

IDEALARC DC-600
World’s Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors
SERVICE MANUAL
Sales and Service through Subsidiaries and Distributors Worldwide
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel (216) 481-8100
For use with machines having Code Numbers:
9773MSP
9774
9776M
9778M
9779M
9780M
9793MSP
9910M
SVM108-A
August, 1998
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful
operation on your part. DO NOT
INSTALL, OPERATE OR REPAIR
THIS EQUIPMENT WITHOUT
READING THIS MANUAL AND
THE SAFETY PRECAUTIONS
CONTAINED THROUGHOUT.
And, most importantly, think before
you act and be careful.
1
2
3
4
5
6
7
8
9
10
®
SAFETY
i
WARNING
WELDING can be hazardous.
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN
AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,
Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
ELECTRIC SHOCK
can kill.
1.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder or cutter
is on. Do not touch these “hot” parts with your
bare skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
1.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding or
cutting must be performed under electrically
hazardous conditions (in damp locations or while
wearing wet clothing; on metal structures such as
floors, gratings or scaffolds; when in cramped positions
such as sitting, kneeling or lying, if there is a high risk
of unavoidable or accidental contact with the workpiece
or ground) use the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
1.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
1.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
1.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
2.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
2.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
ting with electrodes which require special ventilation such as
stainless or hard facing (see instructions on container or
MSDS) or on lead or cadmium plated steel and other metals
or coatings which produce highly toxic fumes, keep exposure
as low as possible and below Threshold Limit Values (TLV)
using local exhaust or mechanical ventilation. In confined
spaces or in some circumstances, outdoors, a respirator may
be required. Additional precautions are also required when
welding on galvanized steel.
ARC RAYS can burn.
2.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or cutting or
observing open arc welding or cutting.
Headshield and filter lens should conform to
ANSI Z87. I standards.
FUMES AND GASES
can be dangerous.
3.a.Welding or cutting may produce fumes and
gases hazardous to health. Avoid breathing
these fumes and gases.When welding,
or cutting keep your head out of the fume.
Use enough
arc to keep
breathing zone. When welding or cut-
ventilation and/or exhaust at the
fumes and gases away from the
1.f.
Maintain the electrode holder, work clamp, welding or cutting
cable and
condition. Replace
1.g. Never dip the electrode in water for cooling.
1.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
1.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
1.j. Also see Items 4.c. and 6.
welding or cutting machine in good, safe operating
damaged insulation.
3.b.
Do not weld or cut in locations near chlorinated hydrocarbon
vapors coming from degreasing, cleaning or spraying
operations. The heat and rays of the arc can react with
solvent vapors toform phosgene, a highly toxic gas, and
other irritating products.
3.c. Shielding gases used for arc welding or cutting can displace
air and cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
3.d. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
3.e. Also see item 7b.
IDEALARC DC-600
SAFETY ii
WELDING OR CUTTING
SPARKS can cause fire or
explosion.
4.a.
Remove fire hazards from the welding or cutting area.
prevent the welding or cutting sparks from start-
ing a fire. Remember that welding or cutting sparks and hot
materials from welding or cutting can easily go through small
cracks and openings to adjacent areas. Avoid welding or cutting near hydraulic lines. Have a fire extinguisher readily
available.
4.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
4.c. When not welding or cutting, make certain no part of the
electrode circuit is touching the work or ground. Accidental
contact can cause overheating and create a fire hazard.
4.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
4.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
If this is not possible, cover them to
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
5.a. Use only compressed gas cylinders containing the correct shielding gas for the process
used and properly operating regulators
designed for the gas and pressure used. All
hoses, fittings, etc. should be suitable for the
application and maintained in good condition.
5.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
5.c. Cylinders should be located:
•Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
5.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
5.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
5.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
5.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
4.f.
Sparks and spatter are thrown from the welding and cutting
arc. Wear oil
heavy shirt, cuffless trousers, high shoes and a cap over
your hair. Wear ear plugs when welding or cutting out of position or in confined places. Always wear safety glasses with
side shields when in a welding or cutting area.
4.g. Connect the work cable to the work as close to the welding
or cutting area as practical. Work cables connected to the
building framework or other locations away from the welding
area increase the possibility of the welding or cutting current
passing through lifting chains, crane cables or other alternate
circuits. This can create fire hazards or overheat lifting
chains or cables until they fail.
4.h. Also see item 7c.
free protective garments such as leather gloves,
FOR ELECTRICALLY
powered equipment.
6.a.Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
6.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
6.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
IDEALARC DC-600
SAFETY iii
FOR ENGINE
powered equipment.
7.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
7.b. Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
7.c.Do not add the fuel near an open flame
welding or cutting arc or when the engine is
running. Stop the engine and allow it to cool
before refueling to prevent spilled fuel from
vaporizing on contact with hot engine parts
and igniting. Do not spill fuel when filling
tank. If fuel is spilled, wipe it up and do not
start engine until fumes have been
eliminated.
____________________________________________________
7.d.Keep all equipment safety guards, covers
and devices in position and in good repair.
Keep hands, hair, clothing and tools away
from V-belts, gears, fans and all other
moving parts when starting, operating or
repairing equipment.
ELECTRIC AND MAGNETIC
FIELDS
may be dangerous
8.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding or
cutting current creates EMF fields around welding or
cutting cables and welding machines
8.b. EMF fields may interfere with some pacemakers, and
welders or cutters having a pacemaker should consult their
physician before welding or cutting.
8.c. Exposure to EMF fields in welding or cutting may have other
health effects which are now not known.
8d. All welders or cutters should use the following procedures in
order to minimize exposure to EMF fields from the welding
or cutting circuit:
8.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
8.d.2. Never coil the electrode lead around your body.
8.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
8.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
8.d.5. Do not work next to welding or cutting power source.
____________________________________________________
7.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
7.f. Do not put your hands near the engine fan. Do not
attempt to override the governor or idler by pushing on
the throttle control rods while the engine is running.
7.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
___________________________________________________
7.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
IDEALARC DC-600
SAFETY iv
PRÉCAUTIONS DE SÛRETÉ
Pour
votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSAStandard
W 117.2-1974.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
IDEALARC DC-600
MASTER TABLE OF CONTENTS FOR ALL SECTIONS
Page
Safety .........................................................................................................................i-iv
Installation ..........................................................................................................Section A
Technical Specifications .......................................................................................... A-2
Safety Precautions .................................................................................................. A-3
Select Proper Location .............................................................................................A-3
Electrical Input Connections ................................................................................... A-4
Reconnect Procedure ............................................................................................. A-5
Output Connections ....................................................................................... A-8 - A-9
Operation ............................................................................................................Section B
Safety Precautions ................................................................................................. B-2
General Description ................................................................................................ B-3
Recommended Processes and Equipment..............................................................B-3
Operational Features and Controls .........................................................................B-3
Design Features and Advantages ...........................................................................B-3
Welding Capability .................................................................................................. B-4
Controls and Settings ..............................................................................................B-5
Operating Steps ...................................................................................................... B-6
Welding Procedure Recommendations .................................................................. B-6
v
Accessories........................................................................................................Section C
Accessories.....................................................................................................C-2 - C-8
Maintenance........................................................................................................Section D
Safety Precautions ...................................................................................................D-2
Routine and Periodic Maintenance ..........................................................................D-3
3-D Exploded View...................................................................................................D-4
Theory of Operation...........................................................................................Section E
Power Supply Operation ..................................................................................E-2 - E-4
SCR Operation .........................................................................................................E-5
Troubleshooting and Repair..............................................................................Section F
How To Use Troubleshooting Guide .........................................................................F-2
PC Board Troubleshooting Procedures....................................................................F-3
Troubleshooting Guide..................................................................................F-4 – F-52
Electrical Diagrams............................................................................................Section G
Parts Manual..............................................................................................................P-282
IDEALARC DC-600

