

Page 1

MAXsa™22 & 29 WIRE DRIVES
RETURN TO MAIN MENU
IM10024
July(R2), 2009
For use with machines having Code Numbers:
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful operation on your part. DO
NOT IN ST ALL, OPERAT E OR
REP A I R THI S EQUIP M E NT
WIT H O UT REA D I NG THI S
MAN U A L AND THE S AFETY
PRE CAUT IONS CO NTA I NED
THR O U GHOUT . And , mos t
importantly, think before you act
and be careful.
11615, 11616
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2

i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The Above For Diesel Engines
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box
351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available
from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Gasoline Engines
i
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b. Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the f ue l n ear an open flam e
welding arc or when the engine is running.
Stop the engine and allow it to cool before
refueling to prevent spilled fuel from vaporizing on contact with hot engine parts and
igniting. Do not spill fuel when filling tank. If
fuel is spilled, wipe it up and do not start
engine until fumes have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in
position and in good repair.Keep hands, hair, clothing and
tools away from V-belts, gears, fans and all other moving
parts when starting, operating or repairing equipment.
____________________________________________________
1.e. In s om e cases it may be necessary to re move safety
gu a rds to perfo rm requ ired main t ena n ce. Remo v e
guards only when necessary and replace them when the
ma i nten ance req uiri n g th eir rem o val is comp l ete .
Always use the greatest care when working near moving
parts.
___________________________________________________
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Ele ct ric curren t flowing thr ough any cond uctor causes
local ized Ele ctric an d Magnet ic Field s (EMF). Welding
curre nt creat es EMF fi elds around welding cables and
welding machines
2.b. EMF fi el ds ma y i nt er fere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your bo dy .
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
Mar ʻ95
Page 3
ii
SAFETY
ii
ELE CTR IC SHOCK can
kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothi ng. Wear dry , hole -free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
mu s t be p e rfo r med u nde r elec t ric a lly h aza r dou s
con ditions (in d amp location s or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
elect rode reel, weldin g head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultan eo usly tou ch el ec tricall y “hot” part s of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a. Weldin g may produce fume s and gases
hazardous to health. Avoid breathing these
fumes and gases. When we ld in g, kee p
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathin g zone. When
we l ding w i th el e ctr o des wh i ch req u ire s p eci a l
ve n til atio n su c h as s tai nles s or h ard f aci ng (s ee
in str uct ion s on con tai ner or MSD S) o r on lea d or
cadmi um plate d steel and other me tals or coa tings
which produce highly toxic fumes, keep exposure as
low as possible and within applicable OSHA PEL and
ACGIH TLV limits using local exhaust or mechanical
ventilation. In confined sp ac es or in so me circumst a nce s, ou tdoo rs, a res p ira tor m ay b e req u ire d.
Additional precautions are also required when welding
on galvanized steel.
5. b. The operation of welding fume control equipment is affected
by various factors including proper use and positioning of
the equipment, maintenance of the equipment and the specific welding procedure and application involved. Worker
exposure level should be checked upon installation and
periodically thereafter to be certain it is within applicable
OSHA PEL and ACGIH TLV limits.
5.c.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating products.
5.d. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
vapors
to
5.e. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
ma t eria l saf ety da ta sh eet ( MSD S ) an d fol l ow yo ur
employer’s safety practices. MSDS forms are available from
yo u r w e ldi n g d i str i but o r o r fro m the man u fact urer .
5.f. Also see item 1.b.
Jan ‘09
Page 4

iii
SAFETY
iii
WELDING and CUTTING
SPARKS can
cause fire or explosion.
6.a.
Remove fire hazards from the welding area.
If this is not possible, cover them to prevent
Re m embe r th a t we l din g spa r ks an d ho t
materials from welding can easily go through small cracks
an d open in gs to adj acent ar eas . Avo id wel din g nea r
hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standar d Z49. 1) and the opera ting informatio n for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact
can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Co n tain ers and P ipi n g T hat H ave H eld H aza r dou s
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
incre ase the poss ibility of the weldin g current pa ssing
through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains
or cables until they fail.
6.h. Also see item 1.c.
the welding spa rk s from starting a fire.
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. U se o nly comp ress ed g a s c y lin d ers
containing the correct shielding gas for the
pr o cess used a n d p rop e rly op era t ing
re g ulat ors d esig ned f o r th e ga s an d
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Al ways keep cylinders in an upright pos ition sec ur el y
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and foll ow the inst ructi ons on compre ss ed g as
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local co des and the manuf acturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
6.I. Read and follow NFPA 51B “ Standard for Fire Prevention
During Welding, Cutting and Other Hot Work”, available
from NFPA, 1 Batterymarch Park, PO box 9101, Quincy, Ma
022690-9101.
6.j. Do not use a welding power source for pipe thawing.
Refer to http://www.lincolnelectric.com/safety for additional safety information.
Jan ‘09
Page 5

iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûr
eté Pour Soudage A L’Arc
Protegez-vous contre la secousse électrique:
1.
Les circuits à lʼélectrode et à la piéce sont sous tension
a.
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie
du corps.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la mas se. Un co urt-circuit a ccident al peut p rovoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible
de la zone de travail quʼil est pratique de le faire. Si on place
la masse sur la charpente de la construction ou dʼautres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer
des risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼo pérations de dégraissage, nettoyage ou pistola ge. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi quʼun verre blanc afin de se protéger les yeux du rayonnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
lʻarc.
c. Protéger lʼa ut re pe rsonnel travaill an t à pr oximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des go uttes de laitier en fusion sont é mises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debrancher à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ʻ93
Page 6

Thank You
vv
for selecting a QUALITY product by Lincoln Electric. We want you
to take pride in operating this Lincoln Electric Company product
••• as much pride as we have in bringing this product to you!
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln
Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose,
with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or
correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any
warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control
of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in
applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com
for any updated information.
CUSTOMER ASSISTANCE POLICY
Please Examine Carton and Equipment For Damage Immediately
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims
for material damaged in shipment must be made by the purchaser against the transportation company at the
time the shipment is received.
Please record your equipment identification information below for future reference. This information can be
found on your machine nameplate.
Product _________________________________________________________________________________
Model Number ___________________________________________________________________________
Code Number or Date Code_________________________________________________________________
Serial Number____________________________________________________________________________
Date Purchased___________________________________________________________________________
Where Purchased_________________________________________________________________________
Whenever you request replacement parts or information on this equipment, always supply the information you
have recorded above. The code number is especially important when identifying the correct replacement parts.
On-Line Product Registration
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement included in the literature packet
accompanying this machine and fax the form per the instructions printed on it.
• For On-Line Registration: Go to our
“Product Registration”. Please complete the form and submit your registration.
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it
handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.
The level of seriousness to be applied to each is explained below:
WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment.
Page 7

vi
TABLE OF CONTENTS
Page
Installation ..........................................................................................................Section A
Product Description .....................................................................................................................A-1
Recommended Processes ..........................................................................................................A-1
Process Limitations .....................................................................................................................A-1
Equipment Limitations .................................................................................................................A-1
Common Equipment....................................................................................................................A-1
General Information.....................................................................................................................A-2
Design Features ...................................................................................................................A-2
Location of Components ......................................................................................................A-2
Specifications ..............................................................................................................................A-3
Safety Precautions. .....................................................................................................................A-4
Non-Safety Standard Equipment..........................................................................................A-4
Input and Ground Connections ............................................................................................A-4
Location and Mounting .........................................................................................................A-4
High Frequency Protection...................................................................................................A-4
Power Wave
Mounting Dimensions...........................................................................................................A-5
Connection Diagram.............................................................................................................A-5
Changing Wire Drive Configuration .............................................................................................A-6
Wire Feed Mechanism.................................................................................................................A-7
Gear Ratio Conversion Kits .........................................................................................................A-7
Electrode Connectios ..................................................................................................................A-8
Remote Sense Lead Specifications.............................................................................................A-8
TC-3 Travel Carriage...................................................................................................................A-9
Installation............................................................................................................A-10 thru A12
________________________________________________________________________________
Operation ...........................................................................................................................Section B
Routine operation ........................................................................................................................B-1
Starting Techniques .............................................................................................................B-1
Head Positioning ..................................................................................................................B-2
________________________________________________________________________________
Accessory ...........................................................................................................Section C
Options and Accessories Website ..............................................................................C-1
Motor Conversion Kit For (142:1 NA Style Wire Drives)........................................C-1
Sub-Arc Contact Assemblies ....................................................................C2 thru C-8
Vertical Head Adjuster...........................................................................................C-9
Horizontal Head Adjuster.....................................................................................C-10
K129 Tiny TwinArc Kit .........................................................................................C-11
K225 Sub-Arc TwinArc Kit...................................................................................C-13
K281 Solid Wire Straightener for TwinArc ...........................................................C-15
________________________________________________________________________________
Maintenance........................................................................................................Section D
Safety Precautions ................................................................................................D-1
Routine and Periodic Engine Maintenance ...........................................................D-1
Calibration Specification ........................................................................................D-1
________________________________________________________________________________
Troubleshooting .................................................................................................Section E
Safety Precautions.................................................................................................E-1
How to Use Troubleshooting Guide.......................................................................E-1
Troubleshooting Guide ..........................................................................................E-2
________________________________________________________________________________
Wiring Diagrams and Dimension Print .............................................................Section F
________________________________________________________________________________
Parts List....................................................................................................................P-623
________________________________________________________________________________
®
AC/DC1000 SD Systems Connections ................................................................A-5
vi
Page 8

