

Lincoln Electric IM687 User Manual [en, de, es, fr]
Square Wave TIG 175 PRO
RETURN TO MAIN MENU
IMS687
Octubre, 2000
Para uso con máquinas código:
La seguridad depende
de usted
El equipo de soldadura por arco y
de corte Lincoln está diseñado y
construído pensando en la
seguridad. Sin embargo, su
seguridad en general puede ser
incrementada mediante una
instalación adecuada... así como
una operación inteligente de su
parte. NO INSTALE, OPERE O
REPARE ESTE EQUIPO SIN LEER
ESTE MANUAL Y LAS PRECAUCIONES DE SEGURIDAD AQUÍ
CONTENIDAS. Y, lo más
importante, piense antes de actuar
y sea muy cuidadoso.
10732
10733
Fecha de compra:
Número de serie:
Número de código:
Modelo:
Lugar de compra:
MANUAL DEL OPERADOR
Líder Mundial en Productos de Soldadura y Corte
Ventas y Servicio a través de las Subsidiarias y Distribuidores en todo el mundo
Cleveland, Ohio 44117-1199 U.S.A. Tel. 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
i
SEGURIDAD
ADVERTENCIA
ADVERTENCIA DE LA LEY 65 DEL ESTADO DE CALIFORNIA
Para motores Diesel: En el estadod e California
se consideran a las emisiones de motres Diesel
y algunos de sus componentes como dañinas
para la salud, ya que provocan cáncer, defectos
de nacimiento y otros reproductivos.
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES
LESIONES GRAVES O LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONAS CON MARCAPA-
SOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un
ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box
351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la
soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, OPERACION, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
Para equipos MOTORIZADOS.
1.a. Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento, salvo en el caso que el trabajo de mantenimiento requiera que esté funcionando.
____________________________________________________
____________________________________________________
____________________________________________________
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido. Quitarlos
solamente cuando sea necesario y volver a colocarlos después
de terminado el trabajo de mantenimiento. Siempre ejercer
sumo cuidado cuando se trabaje cerca de piezas en movimiento.
1.f. No poner las manos cerca del ventilador del motor. No tratar de
sobrecontrolar el gobernador o regulador de velocidad en vacío
empujando las varillas de control del acelerador mientras el
motor está funcionando.
1.g. Para impedir el arranque accidental de los motores de gasolina
mientras se hace girar el motor o generador de la soldadora
durante el trabajo de mantenimiento, desconectar los cables de
las bujías, tapa del distribuidor o cable del magneto, según corresponda.
1.b. Hacer funcionar los motores en lugares
abiertos bien ventilados o expulsar los
gases de escape del motor al exterior.
1.c. No cargar de combustible cerca de un arco de
soldadura de llama expuesta o cuando el
motor esté funcionando. Apagar el motor y
dejar que se enfríe antes de rellenar de
combustible para impedir que el combustible
derramado se vaporice al quedar en contacto
con las piezas del motor caliente. Si se
derrama combustible, limpiarlo con un trapo y
no arrancar el motor hasta que los vapores se
hayan eliminado.
1.d. Mantener todos los protectores, cubiertas y
aparatos de seguridad del equipo en su lugar
y en buenas condiciones. No acercar las
manos, cabello, ropa y herramientas a las
correas en V, engranajes, ventiladores y todas
las demás piezas móviles durante el
arranque, funcionamiento o reparación del
equipo.
Para motores de gasolina: Las emisiones de
este tipo de productos contienen químicos que ,
para el estado de California, provocan cáncer,
defectos de nacimiento y otros reproductivos.
7.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
LOS CAMPOS ELECTRICOS
Y MAGNETICOS
pueden ser peligrosos
2.a. La corriente eléctrica que circula por cualquiera de los conductores causa campos eléctricos y magnéticos (EMF) localizados. La corriente para soldar crea campos EMF alrededor de
los cables y máquinas soldadoras.
2.b. Los campos EMF pueden interferir con algunos marcapasos, y
los soldadores que tengan marcapaso deben consultar a su
médico antes de manejar una soldadora.