TABLE OF CONTENTS
- INSTALLATION SECTION -
INSTALLATION ......................................................... Section A
Technical Specifications ................................................ A-2
Safety Precautions ........................................................ A-3
Select Proper Location....................................................A-3
Stacking ....................................................................A-3
Tilting.........................................................................A-3
Electrical Input Connections ......................................... A-4
Fuses and Wire Sizes ...............................................A-4
Ground Connection ................................................. A-4
Input Power Supply Connections..............................A-4
Reconnect Procedure ................................................... A-5
Output Connections ...................................................... A-8
Electrode and Work Leads........................................A-8
Connection for Wire Feeder Control .........................A-9
Connection for Stick Welding and Air Carbon Arc ....A-9
SECTION A-1
IDEALARC DC-600
A-2
INSTALLATION
TECHNICAL SPECIFICATIONS - IDEALARC DC-600
INPUT - THREE PHASE ONLY
Standard Voltage
208/230/416/460/575/3/60 125/113/63/57/45
Input Current at Rated Output
RATED OUTPUT
Duty Cycle
AMPS
V
olts at Rated Amps
100%
60%
50%
Mode
Constant Current
Constant Voltage
Input Voltage /
Frequency
208/60
230/60
416/60
460/60
575/60
600
680
750
OUTPUT
Current
Range
90 to 850 Amps
70 to 850 Amps
Maximum Open
Circuit Voltage
72 VDC
55 VDC
115 VAC, 8 Amps
RECOMMENDED INPUT WIRE AND FUSE SIZES
Fuse
(Super Lag)
or Breaker Size
175
175
100
90
80
Input Ampere
Rating on
Nameplate
125
113
63
57
45
Type 75
Copper Wire in
Conduit AWG
(IEC) Sizes
2 (35mm
2 (35mm2)
6 (16mm2)
6 (16mm2)
6 (16mm2)
o
C
2
)
44
44
44
Auxiliary Power
Type 75
Copper Ground
Wire in Conduit
AWG (IEC) Sizes
6 (16 mm2)
6 (16 mm2)
8 (10 mm2)
8 (10 mm2)
8 (10 mm2)
o
C
Height
30.75 in.
(781 mm.)
IDEALARC DC-600
PHYSICAL DIMENSIONS
Width
22.25 in.
(567 mm.)
Depth
39.0 in.
(988 mm.)
Weight
522 lbs.
(237 kg.)
INSTALLATION
A-3
Read entire Installation Section before installing
the IDEALARC DC-600.
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK CAN KILL.
• Only qualified personnel should install
this machine.
• Turn the input power OFF at the
disconnect switch or fuse box before
working on the equipment.
• Do not touch electrically hot parts.
• Always connect the IDEALARC
DC-600 grounding terminal to a good electrical earth ground.
• Set the IDEALARC DC-600 Power ON/OFF PUSH BUTTON to
OFF position when connecting power cord to input power.
__________________
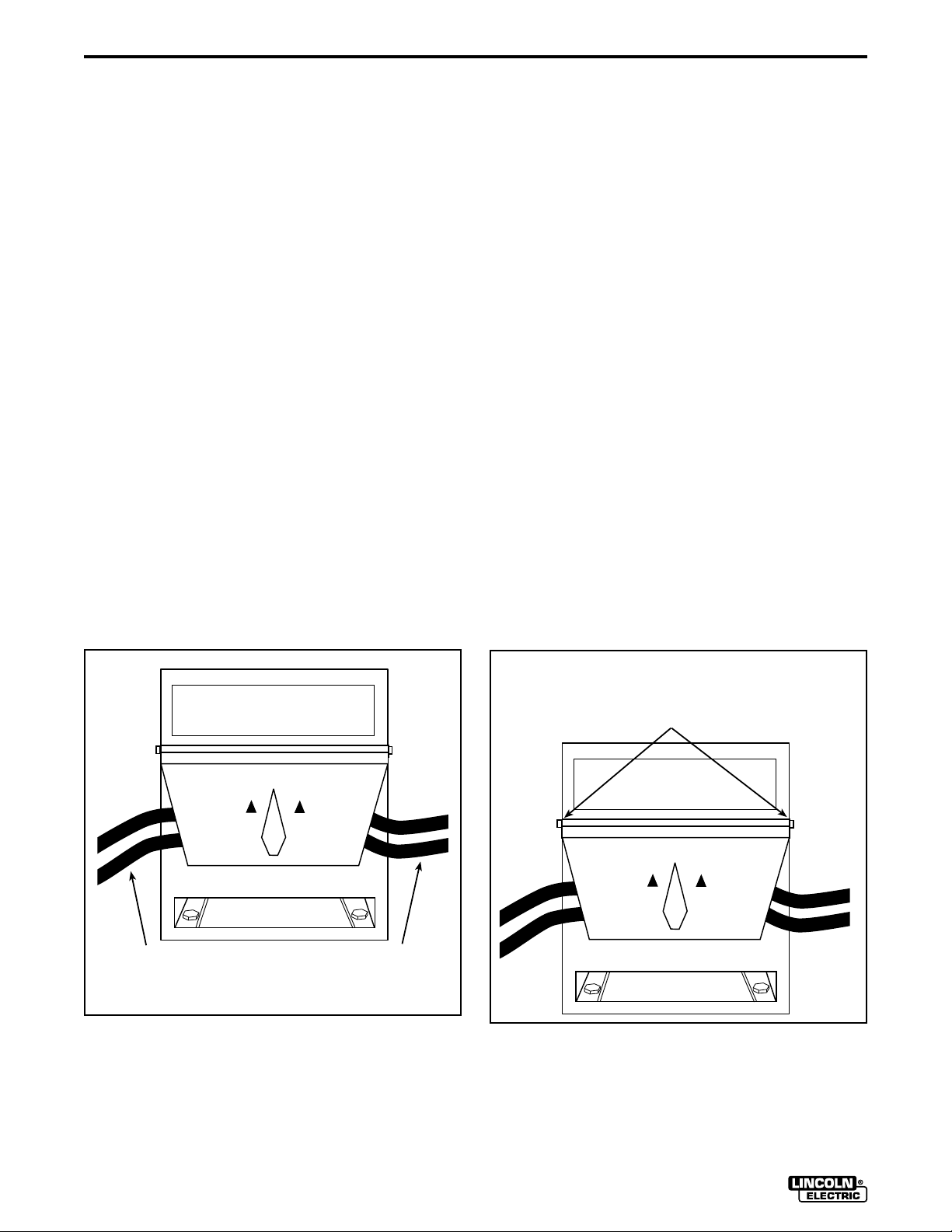
DO NOT stack the IDEALARC DC-600 on another type
of machine.
Follow these guidelines when stacking:
1. Select a firm, level surface capable of supporting the total weight of up to three
machines (1570 pounds/712 kilograms).
2. Set the bottom machine in place.
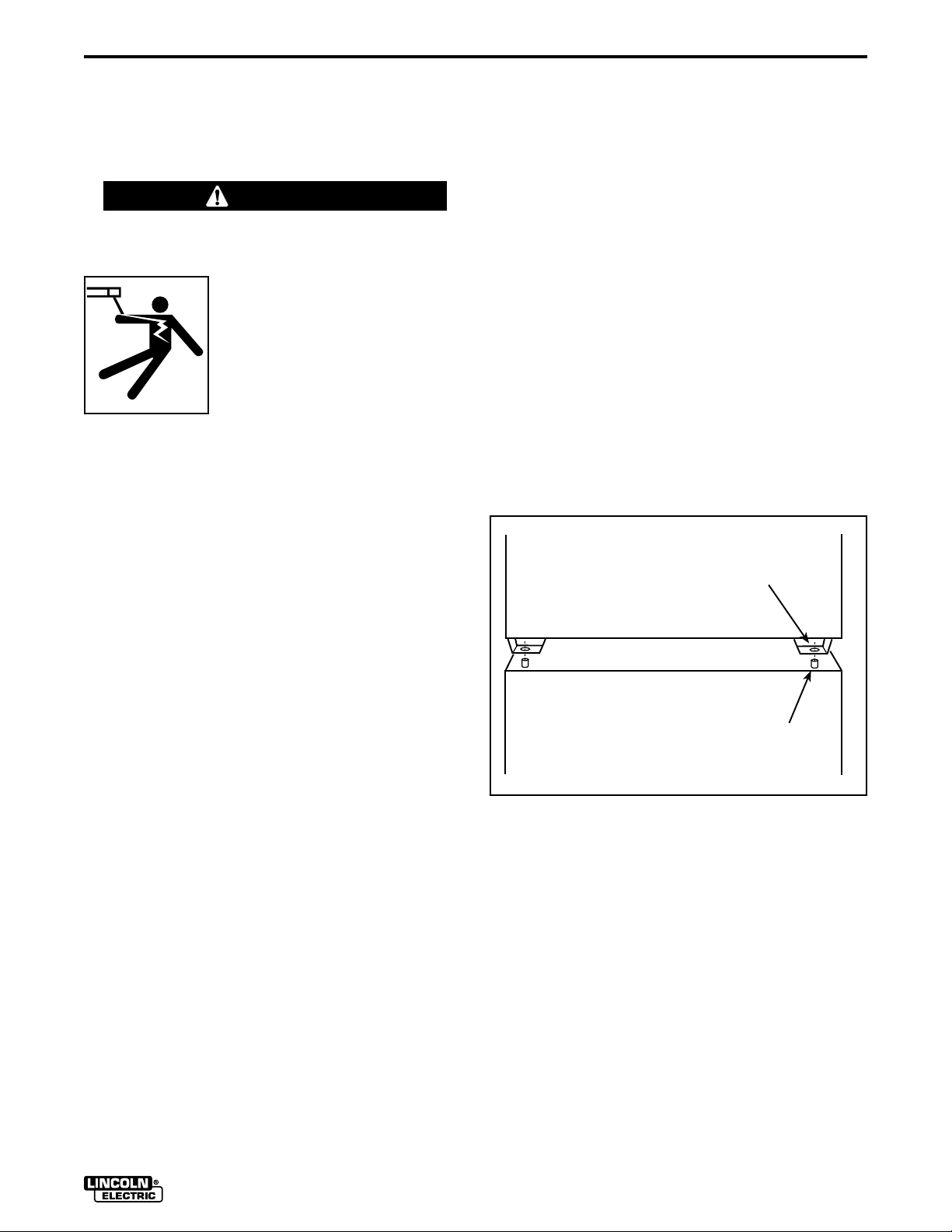
3. Stack the second machine on top of it by
aligning the two holes in the base rails of the
second machine with the two pins on top front
of the bottom machine.
4. Repeat process for third machine.
NOTE: The machines must be stacked with the Case
Front of each machine flush with each other. See
Figure A.1.
SELECT PROPER LOCATION
Place the IDEALARC DC-600 where clean air can
freely circulate in through the front intake and out
through the rear louvers. Dirt, dust, or any foreign
material that can be drawn into the machine should be
kept at a minimum. Not following these precautions
can result in the nuisance shutdown of the machine
because of excessive operating temperatures.
STACKING
Three IDEALARC DC-600 machines can be stacked.
DO NOT stack more than three machines in one
grouping.
STACKING HOLE
STACKING PINS
FIGURE A.1 - Stacking IDEALARC DC-600
machines
TILTING
The IDEALARC DC-600 must be placed on a
stable, level surface so it will not topple over.
IDEALARC DC-600
A-4
Y
INSTALLATION
ELECTRICAL INPUT CONNECTIONS
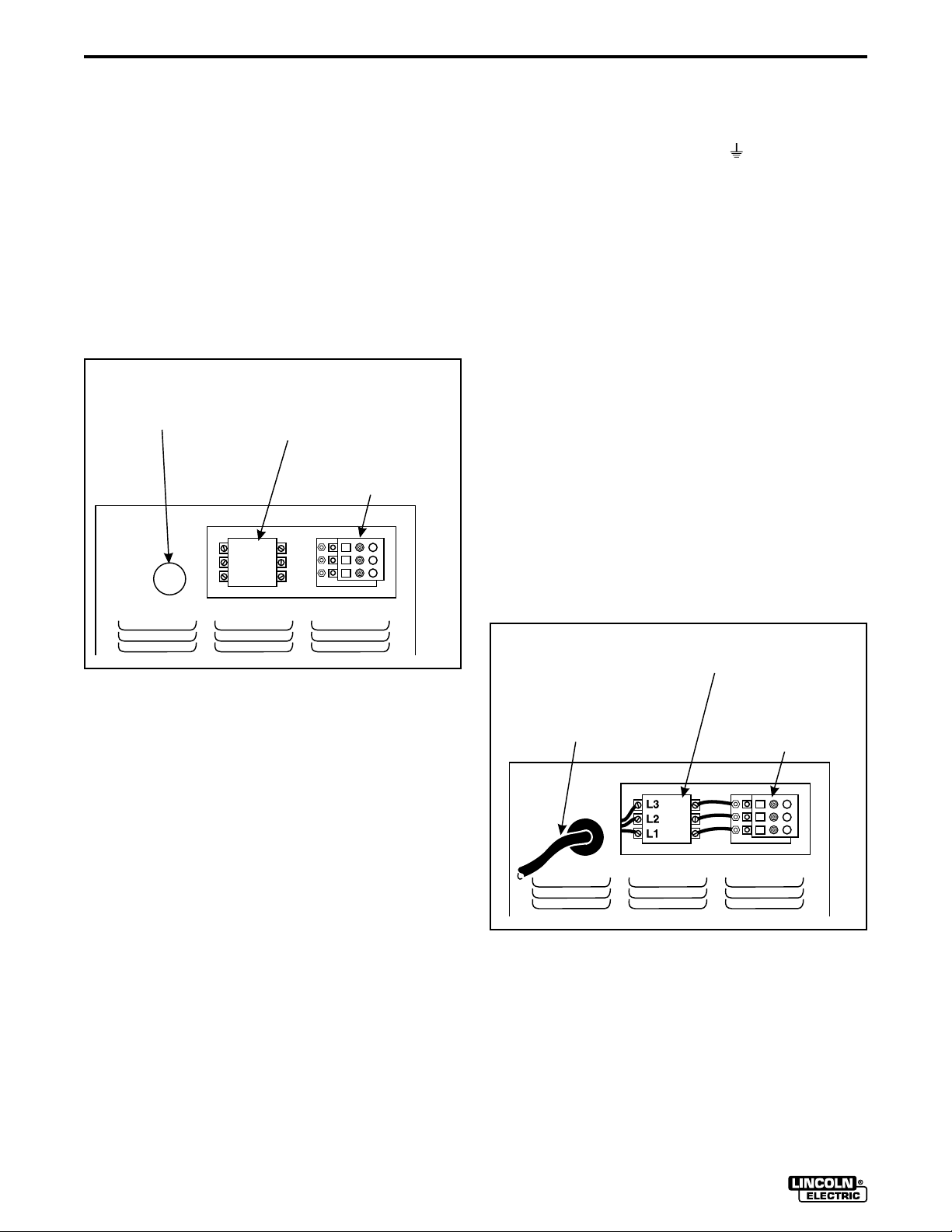
Before installing the machine, check that the input supply voltage, phase, and frequency are the same as the
machine’s voltage, phase, and frequency as specified
on the machine’s rating plate on the Case Front
Assembly Control Panel. Input power supply entry is
through the hole in the Case Back Assembly. See
Figure A.2 for the location of the machine’s input cable
entry opening, Input Contactor (CR1), and reconnect
panel assembly for dual voltage machines.
FIGURE A.2 - Rear Panel
INPUT SUPPLY
CABLE ENTRY
OPENING
CONTACTOR (CR1)
INPUT
RECONNECT
PANEL ASSEMBLY
GROUND CONNECTION
Ground the frame of the machine. A ground
terminal marked with the symbol ( ) is located inside
the Case Back of the machine near the input contactor.
Access to the Input Box Assembly is at the upper rear
of the machine. See your local and national electrical
codes for proper grounding methods.
INPUT POWER SUPPLYCONNECTIONS
A qualified electrician should connect the input power
supply leads.
1. Follow all national and local electrical codes.
2. Follow Input Supply Connection Diagram located
on the inside of the machine.
3. Use a three-phase line.
4. Remove Input Access Door at upper rear of
machine.
FUSE AND WIRE SIZES
Protect the input circuit with the super lag fuses or
delay type circuit breakers listed on the Technical
Specifications page of this manual for the machine
being used. They are also called inverse time or thermal/magnetic circuit breakers.
DO NOT use fuses or circuit breakers with a lower amp
rating than recommended. This can result in “nuisance” tripping caused by inrush current even when
machine is not being used for welding at high output
currents.
Use input and grounding wire sizes that meet local
electrical codes or see the Technical Specifications
page in this manual.
5. Connect the three-phase AC power supply leads
L1, L2, and L3 to the input contactor
terminals in the Input Box Assembly. See Figure
A.3.
INPUT
CONTACTOR (CR1)
INPUT POWER SUPPLY
CABLE WITH BUSHING
OR BOX CONNECTOR
RECONNECT
PANEL ASSEMBL
FIGURE A.3 - Input Power Supply
Connections
IDEALARC DC-600
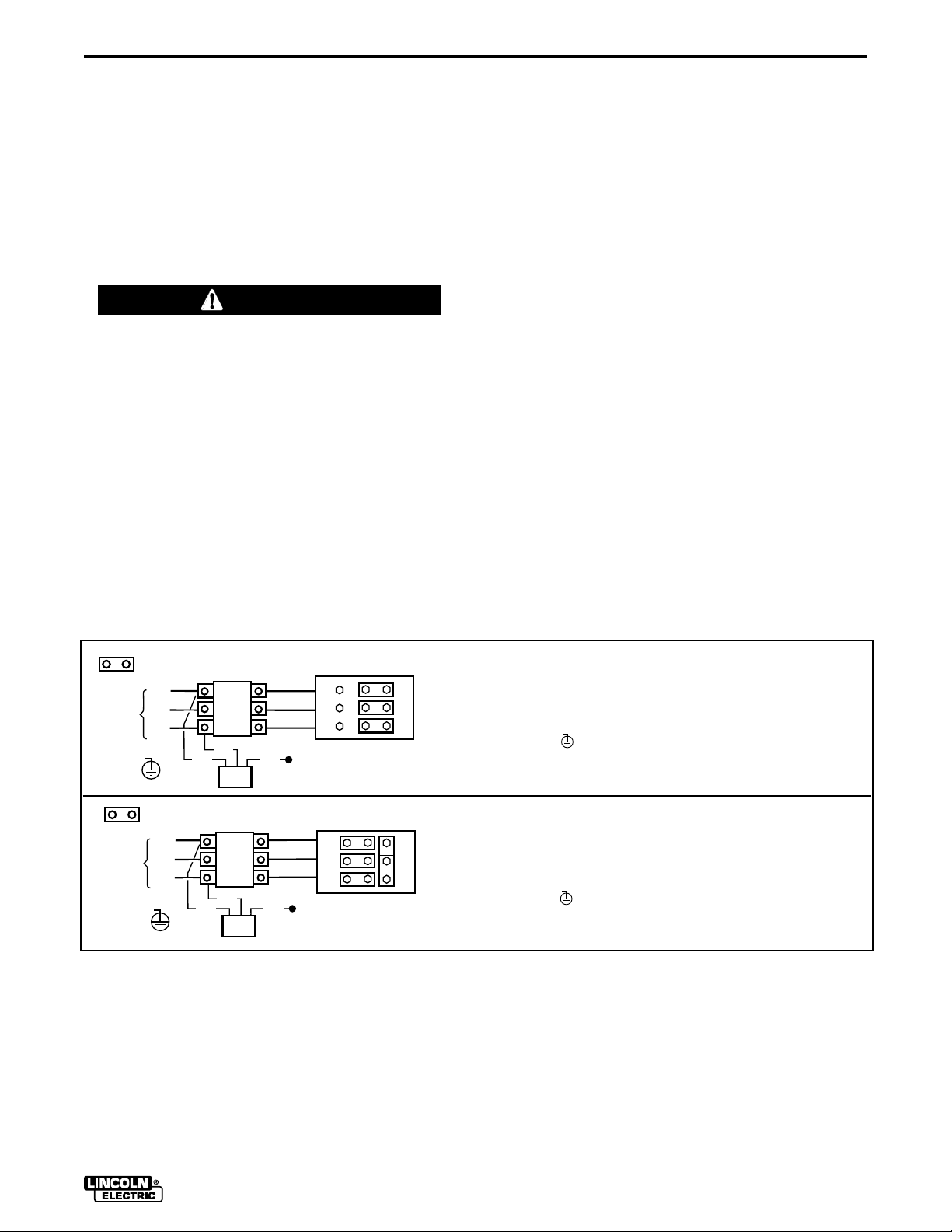
RECONNECT PROCEDURE
Multiple voltage machines are shipped connected to
the highest input voltage listed on the machine’s rating
plate. Before installing the machine, check that the
Reconnect Panel in the Input Box Assembly is connected for the proper voltage.
To reconnect a multiple voltage machine to a different
voltage, remove input power and change the position
of the reconnect board on the Reconnect Panel.
Follow The Input Connection Diagram located on the
inside of Case Back Input Access Door. These connection diagrams for the following codes are listed
below.
1. For codes 9773MSP, 9910M, 9776M, 9780M, see
Figure A.4.
CAUTION
Failure to follow these instructions can cause immediate failure of components within the machine.
__________________
CONNECTION FOR HIGHEST RATING PLATE VOLTAGE, 50 OR 60 HZ.
LINK
LINES
INPUT
L3
L2
L1
GND
H3
W
V
CONTACTOR
U
H1
PILOT
TRANSF.
CRI
H2
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
DISCONNECT AND INSULATE THE H2 LEAD TERMINAL WITH TAPE TO PROVIDE AT
2.
LEAST 600 VOLT INSULATION.
CONNECT L1, L2 & L3 INPUT SUPPLY LINES H1 AND H3 TRANSFORMER LEADS TO THE INPUT SIDE OF
3.
THE CRI CONTACTOR AS SHOWN.
CONNECT TERMINAL MARKED TO GROUND PER LOCAL AND NATIONAL ELECTRIC CODES.
4.
MOUNT THE LINKS IN THE POSITIONS SHOWN WITH THE PROVIDED HEX NUTS,
5.
DOUBLE UP THE LINKS IN TWO OF THE POSITIONS TO SAVE THEM FOR FUTURE USE. SECURE THE
REMAINING HEX NUTS IN PLACE.
2. For code 9778M, see Figure A.5.
3. For code 9779M, see Figure A.6.
4. For code 9774, see Figure A.7.
5. For code 9793MSP, see Figure A.8.
6. For codes not listed, see the Input Connection
Diagram pasted on the inside of the Case
Back Input Access Door.
CONNECTION FOR LOWEST RATING PLATE VOLTAGE, 50 OR 60 HZ.
LINK
LINES
INPUT
L3
L2
L1
GND
H2
W
V
CTOR
U
H1
CRI
PILOT
TRANSF.
H3
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
DISCONNECT AND INSULATE THE H3 LEAD TERMINAL WITH TAPE TO PROVIDE AT
2.
LEAST 600 VOLT INSULATION.
CONNECT L1, L2 & L3 INPUT SUPPLY LINES H1 AND H2 TRANSFORMER LEADS TO THE INPUT SIDE OF
3.
THE CRI CONTACTOR AS SHOWN.
CONNECT TERMINAL M A RKED TO GROUND PER LOCAL AND NATIONAL ELECTRIC CODES.
4.
MOUNT THE LINKS IN THE POSITIONS SHOWN WITH THE PROVIDED HEX NUTS.
5.
FIGURE A.4-Reconnect Panel Board Positions for Dual Voltage Machines
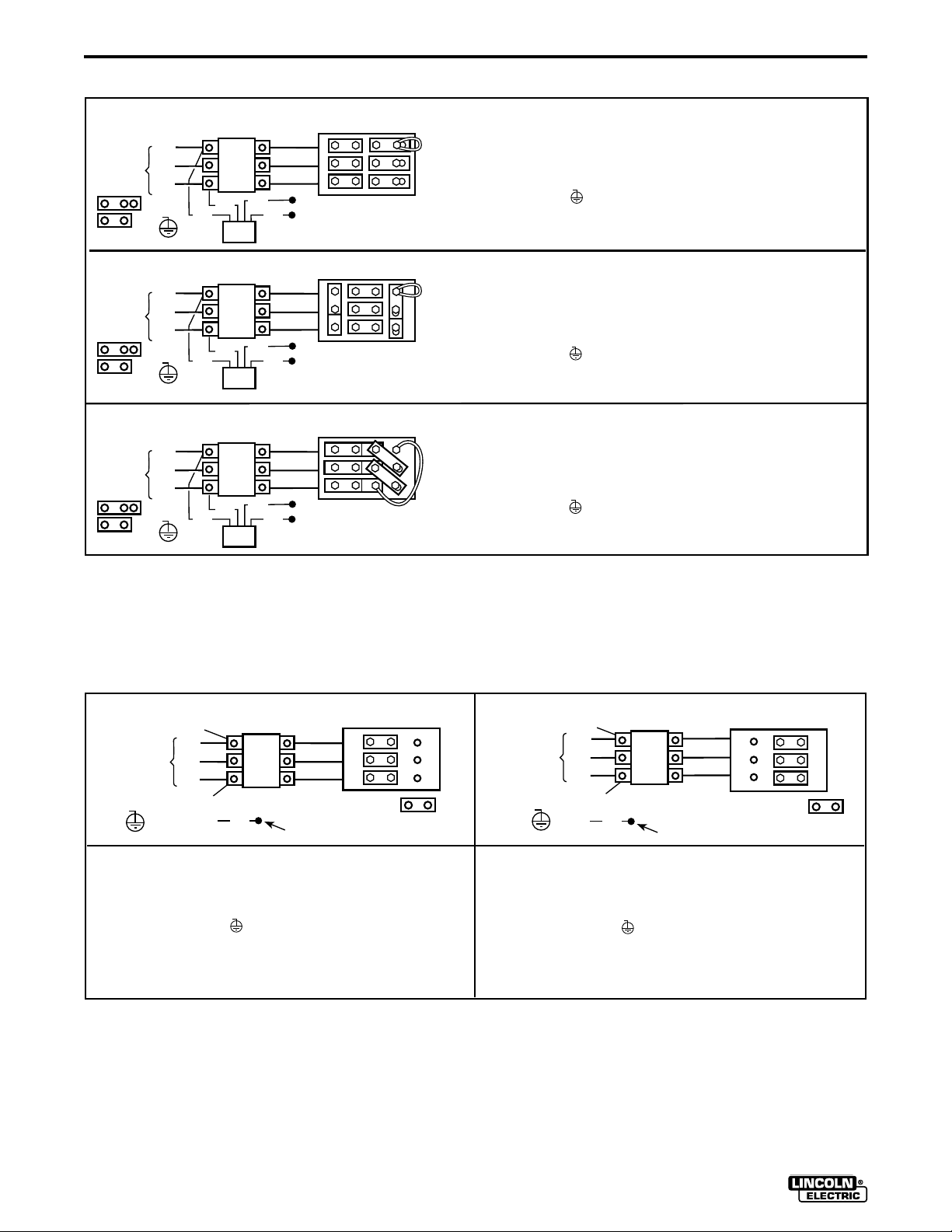
A-6
LINES
INPUT
LINKS
LINES
INPUT
LINKS
L3
L2
L1
GND
L3
L2
L1
GND
H4
H3
INSTALLATION
CONNECTION FOR 440 VOLTS 50 OR 60 HZ. (460V 60HZ)
W
V
CONTACTOR
U
H1
W
V
CONTACTOR
U
H1
CRI
PILOT
TRANSF.
CRI
PILOT
TRANSF.
H3
H2
CONNECTION FOR 380 VOLTS, 50 OR 60 HZ.
H4
H2
CONNECTION FOR 220 VOLTS, 50 OR 60 HZ.
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
2. DISCONNECT AND INSULATE THE H2 & H3 LEAD TERMINALS SEPARATELY WITH TAPE TO PROVIDE AT
LEAST 600 VOLT INSULATION.
3. CONNECT L1, L2 & L3 INPUT SUPPLY LINES H1 AND H4 CONTROL TRANSFORMER LEADS TO THE
INPUT SIDE OF THE CRI CONTRACTOR AS SHOWN.
4. CONNECT TERMINAL MARKED TO GROUND PER LOCAL AND NATIONAL ELECTRIC CODES.
5. MOUNT THE LINKS IN THE POSITIONS SHOWN: DOUBLE OR TRIPLE STACK THE LINKS IN THREE
POSITIONS. CONNECT THE FLEX LEAD AS SHOWN: POSITIONING THE LUGS TO MAINTAIN MAXIMUM
CLEARANCE TO THE LINKS. INSTA LL AND TIGHTEN ALL OF TH E HEX NUTS.
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
2. DISCONNECT AND INSULATE THE H2 & H4 LEAD TERMINALS SEPARATELY WITH TAPE TO PROVIDE AT
LEAST 600 VOLT INSULATION.
3. CONNECT L1, L2 & L3 INPUT SUPPLY LINES H1 AND H3 CONTROL TRANSFORMER LEADS TO THE
INPUT SIDE OF THE CRI CONTACTOR AS SHOWN.
4. CONNECT TERMINAL M A RKED TO GROUND PER LOCAL AND NATIONAL ELECTRIC CODES.
5. MOUNT THE LINKS IN THE POSITIONS SHOWN: DOUBLE UP THE LINKS IN TWO OF THE POSITIONS,
LOOP THE POSITIONS. INSTALL AND TIGHTEN ALL OF THE HEX NUTS.
LINES
INPUT
LINKS
L3
L2
L1
GND
H2
W
V
CONTACTOR
U
H1
CRI
PILOT
TRANSF.
H4
H3
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
2. DISCONNECT AND INSULATE THE H3 & H4 LEAD TERMINALS SEPARATELY WITH TAPE TO PROVIDE AT
LEAST 600 VOLT INSULATION.
3. CONNECT L1, L2 & L3 INPUT SUPPLY LINES H1 AND H2 CONTROL TRANSFORMER LEADS TO THE
INPUT SIDE OF THE CRI CONTACTOR AS SHOWN.
4. CONNECT TERMINAL M A RKED TO GROUND PER LOCAL AND NATIONAL ELECTRIC CODES.
5. MOUNT THE LINKS IN THE POSITIONS SHOWN. LOOP THE FLEX LEAD IN THE POSITION SHOWN.
INSTALL AND TIGHTEN ALL OF THE HEX NUTS.
FIGURE A.5-Reconnect Panel Board Positions for 220/380/440 VAC Machines
CONNECTION FOR 380/460 VOLTAGES
H2
LINES
INPUT
GND
1. DISCONNECT AND INSULATE THE H3 LEAD TERMINA WITH TAPE TO PROVIDE AT
LEAST 600 VOLT INSULATION.
2. CONNECT H2 LEAD TO CONTACTOR.
3. CONNECT L1, L2 & L3 INPUT SUPPLY LINES TO THE INPUT SIDE OF THE CRI CONTACTOR
AS SHOWN.
4. CONNECT TERMINAL MARKED TO GROUND PER NATIONAL ELECTRIC CODES.
5. REMOVE THE HEX NUTS AND POSITION LINKS AS SHOWN. REPLACE AND TIGHTEN
ALL HEX NUTS
L3
L2
L1
H1
H3
W
V
CONTACTOR
U
CRI
TAPE
LINK
CONNECTION FOR 500/575 VOLTAGES
H3
GND
L3
L2
L1
H1
LINES
INPUT
1. DISCONNECT AND INSULATE THE H2 LEAD TERMINAL WITH TAPE TO PROVIDE AT
LEAST 600 VOLT INSULATION.
2. CONNECT H3 LEAD TO CONTACTOR..
3. CONNECT L1, L2 & L3 INPUT SUPPLY LINES TO THE INPUT SIDE OF THE CRI CONTACTOR
AS SHOWN.
4. CONNECT TERMINAL MARKED TO GROUND PER NATIONAL ELECTRIC CODES.
5. REMOVE THE HEX NUTS AND POSITION LINKS AS SHOWN, REPLACE AND TIGHTEN
ALL HEX NUTS
H2
CRI
W
V
CONTACTOR
U
TAPE
LINK
FIGURE A.6-Reconnect Panel Board Positions for 380/460, 500/575 VAC Machines
IDEALARC DC-600
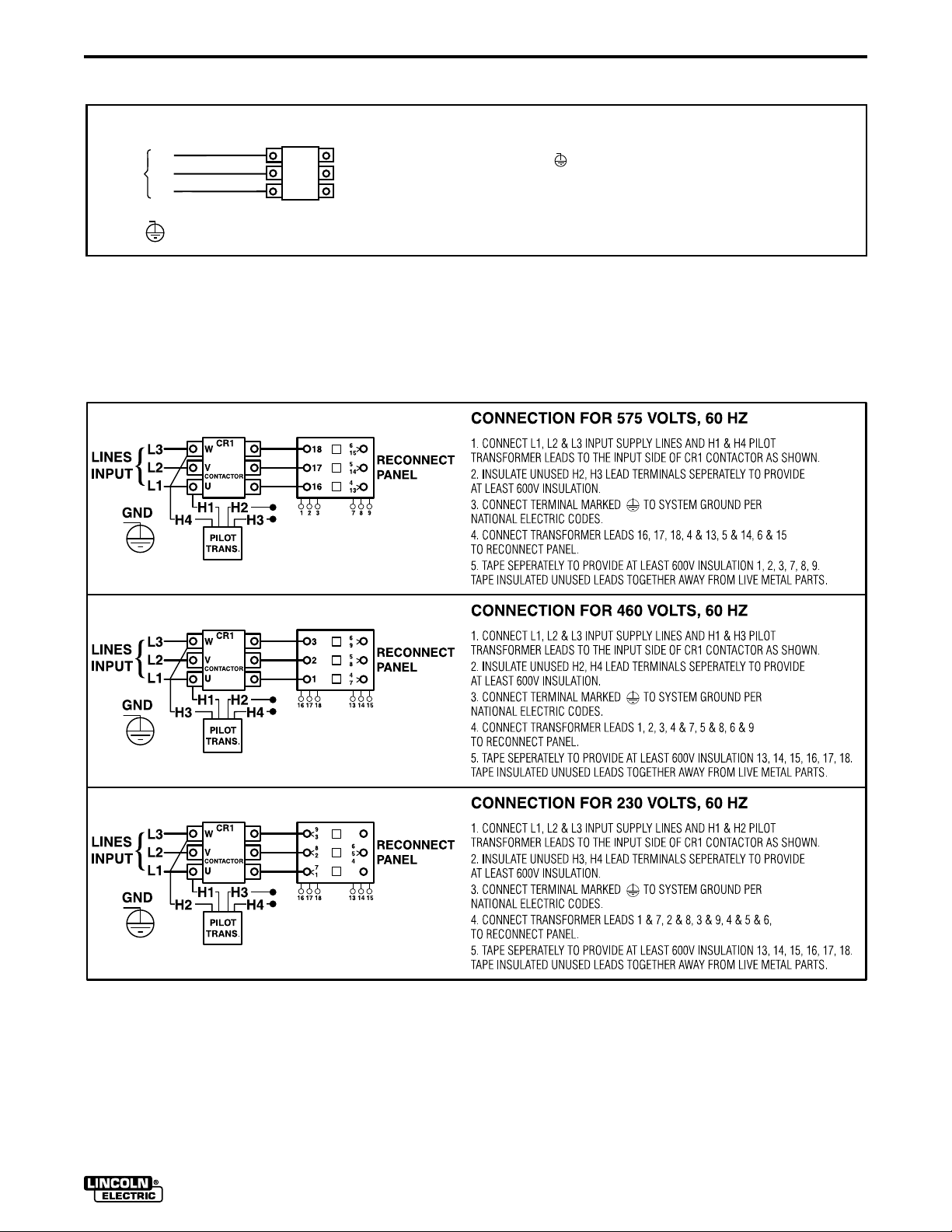
SEE MACHINE RATING PLATE FOR REQUIRED INPUT SUPPLY VOLTAGE
1. TURN OFF THE INPUT POWER USING THE DISCONNECT SWITCH AT THE FUSE BOX
2. CONNECT TERMINAL MARKED TO GROUND PER NATIONAL ELECTRIC CODES.
3. CONNECT THE L1, L2, & L3 INPUT SUPPLY LINES TO INPUT SIDE OF THE CRI CONTACTOR AS SHOWN.
LINES
INPUT
L3
L2
L1
GND
W
V
CONTACTOR
U
CRI
FIGURE A.7-Reconnect Panel Board Positions for Single Voltage Machines
FIGURE A.8-Reconnect Panel Board Positions for 230/460/575 VAC Machines
A-8
INSTALLATION
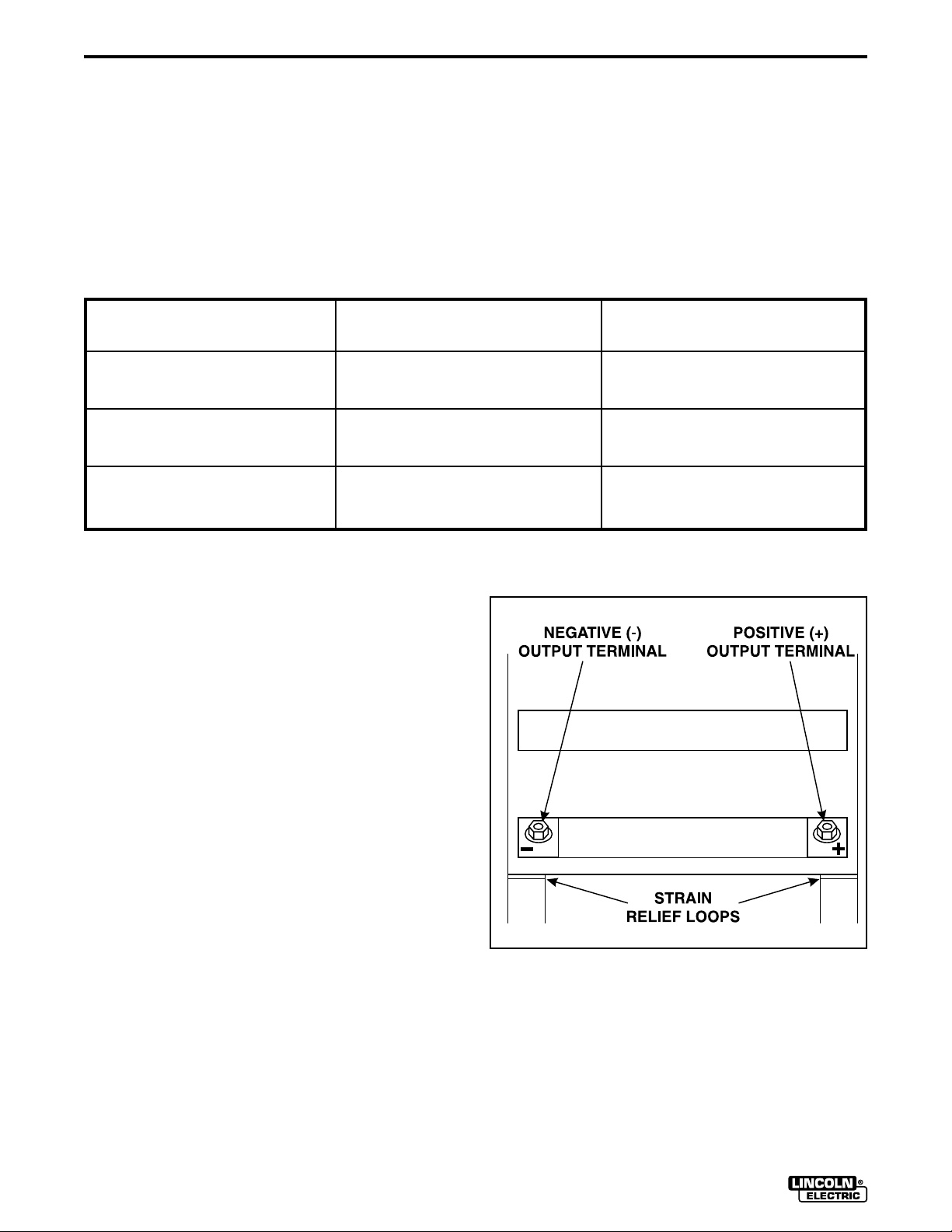
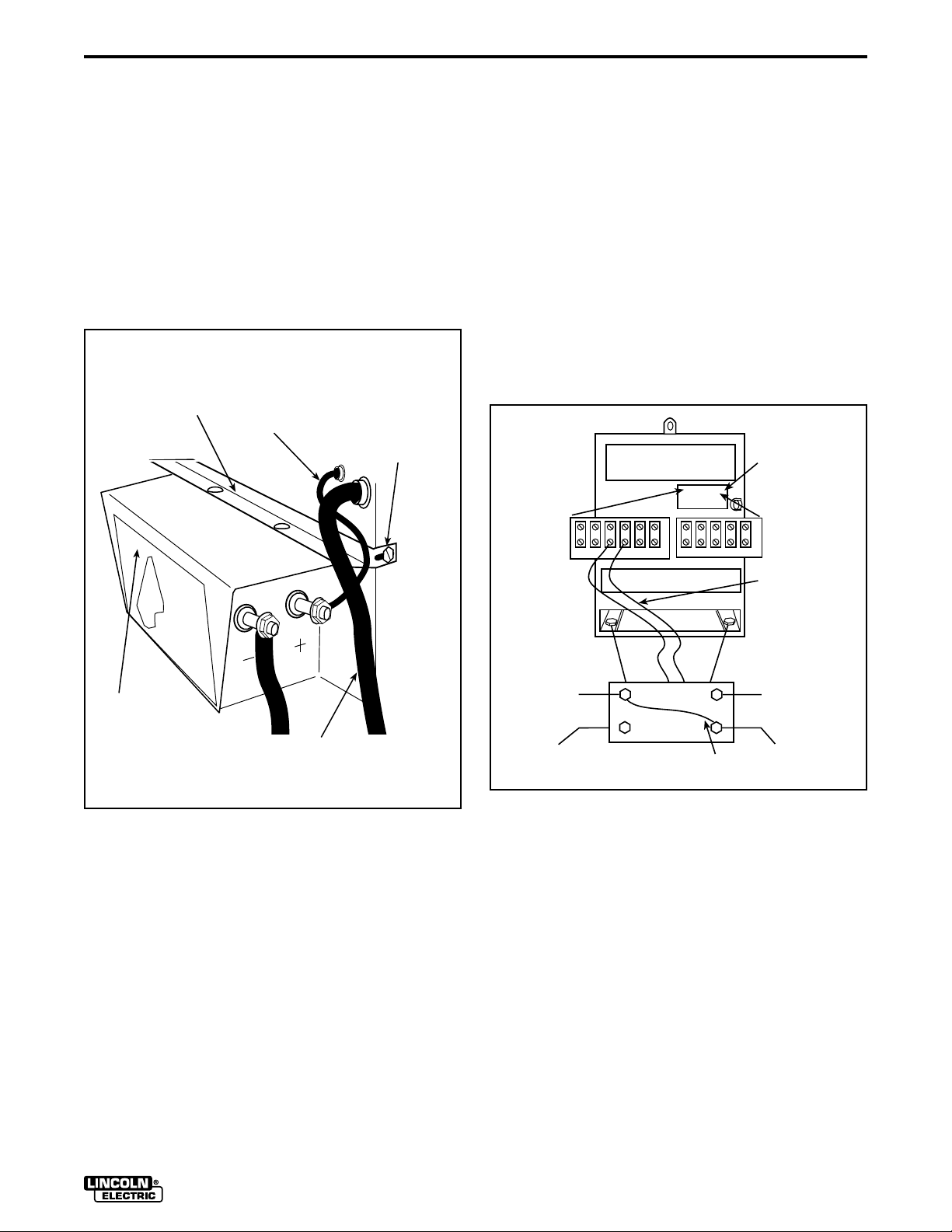
OUTPUT CONNECTIONS
See Table A.1 for recommended IDEALARC DC-600 cable sizes for combined lengths of electrode and work
cables.
TABLE A.1
IDEALARC DC-600 Cable Sizes for Combined Lengths of Electrode and Work Cable (Copper)
at 100% Duty Cycle
Cable SizeParallel CablesCable Length
Lengths up to 150 ft. (46m)
Connect Electrode and Work Leads to Output
Terminals.
1. Set the ON/OFF PUSH BUTTON to OFF.
2. Locate the retractable strain relief loops directly
below the output terminals in the lower right and
lower left corners of the Case Front Assembly.
See Figure A.9.
3. Pull out the retractable strain relief loops.
1/0 (53mm
2
2
2/0 (67mm
3/0 (85mm
2
)2
2
)150 ft.(46m) to 200 ft (61m)
2
)200 ft.(61m) to 250 ft.(76m)
4. Insert the electrode lead through the loop directly
below the desired polarity (positive or negative).
Pull through enough cable to reach the output
terminals.
5. Connect electrode lead to the desired terminal
(positive/negative).
6. Tighten the output terminal nut with a wrench.
7. Connect the work lead to the other output
terminal following steps 4-6.
IDEALARC DC-600
FIGURE A.9 - Output Terminals.
Connection For Semi-Automatic or Automatic
Wire Feeder Control
NOTE: See the ACCESSORIES Section of this manual for specific instructions on connecting the following
semi-automatic and automatic wire feeders:
• LN-7
• LN-8
• LN-9
Semi-Automatic Wire Feeders
}
1. Set ON/OFF PUSH BUTTON to OFF.
2. Locate and open the hinged access door on the
Front Case Assembly.
3. If necessary, disconnect all wire feeder control
cable connections from the DC-600 terminal strip.
4. Remove the leads from the unit by pulling them
through and out of the strain relief loops.
• NA-3
• NA-5
•LT-7
• LT-56
Connection for Stick Welding and Air/Carbon
Arc Cutting Operation
Automatic Wire Feeders
}
Tractors
}
WARNING
THE OUTPUT TERMINALS ARE ENERGIZED AT ALL
TIMES WHEN THE IDEALARC DC-600 IS CONNECTED FOR STICK WELDING AND AIR/CARBON
ARC CUTTING.
__________________
5. Connect a jumper wire from terminal #2 to terminal
#4 on the terminal strip.
6. Set the Welding Mode Switch to the VV position for
both stick welding and air/carbon arc cutting.
NOTE: To use the IDEALARC DC-600 for both stick
welding / air/carbon arc cutting, AND semi-automatic /
automatic welding, the optional Multi-Process Switch
(K804) must be used. See the ACCESSORIES
Section of this manual for instructions on installing and
using the Multi-Process Switch. When the MultiProcess Switch is not used, all control, work, and electrode leads from semi-automatic or automatic wire
feeders must be disconnected from the IDEALARC
DC-600 before connecting the machine for stick welding or air/carbon arc cutting.

