

Lincoln Electric IM10041 User Manual

®
RETURN TO MAIN MENU
AIR VANTAGE 500 CUMMINS
IM10041
November, 2009
For use with machine having Code Number:
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
wi th saf ety in mind. Ho wev er,
you r ove r a ll sa fety can be
increased by proper installation ...
and thoughtful operation on your
part. DO NOT INSTALL, OPER-
ATE OR REPAIR THIS EQUIPMEN T WIT H O UT RE ADING
THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED
THR O U GHOUT . A n d , m o st
importantly, think before you act
and be careful.
11679
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The Above For Diesel Engines
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box
351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available
from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Gasoline Engines
i
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b. Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel n ear a n open flame
welding arc or when the engine is running.
Stop the engine and allow it to cool before
refueling to prevent spilled fuel from vaporizing on contact w ith hot engine parts and
igniting. Do not spill fuel when filling tank. If
fuel is spilled, wipe it up and do not start
engine until fumes have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in
position and in good repair.Keep hands, hair, clothing and
tools away from V-belts, gears, fans and all other moving
parts when starting, operating or repairing equipment.
____________________________________________________
1.e. In som e cases i t may b e necessary t o remove sa fe ty
gu a rds to per f orm req u ire d ma i nte n ance . R e mov e
guards only when necessary and replace them when the
ma i nten ance r e qui r ing th e ir rem o val is com plet e .
Always use the greatest care when working near moving
parts.
___________________________________________________
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Ele ct ric c urrent flo wi ng through an y conductor causes
local ized Ele ctric and Magnetic Fiel ds (EMF) . W elding
curre nt creat es EMF fields around welding cables and
welding machines
2.b. EMF fi el ds ma y interfere with som e pac em ak er s, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Nev er coil the electrode l ea d around your body.
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
Mar ‘95

ii
SAFETY
ii
ELE CTRIC SHO CK can
kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-f ree
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
mu s t be pe r for m ed un der el ect r ical ly ha z ard o us
con ditions (in damp locations or while w earing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
elect rode reel, weldin g head, n ozzle or semiauto matic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultan eo usly t ouch e lectric al ly “ ho t” p ar ts o f
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gas es. When welding , keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
we l ding with elec trod es w h ich r equ i re s peci a l
ve n til atio n su c h as stain les s or ha rd fa cin g (see
in str uct ion s on con tai ner or MS DS) or on le ad or
cadmi um plate d steel and other m etals or coatin gs
which produce highly toxic fumes, keep exposure as
low as possible and within applicable OSHA PEL and
ACGIH TLV limits using local exhaust or mechanical
ventilation. In confined spaces o r in some circumst a nce s, ou tdoo rs, a r espi rat o r ma y be re qui r ed.
Additional precautions are also required when welding
on galvanized steel.
5. b. The operation of welding fume control equipment is affected
by various factors including proper use and positioning of
the equipment, maintenance of the equipment and the specific welding procedure and application involved. Worker
exposure level should be checked upon installation and
periodically thereafter to be certain it is within applicable
OSHA PEL and ACGIH TLV limits.
5.c.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating products.
5.d. Shielding gases used for arc welding can displace air and
cause i nj ur y or d ea th . Always u se enough ven ti la ti on ,
especially in confined areas, to insure breathing air is safe.
vapors
to
5.e. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
ma t eria l saf ety da ta sh eet ( MSD S ) an d fol l ow yo ur
employer’s safety practices. MSDS forms are available from
yo u r w e ldi n g d i str i but o r o r f rom t h e m anuf actu rer.
5.f. Also see item 1.b.
Jan ‘09
iii
SAFETY
iii
WELDING and CUTTING
SPARKS can
cause fire or explosion.
6.a.
Remove fire hazards from the welding area.
If this is not possible, cover them to prevent
Re m embe r th a t we l din g spa r ks an d ho t
materials from welding can easily go through small cracks
an d open in gs to adj acent ar eas . Avo id wel din g nea r
hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standar d Z49. 1) and the opera ting informatio n for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact
can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Co n tain ers and P ipin g T h at Hav e H eld H aza r dou s
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
incre ase the possibility of t he welding curr ent passing
through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains
or cables until they fail.
6.h. Also see item 1.c.
the w el di ng sparks from starti ng a f ir e.
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. U s e only c o mpr e sse d g a s cyli nder s
containing the correct shielding gas for the
pr o cess use d a n d p rope rly o p era t ing
re g ulat ors d e sig n ed for t he gas a n d
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Al ways kee p cylinders in an upright pos it io n secur el y
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and foll ow t he in struc tions on comp re sse d gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
6.I. Read and follow NFPA 51B “ Standard for Fire Prevention
During Welding, Cutting and Other Hot Work”, available
from NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma
022690-9101.
6.j. Do not use a welding power source for pipe thawing.
Refer to http://www.lincolnelectric.com/safety for additional safety information.
