

Page 1
Premium Pipe Welding Consumables
Page 2

About The Lincoln
Electric Company
Lincoln Electric is the world’s premier
manufacturer of welding equipment and
consumables. No company on earth is
more focused on the ever-changing
needs of the welding
professional. Our business is all about
helping companies make their welding
operations more effective, more
efficient, more profitable.
Lincoln is truly your “One Source” when
it comes to welding. We’re a company
that continually rededicates itself to the
equally important goals of exceptional
quality, and exceptional service. Our
field support team –– with hundreds of
field sales engineers and thousands of
knowledgeable and responsive Lincoln
distributors in countries all over the
world –– is the
largest in the industry.
Innovative thinking. A quality and
service-first attitude. Fresh
approaches to design, manufacturing,
and packaging. Worldwide strength.
That’s Lincoln Electric.
Pipeliner®– The Clear Choice For
Pipe Welding
Pipeliner is the world’s premier group of pipe welding
consumables.
Pipeliner is Lincoln Electric’s family of premium Stick (SMAW),
MIG (GMAW), Flux-Cored (FCAW) and Submerged Arc (SAW)
consumables developed specifically to meet the rigorous
demands of the global pipe welding industry. They are the most
thoroughly tested pipe welding consumables on the market
today.
Consistent performance
Performance consistency tops the list of what contractors want
from pipe consumables – and Pipeliner delivers. Lincoln Electric’s
Pipeliner manufacturing operations throughout the world are
tightly controlled, and routinely pass quality-assurance audits
by agencies and pipe welding professionals. This extraordinary
emphasis on the integrity of Pipeliner’s manufacturing processes
results in consumables with unmatched performance characteristics and consistency.
All Pipeliner products are lot-controlled and lot-tested, with actual
certified test results.
Packaging to meet the pipe industry’s needs
The world’s best pipe electrodes deserve to be protected
accordingly. So, Pipeliner electrodes are packaged in
hermetically-sealed, moisture-resistant containers that ensure
consistent performance — even when stored in the harshest
environments.
Global support
Pipe contractors need to mobilize and deploy resources quickly
and efficiently — no matter to what corner of the world the next
job calls them. That’s why Lincoln Electric’s global network of
manufacturing and distribution facilities is such an important part
of the Pipeliner story. Wherever your project, Lincoln is there with
the products and support you need.
2
Page 3

Complete pipe solutions from the name you trust.
By partnering with a single, comprehensive welding resource,
pipe contractors find that they can improve efficiencies and
maintain strong accountability.
For many of the world’s most successful pipe contractors,
Lincoln Electric has become that single-source welding partner.
Why? Because Lincoln offers an exceptional array of welldesigned and well-built pipe welding products, as well as the
deepest pool of welding expertise and experience on earth.
Behind those products and that expertise is Lincoln’s unique
total process engineering approach to welding. It means that
every Pipeliner consumable has been designed to work in
harmony with all other Lincoln Electric pipe welding products —
every Lincoln Electric wire feeder, power source, gun and cable
assembly and accessory has been engineered with an eye on
efficient, synergistic, system-wide performance.
That translates to less downtime, improved production rates,
and higher profit potential on every pipe project.
Contents Page
Product Introduction . . . . . 2-3
Electrode Selection
Guide . . . . . . . . . . . . . . . . . 4-7
Stick (SMAW)
Electrodes . . . . . . . . . . . . 8-13
MIG (GMAW)
Electrodes . . . . . . . . . . . . . . 14
Flux-Cored (FCAW)
Electrodes . . . . . . . . . . . .15 -18
Submerged Arc (SAW)
Electrode/Flux . . . . . . . . . . .19
3
Page 4

Pipe Grades
60˚
3/64-1/16 in.
(1.0-1.6 mm)
1/16-5/64 in.
(1.6-2.0 mm)
1/16 in.
(1.6 mm)
1/3 T
2/3 T
1/16-5/64 in.
(1.6-2.0 mm)
10˚
30˚
T
The primary pipe grades are classified in accordance with
the API 5L:2000 specification. This specification establishes
requirements for two product specification levels – PSL 1
and PSL 2. PSL 1 includes mandatory requirements for
PSL1
Yield Strength Tensile Strength
Minimum Minimum
Grade psi MPa psi MPa
A25 25,000 (172) 45,000 (310)
A 30,000 (207) 48,000 (331)
B 35,000 (241) 60,000 (414)
X42 42,000 (290) 60,000 (414)
X46 46,000 (317) 63,000 (434)
X52 52,000 (359) 66,000 (455)
X56 56,000 (386) 71,000 (490)
X60 60,000 (414) 75,000 (517)
X65 65,000 (448) 77,000 (531)
X70 70,000 (483) 82,000 (565)
PSL2
chemistry, ductility, minimum yield strength and minimum
tensile strength. PSL 2 adds mandatory requirements for
maximum yield strength, maximum tensile strength and
Charpy impacts.