2.c. La exposición a los campos EMF en soldadura pueden tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del circuito de soldadura:
8.d.1. Pasar los cables del electrodo y de trabajo juntos -
Atarlos con cinta siempre que sea posible.
2.d.2. Nunca enrollarse el cable del electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuerpo entre los cables de trabajo y de
electrodo. Si el cable del electrodo está en el lado derecho, el cable de trabajo también debe estar en el lado
derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar cerca del suministro eléctrico de la soldado-
ra.
i
SQUARE WAVE TIG 175 PRO
ii
SEGURIDAD
ii
El ELECTROCHOQUE
puede causar la muerte.
3.a. Los circuitos del electrodo y pieza de
trabajo (o tierra) están eléctricamente “vivos” cuando la soldadora está encendida. No tocar esas
piezas “vivas” con la piel desnuda o ropa mojada.
Usar guantes secos sin agujeros para aislar las
manos.
3.b. Aislarse de la pieza de trabajo y tierra usando aislante seco.
Asegurarse que el aislante sea lo suficientemente grande para
cubrir toda el área de contacto físico con la pieza de trabajo y el
suelo.
Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en
lugares húmedos o mientras se está usando ropa mojada; en
las estructuras metálicas tales como suelos, emparrillados o
andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que
ocurra contacto inevitable o accidental con la pieza de trabajo
o tierra, usar el equipo siguiente:
• Soldadora (de alambre) de voltaje constante
CD semiautomática.
• Soldadora (de varilla) manual CD.
• Soldadora CA con control de voltaje reducido.
3.c. En la soldadura con alambre semiautomática o automática, el electrodo, carrete del electrodo, cabezal soldador, boquilla o pistola para
soldar semiautomática también están eléctricamente “vivas”.
3.d. Siempre asegurar que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe
ser lo más cerca posible del área que se va a soldar.
3.e. Conectar la pieza de trabajo o metal que se va a soldar a una buena
tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de la soldadora
y la soldadora en condiciones de trabajo buenas y seguras.
Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente las piezas eléctricamente “vivas” de
los portaelectrodos conectados a dos soldadoras porque el voltaje
entre los dos puede ser el total del voltaje de circuito abierto de
ambas soldadoras.
3.i. Cuando se trabaje sobre el nivel del suelo, usar un cinturón de
seguridad para protegerse de una caída si llegara a ocurrir electrochoque.
3.j. Ver también las partidas 6.c. y 8.
Los RAYOS DEL ARCO
pueden quemar.
4.a. Colocarse una careta con el filtro y cubiertas
para protegerse los ojos de las chispas y
rayos del arco cuando se suelde o se
cristal del filtro y casco debe satisfacer las normas ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material ignífugo durable para
protegerse la piel propia y la de los ayudantes con los rayos del
arco.
4.c. Proteger a otras personas que se encuentren cerca con un biombo adecuado no inflamable y/o advertirles que no miren directamente al arco ni que se expongan a los rayos del arco o a las
salpicaduras o metal calientes.
observe una soldadura por arco abierta. El
Los HUMOS Y GASES
pueden ser peligrosos.
La soldadura puede producir humos y
5.a.
gases peligrosos para la salud. No respirarlos.
Durante la soldadura, mantener la cabeza alejada de los humos. Tener bastante
los humos y gases lejos de la zona de respiración. Cuando se
suelde con electrodos que requieren ventilación especial tales
como aceros inoxidables o revestimientos duros (ver las
instrucciones en el contenedor u hoja de datos de seguridad
del material, MSDS) o en plomo o acero cadmiado y otros metales o revestimientos que produzcan humos hipertóxicos,
mantener la exposición tan baja como sea posible y por debajo de los valores límites umbrales (TLV), utilizando un escape
local o ventilación mecánica. En espacios confinados o en
algunas situaciones, a la intemperie, puede ser necesario el
uso de un respirador.También se requiere tomar otras precauciones adicionales cuando se suelda en acero galvanizado.