TABLE OF CONTENTS
- OPERATION SECTION -
OPERATION ....................................................................... Section B
Safety Precautions ................................................................. B-2
General Description ............................................................... B-3
Recommended Processes and Equipment..............................B-3
Operational Features and Controls .........................................B-3
Design Features and Advantages ...........................................B-3
Welding Capacity ................................................................... B-4
Controls and Settings ..............................................................B-5
Operating Steps ..................................................................... B-6
Remote Control of Machine Operation.....................................B-6
Welding Procedure Recommendations ...................... B-6 Ñ B-9
Semi-Automatic and Automatic Wire Feeding
with a DC-600 and Wire Feeders.............................................B-7
NA-3 Automatic Wire Feeder.............................................B-7
NA-5 Automatic Wire Feeder.............................................B-9
LN-8 Semi-Automatic Wire Feeder....................................B-9
LN-7 & LN-9 Semi-Automatic Wire Feeders......................B-9
SECTION B-1
IDEALARC DC-600
OPERATING INSTRUCTIONS
Read and understand entire section before operating machine.
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK
can kill.
• Do not touch electrically live parts
or electrode with skin or wet
clothing.
• Insulate yourself from work and
ground.
• Always wear dry insulating
gloves.
FUMES AND GASES
can be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust to
remove fumes from breathing
zone.
WELDING, CUTTING and
GOUGING SPARKS
can cause fire or explosion
• Keep flammable material away.
• Do not weld, cut or gouge on
containers that have held combustibles.
ARC RAYS
can burn.
• Wear eye, ear and body
protection.
Observe additional Safety Guidelines detailed in
the beginning of this manual.