Jan ‘09
iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la mas se. Un c ourt-circuit acciden tal peut prov oquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoy age ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’a ut re pe rsonnel t ravaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. De s g outte s de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93
v
SAFETY
Electromagnetic Compatibility (EMC)
Conformance
Products displaying the CE mark are in conformity with European Community Council Directive of 3 May
1989 on the approximation of the laws of the Member States relating to electromagnetic compatibility
(89/336/EEC). It was manufactured in conformity with a national standard that implements a harmonized
standard: EN 60974-10 Electromagnetic Compatibility (EMC) Product Standard for Arc Welding Equipment.
It is for use with other Lincoln Electric equipment. It is designed for industrial and professional use.
Introduction
All electrical equipment generates small amounts of electromagnetic emission. Electrical emission may be
transmitted through power lines or radiated through space, similar to a radio transmitter. When emissions
are received by other equipment, electrical interference may result. Electrical emissions may affect many
kinds of electrical equipment; other nearby welding equipment, radio and TV reception, numerical controlled
machines, telephone systems, computers, etc. Be aware that interference may result and extra precautions
may be required when a welding power source is used in a domestic establishment.
Installation and Use
The user is responsible for installing and using the welding equipment according to the manufacturer’s
instructions. If electromagnetic disturbances are detected then it shall be the responsibility of the user of the
welding equipment to resolve the situation with the technical assistance of the manufacturer. In some cases
this remedial action may be as simple as earthing (grounding) the welding circuit, see Note. In other cases it
could involve construction of an electromagnetic screen enclosing the power source and the work complete
with associated input filters. In all cases electromagnetic disturbances must be reduced to the point where
they are no longer troublesome.
v
Note: The welding circuit may or may not be earthed for safety reasons according to national codes.
Changing the earthing arrangements should only be authorized by a person who is competent to access whether the changes will increase the risk of injury, e.g., by allowing parallel
welding current return paths which may damage the earth circuits of other equipment.
Assessment of Area
Before installing welding equipment the user shall make an assessment of potential electromagnetic problems in the surrounding area. The following shall be taken into account:
a) other supply cables, control cables, signaling and telephone cables; above, below and adjacent to the
welding equipment;
b) radio and television transmitters and receivers;
c) computer and other control equipment;
d) safety critical equipment, e.g., guarding of industrial equipment;
e) the health of the people around, e.g., the use of pacemakers and hearing aids;
f) equipment used for calibration or measurement
g) the immunity of other equipment in the environment. The user shall ensure that other equipment being
used in the environment is compatible. This may require additional protection measures;
h) the time of day that welding or other activities are to be carried out.
AIR VANTAGE® 500 CUMMINS
L10093 3-1-96H
vi
SAFETY
Electromagnetic Compatibility (EMC)
The size of the surrounding area to be considered will depend on the structure of the building and other
activities that are taking place. The surrounding area may extend beyond the boundaries of the premises.
Methods of Reducing Emissions
Mains Supply
Welding equipment should be connected to the mains supply according to the manufacturer’s recommendations. If interference occurs, it may be necessary to take additional precautions such as filtering of the mains
supply. Consideration should be given to shielding the supply cable of permanently installed welding equipment, in metallic conduit or equivalent. Shielding should be electrically continuous throughout its length. The
shielding should be connected to the welding power source so that good electrical contact is maintained
between the conduit and the welding power source enclosure.
Maintenance of the Welding Equipment
The welding equipment should be routinely maintained according to the manufacturer’s recommendations.
All access and service doors and covers should be closed and properly fastened when the welding equipment is in operation. The welding equipment should not be modified in any way except for those changes
and adjustments covered in the manufacturers instructions. In particular, the spark gaps of arc striking and
stabilizing devices should be adjusted and maintained according to the manufacturer’s recommendations.
vi
Welding Cables
The welding cables should be kept as short as possible and should be positioned close together, running at
or close to floor level.
Equipotential Bonding
Bonding of all metallic components in the welding installation and adjacent to it should be considered.
However, metallic components bonded to the work piece will increase the risk that the operator could
receive a shock by touching these metallic components and the electrode at the same time. The operator
should be insulated from all such bonded metallic components.
Earthing of the Workpiece
Where the workpiece is not bonded to earth for electrical safety, not connected to earth because of its size
and position, e.g., ships hull or building steelwork, a connection bonding the workpiece to earth may reduce
emissions in some, but not all instances. Care should be taken to prevent the earthing of the workpiece
increasing the risk of injury to users, or damage to other electrical equipment. Where necessary, the connection of the workpiece to earth should be made by a direct connection to the workpiece, but in some countries
where direct connection is not permitted, the bonding should be achieved by suitable capacitance, selected
according to national regulations.
Screening and Shielding
Selective screening and shielding of other cables and equipment in the surrounding area may alleviate problems of interference. Screening of the entire welding installation may be considered for special applications.