5.b. No soldar en lugares cerca de vapores de hidrocarburo clorados
provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los
vapores de solventes para formar fosgeno, un gas hipertóxico, y
otros productos irritantes.
5.c. Los gases protectores usados para la soldadura por arco pueden
desplazar el aire y causar lesiones o la muerte. Siempre tener suficiente ventilación, especialmente en las áreas confinadas, para
tener la seguridad de que se respira aire fresco.
5.d. Leer y entender las instrucciones del fabricante de este equipo y el
material consumible que se va a usar, incluyendo la hoja de datos
de seguridad del material (MSDS) y seguir las reglas de seguridad
del empleador, distribuidor de material de soldar o del fabricante.
5.e. Ver también la partida 1.b.
ventilación y/o escape en el arco para mantener
SQUARE WAVE TIG 175 PRO
iii
SEGURIDAD
iii
Las CHISPAS DE LA SOLDADURA pueden causar
incendio o explosión.
6.a. Quitar todas las cosas que presenten
riesgo de incendio del lugar de soldadura.
Si esto no es posible, cubrirlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y
aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas. Tener un extinguidor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para impedir las situaciones peligrosas. Consultar la norma “Safety in Welding and
Cutting” (Norma ANSI Z49.1) y la información de manejo para
el equipo que se está usando.
6.c. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesario para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para información, comprar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society (ver la dirección más arriba).
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de la soldadura. Usar vestimenta protectora libre de aceite tales como
guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y un gorro. Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con escudos laterales cuando
se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza de trabajo tan cerca del
área de soldadura como sea posible. Los cables de la pieza de
trabajo conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar pase por las cadenas de izar, cables de
grúas u otros circuitos alternativos. Esto puede crear riesgos
de incendio o sobrecalentar las cadenas o cables de izar hasta
hacer que fallen.
El CILINDRO puede
explotar si se daña.
7.a. Usar únicamente cilindros de gas comprimido
que contenga el gas protector correcto para el
proceso empleado y reguladores en buenas
condiciones de funcionamiento diseñados
para el gas y la presión utilizados.Todas las mangueras, conectores, etc. deben ser adecuados para la aplicación y mantenidos en buenas condiciones.
7.b. Siempre mantener los cilindros en posición vertical sujetos
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Los cilindros deben estar ubicados:
• Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico.
• A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza eléctricamente “viva” toque el cilindro.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula del
cilindro cuando se abra la válvula.
7.f. Las tapas de protección de la válvula siempre deben estar en
su lugar y apretadas a mano, excepto cuando el cilindro está en
uso o conectado para uso.
7.g. Leer y seguir las instrucciones en los cilindros de gas comprimido, equipo asociado y la publicación P-I de CGA,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” disponible de Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA 22202.
Para equipos
ELECTRICOS.
8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Instalar el equipo de acuerdo con el Código Eléctrico Nacional
(EE.UU.), todos los códigos locales y las recomendaciones
del fabricante.
6.h. Ver también la partida 1.c.
8.c. Conectar a tierra el equipo de acuerdo con el Código Eléctrico
Nacional (EE.UU.) y las recomendaciones del fabricante.
Mar. ‘95
SQUARE WAVE TIG 175 PRO
iv
SEGURIDAD
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
SQUARE WAVE TIG 175 PRO
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93
por seleccionar un producto de calidad fabricado por Lincoln
Gracias
Electric. Queremos que se sienta orgulloso de operar este
producto de Lincoln Electric Company como también nosotros
nos sentimos orgullosos de proporcionarle este producto.
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar
si Existe Algún Daño.
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra
de la compañía de transporte en el momento en que se recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Número de código _____________________________________
Número de serie _____________________________________
Nombre del modelo _____________________________________
Fecha de compra __________________________________
vv
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente.
Lea este manual del operador completamente antes de intentar utilizar este equipo. Guarde este manual y téngalo a la mano para cualquier referencia. Ponga especial atención a las instrucciones de seguridad que hemos proporcionado para su protección. El nivel de seriedad que se aplicará a cada uno se explica a continuación:
¡ADVERTENCIA!