Ultimate
Yield Strength Yield Strength Tensile Strength Tensile Strength
Minimum Maximum Minimum Maximum
Grade psi MPa psi MPa psi MPa psi MPa
B 35,000 (241) 65,000 (448) 60,000 (414) 110,000 (758)
X42 42,000 (290) 72,000 (496) 60,000 (414) 110,000 (758)
X46 46,000 (317) 76,000 (524) 63,000 (434) 110,000 (758)
X52 52,000 (359) 77,000 (531) 66,000 (455) 110,000 (758)
X56 56,000 (386) 79,000 (544) 71,000 (490) 110,000 (758)
X60 60,000 (414) 82,000 (565) 75,000 (517) 110,000 (758)
X65 65,000 (448) 87,000 (600) 77,000 (531) 110,000 (758)
X70 70,000 (483) 90,000 (621) 82,000 (565) 110,000 (758)
X80 80,000 (552) 100,000 (690) 90,000 (621) 120,000 (827)
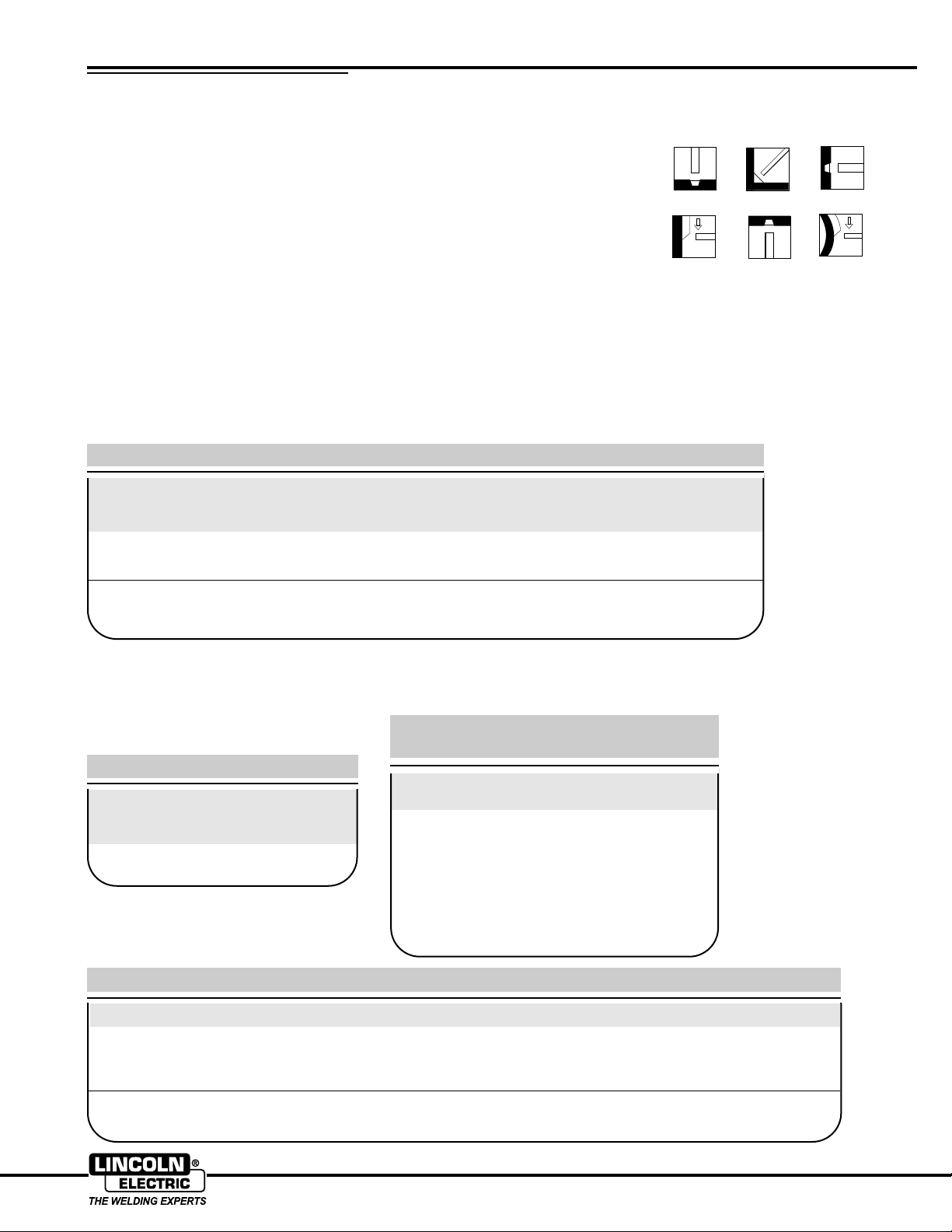
Joint Design
A customary joint preparation is commonly called an "API"
fitup. While this is not actually an API 1104 requirement,
the figures shown in the specification are drawn to have a
60 degree included angle with a 1/16" (1.6 mm) land and
1/16" (1.6 mm) gap.
Recommended joint preparation
Ultimate Ultimate
As an alternative, for thicker wall pipe (>3/4", >20 mm), a
compound bevel can be used. The amount of material
required to fill a compound bevel joint is less than a 60
degree included angle preparation, so productivity may be
increased.
Wall thickness <3/4 in. (<20mm) Wall thickness >3/4 in. (>20mm)
4
www.lincolnelectric.com
Pipeliner
Page 5

Product Selection
The table below can be used as a product selection
uide for each pipe grade. This table is for guidance
g
only and should be referenced against the appropriate
onstruction standard for each contract.
c
API 5L Pipe Grades
Products AWS Class A B X42 X46 X52 X56 X60 X65 X70 X80 X90 X100
Cellulosic All Position Stick (SMAW) Electrodes
Pipeliner 6P+ E6010
Pipeliner 8P+ E8010-P1
Low Hydrogen Stick (SMAW) Electrodes
Pipeliner 16P E7016 H4
Pipeliner 18P E8018-G H4
MIG (GMAW) Electrodes
Pipeliner 70S-G ER70S-G
Innershield®Self-Shielded Flux-Cored (FCAW-S) Electrodes
Pipeliner NR-207+ E71T8-K6
Pipeliner NR-207XP E71T8-K6
Outershield®Gas-Shielded Flux-Cored (FCAW-G) Electrodes
Pipeliner G70M E71T-1MJH8
E71T-9MJH8
Pipeliner Autoweld G70M E71T-1MJH8
E71T-9MJH8
Product Selection
Root Pass Welding Only
Pipeliner
5
www.lincolnelectric.com
Page 6
CONSUMABLE SELECTION GUIDE
Electrode AWS Recommended General Page
Name Class Polarity Description No.
Cellulosic All Position Stick (SMAW) Electrodes
Pipeliner 6P+ E6010 DC+ Pipeliner 6P+ is an all-position cellulosic pipe electrode 8
designed especially for vertical down root pass welding.
his electrode is based on a long-time favorite among
T
cross-country pipeline welders.