1
_________________________
1
Portions of the preceding text are contained in EN 60974-10: “Electromagnetic Compatibility (EMC) product standard for arc welding equipment.”
L10093 3-1-96H
AIR VANTAGE® 500 CUMMINS

TThhaannkk YYoouu
viivii
for selecting a QUALITY product by Lincoln Electric. We want you
to take pride in operating this Lincoln Electric Company product
••• as much pride as we have in bringing this product to you!
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln
Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose,
with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or
correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any
warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control
of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in
applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com
for any updated information.
CUSTOMER ASSISTANCE POLICY
Please Examine Carton and Equipment For Damage Immediately
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims
for material damaged in shipment must be made by the purchaser against the transportation company at the
time the shipment is received.
Please record your equipment identification information below for future reference. This information can be
found on your machine nameplate.
Product _________________________________________________________________________________
Model Number ___________________________________________________________________________
Code Number or Date Code_________________________________________________________________
Serial Number____________________________________________________________________________
Date Purchased___________________________________________________________________________
Where Purchased_________________________________________________________________________
Whenever you request replacement parts or information on this equipment, always supply the information you
have recorded above. The code number is especially important when identifying the correct replacement parts.
On-Line Product Registration
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement included in the literature packet
accompanying this machine and fax the form per the instructions printed on it.
• For On-Line Registration: Go to our
“Product Registration”. Please complete the form and submit your registration.
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it
handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.
The level of seriousness to be applied to each is explained below:
WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment.

viii
TABLE OF CONTENTS
Page
Installation.......................................................................................................................Section A
Technical Specifications.......................................................................................................A-1
Safety Precautions ........................................................................................................A-2
Location and Ventilation................................................................................................A-2
Storing...........................................................................................................................A-2
Stacking ........................................................................................................................A-2
Angle of Operation ........................................................................................................A-2
Lifting.............................................................................................................................A-3
High Altitude Operation .................................................................................................A-3
High Temperature Operation ........................................................................................A-3
Towing...........................................................................................................................A-3
Vehicle Mounting...........................................................................................................A-3
Pre-Operation Engine and Compressor Service ..................................................................A-4
Oil..................................................................................................................................A-4
Fuel and Fuel Cap.........................................................................................................A-4
Engine Coolant System.................................................................................................A-4
Battery Connections......................................................................................................A-4
Muffler Outlet Pipe ........................................................................................................A-5
Spark Arrestor ...............................................................................................................A-5
Air Cleaner Inlet Hood ..........................................................................................................A-5
Welding Terminals................................................................................................................A-5
Welding Output Cables .................................................................................................A-5
Machine Grounding.......................................................................................................A-5
Remote Control ....................................................................................................................A-6
Auxiliary Power Receptacles and Standby Power Connections ..........................................A-6
Connection of Lincoln Electric Wire Feeders................................................................A-7, A-8
________________________________________________________________________________
viii
Operation.........................................................................................................................Section B
Safety Precautions ..............................................................................................................B-1
