b) Maintenir le câble dʼélectrode aussi droit que
possible pendant le soudage ou le chargement de
lʼélectrode au travers du câble.
c) Ne pas permettre que les chariots roulants ou les
camions passent sur les câbles.
d) Conserver les câbles en état de propreté en
suivant les instructions dʼentretien.
e) Nʼutiliser que des électrodes propres et sans
rouille. Les électrodes Lincoln possèdent une lubrification de surface appropriée.
f) Changer la pointe de contact lorsque lʼarc
commence à devenir instable ou lorsque la pointe
de contact est fondue ou déformée.
g) Ne pas utiliser de réglages excessifs des freins de
lʼaxe du fil.
Rouleaux Conducteurs et Tubes Guides
Après avoir alimenté chaque rouleau de fil, inspecter
la section du rouleau conducteur. La nettoyer si
besoin est. Ne pas utiliser de solvant pour nettoyer le
cylindre dʼappui car cela pourrait enlever le lubrifiant
du coussinet. Le rouleau conducteur et les tubes
guides portent lʼinscription des tailles de fil quʼils peuvent alimenter. Si une taille de fil autre que celle qui
est inscrite sur le(s) rouleau(x) doit être utilisée, le(s)
rouleau(x) et les tubes guides doivent être changés.
Les rouleaux conducteurs pour électrodes fourrées de
0,035" (0,9 mm) à 0,052" (1,3 mm) et pour électrodes
de 1/16" (1,6 mm) à 3/32" (2,4 mm) possèdent un jeu
de dents double de sorte quʼils peuvent être inversés
pour prolonger leur vie utile. Les rouleaux conducteurs pour électrodes solides de 0,023" (0,6 mm) à
0,052" (1,3 mm) et pour les tailles dʼélectrodes en aluminium ne possèdent pas de dents, mais ils fonctionnent avec deux rainures de sorte quʼils peuvent également être inversés pour prolonger leur vie utile.
Se reporter à la « Procédure pour Installer les
Rouleaux Conducteurs et les Tubes Guides » dans la
section INSTALLATION pour obtenir des instructions
concernant le changement des rouleaux.
Montage des Tambours de Fil – ReadiReels et Bobines de 10 à 30 lb (4,5 à 14 kg).
Aucun entretien de routine requis. Ne pas lubrifier
lʼaxe de 2" (51 mm).
h) Utiliser des entraîneurs de fil, des tubes guides et
des réglages de pression des rouleaux conducteurs appropriés.
ENTRETIEN PÉRIODIQUE
Moteur et Boîte dʼEngrenage de lʼEntraîneur de Fil
Tous les ans, réviser la boîte dʼengrenages et recouvrir les dents avec une graisse remplie de disulfhydique Moly. Ne pas utiliser de graisse de graphite.
Tous les six mois, réviser les balais du moteur. Les
changer sʼils mesurent moins de 1/4" (6,4 mm) de long.
Entretien du Pistolet et du Câble
Se reporter au Manuel de lʼOpérateur approprié.
PROCÉDURE POUR RETIRER LA PLAQUE
DʼALIMENTATION DU CHARGEUR DE FIL
1) Dévisser la vis du collier de serrage en utilisant
une clef Allen de 3/16". On a accès à la vis du
collier de serrage depuis le bas de la plaque dʼalimentation. Il sʼagit de la vis qui est perpendiculaire
à la direction dʼalimentation.
2) Dévisser la vis de rétention, à laquelle on a aussi
accès par le bas du chargeur, en utilisant une clef
Allen de 3/16". Continuer à dévisser la vis jusquʼà
ce que la plaque dʼalimentation puisse être facilement retirée du chargeur de fil.
DH-10
Page 32