Pipeliner 8P+ E8010-P1 DC+ Here’s an electrode that makes short work of even the most 9
challenging high silicon pipe applications! Pipeliner 8P+ is an
outstanding choice for API 5L-X56 through X70 grade pipe. This
electrode features high stacking efficiency – formulated to carry and
deposit weld metal in difficult vertical down out-of-position
applications.
Low Hydrogen Stick (SMAW) Electrodes
Pipeliner 16P E7016 H4 DC+ We designed this quality electrode for optimum performance 10
AC for vertical up welding of pipe up to API 5L-X65 – especially
where a low hydrogen deposit is desired. Obtain Charpy
V-Notch impact values down to temperatures of -20°F (-29°C).
Pipeliner 18P E8018-G H4 DC+ A real workhorse for vertical up welding jobs up to X80 pipe! 11
AC Lincoln 18P offers low temperature impact properties down to
-50°F (-46°C).
Pipeliner
6
www.lincolnelectric.com
Page 7

CONSUMABLE SELECTION GUIDE
Electrode AWS Recommended General Page
Name Class Polarity/ Description No.
MIG (GMAW) Electrodes
Pipeliner 70S-G ER70S-G Pipeliner 70S-G MIG (GMAW) wire electrode is especially 14
Innershield®Self-Shielded Flux-Cored (FCAW-S) Electrodes
Pipeliner NR-207+ E71T8-K6 DC- Optimum performance on vertical down hot, fill and cap 15
Pipeliner NR-207XP E71T8-K6 DC- For consistently high impact values, choose 207XP. Optimum 16
Shielding Gas
intended and packaged for the needs of semiautomatic and
automatic root pass pipe welding. Delivering low hydrogen
deposits, 70S-G exhibits an extremely fluid puddle for outstanding
wash-in at the weld toes and uniform bead shape. Well-suited for
use on API 5L-X56 through X70 pipe.
passes on standard cross-country pipelines and arctic
grade pipe. Excellent crack resistance, CTOD, and Charpy
V-Notch properties. Recommended for API Pipe Grades
X42 through X70.
performance on vertical down, hot, fill and cap passes on standard
cross-country pipelines and arctic grade pipe. Recommended for
API Pipe Grades X42 through X70.
Outershield®Gas-Shielded Flux-Cored (FCAW-G) Electrodes
Pipeliner G70M E71T-1MJH8 DC+ Pipeliner G70M is designed to deliver outstanding weld 17
& E71T-9MJH8 75-80% Ar properties for semi-automatic applications. Robust impacts
/balance CO
Pipeliner Autoweld E71-T-1MJH8 DC+ Pipeliner Autoweld G70M is specifically designed for use 18
G70M & E71T-9MJH8 75-80% Ar with the Autoweld pipe welding system to deliver outstanding
/balance CO
mean consistently high CVN values.
2
weld properties.
2
Pipeliner
7
www.lincolnelectric.com
Page 8
PIPELINER 6P+ AWS: E6010 Cellulosic All-Position Stick (SMAW) Electrode
3G
➔
3
G
➔
5
G
➔
5G
➔
1G
2F
2G
4
G
Pipeliner 6P+ is an all-position
cellulosic pipe electrode designed
especially for vertical down root
• Manufactured under a quality
system certified to ISO 9001
requirements.
pass welding. This electrode is based
n a long-time favorite among cross-
o
country pipeline welders.
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
ADVANTAGE LINCOLN
• All-position; particularly good for
vertical and overhead.
TYPICAL APPLICATIONS
• Designed especially for all-position
vertical down root pass welding.
• Light slag with little slag interference
for easy arc control. Easy slag
removal, smooth bead.
• Deep penetration with maximum
dilution.
• Capable of x-ray quality welds,
even out-of-position.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
Required 48,000 (330) 60,000 (410) 22 20 (27)
AWS E6010 (as-welded) min. min. min. min.
Typical Results
As-welded 57,000 - 76,000 72,900 - 86,200
1)
Stress-relieved
1 hr @ 1150°F (612°C) (352 - 579) (462 - 538) (61 - 72)
(1)
Data provided for information only – not part of AWS classification.
(
51,000 - 64,000 67,000 - 78,000
- As Required per AWS A5.1-91
psi (MPa) psi (MPa) (%) @ -20ºF (-29ºC)
(393 - 524) (503 - 594) (51 - 85)
24 - 33
30 - 34
WELDING POSITIONS
CONFORMANCE
AWS A5.1: E6010
ASME SFA-5.1: E6010
CSA W48.01: E41010
EN499: E 42 3 C 25
Charpy V-Notch
38 - 63
45 - 53
NOTE: Pipeliner electrodes
are manufactured under
lot control. A Certificate
of Test showing actual
deposit chemistry and
mechanical properties
per AWS A5.1 (DC+ only)
is available on request
from the factory for every
lot of electrode.
(Fax 216-383-8386).
DIAMETERS / PACKAGING
Diameter 10 Lb. (4.5 kg)
in. (mm) Easy Open Cans
[ 60 lb. (27.2 kg) Master ]
1/8 (3.2) ED030845 ED030848
5/32 (4.0) ED030846 ED030849
3/16 (4.8) ED030847 ED030850
Manufactured in metric diameters, U.S. Customary sizes are approximate.
DEPOSIT COMPOSITION
%C %Mn %Si %S %P
Requirements
AWS E6010 Not Specified
Typical Results .10-.20 .40-.65 .11-.30 .009-.020 .005-.025
- As Required per AWS A5.1-91
50 Lb. (22.7 kg)
Easy Open Cans
TYPICAL OPERATING
PROCEDURES
Current (Amps)
Polarity
DC+ 65 - 130 90 - 175 140 - 225
NOTE: This AWS electrode classification is not
required to deposit weld metal that is low in diffusible
hydrogen. Therefore, these electrodes should not be
used in applications where the hydrogen content of the
weld metal is required to be controlled.
