

Page 1

IM822
RETURN TO MAIN MENU
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful operation on your part. DO
NOT INSTALL, OPERATE OR
REPAIR THIS EQUIPMENT
WITHOUT READING THIS
MANUAL AND THE SAFETY
PRECAUTIONS CONTAINED
THROUGHOUT. And, most
importantly, think before you act
and be careful.
MIG PAK HD
February, 2003
For use with machine Code Number:11062
Date of Purchase:
Serial Number:
Code Number:
Model:
Where Purchased:
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
Copyright © 2003 Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2
i
SAFETY
i
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The Above For Diesel Engines
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box
351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available
from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Gasoline Engines
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel near an open flame
welding arc or when the engine is running.
Stop the engine and allow it to cool before
refueling to prevent spilled fuel from vaporizing on contact with hot engine parts and
igniting. Do not spill fuel when filling tank. If
fuel is spilled, wipe it up and do not start
engine until fumes have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in
position and in good repair.Keep hands, hair, clothing and
tools away from V-belts, gears, fans and all other moving
parts when starting, operating or repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
___________________________________________________
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
Mar ‘95
Page 3
ii
SAFETY
ii
ELECTRIC SHOCK can
kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
must be performed under electrically hazardous
conditions (in damp locations or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a.Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
welding with electrodes which require special
ventilation such as stainless or hard facing (see
instructions on container or MSDS) or on lead or
cadmium plated steel and other metals or coatings
which produce highly toxic fumes, keep exposure as
low as possible and below Threshold Limit Values (TLV)
using local exhaust or mechanical ventilation. In
confined spaces or in some circumstances, outdoors, a
respirator may be required. Additional precautions are
also required when welding on galvanized steel.
5.b.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating products.
vapors
to
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
5.c. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
5.d. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
5.e. Also see item 1.b.
Mar ‘95
Page 4
iii
SAFETY
iii
WELDING SPARKS can
cause fire or explosion.
6.a.
Remove fire hazards from the welding area.
If this is not possible, cover them to prevent
the welding sparks from starting a fire.
materials from welding can easily go through small cracks
and openings to adjacent areas. Avoid welding near
hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact
can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
increase the possibility of the welding current passing
through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains
or cables until they fail.
6.h. Also see item 1.c.
Remember that welding sparks and hot
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. Use only compressed gas cylinders
containing the correct shielding gas for the
process used and properly operating
regulators designed for the gas and
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
•Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
Mar ‘95
Page 5
iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas fortement toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de n’importe quelle
partie du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du
rayonnement de l’arc et des projections quand on soude
ou quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection
libres de l’huile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de l’électricité et aux recommendations du fabricant. Le dispositif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la
debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93
Page 6
for selecting a QUALITY product by Lincoln Electric. We want you
Thank You
to take pride in operating this Lincoln Electric Company product
••• as much pride as we have in bringing this product to you!
Please Examine Carton and Equipment For Damage Immediately
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims
for material damaged in shipment must be made by the purchaser against the transportation company at the
time the shipment is received.
Please record your equipment identification information below for future reference. This information can be
found on your machine nameplate.
Model Name & Number _____________________________________
Code & Serial Number _____________________________________
Date of Purchase _____________________________________
Whenever you request replacement parts for product registration on-line or information on this equipment
always supply the information you have recorded above.
vv
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it
handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.
The level of seriousness to be applied to each is explained below:
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or
loss of life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to
this equipment.
Page 7