La frase aparece cuando la información se debe seguir exactamente para evitar lesiones personales serias o
pérdida de la vida.
¡PRECAUCIÓN!
Esta frase aparece cuando la información se debe seguir para evitar alguna lesión personal menor o daño a
este equipo.
SQUARE WAVE TIG 175 PRO

INDICE
.................................................................................................................................Página
SECCION DE INSTALACION.............................................................................Sección A
Especificaciones Técnicas.....................................................................................A-1
Selección de Ubicación Adecuada........................................................................A-2
Estibación ..............................................................................................................A-2
Elevación y Movimiento .........................................................................................A-2
Volcamiento ...........................................................................................................A-2
Clasificación Ambiental................................................................................................A-2
Aterrizamiento de la Máquina y Protección Contra
Interfencia de Alta Frecuencia. ....................................................................................A-2
Conexiones de Entrada................................................................................................A-3
Procedimiento de Reconexión de Entrada ..................................................................A-3
Conexiones de Salida ..................................................................................................A-4
Conexiones para Soldadura TIG (GTAW) .............................................................A-4
Conexión de Antorcha TIG..............................................................................A-4
Conexión de Cables de Trabajo ......................................................................A-4
Conexión del Gas Protector............................................................................A-4
Conexión del Control Remoto.........................................................................A-5
Conexiones para Soldadura con Electrodo Revestido ........................................A-5
Conexión del Cable del Electrodo Revestido y Cable de Trabajo...................A-5
vivi
SECCION DE OPERACION ...............................................................................Sección B
Precauciones de Seguridad........................................................................................B-1
Descripción General ....................................................................................................B-1
Equipo Incluido ......................................................................................................B-1
Para GTAW (soldadura TIG): ..........................................................................B-1
Para SMAW (soldadura con electrodo revestido): ..........................................B-1
Para Instalación y Arranque:...........................................................................B-1