E-1
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
AVERTISSEMENT
Lʼentretien et les réparations ne doivent être effectués que par le personnel de Lincoln Electric ayant
reçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvent
entraîner un danger pour le technicien et lʼopérateur de la machine et annulent la garantie dʼusine.
Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes de sécurité et les mises en garde données en détail dans ce manuel.
__________________________________________________________________________
E-1
Ce guide de dépannage a pour but de vous aider à
localiser les problèmes éventuels dʼinstallation et de
fonctionnement de la machine et à y remédier. Suivre
simplement la méthode en trois étapes donnée ciaprès.
Étape 1. REPÉRER LE PROBLÈME (SYMPTÔME).
Regarder dans la colonne «PROBLÈMES
(SYMPTÔMES)». Cette colonne décrit les symptômes éventuels que peut présenter la machine.
Trouver la phrase qui décrit le mieux le symptôme
que présente la machine. Les symptômes sont
groupés en trois catégories principales: problèmes de
sortie, problèmes de fonctionnement, problèmes de
soudage.
Étape 2. CAUSES POSSIBLES.
La deuxième colonne «CAUSES POSSIBLES» donne
la liste des possibilités externes évidentes qui peuvent contribuer au symptôme de la machine.
Étape 3. MESURES À PRENDRE RECOMMANDÉES
La dernière colonne «Mesures à prendre
recommandées» donne la liste des mesures à prendre recommandées.
Si pour une raison ou une autre vous ne comprenez
pas les modes opératoires d'essai ou êtes incapable
d'effectuer les essais ou les réparations en toute
sécurité, communiquez avant de poursuivre avec
votre service après-vente local agréé Lincoln.
ATTENTION
Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable
d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service
après-vente local agréé Lincoln qui vous prêtera assistance.
DH-10
Page 33

E-2
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-2
ACTION
RECOMMANDÉE
Alimentation du fil rude ou bien le fil
nʼalimente pas mais les rouleaux
conducteurs tournent.
Arc variable ou « chassant ».
1. Le câble du pistolet est entortillé
et/ou tordu.
2. Le fil est coincé dans le pistolet
et le câble.
3. Vérifier la position des rouleaux
conducteurs par rapport à la
rainure divisée du guide-fil.
4. Les rouleaux conducteurs ne
sont pas bien en place.
5. Le câble du pistolet est sale.
6. Le rouleau conducteur est usé.
7. Le bec ou la gaine du câble sont usés.
8. La pointe de contact est partiellement brûlée ou fondue.
9. La pression de rouleau conducteur nʼest pas correcte.
10. La cale, la pointe ou les guides
intérieurs/extérieurs ne sont pas
appropriés.
11. La sélection de lʼentraîneur de fil
ou du rapport dʼengrenage sur le
tableau de circuits imprimés de
contrôle est incorrecte.
1. La pointe de contact nʼest pas de
la bonne taille, elle est usée et/ou
fondue.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
2. Le câble de travail est usé ou le
raccordement du travail est mal fait.
3. Les raccordements de lʼélectrode
ou du câble de travail sont mal
serrés.
4. La polarité nʼest pas correcte.
5. Le bec de gaz dépasse la pointe
du pistolet ou le dépassement du
câble pendant le soudage est
trop long.
6. Il y a peu de gaz de protection
pour les procédés fonctionnant
avec du gaz.
7. La sélection de la source de
puissance sur le tableau de
circuits imprimés de contrôle est
incorrecte.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 34