A-1
PRODUCT DESCRIPTION
PRODUCT SUMMARY
The MAXsa™ series of Automatic Wire Drives are
designed for hard automation, submerged arc welding. The heavy-duty gearbox and feed plate have
many years of proven reliability while a new permanent magnet motor has been added.
The MAXsa™ 22 & 29 WIRE DRIVES consist of a
high torque motor and gearbox assembly with a
heavy-duty feed plate housing knurled drive rolls for
positive, accurate wire feeding of heavy welding wire.
Depending on which options are used, the MAXsa™
has many axes of rotation for ease of fixturing and
locating
RECOMMENDED PROCESSES
• The MAXsa™ series of wire drive packages are
best suited for submerged arc welding.
A-1
PROCESS LIMITATIONS
• MIG welding
• Robotic applications
EQUIPMENT LIMITATIONS
The MAXsa™ series of wire drives cannot be used
with t h e N A 3 , N A-4, or NA-5 serie s o f L i n c oln
Automatics.
COMMON EQUIPMENT PACKAGES
Basic Package
• K2803-1 Power Wave® AC/DC 1000 SD
• K2814-1 MAXsa™ 10 Controller/Feed Head
• K2370-1 MAXsa™ 22 Wire Drive
Basic Package with optional kits:
• K2803-1 Power Wave® AC/DC 1000 SD
• K2311-1 MAXsa™ Motor Retrofit Kit
• K2312-2 MAXsa™ 29 Wire Drive
• K2626-2 Wire D r ive Contro l ler (for fi x t ure
builde r s t hat do not re q u i re the
MAXsa™ 10 Controller).
MAXsa™ 22 & 29 WIRE DRIVES
Page 9
A-2
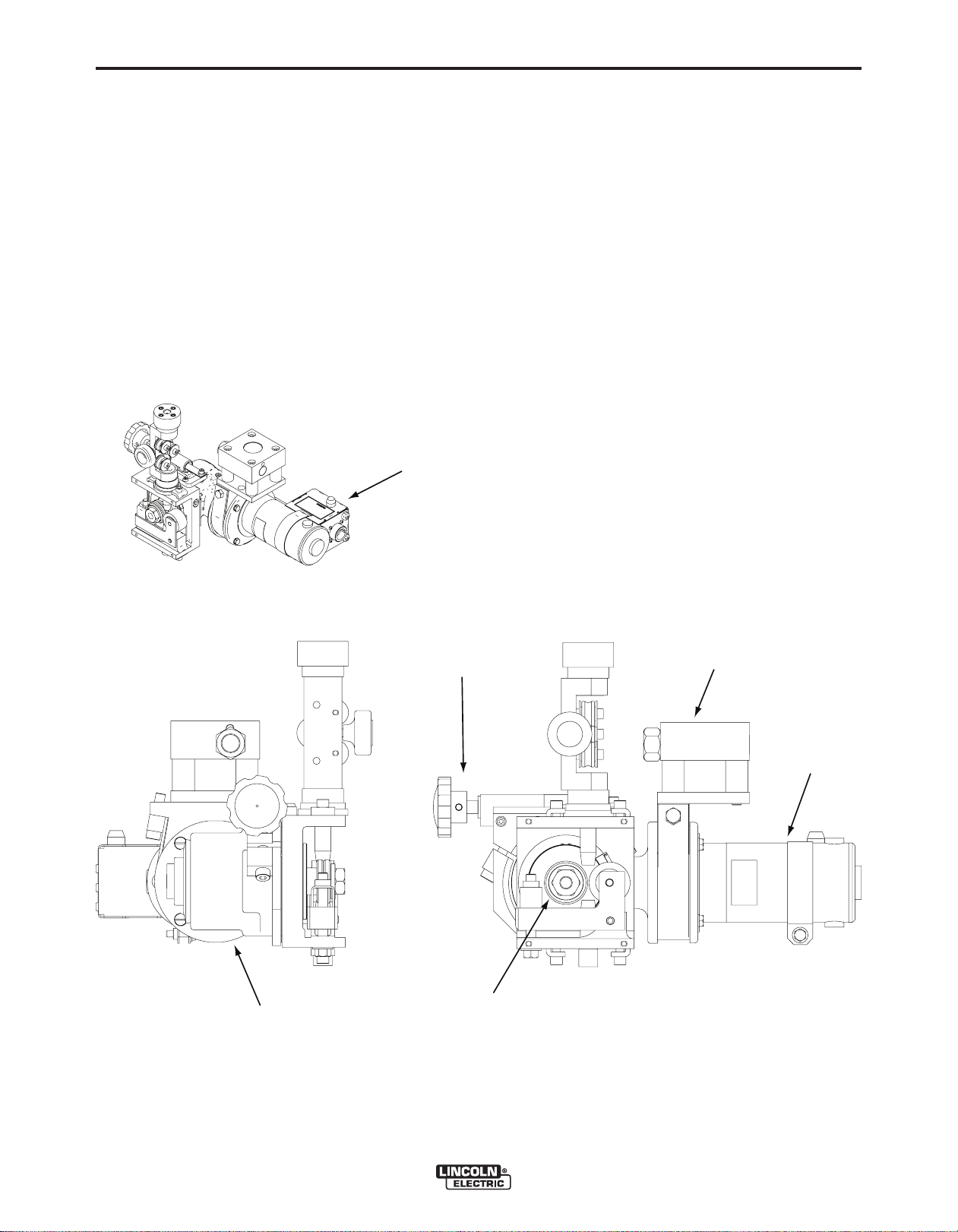
Connection
Box
Gear Box
Drive Rolls
Cross Seam
Adjuster
Mounting
Hardware
Drive Motor
GENERAL INFORMATION
DESIGN FEATURES - MAXsa™ 22
• Closed-loop speed control.
• Knurled drive rolls.
• Heavy cast aluminum gearbox housing and feed plate assembly.
• Wire straightener.
• Cross Seam Adjuster
• Flux Hopper (not shown)
• Mounting Hardware for accessories
• 32Vdc permanent magnet, high torque motor.
• Conversion kits included to change speed range.
FIGURE A.1 - LOCATION OF MAXsa™ 22 COMPONENTS
A-2
MAXsa™ 22 & 29 WIRE DRIVES
Page 10

A-3
Connection
Box
Wire Straightener
Gear Box
Drive Rolls
Mounting
Drive Motor
INSTALLATION
DESIGN FEATURES - MAXsa™ 29
• Closed-loop speed control.
• Knurled drive rolls.
• Heavy cast aluminum gearbox housing and feed plate assembly.
• Wire straightener.
• 32Vdc permanent magnet, high torque motor.
• Conversion kits included to change speed range.
FIGURE A.2 - LOCATION OF MAXsa™ 29 COMPONENTS
A-3
MAXsa™ 22 & 29 WIRE DRIVES
Page 11
A-4
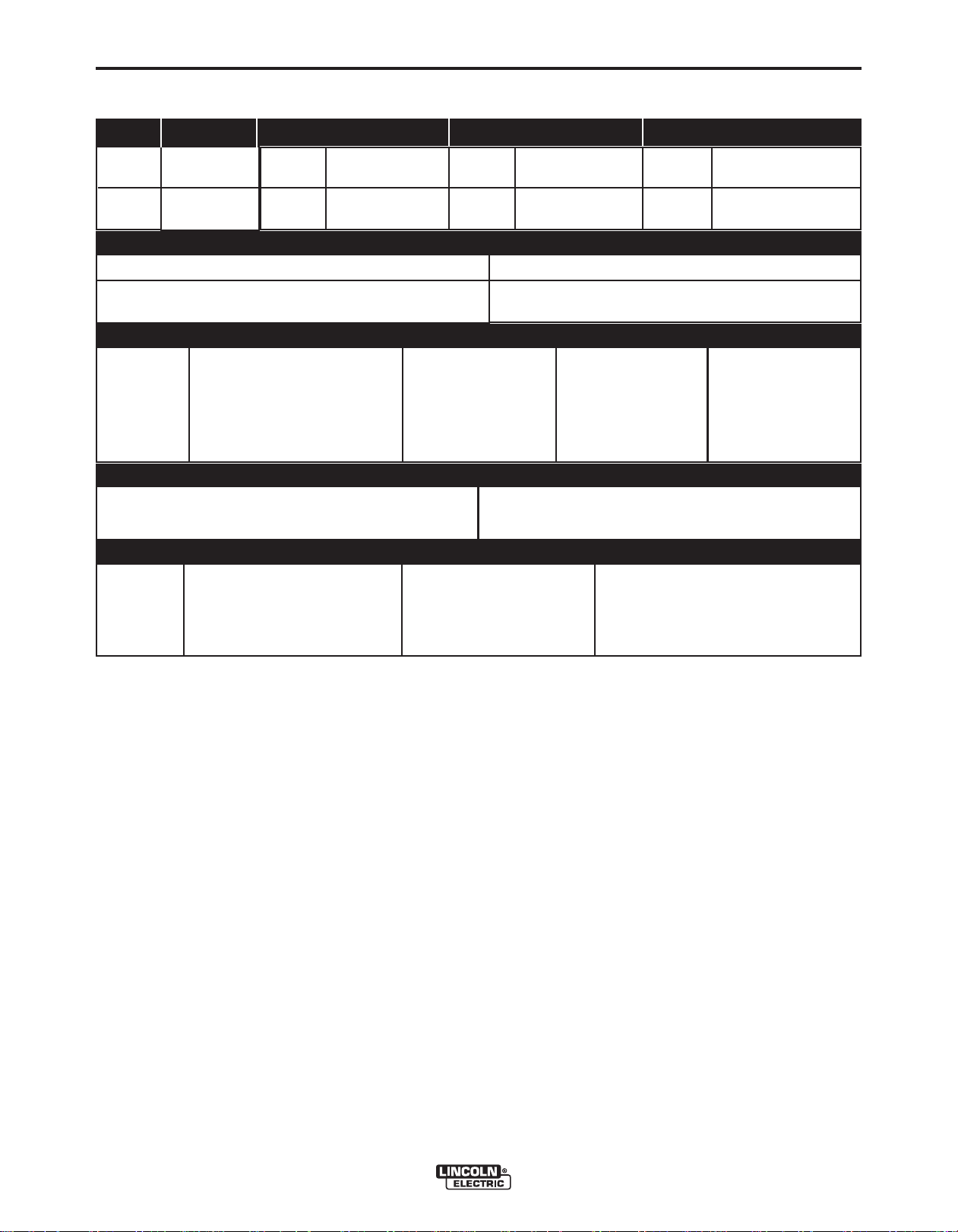
SPECIFICATIONS
TECHNICAL SPECIFICATIONS - MAXsa™ 22 & 29 WIRE DRIVES
Spec. Type 142:1 Speed Ratio 95:1 Speed Ratio 57:1 Speed Ratio
A-4
K2370-2
K2312-2
MODEL
K2312-2
K2370-2
K2311-1
Process
Wire Size
Speed Solid Cored
MAXsa™ 22
MAXsa™ 29
10-200 7/32 5/32
Wire Feeders - Input Voltage and Current
Voltage
32V DC
PHYSICAL DIMENSIONS
HEIGHT
12.0 in. (305 mm)
8.0 in. (203 mm)
TEMPERATURE RANGES
OPERATING TEMPERATURE RANGE
-4°F to 104°F (-20°C to 40°C)
WELDING PROCESSES
Electrode Diameter Range
Output Range (Amperes)
Wire Size
Speed Solid Cored
10-300 1/8 5/32
WIDTH
14.0in (355mm)
14.0in (355mm)
6.0in (152mm)
STORAGE TEMPERATURE RANGE
Wire Size
Speed Solid Cored
40-500 1/16 3/32
Input Amperes
7 Amps (max.)
DEPTH
10.0in (254mm)
10.0in (254mm)
5.0in (127mm)
-40°F to 185°F (-40°C to 85°C)
Wire Feed Speed Range
WEIGHT
35.0lbs (15.9kg)
80.0lbs (36.3kg)
10.0lbs (4.5kg)
SAW
.045” – 7/32" (1.2 – 5.6 mm)
200 - 2000+
(with paralleled machines)
10 - 500 ipm (.25 – 11.43 m/minute)
MAXsa™ 22 & 29 WIRE DRIVES
Page 12

A-5
INSTALLATION
SAFETY PRECAUTIONS
Read this entire installation section before you
start installation.
WARNING
ELECTRIC SHOCK can kill.
• Only qualified personnel should perform this installation.
• Turn the input power OFF at the disconnect switch or fuse box before
working on this equipment. Turn off
the input power to any other equipment connected to the welding system at the disconnect switch or fuse
box before working on the equipment.
• Do not touch electrically hot parts.
-------------------------------------------------------------
NON-STANDARD SAFETY INFORMATION
A-5
CAUTION
The PF-10S series of wire drives may be at welding voltage potential when the output of the power
source is active.
------------------------------------------------------------------------
INPUT AND GROUND CONNECTIONS
Onl y a quali fied e l ectri c ian sh o uld con nect th e
MAXsa™ 22 & 29 WIRE DRIV E S . Wire Dr i v e
Installation should be made in accordance with the
appropriate National Electrical Code, all local codes
and the information in this manual.
LOCATION AND MOUNTING
The MAXsa™ Wire Drivewill operate in harsh environments.
HIGH FREQUENCY PROTECTION
Locate the MAXsa™ Wire Driveaway from radio controlled machinery.
MAXsa™ 22 & 29 WIRE DRIVES
Page 13

