

Page 1
IMS644-A
RETURN TO MAIN MENU
Commander 500
Para uso con máquinas que tienen Números de Código:
La Seguridad Depende de
Usted
El equipo de soladura por arco y
corte de Lincoln está disenado y
construído pensando en la
seguridad. Sin embargo, su
seguridad en general puede ser
incrementada mediante una
instalación adecuada...así como
una operación inteligente de su
parte. NO INSTALE, OPERE O
REPARE ESTE EQUIPO SIN
LEER ESTE MANUAL Y LAS
PRECAUCINES DE SEGURIDAD
AQUI CONTENIDAS. Y, lo más
importante, piense antes de actuar
y sea muy cuidadoso.
™
Agosto, 2000
10599 (Estándar),
10600 (De lujo)
10704 (Estándar),
10705 (De lujo)
Fecha de compra:
Número de serie:
Número de código:
Modelo:
Lugar de compra:
ISO 9001
Designed and Manufactured Under a
Quality Program Certified by
ABS Quality Evaluations, Inc.
to ISO 9001 Requirements.
CERTIFICATE NUMBER: 30273
Cleveland, Ohio 44117-1199 U.S.A. Tel. 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
ANSI RAB
QMS
MANUAL DEL OPERADOR
Líder Mundial en Productos de Soldadura y Corte
Ventas y Servicio a través de las Subsidiarias y Distribuidores en todo el mundo
Page 2
i
SEGURIDAD
ADVERTENCIA
ADVERTENCIA DE LA LEY 65 DEL ESTADO DE CALIFORNIA
Para motores Diesel: En el estadod e California
se consideran a las emisiones de motres Diesel
y algunos de sus componentes como dañinas
para la salud, ya que provocan cáncer, defectos
de nacimiento y otros reproductivos.
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES
LESIONES GRAVES O LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONAS CON MARCAPA-
SOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un
ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Nor teamericana de Soldadura, P.O. Box
351040, Miami, Florida 33135 ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la
soldadura al arco) E205 está disponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, OPERACION, MANTENIMIENTO Y REPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
Para equipos MOTORIZADOS.
1.a. Apagar el motor antes de hacer trabajos de localización de
averías y de mantenimiento , salvo en el caso que el trabajo de mantenimiento requiera que esté funcionando.
____________________________________________________
____________________________________________________
____________________________________________________
____________________________________________________
1.e. En algunos casos puede ser necesario quitar los protectores
para hacer algún trabajo de mantenimiento requerido.Quitarlos
solamente cuando sea necesario y volver a colocarlos después
de terminado el trabajo de mantenimiento. Siempre ejercer
sumo cuidado cuando se trabaje cerca de piezas en movimiento.
1.f. No poner las manos cerca del ventilador del motor.No tr atar de
sobrecontrolar el gobernador o regulador de velocidad en vacío
empujando las varillas de control del acelerador mientras el
motor está funcionando.
1.g. Para impedir el arranque accidental de los motores de gasolina
mientras se hace girar el motor o generador de la soldadora
durante el trabajo de mantenimiento, desconectar los cables de
las bujías, tapa del distribuidor o cable del magneto , según corresponda.
1.b. Hacer funcionar los motores en lugares
abiertos bien ventilados o expulsar los
gases de escape del motor al exterior.
1.c. No cargar de combustible cerca de un arco de
soldadur
a de llama expuesta o cuando el
motor esté funcionando. Apagar el motor y
dejar que se enfríe antes de rellenar de
combustible para impedir que el combustible
derramado se vaporice al quedar en contacto
con las piezas del motor caliente. Si se
derrama combustible, limpiarlo con un trapo y
no arrancar el motor hasta que los vapores se
hayan eliminado.
1.d. Mantener todos los protectores, cubiertas y
aparatos de seguridad del equipo en su lugar
y en buenas condiciones. No acercar las
manos, cabello, ropa y herramientas a las
correas en V, engranajes, ventiladores y todas
las demás piezas móviles durante el
arranque, funcionamiento o reparación del
equipo.
Para motores de gasolina: Las emisiones de
este tipo de productos contienen químicos que ,
para el estado de California, provocan cáncer,
defectos de nacimiento y otros reproductivos.
7.h. Para evitar quemarse con agua caliente,
no quitar la tapa a presión del radiador
mientras el motor está caliente.
LOS CAMPOS ELECTRICOS
Y MAGNETICOS
pueden ser peligrosos
2.a. La corriente eléctrica que circula por cualquiera de los conductores causa campos eléctricos y magnéticos (EMF) localizados. La corriente para soldar crea campos EMF alrededor de
los cables y máquinas soldadoras.
2.b. Los campos EMF pueden interferir con algunos marcapasos, y
los soldadores que tengan marcapaso deben consultar a su
médico antes de manejar una soldadora.
2.c. La exposición a los campos EMF en soldadura pueden tener
otros efectos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes
para reducir al mínimo la exposición a los campos EMF del circuito de soldadura:
8.d.1. Pasar los cables del electrodo y de trabajo juntos -
Atarlos con cinta siempre que sea posible.
2.d.2. Nunca enrollarse el cable del electrodo alrededor del
cuerpo.
2.d.3. No colocar el cuer po entre los cables de trabajo y de
electrodo.Si el cable del electrodo está en el lado derecho, el cable de trabajo también debe estar en el lado
derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más
cerca posible del área que se va a soldar.
2.d.5. No trabajar cerca del suministro eléctrico de la soldado-
ra.
i
COMMANDER 500
Page 3
ii
SEGURIDAD
ii
El ELECTROCHOQUE
puede causar la muerte.
3.a. Los circuitos del electrodo y pieza de
trabajo (o tierra) están eléctricamente “vivos”cuando la soldadora está encendida. No tocar esas
piezas “vivas” con la piel desnuda o ropa mojada.
Usar guantes secos sin agujeros para aislar las
manos.
3.b. Aislarse de la pieza de trabajo y tierra usando aislante seco.
Asegurarse que el aislante sea lo suficientemente grande para
cubrir toda el área de contacto físico con la pieza de trabajo y el
suelo.
Además de las medidas de seguridad normales, si es necesario soldar en condiciones eléctricamente peligrosas (en
lugares húmedos o mientras se está usando ropa mojada; en
las estructuras metálicas tales como suelos, emparrillados o
andamios; estando en posiciones apretujadas tales como sentado, arrodillado o acostado, si existe un gran riesgo de que
ocurra contacto inevitable o accidental con la pieza de trabajo
o tierra, usar el equipo siguiente:
• Soldadora (de alambre) de voltaje constante
CD semiautomática.
• Soldadora (de varilla) manual CD.
• Soldadora CA con control de voltaje reducido.
3.c. En la soldadura con alambre semiautomática o automática, el electrodo, carrete del electrodo, cabezal soldador , boquilla o pistola para
soldar semiautomática también están eléctricamente “vivas”.
3.d. Siempre asegurar que el cable de trabajo tenga una buena conexión eléctrica con el metal que se está soldando. La conexión debe
ser lo más cerca posible del área que se va a soldar.
3.e. Conectar la pieza de trabajo o metal que se va a soldar a una buena
tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de la soldadora
y la soldadora en condiciones de trabajo buenas y seguras.
Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente las piezas eléctricamente “vivas” de
los portaelectrodos conectados a dos soldadoras porque el voltaje
entre los dos puede ser el total del voltaje de circuito abierto de
ambas soldadoras.
3.i. Cuando se trabaje sobre el nivel del suelo, usar un cinturón de
seguridad para protegerse de una caída si llegara a ocurrir electrochoque.
3.j. Ver también las partidas 6.c.y 8.
Los RAYOS DEL ARCO
pueden quemar.
4.a. Colocarse una careta con el filtro y cubiertas
para protegerse los ojos de las chispas y
rayos del arco cuando se suelde o se
cristal del filtro y casco debe satisfacer las normas ANSI Z87.I.
4.b. Usar ropa adecuada hecha de material ignífugo durable para
protegerse la piel propia y la de los ayudantes con los ray os del
arco.
4.c. Proteger a otras personas que se encuentren cerca con un biombo adecuado no inflamable y/o advertirles que no miren directamente al arco ni que se expongan a los ray os del arco o a las
salpicaduras o metal calientes.
observe una soldadura por arco abierta. El
Los HUMOS Y GASES
pueden ser peligrosos.
La soldadura puede producir humos y
5.a.
gases peligrosos para la salud. No respirarlos.
Durante la soldadura, mantener la cabeza alejada de los humos. Tener bastante
los humos y gases lejos de la zona de respiración. Cuando se
suelde con electrodos que requieren ventilación especial tales
como aceros inoxidables o revestimientos duros (ver las
instrucciones en el contenedor u hoja de datos de seguridad
del material, MSDS) o en plomo o acero cadmiado y otros metales o revestimientos que produzcan humos hipertóxicos,
mantener la exposición tan baja como sea posible y por debajo de los valores límites umbrales (TLV), utilizando un escape
local o ventilación mecánica. En espacios confinados o en
algunas situaciones, a la intemperie , puede ser necesario el
uso de un respirador.También se requiere tomar otras precauciones adicionales cuando se suelda en acero galvanizado.
5.b. No soldar en lugares cerca de vapores de hidrocarburo clorados
provenientes de las operaciones de desengrase, limpieza o pulverización. El calor y los rayos del arco puede reaccionar con los
vapores de solventes para formar fosgeno, un gas hipertóxico, y
otros productos irritantes.
5.c. Los gases protectores usados para la soldadura por arco pueden
desplazar el aire y causar lesiones o la muerte. Siempre tener suficiente ventilación, especialmente en las áreas confinadas, para
tener la seguridad de que se respira aire fresco.
5.d. Leer y entender las instrucciones del fabricante de este equipo y el
material consumible que se va a usar, incluyendo la hoja de datos
de seguridad del material (MSDS) y seguir las reglas de seguridad
del empleador, distribuidor de material de soldar o del fabricante.
5.e. Ver también la partida 1.b.
ventilación y/o escape en el arco para mantener
COMMANDER 500
Page 4

iii
SEGURIDAD
iii
Las CHISPAS DE LA SOLDADURA pueden causar
incendio o explosión.
6.a. Quitar todas las cosas que presenten
riesgo de incendio del lugar de soldadura.
Si esto no es posible, cubrirlas para
impedir que las chispas de la soldadura inicien un incendio.
Recordar que las chispas y los materiales calientes de la soldadura puede pasar fácilmente por las grietas pequeñas y
aberturas adyacentes al área. No soldar cerca de tuberías
hidráulicas.Tener un extinguidor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se
deben tomar precauciones especiales para impedir las situaciones peligrosas. Consultar la norma “Safety in Welding and
Cutting” (Nor ma ANSI Z49.1) y la información de manejo para
el equipo que se está usando.
6.c. No calentar, cortar o soldar tanques, tambores o contenedores
hasta haber tomado los pasos necesario para asegurar que
tales procedimientos no van a causar vapores inflamables o
tóxicos de las sustancias en su interior. Pueden causar una
explosión incluso después de haberse “limpiado”. Para información, comprar “Recommended Safe Practices for the
Preparation for Welding and Cutting of Containers and Piping
That Have Held Hazardous Substances”, AWS F4.1 de la
American Welding Society (ver la dirección más arriba).
6.e. Ventilar las piezas fundidas huecas o contenedores antes de
calentar, cortar o soldar.Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de la soldadura. Usar vestimenta protectora libre de aceite tales como
guantes de cuero, camisa gruesa, pantalones sin bastillas,
zapatos de caña alta y un gorro.Ponerse tapones en los oídos
cuando se suelde fuera de posición o en lugares confinados.
Siempre usar gafas protectoras con escudos laterales cuando
se esté en un área de soldadura.
6.g. Conectar el cable de trabajo a la pieza de trabajo tan cerca del
área de soldadura como sea posible.Los cables de la pieza de
trabajo conectados a la estructura del edificio o a otros lugares
alejados del área de soldadura aumentan la posibilidad de que
la corriente para soldar pase por las cadenas de izar, cables de
grúas u otros circuitos alternativos. Esto puede crear riesgos
de incendio o sobrecalentar las cadenas o cables de izar hasta
hacer que fallen.
El CILINDRO puede
explotar si se daña.
7.a. Usar únicamente cilindros de gas comprimido
que contenga el gas protector correcto para el
proceso empleado y reguladores en buenas
condiciones de funcionamiento diseñados
para el gas y la presión utilizados.T odas las mangueras , conectores, etc. deben ser adecuados para la aplicación y mantenidos en buenas condiciones.
7.b. Siempre mantener los cilindros en posición vertical sujetos
firmemente con una cadena a la parte inferior del carro o a un
soporte fijo.
7.c. Los cilindros deben estar ubicados:
• Lejos de las áreas donde puedan ser golpeados o estén sujetos a daño físico.
• A una distancia segura de las operaciones de corte o soldadura por arco y de cualquier fuente de calor, chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otra
pieza eléctricamente “viva”toque el cilindro.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula del
cilindro cuando se abra la válvula.
7.f. Las tapas de protección de la válvula siempre deben estar en
su lugar y apretadas a mano, excepto cuando el cilindro está en
uso o conectado para uso.
7.g. Leer y seguir las instrucciones en los cilindros de gas comprimido, equipo asociado y la publicación P-I de CGA,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” disponible de Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA 22202.
Para equipos
ELECTRICOS.
8.a. Cortar la electricidad entrante usando el interruptor de desconexión en la caja de fusibles
antes de trabajar en el equipo.
8.b. Instalar el equipo de acuerdo con el Código Eléctrico Nacional
(EE.UU.), todos los códigos locales y las recomendaciones
del fabricante.
6.h. Ver también la partida 1.c.
8.c. Conectar a tierra el equipo de acuerdo con el Código Eléctrico
Nacional (EE.UU.) y las recomendaciones del fabricante.
Mar.‘95
COMMANDER 500
Page 5
iv
SEGURIDAD
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c.Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11.Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b.Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage.Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar.‘93
Page 6
por seleccionar un producto de calidad fabricado por Lincoln
Gracias
Electric. Queremos que se sienta orgulloso de operar este
producto de Lincoln Electric Company como también nosotros
nos sentimos orgullosos de proporcionarle este producto.
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar
si Existe Algún Daño.
Cuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del transportista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en contra
de la compañía de transporte en el momento en que se recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referencia futura. Esta información se puede encontrar en la placa de identificación de la máquina.
Número de código _____________________________________
Número de serie _____________________________________
Nombre del modelo _____________________________________
Fecha de compra __________________________________
vv
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcione
siempre la información que se registró anteriormente.
Lea este manual del operador completamente antes de intentar utilizar este equipo. Guarde este manual y téngalo a la mano para cualquier referencia.Ponga especial atención a las instrucciones de seguridad que hemos proporcionado para su protección. El nivel de seriedad que se aplicará a cada uno se explica a continuación:
¡ADVERTENCIA!
La frase aparece cuando la información se debe seguir exactamente para evitar lesiones personales serias o
pérdida de la vida.
¡PRECAUCIÓN!
Esta frase aparece cuando la información se debe seguir para evitar alguna lesión personal menor o daño a
este equipo.
Page 7
INDICE
Página
Seguridad.....................................................................................................................i-iv
Instalación ......................................................................................................Sección A
Especificaciones Técnicas.....................................................................................A-1
Precauciones de Seguridad ..................................................................................A-2
Ubicación / Ventilación...........................................................................................A-2
Almacenamiento .............................................................................................A-2
Estibación........................................................................................................A-2
Angulo de Operación......................................................................................A-2
Elevación.........................................................................................................A-3
Operación en Grandes Alturas .......................................................................A-3
Operación a Altas Temperaturas.....................................................................A-3
Remolque........................................................................................................A-3
Servicio del Motor Antes de su Operación............................................................A-4
Aceite..............................................................................................................A-4
Combustible....................................................................................................A-4
Tapón de Combustible ....................................................................................A-4
Sistema de Enfriamiento del Motor.................................................................A-4
Conexión de la Batería ...................................................................................A-4
Tubo de Salida del Mofle ...............................................................................A-5
Supresor de Chispas ......................................................................................A-5
Generadores de Alta frecuencia para Aplicaciones TIG ......................................A-5
Control Remoto .....................................................................................................A-5
Terminales de Soldadura .......................................................................................A-5
Cables de Salida de Soldadura......................................................................A-6
Aterrizaje de la Máquina........................................................................................A-6
Receptáculos de Energía Auxiliar.........................................................................A-6
Conexiones de Energía de Reserva .....................................................................A-6
Conexión de los Alimentadores de Alambre Lincoln Electric................................A-8
vivi
Operación .......................................................................................................Sección B
Instrucciones de seguridad ...................................................................................B-1
Descripción General..............................................................................................B-1
Aplicaciones Recomendadas..........................................................................B-1
Características y Ventajas del Diseño.............................................................B-1
Capacidad de Soldadura ................................................................................B-2
Controles y programaciones..................................................................................B-3
Controles del Motor.........................................................................................B-3
Controles de la Soldadora ..............................................................................B-5
Controles de Energía Auxiliar.........................................................................B-5
Operación del Motor..............................................................................................B-6
Arranque del Motor.........................................................................................B-6
Cómo Parar el Motor.......................................................................................B-6
Periodo de Asentamiento................................................................................B-7
Consumo Típico de Combustible....................................................................B-7
Operación de la Soldadora....................................................................................B-7
Soldadura de Varilla Revestida.......................................................................B-7
Soldadura TIG.................................................................................................B-7
Soldadura de Alimentación de Alambre (Voltaje Constante)..........................B-9
Operación de Energía Auxiliar...............................................................................B-9
Cargas de Energía Auxiliar y Soldadura Simultáneas....................................B-9
Longitudes Recomendadas para el Cable de Extensión....................................B-10
COMMANDER 500
Page 8
INDICE
Accesorios......................................................................................................Sección C
Accesorios Opcionales Instalados en el Campo...................................................C-1
Equipo Opcional Recomendado............................................................................C-1
Generadores de Alta frecuencia para Aplicaciones TIG ......................................C-1
Mantenimiento................................................................................................Sección D
Precauciones de Seguridad..................................................................................D-1
Mantenimiento de Rutina y Periódico ...................................................................D-1
Mantenimiento del Motor.......................................................................................D-1
Filtro de Aire ...................................................................................................D-1
Filtros de Combustible....................................................................................D-2
Sistema de Enfriamiento.................................................................................D-3
Correa del abanico de Enfriamiento...............................................................D-3
Manejo de la Batería.......................................................................................D-3
Mantenimiento de las Placas de Identificación/ Etiquetas de Advertencia...........D-4
Mantenimiento de la Soldadora / Generador .......................................................D-4
Componentes de Mantenimiento del Motor..........................................................D-4
Localización de Averías.................................................................................Sección E
viivii
Diagramas y Dibujo de las Dimensiones.....................................................Sección F
Lista de Partes..........................................................................................Sección P343
COMMANDER 500
Page 9
A-1
INSTALACION
A-1
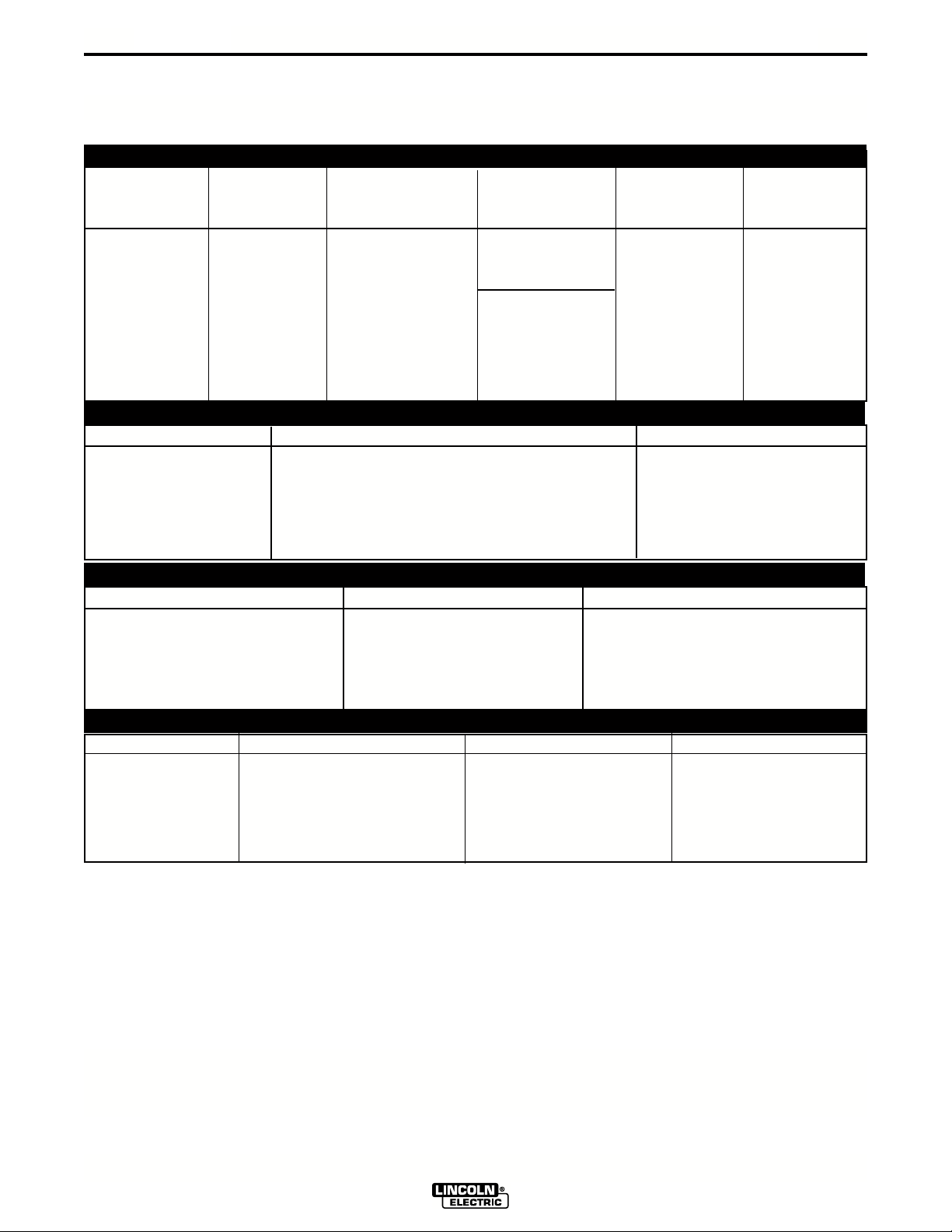
ESPECIFICACIONES TECNICAS - Commander 500 (K1639-1 & -2)
ENTRADA- MOTOR DIESEL
Tipo/Modelo Descripción Velocidad (RPM) Desplazamiento Sistema de Capacidades
Arranque
Deutz 3 cilindros Velocidad alta 1900 173 cu. pulg. Batería de12VCD Combustible:
Motor F3L 912 44 HP(33 kw) Velocidad baja 1400 (2.83 L) y Arrancador 94.6 L
Diesel a 1800 RPM Carga total 1800 25 gal.
Diámetro x Aceite: 9.5 Qts.
Desplazamiento 9.0 L
3.94” x 4.72”
(100mm x 120mm)
SALIDA NOMINAL - SOLDADORA
Ciclo de trabajo Salida de soldadura Voltios en amperes nominales
100%
60%
50%
500 Amps (DC multi-purpose) 40 Volts
550 Amps (DC multi-purpose) 36 Volts
575 Amps (DC multi-purpose) 35 Volts
SALIDA- SOLADORA Y GENERADOR
Rango de soldadura Voltaje de circuito abierto Energía auxiliar
30 - 575 Amps CC/CV 90 Max OCV 120/240 VCA
12,000 Watts, 60 Hz.
15 - 200 Amps TIG a 1900 RPM 100% ciclo de trabajo
1
DIMENSIONES FISICAS
ALTURA
42.0 in. 31.5 in. 63.1 in. 1640 lbs.(744 kg)
1066.8 mm 800.1 mm 1602.7 mm
2
ANCHO PROFUNDIDAD PESO
( Approx.)
1. La capacidad nominal de salida en watts es equivalente a voltios-amperes en un factor de potencia unitar io .
El voltaje de salida está entre +/- 10% en todas las cargas hasta la capacidad nominal. Cuando esté soldando, se
reducirá la energía auxiliar disponible.
2.Tapa de la cubierta. Agregue (226.1mm) 8.9” del escape.
COMMANDER 500
Page 10
A-2
INSTALACION
A-2
Lea toda esta sección de instalación antes de
iniciar el procedimiento.
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
No intente utilizar este equipo hasta que no haya leído
cuidadosamente todos los manuales de operación y
mantenimiento suministrados con su máquina. Estos
incluyen precauciones importantes de seguridad,
instrucciones detalladas para arrancar operar y
mantener el motor, así como listas de partes.
Las DESCARGAS ELECTRICAS
pueden ser mortales.
•No toque las partes eléctricamente
activas como terminales de salida o
cableado interno.
•Aíslese del trabajo y tierra.
•Siempre utilice guantes aislantes
secos.
------------------------------------------------------------------------
Los HUMOS Y GASES pueden ser
peligrosos.
UBICACION/ VENTILA CION
La soldadora debe ubicarse de tal manera que permita el
flujo de aire limpio y frío a las entradas de aire de
enfriamiento y evitar restringir las salidas de aire de
enfriamiento. Asimismo, coloque la soldadora de tal
manera que los humos del escape del motor sean
ventilados libremente a un área externa.
ALMACENAMIENTO
1. Guarde la máquina en un lugar seco y frío cuando
no la utilice. Manténgala protegida del polvo y
suciedad. Guárdela donde no la puedan dañar las
actividades de construcción, vehículos en
movimiento y otros riesgos.
2. Drene el aceite del motor y rellénelo con aceite
10W30 nuevo. Encienda la máquina durante cinco
minutos aproximadamente para dejar que el aceite
circule hacia todas las partes. Consulte la sección
de MANTENIMIENTO de este manual para saber
cómo cambiar el aceite.
3. Retire la batería, recárguela, y ajuste el nivel de
electrolito. Guarde la batería en un luagr seco y
obscuro.
•Uselo en áreas abiertas bien ventiladas
o abra respiraderos.
•No estibe nada cerca del motor.
------------------------------------------------------------------------
Las PARTES MOVILES pueden
lesionar.
•No opere la máquina con las puertas
abiertas o sin las cubiertas de
protección.
•Apague la máquina antes de darle
servicio.
•Manténgase alejado de las partes
móviles.
------------------------------------------------------------------------
Sólo el personal calificado debe instalar, utilizar o dar
servicio a este equipo.
ESTIBACION
Las máquinas Commander 500 no se pueden estibar.
ANGULO DE OPERACION
Para que el motor funcione de manera óptima la
Commander 500 debe operarse en una posición
nivelada. El ángulo máximo de operación del motor
Deutz es 20 grados en una dirección para provocar
que el panel de control tenga un ángulo de 30 grados
de inclinación de lado a lado y para que el panel de
control tenga un ángulo hacia abajo. Si el motor será
operado en ángulo, deben tomarse ciertas
precauciones para verificar y mantener el nivel de
aceite a su capacidad de aceite normal (LLENO) en el
cárter. Cuando la soldadora se opera en ángulo, la
capacidad efectiva de combustible será ligeramente
menor a los 25 galones especificados.
COMMANDER 500
Page 11