Capacidad de Soldadura.......................................................................................B-1
Controles y Programaciones........................................................................................B-2
Pasos de Operación.....................................................................................................B-3
Soldadura en Modo TIG ........................................................................................B-3
Operación de Control Remoto ........................................................................B-3
Beneficios del Diseño de Onda Cuadrada......................................................B-3
Soldadura en Modo Stick (varilla revestida) ........................................................B-4
SECCION DE ACCESORIOS.............................................................................Sección C
Equipo Opcional ..........................................................................................................C-1
SECCION DE MANTENIEMIENTO ....................................................................Sección D
Precauciones de Seguridad.........................................................................................D-1
Mantenimiento de Rutina.............................................................................................D-1
SECCION DE LOCALIZACION DE AVERIAS ...................................................Sección E
Precauciones de Seguridad.........................................................................................E-1
Cómo utilizar la Guía de Localización de Averías.......................................................E-1
Localización de Averías .....................................................................................E-2 a E-7
SECCION DE DIAGRAMAS ...............................................................................Sección F
DIAGRAMA DE CABLEADO 208/230 MODELO V .....................................................F-1
DIAGRAMA DE CABLEADO 460/575 MODELO V .....................................................F-2
LISTAS DE PARTES .................................................................................P373, P210, P66
SQUARE WAVE TIG 175 PRO
A-1
INSTALACION
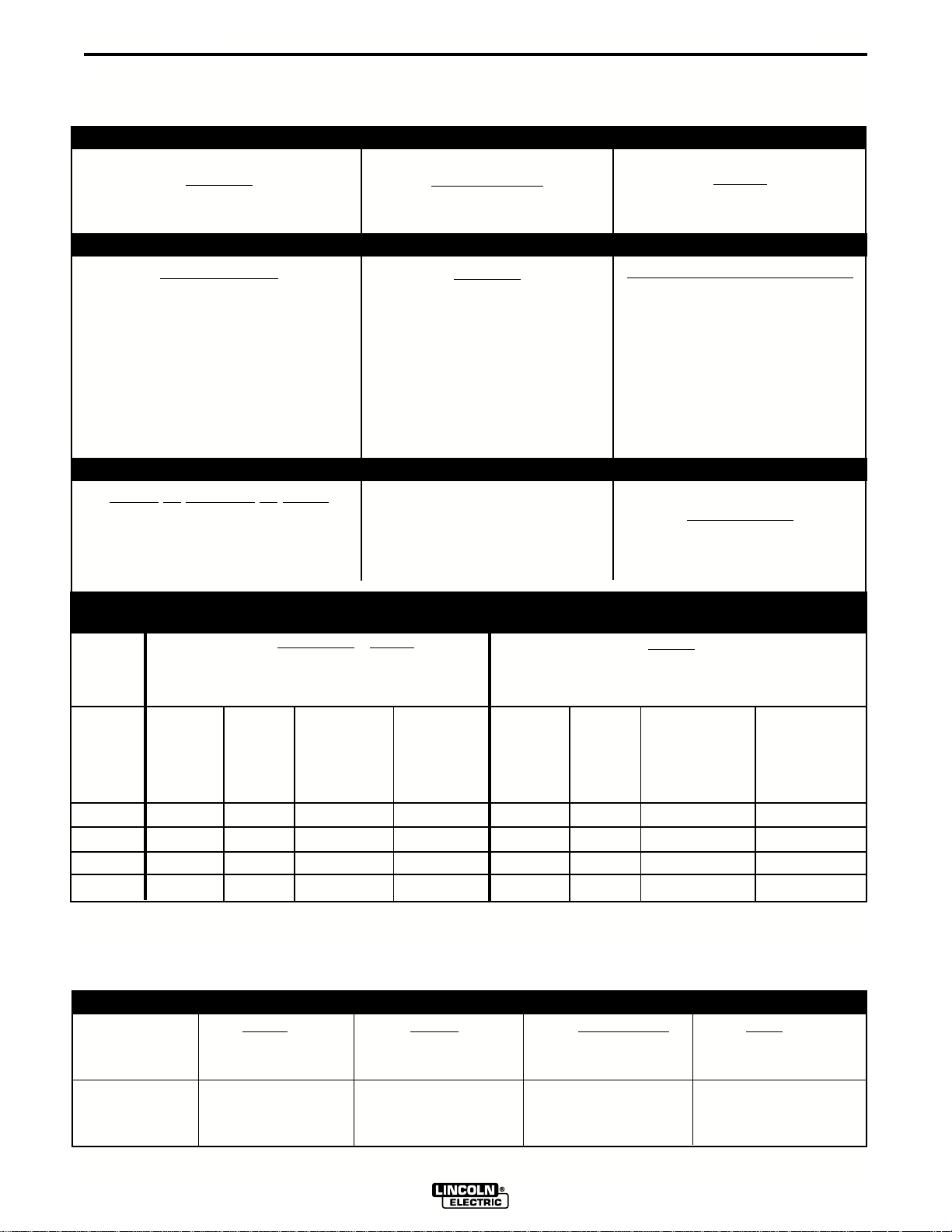
ESPECIFICACIONES TECNICAS - SQUARE WAVE TIG 175 PR0 (K1478-3 & -4
UNICAMENTE)
ENTRADA- MONOFASICA UNICAMENTE
Voltaje
Estándar
208/230/1/60
460/575/1/60
Cic
lo de Trabajo
GTAW 25% Ciclo de Trabajo
40% Ciclo de Trabajo
60% Ciclo de Trabajo
100% Ciclo de Trabajo
Corriente de Entrada en
Salida Nominal
59/53 CA/CD Stick & DC TIG - 72/65 AC TIG
27/22 CA/CD Stick & DC TIG - 33/27 AC TIG
SALIDA NOMINAL
Amperes
150
125
110
90
V
oltios en Amperes nominales
Número de
Código
10732
10733
14.8 V CA/CD
14.5 V CA/CD
14.3 V CA/CD
14.1V CA/CD
A-1
SMAW 25% Ciclo de Trabajo
40% Ciclo de Trabajo
60% Ciclo de Trabajo
100% Ciclo de Trabajo
150
125
110
90
26.0 V CA/CD
25.0 V CA/CD
24.4 V CA/CD
23.6 V CA/CD
SALIDA
Rango
Voltaje /
fase /
frecuencia
de entrada
208/1/60
230/1/60
460/1/60
575/1/60
(1)
The National Electrical Code permite la operación a una salida nominal y ciclo de trabajo a partir de un receptáculo de 50 amp cuando las líneas de suministro
y fusibles tienen el tamaño de acuerdo con esta tabla.