GENERAL DESCRIPTION
The IDEALARC DC-600 is an SCR controlled three
phase welding and cutting power source. It uses a single range potentiometer to control:
OPERATIONAL FEATURES AND
CONTROLS
The IDEALARC DC-600 comes with the following
standard controls:
• Submerged Arc Semi-Automatic or Automatic
Welding
• Open Arc Semi-Automatic or Automatic Welding
• Stick Welding (Standard on All Machines)
• Air/Carbon Arc Cutting (Carbon Rod Sizes up to
3/8” Diameter)
The IDEALARC DC-600 has a three-position Welding
Mode Switch to enable the user to operate in one of
three modes:
• Constant Voltage (CV) Innershield
• Constant Voltage (CV) Submerged Arc
• Variable Voltage (VV - Constant Current)
Submerged Arc
The IDEALARC DC-600 can be easily connected to
wire feeding equipment, including:
• Semi-automatic wire feeders LN-7, LN-8, and
LN-9
• Automatic wire feeders NA-3 and NA-5
• Tractors LT-56 and LT-7
The optional Multi-Process Switch allows the user to
switch between semi-automatic or automatic welding
and stick welding or air/carbon arc cutting without disconnecting the wire feeder equipment control, electrode, and work leads.
• ON/OFF PUSH BUTTON
• OUTPUT CONTROL POTENTIOMETER
• OUTPUT CONTROL SWITCH (Remote or
Machine Control)
• WELDING MODE SWITCH
• CONTROL CIRCUIT POLARITY SWITCH
• POWER SOURCE PILOT LIGHT
• DC AMMETER (OPTIONAL)
• DC VOLTMETER (OPTIONAL)
DESIGN FEATURES AND
ADVANTAGES
The following list of design features will help you
understand the machine’s total capabilities and how
you can take advantage of them to get maximum use
of your machine.
• Excellent arc characteristics for optimum constant
voltage submerged arc and Innershield welding
performance.
• A control circuit designed to provide good starting
for a large variety of processes and procedures.
• Output Control Potentiometer that provides easy
single range continuous control.
• Output Control Switch that provides simple switching from local to remote control.
• Red neon pilot light to confirm that the Input
Contactor is energized.
RECOMMENDED PROCESSES AND
EQUIPMENT
The IDEALARC DC-600 is recommended for the following welding or cutting processes within its output
capacity of 70 amps to 850 amps in the Constant
Voltage mode and 90 amps to 850 amps in the
Variable Voltage (Constant Current) mode:
• Submerged Arc Semi-Automatic or Automatic
Welding
• Open Arc Semi-Automatic or Automatic Welding
• Stick Welding (Standard on All Machines)
• Air/Carbon Arc Cutting (Carbon Rod Sizes up to
3/8” Diameter)
• Auxiliary power source to provide 115-volt AC
power (1000 VA) to wire feeding equipment.
• Multi-functional terminal strip for easy connection
of wire feeding control cables and switching
between CV Innershield and CV Submerged Arc
welding when using the Dual Process or Dual
Procedure Kits.
• Recessed output terminals to avoid any person or
object from accidentally coming into contact with
the output terminals and labeled positive and negative for easy identification.
• Thermostatically protected power source.
• Electronic protection circuit to protect power
source against overloads.
• Input line voltage compensation to provide an
essentially constant output.
• SCR electronically controlled welder output provides extra long life, especially for highly repetitive
welding applications.
• Three circuit solid state control system provides
maximum performance and circuit protection.
• Low profile case provides maximum use of space.
• Convenient access to all controls.
• Output lead strain relief loops to prevent terminal
and cable damage.
• Easily removed case side, even when stacked.
• Outdoor operation because enclosure is designed
with air intake louvers that keep dripping water
from entering the unit. Transformer, SCR bridge,
and choke have special corrosion resistant paint
for added protection.
_____________________________________
WELDING CAPABILITY
The IDEALARC DC-600 has the following duty cycle ratings:
If the duty cycle is exceeded, a thermal protector will shut off the output of the machine until it cools to the normal
operating temperature.
Duty Cycle
50%
(Based on 10 min.)
60%
(Based on 10 min.)
100%
Amps Volts Hertz
750
680
600
44
44
44
50/60
50/60
50/60
_____________________________________
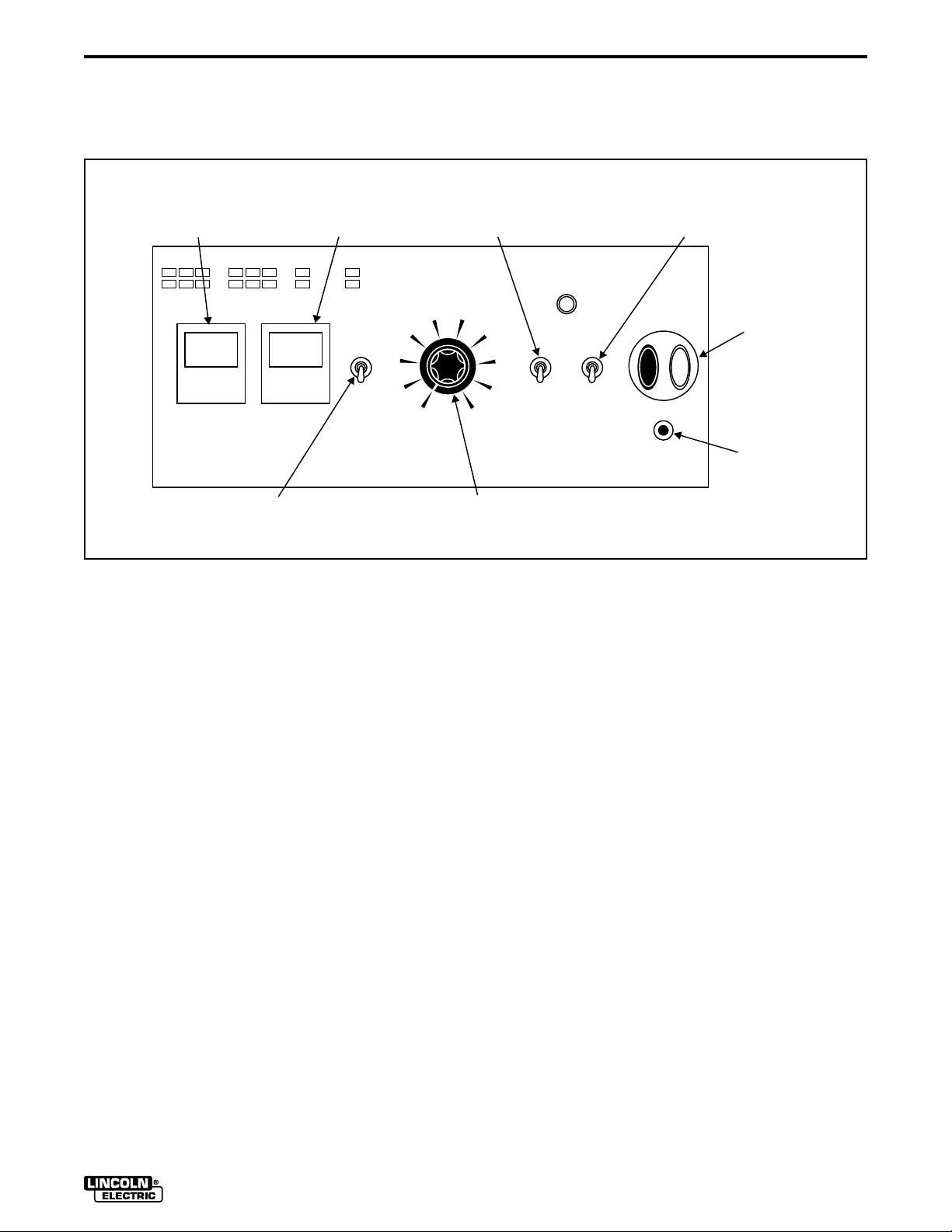
CONTROLS AND SETTINGS
All operator controls and adjustments are located on the Case Front Assembly of the IDEALARC DC-600. See
Figure B.1 for the location of each control.
AMMETER
(optional)
5.
CONTROL CIRCUIT
VOLTMETER
8.
(optional)
5
4
3
2
1
2.
POLARITY SWITCH
FIGURE B.1 - CONTROL PANEL KEYS
1. ON/OFF PUSH BUTTON: This push button turns
the machine ON or OFF.
2. OUTPUT CONTROL POTENTIOMETER: This
control provides tapered, continuous control of the
machine output. The control can be rotated from
minimum to maximum while machine is under load
to adjust the machine output.
WELDING MODE
3. 4.7.
SWITCH
6
7
8
9
10
OUTPUT CONTROL
SWITCH
ON/OFF
1.
PUSH
BUTTON
POWER
6.
SOURCE
PILOT
LIGHT
OUTPUT CONTROL
POTENTIOMETER
5. CONTROL CIRCUIT POLARITY SWITCH: This
toggle switch is used to set power source voltage
sensing polarity to match the polarity to which the
electrode is connected to the machine. This provides the correct polarity at the terminal strip for
correct operation of the automatic wire feeding
equipment powered by the auxiliary power from
the power source.
3. WELDING MODE SWITCH: This toggle switch is
used to select the proper welder performance
characteristics for the process being used. There
are three modes: CV (Constant Voltage)
Innershield, CV (Constant Voltage) Submerged
Arc, and VV (Variable Voltage) CC (Constant
Current) Submerged Arc.
4. OUTPUT CONTROL SWITCH: This toggle switch
is used to switch between "Output Control at DC600" for local control of machine output and
"Output Control Remote" for remote control of
machine output.
6. POWER SOURCE PILOT LIGHT: The red neon
light glows when the power source input contactor
is energized.
7. AMMETER: An optional ammeter is
available.
8. VOLTMETER: An optional voltmeter is
available.
OPERATING STEPS
The following procedures are for using the IDEALARC DC-600 in the local control mode of operation.
For remote control of the machine, see the Remote
Control of Machine Operation section.
Before operating the machine, make sure you have all
materials needed to complete the job. Be sure you are
familiar with and have taken all possible safety precautions before starting work. It is important that you
follow these operating steps each time you use the
machine.
REMOTE CONTROL OF MACHINE
OPERATION
The toggle switch on the control panel labeled “Output
Control at DC-600” — “Output Control Remote” gives
the operator the option of controlling the machine output from a remote location. If in the Remote position a
wire feeder with remote control capabilities or a remote
control device such as a K775 must be connected to
terminals 75, 76, and 77. Refer to Accessories Section
for wire feeder remote information.
1. Turn on the main AC power supply to the machine.
2. Set the CONTROL CIRCUIT POLARITY SWITCH
to the appropriate position.
- Set toggle to "Electrode Negative" position if the
electrode is connected to the negative (-) output
terminal.
- Set toggle to "Electrode Positive" position if the
electrode is connected to the positive (+) output
terminal.
3. Set the WELDING MODE SWITCH to welding
process being used.
- CV Innershield
- CV Submerged Arc
- VV (CC)
4. Push the ON/OFF PUSH BUTTON to the ON position
- The red neon light glows.
- The fan starts.
5. Set Output Control Potentiometer to desired voltage or current.
6. Make the weld (NOTE: Terminal #2 and #4 must
be connected together to energize the machine
output).
WELDING PROCEDURE
RECOMMENDATIONS
Select Welding Mode Switch position based on type of
welding to be done.
1. Innershield Welding/Other Open Arc Processes:
Use the CV Innershield mode.
2. Submerged Arc Welding: Use the CV Submerged
Arc mode. If performing high speed welding,
switch between the CV Submerged Arc and the CV
Innershield mode and use the mode that produces
the best welding results.
3. Air/Carbon Arc Cutting / Stick Welding / High
Current, Large Puddle Submerged Arc Welding:
Use the VV (CC) mode. When the IDEALARC DC600 is used for Air/Carbon Arc cutting, the OUTPUT CONTROL POTENTIOMETER should be set
to "9" initially. Based on the size of the carbon
being used or the process, turn the potentiometer
to a lower setting as required by the process. You
can use carbon rods up to 3/8" in diameter at currents as high as 750 amps with excellent arc control. The welder protection circuit protects the
machine from extremely high short circuiting pulses.

OPERATION
B-7
SEMI-AUTOMATIC AND
AUTOMATIC WIRE FEEDING WITH
A IDEALARC DC-600 AND WIRE
FEEDERS
When using the IDEALARC DC-600 with semi-automatic or automatic wire feeding equipment and for
stick welding or air/carbon arc cutting, it is recommended that the optional MULTI-PROCESS SWITCH
be used. This switch permits you to easily change the
polarity of the connected wire feeding equipment or
switch to stick welding or air/carbon arc cutting.
NA-3 AUTOMATIC WIRE FEEDER
1. Set the DC-600 Output Control Switch to Remote.
NOTE: Later model NA-3 automatic wire feeders
are capable of cold starts when the NA-3 Mode
switch is in the CV or VV(CC) mode position.
Some earlier models are capable of cold starting
only in the VV(CC) mode position. Cold starting
enables you to inch the wire down to the work,
automatically stop, and automatically energize the
flux hopper valve.
2. Set the DC-600 welding mode switch for the
desired process: CV Submerged Arc, CV
Innershield mode or VV(CC) mode.
3. Set the NA-3 mode Switch Position to either CV or
VV(CC) to match the DC-600 mode selected in
step 2.
4. Refer to the NA-3 operators manual for instructions on how to use the NA-3 in conjunction with
the DC-600.
5. Follow the following guidelines for good arc striking
detailed below for each welding mode.
GOOD ARC STRIKING GUIDELINES FOR THE NA-3
WITH THE IDEALARC DC-600 IN THE CV
INNERSHIELD, CV SUBMERGED ARC OR VV(CC)
WELDING MODES.
2. Set the NA-3 Open Circuit Voltage Control to the
same dial setting as the Arc Voltage Control. If this
is a new welding procedure, a good starting point
is to set the Open Circuit Voltage Control to # 6.
NOTE: The open circuit voltage of the
IDEALARC DC-600 varies from approximately 16
volts to 56 volts in the CV Innershield or CV
Submerged Arc modes. The open circuit voltage is
constant in the VV(CC) mode.
3. Run a test weld. Set proper current, voltage, and
travel speed.
a. For the best starting performance, the NA-
3 Open Circuit Voltage Control and Voltage
Control setting should be the same. Set the
Inch Speed Control for the slowest inch speed
possible.
b. To adjust the Open Circuit Voltage Control to
get the best starting performance, make
repeated starts observing the NA-3 voltmeter.
When the voltmeter pointer swings smoothly up to
the desired arc voltage, without undershooting or
overshooting the desired arc voltage, the Open
Circuit Voltage Control is set properly.
If the voltmeter pointer overshoots the desired voltage and then returns back to the desired voltage,
the Open Circuit Voltage Control is set too high.
This can result in a bad start where the wire tends
to "Blast off."
If the voltmeter pointer hesitates before coming up
to the desired voltage, the Open Circuit Voltage
Control is set too low. This can cause the electrode to stub.
4. Start and make the weld.
a. Cold starts. For cold starts, be sure the work
piece is clean and the electrode makes positive contact with the work piece.
Following are some basic arc striking techniques that
apply to all wire feed processes. Using these procedures should provide trouble-free starting. These procedures apply to single, solid wires and Innershield
wires.
1. Cut the electrode to a sharp point.
b. Hot "On the Fly" starts. For hot starts, travel
should begin before the wire contacts the work
piece.
IDEALARC DC-600

B-8
OPERATION
ARC STRIKING WITH IDEALARC DC-600 AND THE
NA-3 START BOARD
When electrical strikeouts exceed 1 3/4Ó (44.4mm) an
NA-3 Start Board may be required to improve arc striking.
When the NA-3 Start Board is used to improve arc
striking, use the following procedures:
1. Set start time at 0.
2. Set NA-3 start current and start voltage at midrange.
3. Set the NA-3 output current and voltage to the
proper settings for the welding procedure to be
used.
4. Turn the Start Board Timer to maximum.
5. Set Start Board current and voltage control.
a. Set the Start Board current control to 1 1/2 dial
numbers below that set on the NA-3 current
control.
b. Set the Start Board voltage control equal with
the NA-3 voltage control setting.
NOTE: These Start Board current and voltage settings result in a start up current that is lower than
the NA-3 current setting and approximately equal
with the NA-3 voltage setting for the desired welding procedure.
6. Establish the correct arc striking procedure with
the NA-3 Start Board timer set at maximum.
a. For the best starting performance, the NA-3
Open Circuit Voltage Control and V oltage
Control setting should be the same. Set the
Inch Speed Control for the slowest inch speed
possible.
b. To adjust the Open Circuit V oltage Control to
get the best starting performance, make
repeated starts observing the NA-3 voltmeter .
When the voltmeter pointer swings smoothly up to
the desired arc voltage, without undershooting or
overshooting the desired arc voltage, the Open
Circuit Voltage Control is set properly .
If the voltmeter pointer overshoots the desired voltage and then returns back to the desired voltage,
the Open Circuit V oltage Control is set too high.
This can result in a bad start where the wire tends
to "Blast of f."
If the voltmeter pointer hesitates before coming up
to the desired voltage, the Open Circuit V oltage
Control is set too low . This can cause the electrode to stub.
c. Set NA-3 Start Board current and voltage as
close to the welding procedure current and
voltage as possible.
NOTE: The Start Board current and voltage
should be as close as possible to the welding procedure current and voltage, while still getting satisfactory starts.
IDEALARC DC-600
d. Set the start time to as low a time as possible
while still getting satisfactory starts.
7. Start and make the weld.