8
1/8” 5/32” 3/16”
(3.2mm) (4.0mm) (4.8mm)
Pipeliner
www.lincolnelectric.com
Page 9
PIPELINER 8P+ AWS: E8010-P1 Cellulosic All Position Stick (SMAW) Electrode
3G
➔
3
G
➔
5G
➔
5G
➔
1G
2F
2
G
4G
Excellent Resistance to Porosity –
Here’s an electrode that makes
short work of even the most
challenging high silicon pipe
pplications! Pipeliner 8P+ is an
a
outstanding choice for API 5L-X56
through X70 grade pipe. This electrode features high stacking efficiency
– formulated to carry and deposit weld
metal in difficult vertical down out-ofposition applications.
ADVANTAGE LINCOLN
• Manufactured to metric electrode
diameters – use anywhere in the
world.
• Fill and Cap Consistency – Approved
manufacturing sites deliver industryleading consistency in composition
and arc action.
•
Repeated x-ray testing shows outstanding results.
• High Stacking Efficiency –
Formulated to carry and deposit
weld metal in difficult vertical down
out-of-position applications. Fill
joints in fewer passes.
• Exceptional mechanical properties –
Consistent best-in-class performance.
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
TYPICAL APPLICATIONS
• Typical applications include highyield pipe steels.
WELDING POSITIONS
CONFORMANCE
AWS A5.5: E8010-P1
ASME SFA-5.5: E8010-P1
ABS: E8010-P1
CSA W48-01: E55010-P1
EN499: E 46 4 1Ni C 25
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft.-lbs. (Joules)
psi (MPa) psi (MPa) (%) @ -20ºF (-29ºC) @ -50°F (-46°C)
Required
AWS E8010-P1 67,000 (460) 80,000 (550) 19 20 (27) Not .
min. min. min. min. Required
Typical Results
As-welded 67,000-81,000 80,000-98,000 19-27 46-73 34-62 .
(460-559) (550-676) (62-99) (46-84) .
DIAMETERS / PACKAGING
4.5 kg (10 Lb.)
Diameter Easy Open Cans
mm (in.) [ 27.2 kg (60 lb.) Master ]
3.2 (1/8) ED030829 ED030826
4.0 (5/32) ED030830 ED030827
5.0 (3/16) ED030831 ED030828
Manufactured in metric diameters, U.S. Customary sizes are approximate.
- As Required per AWS A5.5-96
22.7 kg (50 Lb.)
Easy Open Cans
Charpy V-Notch
TYPICAL OPERATING PROCEDURES
Polarity
DC+ 75 - 130 100 - 185 140 - 225
3.2mm 4.0mm 5.0mm
(1/8") (5/32") (3/16")
NOTE: Pipeliner electrodes
are manufactured under lot
control. A Certificate of Test
showing actual deposit
chemistry and mechanical
properties per AWS A5.5
(DC+ only) is available on
request from the factory for
every lot of electrode.
(Fax 216-383-8386).
Current (Amps)
DEPOSIT COMPOSITION
Requirements
AWS E8010-P1 max. max. max. max. max. max. max. max. max.
Typical Results .15 -.19 .60 -.85 .15 -.32 .67 -.85 .01 -.04 .15 -.30 < .01 .005 -.010 .008 -.015
- As Required per AWS A5.5-96
%C %Mn %Si %Ni %Cr %Mo %V %S %P
.20
1.20 .60 1.00 0.30 .50 0.10 0.03 0.03
9
NOTE: This AWS electrode
classification is not required
to deposit weld metal that
is low in diffusible hydrogen.
Therefore, these electrodes
should not be used in
applications where the
hydrogen content of the
weld metal is required to
be controlled.
Pipeliner
www.lincolnelectric.com
Page 10

PIPELINER 16P AWS: E7016 H4 Low Hydrogen Stick (SMAW) Electrode
2F
2G
3G
➔
1G
4G
5G
➔
We designed this quality electrode
for optimum performance for vertical up welding of pipe up to API 5L-
• Manufactured under a quality
system certified to ISO 9001
requirements.
X65 – especially where a low hydro-
en deposit is desired. Obtain
g
Charpy V-Notch impact values down
to temperatures of -20°F (-29°C).
ADVANTAGE LINCOLN
• Excellent low temperature impact
properties.
• Square burnoff makes welding
easier, especially in critical pipe
welding applications.
• Manufactured to actual lot control.
Actual certificates of conformance
re available upon request.
a
TYPICAL APPLICATIONS
• Primarily designed for vertical up
root and fill pass welding of high
strength pipe up to and including
API 5L-X65.
• Open gap root pass welding with
2.5mm (3/32”) and 3.2mm (1/8”)
diameters using DC± polarity.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
psi (MPa) psi (MPa) (%) @ -20ºF (-29ºC)
Required 58,000 (400) 70,000 (480) 22 20 (27)
AWS E7016 H4 min. min. min. min.
- As Required per AWS A5.1-91
Charpy V-Notch
WELDING POSITIONS
CONFORMANCE
AWS A5.1: E7016 H4
ASME SFA-5.1: E7016 H4
NOTE: Pipeliner electrodes are
manufactured under lot control.
A Certificate of Test showing
actual deposit chemistry and
mechanical properties per AWS
A5.1 (DC+ only) is available on
request from the factory
for every lot of electrode.
(Fax 216-383-8386).
Typical Results 65,000 - 82,000 80,000 - 93,000
As-welded (448 - 566) (550 - 641) (54 - 122)
DIAMETERS / PACKAGING
Diameter 22.7 kg (50 lb.)
mm (in.) Easy Open Cans
2.5 (3/32) ED030916
3.2 (1/8) ED030917
4.0 (5/32) ED030918
Manufactured in metric diameters,
U.S. Customary sizes are approximate.