General Description..............................................................................................................B-1
Recommended Application - Welder, Air Compressor and Generator.................................B-1
Controls and Settings ...........................................................................................................B-2
Engine Controls .....................................................................................................B-2, B-3
Welder Controls ............................................................................................................B-4
Auxiliary Power Controls ...............................................................................................B-4
Air Compressor Controls...............................................................................................B-5
Battery Jump Start Terminals........................................................................................B-5
What are VRD and ROCV Devices ..................................................................................... B-6
Welding Power Sources................................................................................................B-6
Safety ............................................................................................................................B-6
VRD Operation Indicators .............................................................................................B-6
Operation ......................................................................................................................B-6
Starting Technique ...............................................................................................................B-7
Break-In Period ....................................................................................................................B-7
Typical Fuel Consumption....................................................................................................B-7
Welding Operation................................................................................................................B-8
Duty Cycle.....................................................................................................................B-8
Stick Welding Mode ......................................................................................................B-8
CC-Stick Mode ..............................................................................................................B-8
Touch Start TIG Mode...................................................................................................B-8
AIR VANTAGE® Settings when using K930-2 TIG Module..........................................B-8
Wire Welding-CV..................................................................................................................B-9
Arc Gouging .........................................................................................................................B-9
Typical Current Ranges for Tungsten Electrodes ................................................................B-9
Paralleling...........................................................................................................................B-10
Auxiliary Power Operation..................................................................................................B-10
Simultaneous Welding and Auxiliary Power Loads ............................................................B-10
Simultaneous Welding and Power Loads, Extension Cord Length Recommendations .....B-10
ix
TABLE OF CONTENTS
Accessories........................................................................................................Section c
Optional Field Installed Accessories......................................................................C-1
________________________________________________________________________
Maintenance.......................................................................................................Section D
Safety Precautions ................................................................................................D-1
Routine and Periodic Maintenance .......................................................................D-1
Engine Maintenance..............................................................................................D-1
Air Filter...................................................................................................D-1. D-2
Fuel Filters ......................................................................................................D-3
Cooling System...............................................................................................D-3
Battery Handling .............................................................................................D-3
Charging the Battery .............................................................................................D-4
Nameplate / Warning Decal Maintenance.............................................................D-4
Welder / Generator Maintenance ..........................................................................D-4
Engine Maintenance Components ........................................................................D-4
________________________________________________________________________
Troubleshooting..............................................................................................Section E
________________________________________________________________________
Connection Diagrams, Wiring Diagrams and Dimension Print...................Section F
________________________________________________________________________
Parts List.....................................................................................................P-637 Series
________________________________________________________________________
ix
A-1
INSTALLATION
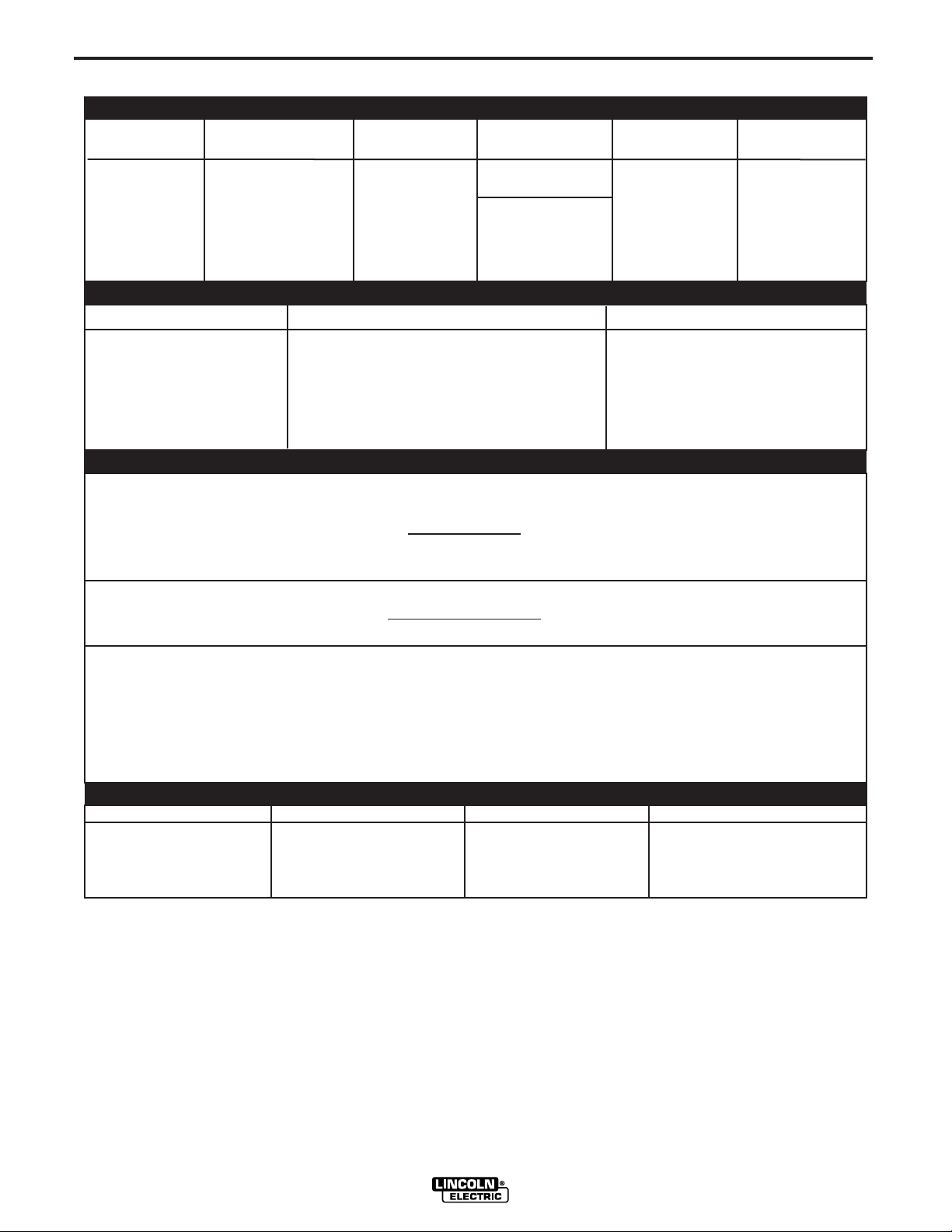
TECHNICAL SPECIFICATIONS - AIR VANTAGE® 500 CUMMINS (K32012)
INPUT - DIESEL ENGINE
Make/Model Description Speed (RPM) Displacement Starting Capacities
cu. in. (ltrs.) System
A-1
Cummins 56 HP (42kw) starter (94.6 L)
B3.3 1800 RPM Full Load 1800
4 cylinder High Idle 1900 199(3.3)
Bore x Stroke inch (mm)
Diesel Engine
Low Idle 1425
3.74 X 4.53
(95 x 115mm) 2.6gal. (9.8L)
12VDC Battery &
Fuel: 25 gal.