MASTER TABLE OF CONTENTS FOR ALL SECTIONS
Page
Installation.......................................................................................................Section A
Technical Specifications........................................................................................A-1
Identify and Locate Components...........................................................................A-2
Select Suitable Location........................................................................................A-3
Stacking.................................................................................................................A-3
Changing Polarity ..................................................................................................A-3
Gun Installation......................................................................................................A-3
Input Connections..................................................................................................A-3
Gas Connections...................................................................................................A-3
Shielding Gas Connections ...................................................................................A-4
Code Requirements ..............................................................................................A-4
________________________________________________________________________
Operation.........................................................................................................Section B
Safety Precautions ................................................................................................B-1
General Description...............................................................................................B-1
Recommended Processes.....................................................................................B-1
Operation Features and Controls .........................................................................B-1
Design Features ....................................................................................................B-1
Welding Capability.................................................................................................B-2
Limitations..............................................................................................................B-2
Controls and Settings ............................................................................................B-2
Welding Operations...............................................................................................B-2
Shielding Gas ........................................................................................................B-3
Making a Weld and Process Table........................................................................B-4
Cleaning Tip and Gas Nozzle................................................................................B-5
Changing Machine over to Feed Other Wire Sizes,Overload Protection...............B-5
Learning to Weld....................................................................................B-6 thru B-16
________________________________________________________________________
Accessories.....................................................................................................Section C
Accessories...........................................................................................................C-1
Replacement Parts................................................................................................C-1
________________________________________________________________________
Maintenance ....................................................................................................Section D
Safety Precautions ................................................................................................D-1
Items Requiring No Maintenance..........................................................................D-1
Routine Maintenance.............................................................................................D-1
Cleaning the Gun Liner..........................................................................................D-2
Cleaning Components as Required.......................................................................D-2
Component Replacement Procedures ..................................................................D-2
Changing Contact Tip............................................................................................D-2
Changing the Drive Roll.........................................................................................D-2
Gun Assembly Removal........................................................................................D-3
Work Cable Installation..........................................................................................D-3
________________________________________________________________________
Troubleshooting..............................................................................................Section E
Safety Precautions.................................................................................................E-1
How to Use Troubleshooting Guide.......................................................................E-1
Troubleshooting Guide.........................................................................E-2 THRU E-4
________________________________________________________________________
Wiring Diagrams..............................................................................................Section F
Wiring Diagram.....................................................................................................F-1
________________________________________________________________________
Parts Lists....................................................................................................P437 Series
vi
Page 8
A-1
INSTALLATION
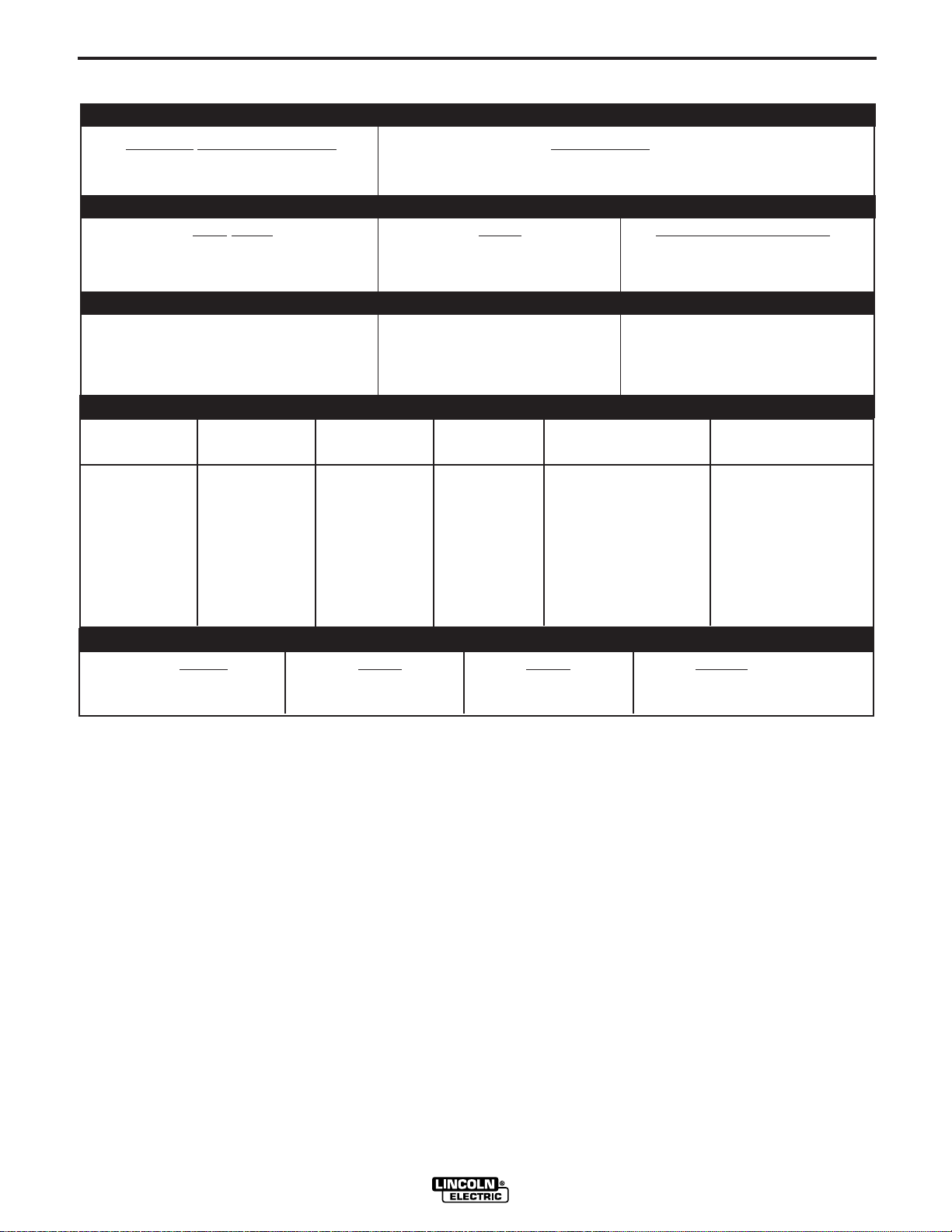
TECHNICAL SPECIFICATIONS – MIG PAK HD
INPUT – SINGLE PHASE ONLY
Standard Voltage/Frequency Input Current
120V/60Hz 20 Amps @ Rated Output
RATED OUTPUT
Duty
Cycle Amps Volts at Rated Amperes
20% Duty Cycle 70 17
OUTPUT RANGE
Welding Current Range Maximum-Open Circuit Voltage No Load 0 - 450 in/min
DC OUTPUT: 35-88 Amps 29V (0 - 17.7 mm/min)
While welding 0-300 in/min.
(0-11.8 mm/min.)
RECOMMENDED INPUT CABLE AND FUSE SIZES
Fuse or
Output Mode Input Voltage Breaker Size1Input Amps Power Cord Extension Cord
A-1
AT
RATED 120V/60Hz 20 Amp 20 15 Amp, 125V, Three Conductor
OUTPUT Three Prong Plug #12 AWG
(NEMA Type 5-15P) (3.3 mm2) or Larger
Up to 50 Ft. (15.2 mm)
PHYSICAL DIMENSIONS
Height Width Depth Weight
12.8 in 8.8 in 18 in 46 Ibs
325 mm 224 mm 457 mm 20.9 kg
1
If connected to a circuit protected by fuses use Time Delay Fuse marked “D”.
MIG PAK HD
Page 9
A-2
INSTALLATION
Read entire installation section before starting
installation.
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK can kill.
• Only qualified personnel should perform
this installation.
• Only personnel that have read and understood the Machine Operating Manual
should install and operate this equipment.
• Machine must be plugged into a receptacle
which is grounded per any national, local
or other applicable electrical codes.
• The Machine power switch is to be in the
OFF (“O”) position when installing work
cable and gun and when connecting power
cord to input power.
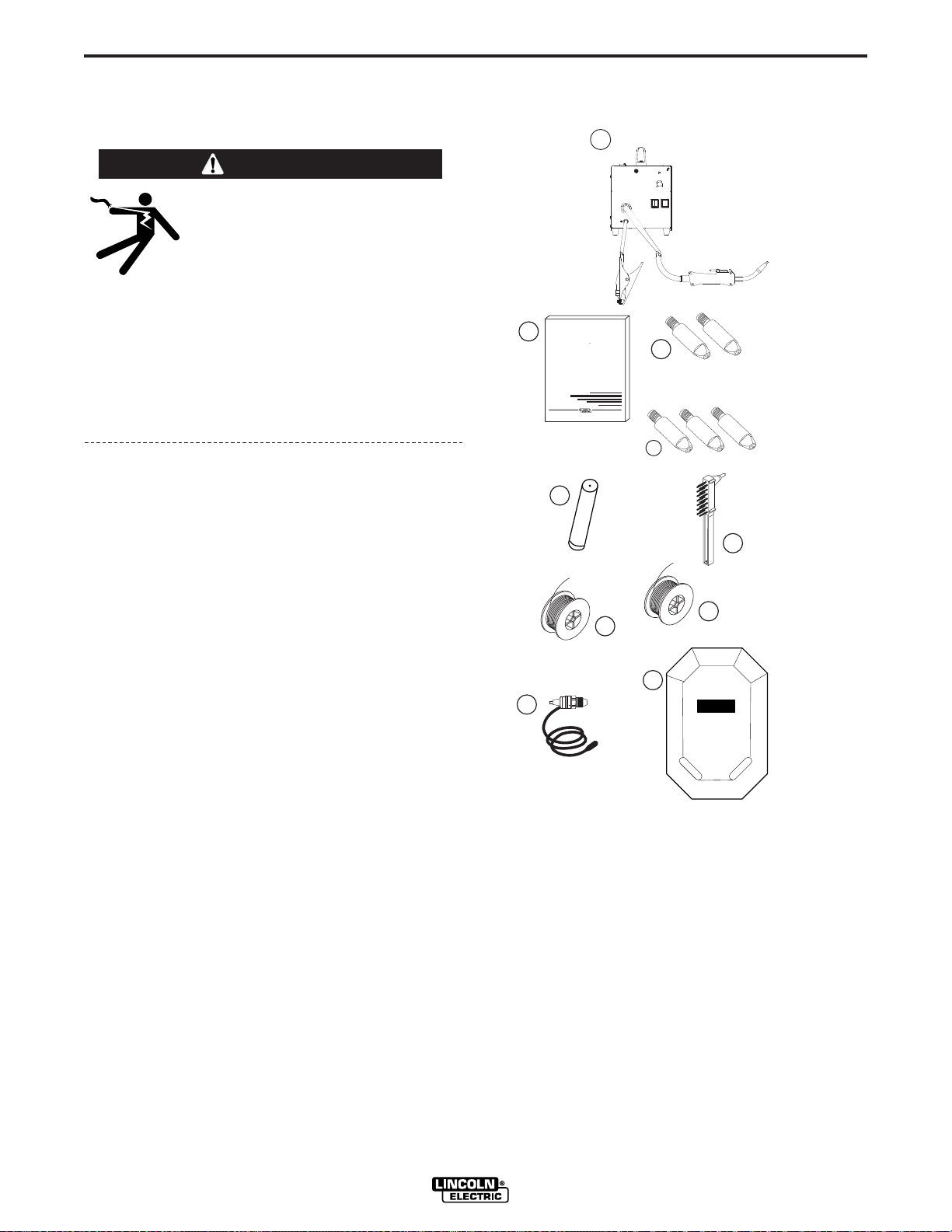
IDENTIFY AND LOCATE
COMPONENTS
If you have not already done so, unpack the machine
from its carton and remove all packing material
around the machine. The following items are shipped
loose. (see Figure A.1):
2
1
OPERATOR'SMANUAL
For use with machines having Code Numbers:00000
Safety Depends on You
Lincolnarc weldingandcutting
equipmentisdesigned andbuilt
withsafetyinmind. However,your
overallsafetycan beincreasedby
properinstallation...andthoughtful
operationonyour part.DO NOT
INSTALL,OPERATEOR REPAIR
THISEQUIPMENT WITHOUT
READINGTHISMANUALANDTHE
SAFETT PRECAUTIONS
CONTAINEDTHROUGHOUT.And,
mostimportantly,think beforeyou
act and be careful.
World's Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors
Sales and Service through Subsidiaries and Distributors Worldwide
22801 St. Clair Ave. Cleveland, ohio 44117-1199 U.S.A. Tel. (216) 481-8100
5
FIGURE A.1
IM000
October 1998
4
A-2
3
6
1. MIG PAK HD with work clamp, Gun and cable
assembly attached.
2. This operator’s manual
3. Two contact tips for .035(0.9mm) diameter wire.
4. Three contact tips for .025(0.6mm) diameter wire.
5. Gas Nozzle.
6. Chipping hammer and brush.
7. Starter spool of .035” (0.9mm) NR211-MP flux
cored wire.
8. Starter spool of .025” (0.6mm) solid mig wire.
9. Gas regulator and hose with hose clamps.
10. Handshield with filter plate and lens.
For available options and accessories refer to the
Accessories Section of this manual.
7
8
10
9
MIG PAK HD
Page 10