de Corriente de Salida
10-175 Amps
CA y CD
Voltaje Máximo de Circuito
Abierto
(VARILLA REVESTIDA Y ALAMBRE)
CA OCV: 74
Tipo de Salida
CC (Corriente constante)
CA/CD
CD OCV: 59
CABLES DE ENTRADA Y TAMAÑOS DE FUSIBLES RECOMENDADOS
Para Soldadura CA/CD Stick y CD TIG con un
ciclo de trabajo 150A/25% y para Soldadura CA
TIG ciclo de trabajo de hasta 110A/25%. Según el
1996 U.S. National Electrical Code
Fusible
(Quemado
lento) o
tamaño de
interruptor
100
100
50
40
Capacidad
Nominal de
Amperios
de Entrada
en Placa de
Denominaci
ón
59
53
27
22
Calibres AWG
(IEC) de
Conductor de
Cobre Tipo
75°C en Tubo
Conduit
10 (5.2 mm2)
10 (5.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
Calibres AWG
(IEC) de
Conductor de
Cobre de
Aterrizamiento
Tipo 75°C en
Tubo Conduit
10 (5.2 mm2)
10 (5.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
Para Soldadura CA TIG con un ciclo de tra-
bajo de 150 A/25%, según 1996 U.S.
National Electrical Code
Fusible
(Quemado
lento) o
tamaño de
interruptor
125
125
60
50
Capacidad
Nominal de
Amperios
de Entrada
en Placa de
Denomina
ción
72
65
33
27
Calibres AWG
(IEC) de
Conductor de
Cobre Tipo
75°C en Tubo
Conduit
8 (8.2 mm2)
8 (8.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
Calibres AWG
(IEC) de
Conductor de
Cobre de
Aterrizamiento
Tipo 75°C en
Tubo Conduit
8 (8.2 mm2)
8 (8.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
(1)
DIMENSIONES FISICAS
Altura Ancho Profundidad Peso
Fuente de 19.53 in. 13.72 in. 24.94 in. Aprox. 200 lbs.
poder
Fuente de poder 27.93 in. 19.22 in. 36.74 in. Approx. 230 lbs.
en carro
de transporte
496 mm 349 mm 633 mm 90.9 kgs.
709 mm 488 mm 933 mm 105 kgs.
SQUARE WAVE TIG 175 PRO
A-2
INSTALACION
A-2
Lea toda la sección de instalación antes de
comenzar.
Precauciones de seguridad
ADVERTENCIA
La DESCARGA ELECTRICA puede
causar la muerte.
• Sólo el personal calificado deberá realizar la
instalación.
• APAGUE el interruptor de energía o la caja de
fusibles antes de trabajar en este equipo.
• No toque las partes eléctricamente activas.
• Siempre conecte la SQUARE WAVE TIG 175
PRO a un suministro de energía aterrizado
acuerdo con cualquiera de los códigos
eléctricos aplicables ya sean nacionales,
locales u otros
SELECCION DE UBICACION ADECUADA
Coloque la soldadora donde el aire limpio de
enfriamiento pueda entrar y circular libremente a
través de las rejillas traseras, y salir por las rejillas
frontales y laterales. El polvo, suciedad o cualquier
material extraño que pueda ser absorbido por la
soldadora deberá mantenerse al mínimo. Ignorar
estas precauciones puede dar como resultado
temperaturas excesivas de oparación y paros
incómodos.
ESTIBACION
La máquina Square Wave TIG 175 PRO no puede
estibarse.
ELEVACION Y MOVIMIENTO
La Square Wave TIG 175 PRO deberá ser elevada
por dos o más personas, o con un montacargas.