A-6
K2683-XX
Arclink Cable
67 Lead
K1795-XX
14-Pin Cable
Work
K231-XX
Contact Nozzle
K
2803-1
Power Wave
® AC/DC 1000
K2814-1
MAXsa™ 10
K2370-2
MAXsa™ 22
K1811-XX
Sense Lead
Electrode
Weld Cable
Work
Weld Cable
K1543-XX or
7.70
4.70
4.24
.62 2.50
.41
2.69
.96
.50
2.50
.50
.562 (2 HOLES)
3/8-16 TAPPED HOLE
(4 PLACES)
ø
INSTALLATION
A-6
POWER WAVE®AC/DC 1000 SD SUBARC
SYSTEM CONNECTIONS (
Diagram shown is for a single arc system. Refer to the
power source manual for additional connection
options (Multi-arc and/or parallel machines).
See Figure A.3)
FIGURE A.3 - CONNECTION DIAGRAM
Mounting Dimensions
The MAXsa™ Wire Drive can be mounted by using
the four 3/8-16 tapped holes or the two 0.562 through
holes. See mounting hole locations (See Figure A.4).
FIGURE A.4 - MOUNTING DIMENSIONS
MAXsa™ 22 & 29 WIRE DRIVES
Page 14
A-7
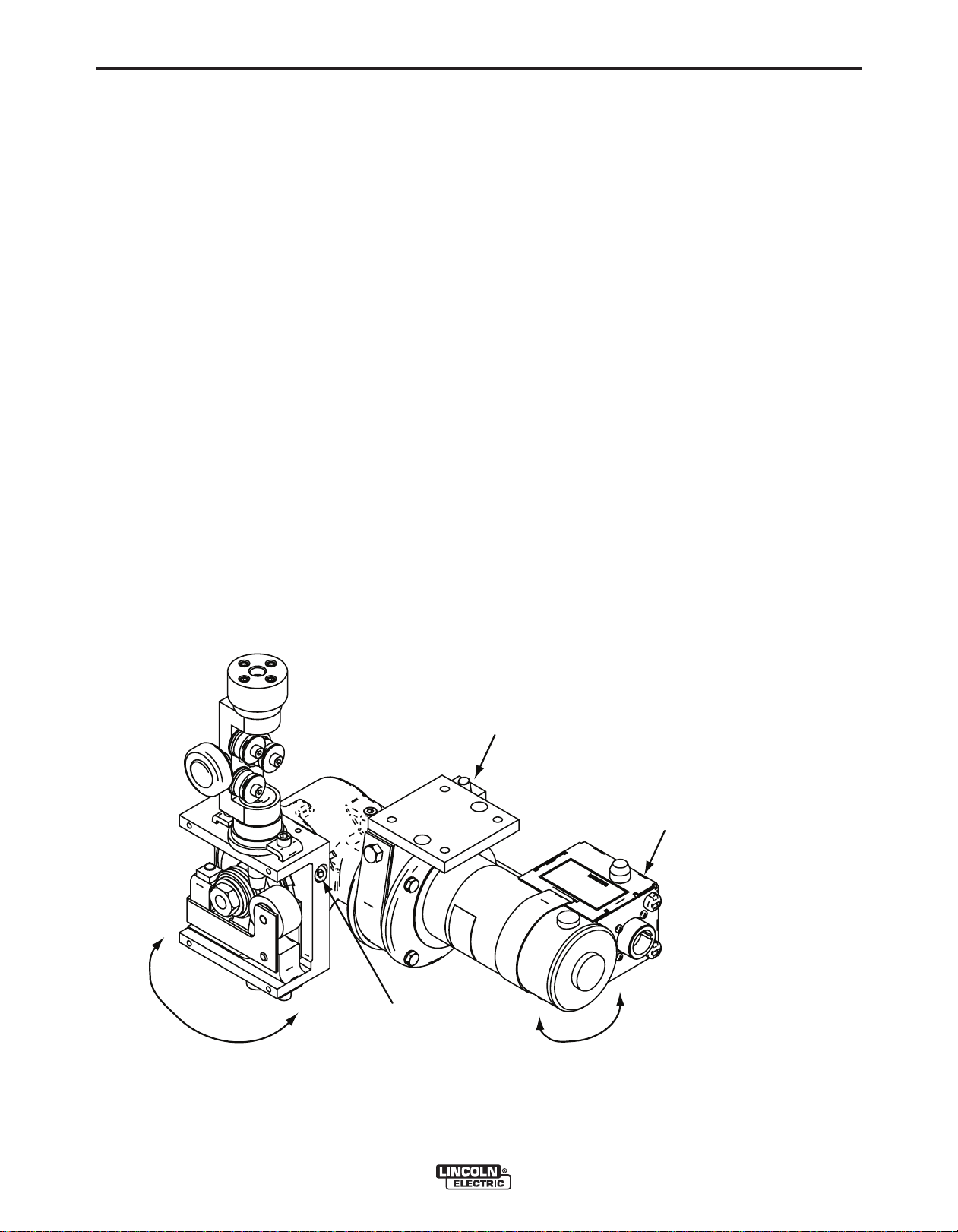
Rotate
Rotate
Loosen Socket
Head Screw to
Rotate Feedplate
Loosen Socket
Head Screw to Rotate
Motor/Gearbox Assembly
Remove ConnectionBox
to Change Motor Polarity
INSTALLATION
A-7
CHANGING THE WIRE DRIVE
CONFIGURATION
The MAXsa™ 22 & 29 WIRE DRIVES can be reconfigured to fit in any hard automation application.
As shipped, the MAXsa™ 22 & 29 WIRE DRIVES
Drive Rolls rotate clockwise to feed the wire down.
Reconfiguring the Wire Drive per Figure A.3 may
require reversing the direction of the motor. This is
accomplished by reversing the motor polarity so that
the wire will feed correctly. Follow these instructions to
reverse the motor polarity. See the Wiring Diagram in
Section F of this manual
1. Remove all power from the MAXsa™ Wire Drives.
2. Disconnect the Control Cable from the MAXsa™
Wire Drive Connection Box.
3. Loosen the fastener from the Band Strap to the
Connection Box, which secures the assembly to the
Motor housing, and expose the leads inside of the
Connection Box.
4. Locate the Motor leads that go from the Motor to
the Control Cable connector on the inside of the
Connection Box.
5. Carefully disconnect the Motor leads from the harness by pulling the quick-connect terminals apart.
6. Reverse the motor leads and reconnect the quick-
connect terminals (see the Wiring Diagram).
7. Carefully replace the wire harness back into the
Connection Box and place back onto the Motor
housing locating over the Motor lead grommet.
Ensure that the tachometer leads are completely
cov ered by t he Chan nel tha t snaps i nto the
Connection Box. The Connection Box assembly
should be pushed all the way up to the Motor-toGearbox Adapter Plate.
8. Before securing the Connection Box to the Motor
housing with the Band Strap, ensure that none of
the harness leads are being pinched underneath
the edges of the Connection Box and Channel.
9. Place the Band Strap into the "T" slot on the side
of the Connection Box and wrap it around the
Motor housing.
10. Replace the fastener between the Band Strap and
the Connection Box. Tighten so that the Connection
Box cannot move on the Motor housing.
FIGURE A.3
MAXsa™ 22 & 29 WIRE DRIVES
Page 15

A-8
INSTALLATION
WIRE FEED MECHANISM
All MAXsa™ Wire Drive units are shipped with 142:1
ratio gears. Conversion kits are included to change to
either 95:1 or 57:1 ratio depending on wire size to be
used.
As shipped, the drive mechanism parts are designed to
feed 3/32 through 7/32(2.4mm - 6.0mm) wire. Other
wire sizes will require different drive rolls and guide
tubes. See table A.1.
A-8
4. Pull the gear from the shaft using the screws as a
pulling device.
5. Be certain woodruff key is properly located on the
shaft. Screw the adapter plate and motor assembly
mounting screws into the new fiber input helical
gear from the stenciled side and place the gear on
the shaft. Replace plain washer, tighten the hex
nu t, an d rem ove the a dapt er plate and m otor
assembly mounting screws from the gear.
The Idle Roll pressure will need to be adjusted for the
wire being used. The indicator shows two settings -
.035 - 3/32” (0.9 - 2.4mm)
.120.- 7/32” (3.0 - 6.0mm)
The tension adjustment is to be made after loading the
wire into the drive rolls.
NOTE: Lower tension may need to be needed to pre-
vent crushing of some cored wires or softer
alloy solid wires.
GEAR RATIO CONVERSION KITS (See
instruction sheet included with the conversion kit
for graphic illustration.)
1. Remove the 2 hex head screws and the 2 slot head
screws holding the Motor to the Wire Drive Gearbox
assembly.
2. Remove existing Adapter Plate and Motor Assembly.
3. Take the two long screws removed in step 1 and
screw one into each of the tapped holes located on
the face of fiber input helical gear. Insert the screws
through the full thickness of the gear, and using a
screwdriver wedged between the screws to prevent
rotation, remove the hex nut that holds the gear to
the shaft. Remove plain washer.
6. Support the pinion properly and, with the proper
size punch, drive the roll pin that holds the pinion
out of the shaft. Pull the pinion off. Remove the
Ring Magnet from the pinion gear and snap it onto
the new pinion gear. Before installing the new pinion gear with the Ring Magnet onto the motor shaft,
ensure that the flat washer is located at the bottom
of the shaft. Install the new pinion and replace the
roll pin.
7. Cover the teeth of the motor pinion and the input
gear with a non-fluid molydisulfide type grease such
as Non-Fluid Oil Corporationʼs A-29 Special/MS
Lubricant. This grease can be scooped from the
cavity of the gear case.
8. Reassemble the motor to the gearbox. Make sure
the gears mesh properly and the adapter plate
locating bead is in its cavity. Replace and tighten
the four screws removed in step 1.
IMPORTANT
See the MAXsa™ 10, or power source manual for
instructions on configuring the system for the
new gear ratio.
TABLE A.1 - DRIVE ROLL KITS
KP1899 DRIVE ROLL KIT
Drive Roll Drive Roll Incoming Outgoing
Kit Number Wire Sizes & Types Part Number No. required Guide Guide
KP1899-1 3/32-7/32” Wires KP1885-1 2 KP2116-2 KP1963-1
KP1899-2 1/16-3/32” Wires KP1886-1 2 KP2116-1 KP2097-2
KP1899-3 .035-.052” Solid Wire KP1887-1 1 KP1967-1 KP2097-1
KP1899-4 .045-.052” Cored Wire KP1892-1 2 KP1967-1 KP2097-1
NOTE: Twinarc drive rolls are included with the ATwinarc kits.
MAXsa™ 22 & 29 WIRE DRIVES
INCLUDED WITH KIT
Page 16