GAS INLET FITTING
POWER INPUT CABLE
A-3
WORK CABLE
WORK CABLE
GUN CABLE
GUN CABLE
WORK CABLE
WORK CABLE
GUN CABLE
GUN CABLE
INSTALLATION
A-3
SELECT SUITABLE LOCATION
Place the machine on a secure, level surface or recommended undercarriage. The machine may topple
over if this procedure is not followed. To minimize over
heating, locate the welder in a dry location where there
is free circulation of clean air. Do not place on combustible surfaces.
STACKING
Machines cannot be stacked.
CHANGING POLARITY
1. For Negative Polarity Welding (DC-): Refer to
Figure A.2. As delivered, the machine is wired for
Negative polarity with the gun cable connected to
the Negative (-) output terminal and the work cable
to the Positive (+) output terminal. Make sure that
both thumbscrews are tight. This is the typical configuration for Flux Cored Welding (FCAW).
WORK CABLE
FIGURE A.2
GUN CABLE
GUN CABLE
WORK CABLE
INPUT CONNECTIONS
(FIGURE A.4)
Refer to Figure A.4.
The machine has two input connections, the power
input cable and the gas inlet fitting. The power input
cable and gas inlet fitting are located on the rear.
GAS CONNECTION
When using the MIG process, a cylinder of shielding
gas (appropriate for the metal being welded) must be
obtained.
WARNING
2.For Positive Polarity Welding (DC+): Refer to
Figure A.3. To wire for Positive polarity, connect
the gun cable to the Positive (+) output terminal and
the work cable to the Negative (-) terminal. This is
the typical configuration for the Metal Inert Gas
(MIG) process. Make sure that both thumbscrews
are tight.
(FIGURE A.3)
WORK CABLE
GUN CABLE
GUN CABLE
WORK CABLE
CYLINDER may explode if damaged.
Keep cylinder upright and chained to
support.
• Keep cylinder away from areas where it
may be damaged.
• Never lift welder with cylinder attached.
• Never allow welding electrode to touch cylinder.
• Keep cylinder away from welding or other live
electrical circuits.
BUILDUP OF SHIELDING GAS may harm
health or kill.
• Shut off shielding gas supply when not
in use.
• SEE AMERICAN NATIONAL STANDARD Z-49.1,
“SAFETY IN WELDING AND CUTTING” PUB-
LISHED BY THE AMERICAN WELDING SOCIETY.
------------------------------------------------------------------------
MIG PAK HD
Page 11
A-4
INSTALLATION
A-4
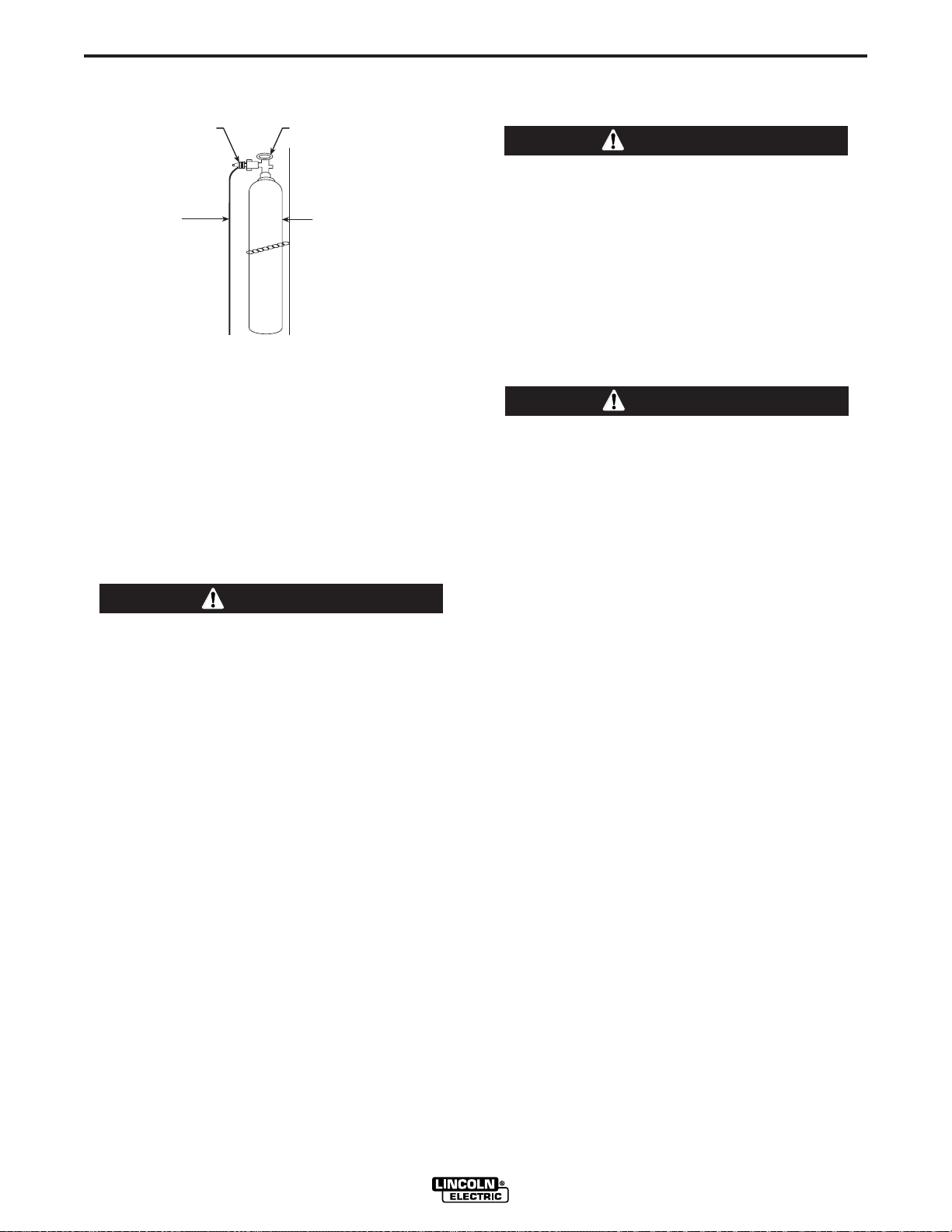
SHIELDING GAS CONNECTION
(FIGURE A.5)
REGULATOR
HOSE
Refer to Figure A.5.
1. Chain the cylinder to a wall or other stationary support to prevent the cylinder from falling over.
Insulate the cylinder from the work circuit work
ground.
2. With the cylinder securely installed, remove the
cylinder cap. Stand to one side away from the outlet and open the cylinder valve very slightly for an
instant. This blows away any dust or dirt which may
have accumulated in the valve outlet.
CYLINDER VALVE
GAS CYLINDER
CODE REQUIREMENTS FOR ELECTRICAL INPUT CONNECTIONS
WARNING
This welding machine must be connected to a
power source in accordance with applicable electrical codes.
------------------------------------------------------------------------
The United States National Electrical Code (Article
630-B, 1990 Edition) provides standards for amperage
handling capability of supply conductors based on
duty cycle of the welding source.
If there is any question about the installation meeting
applicable electrical code requirements, consult a
qualified electrician.
CAUTION
Do not connect the machine to an input power
supply with a rated voltage that is greater than 125
volts.
Do not remove the power cord ground prong.
REQUIREMENTS FOR MAXIMUM OUTPUT
WARNING
BE SURE TO KEEP YOUR FACE AWAY FROM
THE VALVE OUTLET WHEN “CRACKING” THE
VALVE. Never stand directly in front of or behind
the flow regulator when opening the cylinder
valve. Always stand to one side.
------------------------------------------------------------------------
3. Attach one end of the inlet gas hose to the outlet fitting of the gas cylinder secure with hose clamp.
Connect the other end to the Gas Inlet Fitting on
the machine and secure with hose clamp. Make
certain the gas inlet hose is not kinked or twisted.
4. The machine is supplied with a regulator suitable
for a mixed shielding gas CO
with 100% CO2 a suitable regulator or adapter must
be purchased separately from a welding gas supplier. To prevent leakage, if welding with 100% CO2
shielding gas the regulator for carbon dioxide must
have a plastic adapter washer seated in the fitting
that attaches to the cylinder. This adapter is available from your local gas supplier.
2 / Argon. For welding
A line cord with a 15 amp, 125 volt, three-prong plug
(NEMA Type 5-15P) is factory installed on the
machine Connect this plug to a mating grounded
receptacle which is connected to a 20 amp branch circuit with a nominal voltage rating of 115 volts to 125
volts, 60 hertz, AC only. If connected to a circuit protected by fuses, use a time delay fuse marked “D”.
With this installation, the machine can be used at an
output of 70 amps, 17 volts, 20% duty cycle (2 minutes of every 10 minutes used for welding).
EXTENSION CORD USAGE
If an extension cord is required, use one that is rated
for the application and is 3 conductor #14 AWG (2.1
2
mm
) or larger. The recommended maximum lengths
are 25 ft (7.5 m) if #14 AWG (2.1 mm2) is used and 50
ft (15 m) if #12 AWG (3.3 mm
2
) is used.
MIG PAK HD
Page 12
B-1
OPERATION
B-1
Read entire operation section before
operating the machine.
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live
parts or electrode with skin or
wet clothing. Insulate yourself
from work and ground.
• Always wear dry insulating
gloves.
FUMES AND GASES can be
dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust to
remove fumes from breathing
zone.
GENERAL DESCRIPTION
The machine is a semiautomatic constant voltage DC
arc welder. The machine uses a single phase constant voltage transformer, solid state rectifier and a
DC permanent magnet motor for feeding and welding
solid steel electrode and flux-cored electrode.
The machine is ideally suited for individuals having
access to 115 volt AC input power and wanting the
ease of use, quality and dependability of both metal
inert gas (MIG) welding and the Innershield electrode
process (self-shielded flux-cored welding). The
machine will handle reels of wire up to 2 lbs(1 kg).
RECOMMENDED PROCESSES
The machine can be used for welding carbon and lowalloy steel with CO2or argon/CO2mixture shielding
gas. The welder can also be used without gas for the
self-shielded, Innershield electrode process. The
machine is configured for the Flux Cored Arc Welding
process as delivered from the factory.
OPERA TIONAL FEA TURES AND CONTROLS
WELDING SPARKS can
cause fire or explosion.
• Keep flammable material away.
• Do not weld on closed contain-
ers.
ARC RAYS can burn eyes
and skin.
• Wear eye, ear and body protection.
Observe all safety information throughout
this manual.
The machine has the following controls as standard:
• Power ON/OFF Switch
• Heat Range Switch
• 1 – 2 Fine Heat Adjustment Switch
• Wire Speed Control
DESIGN FEATURES AND ADVANTAGES
• Operates on 115 volt input.
• Solid state output control.
• Overload protection - incorporates a thermostat to
protect the welder from overheating caused by malfunctions or overly heavy use.
• Permanent magnet wire drive motor.
• Easy-to-set controls for arc voltage and wire speed.
• Thumbscrew release idle roll pressure arm is easily
adjusted.
• Reversible, dual groove drive roll will feed .023.035” (0.6- 0.9 mm) diameter wire.
• Accommodates spools of wire up to 4”(102mm)
diameter.
• No external shielding gas is required when used
with Lincoln Innershield .035” (0.9 mm) NR®-211MP electrode.
• Easy to change polarity.
MIG PAK HD
Page 13