A-3
INSTALACION
A-3
ELEVACION
El soporte de levante de la Commander debe
utilizarse para elevar esta máquina. La Commander
viene con este soporte de levante retraído. Antes de
intentar elevarla, este soporte de levante debe
asegurarse en una posición elevada. Asegure el
soporte de levante de la siguiente manera:
a. Abra la puerta del compartimiento del motor.
b. Ubique los 2 orificios de acceso en la región
media superior de la pared del compartimento
justo por debajo del soporte de levante.
c. Utilice la correa de levantamiento para elevar el
soporte hasta tener una posición
completamente recta. Esto alineará los orificios
de montaje del soporte de levante con los
orificios de acceso.
d. Asegure el soporte de levante con 2 tornillos
con rosca. Estos tornillos pueden encontrarse
en la bolsa de partes sueltas que se incluye en
este paquete.
ADVERTENCIA
El EQUIPO PUEDE CAER y
ocasionarle lesiones.
•No eleve esta máquina utilizando un
soporte de levante si está equipada
con algún accesorio pesado como un
remolque o un cilindro de gas.
•Levántela con equipo que tenga la
capacidad de levantamiento adecuada.
•Asegúrese de que la máquina esté
estable cuando la eleve.
------------------------------------------------------------------------
OPERACION EN GRANDES ALTURAS
En altitudes más elevadas, es posible que sea necesario
disminuir la capacidad de salida nominal. Para obtener la
máxima capacidad nominal, disminuya la salida nominal de
la soldadora 5% por cada 300 metros (984 pies.) cuando
opere arriba de los 1500 metros (4920 pies). Para una
salida nominal de 500A y menor, disminuya la salida
nominal de la soldadora 5% por cada 300 metros (984 pies)
cuando opere arriba de 2100 metros (6888 pies).
REMOLQUE
El remolque recomendado para este equipo en
carretera, dentro de la planta o en un patio con ayuda
de un vehículo
usuario adapta un remolque que no sea de Lincoln,
deberá asumir la responsabilidad de que el método
de aseguramiento y su uso no pongan en riesgo la
seguridad ni dañen el equipo de la soldadora. Se
deben considerar algunos de los siguiente factores:
1.Capacidad de diseño del remolque en
comparación con el peso del equipo de Lincoln y
posibles aditamentos adicionales.
2.Sopor te adecuado de, y aseguramiento a, la base
del equipo de soldadura de tal modo que no se
cree un esfuerzo indebido en el armazón del
remolque.
3. Colocación adecuada del equipo en el remolque
para asegurar su estabilidad de lado a lado y de
frente a posterior cuando se esté moviendo y
cuando se mantenga firme por sí mismo.
4.Condiciones típicas de uso, como la velocidad de
viaje, accidentes en la superficie sobre la cual
será operado el remolque y condiciones
ambientales.
5.Mantenimiento preventivo adecuado del remolque.
6. Cumplimiento de las leyes federales, estatales y
locales.
1
Consulte las leyes aplicables federales, estatales y
locales respecto con los requerimientos específicos
para utilizar este equipo en autopistas públicas.
(1)
es el K953-1 de Lincoln. Si el
1
Póngase en contacto con su representante de
Servicio Deutz para realizar cualquier ajuste que
pudiese ser necesario.
OPERACION A ALTAS TEMPERATURAS
En tempearaturas que rebasan los 30°C (86°F), es
necesario disminuir el voltaje de salida. Para
capacidades máximas de corriente nominal,
disminuya el voltaje nominal de la soladora a 2 voltios
por cada 10°C (21°F) hasta 30°C (86°F).
COMMANDER 500
Page 12
A-4
INSTALACION
A-4
SERVICIO DEL MOTOR ANTES DE
SU OPERACION
LEA las instrucciones de operación y mantenimiento
del motor que se proporcionan con esta máquina.
ADVERTENCIA
•
Mantenga las manos alejadas del escape o
partes eléctricamente ACTIVAS.
•Detenga el motor y deje que se enfríe antes
de ponerle combustible.
•No fume cuando esté vertiendo el
combustible.
•Llene el tanque de combustible a una capacidad
moderada y no lo llene más de lo necesario.
•Limpie el combustible que se haya derramado y per mita
que el humo se disperse antes de arrancar el motor.
•Evite que se genere alguna chispa o flama cerca del
tanque.
------------------------------------------------------------------------
ACEITE
La Commander se embarca con el cárter del motor lleno de
aceite SAE 10W-30 de alta calidad (clase API CD o mejor).
Verifique el nivel de aceite antes de arrancar el motor. Si no
llega hasta la marca de lleno en la bayoneta, agregue aceite
según sea necesario. Verifique el nivel de aceite cada
cuatro horas de funcionamiento del motor durante las
primeras 35 horas de funcionamiento. Consulte el Manual
del Operador del motor si desea conocer recomendaciones
específicas del aceite e información del arranque inicial del
motor. El inter valo de cambio de aceite depende de la
calidad del mismo y del ambiente de operación. Consulte el
Manual del Operador del motor para conocer los intervalos
de servicio y mantenimiento adecuados.
COMBUSTIBLE SOLO
UTILICE COMBUSTIBLE DIESEL
Llene el tanque de combustible con diesel limpio y nuevo.
La capacidad del tanque de combustible es 94.6 litros (25
galones). Consulte el Manual del Operador del motor para
conocer las recomendaciones específicas de combustible.
La Commander 500 Deluxe está protegida con un sistema
de apagado en caso de que baje el nivel de combustible a
fin de evitar que el motor trabaje sin combustible. La
máquina indicará el nivel bajo de combustible encendiendo
el foco indicador de nivel de combustible. Transcurrirá un
periodo de 30 minutos una vez que se encienda el foco
indicador de nivel bajo de combustible, antes de que la
máquina se apague. Un reinicio de la máquina activará
nuevamente el temporizador para permitir que el operador
anule esta función. La cantidad de combustible de reserva
que permanece en el tanque, después de que se apague la
máquina por primera vez, variará según la máquina. El
operador debe determinar la cantidad de combustible que
debe quedar antes de reiniciar la máquina. Si se queda sin
combustible es posible que sea necesario purgar la
bomba de inyección de combustible.
NOTA: Antes de encender la máquina, abra la válvula
de cierre de combustible (la palanca debe estar alineada
con la manguera).
TAPÓN DE COMBUSTIBLE
Retire el tapón de plástio del tubo de llenado de
combustible e instale el Tapón de Combustible.
SISTEMA DE ENFRIAMIENTO DEL
MOTOR
El motor Deutz es enfriado por aire con ayuda de un
abanico axial accionado por correa. El enfriador de
aceite y las aspas de enfriamiento del motor deben
limpiarse con aire comprimido o con vapor para
mantener el enfriamiento adecuado (Consulte el
Manual del Propietario del motor para conocer estos
procedimientos y la frecuencia con que deben
realizarse).
CONEXION DE LA BATERIA
ADVERTENCIA
LOS GASES DE LA BATERIA pueden
explotar.
● Mantenga las chispas, flamas o
cigarros alejados de la batería.
Evitar una EXPLOSION cuando:
● INSTALE UNA BATERIA NUEVA — desconecte
primero el cable negativo de la bateria usada y
conéctelo a la nueva batería, al final.
● CONECTE UN CARGADOR DE BATERIAS —
retire la batería de la soldadora desconectando
primero el cable negativo, después el cable
positivo y la abrazadera de la misma.Al reinstalar,
conecte al final el cable negativo. mantenga una
buena ventilación.
● PASE CARGA DE OTRA BATERIA O FUENTE —
conecte primero el cable positivo a la batería,
después conecte el cable negativo al cable
negativo de la batería al pie del motor.
EL ACIDO DE LA BATERIA puede
causar quemaduras en los ojos o la piel.
● Utilice guantes y protección para los
ojos y sea cuidadoso al trabajar cerca
de la batería.
● Siga las instrucciones que vienen
impresas en la batería.
-----------------------------------------------------------------------
IMPORTANTE:
a) Se instalen nuevas baterías.
b) Se pase carga de otra batería o fuente.
Utilice la polaridad correcta — Aterrizaje Negativo.
La Commander viene con el cable negativo de la batería
desconectado. Antes de encender la máquina, asegúrese
de que el interruptor del motor este en la posición de OFF
(apagado) y conecte el cable desconectado de manera
segura a la terminal negativa (-) de la batería.
Retire el tapón de aislamiento de la terminal negativa de la
batería. Cambie y apriete la terminal negativa del cable de
la batería. NOTA: esta máquina viene equipada con una
batería húmeda con carga; en caso de que no se utilice
durante varios meses, es posible que necesite una recarga.
Asegúrese de utilizar la polaridad correcta al cargar la
batería.
Para evitar DAÑO ELECTRICO CUANDO:
COMMANDER 500
Page 13
A-5
INSTALACION
A-5
TUBO DE SALIDA DEL MOFLE
Retire la cubierta de plástico que cubre al tubo de
salida del mofle. Utilizando la abrazadera provista,
asegure la tubería de salida al tubo de salida con el
tubo colocado de manera tal, que dirija el escape a la
dirección deseada.
SUPRESOR DE CHISPAS
Algunas leyes federales, estatales o locales pueden
requerir que los motores de gasolina o diesel vengan
equipados con los supresores de chispas para el
escape cuando se operen en ciertos lugares donde
las chispas pueden representar riesgo de incendios.
El mofle estándar incluido con esta soldadora no
califica como supresor de chispas. Siempre que lo
soliciten los reglamentos locales debe instalarse un
supresor de chispas adecuado, como el K899-1, y se
le debe dar el mantenimiento adecuado.
PRECAUCION
Un supresor de chispas incorrecto puede dañar el
motor o afectar de manera adversa su rendimiento.
------------------------------------------------------------------------
GENERADORES DE ALTA
FRECUENCIA PARA
APLICACIONES TIG
El estuche de la Unidad K799 Hi-Freq y el K930-1 o
TIG Module son adecuados para utilizarse con la
Commander 500. La Commander 500 viene
equipada con la circuitería de desvío de R.F. para la
conexión del equipo de generación de alta frecuencia.
El juego de desvío de alta frecuencia proporcionada
con la unidad K799 Hi-Freq NO necesita instalarse en
la Commander 500.
CONTROL REMOTO
SALIDA
La Commander 500 viene equipada con un conector
de 6 pin y 14-pines. El conector de 6 pines es para
conectar el Control Remoto K857 o K857-1 (Opcional)
o en el caso de las aplicaciones de soldadura TIG,
con Control de pie o manual. (K870 o K963-1
respectivamente).
El conector de 14 pines se utiliza para conectar
directamente un cable de control de alimentador de
alambre o Módulo TIG (K930-1 o-2). Cuando se
utiliza un control remoto de salida, el interruptor de
palanca de control de salida se debe establecer en
“Remote” (remoto).
NOTA: Cuando se utiliza un conector de 14 pines, si
el alimentador de alambre tiene un control de salida
de la fuente de poder, no conecte nada al conector de
6 pines.
TERMINALES DE SOLDADURA
La Commander está equipada con un interruptor de
palanca para seleccionar terminales de soldadura
"hot"(activas) cuando se encuentren en la posición
"WELDING TERMINALS ALWAYS ON"
(TERMINALES DE SOLDADURA SIEMPRE
ACTIVAS) o las terminales de soldadura "cold"
(inactivas) cuando se encuentren en la posición
"WELDING TERMINALS REMOTELY CONTROLLED"
(TERMINALES DE SOLDADURA CONTROLADAS
REMOTAMENTE).
La Commander 500 y cualquier otro equipo de
generación de frecuencia deberán aterrizarse
adecuadamente. Consulte los Manuales de
Operación de la Unidad K799 Hi-Freq y el Módulo TIG
K930-1 o-2 para conocer todas las instrucciones de
instalación, operación y mantenimiento.
COMMANDER 500
Page 14