(Pesa aproximadamente 90.9 kg. /200 lbs). Sus
agarraderas de elevación están diseñadas para
facilitar su levantamiento. Asimismo, se encuentra
disponible un carro de transporte opcional a fin de
mover la unidad con facilidad. Consulte la sección
Accesorios de este manual.
RIESGO DE CAIDA
Cada máquina deberá ser colocada en una superficie
nivelada segura, ya sea directamente o sobre un
carro de transporte recomendado. La máquina puede
caerse si no se sigue este procedimiento.
CLASIFICACION AMBIENTAL
La fuente de poder de la Square Wave TIG 175 PRO
tiene una clasificación ambiental IP21. Puede ser
utilizada en ambientes industriales y comerciales
normales. Evite utilizarla en lugares donde caiga
agua, como la lluvia. Lea y siga las "Advertencias de
descarga eléctrica" en la sección Seguridad si la
soldadura debe realizarse bajo condiciones
.
eléctricamente peligrosas como soldar en áreas
mojadas o sobre la pieza de trabajo.
ATERRIZAMIENTO DE LA MAQUINA Y
PROTECCION CONTRA INTERFERENCIA DE ALTA
FRECUENCIA
La soldadora debe aterrizarse. Consulte sus códigos
eléctricos nacionales e internacionales para conocer
los métodos de aterrizamiento adecuados.
El generador de alta frecuencia, similar a un
transmisor de radio, puede ser el causante de
problemas de interferencia en equipo de radio,
televisión y electrónico. Estos problemas pueden ser
el resultado de interferencia radiada. Los métodos
adecuados de aterrizamiento pueden reducir o
eliminar la interfencia radiada.
de
La interefencia radiada puede generarse en las
siguientes cuatro formas:
1. Interferencia directa radiada desde la soldadora.
2. Interferencia directa radiada desde los cables de
la soldadora.
3. Interferencia directa radiada por retroalimentación
en las líneas de alimentación.
4. Interferencia retransmitida por objetos metálicos
no aterrizados.
Si se toman en cuenta estos factores, instalar el
equipo conforme a las siguientes instrucciones
deberá minimizar los problemas.
1. Mantenga las líneas de alimentación de la
soldadora tan cortas como sea posible, y cúbralas
con conductos metálicos rígidos o protección
similar en medida de lo posible para una distancia
de 15.2 m (50 pies). Deberá haber buen contacto
eléctrico entre estos conductos y el aterrizamiento
del gabinete de la soldadora. Ambos extremos de
los conductos deberán conectarse a un
aterrizamiento subterráneo, y toda la longitud
deberá ser continua.
2. Mantenga el trabajo y los cables del electrodo tan
cortos y cercanos entre sí como sea posible. Las
longitudes no deberán exceder los 7.6 m (25 pies).
Amarre los cables con cinta cuando sea
conveniente.
3. Asegúrese de que las cubiertas de goma de la
antorcha y cable de trabajo estén libres de
cortaduras y rupturas que permitan la fuga de alta
frecuencia.
4.Mantenga la antorcha en buenas condiciones y
todas las conexiones bien apretadas a fin de
reducir la fuga de alta frecuencia.
5.La pieza de trabajo deberá conectarse a un
aterrizamiento cercano a la pinza de trabajo
utilizando uno de los siguientes métodos:
SQUARE WAVE TIG 175 PRO
A-3
INSTALACION
A-3
a) Una tubería subterránea metálica de agua en
contacto directo con la tierra por 3m (10 pies) o
más.
b) Un tubo galvanizado de 19mm (3/4") o una
varilla sólida galvanizada de hierro, acero o cobre
de 16mm (5/8") enterrada por lo menos 2.5m (8
pies).
El aterrizamiento deberá hacerse en forma segura y
el cable a tierra deberá ser lo más corto posible y del
mismo calibre que el cable de trabajo, o mayor. Un
aterrizamiento a los conductos eléctricos del armazón
del edificio o a un sistema de tubería grande puede
dar como resultado re-radiación, lo que convierte a
estas piezas en antenas radiadoras efectivas.