E-3
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-3
ACTION
RECOMMANDÉE
Jaillissement dʼarc faible avec
adhésion ou « lancements »,
porosité de la soudure, gouttes
étroites ou dʼapparence
visqueuses, ou présence de restes
dʼélectrode sur la plaque pendant le
soudage.
La pointe se grippe dans le diffuseur.
Le moteur ne tourne pas lorsquʼon
tire sur la gâchette.
1. Les procédures ou techniques ne
sont pas appropriées.
2. Le gaz de protection nʼest pas
approprié.
1. La pointe est surchauffée à cause
dʼun soudage avec courant élevé
et/ou dʼun facteur de marche excessif ou prolongé.
1. Le moteur de lʼentraîneur de fil est
surchargé. Lʼécran de la WFS
affiche « Hxx », où « xx » représente
le nombre de secondes restantes
avant que lʼentraîneur de fil nʼessaie
de se remettre en marche.
Si toutes les zones de déréglage
2. Sur les tableaux de circuits imprimés
de contrôle G3041-2 et plus récents,
une fiche de cavalier ou un Module
dʼInterface pour Interrupteur à
Distance K1558-1 doit être correctement installé sur le connecteur J5.
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
3. Le câblage du circuit de la gâchette
est endommagé.
4. Le tableau de circuits imprimés de
contrôle est en panne.
Le moteur dʼun côté de lʼentraîneur
ne tourne pas bien quʼil y ait tension de lʼarc et que le solénoïde de
gaz soit allumé.
1. Les fils allant vers le moteur de lʼen-
traîneur sont endommagés.
2. Le moteur de lʼentraîneur de fil est
endommagé.
3. Le tableau de circuits imprimés de
contrôle est endommagé.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 35

E-4
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-4
ACTION
RECOMMANDÉE
Le moteur ne tourne dʼaucun côté de
lʼentraîneur bien quʼil y ait tension de
lʼarc et que le solénoïde de gaz soit
allumé.
Aucun contrôle de la vitesse dʼalimentation du fil sur un côté uniquement. Les
deux moteurs tournent. Les deux
solénoïdes de gaz fonctionnent correctement et il y a tension sur lʼarc. La vitesse
dʼalimentation du fil peut être réglée sur
lʼécran, mais sur un côté il nʼy a aucun
contrôle de la vitesse dʼalimentation du fil.
Aucun contrôle de la vitesse dʼalimentation du fil sur les deux côtés. Les deux
moteurs tournent. Les deux solénoïdes
de gaz fonctionnent correctement et il y a
tension sur lʼarc. La vitesse dʼalimentation
du fil peut être réglée sur lʼécran, mais sur
les deux côtés il nʼy a aucun contrôle de
la vitesse dʼalimentation du fil.
Le moteur dʼalimentation du fil tourne et
le solénoïde de gaz fonctionne, mais il
nʼy a pas de tension sur lʼarc.
La vitesse ne change pas quand le
courant de soudure circule.
1. Le tableau de circuits imprimés de
contrôle est endommagé.
1. Les fils allant vers le tachymètre du
moteur sont endommagés.
2. Le tachymètre est endommagé.
1. Le tableau de circuits imprimés de
contrôle est endommagé.
2. Les deux tachymètres sont endom-
magés.
1. La source de puissance est inca-
pable de fournir la tension de lʼarc à
cause dʼune interruption thermique
ou dʼune autre panne.
1. Les vitesses de rodage et de
soudage sont réglées sur la même
valeur.
2. Lʼinterrupteur Reed de détection du
courant ne fonctionne pas correctement.
3. Le câblage allant du tableau de cir-
cuits imprimés de contrôle vers lʼinterrupteur Reed de détection du
courant de soudage est endommagé.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
4. Le tableau de circuits imprimés de
contrôle est endommagé.
Le voltmètre ne fonctionne pas correctement. Le soudage peut varier de la
procédure normale. Le fil sʼalimente
correctement.
Le solénoïde de gaz ne fonctionne pas
correctement ou est intermittent.
1. La connexion du fil de détection du
travail (No.21) ou du fil de détection
de lʼélectrode (No.67) est intermittente ou mal faite.
2. La sélection de la source de puis-
sance sur le tableau de circuits
imprimés de contrôle est incorrecte.
3. Le tableau de circuits imprimés de
contrôle est en panne.
1. La pression dʼadmission du gaz
dépasse 80 psi (5,5 bar). Vérifier
que le régulateur de la pression du
gaz fonctionne correctement.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 36