A-9
ELECTRODE CONNECTIONS
INSTALLATION
REMOTE SENSE LEAD SPECIFICATIONS
A-9
Because the Power Wave® AC/DC 1000 SD can produce either a DC positive, DC negative or AC output the
electrode and work connections do not need to be
reversed for the different polarities. Additionally no DIP
switch changes are required to switch between the different polarities. All of this is controlled internally by the
Power Wave® AC/DC. The following directions apply to
all polarities:
Connect the electrode cable(s) to the "ELECTRODE"
stud(s) on the power source . Connect the other to the
contact assembly at the Wire Drive. Be sure the connection makes tight metal-to-metal electrical contact.
The electrode cable should be sized according to the
specifications given in Table A.1.
NOTE: On the Power Wave® 1000 SD, the Electrode
studs are on the lower left rear corner of the
machine. On older units they are on the lower
le ft front corner. On t hose machin es,
th e
cables can be routed through the oval hole in
the cable tray before being connected to the
output terminals.
TABLE A.1 - Output Cable Guidelines
Total Cable Length
ft (m)
Electrode and Work
Combined
Duty Cycle
Number of
Parallel Cables
Cable Size
Copper
The MAXsa™ 22 & 29 Wire Drives has an ELECTRODE sense lead extending from the connection
box that is mounted to the motor. This sense lead is
critical to the accuracy of the Power Wave® welding
process. A ring terminal is provided at the end of the
lead. This lead must be extended and connected to
the electrode connection at the nozzle. This connection should be made as close to the welding arc as
possible. Use at least a 12 AWG wire with a proper
sized ring terminal. Use a screw with a lock washer
and nut to make the connection, then insulate the connection with electrical tape. Proper care should be
taken to protect the sense lead from becoming disconnected or damaged. The loss of a sense lead connection can adversely affect welding performance. The
system may have multiple sense lead configurations
available. Consult the power source manual on how to
configure the power source for the sense leads.
NOTE: The WORK sense lead (21) for the MAXsa™
22 & 29 Wire Drives system is typically connec ted at t he back o f the P o wer Wav e®
AC/DC 1000 SD. If the MAXsa™ wire drive is
to be used in an older system, (PF10A and/or
K2344-X) the WORK sense lead must be
brought out of the motor connection box and
connected to the workpiece.
0 (0) to 250 (76.2)
0 (0) to 250 (76.2)
80%
100%
2
3
4/0 (120 mm
3/0 (95 mm
2
2
When using inverter type power sources like the
Power Wave®, use the largest welding (electrode and
work) cables that are practical. When using AC applications the current can reach very high levels. Voltage
drops due to cable resistance can become excessive,
leading to poor welding characteristics if undersized
welding cables are used.
)
)
MAXsa™ 22 & 29 WIRE DRIVES
Page 17

A-10
19”
(483mm)
INSTALLATION
K325 - TC-3 TRAVEL CARRIAGE
The TC-3 travel carriage is available in two models.
Both are “High Capacity” and suitable for multiple arc
welding.
K325HC-S (Standard - 952:1 ratio)
5” to 70”/min (127mm to 1.88M/mim)
K325-HC-F (High Speed - 254:1 ratio)
15” to 270”/min (381mm to 6.86M/min)
NOTE: Although the carriages can be set for speeds
down to zero, speed variations increase dramatically with uneven loading when operated
below the recommended minimum speeds.
The maximum amount of equipment that a K325 carriage can safely carry is shown in Table A.2
It is important when mounting wire reels,and other
equipment to the TC-3 Travel Carriage that there is a
minimum of overhung weight. The Wire Drive mountings are to be such that the heads are within 19”
(483mm) from the front of the carriage as shown in
Figure A.5.
A-10
FIGURE A.5
MULTIPLE ARC OPERATION TANDEM TWINARC®
Two MAXsa™
Wire Drives and Controls
Two Wire Reels
(60 # Coils)
Two K29
Vertical Adjusters
Two K96
Horizontal Adjusters
Flux Hopper Flux Hopper Flux Hopper
150# of Auxiliary Equipment
Centrally Located over TC-3
TABLE A.2 - MAXIMUM EQUIPMENT LOAD FOR TC-3
Three MAXsa™
Wire Drives and Controls
Three Wire Reels
(60# Coils)
Three K29
Vertical Adjusters
Three K96
Horizontal Adjusters
No Auxiliary
Equipment
Wire Drives and Controls
Four Wire Reels(60# Coils)
Two MAXsa™
Centrally Located
Two K29
Vertical Adjusters
Two K96
Horizontal Adjusters
No Auxiliary
Equipment
MAXsa™ 22 & 29 WIRE DRIVES
Page 18

A-11
Wire Reel
Mounting Bracket
Clutch
Handle
Wire Drive Mounting
Bracket (M6769)
Head Support
(M8232)
MAXsa™ 10
Mounting Bracket
(K2462-1)
INSTALLATION
INSTALLATION
The TC-3 comes fact ory a ssembled to fit an 8”
(203mm) beam. See print G1458 for instructions to
use it on 10” (254mm) or 12” (305mm) beams.
The Carriage Release Handle, the Wire Reel Support
Bracket and the Wire Drive Support Bracket are not
factory mounted. They should be mounted to the carriage before it is placed on the beam per the following
instructions.
1. Insert the clutch handle into the hole on the right
side of the carriage so that the end of the handle is
goes into the lift yoke.
2. Line up the hole in the handle and the hole in the
lift yoke and insert the roll pin that came taped to
the handle. Drive in the roll pin until it is flush with
the yoke.
3. a. If the MAXsa™ 10 Control Box is not
going to
be mounted on the carriage, mount the Wire
Reel Support Bracket to the left front corner of
the carriage using the hardware provided.
A-11
NOTE: To install a MAXsa™ 29 Wire Drive order a
Mounting Bracket (M6769) and the appropriate Head Support (K29 or M8232).
5. Use an ohmmeter to be sure that the Wire Reel
shaft and the Wire Drive Mounting Bracket are
electrically isolated from the TC-3 frame.
With the release handle all the way down, set the carriage on the beam. It should run freely along the
beam. With the release handle in the up position the
drive gear should engage the track and hold the carriage securley in position.
If the MAXsa™ 10 Control Box is to be mounted to the
TC-3:
1. Attach the K2462-1 bracket to the left side of the
carriage per the instructions included with the
bracket.
NOTE: Make certain that there is enough clearance to
the left of the beam to accomodate the K24621 bracket
b. Do not m oun t the Wire Reel Support if the
K2462-1 Control Box Mounting Bracket for the
MAXsa™ 10 is to be mounted on the carriage.
Another means of mounting the wire must be
used such as a K390 or a user supplied support
for a K299 or K162-1 Spindle Kit (ordered separately).
NOTE: Do not mount the K2462-1 Bracket for the
MAXsa™ 10 Control Box until after the carriage is placed on the beam.
4. Install the Wire Drive Mounting Bracket that is supplied with the MAXsa™ 22, using the hardware
and insulators provided. See Figure A.6.
FIGURE A.6 - WIRE DRIVE MOUNTING
2. Mount the MAXsa™ 10 Control Box to the bracket and connect the 4 pin connector from the
Travel Control to the mating receptacle on the
bottom of the MAXsa™ 10 Control Box.
Keep the load on the TC-3 as uniform as practical.
Install cables so that they move smoothly with the carriage. Clamp the weld cables to the carriage using the
cable clamp on the left rear corner.
After all of the equipment has been mounted to the
carriage, the tracking of the drive gear and the bearings should be checked.
MAXsa™ 22 & 29 WIRE DRIVES
Page 19

A-12
Beam
Carriage
Weight
Pulley
INCLINED OPERATION OF TC-3
1. The beam should have a Knurled Drive Flange and
the TC-3 should have the straight toothed Drive
Gear (T13586 - ordered separately).
INSTALLATION
CAUTION
When the carriage is used in an inclined application
the unit is free to m ove w henever th e Car riage
Release Handle is pulled down. This may happen
even if a counter balance weight is used. With a proper counterbalance and if the flux hopper and wire
reel(s) are mounted off of the carriage, this “freewheeling” is less likely to occur since the changing
weight will not affect the counterbalance.
2. With a tilt of 5° or less, a counterbalance is typically not required (see CAUTION).
3. A tilt in excess of 5° will require a counter weight
as shown in Figure A.10. The amount of counteweight will depend on the tilt angle and the
amount of load on the carriage. Beam angles
should be limited to 10° or less.
A-12
FIGURE A.10 - INCLINED OPERATION
MAXsa™ 22 & 29 WIRE DRIVES
Page 20

A-13
INCORRECT PATTERNS
Bearing is not flat
Against Drive Rail
CORRECT PATTERN
Full Face Bearing
Contact
Beam
Drive Rail
Shims
Full Face
Contact
Drive Gear
Incorrect
ADD Shims
Incorrect
REMOVE Shims
.88”
Shim Here
INSTALLATION
FIGURE A.7 - DRIVE GEAR TRACKING
A-13
DRIVE GEAR TRACKING
The TC-3 is shimmed at the factory so that the drive
gear sits flat against a .88” (22mm) flange when the
release handle is in the up position. If the flange
dimension is other than .88” (22mm) the shims under
the TC-3 gear box mounting will have to be changed
accordingly. See Figure A.7.
NOTE: TC-3 units are shipped with a helical tooth
dri ve whee l that i s suita ble for use on a
smooth driv e rail . A straight t ooth g e a r
(T13586) is available for use on a drive rail
with a straight cut knurl.
CARRIAGE BEARING TRACKING
Bearing tracking can be checked by placing a strip of
white paper over the area where the bearings ride.
With the drive gear disengaged (handle down), move
the carriage over the strips. If the tracking is correct
the bearings will leave a uniform trace on the paper.
See Figure A.8. If traces are not corrrect add shims as
necessary. See Figure A.9.
FIGURE A.8 - BEARING TRACKING
FIGURE A.9 BEARING SHIMS
MAXsa™ 22 & 29 WIRE DRIVES
Page 21

B-1
ROUTINE OPERATION
OPERATION
B-1
Once the procedures and parameters are properly set
at the controller the operator should be able to make
production welds without changing those settings. A
typical weld sequence is as follows:
1. Before starting, make sure that:
a. There is enough wire on the reel(s) to finish
the weld.
b. The flux hopper is filled with new or proper-
ly screened flux.
2. Energize the power source and wait for it to stabilize (all Status LEDʼs Green).
3. Position the Wire Feed Head at the start of the
weld. Be sure the TC-3 Carriage or travel mechanism is set to move in the proper direction
4. Set the travel switch for “Automatic Travel” if the
“Hand Travel” position was used to position the
feed head in Step 3.
STARTING TECHNIQUES
1. Hot Starting - refers to starting the weld with the
Wire Drive head stationary and the wire not touching the workpiece.
a. Always cut the end of the wire to a sharp
point.
b. Press Feed Forward until the wire touches
the work piece and the flux hopper activates to put flux around the starting point.
2. On-the-fly Starting - refers to starting the weld
after the travel begins to get a “scratch” start.
Normally this type of starting requires the use of a
ʻrun-onʼ tab to insure proper weld deposition at the
beginning of the weld.
a. Use the Set-Up Menue of the MAXsa™ 10
to set the travel to start with the START
button.
b. Follow the Hot Starting procedure.
Cold Starting - refers to starting the weld with the
Wire Drive Head stationary and the electrode touching
the work.
a. This procedure is not recommended for the
Power Wave® AC/DC 1000 / MAXsa™ 22
& 29 WIRE DRIVES combinations but may
work OK with smaller diameter wires and
proper setting of the Start parameters.
b. Follow Hot Starting procedure but omit
“step c”.
HEAD POSITION ADJUSTMENTS
The MAXsa™ 22 & 29 WIRE DRIVES can be easily
adjusted to any weld position. The most often used
adjustments are available on both the MAXsa™ 22
and the MAXsa™ 29 Wire drives. See Figure B.1
Turn the Cross Seam Adjuster (MAXsa™ 29) to keep
the arc in the joint as necessary. With a MAXsa™ 22,
a K96 or some other means of horizontal adjustment
is recommended. See Figure B.2
c. Press Feed Reverse to retract the wire 1/8”
to 1/4” (3.2-6.4mm).
d. Use the Set-Up menu of the MAXsa™ 10
or remote controller to determine whether
the t r avel wil l b egin wit h Start Bu t ton
pressed or with weld current (preferred).
e. Press the START button to initiate the weld.
f. Press the STOP button to begin the stop-
ping sequence.
h. If necessary, press the Feed Reverse to
move the electrode out of the way.
MAXSA™ 22 & 29 WIRE DRIVES
The entire Wire Drive can be moved into or out of the
Mounting Bracket (M6789). If using a K29 Vertical Lift
Adjuster it can be locked in either the horizontal or
vertical position once the vertical position is set. See
Figure B.3.
If the Wire Drive is rotated to a position where the
faceplate is upside down, the contact nozzle and the
wire straightner and guide tubes will need to be
reversed. The polarity of the motor will also need to be
changed so the wire feeds in the proper direction. See
the Installation Section, Changing the Wire Drive
Configuration for instructions on changing the motor
polarity.
Page 22