DEPOSIT COMPOSITION
%C %Mn %Si %S %P %Cr %Mo %Ni %V
Requirements Not 1.60 .75 Not Not .20 .30 .30 .08
AWS E7016 H4 Specified max. max. Specified Specified max. max. max. max.
- As Required per AWS A5.1-91
TYPICAL OPERATING PROCEDURES
Polarity
DC+ 55 - 80 75 - 120 120 - 160
AC 60 - 80 80 - 120 120 - 160
25 - 32
Current (Amps)
2.5mm 3.2mm 4.0mm
(3/32") (1/8") (5/32")
40 - 90
DIFFUSIBLE
HYDROGEN
As Required per AWS A5.1-91
(mL/100g
weld deposit)
Requirements
AWS E7016 H4 4
Typical Results 2 - 4
Typical Results .05-.08 1.0-1.5 .40-.60 .010-.020 .008-.015 .02-.05 .01-.03 .01-.05 .01-.03
10
Pipeliner
www.lincolnelectric.com
Page 11

PIPELINER 18P AWS: E8018-G H4 Low Hydrogen Stick (SMAW) Electrode
5G
➔
1G
2G
3G
➔
4
G
2
F
A real workhorse for vertical up
welding jobs up to X80 pipe!
Lincoln 18P offers low temperature
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
WELDING POSITIONS
impact properties down to -50°F
-46°C).
(
ADVANTAGE LINCOLN
• Low temperature impact properties
down to -50°F (-46˚C).
• Square burnoff makes welding
easier, especially in critical pipe
welding applications.
TYPICAL APPLICATIONS
• Primarily designed for vertical up fill
and cap pass welding of high
strength pipe up to and including
API 5L-X80.
CONFORMANCE
AWS A5.5: E8018-G H4
ASME SFA-5.5: E8018-G H4
• Manufactured under a quality
system certified to ISO 9001
requirements.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
psi (MPa) psi (MPa) (%) @ -20ºF (-29ºC) @-50°F (-46°C)
Required 67,000 (460) 80,000 (550) 19 Not Not
AWS E8018-G H4R min. min. min. Required Required .
Typical Results
As-welded 88,000 - 94,000 99,000 - 105,000
(607 - 648) (683 - 724) (100 - 112) (77 - 80) .
- As Required per AWS A5.5-96
28
Charpy V-Notch
74 - 83 57 - 59 .
NOTE: Pipeliner electrodes are manufactured
under lot control. A
Certificate of Test showing actual deposit chemistry and mechanical
properties per AWS A5.5
(DC+ only) is available on
request from the factory
for every lot of electrode.
(Fax 216-383-8386).
DIAMETERS / PACKAGING
TYPICAL OPERATING
PROCEDURES
Diameter 22.7 kg (50 lb.)
mm (in.) Easy Open Cans
3.2 (1/8) ED030919
4.0 (5/32) ED030920
Manufactured in metric diameters,
U.S. Customary sizes are approximate.
DEPOSIT COMPOSITION
%C %Mn
Requirements Not 1.00 .80 Not Not .30 .20 .50 .10 .20
AWS E8018-G H4 Specified min. min. Specified Specified min. min. min. min. min.
Typical Results .04-.08 1.30-1.60 .30-.60 .005-.020 .005-.020 .03-.07 .30-.45 .70-.95 .005-.015 .03-.08
(1)
Weld deposit must meet the minimum requirement of at least one of the elements listed.
- As Required per AWS A5.5-96
Polarity
DC+ 90 - 140 130 - 170
AC 100 - 140 140 - 180
NOTE: Preferred polarity is listed first.
(1)
%Si
(1)
Current (Amps)
3.2mm 4.0mm
(1/8”) (5/32”)
%S %P %Cr
DIFFUSIBLE HYDROGEN
- As Required per AWS A5.5-96
(mL/100g
weld deposit)
Requirements
AWS E7016 H4 4
Test Results 1 - 3
(1)
%Mo
(1)
%Ni
(1)
%V
(1)
%Cu
(1)
Pipeliner
11
www.lincolnelectric.com
Page 12

PIPELINER 70S-G AWS: ER70S-G All Position MIG (GMAW) Wire Electrode
1G
2F
2G
3G
➔
5
G
➔
4G
Pipeliner 70S-G MIG wire electrode
is especially intended and packaged for the needs of semiautomatic and automatic root pass pipe
elding. Delivering low hydrogen
w
deposits, 70S-G exhibits an extremely
fluid puddle for outstanding wash-in
at the weld toes and uniform bead
shape. Well-suited for use on
API 5L-X56 through X70 pipe.
ADVANTAGE LINCOLN
• Clean weld deposit.
• Uniform bead shape.
•Fluid puddle provides good wash-in
at the weld toes.
• Manufactured to actual lot control
and testing. Actual certificates of
conformance are available upon
request.
• Foil bag packaging guards against
moisture.
• Manufactured under a quality system certified to ISO 9001 requirements.
TYPICAL APPLICATIONS
• Primarily intended for all-position
root pass welding on pipe steels
such as API 5L, 5L-X56 through
5L-X70
• Capable of consistent x-ray quality
welds.
• Typical applications include highyield pipe steels.
WELDING POSITIONS
CONFORMANCE
AWS A5.18-2001: ER70S-G
ASME SFA-5.18: ER70S-G
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
Required 58,000 (400) 70,000 (480) 22 Not
AWS ER70S-G min. min. min. Required
As welded with CO
Typical Results
As welded with CO
2
2
DIAMETERS / PACKAGING
- As Required per AWS A5.18:2001
psi (MPa) psi (MPa) (%) @ 0ºF (-18ºC)
63,700 76,200 30 70 (95)
(439) (525)
TYPICAL OPERATING
PROCEDURES
Diameter 10 Lb. (4.5 kg) 30 Lb. (13.6 kg)
in. (mm) Plastic Spool Plastic Spool
in Foil Bag in Foil Bag
.045 (1.1) ED030904 ED030905
ELECTRODE COMPOSITION
%C %Mn %Si %S %P %Cu
Requirements
AWS A5.18
Typical Results .06-.15 .90-1.40 .45-.75 .035 max. .025 max. .50 max.