E-5
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-5
ACTION
RECOMMANDÉE
Les boutons dʼalimentation à froid en
marche avant ou en marche arrière
sur le clavier ne fonctionnent pas,
mais la commande du moteur fonctionne correctement pour les deux
moteurs.
La touche de purge de gaz ne fait
pas marcher le solénoïde de gaz,
mais il y a bien un flux de gaz pendant le soudage.
1. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers le tableau de circuits
imprimés de lʼécran ou bien le
connecteur allant du tableau de
circuits imprimés de lʼécran vers
le clavier sont mal serrés ou mal
insérés.
2. Le clavier est endommagé.
3. Le tableau de circuits imprimés
de lʼécran est endommagé
4. Le tableau de circuits imprimés
de contrôle est endommagé.
1. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers le tableau de circuits
imprimés de lʼécran ou bien le
connecteur allant du tableau de
circuits imprimés de lʼécran vers
le clavier sont mal serrés ou mal
insérés.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
2. Le clavier est endommagé.
3. Le tableau de circuits imprimés
de lʼécran est endommagé.
4. Le tableau de circuits imprimés
de contrôle est endommagé.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 37

E-6
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-6
ACTION
RECOMMANDÉE
La touche du Chargeur ne permet
pas de sélectionner la tête 1 ou 2,
mais la tête peut être sélectionnée
en tirant sur la gâchette du pistolet.
OU
Appuyer sur la touche de procédure
ne permet pas de sélectionner entre
A – À Distance – B.
Appuyer sur la minuterie, la commande
ou la touche de la gâchette nʼa aucun
effet pendant quʼon ne soude pas.
1. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers le tableau de circuits
imprimés de lʼécran ou bien le
connecteur allant du tableau de
circuits imprimés de lʼécran vers
le clavier sont mal serrés ou mal
insérés.
2. Le clavier est endommagé
3. Le tableau de circuits imprimés
de lʼécran est endommagé.
4. Le tableau de circuits imprimés
de contrôle est endommagé.
1. Vérifier que les interrupteurs DIP
sur le tableau de circuits
imprimés de contrôle ne soient
pas réglés en mode de sécurité.
2. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers le tableau de circuits
imprimés de lʼécran ou bien le
connecteur allant du tableau de
circuits imprimés de lʼécran vers
le clavier sont mal serrés ou mal
insérés.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
3. Le clavier est endommagé.
4. Le tableau de circuits imprimés
de lʼécran est endommagé.
5. Le tableau de circuits imprimés
de contrôle est endommagé.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 38

E-7
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-7
ACTION
RECOMMANDÉE
Lʼun des boutons change lʼécran
dʼaffichage, mais pas lʼautre.
Aucun des deux boutons ne change
lʼécran dʼaffichage.
1. Lʼécran dʼaffichage se trouve
dans un mode ne permettant
dʼutiliser quʼun seul codeur.
2. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers les tableaux de circuits
imprimés du codeur est mal
serré ou mal inséré.
3. Le tableau de circuits imprimés
du codeur est endommagé.
4. Le tableau de circuits imprimés
de contrôle est endommagé.
1. Vérifier que le réglage de la WFS
et de la tension ne soit pas
restreint par le réglage des limites.
2. Le connecteur allant du tableau
de circuits imprimés de contrôle
vers les tableaux de circuits
imprimés du codeur est mal
serré ou mal inséré.
3. Le tableau de circuits imprimés
de contrôle est endommagé.
4. Le tableau de circuits imprimés
du codeur est endommagé.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
Les écrans dʼaffichage et les LEDs
sur le clavier sont éteints. Les LEDs
vert et rouge sur le tableau de circuits imprimés de contrôle sont
éteints.
1. La source de puissance est
éteinte.
2. Lʼalimentation de la source de
puissance ne fournit pas 42
VAC au boîtier de contrôle du
chargeur de fil.
3. Le câblage de puissance dʼen-
trée du boîtier de contrôle du
DH-10 est endommagé.
4. Le tableau de circuits imprimés
de contrôle est endommagé.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 39