Oil: 2 gal. (7.5L)
Radiator Coolant:
RATED OUTPUT @ 104°F(40°C) - WELDER
Duty Cycle Welding Output Volts at Rated Amps
100% 500 Amps (DC multi-purpose) 40 Volts
60% 550 Amps (DC multi-purpose) 36 volts
50% 575 Amps (DC multi-purpose) 35 volts
OUTPUT @ 104°F(40°C) - WELDER AND GENERATOR
Welding Range
30 - 575 Amps CC/CV
20 - 250 Amps TIG
Open Circuit Voltage
60 Max OCV @ 1900 RPM
Auxiliary Power
2 x 240 VAC Receptacles
2 x 3600 Watts 60Hz Single Phase
(1)
PHYSICAL DIMENSIONS
Height
(1066.8 mm) (830.1mm) (1603mm) (766kg)
1. Output rating in watts is equivalent to volt-amperes at unity power factor.
Output voltage is within +/- 10% at all loads up to rated capacity. When welding, available auxiliary power will be reduced.
2. Top of Enclosure, add 7.0” (177.8mm) for exhaust pipe.
(2)
42.0 in 32.7 in. 63.1 in. 1690 lbs.
Width Depth Weight
(Approx)
AIR VANTAGE® 500 CUMMINS

A-2
INSTALLATION
A-2
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturer’s
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate y ourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operator’s manual.
Only qualified personnel should install,
use, or service this equipment.
LOCATION AND VENTILATION
The welder should be located to provide an unrestricted flow of clean, cool air to the cooling air inlets and to
avoid restricting the cooling air outlets. Also, locate
the welder so that the engine exhaust fumes are properly vented to an outside area.
CAUTION
DO NOT MOUNT OVER COMBUSTIBLE SURFACES
Where there is a combustible surface directly
under stationary or fixed electrical equipment, that
surface should be covered with a steel plate at
least .06”(1.6mm) thick, which should extend not
less than 5.90”(150mm) beyond the equipment on
all sides.
------------------------------------------------------------------------
STORING
1. Store the machine in a cool, dry place when it is
not in use. Protect it from dust and dirt. Keep it
where it can’t be accidentally damaged from construction activities, moving vehicles, and other
hazards.
2. Drain the engine oil and refill with fresh 10W30
oil. Run the engine for about five minutes to circulate oil to all the parts. See the MAINTENANCE section of this manual for details on
changing oil.
3. Remove the battery, recharge it, and adjust the
electrolyte level. Store the battery in a dry, dark
place.
STACKING
AIR VANTAGE® 500 machines cannot be stacked.
ANGLE OF OPERATION
To achieve optimum engine performance the Air
Vantage 500 should be run in a level position. The
maximu m a n g l e o f operation for the V M A C
Compressor and CUMMINS engine is 20 degrees
continues in all directions and 30 degrees intermittent
(less than 10 minutes). When operating the welder at
an angle, provisions must be made for checking and
maintaining the oil level at the normal (FULL) oil
capacity. Also the effective fuel capacity will be slightly
less than the specified 25 gal.(94.6 ltrs.).
AIR VANTAGE® 500 CUMMINS
A-3
INSTALLATION
A-3
LIFTING
The
AIR VANTAGE® 500
the machine. The Air Vantage 500 is shipped with the
lift bale retracted. Before attempting to lift the
TAGE® 500
position. Secure the lift bale as follows:
a. Open the engine compartment door.
b. Locate the 2 access holes on the upper middle
c. Use the lifting strap to raise the lift bale to the
d. Secure the lift bale with 2 thread forming
the lift bale must be secured in a raised
region of compartment wall just below the lift
bale.
full upright position. This will align the mounting holes on the lift bale with the access holes.
screw s . The s c r ews a r e provided i n the
shipped loose parts bag.
lift bale should be used to lift
AIR VAN-
WARNING
• Lift only with equipment of adequate lifting capacity.
• Be sure machine is stable when lifting.
• Do not lift this machine using lift
bail if it is equipped with a heavy
accessory such as trailer or gas
cylinder.
FALLING • Do not lift machine if lift bail is
EQUIPMENT can damaged.
cause injury. • Do not operate machine while
suspended from lift bail.
------------------------------------------------------------------------
HIGH ALTITUDE OPERATION
At higher altitudes, output derating may be necessary.
For maximum rating, derate the welder output 4% for
every 300 meters (984 ft.) above 1500 meters (4920
ft.). For output of 500A and below, derate the welder
output 4% for every 300 meters (984 ft.) above 2100
meters (6888 ft.).
Contact a Cummins Service Representative for any
engine adjustments that may be required.