B-2
OPERATION
B-2
WELDING CAPABILITY
The machine is rated at 70 amps, 17 volts, at 20%
duty cycle on a ten minute basis. It is capable of higher output currents at lower duty cycles.
LIMITATIONS
The machine is recommended for welding on mild
steel up to 1/8” thick.
CONTROLS AND SETTINGS
FIGURE B.1
4
3
1
TABLE B.1 – MIG WELDING MATERIAL/GAS COMBINATIONS
Material Gas
Carbon Steel CO2 or Argon/CO2
Low Alloy Steel CO2 or Argon/CO2
FLUX-CORED (INNERSHIELD) WELDING
The recommended electrode for the flux-cored, selfshielded process is 0.035” (0.9 mm) diameter Lincoln
Innershield NR-211-MP on 1 lbs. (.5 kg) spools.
SEQUENCE OF OPERATIONS
WIRE LOADING AND THREADING
Refer to Figure B.2.
Turn machine power switch to the OFF (“0”) position
before working inside the wire feed enclosure.
Make sure that the wire feed drive roll and the contact
tip of the gun match the diameter and type of wire
used.
1. Push the spool onto the spindle so that the wire
feeds off the bottom of the spool, toward the drive
roll.
2
Refer to Figure B.1.
1. Power ON/OFF Switch -When the power is ON
the welding output and wire feeder are ON (“hot”)
when the gun trigger is pressed.
2. Low / High Heat Range Switch. -A rocker switch
control that gives low or high coarse range adjustment of the power source output voltage.
3. 1 – 2 Fine Heat Adjustment Switch. -Allows fine
adjustment of the voltage within the selected Low
or High output range.
4. Wire Speed Control. -Controls the wire feed
speed. Wire speed is not affected when changes
are made in the voltage control.
WELDING OPERATIONS
2. Push the spool spacer onto the spindle, against the
spool.
3. Slide the spring onto the spool, then press on the
spool lock, turning it clockwise to lock the spool
assembly onto the spindle.
FIGURE B.2
SPOOL
SPACER
SPINDLE
SPOOL
SPOOL
SPRING
LOCK
PROCESS GUIDELINES
MIG WELDING
Table B.1 shows the recommended material/gas
combinations for MIG welding with solid electrodes.
MIG PAK HD
Page 14

B-3
OPERATION
B-3
FIGURE B.3 – WIRE THREADING DETAILS
SPRING LOADED
THUMSCREW
IDLER ROLL ARM
WIRE
WIRE FEED
LOWER DRIVE ROLL
INGOING GUIDE TUBE
Refer to Figure B.3.
4. Release the spring loaded thumbscrew and rotate
the idle roll arm away from the wire feed drive roll.
Ensure that the visible, stenciled size on the drive
roll side facing you matches the wire size being
used.
5. Carefully detach the end of the wire from the spool
maintain tension on the wire. To prevent the spool
from unwinding and do not release the wire until
after step 5.
6. Cut the bent portion of wire off and straighten the
first 4” (102 mm).
7. Thread the wire through the incoming guide tube,
over the drive roll, and into the gun liner.
8. Close the idle roll arm and turn down the thumbscrew until the idle roller presses down firmly on the
wire. (Now you may release the welding wire).
Make sure the wire is positioned in the groove of
the lower drive roll.
9. The spring loaded thumbscrew on the idle roll arm
adjusts the pressure on the wire. Adjust pressure
by turning the thumbscrew to prevent spool overrun, but still allow smooth and easy wire feeding.
Start with the pressure set to an intermediate value.
Readjust, if necessary. Slightly less pressure may
be required when using 0.023 - 0.025” (0.6 mm)
wire. If the drive roll slips while feeding wire, the
pressure should be increased until the wire feeds
properly.
WARNING
• When feeding the welding wire
through the gun, the drive roll, the
gun connector block and the gun
contact tip are always energized relative to work and ground.
-----------------------------------------------------------------------
FIGURE B.4 – WIRE STICKOUT
CONTACT
TIP
WIRE
ELECTRODE
3/8"
ELECTRICAL
STICKOUT
10. Remove the gas nozzle and contact tip from the
gun.
11. Turn the machine ON (“I”).
12. Straighten the gun cable assembly.
13. Depress the gun trigger switch and feed welding
wire through the gun and cable. (Point the gun
away from yourself and others while feeding wire.)
Release the gun trigger after wire appears at the
end of the gun.
14.Turn off the machine.
15.Replace the contact tip and nozzle. Refer to Figure
B-4. Cut the wire off so that 3/8”(10mm) protrudes
from the end of the tip.
16.Turn on the machine. The machine is now ready to
weld.
SHIELDING GAS
When using the MIG process, you will need a cylinder
of carbon dioxide (CO
mixed shielding gas
The preset regulator supplied with the machine is
designed for use with argon blend gas. An adapter
and plastic washer are needed for using 100% CO
gas. This adapter is available from your local gas supplier.
1. Open the cylinder valve slowly a fraction of a turn.
When the cylinder pressure gauge pointer stops
moving, open the valve fully.
2. Keep the cylinder valve closed, except when weld-
ing. When finished welding:
• Close the cylinder valve to stop gas flow.
• Depress the gun trigger briefly to release the
pressure in the gas hose.
• Turn off the machine.
2) or argon-carbon dioxide
2
MIG PAK HD
Page 15

B-4
OPERATION
MAKING A WELD
FIGURE B.5 – WELDING SETUP
GUN CABLE
WORKPIECE
READ the LEARNING TO WELD section of this manual prior to making your first weld. Also, refer to Table
B.1 and the Procedure Decal located on the inside of
the wire drive compartment door of your machine for
process selection, consumables, and quick tips for
welding.
1. Select the right welding process based on the type
and condition of the pieces to be welded; the environment in which welding is to be done; and the
desired finished appearance of the weld.
2. Select and install the welding wire to match the
process. Use Genuine Lincoln Electric Brand wire.
Wire quality is essential for successful welding.
3. Install the drive roll, contact tip, and nozzle appropriate for the weld process.
ARC
TABLE B.1
B-4
4. Check that the polarity is correct for the welding wire
being used and that the gas supply, if required, is
turned on.
5. Refer to Figure B.5. Connect the work clamp to the
metal to be welded. The work clamp must make
good electrical contact to the work piece. The work
piece must also be grounded as stated in Arc
Welding Safety Precautions in the beginning of this
manual.
6. Based on the welding process type and material
thickness of the work piece, use the chart below (or
on the procedure decal located on the wire drive
door) to set the correct wire feed speed and heat
range setting.
7. Based on the weld joint type and orientation of the
weld joint, position the gun into the joint at the correct angle. Refer to the LEARNING TO WELD section of this manual.
8. To begin welding, raise your hand shield to protect
your eyes and pull the trigger.
9. While welding, travel at a constant speed and maintain an electrode stickout of 3/8". Follow the correct
direction of travel for the process and joint type and
orientation as detailed in the LEARNING TO WELD
section of this manual.
10. To stop welding, release the gun trigger.
11. When no more welding is to be done, close the
valve on the gas cylinder (if used), momentarily
operate the gun trigger to release gas pressure,
and turn off the machine.
MIG PAK HD
Page 16

B-5
CLEANING TIP AND GAS NOZZLE
Keep the contact tip and nozzle clean to avoid arc
bridging between them. Bridging can result in a shorted nozzle, poor welds and an overheated gun. Hint:
Anti-stick spray or gel, available from a welding supplier, may reduce buildup and aid in spatter removal.
CHANGING MACHINE OVER TO FEED
OTHER WIRE SIZES
The machine is shipped from the factory ready to feed
0.035” (0.9 mm) diameter wire. To operate the
machine with other sizes of wire, it is necessary to
change the contact tip and change the drive roll to
other sizes. Refer to Changing the Contact Tip and
Changing the Drive Roll in the MAINTENANCE section for specific information on these procedures.
OPERATION
OVERLOAD PROTECTION
THERMAL PROTECTION
B-5
The machine has a maximum output duty cycle of
20%. If the duty cycle is exceeded, a thermal protector
will shut off the output until the machine cools to a
normal operating temperature. This is an automatic
function of the machine and does not require user
intervention.
MIG PAK HD
Page 17