E-8
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-8
ACTION
RECOMMANDÉE
Les écrans dʼaffichage et les LEDs sur le
clavier sont éteints. Les LEDs vert et
rouge sur le tableau de circuits imprimés
de contrôle clignotent tous les deux à
des intervalles dʼenviron une seconde.
Les écrans dʼaffichage et les LEDs sur le
clavier sont éteints. Le LED vert ou le
LED rouge sur le tableau de circuits
imprimés de contrôle clignote à une
vitesse très rapide ou erratique.
Le contrôle à distance K1449-1 ne fonctionne pas quand le LED de Procédure
se trouve sur la position À DISTANCE.
Lʼinterrupteur de procédure double ne
fonctionne pas au niveau du pistolet sur
les deux côtés du DH-10.
1. Les connecteurs allant du tableau de
circuits imprimés de contrôle vers le
tableau de circuits imprimés de
lʼécran sont mal serrés ou mal
insérés.
2. Le tableau de circuits imprimés de
lʼécran est endommagé.
3. Le tableaux de circuits imprimés de
contrôle est endommagés.
1. Le tableau de circuits imprimés de
contrôle est endommagé.
1. Le raccordement de lʼAmphenol à
distance nʼest pas bien fixé.
2. Le câblage du connecteur Amphenol
sur le tableau de circuits imprimés
de contrôle est défectueux.
3. Le télécommande est endommagée.
4. Le tableau de circuits imprimés de
contrôle est endommagé.
1. La machine et le contrôle à distance
ne sont pas bien réglés pour lʼutilisation dʼun interrupteur de procédure
double au niveau du pistolet.
2. Le tableau de circuits imprimés de
contrôle est endommagé.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
Lʼinterrupteur de procédure double fonctionne correctement lorsquʼil est fixé sur
un côté du DH-10, mais il ne fonctionne
pas de lʼautre côte.
La vitesse dʼalimentation du fil est
régulière et réglable, mais la vitesse
nʼest pas bonne.
1. Lʼinterrupteur de procédure double
est desserré ou débranché.
2. Le câblage entre lʼentraîneur de fil et
le boîtier de contrôle est débranché
ou endommagé.
3. Le câblage de lʼentraîneur de fil du
DH-10 est endommagé.
4. Le câblage du boîtier de contrôle du
DH-10 est endommagé
5. Le tableau de circuits imprimés de
contrôle est endommagé
1. Lʼinterrupteur DIP S1 est mal réglé
pour le mauvais entraîneur de fil ou
rapport dʼengrenage.
2. Le tableau de circuits imprimés de
contrôle est endommagé.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 40

E-9
Suivre les Instructions de Sécurité détaillées au début de ce manuel
PROBLÈMES
(SYMPTOMES)
GUIDE DÉPANNAGE
CAUSE
POSSIBLE
E-9
ACTION
RECOMMANDÉE
« Er » sʼaffiche lors de la mise sous
tension.
« GLP » sʼaffiche.
Après avoir appuyé sur la gâchette,
le fil sʼalimente pendant deux secondes, puis sʼarrête. Lʼécran de la tension affiche moins de 8,0 volts pendant lʼalimentation du fil.
1. Une erreur EEPROM est détec-
tée.
2. Le tableau de circuits imprimés
de contrôle est endommagé.
1. Une panne de Protection de la
Boucle de Terre est survenue.
2. Lʼinterrupteur Reed GLP est en
panne.
3. Le tableau de circuits imprimés
de contrôle est endommagé.
1. Lʼinterrupteur de polarité des fils
de détection de travail et dʼélectrode de la source de puissance
ou le cavalier ne sont pas bien
réglés.
2. Le câblage entre le tableau de
circuits imprimés de contrôle et
les connexions de travail et
dʼélectrode est endommagé.
3. Le tableau de circuits imprimés
de contrôle est endommagé.
Si toutes les zones de déréglage
possibles recommandées ont été
révisées et le problème persiste,
contacter le concessionnaire
autorisé de Service sur le Terrain
Lincoln Electric le plus proche.
ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous nʼêtes pas en mesure de réaliser les tests/réparations de
façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DH-10
Page 41