A-6
INSTALACION
A-6
CABLES DE SALIDA DE SOLDADURA
Con el motor apagado enrute el electrodo y los cables
de trabajo a través del soporte de anclaje
proporcionado al frente de la base y conéctelos en
las terminales proporcionadas. Estas conexiones
deben verificarse en forma periódica y ajustarse en
caso de que sea necesario.
En la Tabla A.1 se enumeran los calibres de cable de
cobre recomendados para la corriente nominal y el
ciclo de trabajo. Las longitudes estipuladas son la
distancia que hay desde la soldadora al trabajo y de
regreso a la soldadora. El calibre de los cables es
mayor en longitudes más largas principalmente para
minimizar la caída de voltaje del cable.
Table A.1 Largo combinado de los cables de
trabajo y el electrodo.
LONGITUD TOTAL COMBINADA DE LOS
CABLES DE TRABAJO Y ELECTRODO
AMPS
a100%
Ciclo de
trabajo
500
Hasta 150
pies
3/0 AWG
150-200 pies
3/0 AWG
200-250 pies
4/0 AWG
ATERRIZAJE DE LA MAQUINA
Debido a que esta soldadora de motor de combustión
interna genera su propia energía, no es necesario
aterrizar su armazón, a menos que la máquina esté
conectada según la instalación eléctrica de (casa,
taller, etc.).
Para evitar una descarga eléctr ica peligrosa, el resto
del equipo energizado por esta soldadora con motor
de combustieon interna debe:
a) estar conectado a tierra en el armazón de la
soldadora utilizando un enchufe tipo conexión a
tierra, o
b) estar doblemente aislado.
Cuando esta soldadora está montada en un camión o
remolque, su armazón debe estar conectado de
manera segura al armazón de metal del vehículo.
Cuando esta soldadora con motor de combustión
interna está conectada de acuerdo con la instalación
eléctrica de una casa o taller, su armazón debe estar
conectado a la tierra del sistema. Vea mayores
instrucciones de conexión en la sección titulada
"Conexiones de energía de reserva", así como el
artículo sobre conexiones a tierra en la última versión
del Código Eléctrico Nacional de los Estados Unidos y
los códigos locales.
En general, si se va a aterrizar la máquina, deberá
conectarse con un alambre de cobre del #8 o mayor a
una tierra sólida como lo es un tubo metálico de agua
subterráneo a una profundidad de al menos 10 pies y
que no tenga uniones aisladas, o bien, a la estructura
metálica de un edificio que haya sido conectado a
tierra adecuadamente. El Código Eléctrico Nacional
de los Estados Unidos enumera diversas alternativas
para el aterrizaje del equipo eléctrico. Al frente de la
soldadora se encuentra un borne marcado con el
símbolo proporcionado al frente de la soldadora.
RECEPTACULOS DE ENERGIA AUXILAR
La capacidad de energía auxiliar de la Commander
500 es 12,000 watts de energía monofásica a 60 Hertz.
La capacidad de energía auxiliar nominal en watts es
equivalente a los voltios-amperes a un factor de
potencia unitario. La corriente máxima permitida en la
salida de 240 VCA es de 50 A. La salida de 240 VCA
puede dividirse para proporcionar dos salidas
separadas de 120 VCA con una corriente máxima
permitida de 50 A por salida en dos circuitos bifurcados
de 120 VCA separados. El voltaje de salida está entre
+/- 10% en todas las cargas hasta la capacidad
nominal.
NOTA:
de diferentes fases y no se puede conectar en paralelo
La Commander tiene dos receptáculos dúplex de 20
amperes-120 VCA (5-20R) y un receptáculo de 50
amperes-120/240 VCA (14-50R). El receptáculo de
120/240 VCA puede dividirse para operación
monofásica de 120 VCA. Los receptáculos de energía
auxiliar sólo deben utilizarse con enchufes tipo
aterrizado de tre hilos o con herramientas doblemente
aisladas aprobadas con enchufes de dos hilos. La
corriente nominal de cualquier enchufe utilizado con el
sistema debe ser por lo menos igual a la capacidad de
corriente del receptáculo asociado.
El receptáculo de 120/240V tiene dos salidas de 120V
.
CONEXIONES DE ENERGÍA DE RESERVA
La Commander 500 es adecuada para suministro de
energía temporal, de reserva o de emergencia
utilizando el programa de mantenimiento recomendado
por el fabricante del motor.
La Commander 500 puede estar instalada de manera
permanente como una unidad de energía de reserva
de 240 voltios-en 3 hilos y 50 amperes. Las
conexiones deben ser realizadas por un eléctrico
capacitado que pueda determinar cómo puede
adaptarse la energía de 120/240 VCA para la
instalación particular y cumplir con todos los códigos
eléctricos aplicables. Un eléctr ico puede utilizar la
siguiente información como guía para el electricista en
la mayoría de las aplicaciones. Consulte el diagrama
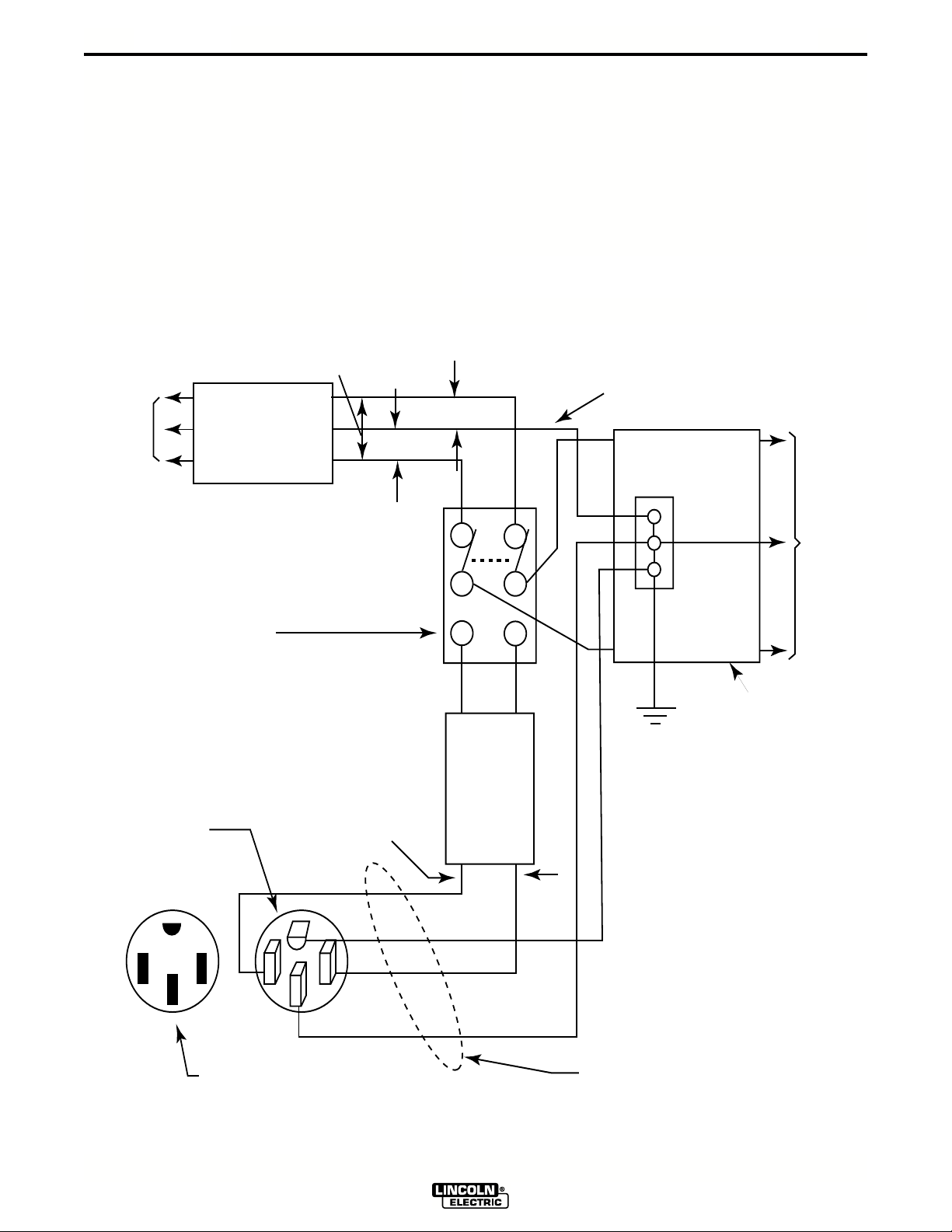
de conexiones que se muestra en la Figura A.2.
1. Instale un interruptor bipolar de dos direcciones
entre el medidor de energía de la compañía y el
disyuntor de la instalación.
La capacidad nominal del interruptor debe ser la
misma o mayor al disyuntor de las instalaciones del
cliente, así como del servicio, con protección de
corriente.
COMMANDER 500
Page 15
A-7
Servicio
monofásico
de tres líneas
240 Voltios
60 Hz.
MEDIDOR DE LA
COMPAÑIA DE
ELECTRICIDAD
240 VOLTIOS
120 VOLTIOS
120 VOLTIOS
CARGA
N
BUS
NEUTRO
TIERRA
DISYUNTOR DE LA INSTALACION
ELECTRICA DEL EDIFICIO Y
SERVICIO DE PROTECCION CONTRA
CORRIENTE EXCESIVA
TIERRA
N
NOTA: CABLE CONDUCTOR DE COBRE DEL NO. 6
CONSULTE EL CODIGO ELECTRICO NACIONAL SI DESEA OBTENER
RECOMENDACIONES ALTERNATIVAS CON RESPECTO
AL CALIBRE DEL CABLE
240 VOLTIOS
CONDUCTOR CONECTADO A TIERRA
45AMP
240 VOLTIOS
INTERRUPTOR
AUTOMATICO
BIPOLAR
LA CORRIENTE NOMINAL DEL INTERRUPTOR
BIPOLAR DE DOS DIRECCIONES DEBE SER
LA MISMA O MAYOR AL SERVICIO DE PROTECCION
CONTRA CORRIENTE EXCESIVA DE LA INSTALACION
ELECTRICA DEL EDIFICIO.
ENCHUFE DE 50 AMPERES,
120/240 VOLTIOS TIPO NEMA
14-50
RECEPTACULO DE 50 AMP, 120/240 VOLTIOS
INSTALACION
A-7
2. Tome los pasos necesarios para asegurar que la
carga se limite a la capacidad de la Commander
instalando un interruptor automático bipolar de 50
amperes, 240 VCA. La carga nominal máxima para
cada segmento del suministro de energía auxiliar de
240 VCA es de 50 amperes. Una carga mayor que
la salida nominal reducirá el voltaje de salida por
debajo del -10% permisible de voltaje nominal, el
cual que puede dañar aparatos u otro equipo con
motor eléctrico y puede ocasionar sobrecalentamiento en el motor de la Commander 500.
Figura A.2 Conexión de la Commander 500 a la Instalación Eléctrica
3. Instale un enchufe de 50 amperes, 120/240 VCA
(NEMA tipo 14-50) al interruptor automático bipolar
utilizando cuatro cables conductores del No.6 de la
longitud deseada. (El enchufe de 120/240 VCA de
50 amperes viene incluido en el juego de enchufes
K802R opcional).
4. Conecte este cable al receptáculo de 50 amperes,
120/240 voltios en el frente del compartimiento de la
Commander 500.
COMMANDER 500
Page 16
A-8
INSTALACION
A-8
CONEXION DE LOS ALIMENTADORES
DE ALAMBRE LINCOLN ELECTRIC
ADVERTENCIA
Apague la soldadora antes de realizar las conexiones
eléctricas.
------------------------------------------------------------------------
CONEXION DEL LN-25 CON LA
COMMANDER 500
El LN-25 con o sin un contactor externo se puede
utilizar con la Commander 500. Consulte el diagrama
de conexión adecuado en la sección DIAGRAMAS.
NOTA: No se recomienda utilizar el Módulo de Control
Remoto del LN-25 (K431) y el Cable Remoto (K432)
con la Commander 500.
a. Apague la soldadora.
b. Para el electrodo Positivo, conecte el cable del
electrodo desde el LN-25 hasta la terminal “+” de la
soldadora y el cable de trabajo a la terminal “-” de
la soldadora. Para el electrodo Negativo, conecte
el cable del electrodo desde el LN-25 a la terminal
“-” de la soldadora y el cable de trabajo a la
terminal “+” de la soldadora.
c. Conecte el cable desde el frente del LN-25 al
trabajo utilizando la pinza de resorte en el extremo
del cable. Este es un cable de sensión que
suministra corriente al motor del alimentador de
alambre; este no porta corriente de soldadura.
PRECAUCION
Si está utilizando un LN-25 sin un contactor interno, el
electrodo se energizará cuando se arranque la
Commander 500.
------------------------------------------------------------------------
h. Al cerrar el gatillo de la antorcha, el circuito de
sensión de corriente hará que el motor de la
Commander 500 aumente su velocidad, en ese
momento se comenzará a alimentar el alambre y
se iniciará el proceso de soldadura. Cuando se
detiene la soldadura, el motor comenzará a
disminuir la velocidad después de
aproximadamente 12 segundos a menos que la
soldadura se reinicie.
CONEXION DEL LN-7 O LN-8 CON LA
COMMANDER 500
a. Apague la soldadora.
b. Conecte el LN-7 o LN-8 según las instrucciones del
diagrama de conexión correspondiente de la
sección de DIAGRAMAS.
c. Establezca el interruptor “LOCAL /REMOTE” en
“REMOTE” para el LN-8 o LN-7 con un cable de
control de voltaje remoto K857 (o K857-1)
colocado; “LOCAL” para el LN-7 sin control de
voltaje remoto.
d. Establezca el interruptor “WIRE FEEDER
VOLTMETER” (voltímetro del alimentador de
alambre) ya sea en “+” o “-” igual a la polaridad del
electrodo.
d. Coloque el interruptor SELECTOR en la posición
“WIRE WELDING”(Soldadura de alambre).
e. Coloque el interruptor “WELDING TERMINALS”
(terminales de soldadura) en “WELDING
TERMINALS ALWAYS ON” (terminales de
soldadura siempre activas).
f. Ajuste la perilla “ARC CONTROL” (control de arco)
a la severidad deseada. Generalmente, la
soldadura es mejor si “ARC CONTROL”(control de
arco) se establece en SOFT (suave) para MIG y
CRISP (severo) para Innershield.
g. Establezca el interruptor “IDLE” (ralenti) en la
posición “AUTO”. Cuando no esté soldando, el
motor de la Commander 500 funcionará a baja
velocidad. Si está utilizando un LN-25 con un
contactor interno, el electrodo no se energiza hasta
que se cierra el gatillo de la antorcha.
COMMANDER 500
e. Coloque el interruptor “SELECTOR” en la posición
“WIRE WELDING”(Soldadura de alambre).
f. Ajuste la perilla “ARC CONTROL” (control de arco)
a la severidad deseada. SOFT (suave) para MIG y
CRISP (severo) para Innershield.
g. Coloque el interruptor “WELDING TERMINALS”
(terminales de soldadura) a la posición “WELDING
TERMINALS REMOTELY CONTROLLED”
(terminales de soldadura remotamente
controladas).
h. Establezca el interruptor “IDLE” (ralenti) en la
posición “HIGH” (elevada). Cuando no esté
soldando, el motor de la Commander 500
funcionará a baja velocidad.
Page 17

A-9
INSTALACION
A-9
CONEXION DE UN ALIMENTADOR DE
ALAMBRE LN-23P CON LA COMMANDER
500
a. Apague la soldadora.
b. Conecte el LN-23P de acuerdo con las
instrucciones del diagrama de conexión
correspondiente en la seccion de DIAGRAMAS.
(NOTA): Al conectar el LN-23P con la Commander
500, se debe utilizar un juego adaptador K350-1.
c. Coloque el interruptor “VOLTMETER” (voltímetro)
en “-”.
d. Coloque el interr uptor “SELECTOR” en la posición
“WIRE WELDING”(soldadura de alambre).
e. Coloque el interruptor “WELDING TERMINALS”
(terminales de soldadura) en “WELDING
TERMINALS ALWAYS ON” (terminales de
soldadura siempre activas).
f. Establezca el CONTROL DE ARCO a la severidad
deseada. SOFT (suave) para MIG - severo para
Innershield.
g. Coloque el interruptor “LOCAL/ REMOTE” en la
configuracion deseada dependiendo del lugar
desde donde se controla la salida de la fuente de
poder.
CONEXION DEL SISTEMA DE
SOLDADURA AUTOMATICA NA-3 CON LA
COMMANDER 500
Para conocer los diagramas de conexion e
instrucciones para conectar un Sistema de Soldadura
NA-3 con la Commander 500, consulte el manual de
instrucción del Sistema de Soldadura NA-3. Se
puede utilizar el diagrama de conexion del LN-8 para
conectar el NA-3.
CONEXION DEL LN-742 CON LA
COMMANDER 500 (Requiere el juego de
transformador opcional K1597-1, 42 VCA).
a. Apague la soldadora.
b. Conecte el LN-742 de acuerdo con las
instrucciones del diagrama de conexion respectivo
de la sección DIAGRAMAS.
c. Coloque el interruptor “LOCAL/ REMOTE” en la
posición REMOTE (remota).
d. Coloque el interruptor “WIRE FEEDER
VOLTMETER” (voltímetro del alimentador de
alambre) ya sea en “+” o “-” según lo requiera el
electrodo que está siendo utilizado.
e. Coloque el interruptor “SELECTOR” en la posición
“WIRE WELDING”(Soldadura de alambre).
h. Establezca el interruptor “IDLE” (ralenti) en la
posición “HIGH” (elevada). Cuando no esté
soldando, el motor de la Commander 500
funcionará a baja velocidad.
.
f. Ajuste la perilla “ARC CONTROL” (control de arco)
a la severidad deseada. SOFT (suave) para MIG y
CRISP (severa) para Innershield.
g. Coloque el interruptor “WELDING TERMINALS”
(terminales de soldadura) a la posición “WELDING
TERMINALS REMOTELY CONTROLLED”
(terminales de soldadura remotamente
controladas).
h. Establezca el interruptor “IDLE” (ralenti) en la
posición “HIGH” (elevada). Cuando no esté
soldando, el motor de la Commander 500
funcionará a baja velocidad.
COMMANDER 500
Page 18

B-1
OPERACION
B-1
INSTRUCCIONES DE OPERACION
Lea y comprenda esta sección completa, antes de
operar su Commander 500.
INSTRUCCIONES DE SEGURIDAD
ADVERTENCIA
No intente utilizar este equipo hasta que haya leído
completamente todos los manuales de operación y
mantenimiento suministrados con su máquina. Estos
manuales incluyen precauciones de seguridad
importantes, instrucciones detalladas de arranque del
motor, instrucciones de operación y mantenimiento y
listas de partes.
Una DESCARGA ELECTRICA puede
causar la muerte.
•No toque las partes eléctricamente
activas como terminales o cableado
interno.
•Aíslese del trabajo y tierra.
•Siempre utilice guantes aislantes
secos.
------------------------------------------------------------------------
Los HUMOS Y LOS GASES pueden
ser peligrosos.
DESCRIPCION GENERAL
La Commander 500 es una soldadora de motor de
combustión interna. Esta máquina utiliza un
generador de corriente alterna tipo escobilla para
soldadura de fines múltiples y energía de reserva
auxiliar de 120/240 VCA. El sistema de control de
soldadura utiliza la moderna T
El generador tiene un solo rodamiento sellado para
mantenimiento libre de servicio. El rotor es un diseño
devanado de cobre con dos anillos de deslizamiento y
escobillas. El estator está devanado por completo con
un alambre de cobre de gran espesor y aislado con
material aislante clase F NEMA. Así pues, el estator
está impregnado con tres capas de barniz de alta
calidad. Después de que el estator se ensambla
utilizando las barras de ajuste , se cubre todo el
ensamble con un revestimiento protector contra el
medio ambiente. Estas medidas aseguran una
operación sin problemas en ambientes agresivos.
El tanque de combustible está fabricado de polietileno
a alta densidad y tiene capacidad para 25 galones de
combustible diesel. Esto per mitirá que se tenga el
combustible suficiente para funcionar más de 12
horas de carga total.
El motor Deutz F3L-912 está equipado en forma
estándar con un elemento combinado que opera
como filtro de combustible y separador de agua de
trabajo pesado.
ecnología Chopper.
•Uselo en áreas abiertas bien ventiladas
o abra respiraderos.
•No estibe nada cerca del motor.
------------------------------------------------------------------------
Las PARTES MOVILES pueden
lesionar.
•No opere la máquina con las puertas
abiertas o sin las cubiertas de
protección.
•Apague la máquina antes de darle
servicio.
•Manténgase alejado de las partes
móviles.
------------------------------------------------------------------------
Sólo el personal calificado debe operar este equipo
PRECAUCIONES DE SEGURIDAD
ADICIONALES
Siempre opere la soldadora con la puerta con bisagra
cerrada y los paneles laterales en sus lugares y esto
proporcionará protección máxima de las partes
movibles y asegurará el flujo de aire de enfriamiento
adecuado.
APLICACIONES RECOMENDADAS
SOLDADORA
La Commander 500 (modelo de varilla revestida) cuenta con
una excelente salida de corriente constante de CD para
realizar soldaduras con varilla revestida (SMAW)y soldadura
TIG. La Commander 500 también cuenta con una excelente
salida de soldadura de voltaje constante de CD para
soldadura MIG (GMAW) e Innershield (FCAW).
GENERADOR
La Commander 500 provee una salida uniforme de
120/240 VCA de energía auxiliar y energía de reserva
de emergencia.
CARACTERISTICAS Y VENTAJAS DEL
DISEÑO
Características del Modelo K1639-2 Commander 500
Deluxe para soldadura:
• Excelente soldadura de funciones múltiples de CD
para varilla revestida, MIG, TIG, alambre tubular y
desbaste con electrodo de carbón.
• Salida de 30 a 500 amperes en cinco rangos de
declinación controlada para electrodos fuera de
posición y de tubería, un rango de salida de corriente
constante para soldadura de fines en general, un rango
de voltaje constante para alambre MIG y soldadura de
COMMANDER 500
Page 19