OPERATION
B-9
IDEALARC DC-600 POWER SOURCE
SETTING WHEN CONNECTED TO NA-5
WIRE FEEDER
When using the IDEALARC DC-600 with the NA-5 wire
feeder, set the controls on the IDEALARC DC-600 as
follows for the best performance:
1. Turn OFF main AC input power supply to the IDEALARC DC-600.
2. Connect the electrode cables to terminal polarity to
be used.
3. Set the CONTROL CIRCUIT POLARITY SWITCH
to the same polarity as the electrode cable connection.
4. Set the OUTPUT CONTROL SWITCH to
REMOTE.
5. Set the IDEALARC DC-600 WELDING MODE
SWITCH to the position that matches the welding
process being used.
LN-8 SEMI-AUTOMATIC WIRE FEEDER
To use the LN-8 Semi-Automatic Wire Feeder with
IDEALARC DC-600
1. Set the IDEALARC DC-600 WELDING MODE
SWITCH to either CV Innershield mode or CV
Submerged Arc mode depending on the welding
process being used.
2. Set the IDEALARC DC-600 OUTPUT
CONTROL SWITCH to the REMOTE position.
3. Set the LN-8 W elding Mode Switch to the CV position. The LN-8 Welding Mode Switch is located on
the variable voltage (CC) board.
4. Refer to the LN-8 Operator Õs Manual for instructions on how to use the LN-8.
LN-7 AND LN-9 SEMI-AUTOMATIC WIRE
FEEDERS OR OTHER CONSTANT WIRE
FEEDERS
a. For submerged arc welding, set WELDING
MODE SWITCH TO CV SUBMERGED ARC
position.
b. For all open arc welding processes set WELD-
ING MODE SWITCH TO CV INNERSHIELD
position.
To use the LN-7, LN-9, or other constant wire feed
speed semi-automatic wire feeders with IDEALARC
DC-600
1. Set the IDEALARC DC-600 WELDING MODE
SWITCH to either CV Innershield mode or CV
Submerged Arc mode depending on the welding
process being used.
NOTE: These semi-automatic wire feeders cannot
be used in the VV(CC) mode.
2. Set the IDEALARC DC-600 OUTPUT
CONTROL SWITCH.
a. LN-7: Use either an optional K775 Remote
Control Box Assembly or set the
IDEALARC DC-600 OUTPUT CONTROL
SWITCH in the Local position.
b. LN-9: Refer to the LN-9 Operator Õs Manual for
instructions of how to use the LN-9.
IDEALARC DC-600

TABLE OF CONTENTS
- ACCESSORIES SECTION -
ACCESSORIES .................................................................. Section C
Accessories.....................................................................C-2
Multi-Process Switch ......................................................C-2
Undercarriage .................................................................C-4
Meters .............................................................................C-4
Connections for Wire Feeder Control .............................C-5
NA-3..........................................................................C-5
NA-5..........................................................................C-6
LN-8 or LN-9 .............................................................C-7
LN-7 ..........................................................................C-8
Section C-1
IDEALARC DC-600
C-2
ACCESSORIES
OPTIONS/ACCESSORIES
¥ Multi-Process Switch (K804)
¥ Remote Control Box Assembly (K775)
¥ Undercarriages (K817, K817R, K842)
Semi-Automatic and Automatic Wire Feeders
¥ LN-7
¥ LN-8
¥ LN-9
¥ NA-3
¥ NA-5
Semi-Automatic Wire Feeders
}
Automatic Wire Feeders
}
MULTI-PROCESS SWITCH
The MULTI-PROCESS SWITCH gives you the ability
to:
¥ Switch between "stick welding or air/carbon arc
cutting" and using a semi-automatic or automatic
wire feeder .
¥ Change the polarity of a semi-automatic or auto-
matic wire feeder without changing any electrical
cable connections.
See Figure C.1
The MULTI-PROCESS SWITCH has two sets of output
terminals. You connect the wire feeder unit cables to
the set of terminals on the left side of the box and the
stick or air/carbon arc cables to the set of terminals on
the right side (facing the front of the machine) as
shown in Figure C.1.
When the MULTI-PROCESS SWITCH is in the "Stick
or Air/Carbon Arc" position, only those
terminals are energized. The wire feeder nozzle or
gun and electrode are not electrically "hot" when in this
mode.
Follow these steps to install the MUL TI-PROCESS
SWITCH:
1. Confirm that the IDEALARC DC-600 ON/OFF
PUSH BUTTON is in the OFF position.
2. Disconnect main AC input power to the IDEALARC DC-600.
3. Open the terminal strip access door located on the
Case Front Assembly.
4. Remove the two front, middle screws that secure
the two side panels of the machine. See Figure
C.2.
POSITIVE
NEGATIVE
Ð
WIRE
FEEDER
CABLES
STICK OR
AIR
CARBON
ARC
+
STICK OR
AIR/CARBON
ARC CABLES
FIGURE C.1 - MULTI-PROCESS SWITCH
REMOVE SCREWS
TO MOUNT
MULTI-PROCESS
SWITCH
POSITIVE
NEGATIVE
Ð
STICK OR
AIR
CARBON
ARC
+
FIGURE C.2 - SIDE PANEL REMOVAL
IDEALARC DC-600
ACCESSORIES
C-3
5. Attach the MUL TI-PROCESS SWITCH bracket
across the front of the machine with the flange
down. Use the long, self-tapping screws and lock
washers provided. The bracket should be on the
outside of the side panel. See Figure C.3.
NOTE: If the machine does not have any holes in
the front of the machine, use the switch template
and drill two .153" diameter holes.
6. Position the MUL TI-PROCESS SWITCH at the
front of the machine. See Figure C.3.
MULTI-
BRACKET
PROCESS
SWITCH
CONTROL
LEADS
SELF TAPPING
SCREWS
(DRILL .153"
HOLE IF
NEEDED)
8. Connect the control leads from the MUL TIPROCESS SWITCH to terminals #2 and #4 on the
IDEALARC DC-600's terminal strip.
9. Position the MUL TI-PROCESS SWITCH flush with
the front of the machine about 2" lower than the
bracket. Slide the switch straight up to the bracket.
10. Check that the bottom of the switch is hooked
behind the top of the bottom louver .
11. Connect the right cable from the MUL TIPROCESS SWITCH (facing the front of the
machine) to the IDEALARC DC-600 positive (+)
output terminal. See Figure C.4.
TERMINAL
STRIP
21 4 2 31 32
75 76 77 80 81
CONTROL
LEADS
MULTIPROCESS
SWITCH
WIRE FEED
CONTROL
CABLE
FIGURE C.3 - ATTACHING THE MULTIPROCESS SWITCH BRACKET.
7. Route the MUL TI-PROCESS SWITCH control
leads through the strain-relief box connectors and
into the terminal strip. The wire feeder control
cable is routed through the strain-relief box connector also. See Figure C.3.
NEGATIVE (Ð)
OUTPUT
STUD
ELECTRODE
CABLE
WIRE
FEEDER
WORK
CABLE
Ð
WORK
ELECTRODES
JUMPER (IF NEEDED
SEE INSTRUCTIONS)
+
ELECTRODE
+
POSITIVE (+)
OUTPUT
STUD
CABLE
STICK AIR/CARBON
ARC WELDING
EQUIPMENT
WORK
CABLE
FIGURE C.4 - MULTI-PROCESS SWITCH
CABLE CONNECTIONS.
12. Connect the left cable from the MUL TI-PROCESS
SWITCH (facing the front of the machine) to the
IDEALARC DC-600 negative (-) output terminal.
See Figure C.4.
IDEALARC DC-600

C-4
ACCESSORIES
13. Connect the wire feeder electrode and work
cables. See Figure C.4.
a. Insert the wire feeder electrode and work
cables through the strain relief loop on the left
side of the IDEALARC DC-600 (facing the front
of the machine).
b. Connect the wire feeder electrode and work
cables to the electrode and work
terminals on the left side of the MUL TIPROCESS SWITCH.
NOTE: When using Dual Process Kits K317 or
K318, connect the electrode and work cables to
these terminals instead of the power source output
terminals. See connection diagrams for details.
14. Connect wire feeder control cable to the terminal
strip of the IDEALARC DC-600.
NOTE: Connect the control cable ground lead to
the frame terminal marked ( ).
NOTE: See the connection diagram for the wire
feeder being used for connection instructions.
15. Connect stick or air/carbon arc electrode and work
cable. See Figure C.4.
NOTE: The instructions above are for connecting
the stick polarity positive. To change the polarity ,
turn the IDEALARC DC-600 OFF, and reverse the
cables.
NOTE: When it is not necessary to have separate
ground cables for stick and semi-automatic or
automatic welding, connect a jumper from the
MULTI-PROCESS SWITCH "Work" terminal to the
MULTI-PROCESS SWITCH "negative" terminal.
See Figure C.4.
To operate the MUL TI-PROCESS SWITCH, refer to
the operating instructions on the switch nameplate.
UNDERCARRIAGE (K817, K817R,
K842)
The IDEALARC DC-600 is designed for use with the
Lincoln K817, K817R, or K842 Undercarriage.
Complete installation instructions are included with the
undercarriage. When any of the undercarriages are
installed, the IDEALARC DC-600 lift bail is no longer
functional. Do not attempt to lift the machine with the
undercarriage attached. The undercarriage is
designed for moving the machine by hand only .
Mechanized towing can lead to injury and/or damage
to the IDEALARC DC-600.
a. Insert the electrode and work cables through
the strain relief loop on the right side (facing
the front of the machine) of the IDEALARC
DC-600.
b. Connect the electrode cable to the "Positive"
terminal on the right side of the MUL TIPROCESS SWITCH.
c. Connect the work cable to the "Negative" ter-
minal on the right side of the MUL TIPROCESS SWITCH.
METERS
Optional factory-installed voltmeter and ammeter are
available.
IDEALARC DC-600
ACCESSORIES
C-5
CONNECTIONS FOR SEMI-AUTOMATIC OR AUTOMATIC WIRE
FEEDER CONTROL
1. Set the ON/OFF PUSH BUTTON to OFF.
2. Locate and open the hinged access door on the
Front Case Assembly.
3. Insert control cable through the strain relief box
connector and pull enough cable through to reach
the terminal strip.
4. Connect the automatic wire feeder control cable to
the terminal strip. See corresponding connection
diagram in this Section of the manual, or the
instructions included with the wire feeder .
5. Connect the wire feeder grounding wire to the
chassis ground screw marked with the symbol ( ).
NOTE: The IDEALARC DC-600 Auxiliary Power
Circuit supplies 1 15-volt AC power to the wire feeding equipment. The circuit has a 1000 volt ampere
rating. An 8-amp slow blow fuse on the machineÕ s
control panel protects the auxiliary power supply
from excessive overloads.
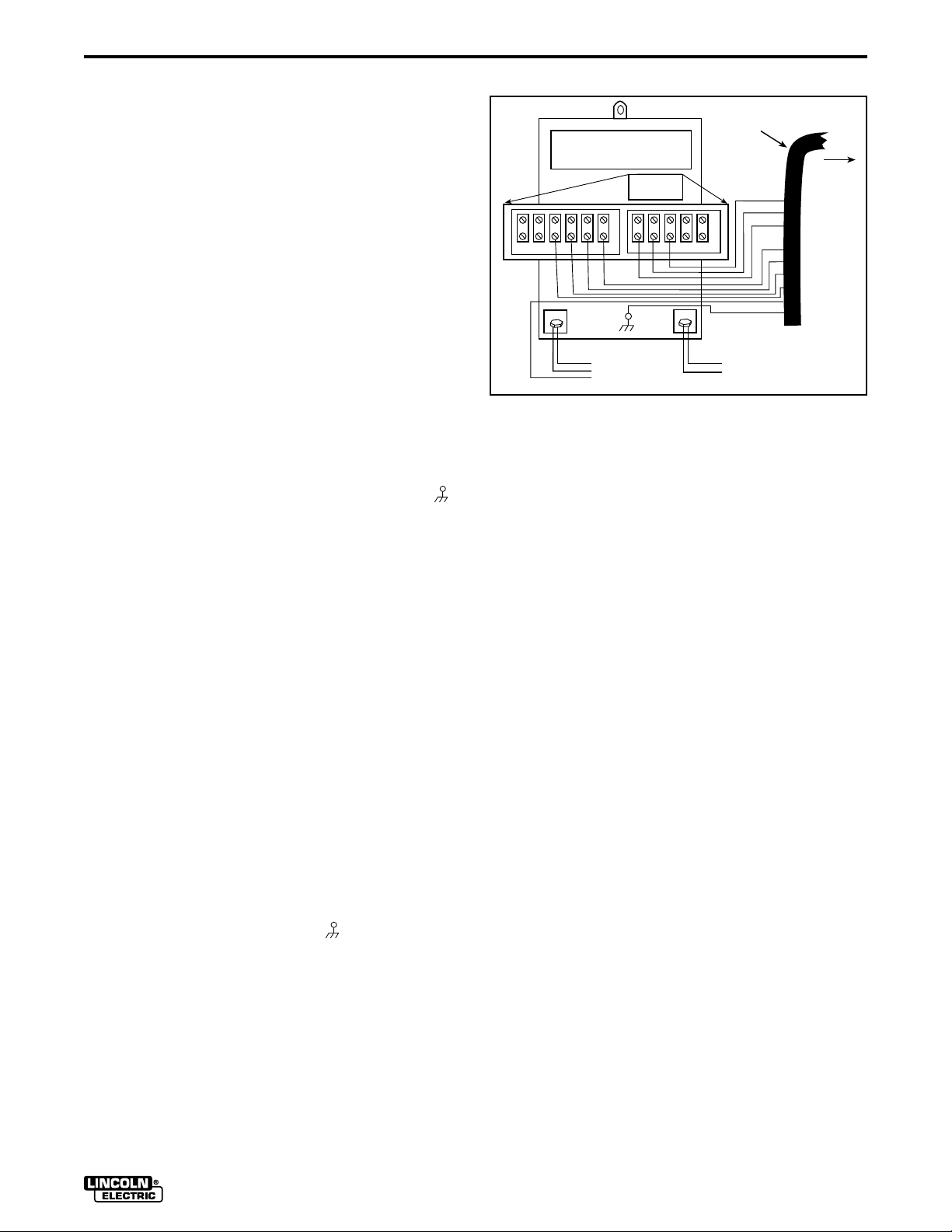
CONNECTING THE NA-3 IDEALARC DC-600
1. Disconnect main AC input power to the IDEALARC
DC-600.
2. Set IDEALARC DC-600 ON/OFF PUSH BUTTON
to OFF.
NA 3 WIRE
FEEDER
CONTROL
CABLE
TO
AUTOMATIC
CONTROL
BOX
77
76
75
21 4 2 31 32
Ð
NEGATIVE
TO WORK
75 76 77 80 81
+
POSITIVE
ELECTRODE
CABLE TO
AUTOMATIC
EQUIPMENT
32
31
2
4
21
GND
FIGURE C.5 - NA-3 WIRE FEEDER
CONNECTION TO THE IDEALARC DC-600
5. Extend wire feeder control cable lead # 21 so it can
be connected directly to the work piece.
a. Make a bolted connection using AWG #14 or
larger insulated wire. Tape the bolted connection with insulating tape.
b. An S-16586- X remote voltage sensing work
lead is available for this purpose.
c. Keep the # 21 lead electrically separate from
the work cable circuit and connection.
d. Tape the # 21 lead to work cable for ease of
use.
NOTE: The connection diagram shown in Figure C.5
shows the electrode connected for positive polarity . To
change polarity:
3. Connect the wire feeder control cable leads to the
IDEALARC DC-600 terminal strip as shown in
Figure C.5.
4. Connect the wire feeder control cable ground lead
to the frame terminal marked ( ).
NOTE: The IDEALARC DC-600 must be properly
grounded.
a. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF
b. Move the electrode cable to the Negative (-)
output terminal
c. Move the work cable to the Positive (+) output
terminal.
d. Set the IDEALARC DC-600 CONTROL CIR-
CUIT POLARITY SWITCH to NEGATIVE.
e. Reverse the leads at the back of the ammeter
and voltmeter on the wire feeder automatic
control box.
IDEALARC DC-600
C-6
ACCESSORIES
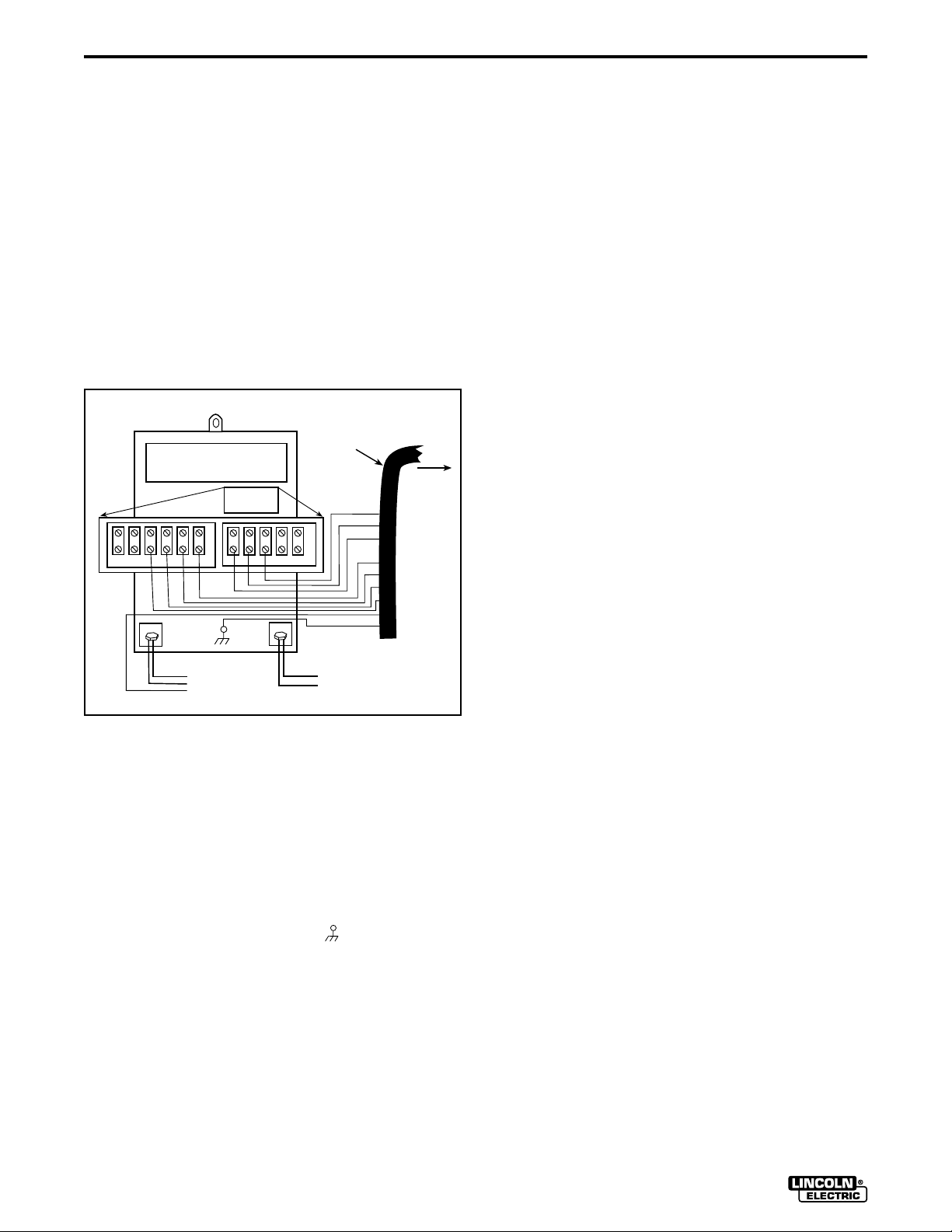
CONNECTING THE NA-5 TO THE
IDEALARC DC-600
NOTE: For optimum performance use the NA-5 with
IDEALARC DC-600 codes 8288 and above.
1. Disconnect main AC input power to the IDEALARC
DC-600.
2. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF.
3. Connect the wire feeder control cable leads to the
IDEALARC DC-600 terminal strip as shown in
Figure C.6.
LN8 OR LN 9
WIRE
FEEDER
CONTROL
CABLE
TO INPUT
CABLE
C
B
A
21 4 2 31 32
Ð
NEGATIVE
TO WORK
75 76 77 80 81
+
POSITIVE
ELECTRODE
CABLE TO WIRE
FEEDER
32
31
GND
2
4
21
5. Extend wire feeder control cable lead # 21 so it can
be connected directly to the work piece.
a. Make a bolted connection using AWG #14 or
larger insulated wire. Tape the bolted connection with insulating tape.
b. An S-16586- X remote voltage sensing work
lead is available for this purpose.
c. Keep the # 21 lead electrically separate from
the work cable circuit and connection.
d. Tape the # 21 lead to work cable for ease of
use.
6. Connect NA-5 wire feeder control jumpers on
Voltage Control Board. See NA-5 Operator's
Manual.
a. Connect red jumper on V oltage Control Board
to pin "S."
b. Connect white jumper on V oltage Control
Board to pin "B."
NOTE: The connection diagram shown in Figure C.6
shows the electrode connected for positive polarity . To
change polarity:
a. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF.
FIGURE C.6 - NA-5 WIRE FEEDER CONNECTION TO THE IDEALARC DC-600
NOTE: If using a K215 control cable, connect control cable leads #75, #76, and #77 to the matching
#75, #76, and #77 terminals on the terminal strip of
the IDEALARC DC- 600.
4. Connect the wire feeder control cable ground lead
to the frame terminal marked ( ).
NOTE: The IDEALARC DC-600 must be properly
grounded.
b. Move the electrode cable to the Negative (-)
output terminal.
c. Move the work cable to the Positive (+) output
terminal.
d. Set the IDEALARC DC-600 CONTROL
CIRCUIT POLARITY SWITCH to NEGATIVE.
NOTE: For proper NA-5 operation, the electrode
cables must be secured under the clamp bar on the left
side of the NA-5 Control Box.
IDEALARC DC-600