B-2
This Adjustment Can be
Locked by Tightening
Two Socket Head Screws
Rotating the K96 Allows
for 2” Movement in
any Direction in the
Horizontal Plane
Turn Handle
to adjust
Cross Seam Adjuster
K96 Horizontal Adjuster
MAXsa 29
MAXsa 22
2 1/2”
2
”
Loosen this Socket
Head Screw to Adjust
Faceplate Angle
5/16”
Allen
Wrench
Face-plate Rotates
360° Around the
Drive Roll Shaft
Feed Head Rotates
360° Around the
Motor Axis
T
he Cross Seam Adjuster
Can Be Mounted to the
Top or Bottom of the
Gear Box
With Standard Mounting (M6767)
or K29 Vertical Adjuster
Loosen to Rotate
Mounting Axis
With K29
Loosen Screw
K29 Clamps Can Be Set
to Restrict In and Out Motion
to Distances up to 3 3/4”
Head May Be Rotated
Around the VerticalAxis
K96
Head
Mounting
With Standard Mounting (M6767)
or K96 Horizontal Adjuster
Use This Screw
To Lock Vertical
Position
OPERATION
FIGURE B.1 - FEED HEAD ADJUSTMENT
FIGURE B.2 - HORIZONTAL ADJUSTMENT
B-2
FIGURE B.3 - VERTICAL ADJUSTMENT
MAXSA™ 22 & 29 WIRE DRIVES
Page 23

C-1
ACCESSORIES
OPTIONS AND ACCESSORIES are
available at www.lincolnelectric.com
Follow these steps:
1. Go to www.lincolnelectric.com
2. In the Search field type E9.181 and click on the
Search icon (or hit ʻEnterʼ on the keyboard).
3. On the Results page, scroll down to the
Equipment list and click on E9.181.
All of the information for the Power Wave System
accessories can be found in this document.
K2311-1 Motor Conversion Kit (for 142:1
NA Style Wire Drives)--This convertion kit con-
verts old NA style wire drives to MAXsa™ 22 & 29
WIRE DRIVES.
C-1
1. Remove the 2 hex head screws and the 2 slot head
screws holding the Motor to the Wire Drive Gearbox
assembly.
2. Remove existing Adapter Plate and Motor Assembly.
3. The Conversion Kit Motor is shipped configured for a
142:1 gear ratio. The existing gearbox must be configured for a 142:1 gear ratio for the Conversion Kit to
assemble correctly. If both assemblies are not configured for the same gear ratio, this must be done
before continuing. (See Gear Ratio Conversion Kit
instructions.)
4. Cover the teeth of the new Motor pinion gear with a
non-fluid molydisulfide type grease such as Non-Fluid
Oil Corporationʼs A-29 Special/MS Lubricant. This
grease can be scooped from the cavity of the gear
case First Chamber.
5. Reas sembl e the n ew Ada pter P late a nd Mot or
Assembly on the Wire Drive Gearbox; making sure
the gears mesh properly and the Adapter Plate locating bead is in its cavity. Replace and tighten the 4
screws removed in step 1.
MAXsa™ 22 & 29 WIRE DRIVES
Page 24

C-2
1/2”
1/8”
1/2”
60°
+
_
2°
9/16-18
Class 2 Fit
1/32”x45°
Chamfer
As
Req’d
Break
Corner
3/4”
33/64”Drill 11/16” deep
9/16-18 Tap 9/16” deep
Class 2 Fit
1/32”x45°
Chamfer
“A” Dia. (See Table)
Remove Sharp
Corner
Wire Size “A” Dim.
5/64-3/32(2.0-2.4mm) 1/8 (3.2mm)
1.8-5/32 (3.2-4.0mm) 3/16 (4.8mm)
3/16 -7/32(4.8-5.6mm) 1/4 (6.4mm)
Material - Hard Drawn
Copper or Heat Treatable
Copper Alloy
Weld Cable
Connection
Flux
Hose
Copper
Tube
Wing
Screw
Flux Cone
Body
Flux Cone
Socket Head
Screw
ACCESSORIES
C-2
SUBMERGED ARC CONTACT
ASSEMBLIES
K231-[X/XX] CONTACT NOZZLE
The K231- [x/xx] is used for submerged arc welding with currents generally under 600 amps.
Higher currents can be used but result in somewhat faster tip wear. The outer flux cone deposits
flux around the arc for full coverage with minimum flux consumption.
Contact tips for the electrode diameter specified
on the order are shipped with each nozzle. A different contact tip is required for each electrode
diameter used.
Installation - Nozzles ordered for 3/32” (2.4 mm)
electrode include a liner a n d a contact ti p
adapter. Screw the adapter into the end of the
nozzle and the contact tip into the adapter.
Insert the outgoing wire guide from the wire feed
head into the top of the K231 and install the
assembly in position on the bottom of the wire
feed head. Lock it in position using the two
clamps provided with the head.
Connect one end of the rubber flux hose to the
tube at the bottom of the flux hopper. Fit the
short copper tube in the other end of the rubber
hose then insert the copper tube into the hole in
the flux cone body. See Figure C.1
Connect the lug on the electrode cables from the
power source to the tab on the contact nozzle
and tighten the bolt and nut. See Figure C.1.
Operation - DO NOT completely straighten the
electrode. A slight curvature is required in the
electrode to insure good electrical contact inside
the contact tip.
Maintenance - Replace the contact tip when it
no longer provides accurate wire location or good
electrical contact. Rusty and dirty wire or excessively high currents increase tip wear. Always
keep replacement tips in stock.
To replace the contact tip, first loosen the retaining wing nut and remove the flux cone body.
Then unscrew the tip and replace it.
A special socket head screw holds the nozzle
body to the insulator. If the nozzle body becomes
loose, remove the nozzle from the head, tighten
the screw and reassemble nozzle.
Extensions - The K231 nozzle can be extended
if necessary. Order part number S12003 for a 5”
(127mm) extension or make any length per drawing in Figure C.2.
FIGURE C.2 - EXTENSION
CAUTION - Pushing the copper tube too far into
the flux cone body will cause a short
between the cone and nozzle if the
cone touches the work.
FIGURE C.1 - K231
MAXsa™ 22 & 29 WIRE DRIVES
Page 25

C-3
Use to Mount
to Wire Drive
Remove(4)
Screws to
Rotate Nozzle
Attach Weld
Cables Here
K226-R
Only
Flux
Hose
Copper Tube
WORK
TRAVEL
NOZZLE
TRAVEL
Spring
Stationary
Contact
Moveable
Contact
ACCESSORIES
C-3
K226 CONTACT ASSEMBLY
The K226 assemblies are used for welding at currents
from 600 to 1000 amps.
Model K226-T - (2 tapered jaws)
3/32” and 1/8” (2.4 and 3.2mm) electrode
Model K226-R - (1 tapered and 1 rectangular jaw)
1/8” thru 7/32” (3.2 - 5.6mm) electrode
Installation - Remove the two nozzle mounting
clamps from the wire drive. Insert the outgoing
wire guide from the wire feed head into the top of
the K226 and install the assembly in position on
the bottom of the wire feed head. Use the two
screws provided with the K226 to attach it to the
wire drive. See Figure C.3.
NOTE: Removing the 4 screws that hold the noz-
zle body to the mounting block allows the
nozzle to be rotated to any of four positions 90° apart. See Figure C.3.
Connect two (2) electrode cables to the contact
jaws (one under each 1/2-13 nut. Make sure that
the cable lugs are flat against the copper and
tighten the nuts securely. See Figure C.3.
Maintenance - Rusty or dirty wire and/or exces-
sively high welding currents increase wear on the
contact jaws. When arcing occurs or the electrode becomes loose in the jaws, remove the
jaws and ʻdressʼ them with a file. When necessary, the jaw inserts should be replaced.
NOTE: Units made prior to 1979 did not have
inserts. The replacement jaws will have
them.
The contact jaws must be kept in line with the
wire guide. Align the jaws as follows: (See Figure
C.3)
1. Loosen the stationary contact jaw screws.
2. Release the tension on the moveable jaw by
loosening the screws holding the spring.
3 Place a straight 14” (or longer) piece of bare
5/32” (4.0mm) wire through the wire guide
and into the drive rolls of the feed head.
4. Adjust the stationary contact so the wire
touches the jaw at the center of the groove
for the entire length of the jaw.
Slip the rubber flux hose that comes with the
K226 on to the flux hopper valve. Fit the copper
tube into the other end and place it in the clip on
the lower jaw assembly. See Figure C.3.
FIGURE C.3 - K226 CONTACT NOZZLE ASSEMBLY
5. Tighten the screws, remove the wire and retighten the screws holding the spring to
ap ply tension to the moveable jaw. T he
moveable jaw should move freely when finished.
MAXSA™ 22 & 29 WIRE DRIVES
Page 26

C-4
K 148 & K 149
K 148
With Water
Cooling
Attachment
K 148
A
B
F
G
E
D
11
10
12
13
14
C
H
ACCESSORIES
K148 CONTACT NOZZLE AND K149 Linc-Fill
LONG STICKOUT EXTENSION
TM
7. Slide the center guide (G) up out of the pivot body
until the tang is above the window.
C-4
This nozzle is available in three models and can be
used for Innershield® or submerged arc processes.
K148-A - For 3/32” and 1/8” (2.4 - 3.2mm) wire.
K148-B - For 5/32” and3/16” (4.0 - 4.8mm) wire.
K148-C - For 1/16” to 5/64” (1.6 to 2.0mm) wire.
Current Ratings
A. Without Linc-Fill Attachment
Innershield Welding:
600 amps, 100% duty, no water cooling
1100 amps, 100% duty, with water cooling
Submerged arc welding:
1100 amps, 100% duty, no water cooling
B. With K149 Line-Fill Attachment
Innershield or Submerged Arc Welding:
1100 amps, 100% duty, no water cooling
Water Cooling Attachment
When using currents over 600 amperes at high duty
cycles water cooling always increases contact tip life.
The cooling attachment, Part No. T12928 must be
ordered seperately. Installation instructions are included in the kit. Connect the attachment to the water supply and the drain with rubber tubing obtained locally.
Water flow should be between 1/2 to 1 gallon (1.9 to
3.8L) of tap water per minute.
8. Place the Linc-Fill guide assembly into the nozzle
window, and then lower the center guide tube (G)
back down to its original position.
9. Line up the spot at the top of the center guide tube
(G) with the 3/8” (9.5 mm) tapped hole in the upper
pivot block (A) and put the 3/8” (9.5 mm) set screw
(C) back into the hole and tighten securely.
FIG. C.4 - TYPICAL CONFIGURATIONS
FIG. C.5 - K149 INSTALLATION
K149 Installation (See Figure C.5)
1. Install the K149 attachment before mounting the
K148 nozzle on the welder.
2. Place a small C-clamp on the spring supporting
members (A) and (B) in such a manner that the
spring can be compressed. Look up into the hole
in the end of contact tip and tighten the C-clamp
until the tang lifts off the surface of the tip.
3. Remove the 3/8” (9.5 mm) set screw (C) in the
body (A).
4. Remove the contact tip clamping nut (D) and the
contact tip.
5. Remove the brass thread protecting collar (E).
6. Remove the dirt shield (F) from the barrel of the
nozzle.
MAXSA™ 22 & 29 WIRE DRIVES
Page 27