B-2
OPERACION
B-2
alambre tubular y un rango de 15-200 amps para
soldadura TIG “Inicio de Toque”.
• 100% del ciclo de trabajo con una salida de 500 amps
y 50% de ciclo de trabajo con una salida de 575 amps.
• Se proporcionan medidores de salida dual de 3 dígitos
(opcional en K1639-1) para pre-establecer el amperaje
de soldadura o voltaje y mostrar el amperaje y voltaje
reales durante la soldadura. Los medidores utilizan
LEDs superluminosos para mejor lectura con luz
natural total.
• Capacidad de control remoto estándar con conectores
de 14 y 6 pines para fácil conexión de los accesorios
de control remoto Lincoln.
• Un contactor de "Estado Sólido" inter no permite la
selección de terminales de salida "activas" o "en frío"
con un interruptor de palanca en el panel de control.
• Potenciómetro de “Control de Arco” en modos de
Alambre y Varilla para un ajuste exacto de las
características del arco.
• Circuitería avanzada para evitar explosiones del arco
en los cinco modos de inclinación.
PARA ENERGIA AUXILIAR
• 12,000 watts de energía auxiliar de 120/240 VCA, 60
Hertz.
• Energía para herramientas, luces de 120/240 VCA,
bombas eléctricas y energía de emergencia de
reserva.
• Accione un motor de 5 HP (arranque sin carga).
• Dos receptáculos dúplex de 20 amperes, 120 VCA
hasta 40 amperes de energía de 120 VCA.
• Un receptáculo de voltaje doble de 50 amperes,
120/240 VCA para hasta 50 amperes de 240 VCA y
50 amperes por circuito para circuitos separados (no
conectados en paralelo) de energía auxiliar
monofásica de 120 VCA. Esto permite que pueda
conectarse fácilmente al cableado de la instalación.
• Energía de soldadura y auxiliar de CA al mismo
tiempo (dentro de la capacidad total de la máquina).
• Focos indicadores de baja presión y alta
temperatura del aceite, baja salida del alternador del
motor/correa rota y bajo nivel de combustible.
• Apagado automático para casos de bajo nivel de
combustible antes de quedarse totalmente sin él
(Unicamente K1639-2).
• Medidor de horas del motor estándar en todos los
modelos.
• Tanque de combustible de 94.6 litros (25 galones) de
rango extendido.
• Gober nador automático que reduce la velocidad del
motor cuando no se está soldadndo o cuando se
muestra energía auxiliar. Esta característica reduce
el consumo de combustible y alarga la vida del
motor.
• Tamaño compacto que se ajusta transversalmente
al tamaño de un camión de carga.
• Servicio al motor sólo por un costado.
• Devanados de cobre del alternador y aislamiento
ante altas temperaturas para seguridad de
funcionamiento y larga vida.
• Nuevo sistema de pintura en la carcasa y base para
mayor protección contra corrosión.
K1639-1 Commander 500 Modelo Estándar
• K1639-1 es la versión estándar de la Commander
500, y cuenta con todas las características de la
versión K1639-2 Deluxe excepto de que esta
versión no tiene medidores, luz indicadora de bajo
nivel de combustible ni medidores de salida dual.
Esta versión cuenta con una protección de motor
totalmente funcional para la baja presión de aceite,
alta temperatura de aceite, y salida del alternador
con focos asociados.
• Para la K1639-1 Commander 500 está disponible
un Medidor de Salida Dual instalado de campo y un
Juego de Medidores (K1596-2), medidor de presión
de aceite, medidor de temperatura de aceite y
amperímetro del alternador.
OTRAS FUNCIONES
• Motor diesel enfr iado por aire/aceite de 3 cilindros
Deutz. Diseñado para que tenga una larga duración,
su mantenimiento sea fácil y que ahorre
combustible.
• Sistema de protección del motor que apaga el motor
en caso de que haya baja presión de aceite, alta
temperatura del aceite o que se rompa una correa
del alternador del ventilador/motor.
• Medidores para la presión y temperatura de aceite,
salida del alternador del motor y nivel de
combustible.
COMMANDER 500
CAPACIDAD DE SOLDADURA
La Commander 500 está diseñada para una
capacidad nominal de 500 amperes, 40 VCD a un
ciclo de trabajo de 100% y 575 amperes, 36 VCD a un
ciclo de trabajo del 50%. El máximo voltaje de circuito
abierto a 1900 RPM es de 90 voltios. La corriente de
soldadura varía de 30 a 575 amperes.
Page 20

B-3
OPERACION
B-3
CONTROLES Y PROGRAMA CIONES
Todos los controles de la soldadora y del motor se localizan en el panel frontal. Consulte la Figura B.1 y las explicaciones que le siguen.
Figura B.1 Controles del panel del gabinete frontal
7
9
00000
HOURS
0
24
13
9
1
2
3
FUEL
10
4
OIL
TEMP PRESS
5
OIL
6 8
AMPS
18
17
15
CONTROLES DEL MOTOR
(Partes de la 1 a la 8)
1. INTERRUPTOR DE MARCHA PARO
Cuando se coloca en la posición “RUN” (marcha),
este interruptor suministra energía al solenoide de
combustible y otros accesorios eléctricos. Cuando se
coloca en la posición “STOP” (paro) el flujo de
combustible a la bomba de inyección se detiene para
detener el motor (Nota: Si el interruptor se queda en
la posición ”RUN” y el motor no está funcionando, el
selenoide se detendrá durante 15 segundos y
después se apagará. Esto es con el fin de proteger a
la batería de una descarga. Después de 15
segundos, el interruptor de marcha/paro deberá ser
apagado y después encendido antes de arrancar.
2. BOTÓN DE ARRANQUE
Este botón suministra energía al motor de arranque a
fin de virar el motor. Con el interruptor MARCHAPARO en la posición “RUN”, oprima y mantenga
oprimido el botón START por un mínimo de 2
segundos para que el motor vire; libere el botón
16
25
14
21
23
22
11
12
19
cuando el motor arranque. No presione el botón
mientras el motor esté en marcha ya que esto puede
dañar el engranaje anular y/o el motor de arranque.
3. MEDIDOR DE NIVEL DE COMBUSTIBLE
Y FOCO INDICADOR (Solamente K1639-2)
Este medidor muestra el nivel de
combustible diesel en el tanque de
combustible de 25 galones. El foco amarillo se
enciende cuando el medidor de combustible llega al
nivel de reserva. Una vez que el nivel de combustible
está en reserva, el sistema de protección del motor
apagará el motor después de 30 minutos de
operación. La máquina puede ser reiniciada y
operada por 30 minutos más antes de que el sistema
de protección vuelva a apagar el motor. Esta
capacidad de anular la protección del motor permite al
operador “terminar” lo que sea necesario. El operador
debe vigilar constantemente el nivel de combustible
para evitar que la máquina se quede sin combustible y
evitar la necesidad de purgar el sistema.
COMMANDER 500
Page 21

B-4
OPERACION
B-4
4. MEDIDOR DE TEMPERATURA DEL MOTOR
(K1639-2 Std.,K1639-1 opc.) Y FOCO
INDICADOR
Este medidor muestra la temperatura del aceite del motor. El
foco indicador amarillo de temperatura permanece apagado si
la máquina se está operando a temperatura normal. En el
momento en que este foco se ilumine, el sistema de protección
del motor apagará el motor. Verifique las restricciones en las
entradas y salidas de aire de enfriamiento del motor (consulte
el manual del operador del motor). Verifique si algún cable está
suelto o desconectado en el dispositivo transmisor de
temperatura localizado en el motor. Verifique la correa del
abanico de enfriamiento del motor. También asegúrese de que
las cargas aplicadas a la soldadora se encuentren dentro de la
capacidad nominal de la soldadora. Este foco permanecerá
encendido cuando el motor haya sido apagado debido a una
condición de temperatura excesiva.
5. MEDIDOR DE PRESION DE ACEITE
(K1639-2 Std.,K1639-1 opc.) Y FOCO
INDICADOR
Este medidor muestra la presión de aceite del motor mientras
está funcionando. El foco indicador amarillo de presión de
aceite permanece apagado si la presión de aceite es
adecuada. En caso de que este foco indicador se encienda, el
sistema de protección del motor lo detendrá. Verifique si el
nivel de aceite es correcto y agregue más aceite si es
necesario. Verifique si no hay algún cable suelto o
desconectado en el dispositivo transmisor de presión de aceite
localizado en el motor. Este foco indicador se encenderá y
permanecerá así cuando el interruptor de MARCHA-PARO sea
cambiado a la posición “Run” mientras el motor no esté en
marcha.
c. Cuando se termina de soldar o la carga de
energía de CA es desactivada, comienza un
retardo de tiempo fijo de aproximadamente 12
segundos.
d.En caso de que la carga de energía de
soldadura o de CA no sea reiniciada antes de el
final de este retardo de tiempo, el gobernador
reduce la velocidad del motor a baja.
e.El motor regresará automáticamente a velocidad
alta cuando la carga de soldadura o carga de
energía de CA vuelva a suministrarse.
Excepciones operacionales del gobernador
Cuando el interruptor TERMINALES DE
SOLDADURA está en la posición “Welding Terminals
Remotely Controlled” (ter minales de soldadura
controladas en forma remota), el gobernador operará
de la siguiente manera:
a. Cuando se presiona el dispositivo de activación
(Amptrol, Interruptor de Arranque de Arco, etc.), el
motor se acelera y funciona a velocidad alta
siempre que se esté suministrando carga de
soldadura en aproximadamente 12 segundos.
6. AMPERIMETRO DEL ALTERNADOR
DEL MOTOR (K1639-2 Std.,K1639-1
opc.)Y FOCO INDICADOR
El foco amarillo del alternador del motor permanece
apagado cuando el sistema de carga de batería está
funcionando normalmente. Si este foco se enciende, el
sistema de protección del motor apagará el motor. Verifique
la correa del abanico de enfriamiento del motor. También es
posible que el alternador o el regulador de voltaje no esté
funcionando correctamente. Este foco también se enciende
si el alternador no enciende debido a que el botón de
arranque no fue oprimido lo suficiente (mínimo 2 segundos)
o debido a una falla en el circuito de encendido. Este foco
permanecerá encendido cuando el motor haya sido
apagado debido a una falla en el alternador, regulador o en
la correa del abanico de enfriamiento.
7. INTERRUPTOR DEL GOBERNADOR
Este tiene dos posiciones:
A) La posición “High” (alto) el motor corre a
velocidad alta controlada por el gobernador.
B) En la posición “Auto” (automática) /
el gobernador trabaja de la siguiente manera:
a.Cuando se cambia de alto a automático, o bien
antes de arrancar el motor, el motor funcionará a
velocidad alta durante aproximadamente 12
segundos y después pasará a velocidad baja.
• Si el dispositivo de activación permanece
presionado pero no se suministra carga de
soldadura en aproximadamente 12 segundos, el
motor regresa a velocidad baja.
• Si el dispositivo de activación es liberado o el
proceso de soldadura se detiene, el motor regresa a
velocidad baja después de aproximadamente 12
segundos.
8. MEDIDOR DE HORAS
El medidor muestra el tiempo total que el motor ha
estado funcionando. Este medidor es un indicador útil
para programar mantenimiento preventivo.
b.Cuando el electrodo toca el área de trabajo o se
consume corriente para encender focos o
herramientas (aproximadamente 100 watts
mínimo) el motor se acelera y opera a velocidad
alta.
COMMANDER 500
Page 22

B-5
OPERACION
B-5
CONTROLES DE LA SOLDADORA (partes
de la 9 a la 14)
9. INTERRUPTOR DE RANGO DE SALIDA
Y CONTROL DE SALIDA ***
Estos dos controles le permiten seleccionar entre
pendientes de salida de soldadura y ajustar la salida
de soldadura. Consulte la Tabla B.1 si desea una
descripción de la forma en que estos dos controles
trabajan.
Tabla B.1 Funciones del selector de rango de
salida y del control de salida
Selector
Aplicación
Salida de
pendiente para
soldadura de
tubería.
de rango
Programaciones
de 5 rangos
90, 150, 250,
350, 500
(Corriente
1
Proporciona un
ajuste preciso de
máxima en cada
programación)
Soldadura TIG de
inicio de toque
Salida de corriente
constante para
fabricación y
soldadura de
propósitos generales
Salida de voltaje
constante para
soldadura de
alambre MIG y
soldadura de
alambre tubular.
1
Si el SELECTOR se coloca entre las programaciones, la
programación anterior se mantiene hasta que el interruptor se
coloca debidamente en una programación.
2
CONTROL también controla O.C.V. mientras está en los 5 rangos
de salida de pendiente.
10. MEDIDORES DIGITALES DE SALIDA
Los medidores digitales de salida están localizados al
centro del panel de control entre dos perillas de control
grandes. Estos medidores permiten que el nivel de
corriente de salida se establezca antes de hacer la
soldadura en modo de varilla y que el nivel de voltaje se
establezca antes de la soldadura en los modos de alambre.
Durante el proceso de soldadura, estos medidores
muestran la corriente de salida real y voltaje, con una
exactitud que oscila entre ±5%.
11. INTERRUPTOR DE LAS TERMINALES DE
SOLDADURA
El interruptor de palanca en el panel de control que tiene la
etiqueta “Welding Terminals Always On” (terminales de
soldadura siempre activas) y “Welding Terminals Remotely
Controlled” (terminales de soldadura controladas en forma
remota): se utiliza para controlar la operación del “contactor
de estado sólido” que permite la selección de las terminales
Programación de
1 rango
15-200 Amps
Programación de
1 rango
30-575 Amps
Programación de
1 rango
de 12 a 48
Voltios
soldadura desde
un mínimo (1) a un
dentro de cada
Proporciona fino
ajuste de voltaje
Control
la corriente o
voltaje de la
máximo (10)
rango
de soldadura “activas” o “en frío”.
Con el selector en la posición “Welding Ter minals
Always On”, el contactor está cerrado y las terminales
de soldadura siempre están “energizadas”.
Con el interruptor en la posición “Welding Terminals
Remotely Controlled”, la operación del contactor es
controlada por un amptrol, interruptor de arranque de
arco o algún otro tipo de dispositivo de activación a
través de un cable de control conectado al conector MS
de 14 clavijas.
Cuando el dispositivo de activación se presiona, el
contactor se cierra y las terminales de soldadura están
“energizadas”.
Cuando el dispositivo de activación se libera, el
2
contactor se abre y las terminales de soldadura están
“desenergizadas”.
12. INTERRUPTOR LOCAL / REMOTO
El interruptor de palanca en el panel de control con la
etiqueta “Local/Remote” (local/remoto) proporciona al
operador la opción de controlar la salida en el panel de
control de la soldadora o en la estación remota.
Para realizar la acción al control remoto, el interruptor
de palanca se coloca en la posición “remote”(remoto).
Para ejercer control desde el panel de control de la
soldadora, este interruptor de palanca debe colocarse
en la posición “local”.
13. CONECTOR DE 6 PINES
El conector de 6 pines localizado en el panel de control
permite la conexión de accesorios de control remoto.
14.TERMINALES DE SALIDA DE SOLDADURA + Y
Estos bornes de 1/2-13 con tuercas con pestaña
proporcionan puntos de conexión de soldadura para los
cables de electrodo y trabajo. Para realizar soldaduras
con polaridad positiva, el cable del electrodo se conecta
a la terminal “+” y el cable de trabajo se conecta a la
terminal “-“. Para realizar soldadura con polaridad
negativa, el cable de trabajo se debe conectar a la
terminal “+” y el cable del electrodo se debe conectar a
la terminal “-“.
CONTROLES DE ENERGIA AUXILIAR
(Partes 15 - 19 )
15. RECEPTACULO DE 120/240VCA
Este receptáculo de 120/240VCA (14-50R) cuenta con
240VCA o puede ser dividido en energía auxiliar de
120VCA de una sola fase. Este receptáculo tiene una
capacidad nominal de 50 amperes. Consulte la
sección de RECEPTACULOS DE ENERGIA AUXILIAR
en el capitulo de instalación si desea mayor
información acerca de este receptáculo. También
consulte la sección de OPERACION DE ENERGIA
AUXILIAR que se explica más adelante en este
capitulo.
16. INTERRUPTORES AUTOMATICOS DE
50 AMPERES
Este interruptor automático brinda una protección de
corriente contra sobre cargas separada para cada
circuito de 120 voltios en el receptáculo de 240
_
COMMANDER 500
Page 23