ACCESSORIES
C-7
CONNECTING THE LN-8 OR LN-9 TO THE
IDEALARC DC-600
1. Disconnect AC input power to the IDEALARC DC-
600.
2. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF.
3. Connect the wire feeder control cable leads to the
IDEALARC DC-600 terminal strip as shown in
Figure C.7.
4. Connect the wire feeder control cable ground lead
to the frame terminal marked ( ).
NOTE: The IDEALARC DC-600 must be properly
grounded.
5. Extend wire feeder control cable lead #21 so it can
be connected directly to the work piece.
a. Make a bolted connection using AWG #14 or
larger insulated wire. Tape the bolted connection with insulating tape.
b. An S-16586- X remote voltage sensing work
lead is available for this purpose.
c. Keep the #21 lead electrically separate from
the work cable circuit and connection.
d. Tape the #21 lead to work cable for ease of
use.
NOTE: Using the extended #21 lead eliminates
the need to use the LN-9's remote work lead
accessory which has a direct work lead jack.
6. Connect LN-9 wire feeder control jumpers on
Voltage Control board. See LN-9 Operator's
Manual.
LN8 OR LN 9
WIRE
FEEDER
CONTROL
CABLE
TO INPUT
CABLE
C
B
A
21 4 2 31 32
Ð
NEGATIVE
75 76 77 80 81
TO WORK
+
POSITIVE
ELECTRODE
CABLE TO WIRE
FEEDER
32
31
GND
2
4
21
FIGURE C.7 - LN-8 OR LN-9 WIRE FEEDER
CONNECTION TO THE IDEALARC DC-600
NOTE: On earlier units, the blue jumper on V oltage
Control Board is connected to Pin "B" on Start Board.
NOTE: The connection diagram shown in Figure C.7
shows the electrode connected for positive polarity . To
change polarity:
a. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF
b. Move the electrode cable to the Negative (-)
output terminal
c. Move the work cable to the Positive (+) output
terminal.
d. Set the IDEALARC DC-600 CONTROL CIR-
CUIT POLARITY SWITCH to NEGATIVE.
a. White jumper on V oltage Control Board to pin
"S."
b. Blue jumper on V oltage Control Board to pin
"B."
IDEALARC DC-600

C-8
ACCESSORIES
LN-7 IDEALARC DC-600
1. Disconnect main AC input power to the
IDEALARC DC-600.
2. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF.
3. Connect the wire feeder control cable leads to the
IDEALARC DC-600 terminal strip as shown in
Figure C.8.
LN -7 WIRE
FEEDER
CONTROL
CABLE
TO LN-7
INPUT
CABLE
PLUG
77
76
75
21 4 2 31 32
Ð
NEGATIVE
75 76 77 80 81
TO WORK
+
POSITIVE
ELECTRODE
CABLE TO LN
CONDUCTOR
BLOCK
32
31
21
GND
2
4
b. An S-16586- X remote voltage sensing work
lead is available for this purpose.
c. Keep the #21 lead electrically separate from
the work cable circuit and connection.
d. Tape the #21 lead to work cable for ease of
use.
NOTE: The connection diagram shown in Figure C.8
shows the electrode connected for positive polarity . To
change polarity:
a. Set the IDEALARC DC-600 ON/OFF PUSH
BUTTON to OFF.
b. Move the electrode cable to the Negative (-)
output terminal.
c. Move the work cable to the Positive (+) output
terminal.
d. Set the IDEALARC DC-600 CONTROL
CIRCUIT POLARITY SWITCH to NEGATIVE.
FIGURE C.8 - LN-7 WIRE FEEDER CONNECTION TO THE IDEALARC DC-600
4. Connect the wire feeder control cable ground lead
to the frame terminal marked ( ).
NOTE: The IDEALARC DC-600 must be properly
grounded.
5. PERFORM THIS STEP ONLY IF THE LN-7 IS
EQUIPPED WITH A METER KIT.
Extend wire feeder control cable lead #21 so it can
be connected directly to the work piece.
a. Make a bolted connection using AWG #14 or
larger insulated wire. Tape the bolted connection with insulating tape.
NOTE: If the work cable length is less than 25 feet
and the connections to the work piece are secure,
then wire feeder control cable lead #21 can be
connected directly to the DC-600 terminal strip.
IDEALARC DC-600

TABLE OF CONTENTS
- MAINTENANCE SECTION -
MAINTENANCE .................................................................. Section D
Safety Precautions ...................................................................D-2
Routine and Periodic Maintenance ..........................................D-3
3-D Exploded V iew ...................................................................D-4
SectionD-1
IDEALARC DC-600

D-2
MAINTENANCE
MAINTENANCE
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK
CAN KILL.
Only qualified personnel should
perform this maintenance.
Turn the input power OFF at the
disconnect switch or fuse box
before working on this equipment.
Do not touch electrically hot parts.
__________________
IDEALARC DC-600

MAINTENANCE
ROUTINE AND PERIODIC
MAINTENANCE
1. Disconnect input AC power supply lines to the
machine before performing periodic maintenance,
tightening, cleaning, or replacing parts. See
Figure D.1
Perform the following daily:
1. Check that no combustible materials are in the
welding or cutting area or around the machine.
2. Remove any debris, dust, dirt, or materials that
could block the air flow to the machine for cooling.
3. Inspect the electrode cables for any slits or
punctures in the cable jacket, or any condition that
would affect the proper operation of the machine.
D-3
Perform Periodically:
Clean the inside of the machine with low pressure air
stream. Clean the following parts. Refer to Figure D.1.
• Main transformer and choke.
• Electrode and work cable connections.
• SCR rectifier bridge and heat sink fins.
• Control board.
• Firing board.
• Fan Assembly.
NOTE: The fan motor has sealed bearings which
require no maintenance.
IDEALARC DC-600

D-4
MAINTENANCE
FIGURE D.1 - General Assembly Exploded View
IDEALARC DC-600

TABLE OF CONTENTS
- THEORY OF OPERATION SECTION -
Section E-1
IDEALARC DC-600
THEORY OF OPERATION SECTION ................................ Section E
Power Supply Operation ..................................................E-2 - E-5
Input Line Voltage, Connector and Main Transformer.........E-2
Output, Rectification,Control and Feedback ........................E-3
Protection Devices and Circuits (Contactor Hold-In) ...........E-4
SCR Operation ..........................................................................E-5
FIGURE E.1 Block Logic Diagram
8/98
OUTPUT
CONTROL
CONTROL
TRANSFORMER
CONTACTOR
TO
CONTROL
BOARD
PROTECTION
DEVICES &
CIRCUTS
115 VAC
CONTACTOR
()
HOLD-IN
TRANSFORMER
R
E
C
O
N
N
E
C
T
TERMINAL
STRIP
REMOTE
CONTROL
MAIN
FAN
115 VAC
FAULT PROTECTION
MODE
FIRING BOARD
1
1
5
V
A
C
SCR BRIDGE
CHOKE
CONTROL
PILOT
RELAY
BOARD
F
E
E
D
B
A
C
K
SHUNT
SWITCH
POSITIVE
TERMINAL
F
E
E
D
B
A
C
K
PILOT
RELAY
LATCHING
RESISTOR
NEGATIVE
TERMINAL

IDEALARC DC-600
E-2
THEORY OF OPERATION
INPUT LINE VOLTAGE, CONTACTOR AND MAIN TRANSFORMER
The desired three phase input power is connected to
the DC-600 through an Input Contactor located in the
input box at the rear of the machine. Two phases of
the input line are also connected to the Control
Transformer which supplies power to the Contactor
Hold-In Circuit. The Contactor Hold-In Circuit will disable the Input Contactor if the DC-600 is overloaded or
overheated.
A Reconnect Panel allows the user to configure the
machine for the desired input voltage. This AC input
voltage is applied to the primary of the Main
Transformer. The transformer changes the high voltage, low current input power to a low voltage, high current output. The finishes or "neutrals" of the main secondary coils are connected together and the six starts
of the secondary windings are connected to the rectifier assembly . In addition the main transformer also has
an isolated 115VAC auxiliary winding that supplies
115VAC to operate the cooling fan and offers 8 amps
of auxiliary power to operate wire feeding equipment.
The three 75VAC phase angle windings are also
housed in the Main Transformer assembly. These
windings provide power and "timing" to the firing board.
TERMINAL
STRIP
CONTACTOR
TO
CONTROL
BOARD
REMOTE
CONTROL
MAIN
TRANSFORMER
CONTROL
TRANSFORMER
115 VAC
115 VAC
FAULT PROTECTION
PROTECTION
DEVICES &
CIRCUTS
CONTACTOR
HOLD-IN
()
FIRING BOARD
CONTROL
BOARD
PILOT
RELAY
F
E
E
D
B
A
C
K
F
E
E
D
B
A
C
K
OUTPUT
CONTROL
MODE
SWITCH
POSITIVE
TERMINAL
NEGATIVE
TERMINAL
LATCHING
RESISTOR
PILOT
RELAY
CHOKE
1
1
5
V
A
C
FAN
R
E
C
O
N
N
E
C
T
SCR BRIDGE
SHUNT
FIGURE E.2 Input Line Voltage, Contactor and Main Transformer
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.
8/98

IDEALARC DC-600
E-3
THEORY OF OPERATION
FIGURE E.3 Output, Rectification, Control and Feedback
OUTPUT, RECTIFICATION,
CONTROL AND FEEDBACK
The neutrals of the Main Transformer secondary windings are connected together and the six starts are connected to the six SCR assemblies to form a six phase
output. This six phase AC output from the Main
Transformer secondary is rectified and controlled
through the SCR bridge. Output current and voltage is
sensed at the shunt and output terminals. This feedback information is processed in the control board.
The control board compares the commands of the
Mode switch and the Output Control Potentiometer (or
Remote Control) with the feedback information and
sends the appropriate signal to the Firing Board.
The Firing Board is a three phase circuit. Each phase
provides two firing pulses, one for each of the two
Silicon Controlled Rectifiers (SCR) controlled by that
phase. The firing circuit supplies the proper amount of
energy to the gates of the power SCRs. When this
energy is applied, at the correct time, the SCR will turn
"ON". The amount of "ON" time versus "OFF" time
determines the output of the machine. See SCR
Operation.
The Pilot Relay signals the Firing Board circuit to supply gate pulses to the SCR Bridge. Closing of the Pilot
Relay ( a "dry" closure of leads #2 and #4) also brings
the Latching Resistor into the machine output circuit.
The Latching Resistor provides a pre-load for the SCR
Bridge.
A Choke is connected between the neutral connection
of the Main Transformer secondaries and the negative
output terminal. This large inductor stores energy and
provides filtering for the output of the DC-600.
TERMINAL
STRIP
CONTACTOR
TO
CONTROL
BOARD
REMOTE
CONTROL
MAIN
TRANSFORMER
CONTROL
TRANSFORMER
115 VAC
115 VAC
FAULT PROTECTION
PROTECTION
DEVICES &
CIRCUTS
CONTACTOR
HOLD-IN
()
FIRING BOARD
CONTROL
BOARD
PILOT
RELAY
F
E
E
D
B
A
C
K
F
E
E
D
B
A
C
K
OUTPUT
CONTROL
MODE
SWITCH
POSITIVE
TERMINAL
NEGATIVE
TERMINAL
LATCHING
RESISTOR
PILOT
RELAY
CHOKE
1
1
5
V
A
C
FAN
R
E
C
O
N
N
E
C
T
SCR BRIDGE
SHUNT
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.
8/98

IDEALARC DC-600
E-4
THEORY OF OPERATION
FIGURE E.4 Protection Devices and Circuits (Contactor Hold-In)
PROTECTION DEVICES AND
CIRCUITS (CONTACTOR HOLD-IN)
Two thermostats protect the DC-600 from excessive
operating temperatures. Excessive operating temperatures may be caused by a lack of cooling air or operating the machine beyond the duty cycle and output
rating. If excessive operating temperature should
occur, the thermostat(s) will deactivate the input contactor, turning the machine off. The input contactor will
remain open until the machine cools. The machine
can then be restarted by operating the start push button.
Upon restart if the fan does not turn or the air intake
louvers are obstructed, then the input power must be
removed and the fan problem or air obstruction be
corrected.
The DC-600 is also protected against high current
overloads. This electronic protection circuit senses an
overload on the power source and opens the input contactor should the overload remain for a predetermined
time. If the overload is great the machine will shut
down immediately. The input contactor will remain
open until the start push button is operated.
The Remote Control circuit is also protected from
"grounds" or voltage intrusions. If the #75, #76 or #77
leads come in contact with either of the machine's output cables, the DC-600 will only operate at a minimum
output or the input contactor will open.
TERMINAL
STRIP
CONTACTOR
TO
CONTROL
BOARD
REMOTE
CONTROL
MAIN
TRANSFORMER
CONTROL
TRANSFORMER
115 VAC
115 VAC
FAULT PROTECTION
PROTECTION
DEVICES &
CIRCUTS
CONTACTOR
HOLD-IN
()
FIRING BOARD
PILOT
RELAY
F
E
E
D
B
A
C
K
F
E
E
D
B
A
C
K
OUTPUT
CONTROL
MODE
SWITCH
POSITIVE
TERMINAL
NEGATIVE
LATCHING
RESISTOR
PILOT
RELAY
CHOKE
1
1
5
V
A
C
FAN
R
E
C
O
N
N
E
C
T
CONTROL
BOARD
SCR BRIDGE
SHUNT
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.
8/98