TOWING
The recommended trailer for use with this equipment
for road, in-plant and yard towing by a vehicle
Lincoln’s K2636-1. If the user adapts a non-Lincoln
trailer, he must assume responsibility that the method
of attachment and usage does not result in a safety
hazard nor damage the welding equipment. Some of
the factors to be considered are as follows:
1. Design capacity of trailer vs. weight of Lincoln
equipment and likely additional attachments.
2. Proper support of, and attachment to, the base of
the welding equipment so that there will be no
undue stress to the trailer’s framework.
3. Proper placement of the equipment on the trailer
to insure stability side to side and front to back
when being moved and when standing by itself.
4. Typical conditions of use, such as travel speed,
roughness of surface on which the trailer will be
operated, and environmental conditions.
5. Proper preventative maintenance of trailer.
6. Conformance with federal, state and local laws
(1)
Consult applicable federal, state and local laws
regarding specific requirements for use on public
highways.
(1)
(1)
VEHICLE MOUNTING
WARNING
Improperly mounted concentrated loads may
cause unstable vehicle handling and tires or other
components to fail.
• Only transport this Equipment on serviceable
vehicles which are rated and designed for such
loads.
• Distribute, balance and secure loads so vehicle
is stable under conditions of use.
• Do not exceed maximum rated loads for components such as suspension, axles and tires.
• Mount equipment base to metal bed or frame of
vehicle.
• Follow vehicle manufacture’s instructions.
------------------------------------------------------------------------
is
.
HIGH TEMPERATURE OPERATION
At temperatures above 40°C (104°F), output voltage
derating may be necessary. For maximum output current ratings, derate welder voltage rating 2 volts for
every 10°C (21°F) above 40°C (104°F).
AIR VANTAGE® 500 CUMMINS
A-4
INSTALLATION
PRE-OPERATION ENGINE AND COMPRESSOR SERVICE
READ the engine and compressor operating and
maintenance instructions supplied with this machine.
WARNING
A-4
ENGINE COOLANT
WARNING
HOT COOLANT can burn skin.
•Do not remove cap if radiator is hot.
• Keep hands away from the engine
muffler or HOT engine parts.
• Stop engine and allow to cool before
fuelling.
• Do not smoke when fuelling.
• Fill fuel tank at a moderate rate and do not overfill.
• Wipe up spilled fuel and allow fumes to clear
before starting engine.
• Keep sparks and flame away from tank.
------------------------------------------------------------------------
OIL
The AIR VANTAGE® 500 is shipped with the engine
crankcase filled with high quality SAE 10W-30 oil (API
class CD or better). Check the engine and compressor oil levels before starting the engine. If it is not up
to the full mark on the dip stick, add oil as required.
Check the oil level every four hours of running time
during the first 35 running hours. Refer to the engine
and compressor Operator’s Manuals for specific oil
recommendations and break-in information. The oil
change interval is dependent on the quality of the oil
and the operating environment. Refer to the engine
and compressor Operator’s Manuals for the proper
service and maintenance intervals.
------------------------------------------------------------------------
The welder is shipped with the engine and radiator
filled with a 50% mixture of ethylene glycol and water.
See the MAINTENANCE section and the engine
Operator’s Manual for more information on coolant.
BATTERY CONNECTION
WARNING
GASES FROM BATTERY can explode.
• Keep sparks, flame and cigarettes
away from battery.
To prevent EXPLOSION when:
• INSTALLING A NEW BATTERY — disconnect
negative cable from old battery first and connect
to new battery last.
• CONNECTING A BATTERY CHARGER — remove
battery from welder by disconnecting negative
cable first, then positive cable and battery clamp.
When reinstalling, connect negative cable last.
Keep well ventilated.
• USING A BOOSTER — connect positive lead to
battery first then connect negative lead to negative battery lead at engine foot.
FUEL USE DIESEL FUEL ONLY
• Fill the fuel tank with clean, fresh diesel fuel. The
capacity of the fuel tank is approximately 25 gallons
(95 liters). See engine Operator’s Manual for specific fuel recommendations. Running out of fuel may
require bleeding the fuel injection pump.
NOTE: Before starting the engine, open the fuel shut-
off valve (pointer to be in line with hose).
FUEL CAP
Remove the plastic cap covering from the Fuel Tank
Filler neck and install the Fuel Cap.
AIR VANTAGE® 500 CUMMINS
BATTERY ACID can burn eyes and skin.
• Wear gloves and eye protection and
be careful when working near battery.
• Follow instructions printed on battery.
------------------------------------------------------------------------
IMPORTANT: To prevent ELECTRICAL DAMAGE
WHEN:
a) Installing new batteries.
b) Using a booster.
Use correct polarity — Negative Ground.

A-5
The AIR VANTAGE® 500 is shipped with the negative
battery cable disconnected. Before you operate the
machine, make sure the Engine Switch is in the OFF
position and attach the disconnected cable securely to
the negative (-) battery terminal.