Typical Range
-As Required per AWS A5.18:2001
Not Specified
Parameters .045 in. (1.1 mm)
Polarity DC+
CTWD
Wire Weight – lbs/in (g/m) NA
Wire Feed Speed – in/min (m/min) 125-500 (3.2-12.7)
Arc Voltage (volts) 19-30
Approx. Current (amps) 145-340
Melt-off Rate – lbs/hr (kg/hr) 3.4-13.2 (1.5-6.0)
Deposition Rate – lbs/hr (kg/hr) NA
(1)
CTWD (Contact Tip to Work Distance). Subtract 1/4" to
calculate Electrical Stickout.
Charpy V-Notch
(1)
– in (mm) 1/2-3/4 (12-19)
NOTE: Pipeliner electrodes
are manufactured under
lot control. A Certificate
of Test showing actual
deposit chemistry and
mechanical properties
per AWS A5.18 is available
on request from the
factory for every lot of
electrode.
(Fax 216-383-8386).
Diameter
Pipeliner
12
www.lincolnelectric.com
Page 13
PIPELINER NR-207+ AWS: E71T8-K6 Self-Shielded Flux-Cored (FCAW-S) Wire Electrode
1G
2F
4G
2G
5G
➔
3G
➔
Optimum performance on vertical
down hot, fill and cap passes on
tandard cross-country pipelines
s
and arctic grade pipe. Excellent
crack resistance, CTOD, and Charpy
V-Notch properties. Recommended for
characteristics and superior
feedability.
Manufactured to actual lot control.
•
Actual certificates of conformance
are available upon request.
WELDING POSITIONS
API Pipe Grades X42 through X70.
TYPICAL APPLICATIONS
ADVANTAGE LINCOLN
• Produces quality welds in moderate
wind conditions with no tenting.
• Our quality driven manufacturing
system – certified to ISO 9001 –
and our exceptionally high grade raw
materials mean every coil of
Innershield delivers great arc
MECHANICAL PROPERTIES
Yield Strength Tensile Strength
psi (MPa) psi (MPa) (%) @ -20°F (-29°C) @-40°F (-40°C) Rockwell B
Requirements 58,000 (400) 70,000 - 90,000 20 20 (27) Not . Not
AWS E71T-K6 min. (483 - 620) min. min. Required Required
Typical Results 58,000 - 64,000 75,000 - 80,000 20 - 33 103 - 116 109
(400 - 441) (517 - 551) (176 - 230) (147) ..
(1)
The strength and elongation properties reported were obtained from a .505” tensile specimen artificially aged at 220°F
(104°C) for 48 hours, as permitted by AWS A5.29-98. A naturally aged tensile specimen may take months to achieve the
specified properties. The time required for the natural aging of weld deposits is dependent upon ambient conditions, weldment geometry, the metallurgical structure of the weld deposit and other factors.
• Standard cross country pipelines.
• Arctic grade pipe.
• Use these wires instead of stick for
improved productivity on pipeline
projects.
- As Required per AWS A5.29-98
(1)
Elongation
(1)
Charpy V-Notch
ft•lbf (Joules) Hardness
CONFORMANCE
AWS A5.29-98: E71T8-K6
ASME SFA-5.29: E71T8-K6
.
84 - 90
NOTE: Pipeliner electrodes are manufactured
under lot control. A
Certificate of Test showing actual deposit chemistry and mechanical
properties per AWS
A5.29 is available on
request from the factory
for every lot of electrode.
(Fax 216-383-8386).
DIAMETERS / PACKAGING
Diameter 14 Lb. (6.3 kg) Coil
in. (mm) [ 56 Lb. (25.4 kg)
Master Sealed Pail ]
5/64 (2.0) ED030924
DEPOSIT COMPOSITION
%C %Mn %P %S %Si %Al %Ni %Cr %Mo %V
Requirements
AWS E71T8-K6
Typical Results .06 1.21 .007 <.003 .25 .96 .82 .03 .02 <.01
.15 .50- .03 .03 .80 1.80 .40- .20 .15 .05
max. 1.50 max. max. max. max. 1.00 max. max. max.
TYPICAL OPERATING
PROCEDURES
Parameters 5/64 in. (2.0 mm)
Polarity DC-
(1)
CTWD
– in (mm) 3/4 (19)
Wire Weight – lbs/in (g/m) 1.04/1000 (18.57)
Wire Feed Speed – in/min (m/min) 70-130 (1.7-3.3)
Arc Voltage (volts) 18-21
Approx. Current (amps) 210-305
Melt-off Rate – lbs/hr (kg/hr) 4.3-8.1 (2.0-3.7)
Deposition Rate – lbs/hr (kg/hr) 3.6-6.7 (1.6-3.0)
- As Required per AWS A5.29-98
13
Diameter
(1)
CTWD (Contact Tip to Work
Distance). Subtract 1/4" to
calculate Electrical Stickout.
www.lincolnelectric.com
Pipeliner
Page 14

PIPELINER NR-207XP AWS: E71T8-K6 Self-Shielded Flux-Cored (FCAW-S) Wire Electrode
1
G
2F
4G
2G
5G
➔
3G
➔
04020 60 80 100 120 140 160 180 200 220 240
0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
CVN (ft-lbs)
% of Total Samples
Figure 1 – CVN Distribution
E6010 Root Pass on Simulated Pipe Joint
@ -4˚F (-20˚C)
For consistently high impact values,
choose 207XP. Optimum perfor-
mance on vertical down, hot, fill and
cap passes on standard cross-country
ipelines and arctic grade pipe.
p
Recommended for API Pipe Grades
X42 through X70.