ANODE
INPUT
CATHODE
OUTPUT
GATE
GATE
THEORY OF OPERATION
FIGURE E.5 SCR Operation
E-5
NOTE: AS THE GATE
PULSE IS APPLIED
LATER IN THE C YCLE
THE SCR OUTPUT
IS DECREASED.
SCR OPERATION
A silicon controlled rectifier (SCR) is a three terminal
device used to control rather large currents to a load.
An SCR acts very much like a switch. When a gate signal is applied to the SCR it is turned ON and there is
current flow from anode to cathode. In the ON state the
SCR acts like a closed switch. When the SCR is turned
OFF there is no current flow from anode to cathode
thus the device acts like an open switch. As the name
suggests, the SCR is a rectifier, so it passes current
only during positive half cycles of the AC supply. The
positive half cycle is the portion of the sine wave in
which the anode of the SCR is more positive than the
cathode.
When an AC supply voltage is applied to the SCR, the
device spends a certain portion of the AC cycle time in
the on state and the remainder of the time in the off
state. The amount of time spent in the ON state is controlled by the Gate.
An SCR is fired by a short burst of current into the
gate. This gate pulse must be more positive than the
cathode voltage. Since there is a standard PN junction
between gate and cathode, the voltage between these
terminals must be slightly greater than 0.6V. Once the
SCR has fired it is not necessary to continue the flow
of gate current. As long as current continues to flow
from anode to cathode the SCR will remain on. When
the anode to cathode current drops below a minimum
value, called holding current, the SCR will shut off.
This normally occurs as the AC supply voltage passes
through zero into the negative portion of the sine wave.
If the SCR is turned on early in the positive half cycle,
the conduction time is longer resulting in greater SCR
output. If the gate firing occurs later in the cycle the
conduction time is less resulting in lower SCR output.
IDEALARC DC-600

TABLE OF CONTENTS
- TROUBLESHOOTING & REPAIR SECTION -
Troubleshooting & Repair Section................................................................Section F
Safety Precautions .................................................................................................F-2
How to Use Troubleshooting Guide .......................................................................F-2
PC Board Troubleshooting Procedures .................................................................F-3
Troubleshooting Guide ................................................................................F-4 - F-12
Test Procedures
Control Transformer V oltage Test .......................................................F-13 - F-14
Main Transformer V oltage Test ...........................................................F-16 - F-20
Firing Board Test .................................................................................F-21 - F-27
Control Board Test ..............................................................................F-28 - F-32
Static SCR Test ...................................................................................F-33 - F-36
Active SCR Test ..................................................................................F-37 - F-40
Oscilloscope W aveforms
Normal Open Circuit V oltage W aveform Constant Current Mode .................F-41
Normal Maximum Open Circuit V oltage W aveform
Constant V oltage Innershield Mode .......................................................F-42
Normal Minimum Open Circuit V oltage W aveform
Constant V oltage Innershield Mode .......................................................F-43
Typical Output V oltage W aveform Machine Loaded
Constant V oltage Innershield Mode .......................................................F-44
Typical SCR Gate V oltage W aveform @ Maximum Output Setting .....................
Constant V oltage Innershield Mode .......................................................F-45
Abnormal Open Circuit V oltage W aveform
Constant V oltage Innershield Mode .......................................................F-46
Replacement Procedures
Input Contactor Cleaning and or Replacement ..................................F-47 - F-48
SCR Output Bridge Removal.........................................................................F-49
Removal of Individual SCR Heat Sinks ......................................F-50 - F-53
Removal of Lift Bail Assembly ............................................................F-54 - F-56
Removal of Transformer from Lift Bail Assembly ...............................F-57 - F-59
Transformer Disassembly and Coil Replacement .........................................F-60
Retest After Repair ..................................................................................F-61 - F-62
SECTION F-1
IDEALARC DC-600

F-2
TROUBLESHOOTING & REPAIR
HOW TO USE TROUBLESHOOTING GUIDE
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician and
machine operator and will invalidate your factory warranty. For your safety and to avoid
Electrical Shock, please observe all safety notes and precautions detailed throughout this
manual.
______________________________
This Troubleshooting Guide is provided to
help you locate and repair possible machine
malfunctions. Simply follow the three-step
procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM
(SYMPTOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the
symptom that the machine is exhibiting.
Symptoms are grouped into several main
categories: output problems and welding
problems.
Step 2. PERFORM EXTERNAL TESTS.
The second column labeled “POSSIBLE
AREAS OF MISADJUSTMENT(S)” lists the
obvious external possibilities that may contribute to the machine symptom. Perform
these tests/checks in the order listed. In
general, these tests can be conducted without removing the case wrap-around cover.
Step 3. PERFORM COMPONENT TESTS.
The last column labeled “Recommended
Course of Action” lists the most likely components that may have failed in your
machine. It also specifies the appropriate
test procedure to verify that the subject component is either good or bad. If there are a
number of possible components, check the
components in the order listed to eliminate
one possibility at a time until you locate the
cause of your problem.
All of the referenced test procedures
referred to in the Troubleshooting Guide are
described in detail at the end of this chapter.
Refer to the Troubleshooting and Repair
Table of Contents to locate each specific
Test Procedure. All of the specified test
points, components, terminal strips, etc. can
be found on the referenced electrical wiring
diagrams and schematics. Refer to the
Electrical Diagrams Section Table of
Contents to locate the appropriate diagram.
IDEALARC DC-600
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
______________________________

TROUBLESHOOTING & REPAIR
PC BOARD TROUBLESHOOTING PROCEDURES
- Remove the P.C. Board from the static-shield-
WARNING
ELECTRIC SHOCK can
kill.
Have an electrician install and
service this equipment. Turn the
input power OFF at the fuse box
before working on equipment. Do
not touch electrically hot parts.
ing bag and place it directly into the equipment.
Don’t set the P.C. Board on or near paper, plastic or cloth which could have a static charge. If
the P.C. Board can’t be installed immediately,
put it back in the static-shielding bag.
- If the P.C. Board uses protective shorting
jumpers, don’t remove them until installation is
complete.
F-3
CAUTION: Sometimes machine failures
appear to be due to PC board failures. These
problems can sometimes be traced to poor
electrical connections. To avoid problems when
troubleshooting and replacing PC boards,
please use the following procedure:
1. Determine to the best of your technical ability that the PC board is the most likely component causing the failure symptom.
2. Check for loose connections at the PC board
to assure that the PC board is properly connected.
3. If the problem persists, replace the suspect
PC board using standard practices to avoid
static electrical damage and electrical shock.
Read the warning inside the static resistant
bag and perform the following procedures:
P.C. Board can be damaged by static electricity.
- Remove your body’s static charge before opening
ATTENTION
Static-Sensitive
Devices
Handle only at
Static-Safe
Workstations
the static-shielding bag.
Wear an anti-static wrist
strap. For safety, use a 1
Meg ohm resistive cord
connected to a grounded
part of the equipment
frame.
- If you return a P.C. Board to The Lincoln
Electric Company for credit, it must be in the
static-shielding bag. This will prevent further
damage and allow proper failure analysis.
4. Test the machine to determine if the failure
symptom has been corrected by the
replacement PC board.
NOTE: It is desirable to have a spare (known
good) PC board available for PC board troubleshooting.
NOTE: Allow the machine to heat up so that all
electrical components can reach their operating
temperature.
5. Remove the replacement PC board and substitute it with the original PC board to
recreate the original problem.
a. If the original problem does not reappear
by substituting the original board, then
the PC board was not the problem.
Continue to look for bad connections in
the control wiring harness, junction
blocks, and terminal strips.
b. If the original problem is recreated by the
substitution of the original board, then
the PC board was the problem. Reinstall
the replacement PC board and test the
machine.
Reusable
Container
Do Not Destroy
equipment frame. Keep touching the frame to
prevent static build-up. Be sure not to touch any
electrically live parts at the same time.
- Tools which come in contact with the P.C.
Board must be either conductive, anti-static or
static-dissipative.
- If you don’t have a wrist
strap, touch an unpainted,
grounded, part of the
6. Always indicate that this procedure was
followed when warranty reports are to be
submitted.
NOTE: Following this procedure and writing on
the warranty report, “INSTALLED AND
SWITCHED PC BOARDS TO VERIFY PROBLEM,” will help avoid denial of legitimate PC
board warranty claims.
IDEALARC DC-600

F-4
TROUBLESHOOTING & REPAIR
Observe Safety Guidelines
detailed in the beginning of this manual.
PROBLEMS
(SYMPTOMS)
Major Physical or Electrical Damage is Evident
The Machine is dead- The Input contactor does not operate.
TROUBLESHOOTING GUIDE
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
Contact the Lincoln Electric Service
Dept. (216) 383-2531 or 1-800-8339353 (WELD)
1. Check for blown or missing
fuses in input lines.
2. Check the three- phase input
line voltage at the machine.
The input voltage must match
the rating plate and reconnect
panel.
RECOMMENDED
COURSE OF ACTION
1. The ON/OFF PUSHBUTTON
(S1) may be faulty - Check for
proper operation. See wiring
diagram.
2. The Control Transformer (T2)
may be faulty. Perform the
Control Transformer Test.
3. The primary or secondary
thermostats may be open.
Check or replace. Also check
the associated wiring. See
wiring diagram.
4. The pilot relay (CR2) may be
faulty. Check or replace. See
wiring diagram.
5. The input contactor coil may
be open. See wiring diagram.
6. The Control board may be
faulty.- Replace.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-5
TROUBLESHOOTING GUIDE
PROBLEMS
(SYMPTOMS)
Input contactor (CR1) chatters.
Input contactor pulls in when start button is pressed but immediately drops out when start button is released.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
1. The input line voltage may be
2. Make sure input line voltage
1. Make sure input line voltage
2. Remove all external wires
OUTPUT PROBLEMS
low. Check all three phases.
matches machine rating and
the reconnect panel is connected correctly for the line voltage.
matches machine rating and
the reconnect panel is connected correctly for the line voltage.
attached to terminal strip. ( 2, 4,
31, 32 75,76,77). If contactor
(CR1) functions correctly there
may be a "ground" or negative
intrusion on the remote control
leads (75, 76, or 77). There
may also be a "short" at the
welder output terminals.
Observe Safety Guidelines
detailed in the beginning of this manual.
RECOMMENDED
COURSE OF ACTION
1. The pilot relay (CR2) may
have bad contacts. Check or
replace relay.
2. Check for loose or faulty
wiring between pilot relay
(CR2) and input contactor
(CR1)coil connections.
3. The input contactor (CR1)
may be faulty.-Replace.
1. The CR1 interlock may be
faulty. Replace if necessary.
2. The ON/OFF PUSHBUTTON
may be faulty. Check or
replace.
3. Check internal remote control
circuit ( leads 75, 76 and 77)
and switch SW3 for grounds
or shorts.
4. The control board may be
faulty. Replace.
3. If the problem persists after performing steps #1 and #2 the
problem is in the DC600.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

F-6
TROUBLESHOOTING & REPAIR
Observe Safety Guidelines
detailed in the beginning of this manual.
PROBLEMS
(SYMPTOMS)
Machine input contactor operates but machine has no weld output.Fan runs and pilot light glows.
TROUBLESHOOTING GUIDE
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Install a jumper from #2 to #4
on machine terminal strip. If
machine weld output is restored
the problem is in the wire feeder or control cable.
2. If remote control is not being
used make certain the OUTPUT CONTROL SWITCH
(SW3) is in the "OUTPUT CONTROL AT DC 600" position.
3. Check 8AMP fuse in the front
panel.Replace if blown.
4. Check for loose or faulty weld
cable connections.
RECOMMENDED
COURSE OF ACTION
1. Check operation of output pilot
relay(CR4). There should be
115VAC present at leads #31
and #4 at (CR4) when #2 and
#4 are jumpered together at
the terminal strip.
a. If the correct voltage is
present and the relay
does not activate, the
relay may be faulty.Replace.
b. If the 115VAC is missing,
check the associated
wiring for loose or faulty
connections. See wiring
diagram.
2. Check the OUTPUT CONTROL POTENTIOMETER
(R1) and associated circuitry
for loose or faulty connections.
See wiring diagram.
3. Perform Main Transformer
test.
4. Perform Firing Board test.
5. Perform Control Board test.
6. Perform SCR Output Bridge
test.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-7
TROUBLESHOOTING GUIDE
PROBLEMS
(SYMPTOMS)
Machine has maximum weld output and no control.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
1. If remote control is being used
OUTPUT PROBLEMS
set OUTPUT CONTROL
SWITCH (SW3) in "OUTPUT
CONTROL AT DC600" position
and control weld output with the
OUTPUT CONTROL POTENTIOMETER (R1) at DC600. If
the problem is solved check the
remote control unit (or wire
feeder) and associated control
cable.
Observe Safety Guidelines
detailed in the beginning of this manual.
RECOMMENDED
COURSE OF ACTION
1. Check OUTPUT CONTROL
SWITCH (SW3) and associated wiring.
2. Check feedback leads #222
(negative output terminal),
#215, and #210 (output
shunt) for loose or faulty connections. See wiring diagram.
3. Check the #75 lead for continuity (zero ohms) from the
OUTPUT CONTROL POTENTIOMETER (R1) to the control
board plug 2J1. See wiring
diagram.
4. Perform Firing Board test.
5. Perform Control Board test.
6. Perform SCR Output Bridge
test.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

F-8
TROUBLESHOOTING & REPAIR
Observe Safety Guidelines
detailed in the beginning of this manual.
PROBLEMS
(SYMPTOMS)
Machine has minimum output and no control.
TROUBLESHOOTING GUIDE
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. If a remote control unit is NOT
connected to the terminal strip
#75, #76, and #77 terminals,
the OUTPUT CONTROL
SWITCH must be in the "OUTPUT CONTROL AT DC600"
position.
2. If a remote control cable is connected to terminals #75, #76
and #77 the leads may be
"shorted" to the positive weld
output.
3. Make certain the Three Phase
input voltage is correct and
matches the machine rating
and the reconnect panel.
RECOMMENDED
COURSE OF ACTION
1. Check the OUTPUT CONTROL POTENTIOMETER
(R1) and associated wiring.
2. Check the OUTPUT CONTROL SWITCH (SW3), the
WELDING MODE SWITCH
(SW4) and associated wiring.
3. Perform the Control Board
test.
4. Perform the Firing Board test.
5. Perform the SCR Output
Bridge test.
6. Perform the Main Transformer
test.
The machine does not have maximum weld output.
1. Check all Three-Phase input
lines at the DC600. Make
sure input voltages match
machine rating and reconnect panel.
2. Put OUTPUT CONTROL
SWITCH (SW3) in "OUTPUT CONTROL AT DC600"
position. If problem is solved
then check remote control
unit or wire feeder.
1. Check the OUTPUT CONTROL POTENTIOMETER
(R1) and associated wiring
for loose or faulty connections. See wiring diagram.
2. Perform Control Board test.
3. Perform Firing Board test.
4. Perform Main Transformer
test.
5. Perform SCR Output
Bridge test.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-9
TROUBLESHOOTING GUIDE
PROBLEMS
(SYMPTOMS)
Machine shuts off (input contactor
drops out) when the welder output
terminals are made electrically
"hot".
(#2 to #4 closure at terminal strip.)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
1. Remove all welding cables and
2. If the machine still shuts off
OUTPUT PROBLEMS
control cables from the DC 600.
Jumper #2 to #4 at the terminal
strip. If the machine does NOT
shut off and normal open circuit
voltage is present at the welder
output terminals the problem is
external to the DC600. Either
the remote leads #75, #76 or
#77 are grounded to the negative output cable or there is a
short on the welding output terminals.
when all control and welding
cables are removed then the
problem is internal to the
DC600.
Observe Safety Guidelines
detailed in the beginning of this manual.
RECOMMENDED
COURSE OF ACTION
1. Check for grounds and or
shorts in the #75, #76, #77 circuit. See wiring diagram.
2. Check for grounds and shorts
in the welder output terminals
and associated leads. See
wiring diagram.
3. Check the output shunt and
associated leads. See wiring
diagram.
4. Perform the Control Board
test.
The DC600 will NOT shut off when the Stop button is pushed.
1. Contact your local Lincoln
Authorized Field Service
Facility.
1. The input contactor(CR1)
contacts may be stuck
closed. Check and replace
if necessary.
2. The Interlock contacts (Part
of CR1) may be faulty.
Replace if necessary.
3. The ON/OFF PUSHBUTTON may be faulty. Check
or replace.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
1/96
IDEALARC DC-600

F-10
TROUBLESHOOTING & REPAIR
Observe Safety Guidelines
detailed in the beginning of this manual.
PROBLEMS
(SYMPTOMS)
The weld output terminals are always electrically "hot".
TROUBLESHOOTING GUIDE
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Remove any external leads
hooked to #2 and #4 on the terminal strip. If the problem disappears the fault is in the control cable or wire feeder.
2. If some open circuit voltage is
present (over 3VDC.) after performing Step #1. then the problem is within the DC600.
RECOMMENDED
COURSE OF ACTION
1. Check for an internal short
between leads #2 and #4.
See wiring diagram.
2. The Pilot Relay (CR4)may be
"stuck" closed. Check or
replace.
3. Perform Firing Board test.
4. Perform Control Board test.
5. Perform the SCR Output
Bridge test.
6. The SCR Snubber(s) may be
"leaky". Check or replace.
See wiring diagram.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600
1/96

TROUBLESHOOTING & REPAIR
F-11
TROUBLESHOOTING GUIDE
PROBLEMS
(SYMPTOMS)
Poor arc starting when the DC600 is in the CV Sub-Arc or CV Innershield Modes.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
1. Make sure the proper welding
2. Check weld cables for loose or
WELDING PROBLEMS
procedures are being used.
(wire feed speed , arc voltage
and wire size)
faulty connections.
Observe Safety Guidelines
detailed in the beginning of this manual.
RECOMMENDED
COURSE OF ACTION
1. Check the CR3 reed switch.
The voltage from lead #215 to
lead #220 should be 8VDC
when the DC600 is in an idle
condition (on but not welding).
When the machine is producing welding current the reed
switch (CR3) should close and
the voltage from #215 to #220
should drop to zero.
2. Perform the Firing Board test.
3. Perform the SCR Output
Bridge test.
4. The control board may be
faulty. - Replace.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