Remove the insulating cap from the negative battery
terminal. Replace and tighten negative battery cable
terminal. NOTE: This machine is furnished with a wet
charged battery; if unused for several months, the battery may require a booster charge. Be sure to use the
correct polarity when charging the battery.
INSTALLATION
MUFFLER OUTLET PIPE
Remove the plastic plug covering the muffler outlet
tube. Using the clamp provided secure the outlet pipe
to the outlet tube with the pipe positioned such that it
will direct the exhaust in the desired position.
A-5
Listed in Table A.1 are copper cable sizes recommended for the rated current and duty cycle. Lengths
stipulated are the distance from the welder to work
and back to the welder again. Cable s izes are
increased for greater lengths primarily for the purpose
of minimizing cable voltage drop.
Table A.1 Combined Length of Electrode and
Work Cables.
TOTAL COMBINED LENGTH OF
ELECTRODE AND WORK CABLES
Cable Length
0-150 Ft. (0-46 meters)
150-200 Ft. (46-61 meters)
200-250 Ft. (61-76 meters)
Cable Size for
500 Amps
100% Duty Cycle
3/0 AWG (95mm
3/0 AWG (95mm
4/0 AWG(120mm
2)
2)
2)
SPARK ARRESTOR
Some federal, state or local laws may require that
petrol or diesel engines be equipped with exhaust
spark arrestors when they are operated in certain
locations where unarrested sparks may present a fire
hazard. The standard muffler included with this welder
has an internal spark arrestor. When required by local
reg u lation s, a suita b le s p ark arrest o r, m ust b e
installed and properly maintained.
CAUTION
An incorrect arrestor may lead to damage to the
engine or adversely affect performance.
------------------------------------------------------------------------
AIR CLEANER INLET HOOD
Remove the plastic plug covering the air cleaner inlet.
Install the air cleaner inlet hood to the air cleaner.
WELDING TERMINALS
The AIR VANTAGE® 500 is equipped with a toggle
switch for selecting "hot" welding terminals when in
the "WELD TERMINALS ON" position or "cold" welding t e r minals when in th e "REMO T E L Y CO N TROLLED" position.
MACHINE GROUNDING
Because this portable engine driven welder creates its
own power, it is not necessary to connect its frame to
an earth ground, unless the machine is connected to
premises wiring (home, shop, etc.).
To prevent dangerous electric shock, other equipment
to which this engine driven welder supplies power
must:
WARNING
• Be grounded to the frame of the welder using a
grounded type plug or be double insulated.
• Do not ground the machine to a pipe that carries
explosive or combustible material.
------------------------------------------------------------------------
When this welder is mounted on a truck or trailer, its
frame must be securely connected to the metal frame
of the vehicle. When this engine driven welder is connected to premises wiring such as that in a home or
shop, its frame must be connected to the system earth
ground. See further connection instructions in the section entitled “Standby Power Connections” as well as
the a r t icle on g r o u n ding in t h e l a test National
Electrical Code and the local codes.
WELDING OUTPUT CABLES
With the engine off, route the electrode and work
cables thru the strain relief bracket provided on the
front of the base and connect to the terminals provided. These connections should be checked periodically
and tightened if necessary.
AIR VANTAGE® 500 CUMMINS
In general, if the machine is to be grounded, it should
be connected with a #8 or larger copper wire to a solid
earth ground such as a metal ground stake going into
the ground for at least 10 Feet or to the metal framework of a building which has been effectively grounded.
The National Electric Code lists a number of alternate
means of grounding electrical equipment. A machine
grounding stud marked with the symbol is provided
on the front of the welder.

A-6
INSTALLATION
REMOTE CONTROL
The AIR VANTAGE® 500 is equipped with a 6-pin
and a 14-pin connector. The 6-pin connector is for
connecting the K857 or K857-1 Remote Control or for
TIG welding, the K870 foot Amptrol or the K963-3
hand Amptrol. When in the CC-STICK or CV-WIRE
modes and when a remote control is connected to the
6-pin Connector, the auto-sensing circuit automatically
switches the OUTPUT control from control at the
welder to remote control.
When in TOUCH START TIG mode and when a
Amptrol is connected to the 6-Pin Connector, the
OUTPUT dial is used to set the maximum current
range of the CURRENT CONTROL of the Amptrol.
In the CV-WIRE mode, if the feeder being used has a
voltage control when the wire feeder control cable is
connected to the 14-Pin Connector, the auto-sensing
circuit automatically makes OUTPUT CONTROL inactiv e a nd t he w ire feed er v oltag e con trol acti ve.
Otherwise, the OUTPUT CONTROL is used to preset
the voltage.
The 14-pin connector is used to directly connect a
wire feeder control cable. In the CV-WIRE mode,
when the control cable is connected to the 14-pin connector, the auto-sensing circuit automatically makes
the Output Control inactive and the wire feeder voltage control active.