C-5
C
o
n
n
e
c
t
o
r
T
a
b
N
o
z
z
l
e
P
i
v
o
t
C
o
n
t
a
c
t
P
r
e
s
s
u
r
e
S
p
r
i
n
g
N
o
z
z
l
e
T
r
a
v
e
l
W
o
r
k
T
r
a
v
e
l
Locking
Nut
Contact
Tip
Tang
Electrode
New
Too Late
Time to
Rotate
Contact
Tip
ACCESSORIES
C-5
10. Line up the lower spot in the center guide tube (G)
with the 3/8” (9.5 mm) set screw (H) and tighten the
screw securely.
11. Replace the brass thread protecting collar (E). It is
important that this protecting collar be pulled up
against its locating shoulder, otherwise the tip locking nut will not clamp the tip securely.
12. Replace the contact tip and its clamping nut (D)
and tighten securely.
13. Assemble the proper combination of extension
guides (Items 12, 13 and 14) with locking nut (Item
11) for the welding procedure to be used.
14. For Submerged Arc welding, screw the flux hose
clamp (Item 10) onto the extension housing.
K148 Nozzle Installation
To install the nozzle on the head, insert the outgoing
wire guide from the head into the nozzle assembly.
Place the combined assembly in position on the bottom
of the wire feed roll box. Clamp it in place using the two
clamps supplied with the head.
Operation
The same contact tip, S13763, is used for 3/32” (2.4
mm) through 3/16” (4.8 m m) diameter electrodes.
S16388 is used for .062 (1.6 mm) and 5/64 (2.0 mm)
electrode.
Loading of Wire
Straighten the start end of the coil for at least eight inches, pass the end down through the appropriate wire
straightener. Inch the wire through the wire feeder and
the nozzle. When using .062 (1.6 mm) or 5/64 (2.0 mm)
Innershield electrode with a K148-C nozzle, make sure
that the wire is in the “vee” groove of the pressure tang.
For the .062 (1.6 mm) and 5/64 (2.0 mm) wire sizes, it
may be necessary to back off on the idle roll pressure
so that there is little or no flattening of the wire.
Because the electrode is held against one point of the
contact tip, it wears a groove at that point. When the
groove is about one half the diameter of the electrode,
rotate the contact tip to a new position per the instructions below. Careful positioning of the contact tip will
provide four to six wear spots depending upon the electrode size.
Before pulling the clamps up tight the nozzle must be
positioned relative to the travel direction as shown in
Figure C.6. This position is set so accidental contact
between the work and the nozzle will not compress the
contact pressure spring. If positioned otherwise, such
accidental contact may cause arcing inside the contact
tip.
After the nozzle is positioned in the proper relationship
with the travel direction, the connector tab for the electrode cables can be moved to any of four positions 90
degrees apart. To change the tab, remove the two 1/420 hex head screws. ap the connector tab to loosen it
from the tapered collar on the nozzle body. Turn the tab
to the desired position. Replace and tighten the 1/4-20
screws.
FIGURE C.6
MAXSA™ 22 & 29 WIRE DRIVES
When welding with the small diameter electrodes, it will
be necessary to change contact position more frequently since the amount of tip wear that can be tolerated is
much less. The tang should never be allowed to touch
the I.D. of the contact tip. If the groove is allowed to
wear until the tang touches the I.D. of the contact tip,
welding current passes through the tang. This causes
electrical wear and overheating of the tang and the contact tip. See Figure C.7.
FIGURE C.7
To rotate the tip, clip the end of the electrode and inch it
up until it is free of the contact tip. Loosen the locking
nut about one-half turn and pull the nozzle body to
relieve the pressure of the tang against the inside of the
contact tip hole. At this moment rotate the tip the proper
amount and then retighten the locking nut.
Page 28

C-6
Travel
Direction
Wing Nut
Hose
Clamps
Flux
Hose
Moveable
Section
ACCESSORIES
C-6
To install a new contact tip proceed as follows:
1. Clip the end of the electrode and inch it up until it is
free of the tip.
2. Remove the contact tip locking nut.
3. Relieve the spring pressure of the contact tip against
the steel tang in the hole of the contact tip. To do
this, push the nozzle body s o the ste el tang is
approximately centered in the 3/8” (9.5 mm) hole in
the contact tip. Under these conditions the contact
tip can be easily removed from the nozzle body.
4 a. Before installing the new tip, make sure the
threads and the bottom surface of the nozzle are
clean and bright. These surfaces are current carrying areas and must be clean.
b. Push the nozzle body to one side to relieve the
pressure and insert the new contact tip.
5. a. Check the locking ring threads making sure
they are free or any foreign material. A small
application of locally available high temperature
anti-seize compound or graphite grease on
these threads insure a longer thread life of the
two mating parts.
b. Replace the locking ring and tighten securely.
6. Check the contact tip to be certain it is tight in the
nozzle body. If the tip is not tight, arcing will take
place between the tip contact surface and the nozzle contact surface which will damage the nozzle
body.
K285 Concentric Flux Cone
The K285 Concentric Flux Cone is designed to fit on a
K148 (with or without the K149 attachment) or on a
K129 Tiny Tw i n-Arc® nozzle. This at t achment
deposits the flux so that it surrounds the electrode(s).
K285 Installation to the K148
1. Remove the tension on the center guide tube using
a “C” clamp as shown in Figure C.8. Apply only
enough clamping force to relieve the tang pressure
from the contact tip.
2. Remove the contact tip clamping nut and the contact tip.
FIGURE C.8
3. Remove the brass thread protecting collar and
slide the dirt shield off of the nozzle.
4. Make sure that all the threads are clean and
replace the collar, the contact tip and the clamping
nut and remove the “C” clamp.
5. Loosen the hose clamps of the K285 entirely, place
them around the nozzle and tighten them so that
the stationary part of the K285 covers the opening
in the nozzle body as shown in Figure C.9.
6. Position the moveable section to the desired flux
height and tighten the wing nut.
7. Cut the flux hose to required length and connect as
shown.
FIGURE C.9 - K148
NOTE: If using a K149 extension, the electrical stick-
out will be limited to 4” (102mm).
The K285 consists of two pieces that are electrically
isolated from each other. The stationary segment is
clamped to the nozzle and the moveable portion
which supports the flux hose and the concentric cone
allows for vertical adjustment of the flux cone.
MAXsa™ 22 & 29 WIRE DRIVES
Page 29

C-7
ACCESSORIES
C-7
K285 Installation with K149
1. Install the K149 to the K148 per the instructions.
2. Loosen the hose clamps of the K285 entirely, place
them around the nozzle and tighten them so that
the stationary part of the K285 is directly opposite
the K149 arm. See Figure C.10
NOTE: The lower hose clamp must be positioned so it
does not touch the arm of the K149.
4. Position the moveable section to the desired flux
height and tighten the wing nut. Use the center or
lower tapped hole depending on the electrical
stickout
5. Cut the flux hose to required length and connect as
shown.
FIGURE C.10 - K285/K149
K285 installation with the K129
1. Unscrew the hose clamps enough so they can slip
over the tip holder clamping nut.
2. Position the stationary portion of the K285 as
shown in Figure C.11 and tighten the clamps.
3. Position the moveable section to the desired flux
height and tighten the wing nut.
4. Due to the 7° angle of the tips it may be necessary
to pivot the cone as shown. Remove the outermost
screws from each side of the cone. tilt the cone
and put the two screws into the rear of the cone.
Tighten all 4 screws.
5. Cut the flux hose to required length and connect as
shown.
FIGURE C.11 - K285/K129
K285 on ALL Nozzles
After the K285 is installed to any of the compatible
nozzles, use an ohmmeter or a test light to insure
proper insulation (no continuity) between the copper
flux cone and the nozzle body
MAXsa™ 22 & 29 WIRE DRIVES
IMPORTANT
Page 30

C-8
K285 Used in Horizontal Fillet Applications
ACCESSORIES
C-8
1. With K148 or K148/K149 combination - After the
K285 has been attched to the nozzle body:
a. Set the head and nozzle to the desired electrode
angle.
b. Loosen the two hold down screws that hold the
nozzle to the faceplate and rotate the entire
assembly 40 to 45° and retighten the screws.
c. Feed the electrode to the proper stickout and
position it in the joint.
d. Slide the K285 flux cone dowm to about 1/8”
(3.0mm) away from both the vertical and horizontal plates and tigten the wing screw. See Figure
C.12.
2. With the K129 Tiny Twin-Arc® Nozzle - After the
K285 has been attached to the nozzle body:
a. Set the head and nozzle to the desired electrode
angle.
b. Feed the electrode theough the tips to the proper
stickout and place the nozzle into the welding
position.
c. Loosen the K285 hose clamps and rotate the flux
cone unit about 40 to 45° and retighten t he
clamps.
d. Slide the K285 flux cone dowm to about 1/8”
(3.0mm) away from both the vertical and horizontal plates and tigten the wing screw. See Figure
C.12.
K285 in Deep Narrow Gap Applications
For narrow, deep groove welds it may be necessary to
remove the copper cone from the moveable arm of
the K285
NOTE: In Horizontal fillet pplications, the flux hopper
will not function properly if fastened to the
faceplate of the wire drive. Mount the Flux
hopper directly above the K285 flux entry
point. Flux hose angles should be no greater
than 35° to ensure good flux flow from the
hopper to the cone.
FIGURE C.12 - K285 IN HORIZONTAL FILLET APPLICATION
MAXsa™ 22 & 29 WIRE DRIVES
Page 31

C-9
K29 VERTICAL HEAD ADJUSTER
ACCESSORIES
C-9
Automatic welding applications frequently require raising and/or lowering of the feed head assembly. The
K29 provides an easy method of accomplishng this
task by simply turning a crank handle. A height variation of 4” (102mm) is possible with this attachment.
FIGURE C.13 - K29
4. Slide the Head Adjustment Lock (A) over the end
of the Mounting Bracket (M).
5. Align the hole of the Head Adjustnent Lock with
the groove in the Mounting Bracket and drive in
the 1/4” Roll Pin (B).
6. Using the 1/2” x 2.75 Locking Screw, tighten the
Head Adjustment Lock with the open slot in the up
position.
7. Slide the Vertical Head Lift Adjuster (E) into the
Mounting Bracket (M) and tighten the Draw Bolt
Nut (K).
8. Install the two Clamps (D), one on each side of the
Head Adjustment Lock with the hardware provided.
NOTE: If a K96 Horizontal Adjuster is to be used,
install it now per the instructions provided. If
not, proceed to Step 9.
9. With the Draw Bolt (J) and the Lock Nut (H) in
place, raise the Feed Head in to position on the up
and down lift shaft (N) and tighten the Lock Nut.
Installation
Check the package for the following items (See Figure
C.13):
1. Head Adjustment Lock (A)
2. 1/4” (6.3mm) diameter Roll Pin (B)
3. 12”-13x2.75” Hex Head Locking Screw (C)
4. Two adjustable clamps with hardware (D)
5. Vertical Head Lift Adjuster (E)
To install the K29, proceed as follows:
1. If the Feed Head (F) is already mounted to the
Head Support (E), be sure that the lock nut (H) on
the Feed Head Draw Bolt (J) is tight, and drive out
the Roll Pin (G) with a 5/16” punch.
2. While supporting the Feed Head, loosen the locking nut (H) and remove the head from the Head
Support (E).
10. Drive the 5/16” Roll Pin (G) back in to itʼs original
position.
Adjustment and Locking
Rotational movement of the lifting mechanism is kept
to a minimum by the spring loaded, wedge shaped pin
(X) that is always in contact with the vertical slide. The
Socket Head Screw (Y) on the right side of the K29
housing is used as a locking mechanism to keep the
head at a desired height.
NOTE: Extreme tightening of the locking screw may
cause the wedge to jam so that the lift cannot
move in either direction. If this occurs, back
the s c rew out t wo turns a n d tap on i t t o
release the wedge.
3. Loosen the Lock Nut (K) on the Draw Bolt (L) and
remove the Head Support (E) from the Mounting
Bracket (M).
MAXsa™ 22 & 29 WIRE DRIVES
Page 32