B-6
OPERACION
B-6
17. RECEPTACULOS DE 120VCA
Estos dos receptáculos de 120VCA (5-20R) con
protección de GFCI proveen 120VCA para energía
auxiliar. Estos receptáculos tienen una capacidad
nominal total de 20 amperes. Consulte la sección de
RECEPTACULOS DE ENERGIA AUXILIAR en el
capitulo de instalación si desea mayor infor mación
acerca de estos receptáculos. También consulte la
sección OPERACION DE ENERGIA AUXILIAR más
adelante en este capítulo.
18. INTERRUPTORES AUTOMATICOS DE 20
AMPERES
Estos interruptores automáticos cuentan con una
protección de corriente contra sobre carga separada
para cada receptáculo de 120 voltios.
19.TERMINAL A TIERRA
Esta terminal es un punto de conexión para conectar el
marco de la máquina a tierra con el fin de que el
procedimiento de conexión a tierra sea más seguro.
Consulte la sección de “CONEXION A TIERRA DE LA
MAQUINA” en el capítulo de instalación para obtener
información de cómo conectar a tierra la máquina.
21. INTERRUPTOR AUTOMÁTICO DE 15
AMPERES
El interruptor automático brinda protección contra
sobre cargas para el conector de 14 pines.
22. SELECTOR DEL VOLTÍMETRO +/-
Define la polaridad del medidor del alimentador de
alambre.
23. SELECTOR DE VOLTIOS-AMPERES
Cambia la pantalla entre voltios y amperes.
24. CONECTOR DE 14 PINES
Para conectar rápidamente del cable de control del
alimentador de alambre.
25. CONTROL DE ARCO
El potenciómetro “ARC CONTROL” está activo en dos
modos: “VARILLA/ CC “ y “SOLDADURA DE
ALAMBRE” con diferentes fines en cada modo.
OPERACION DEL MOTOR
ARRANQUE DEL MOTOR
1. Abra la puerta del compar timiento del motor y
verifique que la válvula de cierre de combustible
localizada a la izquierda del compartimiento del filtro
de combustible está en posición abierta (la palanca
debe estar alineada con la manguera).
2. Ver ifique que el nivel de aceite sea correcto utilizando
la bayoneta. Cierre la puerta del compartimiento del
motor.
3. Retire todos los enchufes conectados en los
receptáculos de energía de CA.
4. Coloque el interruptor IDLER (gobernador) en
“AUTO”.
5. Coloque el interruptor RUN/STOP (marcha/paro) en
“RUN”. Observe que todos los focos de protección
del motor se encienden por un momento, algunos de
estos focos pueden apagarse antes de arrancar.
Ver ifique el medidor de combustible (solamente
K1639-2) para asegurarse de que el nivel de
combustible es el adecuado.
6. Presione y mantenga presionado el botón de
ARRANQUE del motor por un mínimo de 2 segundos.
7. Libere el botón ARRANQUE del motor una vez que el
motor haya arrancado.
8. Verifique que los focos indicadores estén apagados.
En caso de que el foco de COMBUSTIBLE BAJO esté
encendido (solamente K1639-2), el motor se apagará
30 minutos después de haber arrancado. Si cualquier
otro foco indicador está encendido después de
arrancar el motor, éste se apagará después de unos
segundos. Indague cuál es el problema.
9. Permita que el motor se caliente a velocidad baja
durante varios minutos antes de aplicar cualquier
carga y/o cambiar a velocidad alta. Permita que se
caliente durante más tiempo en ambientes fríos.
ARRANQUE EN AMBIENTES FRIOS
Modo “STICK / CC”: En este modo, la perilla “ARC
CONTROL” establece la corriente de corto circuito
durante la soldadura de varilla. Al incrementar el
número de 1 a 10 se incrementa la corriente de corto
circuito. Esto evita que el electrodo se epgue a la
placa en programaciones de corriente de soldadura
bajas.
Modo “WIRE WELDING”: en este modo al aumentar
el numero de 1 a 10 se puede cambiar el arco de
suave y lavado a severo y angosto. Este actúa como
un control de inductancia. La programación adecuada
depende de la aplicación y preferencia del operador.
En general, la soldadura MIG se realiza mejor en el
rango “SOFT” (suave) y la Innershield en el rango
“CRISP” (severo).
COMMANDER 500
Con una batería con carga total y aceite de la densidad
adecuada, el motor debe arrancar de manera satisfactoria
aunque haya una temperatura de alrededor de 0°Farenheit.
Si el motor debe arrancarse frecuentemente por debajo de
los 10° Farenheit, es posible que sea necesario instalar un
equipo de arranque de éter opcional (K825-1). En el equipo
se incluyen las instrucciones de instalación y operación.
Utilice el arranque con éter solamente cuando sea
necesario porque si lo utiliza de manera excesiva la vida de
su motor se acortará.
COMO PARAR EL MOTOR
1. Cambie el interruptor de RUN/STOP a “STOP” (PARO).
Esto interrumpirá el voltaje suministrado al solenoide de
apagado. Un apagado de respaldo puede lograrse
cerrando la válvula de combustible localizada en el
compartimiento del filtro de combustible.
Page 24

B-7
OPERACION
B-7
PERIODO DE ASENTAMIENTO
El motor utilizado para suministrar energía a su soldadora
es un motor de trabajo duro industrial. Este está diseñado y
construido para uso rudo. Es muy normal que cualquier
motor utilice cantidades pequeñas de aceite hasta que se
asiente. Verifique el nivel de aceite dos veces al día durante
el periodo de asentamiento (alrededor de 200 horas de
funcionamiento).
IMPORTANTE
CON EL OBJETIVO DE LOGRAR ESTE
ASENTAMIENTO, LA UNIDAD DEBE SUJETARSE
A CARGAS PESADAS DENTRO DE LA
CAPACIDAD NOMINAL DE LA MAQUINA. EVITE
LOS PERIODOS DE OPERACION LARGOS EN
BAJA.
CONSUMO TIPICO DE COMBUSTIBLE
Consulte la Tabla B.2 para conocer el consumo de
combustible típico del motor de la Commander 500 en
varios casos de operación.
Tabla B.2 Consumo de combustible del motor
Deutz F3L 912
Tiempo de
Velocidad baja- sin
carga 1400 RPM
Velocidad alta - sin
carga 1900 RPM
Salida de
soldadura CC de
CD 500 amperes a
40 voltios
Energía Auxiliar
Deutz F3L 912
44.2 Hp
a 1800 RPM
1.40 litros/hora
(.37 galones/hora)
2.50 litros/hora
(.66 galones/hora)
7.34 litros/hora
(1.94 galones/hora)
4.96 litros/hora
(1.31 galones/hora)
operación para
25 galones
(horas)
67.6
37.9
12.9
19.1
OPERACION DE LA SOLDADORA
SOLDADURA DE VARILLA REVESTIDA
La Commander 500 puede utilizarse con una amplia
gama de electrodos de varilla revestida de CD.
El SELECTOR proporciona cinco rangos de corriente
con control de pendiente de salida sobrepuestos. El
CONTROL ajusta la corriente de mínimo a máximo
dentro de cada rango. El voltaje de circuito abierto
también es controlado por el CONTROL en la
programación de pendiente de salida. Estas
programaciones de pendiente de salida son para
soldaduras “fuera de posición”, incluyendo soldadura
de tuberías en donde el operador podría desear
controlar el nivel de corriente cambiando la longitud
del arco.
SOLDADURA DE TUBERIA
La Commander 500 viene equipada con circuitería
especial para minimizar las explosiones del arco en
los cinco modos de pendiente con cualquier voltaje de
circuito abierto.
Para una característica de arco suave, establezca el
"SELECTOR" en la programación más baja que sigue
brindando la corriente necesaria y establezca
"CONTROL" cerca del máximo. Por ejemplo: para
obtener 140 amperes y un arco suave, establezca el "
SELECTOR" a la posición "150 MAX" y después
ajuste el " CONTROL" para 140 amps.
Cuando se requiera un arco “vigoroso” de arranque,
utilice una programación mayor y disminuya el voltaje
de circuito abierto. Por ejemplo: para obtener 140
amperes y un arco vigoroso, establezca el
“SELECTOR” en la posisición de "250 MAX" y
después ajuste el " CONTROL" para obtener 140
amperes.
SOLDADURA DE CORRIENTE CONSTANTE (CC)
La posición STICK-CC de “30 a 575", del
"SELECTOR" está diseñada para soldaduras
horizontales con cualquier tipo de electrodo
especialmente para el de bajo hidrógeno. El
"CONTROL" ajusta el rango completo de 30 a 575
amperes. Esta programación proporciona un arco de
corriente constante suave. Si se desea un arco más
vigoroso, después seleccione el rango adecuado
desde los rangos de corriente de pendiente
controlada.
En el modo CC, se puede evitar la adhesión
ajustando el “ARC CONTROL” (control del arco). Al
girar este control a la derecha, se incrementa la
corriente de corto circuito, con lo que se evita la
adhesión. Esta es otra forma de aumentar la fuerza
del arco.
SOLDADURA TIG
La posición de la extrema derecha del SELECTOR es
para la soldadura TIG en el rango de 15 amperes a
200 amperes, con una característica de “Inicio de
Toque”. Para iniciar una soldadura, primero establezca
el CONTROL en la corriente adecuada y el tungsteno
es tocado al trabajo. Mientras el tungsteno toca el
trabajo hay muy poco voltaje o corr iente y, en general,
no hay contaminación de tungsteno. Posteriormente,
el tungsteno se retira suavemente del trabajo con un
movimiento oscilatorio, el cual establece el arco.
La Commander 500 puede utilizarse en una amplia
variedad de aplicaciones de soldadura de Gas Inherte
de Tungsteno de CD (TIG). En general la
característica de “Inicio de Toque” permite un inicio sin
contaminación sin utilizar una unidad Hi-Freq. No
obstante, se pueden utilizar el módulo K930-1 o -2
TIG o la unidad K799 Hi-Freq con la the Commander
500. Las programaciones para estos se hacen de
acuerdo con la tabla de rangos de corriente de
tungsteno.
COMMANDER 500
Page 25

B-8
OPERACION
B-8
Tabla B.3 RANGOS DE CORRIENTE TIPICOS
DCEN (-)
(Corriente Directa
Diámetro del
electrodo de
tungsteno en
mm (pulgadas)
0 .010 (.25)
0.020 (.50)
0.040 (1.0)
1/16 (1.6)
3/32 (2.4)
1/8 (3.2)
5/32 (4.0)
3/16 (4.8)
1/4 (6.4)
(1) Cuando se utiliza con gas argón. Los rangos de corriente mostrados deben reducirse cuando se esté utilizando
argón/helio o gases protectores de helio puro.
(2) Los electrodos de tugsteno se clasifican de la siguiente manera de acuerdo con la Sociedad de Soldadura Americana
(AWS):
Puro EWP
1% T oriado EWTh-1
2% T oriado EWTh-2
Aunque aún no está reconocido por la AWS, el tungsteno ser iado ahora es ampliamente aceptado como sustituto del
tungsteno toriado al 2% en aplicaciones de CA y CD.
Elect. Neg
Tungsteno
toriado al 1%,
70-150
150-250
250-400
400-500
500-750
750-1000
)
2%
2-15
5-20
15-80
DCEP (+)
(Corriente Directa
Elect. Pos.
Tungsteno
toriado al 1%,
2%
(3)
(3)
(3)
10-20
15-30
25-40
40-55
55-80
80-125
(1)
PARA ELECTRODOS DE TUNGSTENO
Rango de Flujo Aprox. de Gas
)
Aluminio Acero inoxidable
3-8 (2-4)
5-10 (3-5)
5-10 (3-5)
5-10 (3-5)
13-17 (6-8)
15-23 (7-11)
21-25 (10-12)
23-27 (11-13)
28-32 (13-15)
Argón
C.F.H. (l/min.)
3-8 (2-4)
5-10 (3-5)
5-10 (3-5)
9-13 (4-6)
11-15 (5-7)
11-15 (5-7)
13-17 (6-8)
18-22 (8-10)
23-27 (11-13)
Boquilla de la
ANTORCHA TIG
Tamaño (4), (5)
#4, #5, #6
#5, #6
#6, #7, #8
#8, #10
(2)
(3) DCEP (Corriente Directa Electrodo Positivo) no se utiliza comúnmente en estos tamaños.
(4) Los “tamaños”de la boquilla de antorcha de TIG son múltiplos de 1/16º de una pulgada:
(5) Las boquillas de antorcha de TIG normalmente se hacen de cerámica aluminizada. Algunas aplicaciones especiales
pueden requerir boquillas de lava que son menos propensas a romperse, pero no pueden soportar altas temperaturas y
ciclos de trabajo prolongados.
6 mm (# 4 = 1/4 pulg.)
8 mm (# 5 = 5/16 pulg.)
10 mm (# 6 = 3/8 pulg.)
11 mm (# 7 = 7/16 pulg.)
12.5 mm (# 8 = 1/2 pulg.)
16 mm (#10 = 5/8 pulg.)
PROGRAMACIONES DE LA COMMANDER
500 CUANDO SE UTILIZA LA UNIDAD
K799 HIGH-FREQ
a. Coloque el SELECTOR en la “programación 15-200”
(TIG).
b.Coloque el interruptor del IDLER (GOBERNADOR) en la
posición “HIGH” (alto).
c.Coloque el interruptor LOCAL/REMOTE
(LOCAL/REMOTO) en la posición REMOTE (REMOTO).
d.Coloque el interruptor WELDING TERMINALS
(TERMINALES DE SOLDADURA) en la posición “Welding
terminals always on” (terminales de soldadura siempre
activas). Esto cerrará el contactor de estado sólido y
proporcionará un electrodo siempre “activo”.
Nota: Esto es necesario debido a que los circuitos del
K799 con respecto a las terminales #2 y #4 no
proporcionan la señal adecuada para abrir y cerrar el
contactor de estado sólido en la Commander 500.
PROGRAMACIONES DE LA COMMANDER
500 CUANDO SE UTILIZA EL MÓDULO
TIG K930-1
a. Coloque el SELECTOR en la “programación 15-200”
(TIG).
b. Coloque el interruptor del IDLER (GOBERNADOR)
en la posición “AUTO”.
c. Coloque el interruptor LOCAL/REMOTE
(LOCAL/REMOTO) en la posición REMOTE
(REMOTO).
d. Coloque el interruptor WELDING TERMINALS
(TERMINALES DE SOLDADURA) en la posición
“Welding terminals remotely controlled” (terminales
de soldadura controladas en forma remota). Esto
mantendrá al contactor de estado sólido abierto y
proporcionará un electrodo “frío” hasta que se
presione el dispositivo de activación (amptrol o
interruptor de arranque de arco).
COMMANDER 500
Page 26

B-9
OPERACION
B-9
SOLDADURA DE ALIMENTACION DE
ALAMBRE (VOLTAJE CONSTANTE)
Conecte un alimentador de alambre a la Commander 500 y
programe los controles de la soldadora de acuerdo con las
instrucciones que se explican en la sección anterior.
La Commander 500 en la posición ”WIRE WELDING”
(soldadura de alambre), le permite ser utilizada con una
amplia gama de electrodos tubulares (Innershield y
Outershield) y alambres sólidos para soldadura MIG
(soldadura de arco de metal con gas). La soldadura se
puede afinar utilizando el “ARC CONTROL” (control de
arco).
Algunos electrodos Innershield recomendados son: NR311, NS-3M, NR-207, NR-203 Ni 1%, NR-204-H.
Los electrodos Outershield recomendados son: 0S-70,
0S-71M.
Algunos alambres sólidos para MIG son: .035 (0.9 mm),
.045 (1.1 mm) y .052 (1.3 mm), L-50 y L-56, .035 (0.9
mm) y .045 (1.1 mm) Blue Max MIG 308 LS.
Para cualquier tipo de electrodo, los procedimientos
deben estar dentro de la capacidad de esta máquina. Si
desea obtener información adicional sobre los electrodos,
consulte las publicaciones de Lincoln en N-675, GS-100 y
GS-210.
.
OPERACION DE ENERGIA
AUXILIAR
Arranque el motor y coloque el interruptor de control
“IDLER” (GOBERNADOR) en el modo de operación
deseado. Puede operar a energía total
independientemente de las programaciones de control
de soldadura, si no se está tomando corriente de
soldadura.
La energía auxiliar de la Commander consiste en dos
receptáculos dúplex de 20 Amperes-120VCA (5-20R)
y un receptáculo de 50 amps-120/240VCA (14-50R).
El receptáculo de 120/240VCA puede dividirse a una
operación monofásica de 120VCA.
La capacidad de energía auxiliar es de 12,000 watts
de energía monofásica de 60 Hz. El rango de la
capacidad de energía auxiliar en watts es equivalente
a los voltios-amperes en un factor de potencia
unitario. La corriente máxima permisible de la salida
de 240 VCA es 50 A. La salida de 240 VCA puede
dividirse para obtener dos salidas de 120 VCA
separadas con una corriente máxima permisible de
50A en cada salida a dos circuitos bifurcados de 120
VCA separados. El voltaje de salida se encuentra
entre ±10% en todas las cargas hasta la capacidad
nominal.
TA: El receptáculo de 120/240V cuenta con dos
NO
salidas de 120V de fases diferentes y no puede ser
conectado en paralelo.
Los receptáculos de energía auxiliar sólo pueden ser
utilizados con clavijas de 3 líneas con conexión a
tierra o herramientas aisladas doblemente con
enchufes de dos clavijas.
La corriente nominal de cualquier clavija utilizada con
el sistema debe ser al menos igual a la capacidad de
corriente del receptáculo asociado.
CARGAS DE SOLDADURA Y ENERGIA
AUXILIAR SIMULTANEAS
Es importante observar que las capacidades
nominales de energía auxiliar arriba mencionadas no
están relacionadas con la carga de soldadura. En la
Tabla B.4 se especifican las cargas de soldadura y de
energía simultáneas. Las corrientes permisibles
mostradas suponen que la corriente está siendo
tomada desde un suministro de 120VCA o de
240VCA (no ambos al mismo tiempo).
COMMANDER 500
Page 27

B-10
TABLA B.4 Carga de Soldadura y Energía Simultánea de la
Programación de
rango de salida
de soldadura
Salida de
soldadura
OPERACION
Commander 500
Energía - watt
permisible (factor
de potencia
unitario)
@120 V ±10% *
Corriente
permisible
B-10
auxiliar
en amperes
@ 240 V ±10%
Corriente
(Amps)
15
15
20
20
25
30
38
50
Voltaje
(Voltios)
120
240
120
240
240
240
240
240
30-575
500
350
250
150
90
500A/40V
500A/40V
350A/30V
250A/29V
150A/27V
90A/25V
0
0
9500
12000
12000
12000
0
0
80*
100**
100**
100**
* Cada receptáculo dúplex GFCI está limitado a 20 amperes
** No exceder 50 amperes por circuito bifurcado de 120 VCA cuando se
divida la salida de 240 VCA.
TABLA B.5 Longitudes Recomendadas para el Cable de Extensión
de la Commander 500
Carga
(Watts)
1800
3600
2400
4800
6000
7200
9000
12000
14 AWG 12 AWG 10 AWG 8 AW G 6 AWG 4 AW G
30
60
El tamaño del conductor se basa en una caída de voltaje mínima del 2.0%.
Longitud Permisible Máxima en Pies (m) para el Tamaño de Conductor
(9)
(18)
40
75
30
60
(12)
(23)
(9)
(18)
75
150
50
100
90
75
(23)
(46)
(15)
(30)
(27)
(23)
125
225
88
175
150
120
100
(38)
(69)
(27)
(53)
(46)
(37)
(30)
175
350
138
275
225
175
150
125
0
0
40
50
50
50
(53)
(107)
(42)
(84)
(69)
(53)
(46)
(38)
300
600
225
450
250
300
250
200
(91)
(183)
(69)
(137)
(76)
(91)
(76)
(61)
COMMANDER 500
Page 28