6. Mantenga la cubierta y todos los tornillos fijos en
su lugar.
7. Los conductores eléctricos a menos de 15.2 m
(50 pies) de la soldadora deberán cubrirse con
conductos metálicos rígidos aterrizados o
protección equivalente cada vez que sea posible.
Por lo general la conducción metálica flexible no
es adecuada.
8. Cuando la soldadora se encuentre dentro de un
edificio metálico, éste deberá estar conectado a
varios aterrizamientos eléctricos adecuados
(como en el inciso 5(b) anterior), enterrados
alrededor del edificio.
Ignorar estos procedimientos de instalación
recomendados puede provocar problemas de
interferencia en equipo de radio, televisión o
electrónico y un rendimiento de soldadura deficiente
debido a la pérdida de energía de alta frecuencia.
CONEXIONES DE ENTRADA
Aségurese de que el voltaje, fase y frecuencia de la
alimentación sean los especificados en la placa de capacidad
nominal, localizada en la parte posterior de la máquina.
Los modelos de 208/230 voltios tienen un enchufe NEMA 650P conectado al cordón de alimentación e incluyen un
receptáculo NEMA 6-50R. Los modelos de otro voltaje
incluyen el cordón de alimentación, pero ningún enchufe o
receptáculo.
Haga que un electricista calificado instale la fuente de
energía de entrada al receptáculo o cordón conforme a
todos los códigos eléctricos nacionales y locales. Utilice una
línea monofásica o una fase de una línea bifásica o trifásica.
Seleccione el calibre del cable de entrada y aterrizamiento
conforme a los códigos nacionales o locales. Consulte la
página Especificaciones técnicas al inicio de esta sección.
Coloque los fusibles de quemado lento recomendados en el
circuito de entrada, o interruptores automáticos de demora
tipo1.
pequeños que los recomendados puede dar como resultado
interrupciones "incómodas" de las corrientes de entrada de
la soldadora, aún cuando no esté soldando a altas
corrientes
Utilizar fusibles o interruptores automáticos más
.
1
También llamados interruptores de “tiempo inverso” o “térmico/magnético”;
interruptores de circuito que tienen una demora en la acción abierta la cual
disminuye a medida que la magnitud de corriente aumenta.
PROCEDIMIENTO DE RECONEXION DE
ENTRADA
En soldadoras de múltiples voltajes de entrada,
asegúrese de que la máquina esté conectada
conforme a las siguientes instrucciones para el voltaje
que está siendo suministrado a la soldadora.
PRECAUCION
Ignorar estas instrucciones puede causar la falla
inmediata de los componentes dentro de la soldadora.
___________________________________________
Los modelos de múltiples voltajes se envían
conectados para el voltaje más alto. Para cambiar
esta conexión, consulte las siguientes instrucciones.
ADVERTENCIA
La DESACARGA ELECTRICA puede
causar la muerte.
• APAGUE la energía de alimentación
del interruptor de desconexión o caja
de fusibles antes de trabajar con este
equipo.
Para la conexión del voltaje nominal más bajo (Consulte la
figura A.1):
1. Retire la cubierta metálica.
2. Desconecte el cable H3 del interruptor de encendido y
aíslelo con el aislamiento del cable H2.
3. Conecte el cable H2 al interruptor de encendido donde H3
estaba conectado.
4. Apriete las conexiones.
5. Vuelva a colocar la cubierta metálica y los tornillos.
Para la conexión del voltaje nominal más alto (Consulte la
figura A.1):
Por lo general, la máquina se envía conectada para el voltaje
nominal más alto; sin embargo, verifique lo siguiente:
1. Retire la cubierta metálica.
2. Desconecte el cable H2 del interruptor de
encendido y aíslelo con el aislamiento del cable
H3.
3. Conecte el cable H3 al interruptor de encendido
donde H2 estaba conectado.
4. Apriete las conexiones.
5. Vuelva a colocar la cubierta metálica y los
tornillos.
SQUARE WAVE TIG 175 PRO
 Loading...
Loading...