ADVANTAGE LINCOLN
• Consistently high CVN properties,
• Our quality driven manufacturing
system – certified to ISO 9001 –
and our exceptionally high grade
raw materials mean every coil of
nnershield delivers great arc
I
characteristics and superior
feedability.
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
WELDING POSITIONS
even down to -40˚F (-40˚C).
• Virtually eliminates CVN values
below 42 ft•lbf (56 joules).
• Self-shielded, flux-cored. No need
for external gas or flux.
• Produces quality welds in moderate
wind conditions with no tenting.
TYPICAL APPLICATIONS
• Suggested for use on applications
demanding consistently high toughness.
• Standard cross country pipelines.
CONFORMANCE
AWS A5.29-98: E71T8-K6
ASME SFA-5.29: E71T8-K6
• Arctic grade pipe.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength
psi (MPa) psi (MPa) (%) @ -20°F (-29°C) @-40°F (-40°C) Rockwell B
Requirements 58,000 (400) 70,000 - 90,000 20 20 (27) Not . Not
AWS E71T8-K6 min. (483 - 620) min. min. Required . Required
Typical Results 63,000 79,000 30 173 - 251 147 . NA
(434) (545) (234 - 340) (199) ..
(1)
The strength and elongation properties reported were obtained from a .505" tensile specimen artificially aged at 220°F
(104°C) for 48 hours, as permitted by AWS A5.29-98. A naturally aged tensile specimen may take months to achieve the
specified properties. The time required for the natural aging of weld deposits is dependent upon ambient conditions, weldment geometry, the metallurgical structure of the weld deposit and other factors.
(2)
Standard testing completed to AWS test plate specifications.
Figure 1 below shows results on a simulated pipe joint.
- As Required per AWS A5.29-98 (Standard AWS Test Plate)
(1)
Elongation
(1)
Charpy V-Notch
ft•lbf (Joules)
(2)
Hardness
NOTE: Pipeliner electrodes are manufactured
under lot control. A
Certificate of Test showing
actual deposit chemistry
and mechanical properties
per AWS A5.29 is available on request from the
factory for every lot of
electrode.
(Fax 216-383-8386).
DIAMETERS / PACKAGING
Diameter 14 Lb. (6.3 kg) Coil
in. (mm) [ 56 Lb. (25.4 kg)
Master Sealed Pail ]
5/64 (2.0) ED030925
Typical Operating Procedures – See page 15.
DEPOSIT COMPOSITION
%C %Mn %P %S %Si %Al %Ni %Cr %Mo %V
Requirements
AWS E71T8-K6
Typical Results .055 .98 .009 <.003 .07 .80 .61 .04 .03 <.003
.15 .50- .03 .03 .80 1.80 .40- .20 .15 .05
max. 1.50 max. max. max. max. 1.00 max. max. max.
- As Required per AWS A5.29
14
42 ft•lbf (56 joules)
NR-207XP virtually eliminates CVN values below 42 ft•lbf (56 joules).
Pipeliner
www.lincolnelectric.com
Page 15

1G
2F
2G
3G
➔
4G
5
G
➔
PIPELINER G70M AWS E71T-1MJH8 & E71T-9MJH8 Gas-Shielded Flux-Cored (FCAW-G) Wire Electrode
Pipeliner G70M is designed to
deliver outstanding weld properties
for semi-automatic applications.
• Manufactured under a quality
system certified to ISO 9001
requirements.
Robust impacts mean consistently
igh CVN values.
h
ADVANTAGE LINCOLN
• Manufactured to actual lot control.
ctual certificates of conformance
A
are available upon request.
• Impacts are typically in the 60 ft•lbf
@ -20°F (-29°C), as-welded.
• Smooth, spray type arc transfer and
low spatter level.
• Slag system provides for puddle
TYPICAL APPLICATIONS
• All position single and multiple pass
wire designed to join pipe up to
X70.
support, good wetting and bead
shape in all positions.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
Required 58,000 (400) 70,000 (480) 22 20 (27)
AWS E71T-1MJH8 min. min. min. min.
& E71T-9MJH8
Typical Results
75% Ar / 25% CO
2
- As Required per AWS A5.20-95
psi (MPa) psi (MPa) (%) @ -40ºF (-40ºC)
80,000 89,000 26 78 (106)
(550) (612)
WELDING POSITIONS
SHIELDING GAS
75-80% Ar / Balance CO
Flow Rate 40-50 CFH (19-24 l/min.)
2
CONFORMANCE
AWS A5.20-95: E71T-1MJH8
E71T-9MJH8
ASME SFA-5.20: E71T-1MJH8
E71T-9MJH8
NOTE: Pipeliner electrodes are manufactured
Charpy V-Notch
under lot control. A
Certificate of Test showing actual deposit chemistry and mechanical
properties per AWS
A5.20 is available on
request from the factory
for every lot of electrode.
(Fax 216-383-8386).
DIAMETERS / PACKAGING
Diameter 10 Lb. (4.5 kg) 25 Lb. (11 kg)
in. (mm) Plastic Spool Plastic Spool
Foil Bag Foil Bag
.045 (1.1) ED030926 ED030927
DEPOSIT COMPOSITION
%C %Mn %P %S %Si %Ni
Requirements
AWS E71T-1MJH8 .18 1.75 .03 .03 .90 .50
AWS E71T-9MJH8 max. max. max. max. max. max.
Typical Results
75% Ar / 25% CO2.05 1.60 .013 .011 .45 .36
-As Required per AWS A5.20-95
15
TYPICAL OPERATING
PROCEDURES
Parameters .045 in. (1.1mm)
Polarity DC+
(1)
CTWD
– in. (mm) 3/4 (19)
Wire Weight – lbs/in. (g/m) .361/1000 (6.45)
Wire Feed Speed – in/min (m/min) 175-525 (4.4-13.3)
Arc Voltage (volts) 23-30
Approx. Current (amps) 130-275
Melt-off Rate – lbs/hr (kg/hr) 3.9-11.9 (1.8-5.4)
Deposition Rate – lbs/hr (kg/hr) 3.2-9.8 (1.4-4.4)
DIFFUSIBLE HYDROGEN
- As Required per AWS A5.20-95
(mL/100g
weld deposit)
Requirements
E71T-1MJH8 8
& E71T-9MJH8
Typical Results 4 - 8
75-80% Ar/CO
2
Diameter
(1)
CTWD (Contact
Tip to Work
Distance).