B-6
WRONG
CURRENT
PA
TH
CORRECT
CURRENT
PA
TH
OPERATION
B-6
LEARNING TO WELD
No one can learn to weld simply by reading about
it. Skill comes only with practice. The following
pages will help the operator to understand welding
and develop this skill.
THE ARC-WELDING CIRCUIT
The operator’s knowledge of arc welding must go
beyond the arc itself. The operator must know how to
control the arc, and this requires a knowledge of the
welding circuit and the equipment that provides the
electric current used in the arc. Figure B.5 illustrates
the welding circuit for a typical welding machine. The
circuit begins where the gun cable is attached to the
welding machine. Current flows through the gun
cable, gun, and contact tip, to the wire and across the
arc. On the work side of the arc, current flows through
the base metal to the work cable and back to the
welding machine. This circuit must be complete for the
current to flow.
This machine’s welding circuit has a voltage output of
29 volts DC maximum. This voltage is quite low and is
only present when the gun trigger is depressed.
To weld, the work clamp must be tightly connected to
clean base metal. Remove paint, rust, dirt or oil as
necessary and connect the work clamp as close as
possible to the area you wish to weld. This helps prevent current from going through an unwanted path.
Avoid allowing the welding circuit to pass through
hinges, bearings, electronic components, or similar
devices that can be damaged. See Figure B.6. Always
disconnect electrical devices before welding upon
them.
FIGURE B.6
WARNING
Fumes and slag generated from
Innershield type electrodes recommended for use with this welding
machine can be toxic.
• Avoid contact with eyes and skin.
• Do not take internally.
• Keep out of reach of children.
• Follow all safety precautions
found in this operating manual.
The gun and cable assembly is held by the operator
who guides the automatically fed wire along the joint,
maintaining a contact tip to work distance of about 3/8
to 1/2 inch (10 – 12 mm) This is called electrical stickout. This electrical stickout (ESO) must be properly
maintained by the operator. The electric arc is made
in the gap between the work and the tip end of a small
diameter wire. When the power source is properly set,
the arc gap is maintained automatically.
Arc welding is a manual skill requiring a steady hand,
good physical condition, and good eyesight. The operator controls the welding arc, and, therefore, the quality of the weld made.
THE SELF-SHIELDED FCAW (FLUX
CORE) WELDING ARC
Figure B.7 illustrates the action taking place in the self
shielded FCAW (Innershield) welding arc. It closely
resembles what is actually seen while welding.
WRONG
CURRENT
TH
Hinges
* For best results position work clamp approximantely
12 inches(294mm) from the welded area.
Bearings
CORRECT
TH
CURRENT
Electrical Components
*
Protective Slag
MIG PAK HD
Cored Wire
Weld Metal
Burning of core materials
inside wire electrode
results in shield of gas.
Arc Stream
FIGURE B.7
Page 18

B-7
OPERATION
B-7
The “arc stream” is seen in the middle of the picture.
This is the electric arc created by the electric current
flowing through the space between the end of the wire
electrode and the base metal. The temperature of this
arc is about 6000°F, which is more than enough to
melt metal. The arc is very bright, as well as hot, and
cannot be looked at with the naked eye without risking
painful injury. The very dark lens, specifically
designed for arc welding must be used with the hand
or face shield whenever viewing the arc.
The arc melts the base metal and actually digs into it
much as water through a nozzle on a garden hose
digs into the earth. The molten metal forms a molten
pool or crater and tends to flow away from the arc. As
it moves away from the arc, it cools and solidifies.
The function of the Innershield cored wire electrode is
much more than simply to carry current to the arc. The
wire core is composed of fluxes and/or alloying ingredients around which a steel sheath has been formed.
It is simply a stick electrode turned inside out in a continuous wire form.
The cored wire melts in the arc and tiny droplets of
molten metal shoot across the arc into the molten
pool. The wire sheath provides additional filler metal
for the joint to fill the groove or gap between the two
pieces of base metal.
The core materials also melt or burn in the arc and
perform several functions. They make the arc steadier, provide a shield of smoke-like gas around the arc
to keep oxygen and nitrogen in the air away from the
molten metal, and provide a flux for the molten pool.
The flux picks up impurities and forms the protective
slag on top of the weld during cooling.
After running a weld bead, the slag may be removed
with a chipping hammer and wire brush. This
improves appearance and allows for inspection of the
finished weld.
THE GMAW (MIG) WELDING ARC
Figure B.8 illustrates the GMAW (MIG) welding arc.
Solid wire does not contain fluxes or ingredients to
form its own shielding and no slag forms to protect the
molten weld metal. For this reason, a continuous even
flow of shielding gas is needed to protect the molten
weld metal from atmospheric contaminant’s such as
oxygen and nitrogen. Shielding gas is supplied
through the gun and cable assembly, through the gas
nozzle and into the welding zone.
Gas nozzle
Shielding gasSolid wire
electrode
Weld metal
Base metal
FIGURE B.8
When comparing the GMAW and FCAW processes,
you can see that the principal difference between the
two lies in the type of shielding used. GMAW uses gas
for shielding, thus we have Gas Metal Arc Welding.
FCAW uses the melting or burning of the core ingredients for shielding, and is thus termed Self-Shielded
Flux Cored Arc Welding.
The recommended wire for Gas Metal Arc Welding
(MIG) is Lincolnweld 0.025” (0.6 mm) L-56 electrode.
Lincolnweld” L-56 is capable of welding a wide range
of mild steels in all positions, however, more skill IS
required for out-of-position welding with the GMAW
process.
Since machine size and output characteristics limit the
size and type of wire electrode which can be used,
Lincoln 0.035’ (0.9 mm) NR-211-MP Innershield electrode is recommended for Self-Shielded Flux Cored
Arc Welding.
MIG PAK HD
PROCESS SELECTION
By gaining knowledge of the differences between the
two processes, you will be able to select the best
process for the job you have at hand. In selecting a
process, you should consider:
Page 19

B-8
OPERATION
B-8
For GMAW (MIG) Process
1. Is most of my welding performed on 16 gauge and
lighter materials?
2. Can I afford the extra expense, space, and lack of
portability required for gas cylinders and gas supply?
3. Do I require clean, finished-looking welds?
If you have answered yes to all the above questions
GMAW may be the process for you. If you have
answered no to any of the above questions, then you
should consider using the FCAW process.
For FCAW (Innershield) Process
1. Do I want simplicity and portability?
2. Will welding be performed outdoors or under windy
conditions?
3. Do I require good all position welding capability?
4. Will most welding be performed on 16 gauge and
heavier, somewhat rusty or dirty materials?
JOINT TYPES AND POSITIONS
Five types of welding joints are: Butt Joint, Fillet Joint,
Lap Joint, Edge Joint and Corner Joint. See Figure
B.9.
Of these, the Butt joint and Fillet joint are the two most
common welds.
Butt joint Lap joint
Edge joint Fillet joint Corner joint
FIGURE B.9
5. Weld must be cleaned prior to painting.
COMMON METALS
Most metals found around the farm, small shop or
home are low carbon steel, sometimes referred to as
mild steel. Typical items made with this type of steel
include most sheet metal, plate, pipe and rolled
shapes such as channels and angle irons. This type of
steel can usually be easily welded without special precautions. Some steels, however, contain higher carbon levels or other alloys and are more difficult to
weld. Basically, if a magnet sticks to the metal and
you can easily cut the metal with a file, chances are
good that the metal is mild steel and that you will be
able to weld the material.
Regardless of the type of metal being welded, in order
to get a quality weld, it is important that the metal is
free of oil, paint, rust or other contaminant’s.
Butt Joint
Place two plates side by side, leaving a space approximately one half the thickness of the metal between
them in order to get deeper penetration.
Securely clamp or tack weld the plates at both ends,
otherwise the heat will cause the plates to move apart.
See Figure B.10.
Now weld the two plates together. Weld from left to
right (if right handed). Point the wire electrode down in
the crack between the two plates, keeping the gun
slightly tilted in the direction of travel. Watch the
molten metal to be sure it distributes itself evenly on
both edges and in between the plates. This is referred
to as the “pull technique”. On thin gauge sheet metal,
use the “push technique”. See “Welding Techniques
for GMAW (MIG) Process”.
MIG PAK HD
FIGURE B.10
Page 20

B-9
Penetration
Unless a weld penetrates close to 100% of the metal
thickness, a butt joint will be weaker than the material
welded together. In the example shown in Figure
B.11, the total weld is only half the thickness of the
material thus the weld is only approximately half as
strong as the metal.
FIGURE B.11
In the example shown in Figure B.12, the joint has
been welded so that 100% penetration could be
achieved. The weld, if properly made, is as strong as
or stronger than the original metal.
OPERATION
B-9
45°
FIGURE B.13
Welding In The Vertical Position
Welding in the vertical position can be done either vertical-up or vertical-down. Vertical-up is used whenever
a larger, stronger weld is desired. Vertical-down is
used primarily on sheet metal
.
WARNING
FIGURE B.12
Fillet Welds
When welding fillet welds, it is very important to hold
the wire electrode at a 45° angle between the two
sides or the metal will not distribute itself evenly. The
gun nozzle is generally formed at an angle to facilitate
this. See Figure B.13.
Use of this unit on thicker materials than recommended may result in welds of poor quality. The
welds may appear to be fine, but may lack the
fusion or bonding necessary to give a strong
weld. This is called "Cold Casting" or "cold lapping" and is some what similar to a cold solder
joint. Weld failure may result.
------------------------------------------------------------------------
Vertical-up And Overhead Welding
The problem, when welding vertical-up, is to put the
molten metal where it is wanted and make it stay
there. If too much molten metal is deposited, gravity
will pull it downwards and make it “drip”. Therefore, a
certain technique has to be followed.
When welding out-of-position, run stringer beads.
Don’t whip, break the arc, move out of the puddle, or
move too fast in any direction. Use Wire Feed Speed
(WFS) in the low portion of the range. The general
technique and proper gun angle is illustrated in Figure
B.14.
Generally, keep the electrode nearly perpendicular to
the joint as illustrated. The maximum angle above perpendicular may be required if porosity becomes a
problem.
MIG PAK HD
Page 21