E-10
GUIDE DÉPANNAGE
Procédure pour le Changement des
Tableaux de Circuits Imprimés
AVERTISSEMENT
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Faire installer et réaliser lʼentretien de
cet appareil par une personne qualifiée.
• Éteindre la puissance dʼentrée de la
source de puissance au niveau de lʼinterrupteur de déconnexion avant de
travailler sur cet appareil.
• Ne pas toucher les pièces sous tension électrique.
--------------------------------------------------------------------------
Avant de remplacer un tableau de circuits imprimés
soupçonné dʼêtre défectueux, réaliser une inspection
visuelle du tableau de circuits imprimés en question
afin de détecter de possibles dommages électriques
ou mécaniques sur les composants et les conducteurs
qui se trouvent sur lʼarrière du tableau.
a. Si le tableau de circuits imprimés ne présente
aucun dommage visuel, en installer un nouveau et
voir si ceci résout le problème. Si le problème est
résolu, réinstaller lʼancien
imprimés pour savoir si le problème persiste. Sʼil
nʼest plus présent
imprimés :
1. Réviser que les goupilles du connecteur du harnais du tableau de circuits imprimés ne présentent pas de corrosion ou de contamination et
quʼelles ne soient pas desserrées.
avec lʼancien tableau de circuits
tableau de circuits
E-10
2. Vérifier que le raccordement des fils du harnais
de la fiche ne soit pas desserré ni intermittent.
b. Si le tableau de circuits imprimés présente des
dommages électriques
tre le nouveau tableau de circuits imprimés à la
même cause de panne, vérifier quʼil nʼy ait pas de
problèmes de courts-circuits, circuits ouverts ou
masse dus à :
1. Une isolation des fils grippée ou pincée.
2. Une mauvaise terminaison des fils, telle quʼun
contact mal établi ou un court-circuit sur le
branchement ou sur la surface adjacente.
3. Les fils du moteur, ou dʼautres fils externes,
sont en en court-circuit ou alors ouverts.
4. Un corps étranger ou une interférence derrière
les tableaux de circuits imprimés.
c. Si le tableau de circuits imprimés présente des
dommages mécaniques visibles, réaliser une
inspection visuelle pour en détecter la cause, puis
y remédier avant dʼinstaller un tableau de circuits
imprimés de remplacement.
Si le tableau de circuits imprimés présente des
dommages ou si le tableau de circuits imprimés de
remplacement corrige le problème, le retourner à
lʼatelier de Service sur le Terrain Lincoln Electric le
plus proche.
visibles, avant de soumet-
DH-10
Page 42

F-1
DIAGRAMMES
F-1
DH-10
NOTE : Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à lʼintérieur de la machine sur
lʼun des panneaux de la console. Si le diagramme est illisible, écrire au Département de Service afin dʼen obtenir un autre en remplacement. Donner le numéro de code de lʼappareil.
Page 43

F-2
DIAGRAMMES
F-2
DH-10
NOTE : Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à lʼintérieur de la machine sur
lʼun des panneaux de la console. Si le diagramme est illisible, écrire au Département de Service afin dʼen obtenir un autre en remplacement. Donner le numéro de code de lʼappareil.
Page 44

F-3
DIAGRAMMES
SCHÉMA DIMENSIONNEL
F-3
DH-10
Page 45

NOTES
DH-10
Page 46

WARNING
Spanish
AVISO DE
PRECAUCION
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa mojada.
● Aislese del trabajo y de la tierra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molhada.
● Isole-se da peça e terra.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Page 47

● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Turn power off before servicing.
● Do not operate with panel open or
guards off.
WARNING
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
● Débranchez le courant avant l’entre-
tien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● Não toque as partes elétricas nuas.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ou guardas removidas.
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Page 48

• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
 Loading...
Loading...