C-1
ACCESORIOS
C-1
ACCESORIOS OPCIONALES
INSTALADOS EN EL CAMPO
JUEGO DE CLAVIJAS K802N - Cuenta con una clavija
para cada receptáculo.
CONTROL REMOTO K857 DE 28 PIES (8.5 m) o K8571 DE 100 PIES (30.4 m) - El control portátil cuenta con
el mismo rango de escala que el control de salida en la
soldadora desde una ubicación hasta la longitud
especificada desde la soldadora. Este cuenta con una
clavija adecuada para ser conectada fácilmente a la
soldadora. La Commander 500 viene equipada con un
conector de 6 pines para conectar el control remoto y un
interruptor de palanca para seleccionar el control de
salida “LOCAL” o un control de salida “REMOTO”.
EQUIPO DE ACCESORIOS K704 - Incluye un cable
para electrodo de 35 pies (10 m) y un cable de trabajo de
30 pies (9 m), una careta, una pinza de trabajo y un
porta electrodo. La capacidad nominal del cable es de
500 amperes con un ciclo de trabajo de 60%.
REMOLQUES DE DOS RUEDAS K953-1 - Para
remolcar en calle, dentro de la planta o dentro del área
de soldadura. Si se quiere utilizar en autopistas, se
puede utilizar un juego de defensas con luces (si lo
remolcará en autopistas, consulte las leyes federales,
estatales y locales aplicables en relación a algunos
requerimientos adicionales posibles).
K953-1 Remolque
K958-1 Enganche para remolque
K958-2 Enganche para remolque con orificio en
forma de luneta
K959-1 Juego de defensa con luces
K965-1 Armazón de almacenamiento de cables
JUEGO DE ARRANQUE CON ETER K825-1 Proporciona ayuda en el arranque en ambientes fríos
para casos en los que se arranca a temperaturas por
debajo de los 10° F (-12.2° C). Dentro del juego no se
incluye el tanque de éter necesario.
JUEGO DE SUPRESOR DE CHISPA K899-1 - Se
monta fácilmente en el mofle estándar.
JUEGO DE DRENAJE DE ACEITE K949-1 - Incluye
una válvula de esfera, manguera y abrazadera.
JUEGO GFCI K1690-1 (1 Dúplex) - Incluye un
receptáculo dúplex con interruptor de circuito contra
fallas de aterrizamiento de 115V aprobado por UL con
cubierta e instrucciones de instalación. Reemplaza el
receptáculo dúplex de 115V instalado de fábrica. El
receptáculo de el GFCI dúplex tiene una capacidad
nominal de 20 amps, la corriente total máxima desde el
GFCI dúplex se limita a 20 amps. Se requieren dos
juegos.
MEDIDORES Y CALIBRADORES DE SALIDA DUAL
K1597-1 Los medidores de salida dual proporcionan
una capacidad pre-establecida de voltaje para soldadura
de alambre y corriente para soldadura con electrodo
revestido. Mide tanto la corriente como el voltaje al
momento de soldar. Los calibradores incluyen:
amperímetro de batería, temperatura del motor, y
presióin de aceite del motor. El medidor de combustible
no está disponible en este juego.
JUEGO DE TRANSFORMADOR K1597-1 42vca - Para
productos que requieren una fuente de poder de 42
VCA.
EQUIPO RECOMENDADO
VARILLA REVESTIDA
Juego de accesorios K704 que incluye:
• Porta electrodo y cable.
• Pinza de trabajo y cable.
• Careta.
El juego de control remoto K857 es un equipo
opcional de control remoto de corriente.
TIG
Antorcha TIG Magnum
Juego de partes Magnum y gas de Argón
Módulo TIG K930-2 (no se requiere para iniciar la
soldadura TIG de CD por raspado)
K936-1 Cable de control
K870 Amptrol de pie
También disponible:
K963-1/-2 Amptrol de mano
K814 Interruptor de arranque de arco
K937-22 Extensión de cable de control
K937-45 Extensión de cable de control
K844-1 Válvula de agua
SOLDADURA DE ALIMENTACION DE
ALAMBRE
• LN-25 • LN-7
• LN-23P • LN-8
• NA-3 • Spool Gun & Módulo K488
• LN-742 (requiere juego de transformador K1597-1
opcional de 42vca).
GENERADORES DE ALTA FRECUENCIA
PARA APLICACIONES DE TIG
La unidad de alta frecuencia K799 y todos los
módulos K930-2 TIG son adecuados para utilizarse
con la Commander 500. La Commander está
equipada con los circuitos de derivación de RF para
conectar el equipo de generación de alta frecuencia.
El juego de derivación de alta frecuencia suministrado
con la unidad de alta frecuencia K799 NO necesita
ser instalado en la Commander.
La Commander y cualquier equipo de generación de
alta frecuencia debe conectarse a tierra de manera
adecuada. Consulte los manuales de operación de la
unidad de alta frecuencia K799 y el módulo TIG K930TODOS, si desea conocer las instrucciones
completas acerca de la instalación, operación y
mantenimiento.
COMMANDER 500
Page 29

D-1
MANTENIMIENTO
D-1
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
•Procure que un técnico calificado realice el
trabajo de mantenimiento y de localización de
averías.
•Apague el motor antes de trabajar dentro de la
máquina.
•Retire las cubiertas sólo cuando sea necesario y
reemplácelas cuando los procesos de
mantenimiento que requieran que se retiren, se
hayan completado.
•Siempre tenga cuidado cuando trabaje cerca de
partes movibles.
------------------------------------------------------------------------
Lea las precauciones de seguridad al frente de este
manual y del manual de instrucciones del motor antes
de trabajar en esta máquina
Mantenga todas las tapas de seguridad, cubiertas y
dispositivos en su lugar y en buenas condiciones.
Procure que sus manos, cabello, ropa y herramientas
no toquen las correas-V, engranes, ventiladores y
todas las partes movibles cuando arranque, opere o
repare el equipo.
MANTENIMIENTO DE RUTINA Y
PERIODICO
MANTENIMIENTO DEL MOTOR
Consulte la sección de “Verificaciones Periódicas” del
manual del operador del motor con el fin de conocer
el programa de mantenimiento recomendado de lo
siguiente:
a) Aceite y filtro del motor
b) Limpiador de aire
c) Filtro de combustible - y sistema de
suministro
d) Correa del abanico de enfriamiento
e) Batería
f) Sistema de enfriamiento
Consulte la Tabla D.1 al final de esta sección, si desea
conocer los diferentes componentes de
mantenimiento del motor.
FILTRO DE AIRE
PRECAUCION
SI RESTRINGE EL FILTRO DE AIRE
EXCESIVAMENTE, EL MOTOR DURARÁ MENOS
------------------------------------------------------------------------
El elemento de filtro de aire es un cartucho seco.
Puede ser limpiado y vuelto a utilizar; sin embargo,
los elementos dañados no deben volver a utilizarse.
Detenga el motor después de 100 horas de operación
y limpie el elemento del filtro, reemplace el filtro en
caso de que sea necesario. Dé servicio al limpiador
de aire en forma regular de acuerdo con el Manual del
Operador Del Motor.
DIARIO
a.Verifique el nivel de aceite del cárter.
b.Rellene el tanque de combustible para disminuir la
condensación de humedad en el tanque.
Abra la válvula de drenaje de agua localizada al
fondo del elemento separador de agua 1 ó 2 vueltas
y permita que drene dentro de un contenedor
adecuado para combustible diesel durante 2 ó 3
segundos. Repita el procedimiento de drenaje
anterior hasta que el combustible de diesel sea
detectado en el contenedor.
SEMANAL
Sopletee la máquina con aire a baja presión en forma
periódica. Particularmente, en los lugares sucios,
esto puede ser necesario realizarlo cada semana.
COMMANDER 500
1.Localice la caja del filtro de aire localizada por detrás
de la puerta del motor en la parte superior del mismo.
2.Retire el elemento del filtro de aire.
3. Elimine el polvo suelto del elemento con aire
comprimido o una manguera con agua dirigida desde
adentro hacia afuera.
Aire comprimido: 100 psi máximo con la boquilla al
menos a una pulgada del
elemento.
Manguera de agua: 40 psi máximo sin boquilla.
4.Humedezca el elemento en una solución de
detergente suave durante 15 minutos. No lo remoje
durante más de 24 horas. Sacuda el elemento en la
solución para ayudarle a que la suciedad se elimine.
5. Enjuague los elementos desde adentro hacia afuera
con un chorro de agua suave (menos de 40 psi) para
eliminar la suciedad.
6. Seque el elemento con aire tibio a menos de 160° F
(71° C) antes de volver a utilizarlo. No utilice un foco
para secar el elemento.
Page 30

D-2
MANTENIMIENTO
D-2
7. Verifique todos los or ificios y ranuras mirando a
través del elemento dirigiéndolo hacia la luz.
Ver ifique si los empaques o las partes de metal
dentadas están dañadas. No utilice los elementos
dañados. Proteja al elemento del polvo y
cualquier daño que pudiera sufrir durante el
secado y su almacenamiento.
8. Vuelva a instalar el elemento del filtro de aire.
Después de seis limpiezas reemplace el filtro de
aire. Un filtro limpio tendrá aproximadamente
70% de vida de un elemento de filtro nuevo. Un
elemento de filtro restringido puede no parecer
excesivamente sucio.
ADVERTENCIA
FILTROS DE COMBUSTIBLE
Cuando trabaje en el sistema de
combustible
• No acerque fuego a este sistema, no
fume!
3. Retire el tapón blanco localizado directamente
debajo de la tapa central, en la cavidad superior del
cabezal del filtro. Utilice un destornillador pequeño
(o un dispositivo similar) para elevar el tapón blanco
de la cavidad y ayudar a su remoción.
Sea cuidadoso de no dañar la pantalla del prefiltro
con la herramienta que utilice para retirar el tapón
blanco.
4.Utilizando un par de pinzas, jale cuidadosamente
las salientes de tracción de la pantalla del prefiltro
en forma alterna para retirar gradualmente la
pantalla del prefiltro.
5. Cepille cualquier residuo y enjuáguelo con
combustible diesel.
6.Vuelva a instalar la pantalla del prefiltro en la
cavidad superior del cabezal del filtro
asegurándose que las cuatro salientes de tracción
estén apuntando hacia arriba. Colocando sus
dedos sobre estas partidas de tracción, empuje
hacia abajo de manera uniforme hasta que el
cuerpo inferior de la pantalla del prefiltro se ponga
en contacto con la base de la cavidad superior.
7. Vuelva a insertar el tapón blanco en la cavidad
superior.
------------------------------------------------------------------------
• No derrame combustible!
La Commander 500 está equipada con un Ensamble
de Prefiltro de Combustible/Separador de Agua
localizado delante de la bomba de levante y un Filtro
de Combustible Secundario localizado antes de la
bomba de levante y antes de los inyectores de
combustible. El separador de prefiltro de
combustible/agua esta montado en el bloque del
motor, justo debajo de la bomba de levante. El filtro
de combustible secundario está montado
directamente en el motor, justo arriba del filtro de
aceite.
ENSAMBLE DE PREFILTRO DE COMBUSTIBLE
/SEPARADOR DE AGUA
El prefiltro es una pantalla de 150 micrones diseñada
para proteger de partículas grandes en el combustible
al elemento separador de agua y al filtro de
combustible secundario. Si el prefiltro se tapa puede
quitarse, inspeccionarse, limpiarse y volverse a
colocar. En general, esto sólo necesita llevarse a
cabo al cambiar el elemento separador de agua
(aproximadamente cada 1,000 horas). Sin embargo,
si en cualquier momento se sospecha que hay una
contaminación excesiva del combustible o si el
rendimiento del motor disminuye, la pantalla del
prefiltro debe inspeccionarse y limpiarse. Siga el
siguiente procedimiento:
1. Cierre la válvula de cierre de combustible (la
palanca debe estar perpendicular a la manguera)
localizada al lado del ensamble del prefiltro de
combustible/separador de agua
2. Destor nille el tapón localizado en la parte super ior
del cabezal del filtro y retire la tapa central de
plástico y el anillo tipo O.
8. Coloque el anillo tipo O en la superficie de sello
angular del cabezal del filtro y vuelva a instalar la
tapa de plástico. Asegúrese de que su pestaña
caiga sobre el anillo tipo O.
9. Atornille la tapa de anillo y asegúrela.
10.Recuerde abr ir la válvula de cierre de combustible
(la palanca en línea con la manguera) antes de
arrancar el motor.
ELEMENTO SEPARADOR DE AGUA
El elemento separador de agua es un filtro de dos
fases con un medio de filtración especial/separador
de agua, y un recipiente de agua que se expande
evitando al máximo que caiga agua en el combustible.
El intervalo de cambio recomendado para el elemento
separador de agua es 1,000 horas. El procedimiento
para cambiar el elemento es el siguiente:
1. Cierre la válvula de cierre de combustible (la
palanca debe estar perpendicular a la manguera)
localizada al lado del ensamble del prefiltro de
combustible/separador de agua.
2. Gire el anillo de cambio rápido (localizado justo
debajo del cabezal del filtro) hacia la derecha
aproximadamente media vuelta y deslícelo hacia
abajo y hacia afuera del elemento.
3. Sostenga el elemento y jálelo hacia abajo con un
movimiento ligeramente vibratorio para retirar el
elemento del poste de la arandela al fondo del
cabezal del filtro.
COMMANDER 500
Page 31

D-3
MANTENIMIENTO
D-3
4. Deslice el nuevo elemento, en el poste de la
arandela, al fondo del cabezal del filtro hasta que el
elemento ya no se mueva hacia arr iba en el cabezal
del filtro. Ahora gire el elemento (puede tomar casi
una vuelta completa) presionando ligeramente hacia
arriba hasta que el elemento empiece a acoplarse
con el cabezal. Habiéndolo or ientado de manera
adecuada, aplique más presión para asentar el
elemento en el cabezal del filtro. Debe sentir que el
elemento se "asienta" en su lugar cuando es
instalado apropiadamente.
Nota: El elemento sólo se moverá en una dirección.
Nunca ejerza demasiada fuerza cuando monte el
elemento en el cabezal.
5. Deslice el anillo de cambio rápido hacia el elemento y
gírelo a la izquierda hasta que oiga un clic o pop. Si
usted no escucha este sonido quiere decir que usted
no giró el anillo lo suficiente y el elemento no está en
la posición segura. Otra indicación de que el anillo
está en la posición asegurada es un conjunto de
flechas (no importa cual) localizadas afuera del anillo
deberán ubicarse directamente debajo de la válvula
de ventilación de aire.
6. Abra la válvula de cierre de combustible (la palanca
en línea con la manguera).
7. Abra la válvula de ventilación de aire al frente del
cabezal del filtro hasta que salga el combustible en
burbujas de aire y después, cierre la válvula de
ventilación de aire.
Nota: Consulte su manual de operación del motor si
desea mayor infor mación de cómo purgar aire de todo el
sistema de combustible.
FILTRO DE COMBUSTIBLE SECUNDARIO
El filtro de combustible secundario es un tipo de cartucho
montado con un giro directamente en el motor. Consulte
su manual de operación del motor si desea información
completa acerca de los intervalos de servicio y los
procedimientos de cambio del elemento.
SISTEMA DE ENFRIAMIENTO
El sistema de enfriamiento del motor Deutz necesita ser
verificado y limpiado en forma periódica. Consulte el
manual del propietario del motor para conocer la
frecuencia con que debe hacerse y los procedimientos
adecuados.
CORREA DEL ABANICO DE ENFRIAMIENT O
El siguiente procedimiento debe seguirse con el fin de
reemplazar la correa del abanico de enfriamiento:
1. Permita que la máquina se enfríe.
2. Desenganche y deslice el sopor te de la batería fuera
de la soldadora.
3. Desconecte el cable negativo de la batería.
4. Retire la cubierta lateral de la máquina.
5. Afloje la abrazadera de la manguera del limpiador de
aire y quite la manguera.
6.
Retire el panel final del motor donde está la caja de aire
y limpiador de aire para poder acceder al motor.
7. Afloje los per nos de montaje del alternador y gire el
alternador hacia el motor.
8.
Retire la correa del abanico de enfriamiento e instale
una nueva.
9. Ajuste la tensión de la correa a 63-73 lbs. a la mitad
entre cualquier par de poleas.
10.Vuelva a colocar la manguera del limpiador de aire y
el panel final del motor. Coloque nuevamente el
cable negativo de la batería. Deslice y asegure
nuevamente el soporte de la batería.
11. Verifique la tensión de la correa del abanico de
enfriamiento después de 100 horas de operación
(siga los pasos 1, 2, 3, 4, 5, 6, 9 y 10)
ADVERTENCIA
Los GASES DE LA BATERIA pueden explotar.
• Evite cualquier chispa, flama o cigarrillos cerca de la
batería.
Para evitar UNA EXPLOSION cuando:
• SE INSTALA UNA BATERÍA NUEVA - primero
desconecte el cable negativo de la batería usada y
después conéctele a la batería nueva.
• SE CONECTA UN CARGADOR DE BATERIA - quite la
batería de la soldadora desconectando primero el
cable negativo, después el cable positivo y al último
quite el tornillo de presión de la batería. Cuando se
vuelva a reinstalar, conecte el cable negativo al
último. Asegúrese de que exista una buena
ventilación.
• USANDO UNA BATERIA O FUENTE - primero
conecte el cable positivo en la batería y después
conecte el cable negativo en la base del motor.
EL ACIDO DE LA BATERIA PUEDE QUEMAR LOS
OJOS Y LA PIEL.
• Utilice guantes y protección para los ojos y tenga
cuidado cuando trabaje cerca de la batería. Siga las
------------------------------------------------------------------------
COMO EVITAR DAÑOS ELECTRICOS
1. Cuando reemplace, conecte en puente o conecte de
algún otro modo la batería a los cables de la batería, debe
contarse con la polaridad adecuada. Si no sigue esta
recomendación de polaridad adecuada podría dañar el
circuito de carga. El cable positivo (+) de la batería tiene
una cubierta roja para la terminal.
2. En caso de que la batería requiera carga de un cargador
externo, desconecte primero el cable negativo de la batería
y después el cable positivo antes de conectar los cables del
cargador. Si no sigue esta recomendación podría dañar los
componentes internos del cargador. Cuando vuelva a
conectar los cables, conecte primero el cable positivo y
después el cable negativo.
COMO EVITAR UNA DESCARGA DE LA BATERÍA
Si usted tiene un interruptor de ignición, apáguelo
cuando el motor no esté funcionando.
COMO EVITAR DEFORMACION DE LA BATERÍA
Apriete las tuercas en la abrazadera de la batería sólo
hasta topar y dar un ajuste ligero.
instrucciones impresas en la batería.
COMMANDER 500
Page 32

D-4
MANTENIMIENTO
D-4
COMO CARGAR LA BATERIA
Al cargar, puentear, reemplazar o conectar de
cualquier forma los cables de la batería a la batería
asegúrese de que la polaridad sea la correcta. La
polaridad inadecuada puede dañar el circuito de
carga. La terminal positiva (+) de la Commander tiene
una cubierta de terminal roja.
Si necesita cargar la batería con un cargador externo,
primero desconecte el cable negativo y después el
cable positivo antes de conectar los cables del
cargador. Después de cargar la batería, reconecte
primero el cable positivo de la batería y al final el
cable negativo. El no hacerlo como se indica puede
ocasionar algún daño en los componentes internos
del cargador.
Siga las instrucciones del fabricante del cargador de
la batería para conocer las configuraciones del
cargador y el tiempo de carga.
MANTENIMIENTO DE LAS PLACAS DE
IDENTIFICACION / ETIQUETAS DE
ADVERTENCIA
Cuando se realice el mantenimiento de rutina de esta
máquina - o por lo menos cada año - revise que todas
las placas de identificación y etiquetas puedan leerse
claramente. Cambie las que no se lean claramente.
Consulte la lista de partes para el número de parte.
Tabla D.1 Componentes de mantenimiento del motor
MANTENIMIENTO DE LA
SOLDADORA / GENERADOR
ALMACENAJE
Almacene la Commander en áreas limpias, secas y
protegidas.
LIMPIEZA
Limpie con aire a baja presión el generador y los
controles periódicamente. Hágalo por lo menos una
vez a la semana en las áreas particularmente sucias.
REMOCION Y REEMPLAZO DE LAS
ESCOBILLAS
El desgaste y ligero obscurecimiento de los anillos y
escobillas es normal. Inspeccione las escobillas
cuando sea necesario revisar el generador.
ADVERTENCIA
No intente pulir los anillos de asentamiento mientras
la máquina esté funcionando.
------------------------------------------------------------------------
PARTE
Elemento limpiador de aire
Correa del abanico de
enfriamiento
Elemento del filtro de aceite
Elemento del filtro de
combustible
Elemento separador de agua
Pantalla del prefiltro de
combustible
FABRICANTE
Donaldson
AC
Lincoln
Gates
Deutz
Purolator
Napa
Fram
Deutz
Purolator
Napa
Fram
Lincoln
Stanadyne
Lincoln
Stanadyne
NUMERO DE PARTE
P181052
A302C
T13536-3
7585
1174418
PER2168
1820
PH3776
1174423
PC42
3358
P4102
M16890-C
31572
M16890-B
29575
Batería
BCI
Group
34
COMMANDER 500
Page 33