C-10
Place Handle in
Either of Two
Positions
Remove Two Bolts
and Rotate Housing
ACCESSORIES
C-10
K96 HORIZONTAL HEAD ADJUSTER
The K96 provides an easy means of moving the Feed
Head in a horizontal direction by simply turning a
crank handle. It provides 2” (51mm) of travel and can
be mounted directly to the Head Support or to a K29
Vertical Lift Adjuster.
Installation (See Figure C.14)
1. If the Feed Head is already mounted, make sure
that the Lock Nut (H) on the Feed Head Draw Bolt
(J) is tight and drive out the Roll Pin (G) with a
5/16” punch.
2. While supporting the head, loosen the Lock Nut
(H) and remove the Feed Head
NOTE: If a K29 Vertical Head Adjuster is to be used,
install it now per the instructions provided.
3. With t he Draw B olt (A) i n place, fit the K 96
Horizontal Adjuster (D) over the shaft of the Head
Support (E) or the K29 (Eʼ ) if used.
FIGURE C.14 - K96
4. Drive in the 1/4” Roll Pin that comes with the K96.
5. With the Draw Bolt (J) and the Lock Nut (H) in
place, raise the Feed Head in to position on the
shaft of the Horizontal Adjuster and tighten the
Lock Nut.
6. Drive the 5/16” Roll Pin (G) back in to itʼs original
position.
7. Mount the Crank Handle on whichever side is
most convenient by removing the two bolts and
rotating the housing 180° and replacing the bolts.
See Figure C.15.
FIGURE C.15
MAXsa™ 22 & 29 WIRE DRIVES
Page 33

C-11
1
2
3
4
4
5
3
6
D
C
B
A
E
F
7
A - Drive Rolls
B - Guide Tubes
C - Idle Roll Arm
D - Incoming Wire Guide
E - Drive Roll Spacer
F - Key
1 - Nozzle Assembly
2 - Guide Tubes
3 - Locking Collar
4 - Contact Tip(s)
5 - Tip Holder
6 - Connection Tab
7 - Mounting Block
ACCESSORIES
FIGURE C.16 - K129 TINY TWINARC® COMPONENTS
C-11
K129 TINY TWINARC® KIT
Twin arc welding is a process where two wires of the
same size are fed through a nozzle by a single wire
drive. The K129-x/xx can be used for wire sizes .045”
through 3/32” (1.0 - 2.4mm).
The gear ratio of the MAXsa™ 22 & 29 WIRE DRIVE S as shipped is 142:1. This may not p rovide
enough wire speed for the procedure. Conversion kits
fo r 95:1 or 57 :1 ratio are als o shi pped with the
MAXsa™ 2 2 & 29 WIRE DRIVES units. See the
instrucutions included with those kits or in this manual
to change the gear ratio.
Each assembly listed below comes with a wire reel, a
reel brake, shaft and mounting bracket and all of the
wire drive components for the particular wire size.
K129-1/16 .045” thru 1/16” (1.0 -1.6mm) Wires
K129-5/64 5/64” (2.0mm) Wire
K129-3/32 3/32” (2.4mm) Wire
NOTE: For .045” or .052” wire order KP1901-1 Wire
Drive Kit for use with the K129-1/16 kit.
INSTALLATION
A. For .045” through 5/64”(1.0-2.0mm) Wires
1. Remove the following items from the standard
Feed Head.
• The wire straightener
• The nozzle assembly
• Both upper and lower guide tubes
• The drive rolls
• The idle roll assembly
• The tension spring assembly
NOTE: The idle roll arm pivot pin is held in place by
a set screw that is accessed from the outgoing surface of the faceplate.
2. Place the new double grooved drive roll (A) on
the shaft with the key. Replace the clamping
washer and the locking nut and tighten securely.
.
MAXSA™ 22 & 29 WIRE DRIVES
Page 34

C-12
O
utput
Shaft
Drive Roll
Spacer
Key Outer Drive Rolls
C
enter
D
rive Roll
Clamping
Washer
Locking
Nut
ACCESSORIES
B. For 3/32 (2.4mm) Wire
1. Remove the items listed in Step “A” plus:
• The drive roll key
• The drive roll spacer
NOTE: The set screw that holds the drive roll spacer
in place is accessible once the idle roll assembly is removed.
C-12
5. Insert the two long insulated wire guides (2) into
the Twinarc nozzle (1) making sure that they are
seated in the holes in the mounting block (7).
Place the contact tip (4) or tip holder (5) into the
end of the nozzle making sure the tubes fit into
the holes. Lock it securely in place with the locking collar (3). See Figure C.16.
2. Oil or grease the O.D. of the new shorter drive
roll spacer (E) and place it on the output shaft.
Push it back as far as it will go and tighten the
set screw.
3. Place the new longer key (F) in the keyway.
4. Place the outer, center and second outer drive
rolls (A) on the shaft. Replace the clamping
washer and the locking nut and tighten securely.
FIGURE C.17
See Figure C.17.
C. Nozzle Installation
1. install the new idle roll arm (C) using the pin and
set screw from the original assembly. .
2. Replace the tension spring and screw and adjust
the tension screw to the .045-3/32 line on the
indicator plate.
3. Insert one of the guide tubes (B) in the top of the
faceplate. Line up the holes in the guide tube
with the grooves in the drive rolls to insure proper
wire feed
NOTE: If using the K281 Twinarc Wire straightener,
follow the supplied instructions and skip to
Step 5.
4. Put the dual ingoing wire guide (D) over the ingoing guide tube and lock it down with the two “L”
shaped clamps from the wire straightener.
NOTE: For applications that require staggered or
cross seam wire placement rather than in-line,
the contact tip or tip holder may be rotated.
Re-adjust the head position to maintain the
proper wire-to-work angle.
For overlay applications a special “side by
side” tip holder (part# S17728) that accepts
standard contact tips is available.
6. Place the other guide tube (B) into the outgoing
side of the faceplate. Place the nozzle over the
guide tube and lock it in place with the two socket head screws
7. Bolt the electrode cable(s) of the proper size and
number, to the connection tab (6) using the hardware provided. If using multiple cables, use both
sides of the tab.
E. Maintenance
Replace the Contact Tip(s) when they no longer provide accurate wire placement or good electrical contact. Before installing the new contact tip or tip holder:
1. Make sure that the threads and bottom surface of
the nozzle are clean and bright. These are current carrying surfaces and must be clean.
2. Check that the locking collar is free of foriegn
material. A coating of locally available “antiseize” compound or graphite grease will help
insure longer thread life.
3. Before replacing the contact tip or tip holder:
a. Inch the wire past the end of the nozzle.
b. Slide the long wire guides on to the wire
making sure they are properly seated in the
mounting block (see Figure C.16).
c. Slide the new contact tip or tip holder over
the wires again making sure that thewire
guides are properly seated
d. Rep lace the l ocking co llar and tighten
securely
MAXsa™ 22 & 29 WIRE DRIVES
Page 35

C-13
C
B
A
D
E
A - Drive Rolls
B - Guide Tubes
C - Idle Roll Arm
D
- Drive Roll Spacer
E - Key
F - Nozzle Assembly
1
2
7
5
9
6
4
3
8
F
Output
Shaft
Drive Roll
Spacer
Key Outer Drive Rolls
Center
Drive Roll
Clamping
Washer
Locking
Nut
ACCESSORIES
FIGURE C.18 - K225 TWINARC® COMPONENTS
C-13
K225 SUBMERGED ARC TWINARC®KIT
Twin arc welding is a process where two wires of the
same size are fed through a nozzle by a single wire
drive. The K225 Twinarc Kit can be used to weld with
5/64”, 3/32” or 1/8” (2.0,2.4,or3.2mm) electrodes. Both
wires must be the same size.
The gear ratio of the MAXsa™ 22 & 29 WIRE DRIVE S as shipped is 142:1. This may not p rovide
enough wire speed for the procedure. Conversion kits
fo r 95:1 or 57 :1 ratio are als o shi pped with the
MAXsa™ 2 2 & 29 WIRE DRIVES units. See the
instructions included with those kits or in this manual
to change the gear ratio.
Each assembly comes with a wire reel, a reel brake,
shaft and mounting bracket, a dual wire straightener
and all of the wire drive components for the particular
wire size. See Figure C.18.
The Nozzle Assembly (F) has two spring loaded large
copper jaws (6) that press the electrodes against the
copper center block (4). This system provides good
elctrical contact and insures constant electrical stickout (E.S.O.) It also helps to maintain acceptable nozzle temperatures during welding.
INSTALLATION
1. Remove the following items from the standard
Feed Head.
• The wire straightener
• The nozzle assembly
• Both upper and lower guide tubes
• The drive rolls
• The idle roll assembly
MAXsa™ 22 & 29 WIRE DRIVES
NOTE: The idle roll arm pivot pin is held in place by a
set screw that is accessed from the outgoing
surface of the faceplate.
• The tension spring assembly
` • The Drive Roll Spacer
NOTE: The set screw that holds the drive roll spacer
in place is accessible once the idle roll assembly is removed.
2. Oil or grease the O.D. of the new shorter drive
roll spacer (E) and place it on the output shaft.
Push it back as far as it will go and tighten the
set screw.
3. Place the new longer key (F) in the keyway.
4. Place the outer, center and second outer drive
rolls (A) on the shaft. Replace the clamping
washer and the locking nut and tighten securely.
See Figure C.19.
FIGURE C.19
Page 36