WARNING
A-6
STANDBY POWER CONNECTIONS
The AIR VANTAGE® 500 is suitable for temporary,
standby or emergency power using the engine manufacturer’s recommended maintenance schedule.
The A I R V A NTAGE® 500 can b e p e r manently
installed as a standby power unit for 240 volt (60Hz).
Connections must be made by a licensed electrician
who can determine how the 240 VAC power can be
adapted to the particular installation and comply with
all applicable electrical codes. The following information can be used as a guide by the electrician for most
applications.
1 Install an isolation switch between the power com-
pany meter and the premises disconnect. (The AIR
VANTAGE® 500 and the power company supplies
must not be connected together).
Switch rating must be the same or greater than the
customer’s premises disconnect and service over current protection.
2. Take necessary steps to assure load is limited to
the capacity of the AIR VANTAGE® 500. Loading
above the rated output will reduce output voltage
below the allowable -10% of rated voltage which
may damage appliances or other motor-driven
equipment and may result in overheating of the
AIR VANTAGE® 500 engine.
NOTE: When a wire feeder with a built in welding
voltage control is connected to the 14-pin connector, do not connect anything to the 6-pin connector.
------------------------------------------------------------------------
AUXILIARY POWER RECEPTACLES
The auxiliary power capacity of the AIR VANTAGE®
500 is 7.2KW of 60Hz single phase power protected
by an RCD (Residual Current Device) and 2 single
phase 15 amp circuit breakers. The auxiliary power
capacity in watts equivalent to volt-amperes at unity
power factor.
This model has:
1 Residual Current Device (RCD) protection (30mA).
2 x 1 phase 15 amp Circuit Breakers.
2 x 1 phase 240 volt 15 amp per outlet.
Note: The single-phase outlets are from different
phases and cannot be paralleled.
The auxiliary power receptacles should only be used
with three grounded type plugs or approved double
insulated tools. The current rating of any plug used
with the system must be at least equal to the current
capacity of the associated receptacle.
AIR VANTAGE® 500 CUMMINS
A-7
INSTALLATION
CONNECTION OF LINCOLN ELECTRIC WIRE FEEDERS
WARNING
Shut off welder before making any electrical connections.
------------------------------------------------------------------------
Connection of LN-7, LN-8 OR LN-742 to the AIR
VANTAGE® 500
A-7
• Set the "WELD TERMINALS" switch to "WELD
TERMINALS ON".
• When the gun trigger is closed, the current sensing circuit will cause the AIR VANTAGE® 500
engine to go to the high idle speed, the wire will
begin to feed and the welding process started.
When welding is stopped, the engine will revert
to low idle speed after approximately 12 seconds
unless welding is resumed.
1. Shut the welder off.
2. Connect the LN-7, LN-8 OR LN-742 per instructions on the appropriate connection diagram in
Section F.
3. Set the "WIRE FEEDER VOLTMETER" switch to
either "+" or "-" as required by the electrode being
used.
4. Set the "MODE" switch to the "CV WIRE " position.
5. Set the "ARC CONTROL" knob to "0" initially and
adjust to suit.
6. Set t h e " W ELD TERMINALS" switch to the
"REMOTELY CONTROLLED" position.
7. Set the "IDLE" switch to the "HIGH" position.
Connection of LN-15 to the AIR VANTAGE® 500
These connections instructions apply to both the LN15 Across-The-Arc and Control Cable models. The
LN-15 has an internal contactor and the electrode is
not energized until the gun trigger is closed. When the
gun trigger is closed the wire will begin to feed and the
welding process is started.
4. Control Cable Model:
• Connect Control Cable between Engine Welder
and Feeder.
• Set the "WELD TERMINA L S " swit c h to
"REMOTELY CONTROLLED"
• Set the MODE switch to the "CV-WIRE " position.
• Set the "WIRE FEEDER VOLTMETER" switch to
either "+" or "-" as required by the electrode polarity being used.
• Set the "ARC CONTROL" knob to "0" initially and
adjust to suit.
• Set the "IDLE" switch to the "AUTO" position.
• When the gun trigger is closed, the current sensing circuit will cause the AIR VANTAGE® 500
engine to go to the high idle speed, the wire will
begin to feed and the welding process started.
When welding is stopped, the engine will revert to
low idle speed after approximately 12 seconds
unless welding is resumed.
1. Shut the welder off.
2. For electrode Positive, connect the electrode
cable to the "+" terminal of the welder and work
cable to the "-" terminal of the welder. For electrode Negative, connect the electrode cable to the
"-" terminal of the welder and work cable to the "+"
terminal of the welder.
3. Across The-Arc Model:
• Attach the single lead from the front of the LN-15
to work using the spring clip at the end of the
lead. This is a control lead to supply current to
the wire feeder motor; it does not carry welding
current.
AIR VANTAGE® 500 CUMMINS
 Loading...
Loading...