E-1
LOCALIZACION DE AVERIAS
COMO UTILIZAR LA GUIA DE LOCALIZACION DE AVERIAS
ADVERTENCIA
El servicio y la reparación sólo deben ser realizados por Personal Capacitado por la Fábrica
Lincoln Electric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden
resultar peligrosas para el técnico y el operador de la máquina e invalidará su garantía de
fábrica. Para su seguridad y para evitar una descarga eléctrica, por favor tome en cuenta
todas las notas de seguridad y precauciones detalladas en este manual.
__________________________________________________________________________
Esta guía de detección de problemas se
proporciona para ayudarle a localizar y a
reparar posibles averías de la máquina.
Simplemente siga el procedimiento de tres
pasos que se da enseguida.
Paso 1. LOCALIZACION DEL PROBLEMA
(SINTOMA)
Observe debajo la columna llamada
“PROBLEMA (SÍNTOMA)”. Esta columna
describe los posibles síntomas que la
máquina puede presentar. Encuentre la
lista que describa de la mejor manera el
síntoma que la máquina está presentando.
Los síntomas se agrupan en las siguientes
categorías: problemas del motor, problemas
de funcionamiento y problemas de salida.
pruebas se pueden llevar a cabo sin retirar
la cubierta de la soldadora.
Paso 3. ACCION RECOMENDADA
Si usted ha repasado todas las partidas en
el paso 2, póngase en contacto con su
Taller de servicio local autorizado de
Lincoln.
E-1
Paso 2. PRUEBAS EXTERNAS
En la segunda columna llamada “CAUSA
POSIBLE”, se enumeran los factores que
pueden originar el síntoma de la máquina.
Realice estas pruebas/verificaciones en el
orden enumerado. En general, estas
PRECAUCION
Si por cualquier razón usted no entiende los procesos de prueba o no está en la posibilidad de realizar las pruebas/reparaciones con
seguridad, contacte a su Taller de Servicio Autorizado Local para asistencia técnica en la localización de fallas antes de proceder.
COMMANDER 500
Page 34

E-2
LOCALIZACION DE AVERIAS
Observe los lineamientos de seguridad que se describen en este manual
E-2
PROBLEMAS
(SINTOMAS)
Es evidente un daño eléctrico o
físico mayor.
El motor no “vira”.
El motor “vira”pero no arranca.
AREAS POSIBLES DE
DESAJUSTE(S)
ENGINE PROBLEMS
1. Comuníquese con el Taller de
Servicio Autorizado de Lincoln de
su localidad.
1. La batería está baja. Cargue la
batería.
2. Retire las conexiones del cable de
la batería. Inspecciónelas,
límpielas y asegúrelas.
1. No tiene combustible. Llene el
tanque.
2. La válvula de cierre de
combustible está en la posición de
apagado.
3.Temperatura del aceite alta
(indicador encendido). Verifique el
sistema de enfriamiento del motor
(consulte a su proveedor de
servicio del motor).
4. El voltaje de la batería está bajo.
ACCION RECOMENDADA
Póngase en contacto con su Taller de
servicio local autorizado de Lincoln si
desea ayuda sobre la localización de
averías
El motor se apaga poco después de
arrancar.
La batería no permanece cargada
1. Poco combustible (foco indicador
K1585-2 únicamente). Agregue
combustible.
2. Salida baja del alternador de
carga de la batería (indicador
encendido). Verifique la correa del
abanico de enfriamiento.
Reemplácela si es necesario.
3.Temperatura del aceite alta
(indicador encendido). Verifique el
sistema de enfriamiento del motor
(consulte a su proveedor de
servicio del motor).
1. Batería defectuosa. Reemplácela
PRECAUCION
Si por cualquier razón usted no entiende los procesos de prueba o no está en la posibilidad de realizar las pruebas/reparaciones con
seguridad, contacte a su Taller de Servicio Autorizado Local para asistencia técnica en la localización de fallas antes de proceder.
COMMANDER 500
Page 35

E-3
LOCALIZACION DE AVERIAS
Observe todos los lineamientos de seguridad contenidos en este manual.
E-3
PROBLEMAS
(SINTOMAS)
El motor no cambia de velocidad
alta a baja.
El motor no cambia a velocidad
alta cuando intenta soldar.
AREAS POSIBLES DE
ACCION RECOMENDADA
DESAJUSTE
PROBLEMAS DE FUNCIONAMIENTO
1. El interruptor del gobernador está
en la posición Alto (High).
Coloque el interruptor en Auto.
2. Carga externa en la soldadora o
energía auxiliar. Retire cualquier
carga externa.
1. La conexión del cable de trabajo
está defectuosa. Asegúrese de
que la pinza de trabajo está
conectada correctamente a una
base de metal limpia.
2. El interruptor “Welding terminals”
(terminales de soldadura) está en
la posición equivocada.
Colóquelo en “Always on”
(siempre activa) cuando suelde
sin un cable de control de
soldadura. Remítase al capítulo
de operaciones si desea conocer
como se utiliza correctamente
este interruptor.
Póngase en contacto con su Taller de
servicio local autorizado de Lincoln si
desea ayuda sobre la localización de
averías.
El motor no cambia a velocidad alta
cuando utiliza energía auxiliar.
1. La carga de energía auxiliar es
menor a 100 watts. El gobernador
no puede responder con una
carga menor a 100 watts.
Coloque el gobernador en “High”
(Alta).
PRECAUCION
Si por cualquier razón usted no entiende los procesos de prueba o no está en la posibilidad de realizar las pruebas/reparaciones con
seguridad, contacte a su Taller de Servicio Autorizado Local para asistencia técnica en la localización de fallas antes de proceder.
COMMANDER 500
Page 36

E-4
LOCALIZACION DE AVERIAS
Observe todos los lineamientos de seguridad contenidos en este manual.
E-4
PROBLEMAS
(SINTOMAS)
No hay salida de energía de
soldadura.
La soldadora tiene salida y no tiene
control.
AREAS POSIBLES DE
DESAJUSTE
PROBLES DE SALIDA
1.El interruptor de las terminales de
soldadura está en la posición
equivocada. Coloque el interruptor
en la posición “Always on” (siempre
activa) cuando esté soldando sin un
cable de control de soldadura.
Consulte el capítulo de Operación si
desea conocer el funcionamiento
adecuado del interruptor.
1.El interruptor local/remoto está en
posición equivocada. Coloque este
interruptor en la posición local para
controlar la salida en la soldadora.
Coloque el interruptor en la posición
remoto para controlar la salida en
forma remota. Consulte el capítulo
de Operación si desea conocer el
funcionamiento adecuado del
interruptor.
2.La conexión del juego remoto es
deficiente. Verifique las conexiones.
3.El equipo remoto está defectuoso.
Reemplácelo si es necesario.
ACCION RECOMENDADA
Póngase en contacto con su Taller de
servicio local autorizado de Lincoln si
desea ayuda sobre la localización de
averías.
No hay energía auxiliar.
1.Los interruptores automáticos están
abiertos. Cierre los interruptores.
En caso de que los interruptores
automáticos sigan abriéndose,
verifique las conexiones en los
receptáculos auxiliares. También
asegúrese de que la carga no
exceda la corriente nominal de los
receptáculos. Consulte las
conexiones auxiliares en los
capítulos de instalación y operación.
2.Conexiones defectuosas en los
receptáculos auxiliares. Verifique
las conexiones.
3. Cableado de la circuitería auxiliar
defectuoso.
PRECAUCION
Si por cualquier razón usted no entiende los procesos de prueba o no está en la posibilidad de realizar las pruebas/reparaciones con
seguridad, contacte a su Taller de Servicio Autorizado Local para asistencia técnica en la localización de fallas antes de proceder.
COMMANDER 500
Page 37

F-1
Enhanced Diagram
DIAGRAMA DE CABLEADO:
DIAGRAMAS
F-1
3
5
AUXILIARY WINDINGS
5A
STATOR
3
6
ON BOTTOM LEFT
AUXILIARY POWER
OF CONTROL BOX
"INSULATED STUD"
6A
6D
6C
6E
3
6A
GND-E
5A
GND-D
GND-B
CONTROL PANEL
AUXILIARY POWER
GND. SCREW ON
STICK
TIG
30-575A
8
9
500A
7
0A
6
35
5
250A
4
A
2
3
150
90A
WIRE
(AS VIEWED FROM THE FRONT)
CORRESPONDING SETTINGS FOR TAP NUMBERS
215
216
4
5
S5
6
7
SELECTOR SWITCH
(VIEWED FROM REAR)
217
218
W1
WELD
W2
STATOR
WINDINGS
W3
W2
W3
W4
DIAGRAMA DE CABLEADO DE LA COMMANDER 500
W3
W2
16
15
25A
23A
1
3
2
J12
645
3
LEFT
CAP.
6A
67
IGBT
PCB1
DRIVER
3
6A
CB1
A
15-250
30-575A
W1
W4
11
GND-C
GND-B
SILVER
8
50A
20A
CB3
3A
3B
3
15A
CB5
31
GND-C
OPTIONAL
6C
P40
J40
EMPTY
EMPTY
RED
EMPTY
EMPTY
214
213
3
2
A
222
9
8
220
219
W6
W6
+
W5
W5
W3
W2
MULTI-LEAD
CAP.
HEATSINK
BOLTED
TO
HEAT SINK
261
260
ONE TIME
LEADC 203 TO
PASS THRU TOROID
115/230V
J11
11
6A
AUXILIARY
6E
VAC KIT
WITH 42V
1
2
BLACK
W1
W6
W6
R2
L1
CHOKE
NEUTRAL STUD
3
GND-D
3
CB6
43
3
W1
25 watts
250 ohms
CB2
BOX "LEFT SIDE"
BACK OF CONTROL
10A
4
-
RIGHT
203
12
J11
SILVER
HOT (GOLD)
9
20A
CB4
6B
5B
5F
GND-E
5D
41
5D
42B
5
6
BLACK
RED
42VAC KIT
OPTIONAL
5G
SHUNT
RECTIFIER BRIDGE
13
1
J13
4
MULTI-LEAD
CAP.
IGBT
PCB2
DRIVER
6A
6A
LEADS 3 & 6A
67
67A
50A
15
18
13
5
5C
5B
HOT (GOLD)
12
6A
6D
5E
5C
42
6E
P16
78
6
5
16
4
17
3
2
1
14
+
-
50MV=400AMPS
J14
P14
14
25
23
3
2
5
6
CAP.
HEATSINK
BOLTED
TO
3
6A
DIRECTIONS
IN OPPOSITE
PASS THROUGH
TOROID TWICE
ELECT.
5
5C
5E
5
TRANSFORMER
CONTROL
J16
BK
BK
BR
BR
R
R
Y
Y
21A
22A
1
2
4
21
22
HEAT SINK
BYPASS PCB
12
5F
200D
200E
200B
200A
BRUSH
BRUSH
201
3
6A
16
30VAC
CONTROL
BROWN
15
14
30VAC
CONTROL
YELLOW
13
18
PCB
RED
POWER
42VAC
17
3
POWER MODULE
WORK
200D
201A
200A
1615141312
201B
200E
200C
6D
-
+
201B
300V
200C
3200MFD
ROTOR
HOT(BLACK)
120VAC
PRIMARY
21B
6H
5P
200B
226A
237A
987
11
10
5H
6D
237
226
200
5P
6F
201
201A
TO THE LAMINATION
TO SLIP RING NEAREST
POSITIVE BRUSH CONNECTED
(BLACK)
NEUTRAL
3
6A
262B
224
228
234
233
6
5
4
228A
234A
224A
233A
262A
CONTROL HARNESS
5G
31
42
32
42
32
31
21C
POSITION
POSITIVE POLARITY
SWITCH SHOWN IN
POLARITY
+
67A
ENGINE HARNESS
281
241
239
P30
1
3
2
J30
239A
281A
241A
248
SWITCH
CONTROL
SHOWN IN
"ALWAYS ON" POSITION
SOURCE
WELDING
256
SHOWN IN
"HIGH" POSITION
IDLER
CONTROL
-
HOUR
METER
2B
4B
2C
4C
77C
76C
BACK
FROM
VIEWED
41
OUTPUT
CONTROL
75B
41
31
32
J
A
SWITCH
-
115VAC
CONTACTOR
226A
COIL
HOLD
237A
ALWAYS ON
HIGH
+
REMOTE
50K
PINCH POT
R1
CCW
75A
8
4
RF BYPASS PCB
76C
21C
2E
4E
D
C
H
WORK
227
COIL
PULL
232L
REMOTELY
CONTROLLED
AUTO
77
S6
VIEWED
75B
77E
EFG
SOL.
IDLE
242E
264
263
LOCAL
76
278A
77B
76B
FROM
BACK
75
J61
2C
76E
REMOTE
CONTROL
242
278
277
4C
77C
75E
262
SOL.
262B
COIL
PULL
COIL
HOLD
SHUTDOWN
224
232M
START BUTTON
CONTROL HARNESS
32
SWITCH SHOWN IN
"LOCAL" POSITION
77B
76B
CONTROL HARNESS
5
6
3
1
77E
76E
TOROID
41
42
242H
I
B
K
AMPHENOL 1
42VAC
GROUND
234
WK
SWITCH
SENSOR
G
OIL PRESSURE SWITCH & SENSOR
228
231
236
236A
RUN
STOP
236B
SWITCH
SHOWN IN
RUN/STOP
"RUN" POS.
242D
5H
242
5G
242B
S
FUEL
229B
232C
S
OIL
TEMP
232B
OIL
S
PRESS.
238
CHRG.
BATT.
236C
LEADS 238 & 236C TO BE
BOLTED TOGETHER AND
TAPED ON STANDARD
MODEL.
12VDC
229A
228A
J62
4
6
3
1
2E
4E
75E
TOROID
233
SWITCH
SENSOR
OIL TEMP. SENSOR & SWITCH
241
232D
232J
232H
5K
232A
5J
5K
5L
GND. STUD ON
238
242A
242C
232L
STUD
INSULATED
GOLD
LOW
FUEL
245
GOLD
TEMP.
246
GOLD
LOW
PRESS.
247
GOLD
ALT.
243
4
229
2
1 3
241A
P18
J18
J60
77D
75D
76D
77D
76D
75D
ABCDE
REMOTE
CONTROL
SENSOR
FUEL LVL.
229
242D
262
232D
CONTROL BOX
BOTTOM RIGHT OF
229B
229C
232K
242B
241B
228B
OPTIONAL ON
STANDARD MODEL
232K
232M
232F
232G
232P
SILVER
SILVER
232G
SILVER
232F
SILVER
232E
229B
229C
228B
241B
4
1
2D
4D
242I
2D
242I
4D
F
GROUND
CONTACTOR
WELD STUD ON
236
236C
238
232
227
32
236C
232A
232E
242H
AMPHENOL 2
OUTPUT PANEL
231
229
232N
5R
232N
232
STARTER
SOLENOID
TOROID
TOROID
LEFT SIDE
MOUNTING FOOT
STUD ON ENGINE
RIGHT SIDE
MOUNTING FOOT
STUD ON ENGINE
12V BATTERY
(-)
(+)
5N
281
-
NEG
EXC
+
MOTOR
SENSE
STARTING
POS
239
238
ALTERNATOR
5S
5K
32
B1
B2
B3
B4
8
256
281A
229A
248
233A
5J
239A
243
234A
247
261
245
260
246
1
6
200
224A
226
262A
264
263
232D
4B
237
2B
1
3
90
91
110A
109A
108A
1
232
5L
106A
107A
102A
104A
103A
101A
105A
3
90
91
110A
109A
108A
1
4
103A
102A
106A
104A
107A
105A
101A
1
5
220
217
214
213
219
218
216
215
222
1
8
76
77
21
75
278
22
25
277
23
23A
25A
67
17
18
1
XE
GROUNDING BOLT
ON ENGINE BLOCK
ENGINE GROUND
5M
FRAME
239
5M
BACK OF CONTROL BOX
GND STUD ON RIGHT SIDE
5R
5F
242I
242H
16
J7
9
12
J6
ENGINE PROTECTION PCB
7
6
J5
4
1
J9
5
1
DISPLAY PCB
J8
5
OPTIONAL ON STANDARD MODEL
6
J1
4
8
J2
5
10
J4
6
16
J3
9
CONTROL PCB
G3583
NOTA: Este diagrama sólo es para referencia. Es posible que no sea preciso para todas las máquinas que cubre este manual. El
diagrama específico para su máquina en particular se encuentra dentro de la misma en uno de los paneles del compartimiento.
COMMANDER 500
Page 38

F-2
DIAGRAMA DE CONEXION:
DIAGRAMAS
SPOOL GUN
K487-25
MODULO DE CONTROL
K488 SG
K691-10
CABLE DE ENTRADA
F-2
7-18-98
M18911
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
ADVERTENCIA
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
ALAMBRE DE 14 PINES
RECEPTACULO DEL ALIMENTADOR DE
AL TRABAJO
AL TRABAJO
AL MODULO DE CONTROL
CABLE DEL ELECTRODO
115V RECEPTACULO
DIAGRAMA DE CONEXIONES DE LA COMMANDER / K691-10 / K488 / K487 SPOOL GUN
DE 6 PINES
RECEPTACULO REMOTO
ELECTRODO
DE CONTROL Y/O LA FUENTE DE ENERGIA.
ASEGURESE DE QUE EL INTERRUPTOR DESLIZABLE DEL MODO DE MODULO DE CONTROL ESTE EN LA POSICION "LINCOLN" (CIERRE DE CONTACTO)
ANTES DE INTENTAR OPERAR EL MODULO DE CONTROL. SI NO COLOCA ESTE INTERRUPTOR EN LA POSICION ADECUADA PODRIA DAÑAR EL MODULO
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
PRECAUCION:
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
VEA EL MANUAL DE OPERACION
"WIRE WELDING CV" (CV PARA SOLDADURA DE ALAMBRE). COLOQUE EL INTERRUPTOR DE TERMINALES DE SOLDADURA EN LA POSICION "REMOTELY CONTROLLED".
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO. COLOQUE EL INTERRUPTOR DE RANGO DE POSICIONES EN
N.C. SI ESTA CONECTADO EL CONTROL REMOTO OPCIONAL DE SALIDA K857 AL RECEPTACULO DE 6 PINES COLOQUE EL INTERRUPTOR REMOTO LOCAL EN LA POSICION "REMOTE".
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN LA POSICION "HIGH" ALTO.
DIAGRAMA DE CONEXIONES DE LA COMMANDER / 691-10 / K488 / K487 SPOOL GUN
COMMANDER 500
Page 39

F-3
DIAGRAMA DE CONEXION:
LN-7
ALIMENTADOR DE
DIAGRAMAS
ALAMBRE
CONTROL REMOTO K775
CABLE DE ENTRADA K291 O K404
OPCIONAL
F-3
7-18-98
S23983
N.D.
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
REPUESTO
}
81424131313232
82
ADVERTENCIA
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
224
VERDE
21
TIERRA
4
21
TIERRA
UNIVERSAL K867
ENCHUFE ADAPTADOR
77
75
76
}
757677
AL TRABAJO
N.E.
14 PIN
AMPHENOL
AL TRABAJO
UNIDAD DE ALIMENTACION DE ALAMBRE
ELECTRODO
CABLE DEL ELECTRODO A LA
PRECAUCION:
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
VER EL MANUAL DE OPERACION.
"WIRE WELDING CV" (CV PARA SOLDADURA DE ALAMBRE). COLOQUE EL INTERRUPTOR DEL ALIMENTADOR DE ALAMBRE EN "WIRE FEEDER WITH CONTROL CABLE" (ALIMENTADOR
DE ALAMBRE CON CABLE DE CONTROL).
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO. COLOQUE EL INTERRUPTOR DE RANGO EN
N.C. SI SE UTILIZA EL CONTROL DE SALIDA REMOTO OPCIONAL COLOQUE EL INTERRUPTOR LOCAL/REMOTO EN LA POSICION "REMOTE".
N.D. AISLE CADA CABLE QUE NO UTILICE DE MANERA INDIVIDUAL.
N.E. AISLE CADA CABLE POR SEPARADO.
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
DIAGRAMA DE CONEXIONES DE LA COMMANDER / K867 / K775 / LN-7
COMMANDER 500
Page 40