B-10
PROPER GUN ANGLE
FOR GMAW PROCESS
WELDING IN THE VERTICAL UP POSITION
PROPER GUN ANGLE
FOR FCAW PROCESS
WELDING IN THE VERTICAL UP POSITION
OPERATION
FIGURE B.14
Vertical-down Welding
Refer to Figure B.15 Vertical-down welds are applied
at a fast pace. These welds are therefore shallow and
narrow and, as such, are excellent for sheet metal.
Suggested settings for welding Vertical-down welds
are found in table b.1.
Use stringer beads and tip the gun in the direction of
travel so the arc force helps hold the molten metal in
the joint. Move as fast as possible consistent with
desired bead shape.
The important thing is to continue lowering the entire
arm as the weld is made so the angle of the gun does
not change. Move the electrode wire fast enough that
the slag does not catch up with the arc. Vertical-down
welding gives thin, shallow welds. It should not be
used on heavy material where large welds are
required.
B-10
MACHINE SET UP FOR THE
SELF-SHIELDED FCAW PROCESS
1. See the Application Guide on the inside of wire
feed section door for information on setting the
controls based on wire type and metal thickness
being welded..
2. Set the “Voltage” and “Wire Speed” controls to the
settings suggested on the Application Guide for the
welding wire and base metal thickness being used.
The voltage control is marked “V” and the wire feed
speed is marked ‘’olo.’’
3. Check that the polarity is correct for the welding
wire being used. Set the polarity for DC(–) when
welding with NR-211-MP Innershield electrode.
See Work Cable Installation in the INSTALLATION
section for instructions on changing polarity.
4. When using Innershield electrode, use the gasless
nozzle instead of a gas nozzle to improve visibility
of the arc.
5. Connect work clamp to metal to be welded. Work
clamp must make good electrical contact to the
work piece. The work piece must also be grounded
as stated in the “Arc Welding Safety Precautions”
at the beginning of this manual.
WELDING TECHNIQUES FOR THE SELFSHIELDED FCAW PROCESS
Four simple manipulations are of prime importance
when welding. With complete mastery of the four,
welding will be easy. They are as follows:
FIGURE B.15
1. The Correct Welding Position
Figure B.16 illustrates the correct welding position
for right handed people. (For left handed people, it
is the opposite.)
Hold the gun (of the gun and cable assembly) in
your right hand and hold the shield with your left
hand. (Left handers simply do the opposite.)
When using the FCAW Process, weld from left to
right (if you are right handed). This enables you to
clearly see what you are doing. (Left handers do
the opposite.) Tilt the gun toward the direction of
travel holding the electrode at an angle as shown
in Figure B.18.
MIG PAK HD
Page 22

B-11
FIGURE B.16
WARNING
OPERATION
Contact Tip
Wire Electrode
B-11
3/8” (10mm)
Electrical Stickout (ESO)
ARC RAYS can burn eyes and skin.
When using an open arc process, it
Is necessary to use correct eye,
head and body protection.
Protect yourself and others, read
“ARC RAYS can burn” at the front
of this manual.
2. The Correct Way To Strike An Arc
1. Be sure the work clamp makes good electrical
contact to the work.
2. Position gun over joint. End of wire may be
lightly touching the work.
3. Position face shield to protect face and eyes,
close gun trigger, and begin welding. Hold the
gun so that the contact tip to work distance is
about 3/8 to 1/2 inch (10 – 12 mm).
4. To stop welding, release the gun trigger and
the pull the gun away from the work after the
arc goes out.
FIGURE B.17
The easiest way to tell whether the ESO is the correct length is by listening to its sound. The correct
ESO has a distinctive “crackling” sound, very much
like eggs frying in a pan. A long ESO has a hollow,
blowing or hissing sound. If the ESO is too short,
you may stick the contact tip or nozzle to the weld
puddle and/or fuse the wire to the contact tip.
4. The Correct Welding Speed
The important thing to watch while welding is the
puddle of molten metal right behind the arc. See
Figure B.18. Do not watch the arc itself. It is the
appearance of the puddle and the ridge where the
molten puddle solidifies that indicates correct welding speed. The ridge should be approximately 3/8”
(10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in a
thin uneven, “wormy” looking bead. They are not
watching the molten metal.
5. A ball may form at the tip end of the wire after
welding. For easier restrikes (with Innershield
wire) the ball may be removed by feeding out a
few inches of wire and simply bending the wire
back and forth until it breaks off.
6. When no more welding is to be done, turn off
the machine.
3. The Correct Electrical Stickout (ESO)
The electrical stickout (ESO) is the distance from
the end of the contact tip to the end of the wire.
See Figure B.17
Once the arc has been established, maintaining
the correct ESO becomes extremely important.
The ESO should be approximately 3/8”(10mm)
long.
Solidifying ridge
Molten puddle
FIGURE B.18
MIG PAK HD
Page 23

B-12
OPERATION
B-12
Helpful Hints
1. For general welding, it is not necessary to weave
the arc, neither forward or backward nor sideways.
Weld along at a steady pace. You will find it easier.
2. When welding on thin plate, you will find that you
will have to increase the welding speed, whereas
when welding on heavy plate, it is necessary to go
more slowly in order to get good penetration.
3. When welding sheet metal 16 gauge (1.5 mm) and
lighter, heat buildup may cause part warpage and
burn through. One way to eliminate these problems
is to use the back-stepping method illustrated in
Figure B.19.
First weld from A to B; then from C to A; then
from D to C; then from E to D, and so on.
BACDE
Back-Stepping
FIGURE B.19
Practice
The best way of getting practice in the four skills that
enable you to maintain:
1. Correct welding position
2. Correct way to strike an arc
3. Correct electrical stickout
4. Correct welding speed
For the MACHINE , use the following:
Mild Steel 12 gauge or 1/8 inch
(3.0 mm)
Electrode 0.035" (0.9 mm)
NR-211-MP
Innershield Wire
Coarse Voltage Setting “Hi”
Fine Voltage Setting “2”
Wire Speed Feed Setting “4”
Refer to Figure B.20.
1. Learn to strike an arc by positioning the gun over
the joint and touching the wire to the work.
2. Position face shield to protect face and eyes.
3. Depress gun trigger, hold gun so contact tip to
work distance is about 3/8 to 1/2 inch (10 to 12
mm) and the gun is at proper angle.
4. After you strike the arc, practice the correct electrical stickout. Learn to distinguish it by its sound.
5. When you are sure that you can hold the correct
electrical stickout, with a smooth “crackling” arc
start moving. Look at the molten puddle constantly,
and look at the “ridge” where the metal solidifies.
6. Run beads on a flat plate. Run them parallel to the
top edge (the edge farthest away from you). This
gives you practice in running straight welds, and
also gives you an easy way to check your
progress. The 10th weld will look considerably better than the first weld. By constantly checking on
your mistakes and your progress, welding will soon
be a matter of routine.
is to perform the following exercise.
Contact
Tip
ESO
Gun Angle
FIGURE B.20
MIG PAK HD
Page 24