C-14
1
2
7
5
9
6
4
3
8
ACCESSORIES
C-14
Nozzle Installation (See Figure C.18)
1. install the new idle roll arm (C) using the pin and
set screw from the original assembly.
2. Replace the tension spring and screw and adjust
the tension screw to the proper line on the indicator plate.
3. Insert one of the guide tubes (B) in the top of the
faceplate. Line up the holes in the guide tube
with the grooves in the drive rolls to insure proper
wire feed
4. Put the Dual Wire Straightener over the ingoing
guide tube and lock it down with the two “L”
shaped clamps
5. Place the other guide tube into the top of the
K225 Nozzle Assembly (F) and slide the guide
tu be into the Wire Drive fac eplate un til the
mounting screws (1) can be started into the
ta ppe d holes in the fa ceplate. Tighten b oth
screws.
IMPORTANT
Make sure that the mating surface (8) between the
Center Block (4) and the Copper Bar (2). is bright,
clean and smooth. This junction carries the full weld
current.
FIGURE C.20
NOTE: For applications that require staggered or
cross seam wire placement rather than in-line,
the nozzle can be rotated by loosening the
two1/4-20 socket head screws (9) that hold
the nozzle to the mounting base. If the desired
angle cannot be obtained, remove the screws
and put them into alternate holes. Retighten
Maintenance
when properly adjusted.
The most extensive contact wear takes place on the
6. Connect the weld cables of the proper size and
number to the copper bar (2). If using multiple
cables, use both sides of the bar.
center contact block. The side pressure jaws are
made of a harder longer lasting material. Replace the
center block when there is no pressure on the wire
from the side contact jaws.
7. Route the flux hose from the flux hopper to the
clip (3) on the K225 nozzle.
Make sure that the mating surface (8) between the
Center Block (4) and the Copper Bar (2). is bright,
8. Spacing between the electrodes is maintained by
the center block which comes in three sizes. The
.50 “ and .625” center blocks come with the kit. A
.375” block is also available. See the parts list for
clean and smooth. This junction carries the full weld
current.
the part number. To change the center block,
See Figure A-30:
• Loosen both of the Pressure Springs (5)
• Remove the two Socket Head Screws (7)
• Put a small amount of graphite grease on
the screw threads and install the new copper
block.
• Replace the two screws and tighten securely
• Tighten the four screws holding the Pressure
springs
MAXsa™ 22 & 29 WIRE DRIVES
Page 37

C-15
E
D
B
A
C
Under
Straightened
Over
Straightened
ACCESSORIES
C-15
K281 SOLID WIRE STRAIGHTENER FOR
TINY TWINARC
The K281 wire straightener can be used to straighten
.045” through 3/32” (1.0-2.4mm) wiress. It is recommended for applications requiring long stickout and/or
where accurate wire placement is essential. The following table shows the recommended maximum elecrical stick-out (ESO).
Wire Size (mm)
.045” (1.0) 3/8” (9.5) 5/8” (16.0)
.052” (1.3) 1/2” (12.5) 3/4” (19.0)
1/16” (1.6) 3/4” (19.0) 1-1/4” (32.0)
5/64” (2.0) 1.00” (25.4) 1-3/4” (44.5)
3/32” (2.4) 1-1/4” (32) 2.0” (51)
GENERAL INFORMATION
1. For best wire straightening the plane of the
K281rolls (A) should be as close as possible to
the plane of the wire reels.
®
ESO - Standard
Wire Guide (mm)
ESO - K281
Straightener (mm)
4. Insert one wire through each of the guide block
holes.
5. Push both wires through and between the rollers
and down through the guide tube until they touch
the drive roll(s). Press the Cold Inch to start the
wires through the wire drive.
6. Replace the upper guide block making sure that
each wire is in its respective groove of both
rollers. Tighten the thumb screw.
7. Turn the adjusting knob until the moving arm is
approximately at the mid position of its total travel.
FIGURE C.21
2. The K281 moving arm (B) should be pointing
toward the wire reels and the adjusting knob (C)
should be away from the reels.
3. The K281 can be mounted to the wire drive in
two different positions. The head can then be
positioned to meet the above requirements.
INSTALLATION
1. Remove the Spring Wire Guide if installed.
2. Remove the K129 Ingoing Guide Tube.
3. Insert the new Ingoing Wire Guide (with ceramic
inserts) that comes with the K281.
4. Position the K281 over the wire guide as outlined
above and tighten the two hex head screws.
WIRE LOADING AND ADJUSTMENT
1. Turn the adjusting knob (C) to the maximum
open position.
2. Remove the top ingoing guide block (D) by loosening the thumb screw (E).
3. Straighten the first 10” (254mm) of each wire (the
straighter the wire the easier to load).
The tips should be in line with the O.D. of the drive
rollsfor initial strightening adjustment. If the wires bow
to the right when inched down through the tips they
are being over straightened. If the wires bow to the
left, they are being understraightened. Adjust the knob
until the wires come out parallel and uniform.
Depending on how the wire enters the K281, there
may be some side bow. Slight rotation of the K281
may eliminate this condition.
Once the wire is sufficiently straight, the tip orientation
can be changed to whatever angle between “in-line”
and “cross seam” is required.
NOTE: For overlay applications with Tiny Twinarc, a
special side by-side tipholder (Part # S17728
is available that accepts standard tips.
MAXsa™ 22 & 29 WIRE DRIVES
Page 38

D-1
MAINTENANCE
D-1
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK can kill.
• Only Qualified personnel should
perform this maintenance.
• Turn the input power OFF at the
di sconnect switch or fuse box
before working on this equipment.
• Do not touch electrically hot parts.
ROUTINE MAINTENANCE
• Check weld cables, control cables and gas hoses for
cuts.
• Clean and tighten all weld terminals.
• Inspect and clean drive rolls and inner wire guide
and replace if worn.
SENSE LEAD FUSE
There should never be any current flowing through
the sense leads! The sensing lead circuit is current
protected in the Power Wave®AC/DC 1000 SD.
If the MAXsa™ 22 & 29 Wire Drives are used in an
older system, a fuse in series with the #21 sense lead
in the wire drive Connection Box protects the sense
lead circuit from weld current due to incorrect configuration. If this fuse ever opens, check the sense lead
configuration to ensure proper connections. The fuse
must be replaced with a comparable fuse with a rating
of less than 1 amp before welding. The fuse being
open or missing would have the same effect on the
welding as having a disconnected sense lead.
PERIODIC MAINTENANCE
• Every six months check the motor brushes. Replace
them if they are less than 1/4" long.
• Every year inspect the gearbox and coat the gear
teeth with a moly-disulfide filled grease. DO NOT
use graphite grease.
CALIBRATION SPECIFICATION
All calibration is factory set on the MAXsa™ Wire Drive.
To verify the wire feed speed:
• Adjust the wire feed speed to 100 in/min (2.54m/min)
and provide a COLD FEED Signal.
• Measure the actual wire feed speed with a calibrated
wire feed speed tachometer K283).
• The measured wire feed speed should be within ±2%
of the set value.
NOTE: If a K283 is not available, feed wire for 15 sec-
onds and measure the wire. Repeat several
times to get an average measurement. It should
be 25” (635mm) +/-2%.
MAXsa™ 22 & 29 WIRE DRIVES
Page 39

E-1
TROUBLESHOOTING
HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician and
machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical
Shock, please observe all safety notes and precautions detailed throughout this manual.
__________________________________________________________________________
E-1
This Troubleshooting Guide is provided to help you
locate and repair possible machine malfunctions.
Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM (SYMPTOMS)”. This column describes possible symptoms
that the machine may exhibit. Find the listing that
best describes the symptom that the machine is
exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE” lists
the obvious external possibilities that may contribute
to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This c olu mn p rov ides a course of action for the
Possible Cause, generally it states to contact your
local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the
Recommended Course of Action safely, contact your
local Lincoln Authorized Field Service Facility.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MAXsa™ 22 & 29 WIRE DRIVES
Page 40

E-2
TROUBLESHOOTING
Observe all Safety Guidelines detailed throughout this manual
E-2
PROBLEMS
(SYMPTOMS)
Drive rolls turn, but wire will not
feed or wire feeding is rough or
uneven.
Variable or "hunting" arc.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Wire jammed or kinked on route
through wire drive. Remove wire
from wire drive, then feed in new
wire. Note any obstruction.
2. Incorrect dr i v e s r o l l s a n d / o r
guide tubes, or incorrect pressure setting. Ensure drive rolls
and/or guide tubes are stamped
with wire diameter being used.
Replace if necessary. Check for
proper pressure setting.
3. Worn drive rolls. Replace, or
reverse if split type.
4. Partially flashed or melted contact tip. Replace contact tip.
1. Con tact tip worn or incorrect
size. Replace contact tip.
RECOMMENDED
COURSE OF ACTION
If all recommended possible areas
of misadjus t m e n t s h a v e b e e n
checked and the problem persists,
contact your local Lincoln
Authorized Field Service Facility.
Wire consistently runs at the wrong
speed
2. Worn or undersized work cables
or poor conn ecti ons to wor k.
Inspect and repair, or replace as
necessary.
3. Loose electrode connections.
The following connections must
be tight: electrode cable to wire
drive and power source, work
cable to power source and work,
contact tip to nozzle.
4. Rusty electrode. Replace electrode.
Gear ratio is not set properly. See
the MAXsa™ 10 o r t h e Po w e r
Wave® AC/DC 1000 Operatorʼs
Manual to set the proper gear ratio.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your
Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
MAXsa™ 22 & 29 WIRE DRIVES
Page 41

F-1
DIAGRAMS
F-1
MAXsa™ 22 & 29 WIRE DRIVES
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside
the machine on one of the enclosure panels. If the diagram is illegible, write to the Service Department for a replacement. Give the equipment code number.
Page 42

F-2
3.50
6.16
2.48
4.22
9.82
2.60
5.19
6.16
12.04
2.82
13.56
.21
7.70
4.70
4.24
.62 2.50
.41
2.69
.96
.50
2.50
.50
O .562 (2 HOLES)
3/8-16 TAPPED HOLE
(4 PLACES)
CENTERLINE OF WIRE
CENTERLINE OF WIRE
A.01
L13370
DIMENSION PRINT
F-2
MAXsa™ 22 & 29 WIRE DRIVES
Page 43

WARNING
Spanish
AVISO DE
PRECAUCION
Do nottouch electricallyliveparts or
electrode with skin or wet clothing.
Insulate yourself from work and
ground.
No toque las parteso los electrodos
bajo carga con la piel o ropa mojada.
Aislese del trabajo y de la tierra.
Keep flammable materials away.
Mantenga el material combustible
fuera del área de trabajo.
Wear eye, ear and body protection.
Protéjase los ojos, los oídos y el
cuerpo.
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
Ne laissez ni la peauni des vête-
ments mouillés entreren contact
avecdes piècessoustension.
Isolez-vous du travail et de la terre.
Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
Isolieren Sie sich von den
Elektroden und dem Erdboden!
Não toque partes elétricas e elec-
trodos com a pele ou roupa molhada.
Isole-se da peça e terra.
Gardez à l’écart de tout matériel
inflammable.
Entfernen Sie brennbarres Material!
Mantenha inflamáveis bem guarda-
dos.
Protégez vos yeux, vos oreilles et
votre corps.
Tragen Sie Augen-, Ohren- und Kör-
perschutz!
Use proteção para a vista, ouvido e
corpo.
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
Page 44

Keep your head out of fumes.
Use ventilation or exhaust to
remove fumes from breathing zone.
Turn power off before servicing.
Do not operate with panel open or
guards off.
WARNING
Los humos fuera de la zona de res-
piración.
Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
Gardez la tête à l’écart des fumées.
Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zones
de travail.
Vermeiden Sie das Einatmen von
Schweibrauch!
Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
Mantenha seu rosto da fumaça.
Use ventilação e exhaustão para
remover fumo da zona respiratória.
Desconectar el cable de ali-
mentación de poder de la máquina
antes de iniciar cualquier servicio.
Débranchez le courant avant l’entre-
tien.
Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig öffnen; Maschine anhalten!)
Não opere com as tampas removidas.
Desligue a corrente antes de fazer
serviço.
Não toque as partes elétricas nuas.
No operar con panel abierto o
guardas quitadas.
N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
Mantenha-se afastado das partes
moventes.
Não opere com os paineis abertos
ou guardas removidas.
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
Page 45

• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
 Loading...
Loading...