F-4
DIAGRAMA DE CONEXION:
DIAGRAMAS
CONTROL REMOTO K857
OPCIONAL O K857-1
AL TRABAJO
F-4
7-21-98
S23987
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
AL ENCHUFE DEL CABLE
DE ENTRADA DEL LN-7
CABLE DE CONTROL K584 O K594
ADVERTENCIA
AL TRABAJO
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-7
ELECTRODO
UNIDAD DE ALIMENTACION
CABLE DEL ELECTRODO A LA
AMPHENOL
DE 6 PINES
COMMANDER 500
AMPHENOL
DE 14 PINES
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA, SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
"WIRE WELDING CV" (CV PARA SOLDADURA DE ALAMBRE)..
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
N.A. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO. COLOQUE EL INTERRUPTOR DE RANGO DE POSICIONES EN
N.B. LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS. VER EL MANUAL DE OPERACION.
N.C. SI SE UTILIZA EL CONTROL DE SALIDA REMOTO OPCIONAL, COLOQUE EL INTERRUPTOR REMOTO/LOCAL EN LA POSICION "REMOTE" (REMOTA).
Page 41

F-5
DIAGRAMA DE CONEXION:
DIAGRAMAS
AL
ALIMENTADOR DE
ALAMBRE
F-5
7-21-98
S23988
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
ADVERTENCIA
N.C.
82
81
N.D.
N.E.
CONECTAR JUNTOS PARA SALIDA DE
}
REPUESTO
2
SOLDADURA
}
4
NO SE UTILIZAN EN LAS FUENTES COMMANDER
42 VCA
OPCIONAL
}
42
41
115 VCA
31
LA CONEXION DEL VOLTIMETRO DEL ALIMENTADOR DE ALAMBRE
CONEXION AL ARMAZON DE LA FUENTE DE PODER
}
21
32
TIERRA
CONTROL DE SALIDA REMOTO
10K
MIN.
SE CONECTA A LA TERMINAL DE TRABAJO DE LA FUENTE DE PODER.
77
76
75
4
2
AL
K867
{
No opere con los paneles abiertos.
La DESCARGA ELECTRICA puede matar
DIAGRAMA DE CONEXIONES DE LA COMMANDER AL ADAPTADOR K867
DIAGRAMA DE CONEXIONES DE LA COMMANDER AL ADAPTADOR K867
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
antes de dar servicio.
No toque las partes electricamente activas.
AMPHENOL DE 14 PINES
UNIVERSAL
ENCHUFE ADAPTADOR K867
TO WORKELECTRODE
COMMANDER 500
AL TRABAJO
A LA UNIDAD DE ALIMENTACION DE
CABLE DEL ELECTRODO
ALAMBRE
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
PRECAUCION:
VER EL MANUAL DE OPERACION.
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
N.C. AISLE CADA CABLE QUE NO UTILICE, DE MANERA INDIVIDUAL.
EL RELE DE AISLAMIENTO PARA CERRAR LOS CABLES 2 Y 4.
N.D. PARA LOS ALIMENTADORES DE ALAMBRE QUE REGRESAN UNA SENAL PARA LA SALIDA DE SOLDADURA, UTILICE
N.E. CONSULTE EL MANUAL DE INSTRUCCIONES PARA CONSUMO MAXIMO DE CORRIENTE AUXILIAR.
Page 42

F-6
DIAGRAMA DE CONEXION:
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
DIAGRAMAS
ALIMENTADOR DE
ALAMBRE LN-8
31
N.C.
}
F-6
7-18-98
S23989
CABLE DE ENTRADA K196
C
TIERRA
A
B
N.D.
}
4
2
32
21
2
81
REPUESTO
21
4
32
31
41
42
82
TIERRA
75
76
77
ADVERTENCIA
ENCHUFE ADAPTADOR
UNIVERSAL K867
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
AMPHENOL DE 14 PINES
DIAGRAMA DE CONEXIONES DE LA COMMANDER / K867 / LN-8
DIAGRAMA DE CONEXIONES DE LA COMMANDER / K867 / LN-8
AL TRABAJO
AL TRABAJO
CABLE DEL ELECTRODO
A LA UNIDAD DE ALIMENTACION
ELECTRODO
COMMANDER 500
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
VER MANUAL DE OPERACION.
COLOQUE EL INTERRUPTOR LOCAL/REMOTO EN LA POSICION "REMOTE" (REMOTO).
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABAJO ADECUADOS DE APLICACIONES INMEDIATAS Y FUTURAS
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DEASEADA DEL ELECTRODO. COLOQUE EL INTERRUPTOR DE RANGO EN 'WIRE WELDING CV" (SOLDAURA CON ALAMBRE)
N.C. AISLE CADA CABLE QUE NO UTILICE DE MANERA INDIVIDUAL.
N.D. AISLE CADA CABLE POR SEPARADO.
Page 43

F-7
DIAGRAMA DE CONEXION:
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las protecciones en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
ADVERTENCIA
DIAGRAMAS
INSTRUCCIONES DE OPERACION
CAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLO
DE TRABAJO DE APLICACIONES INMEDIATAS Y
PARA LOS CALIBRES ADECUADOS.
FUTURAS. VER MANUAL DE OPERACION MANUAL
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA
TABLILLA DE CONEXIONES DEL ALIMENTADOR "A"
EN EL ADAPTADOR.
N.B. SI SOLO SE UTILIZA UN LN-23P, CONECTELO A LA
K350-1
SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
CV".
COLOQUE EL INTERRUPTOR DE RANGO EN "WIRE WELDING
N.C. UTILICE EL INTERRUPTOR DE VOLTIMETRO PARA
521
77
76
75
604
ALIMENTADOR "B"
602
COLOQUE EL INTERRUPTOR LOCAL/REMOTE EN LA
POSICION "REMOTE".
N.E EL INTERRUPTOR DEL CONTROL DE SALIDA DEBE ESTAR EN
LA POSICION "WELDING TERMINALS REMOTELY
PRECAUCION: AL MONTAR EL ADAPTADOR EN LA SOLDADORA
SE DEBERA TENER EXTREMO CUIDADO DE NO DANAR
NINGUNO DE LOS COMPONENTES DE LA MAQUINA, TALES COMO
PERO NO LIMITANDOSE A PARTES ELECTRICAS, ALAMBRES
O TANQUES DE COMBUSTIBLE.
CONTROLLED".
N.D. SI SE UTILIZA EL CONTROL DE SALIDA REMOTO
F-7
7-18-98
M17866
JUEGO DE ADAPTADOR
DIAGRAMA DE CONEXIONES & DETALLES DE INSTALACION
DE LA COMMANDER AL LN-23P CON EL JUEGO DE ADAPTADOR
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
TORNILLOS
SOLDADORA DE MOTOR
AMPHENOL DE 14 PINES
CABLE ADAPTADOR DE 9 CONDUCTORES
AL
TRABAJO
JUEGO DE ADAPTADOR LN-23P
ALIMENTADOR "A"
521
77
76
75
604
602
N.B.
LN-23P
LN-23P
ALIMENTADOR DE ALAMBRE "B"
ELECTRODO
ALIMENTADOR DE
ALAMBRE "A"
ELECTRODO
1. REEMPLACE EL SOPORTE EXISTENTE EN EL ENSAMBLE DEL
JUEGO DE ADAPTADOR CON EL SOPORTE DEL ADAPTADOR QUE TIENE
UN ORIFICIO CUADRADO DE MEDIA PULGADA.
2. RETIRE LOS TRES TORNILLOS QUE SE MUESTRAN Y UTILICELOS
PARA ASEGURAR EL ENSAMBLE DEL JUEGO ADAPTADOR EN LA
INSTRUCCIONES DE INSTALACION
SOLDADORA.
115 VAC AUXILIAR
SOLDADORA DE MOTOR CON
DIAGRAMA DE CONEXIONES Y DETALLES DE INSTALACION DE LA COMMANDER AL LN-23 CON EL
COMMANDER 500
N.A.
TRABAJO
ELECTRODO
Page 44

F-8
OPC ONAL
K857
DIAGRAMA DE CONEXION:
DIAGRAMAS
CABLE CON CLIP
CONTROL REMOTO OPCIONAL
K857 O K857-1
ALAMBRE LN-25
ALIMENTADOR DE
AL TRABAJO
F-8
7-21-98
S23991
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
ADVERTENCIA
AMPHENOL DE 14 PINES
TROL REMOTO OPCIONAL K857
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
AL TRABAJO
AL TRABAJO
CABLE DE
ELECTRODO
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-25 A TRAVES DEL ARCO CON CON-
AMPHENOL
DE 6 PINES
ELECTRODO
COMMANDER 500
EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.A.
VER EL MANUAL DE OPERACION.
N.C. SI SE UTILIZA EL CONTROL DE SALIDA REMOTO OPCIONAL COLOQUE EL INTERRUPTOR LOCAL/REMOTO EN LA POSICION "REMOTE".
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
N.D. EL INTERRUPTOR DE CONTROL DE SALIDA DEBE ESTAR EN LA POSICION "WELDING TERMINALS ALWAYS ON" (TERMINALES DE SOLADURA SIEMPRE ACTIVAS).
Page 45

F-9
DIAGRAMA DE CONEXION:
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
DIAGRAMAS
F-9
7-18-98
S23992
AL ENCHUFE DEL CABLE DE
ENTRADA DEL LN-8
CABLE DE CONTROL K595
ADVERTENCIA
AMPHENOL DE 14 PINES
AL TRABAJO
AL TRABAJO
UNIDAD DE ALIMENTACION DE ALAMBRE
CABLE DEL ELECTRODO A LA
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
ELECTRODO
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-8
COMMANDER 500
VER EL MANUAL DE OPERACION.
"WIRE WELDING CV" (CV PARA SOLDADURA DE ALAMBRE). COLOQUE EL INTERRUPTOR LOCAL/REMOTE EN LA POSICION "REMOTE" (REMOTO).
PRECAUCION:
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO. COLOQUE EL INTERRUPTOR DE RANGO EN
Page 46

F-10
DIAGRAMA DE CONEXION:
DIAGRAMAS
N.D.
F-10
7-18-98
S23993
ALIMENTADOR
DE ALAMBRE LN-25
CON K431
76
OPCIONAL
77
CABLE K432-"L"
K433
2
4
32
TIERRA
75
Las PARTES MOVIBLES pueden lesionar
82
SPARE
}
81
41
42
21
2314
32
31
TIERRA
75
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
ADVERTENCIA
K431, K433 & K432-"L" OPCIONAL
ENCHUFE ADAPTADOR
UNIVERSAL K867
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
DIAGRAMA DE CONEXIONES COMMANDER/ LN-25 CON
La DESCARGA ELECTRICA puede matar
AMPHENOL DE
14 PINES
N.E.
}
76
77
CABLE DEL ELECTRODO
TRABAJO
VER EL MANUAL DE OPERACION.
INVIERTA LOS CABLES DEL ELECTRODO Y TRABAJO EN LA FUENTE DE PODER , CAMBIE EL INTERRUPTOR DE POLARIDAD LN-25
N.B. EL DIAGRAMA MUESTRA EL ELECTRODO POSITIVO. PARA CAMBIAR LA POLARIDAD, APAGUE LA MAQUINA.
N.C. MONTE K433 A LA SOLDADORA DE MOTOR DE ACUERDO CON LAS INSTRUCCIONES DEL K433.
N.D. AISLE CADA CABLE QE NO UTILICE DE MANERA INDIVIDUAL.
ELECTRODO
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-25 CON K431, K433 Y K432 ‘L” OPCIONAL
AL TRABAJO
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.E. AISLE CADA CABLE POR SEPARADO.
COMMANDER 500
Page 47

F-11
DIAGRAMA DE CONEXION:
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las protecciones en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
DIAGRAMAS
CABLE CON CLIP
ALAMBRE LN-25
ALIMENTADOR DE
AL TRABAJO
AL TRABAJO
F-11
7-18-98
S23994
CONTROL REMOTO
OPCIONAL K444-1
ADVERTENCIA
CON CONTROL REMOTO OPCIONAL K444-1
TROL REMOTO OPCIONAL K444-1
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
DIAGRAMA DE CONEXIONES DE LA COMMANDER/ LN-25 A TRAVES DEL ARCO
AMPHENOL DE 14 PINES
AL TRABAJO
ELECTRODO
CABLE DEL
ELECTRODO
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-25 A TRAVES DEL ARCO CON CON-
AMPHENOL
DE 6 PINES
COMMANDER 500
VER EL MANUAL DE OPERACION.
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.C. SI SE UTILIZA EL CONTROL DE SALIDA REMOTO OPCIONAL COLOQUE EL INTERRUPTOR LOCAL/REMOTO EN LA POSICION "REMOTE".
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
N.D. EL INTERRUPTOR DE CONTROL DE SALIDA DEBE ESTAR EN LA POSICION "WELDING TERMINALS ALWAYS ON" (TERMINALES DE SOLDADURA SIEMPRE ACTIVAS).
Page 48

F-12
DIAGRAMA DE CONEXION:
DIAGRAMAS
-O-
-O-
F-12
7-18-98
S24062
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
ADVERTENCIA
AMPTROL DE PIE K870
AMPTROL DE MANO K963-1
INTERRUPTOR DE INICIO DE ARCO K814
AMPHENOL DE 14
PINES
AL TRABAJO
ELECTRODO
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
CABLE DE
CONTROL
K936-1
A LA
DE GAS
ENTRADA
CONEXION DE
DIAGRAMA DE CONEXIONES DE LA COMMANDER / MODULO TIG K930
DIAGRAMA DE CONEXIONES DE LA COMMANDER / MODULO TIG K930
VER EL MANUAL DE OPERACION.
REGULADOR
FLUJOMETRO
GAS ARGON
CILINDRO DE
COMMANDER 500
PRECAUCION:
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
N.A. EL CABLE DE SOLDADURA DEBE TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
N.E. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN VELOCIDAD "AUTO" O "HIGH" (ALTA) SEGUN SE DESEE.
N.B. COLOQUE LOS CABLES DE TRABAJO Y EL ELECTRODO DEL MODULO TIG EN LOS BORNES POSITIVO Y NEGATIVO DE LA SOLDADORA PARA SELECCIONAR LA POLARIDAD DEL ELECTRODO DESEADA.
N.C. COLOQUE EL INTERRUPTOR DE LAS TERMIALES DE LA SOLDADORA EN LA POSICION "REMOTAMENTE CONTROLADA"
N.D. COLOQUE EL INTERRUPTOR DE CONTROL DE SALIDA EN LA POSICION "REMOTE CONTROL".
Page 49

DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN
742
F-13
DIAGRAMA DE CONEXION:
-
utilizar o dar servicio a este equipo.
Unicamente el personal calificado debe instalar,
Mantenga las cubiertas en su lugar.
Manténgase alejado de las partes movibles.
Las PARTES MOVIBLES pueden lesionar
DIAGRAMAS
F-13
A
S24609
AL ENCHUFE DEL CABLE DE ENTRADA LN-742
ADVERTENCIA
CABLE DE CONTROL K592
AMPHENOL DE 14 PINES
AL TRABAJO
AL TRABAJO
UNIDAD DE ALIMENTACION DE ALAMBRE
CABLE DEL ELECTRODO A LA
No opere con los paneles abiertos.
antes de dar servicio.
No toque las partes electricamente activas.
Desconecte el CABLE NEGATIVO (-) DE LA BATERIA
La DESCARGA ELECTRICA puede matar
ELECTRODO
SOLDADURA DEBEN TENER LA CAPACIDAD ADECUADA PARA LA CORRIENTE Y EL CICLO DE TRABAJO DE APLICACIONES INMEDIATAS Y FUTURAS.
DIAGRAMA DE CONEXIONES DE LA COMMANDER / LN-742
COMMANDER 500
DEL ALIMENTADOR PUEDEN DAÑARSE. LA PROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA - NO HAGA AJUSTES
DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DE MOTOR.
DE LA MARIPOSA OCASIONARA UN INCREMENTO EN EL VOLTAJE AUXILIAR DE CA. SI ESTE VOLTAJE SUBE A MAS DE 140 VOLTIOS, LOS CIRCUITOS DE
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULANDO EL ENLACE
PRECAUCION:
COLOQUE EL INTERRUPTOR LOCAL/REMOTO EN LA POSICION "REMOTE".
N.C. SE REQUIERE EL JUEGO DE TRANSFORMADOR K1597-1 42VCA OPCIONAL
N.B. UTILICE EL INTERRUPTOR DEL VOLTIMETRO PARA SELECCIONAR LA POLARIDAD DESEADA DEL ELECTRODO.
N.A. LOS CABLES DE
VER EL MANUAL DE OPERACION.
Page 50

F-14
"E"
DIBUJO DE LAS DIMENSIONES
DIAGRAMAS
F-14
"E"
"D"
45.67
42.00
31.50
6.56
PARA RETIRAR LA BATERIA
*
6.55
UBICACIONES DEL ORIFICIO PARA MONTAJE
DEL REMOLQUE.
*
*
24.97
"D"
48.6449.05 10.22
31.13
"A" "B" "C"
23.38
M18962-1
PART NO.
*
6.53
M18962
A
"C"
32.08
"B"
"A"
63.10
*
45.38
14.63
37.30
28.99
23.69
19.63
1.26
VISTA INFERIOR DE LA BASE DE LA SOLDADORA
54.44
50.38
GRAVEDAD CON
ACEITE
CENTRO DE
EN EL MOTOR
EL TANQUE DE
COMBUSTIBLE
LLENO
COMMANDER 500
Page 51

NOTES
COMMANDER 400
Page 52

WARNING
● Do not touch electrically live parts or electrode with skin or wet clothing.
● Insulate yourself from work and ground.
Keep flammable materials away.
●
● Wear eye, ear and body protection.
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
● No toque las partes o los electrodos bajo
carga con la piel o ropa mojada.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vêtements
mouillés entrer en contact avec des
pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden Teile
oder Elektroden mit Ihrem Körper oder
feuchter Kleidung!
● Isolieren Sie sich von den Elektroden
und dem Erdboden!
● Não toque partes elétricas e electrodos
com a pele ou roupa molhada.
● Isole-se da peça e terra.
● Mantenga el material combustible
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-
dos.
● Protéjase los ojos, los oídos y el
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Use proteção para a vista, ouvido e
corpo.
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO
BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Page 53

● Keep your head out of fumes.
● Use ventilation or exhaust to remove fumes
from breathing zone.
● Turn power off before servicing.
● Do not operate with panel open or
guards off.
WARNING
● Los humos fuera de la zona de respiración.
● Mantenga la cabeza fuera de los humos. Utilice
ventilación o aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un aspirateur pour
ôter les fumées des zones de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und Entlüftung des
Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para remover fumo
da zona respiratória.
● Desconectar el cable de alimentación de
poder de la máquina antes de iniciar
cualquier servicio.
● Débranchez le courant avant l’entretien.
● Strom vor Wartungsarbeiten abschalten!
(Netzstrom völlig öffnen; Maschine
anhalten!)
Não opere com as tampas removidas.
●
Desligue a corrente antes de fazer
●
serviço.
Não toque as partes elétricas nuas.
●
● No operar con panel abierto o guardas
quitadas.
● N’opérez pas avec les panneaux ouverts
ou avec les dispositifs de protection
enlevés.
● Anlage nie ohne Schutzgehäuse oder
Innenschutzverkleidung in Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos ou
guardas removidas.
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Page 54

Líder Mundial en Productos de Soldadura y Corte
Ventas y Servicio a través de las Subsidiarias y Distribuidores en todo el mundo
Cleveland, Ohio 44117-1199 U.S.A. Tel. 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
Page 55

LISTA DE PARTES PARA LA
COMMANDER 500
P-343P-343
Esta lista de partes se proporciona como guía informativa
únicamente.
Al momento de imprimir este documento la información era exacta. Sin
embargo, debido a que las páginas se actualizan continuamente en el Libro
de Partes oficial de Lincoln Electric (BK-34), verifique siempre con su pro veedor de partes de Lincoln, a fin de obtener la información más reciente.
COMMANDER 500
 Loading...
Loading...