Subtract 1/4" to
calculate Electrical
Stickout.
www.lincolnelectric.com
Pipeliner
Page 16

1G
2
F
2G
3G
➔
4G
5
G
➔
PIPELINER AUTOWELD G70M AWS E71T-1MJH8 & E71T-9MJH8 Gas-Shielded Flux-Cored (FCAW-G) Wire Electrode
ipeliner Autoweld G70M is
P
specifically designed for use with
the Autoweld pipe welding system
to deliver outstanding weld
properties.
Smooth, spray type arc transfer and
•
low spatter level.
• Slag system provides for puddle
upport, good wetting and bead
s
shape in all positions.
• Manufactured under a quality
ystem certified to ISO 9001
ADVANTAGE LINCOLN
s
requirements.
• Specifically designed for use with
Autoweld™ pipe welding system on
pipe up to X70.
• Tightly controlled cast and helix
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
assure proper wire placement every
time.
• Excellent mechanical properties —
impacts are normally in the 60 ft•lbf
TYPICAL APPLICATIONS
• All position wire designed to weld
pipe up to X70.
@ -20°F (-29°C), as welded.
MECHANICAL PROPERTIES
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
Required 58,000 (400) 70,000 (480) 22 20 (27)
AWS E71T-1MJH8 min. min. min. min.
& E71T-9MJH8
Typical Results
75% Ar / 25% CO
2
- As Required per AWS A5.20-95
psi (MPa) psi (MPa) (%) @ -40ºF (-40ºC)
82,700 93,200 26 63 (85)
(570) (642)
WELDING POSITIONS
SHIELDING GAS
75-80% Ar / Balance CO
Flow Rate 40-50 CFH (19-24 l/min.)
Charpy V-Notch
NOTE: Pipeliner electrodes
are manufactured under
lot control. A Certificate
of Test showing actual
deposit chemistry and
mechanical properties
per AWS A5.20 is available
on request from the
factory for every lot
of electrode.
(Fax 216-383-8386).
2
DIAMETERS / PACKAGING
Diameter 10 Lb. (4.5 kg)
in. (mm) Plastic Spool
Foil Bag
.052 (1.3) ED030928
DEPOSIT COMPOSITION
%C %Mn %P %S %Si %Ni
Requirements
AWS E71T-1MJH8 .18 1.75 .03 .03 .90 .50
AWS E71T-9MJH8 max. max. max. max. max. max.
Typical Results
75% Ar / 25% CO2.05 1.62 .01 <.01 .46 .39
-As Required per AWS A5.20-95
TYPICAL OPERATING
PROCEDURES
Parameters .052 in. (1.3 mm)
Polarity DC+
(1)
CTWD
– in. (mm) 3/4 (19)
Wire Weight – lbs/in. (g/m) .482/1000 (8.61)
Wire Feed Speed – in/min (m/min) 150-450 (3.8-11.4)
Arc Voltage (volts) 22-31
Approx. Current (amps) 155-315
Melt-off Rate – lbs/hr (kg/hr) 4.4-13.3 (2.0-6.0)
Deposition Rate – lbs/hr (kg/hr) 3.6-10.9 (1.6-4.9)
DIFFUSIBLE HYDROGEN
- As Required per AWS
Requirements
E71T-1MJH8 8
& E71T-9MJH8
Typical Results 4 - 8
75-80% Ar/CO
2
A5.20-95
(mL/100g
weld deposit)
Diameter
(1)
CTWD (Contact
Tip to Work
Distance).
Subtract 1/4" to
calculate Electrical
Stickout.
Pipeliner
16
www.lincolnelectric.com
Page 17

TEST RESULTS
Test results for mechanical properties, deposit or electrode composition and diffusible hydrogen levels were obtained from
a weld produced and tested according to prescribed standards, and should not be assumed to be the expected results in
a particular application or weldment. Actual results will vary depending on many factors, including, but not limited to, weld
procedure, plate chemistry and temperature, weldment design and fabrication methods. Users are cautioned to confirm by
qualification testing, or other appropriate means, the suitability of any welding consumable and procedure before use in the
intended application.
CUSTOMER ASSISTANCE POLICY
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables,
and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to
our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant
or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any
warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting
any such information or advice once it has been given, nor does the provision of information or advice create, expand or
alter any warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely
within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln
Electric affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to
www.lincolnelectric.com for any updated information.
17
Pipeliner
www.lincolnelectric.com
Page 18

LINCOLN INTERNATIONAL HEADQUARTERS
Lincoln at a Glance
INCOLN ELECTRIC MANUFACTURING
L
REGIONAL HEADQUARTERS
CLEVELAND, OHIO, U.S.A.
MIAMI, FLORIDA, U.S.A.
ARCELONA, SPAIN
B
SINGAPORE
ASIA PACIFIC
Singapore
Phone: 65 276 0878
Australia
Phone: 61 2 9772 7222
WORLD HEADQUARTERS
Cleveland, Ohio U.S.A.
Phone: (216) 481-8100
EUROPE
Barcelona, Spain
Phone: 34 93 492 20 00
NORTH AMERICA
Cleveland, Ohio U.S.A.
Phone: (216) 481-8100
LATIN AMERICA
Miami, Florida U.S.A.
Phone: (305) 888-3203
RUSSIA, AFRICA & MIDDLE EAST
Cleveland, Ohio U.S.A.
Phone: (216) 481-8100
Pipeliner Consumables
C1.100 6/03
 Loading...
Loading...