B-13
OPERATION
MACHINE SET UP FOR THE GMAW (MIG)
PROCESS
1. See PROCESS GUIDELINES in the OPERATION
section for selection of welding wire and shielding
gas, and for range of metal thicknesses that can be
welded.
B-13
2. See the Application Guide on the inside of wire
feed section door for information on setting the
controls.
3. Set the “Voltage” and “Wire Speed” controls to the
settings suggested on the Application Guide for the
welding wire and base metal thickness being used.
The voltage control is marked “V” and the wire feed
speed is marked ‘’olo.’’
4. Check that the polarity is correct for the welding
wire being used. Set the polarity for DC(+) when
welding with the GMAW (MIG) process. See Work
Cable Installation in the INSTALLATION section for
instructions for changing polarity.
5. Check that the gas nozzle and proper size liner
and contact tip are being used and that the gas
supply is turned on. If adjustable, set for 15 to 20
cubic feet per hour (7 to 10 l/min.) under normal
conditions, increase to as high as 35 CFH (17
I/min.) under drafty (slightly windy) conditions.
6. Connect work clamp to metal to be welded. Work
clamp must make good electrical contact to the
work piece. The work piece must also be grounded
as stated in the “Arc Welding Safety Precautions”
at the beginning of this manual.
FIGURE B.21
When using the GMAW process on light gauge material, weld from right to left (if you are right handed).
This results in a colder weld and has less tendency for
burn through.
2. The Correct Way To Strike An Arc
WARNING
ARC RAYS can burn eyes and skin.
When using an open arc process, it
Is necessary to use correct eye,
head and body protection.
Protect yourself and others, read
“ARC RAYS can burn” at the front
of this manual.
1. Be sure the work clamp makes good electrical contact to the work.
2. Position gun over joint. End of wire may be lightly
touching the work.
WELDING TECHNIQUES FOR THE GMAW
(MIG) PROCESS
Four simple manipulations are of prime importance
when welding. With complete mastery of the four,
welding will be easy. They are as follows:
1. The Correct Welding Position
Figure B.21 illustrates the correct welding position
for right handed people. (For left handed people, it
is the opposite.)
When GMAW (MIG) welding on sheet metal, it is
important to use the “forehand” push technique.
Hold the gun (of the gun and cable assembly) in
your right hand and hold the shield with your left
hand. (Left handers simply do the opposite.)
MIG PAK HD
3. Position face shield to protect face and eyes, close
gun trigger, and begin welding. Hold the gun so
that the contact tip to work distance is about 3/8 to
1/2 inch (10 – 12 mm).
4. To stop welding, release the gun trigger and pull
the gun away from the work after the arc goes out.
5. A ball may form at the tip end of the wire after
welding. For easier restrikes, the ball may be
removed by feeding out a few inches of wire and
cutting off the end of the wire with wire cutters.
6. When no more welding is to be done, close the
valve on the gas cylinder, momentarily operate the
gun trigger to release gas pressure, then turn off
the machine.
Page 25

B-14
Contact Tip
Wire Electrode
ESO
OPERATION
FIGURE B.22
3. The Correct Electrical Stickout (ESO)
The electrical stickout (ESO) is the distance from
the end of the contact tip to the end of the wire.
See Figure B.22.
Once the arc has been established, maintaining
the correct ESO becomes extremely important.
The ESO should be approximately 3/8 to 1/2 inch
(10 to 12 mm) long.
The easiest way to tell whether the ESO is the correct length is by listening to its sound. The correct
ESO has a distinctive “crackling” sound, very much
like eggs frying in a pan. A long ESO has a hollow,
blowing or hissing sound. If the ESO is too short,
you may stick the contact tip or nozzle to the weld
puddle and/or fuse the wire to the contact tip.
4. The Correct Welding Speed
The important thing to watch while welding is the
puddle of molten metal right behind the arc. See
Figure B.23. Do not watch the arc itself. It is the
appearance of the puddle and the ridge where the
molten Puddle solidifies that indicates correct welding speed. The ridge should be approximately 3/8”
(10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in a
thin, uneven, “wormy” looking bead. They are not
watching the molten metal.
B-14
Helpful Hints
1. For general welding, it is not necessary to weave
the arc, neither forward or backward nor sideways.
Weld along at a steady pace. You will find it easier.
2. When welding on thin plate, you will find that you
will have to increase the welding speed, whereas
when welding on heavy plate, it is necessary to go
more slowly in order to get good penetration.
3. When welding sheet metal 16 gauge (1.5 mm) and
lighter, heat buildup may cause part warpage and
burn through. One way to eliminate these problems
is to use the back-stepping method illustrated in
Figure B.21.
Practice
The best way of getting practice in the four skills that
enable you to maintain:
1. Correct welding position
2. Correct way to strike an arc
3. Correct electrical stickout
4. Correct welding speed
is to perform the following exercise.
For the MACHINE , use the following:
Mild Steel 16 gauge or 1/16 inch
(1.6 mm)
Electrode Lincolnweld 0.025 L-56
electrode
GAS TYPE 75Ar / 25 CO
Coarse Voltage Setting
Fine Voltage Setting
“Hi” “Hi”
“2” “1”
2
100% CO
2
Weld metal ridge
FIGURE B.23
Molten puddle
Base metal
Wire Speed Feed Setting
Refer to Figure B.20.
1. Learn to strike an arc by positioning the gun over
2. Position face shield to protect face and eyes.
3. Depress gun trigger, hold gun so contact tip to
MIG PAK HD
“7” “5”
the joint and touching the wire to the work.
work distance Is about 3/8 to 1/2 inch (10 to 12
mm) and the gun is at proper angle.
Page 26

B-15
OPERATION
B-15
TROUBLESHOOTING WELDS
Good welds have excellent appearance.
To Eliminate Porosity
(In order of priority):
1. Check or reset WFS & Volts on chart inside door.
2. Clean joints from moisture, paint, rust etc.
3. Increase stickout.
4. Decrease drag angle.
5. Decrease travel speed.
NOTE: Always be sure the joint is free from moisture,
oil, rust, paint or other contaminant’s.
To Eliminate a Ropy Convex Bead
To Reduce Spatter:
(In order of priority):
1. Check or reset WFS & Volts on chart inside door.
2. Increase drag angle.
3. Decrease stickout.
4. Decrease travel speed.
To Correct Poor Penetration (In order of priority):
1. Check or reset WFS & Volts on chart inside door.
2. Decrease stickout.
3. Decrease speed.
4. Decrease drag angle.
If Arc Blow Occurs* (In order of priority):
NOTE: Try different work connection locations before
adjusting procedures.
1. Check or reset WFS & Volts on chart inside door.
2. Decrease drag angle.
3. Increase stickout.
4. Decrease travel speed.
*Arc blow is the effect of a magnetic field which forces
the arc from its normal path visual results are concave
face uneven leg lengths heavy spatter and porosity.
To Eliminate Stubbing** (In order of priority):
1. Check or reset WFS & Volts on chart inside door.
2. Decrease stickout
3. Increase drag angle
** Stubbing occurs when the electrode drives through
the molten puddle and hits the bottom plate tending
to push the gun up.
(In order of priority):
1. Check or reset WFS & Volts on chart inside door.
2. Decrease stickout.
3. Decrease travel speed.
4. Decrease drag angle.
MIG PAK HD
Proper Gun Handling
Most feeding problems are caused by improper handling of the gun cable or electrodes.
1. Do not kink or pull the gun around sharp corners
2. Keep the gun cable as straight as practical when
welding.
3. Do not allow dolly wheels or trucks to run over the
cables.
4. Keep the cable clean.
5. Innershield electrode has proper surface lubrication. Use only clean, rust-free electrode.
6. Replace contact tip when it becomes worn or the
end is fused or deformed.
Page 27

B-16
Proper Gun Handling
Most feeding problems are caused by improper handling of the gun cable or electrodes.
1. Do not kink or pull the gun around sharp corners
2. Keep the gun cable as straight as practical when
welding.
3. Do not allow dolly wheels or trucks to run over the
cables.
4. Keep the cable clean.
5. Innershield electrode has proper surface lubrication. Use only clean, rust-free electrode.
6. Replace contact tip when it becomes worn or the
end is fused or deformed.
OPERATION
B-16
MIG PAK HD
Page 28

C-1
ACCESSORIES
ACCESSORIES
INNERSHIELD WELDING WIRE
NR-211-MP Innershield welding wire - .035” (0.9 mm)
diameter flux-cored electrode.
MIG WELDING WIRE
Lincoln L56- .025” (0.6mm) diameter solid steel electrode)
CONSUMABLE PARTS
The following items are commonly consumed over the
life of the welder and may need to be ordered. See
the complete parts list at the end of this manual for
machine replacement parts.
ITEM DESCRIPTION PART NO.
1 Chipping Hammer/Brush S24355-12
2 Face Shield G3364
3
Filter Lens/Clear Cover Lens
4 Drive Roll - “.023-.035”
(0.6-0.9 mm) KP2315-1
5 Contact Tip “.023-.025”
(0.6 mm) KH710
6 Contact Tip “.035”(0.9 mm) KH712
7 Flux Nozzle (Gasless) KH726
8 Gas Nozzle KH725
9 Gas Hose T10642-120
10 Gas Diffuser S25351-1
G3364-C & -D
C-1
MIG PAK HD
Page 29

D-1
MAINTENANCE
MAINTENANCE
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK can kill.
• Disconnect input power by removing
plug from receptacle before working
inside machine. Use only grounded
receptacle. Do not touch electrically
“hot” parts inside machine
• Have qualified personnel do the mainte-
nance and trouble shooting work.
ITEMS REQUIRING
NO MAINTENANCE
• Drive Motor and Gearbox – Lifetime lubrication
D-1
• Wire Reel Spindle – Do NOT lubricate shaft
ROUTINE AND PERIODIC
MAINTENANCE
BEFORE EACH USE
• Check over machine and accessories for any obvious condition that may prevent safe performance or operation. Repair
or replace items as necessary to correct any abnormal condition.
AFTER 5 MINUTES OF WELDING
or when spatter accumulates in the gas nozzle:
• Clean the contact tip and gas nozzle to avoid bridging
between the nozzle and contact tip. Bridging results in a
shorted nozzle, poor welds and overheated gun. Hint: Antistick spray or gel available from a welding supplier may
reduce buildup and aid in spatter removal.
MIG PAK HD
Page 30

D-2
MAINTENANCE
D-2
CLEANING THE GUN LINER
• Unplug the machine or turn the power switch to the
OFF - “0” position.
• Remove the gas nozzle and contact tip from the
gun.
• Clean the inside diameter with a short piece of wire.
• Clean the cable liner when rough and erratic wire
feeding occur:
Lay the cable out straight. Blow out gently with dry
compressed air through the wire guide tube and check
the condition of the tube. Bend the cable back and
forth, then blow the tube out again. Repeat until
clean.
CAUTION
Excessive pressure at start may cause the dirt to
form a plug.
------------------------------------------------------------------------
CLEANING COMPONENTS AS REQUIRED
• Unplug the machine or turn the power switch to the
OFF - “0” position.
• Blow dirt out of the welder with low pressure air to
eliminate excessive dirt and dust buildup that could
cause the welder to run hot.
• Vacuum accumulated dirt from the gear-box and
wire feed section.
• Inspect the incoming guide tube and clean the
inside diameter if necessary. Replace when excessively worn.
• Replace Contact Tip - when the hole is enlarged or
elongated. (Refer to Changing The Contact Tip, in
this section.)
COMPONENT REPLACEMENT
PROCEDURES
FIGURE D.1 – CONTACT TIP REPLACEMENT
CONTACT
TIP
0
4
0
L
.
-
A
0
.
1
NOZZLE
CHANGING THE CONTACT TIP
1. Refer to Figure D.1. Remove the gas nozzle from
the gun by unscrewing it counter-clockwise.
2. Remove the existing contact tip from the gun by
unscrewing it counter-clockwise.
3. Insert and tighten the desired contact tip. Do not
overtighten.
4. Replace the gas nozzle.
CHANGING THE DRIVE ROLL
FIGURE D.2 – DRIVE ROLL REPLACEMENT
SPRING LOADED
HANDLE SCREW
WIRE
INGOING GUIDE TUBE
WIRE FEED
LOWER DRIVE ROLL
UPPER
IDLER ROLL ARM
• Check the condition of the wire feed rollers.
Remove any metallic dust deposited in the feed
area (rollers and entrance and outlet wire guide).
• Check the gas hose and fittings for tightness.
MID PAK HD
The machine Wire Feed Drive Roll has two grooves;
one for 0.023” - 0.025” (0.6 mm) solid steel electrode
and the other for 0.030” (0.8 mm) solid and 0.035”
(0.9 mm) flux-cored steel electrode. See Figure D.2.
Use the appropriate sized groove for the wire used (as
indicated by the stenciling on the side of the drive roll).
Reverse the drive roll as follows.
Refer to Figure D.2.
1. Make certain the machine power switch is OFF “0”.
2. Open the spring loaded pressure arm. Lift up the
idle roll arm.
Page 31

D-3
3. Remove the Thumbscrew holding the drive roll.
4. Replace the drive roll so that the desired size, stenciled on the side of the drive roll, is toward the
inside and visible.
5. Replace the Thumbscrew and tighten.
MAINTENANCE
GUN ASSEMBL Y REMOVAL
1. Unplug machine.
2. Remove wire drive door and right case side.
3. Remove gas line connections.
4. Remove gun connections from output studs.
5. Remove trigger leads. The trigger leads are routed
through the center panel and connected to the P.C.
board (X8, X9). Use care in removal as not to
damage the P.C. board or adjoining connections.
6. Unfasten the 2 retaining bolts and 1 screw securing
the gun strain relief. (note the alignment of the gun
in the wire drive.)
7. Installation is the reverse of removal. (7 thru 1)
WORK CABLE INSTALLATION
D-3
The work cable and clamp comes already installed. If
you should ever need to replace or reinstall the cable,
do the following. Refer to Figure D.3.
FIGURE D.3
WORK CABLE AND GROMMET
1. Remove the case sides.
2. Pass the end of the work cable with the terminal lug
through the Work Cable Access Hole in the case
front.
3. Route the cable through the rubber grommet in the
metal divider under and around the back of the
Wire Feed Gearbox.
MIG PAK HD
Page 32

E-1
TROUBLESHOOTING
HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician and
machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical
Shock, please observe all safety notes and precautions detailed throughout this manual.
__________________________________________________________________________
E-1
This Troubleshooting Guide is provided to help you
locate and repair possible machine malfunctions.
Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms
that the machine may exhibit. Find the listing that
best describes the symptom that the machine is
exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE” lists
the obvious external possibilities that may contribute
to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the
Possible Cause, generally it states to contact your
local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the
Recommended Course of Action safely, contact your
local Lincoln Authorized Field Service Facility.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MIG PAK HD
Page 33

E-2
TROUBLESHOOTING
Observe all Safety Guidelines detailed throughout this manual
E-2
PROBLEMS
(SYMPTOMS)
Major physical or electrical damage
is evident.
No wire feed, weld output or gas
flow when gun trigger is pulled.
No weld output when gun trigger is
pulled.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
None
Contact your local Authorized Field
Service Facility.
1. Make sure correct voltage is
applied to the machine (115vac).
2. Make certain that power switch
is in the ON position.
3. The thermostat may be tripped
due to overheating. Let machine
cool. Weld within the duty cycle
or remove any air obstruction to
the machine.
1. Gun tip may be worn. Replace.
2. Gun trigger may be faulty.
RECOMMENDED
COURSE OF ACTION
If all recommended possible areas
of misadjustment have been
checked and the problem persists,
Contact your local Lincoln
Authorized Field Service
Facility.
3. The gun or work cable may be
faulty.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MIG PAK HD
Page 34

E-3
TROUBLESHOOTING
Observe all Safety Guidelines detailed throughout this manual
E-3
PROBLEMS
(SYMPTOMS)
No wire feed when gun trigger is
pulled.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
FEEDING PROBLEMS
1. The thermostat may be tripped
due to overheating. Let machine
cool. Weld within the duty cycle
or remove any air obstruction to
the machine.
2. Gun trigger may be faulty.
3. Drive Roll tension is set too high.
4. Wire may be kinked or jammed.
Inspect Drive Roll and Guide
Tubes.
RECOMMENDED
COURSE OF ACTION
If all recommended possible areas
of misadjustment have been
checked and the problem persists,
Contact your local Lincoln
Authorized Field Service
Facility.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MIG PAK HD
Page 35

E-4
TROUBLESHOOTING
Observe all Safety Guidelines detailed throughout this manual
E-4
PROBLEMS
(SYMPTOMS)
Bead is too thin (intermittently).
Bead is too thick (intermittently).
Bead does not penetrate base
metal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
WELDING PROBLEMS
1. Travel speed is inconsistent.
Decrease and maintain a constant travel speed.
2. Output heat range is too low.
Set the Low – High Heat Range
switch to High or the Fine Heat
Adjustment to MAX.
1. Travel speed is slow and/or
inconsistent. Increase and maintain a constant travel speed.
2. Output heat range is too high.
Set the Low – High Heat Range
switch to Low or the Fine Heat
Adjustment to MIN.
1. Travel speed is inconsistent.
Decrease and maintain a constant travel speed.
RECOMMENDED
COURSE OF ACTION
If all recommended possible areas
of misadjustment have been
checked and the problem persists,
Contact your local Lincoln
Authorized Field Service
Facility.
Wire sputters and sticks to workpiece.
Edge of weld has ragged depressions.
2. Output heat range is too low.
Set the Low – High Heat Range
switch to High or the Fine Heat
Adjustment to MAX.
1. The wire is damp. Change to dry
wire. Be sure wire is stored in a
dry location.
2. Wire feed speed (WFS) is too
fast. Reduce WFS.
1. Travel speed is too fast. Reduce
travel speed.
2. WFS is too fast. Reduce WFS.
3. Output heat range is too high.
Set the Low – High Heat Range
switch to Low or the Fine Heat
Adjustment to MIN
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MIG PAK HD
Page 36

F-1
DIAGRAMS
X11
X10
X9
X8
X7
X6
X5
black
M2
red
X2
L
F-1
A.01
M20242
X2
X1
NO GAS GAS
X2
X1
X1
WIRING DIAGRAM
X4
g
X2
X3
X1
V
g
T
2
1
1
3
4
6
3
2
4
5
S2
M1
2
5
0I
4
W
S1
1
B
G
WELDER
INPUT
PLUG
GREEN LEAD
CABLE
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The
specific diagram for a particular code is pasted inside the machine on one of the enclosure panels.
MIG PAK HD
Page 37

WARNING
Spanish
AVISO DE
PRECAUCION
● Do not touch electrically live parts or
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa mojada.
● Aislese del trabajo y de la tierra.
● Keep flammable materials away.
● Mantenga el material combustible
fuera del área de trabajo.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y el
cuerpo.
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
● Ne laissez ni la peau ni des vête-
ments mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e elec-
trodos com a pele ou roupa molhada.
● Isole-se da peça e terra.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Page 38

● Keep your head out of fumes.
● Use ventilation or exhaust to
remove fumes from breathing zone.
● Turn power off before servicing.
● Do not operate with panel open or
guards off.
WARNING
● Los humos fuera de la zona de res-
piración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
● Débranchez le courant avant
l’entretien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● Não toque as partes elétricas nuas.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ou guardas removidas.
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Page 39

• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
 Loading...
Loading...