F-12
TROUBLESHOOTING & REPAIR
Observe Safety Guidelines
detailed in the beginning of this manual.
PROBLEMS
(SYMPTOMS)
Poor arc characteristics in all processes.
TROUBLESHOOTING GUIDE
POSSIBLE AREAS OF
MISADJUSTMENT(S)
WELDING PROBLEMS
1. Check for the correct input voltages on the three- phase input
lines at the DC600.
2. Make sure the proper welding
procedures are being
used.(wire feed speed, arc voltage and wire size).
3. Check the welding cables for
loose or faulty connections.
RECOMMENDED
COURSE OF ACTION
1. Check the WELDING MODE
SWITCH (SW4) and the associated wiring for loose or faulty
connections. See wiring diagram.
2. Check the CR3 reed switch.
The voltage from lead #215 to
lead #220 should be 8VDC
when the DC600 is in an idle
condition. When the machine
is producing welding current
the reed switch (CR3) should
close and the voltage from
#215 to #220 should drop to
zero.
3. Perform the Firing Board test.
4. Perform the SCR Output
Bridge test.
5. The control board may be
faulty - Replace.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln
Electric Service Department for technical troubleshooting assistance before you proceed call 216-383-2531 or 1-800-833-9353.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-13
CONTROL TRANSFORMER (T2) VOLTAGE TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
TEST DESCRIPTION
This test will determine if the correct voltage is being
a. applied to the primary of the control transformer.
b. induced on the secondary winding of the control transformer.
MATERIALS NEEDED
Volt/Ohm Meter (Multimeter)
IDEALARC DC-600 wiring diagrams (See Electrical Diagram Section of Manual).
IDEALARC DC-600

F-14
TROUBLESHOOTING & REPAIR
CONTROL TRANSFORMER (T2) VOLTAGE TEST
FIGURE F.1 - Control Transformer and Lead Locations
TEST PROCEDURE
1. Disconnect main AC input power to
the machine.
2. Remove the Top and Case Sides.
3. Locate the Control Transformer
(T2) on the left side of the Input
Box (facing the back the of the
machine). See Figure F.1.
4. Locate the Control Transformer primary leads (H1, H2, H3, etc.). See
wiring diagram.
NOTE: Unused leads should be
taped.
a. Inspect for broken or incorrect
connections.
5. Locate Control Transformer leads
X1 and X2.
a. Lead X1 is connected to the
Input Contactor (CR1) interlock
located underneath the Input
Contactor. See Figure F.1.
b. Lead X2 is connected to the
secondary winding thermostat.
See Figure F.1.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
CONTROL TRANSFORMER (T2) VOLTAGE TEST
F-15
6. Test for 115 VAC between leads X1
and X2.
NOTE: If the main AC input supply
voltage varies, the Control
Transformer voltage will vary by the
same percentage.
a. Connect one end of an insulat-
ed alligator clip to the X1 connection at the Input Contactor
(CR1) interlock. See Figure
F.2.
CONTROL
TRANSFORMER
b. Connect the other end of the
alligator clip to one of the meter
probes. Be sure that neither
the alligator clip nor the meter
probe touches any metal surfaces.
c. Connect the other meter probe
to the X2 connection at the
secondary winding thermostat.
See Figure F.2.
d. Apply current Input Power to
DC-600.
INPUT
CONTACTOR (CR1)
X1
METER
PROBE
ALLIGATOR CLIP CABLE
INSULATED
LEFT SIDE OF
LIFT BAIL ASSEMBLY CASE BACK
FIGURE F.2 - Control Transformer X1 and X2 Test Connections
7. Read meter for 115 VAC.
a. If 115 VAC is present, the
Control Transformer is functioning properly.
b. If 115 VAC IS NOT present, go
to Step 8.
8. If 115 VAC is not present between
leads X1 and X2, test for correct
main AC input power to the Control
Transformer primary windings (H1,
H2, H3, etc.) See Wiring Diagram.
a. If the correct main AC input
power to the Control Trans-former primary windings is present AND the secondary voltage is not correct, the Control
Transformer may be faulty.
Replace.
IDEALARC DC-600

F-16
TROUBLESHOOTING & REPAIR
MAIN TRANSFORMER (T1) VOLTAGE TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
TEST DESCRIPTION
This test will determine if the correct voltages are being
a. applied to the primary windings of the Main Transformer (T1).
b. induced on the secondary winding, auxiliary windings, and phase angle
windings.
MATERIALS NEEDED
Volt/Ohm Meter (Multimeter)
IDEALARC DC-600 wiring diagram (See Electrical Diagram Section of Manual).
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
MAIN TRANSFORMER (T1) VOLTAGE TEST
L3
T3
L2
T2
L1
T1
F-17
FIGURE F.3 - Input Contactor, Reconnect Panel, and Primary Leads to
Main Transformer Locations
TEST PROCEDURE
1. Set ON/OFF PUSHBUTTON to
OFF
2. Disconnect main AC input power
from the machine.
3. Inspect the Input Contactor,
Reconnect Panel, and primary
leads to the Main Transformer for
loose or faulty connections. See
Figure F.3.
a. Confirm that the Reconnect
Panel is connected properly for
the three-phase main AC input
power supplied to the machine.
See the Reconnect Panel
Connection Diagram located
on the inside of the Input Box
Assembly Access Door.
4. Connect main AC input power to
the machine.
5. Set the ON/OFF PUSHBUTTON to
ON.
a. Make sure the Input Contact
(CR1) energizes. The fan
runs.
6. Test with an AC voltmeter for proper main AC input voltage to the line
side of the Input Contactor (CR1).
See wiring diagram.
a. L1 to L2.
b. L2 to L3.
c. L1 to L3.
IDEALARC DC-600

F-18
TROUBLESHOOTING & REPAIR
MAIN TRANSFORMER (T1) VOLTAGE TEST
7. Read meter.
a. If proper voltage is present for
all three phases, proper main
AC input voltage is being supplied.
b. If proper voltage is not present
in any or all of the three phases, check input fuses and
leads.
8. Test with an AC voltmeter for proper main AC input voltage from the
output side of the Input Contactor
(CR1). See wiring diagram.
a. T1 to T2.
b. T2 to T3.
c. T1 to T3.
9. Read meter.
a. If proper voltage is present for
all three phases, the Contactor
is working properly.
b. If the proper voltage is not pre-
sent for any or all of the three
phases, the contactor may be
faulty. Replace.
10. Test with an AC voltmeter for 52
VAC from each of the six main
transformer secondary leads to the
common buss connected to the
output choke. See Figure F.4.
a. If one or more of the above voltage
tests are incorrect, check for loose
or faulty wiring.
b. If the wiring is good, then the Main
Transformer may be faulty.
Replace.
IDEALARC DC-600
FIGURE F.4 - Main Secondary Lead Test Points.

TROUBLESHOOTING & REPAIR
MAIN TRANSFORMER (T1) VOLTAGE TEST
F-19
11. Test for 115 VAC between leads
#31 and #32 on the terminal board.
a. Open the Front Panel
Assembly Door to gain access
to the terminal board.
b. If the above voltage test is
incorrect, check for loose or
faulty wiring.
c. If the wiring is good, then the
Main Transformer may be
faulty. Replace.
12. Remove the six screws from the
Control Box Cover with a 5/16" nut
driver and flip the cover down. It
does not have to be completely
removed to perform the tests.
13. Test with an AC voltmeter for 75
VAC for each phase angle winding
as shown in Figures F.5 and F.6.
NOTE: If the main AC input supply
voltage varies, the Main
Transformer voltages will vary proportionately.
a. If the Firing Board number is
G-1486-4 or lower, test for 75
VAC between the leads connected to the terminal strip
located on the right side of the
Control Box. See Figure F.5.
31
32A
203
204
205
206
207
208
From Lead # To Lead # Expected VAC
#203 #204 75 VAC
#205 #206 75 VAC
#207 #208 75 VAC
Figure F.5 - Phase Angle Windings Test Points and
Terminal Board location.
IDEALARC DC-600

F-20
TROUBLESHOOTING & REPAIR
MAIN TRANSFORMER (T1) VOLTAGE TEST
b. If the Firing Board number is
G-1486 - 5 or higher, test for 75
VAC between the leads connected to the firing board
Molex plugs. See Figure F.6.
FIRING BOARD CONTROL BOARD
PIN 4
(LEAD #204)
(LEAD #206)
(LEAD #203)
c. If one or more of the above
voltage tests are incorrect,
check for loose or faulty wiring.
d. If the wiring is good, then the
Main Transformer may be
faulty. Replace.
TERMINAL
STRIP
(LEAD #207)
PIN 3
PIN 2
J5
(LEAD #208)
(LEAD #205)
PIN 9
PIN 8
PIN 7
IDEALARC DC-600
From
Plug Pin Lead
J5 2 #203 J5 4 #204
J5 7 #205 J5 3 #206
J5 9 #207 J5 8 #208
Plug Pin Lead
To
Expected VAC
75 VAC
75 VAC
75 VAC
FIGURE F.6 - Phase Angle Windings Test Points and Firing Board
Location.

TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
F-21
TEST DESCRIPTION
This test determines whether or not the Firing Board is receiving the correct voltages and
gate signals. The LEDs (Light Emitting Diodes) will help you determine if the Firing Board
is generating gate signals to the main SCRs.
MATERIALS NEEDED
Volt/Ohm Meter (Multimeter)
IDEALARC DC-600 wiring diagram and Firing Board schematic drawing (See Electrical
Drawing Section of Manual).
IDEALARC DC-600

F-22
TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
TEST PROCEDURE FOR
NORMAL FIRING BOARD
OPERATION
1. Disconnect main AC input power to
the IDEALARC DC-600.
2. Locate the Firing Board on the left
side of Control Box facing the
machine.
3. Perform a visual inspection of the
Firing Board to see if there are any
loose or faulty connections.
4. Connect the correct main AC input
power to the machine.
5. Set the ON/OFF PUSHBUTTON to
ON.
6. Locate LEDs 7, 8, and 9 on the
Firing Board. See Figure F.7.
Each LED should be ON and be
equally bright. Use Table F.1 to
check the operation of each LED.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
F-23
FIGURE F.7 - Firing Board LED and Molex Plug Locations
IDEALARC DC-600

F-24
TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
TABLE F.1 - LED 7, 8 and 9 Check List
IF
LED 7 is ON
LED 7 is OFF or is
DIMMER than other LEDs
LED 8 is ON AC power is being supplied to the Firing Board from
LED 8 is OFF or is
DIMMER than other LEDs
LED 9 is ON AC power is being supplied to the Firing Board from
LED 9 is OFF or is
DIMMER than other LEDs
AC power is being supplied to the Firing Board from
leads #203 and #204 connected to the phase angle
winding in the Main Transformer.
The proper AC voltage may not be reaching Firing
Board. Check for loose or faulty connections.
Perform Main Transformer Test.
leads #205 and #206 connected to the phase angle
winding in the Main Transformer.
The proper AC voltage may not be reaching Firing
Board. Check for loose or faulty connections.
Perform Main Transformer Test.
leads #207 and #208 connected to the phase angle
winding in the Main Transformer.
The proper AC voltage may not be reaching Firing
Board. Check for loose or faulty connections.
Perform Main Transformer Test.
THEN
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
F-25
7. Locate the terminal strip directly
below the Control Box.
8. Connect a jumper wire from terminal #2 to terminal #4 on the terminal strip. See Figure F.8.
NOTE: This jumper connection initiates machine output.
FIGURE F.8 - Jumper Wire Connection Points
IDEALARC DC-600

F-26
TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
9. Locate LEDs 1 to 6. Each LED
should glow with equal brightness.
NOTE: LEDs 1 to 6 indicate that
the gate firing signals are being
generated to send to each of the
SCRs.
10. Set the OUTPUT CONTROL
SWITCH (SW3) in the "Output
Control at DC-600" position.
11. Set the WELDING CONTROL
SWITCH in either of the "CV" positions.
12. Rotate the OUTPUT CONTROL
POTENTIOMETER. As the pot is
turned clockwise, the LEDs glow
brighter. As the pot is turned
counter-clockwise, the LEDs dim.
a. If the LEDs glow and change in
brightness equally as the pot is
turned and the problem continues, then the SCR Bridge may
be faulty. Perform SCR Bridge
test.
b. If any or all of LEDs 1-6 do not
glow or do not change in
brightness equally as the pot is
turned, go to Step 13.
13. Test for 10 VDC to 13 VDC
between leads #231 and #215 on
the Firing Board in CV mode.
a. Locate on the Firing Board the
Molex Plug with leads #231
and #215 connected to it. See
Figure F.7.
b. Set the ON/OFF PUSH
BUTTON to OFF.
c. Remove the Molex Plug from
the board.
d. Insert the meter probes into the
appropriate Plug lead cavities.
NOTE: OBSERVE POLARITY.
DC VOLTAGES BEING TESTED.
e. Connect the Molex Plug into
the Firing Board.
f. Set the WELDING MODE
SWITCH in either of the "CV"
positions.
g. Set the ON/OFF PUSHBUT-
TON to ON.
h. Rotate the OUTPUT CON-
TROL POTENTIOMETER
clockwise and counter-clockwise. The DC voltage between
leads #231 and #215 should
vary from 10 VDC to 13 VDC
as the pot is turned from minimum to maximum.
IDEALARC DC-600
i. If the voltage does NOT vary,
then the Control Board may be
faulty. Replace.

TROUBLESHOOTING & REPAIR
FIRING BOARD TEST
F-27
14. Test for approximately 5.8 VDC
between leads #231 and # 215 on
the Firing Board in VV (CC) mode.
a. Keep the meter probes insert-
ed into the Plug lead cavities
for leads #231 and #215.
b. Keep the jumper connected at
terminals #2 and #4 at the terminal strip.
c. Set the WELDING MODE
SWITCH (SW4) to the VV (CC)
position.
d. Rotate the OUTPUT CON-
TROL POTENTIOMETER
clockwise and counter-clockwise. The DC voltage between
leads #231 and #215 should be
constant at approximately 5.8
VDC. This voltage should not
vary when the pot is turned.
15. Test Output Pilot Control Relay
(CR4) for proper operation by
removing and replacing repeatedly
the jumper wire from terminal # 2.
This should cause the relay contacts to open and close. The contacts can be seen closing and
opening through the clear plastic
relay case or can be heard opening
and closing.
a. If the Output Control Relay
(CR4) does not close when
energized, check for loose or
faulty wiring.
16. Remove the jumper from terminals
#2 and #4 on the terminal strip.
17. Replace the Firing Board if the
above voltage and control relay
tests were passed. It may be
faulty.
e. Remove probes inserted into
the Molex Plug lead cavities of
lead #231 and #215.
IDEALARC DC-600

F-28
TROUBLESHOOTING & REPAIR
CONTROL BOARD TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
TEST DESCRIPTION
This test will determine if the Control Board is receiving the correct voltages and feedback
signals.
MATERIALS NEEDED
Analog Volt/Ohm Meter (Multimeter)
IDEALARC DC-600 wiring diagrams (See Electrical Diagrams Section of this Manual).
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
CONTROL BOARD TEST
See Table F .2 for LED function during normal operation. See Figure F.9 for LED location on Control Board.
F-29
LED #
1
2
4
5
FIGURE F.9 - Control Board LED Locations
FUNCTION DURING NORMAL OPERATION
(Machine is ON)
Glows to display that 115 VAC is present between leads #255 and
#256 at Plug J2 on Control Board.
Glows to display that output voltage feedback is being supplied to the
Control Board. Terminals #2 and #4 on the terminal strip must be
jumped together.
Glows to display that power is applied to fault protection relay (CR2).3
DOES NOT GLOW. Glows only if there is a fault condition.
Glows to display a control signal (lead # 231) is being supplied to the
Firing Circuit. When the OUTPUT CONTROL SWITCH (SW-3) is in the
"Output Control at DC-600" position and the WELDING MODE
SWITCH (SW-4) is in the "CV" position, the LED will glow brighter or
dimmer as the OUTPUT CONTROL POTENTIOMETER is rotated. If
the pot is rotated clockwise (open circuit voltage increased), the LED
will glow dimmer. If the pot is rotated counter-clockwise (open circuit
voltage decreased), the LED will glow brighter. When the WELDING
MODE SWITCH (SW-4) is in the VV(CC) position for stick welding, the
open circuit voltage is at maximum. LED 5 will be very dim or not lit.
TABLE F.2 - LED Function Description
IDEALARC DC-600

F-30
TROUBLESHOOTING & REPAIR
CONTROL BOARD TEST
TEST PROCEDURES
If LED 1 Does Not Glow When
ON/OFF PUSH BUTTON is Set to ON
1. Test for 115 VAC between leads
#255 and #256 at Plug J2 on the
Control Board.
a. Disconnect main AC input sup-
ply power to the machine.
b. Locate the Control Board in the
Control Box.
c Disconnect Molex Plug J2.
d. Insert the probes into the Plug
lead cavities for leads
# 255 and # 256.
e. Replace the Molex Plug J2.
f. Connect main AC input power
to the machine.
g. Set the ON/OFF PUSH BUT-
TON to ON.
h. Read meter for 115 VAC.
If 1 15 VAC is present AND LED
1 does not glow, the Control
Board may be faulty. Replace.
If 115 VAC is not present,
• Inspect leads #255 and #256
and associated wiring for loose
or faulty connections. See
wiring diagram.
• Test for continuity (zero
ohms) between lead # 256 at
Plug J2 on the Control Board
and the ON/OFF PUSH BUTTON. See Figure F.10.
NOTE: Disconnect main AC
input power to the machine
• Test for continuity (zero
ohms) between lead #256 at
Plug J2 on the Control Board
and lead X2 at the secondary
thermostat. See Figure F.10.
NOTE: Disconnect main AC
input power to the machine.
IDEALARC DC-600
CONTROL BOARD
FIGURE F.10 - LED 1 Test Points

TROUBLESHOOTING & REPAIR
CONTROL BOARD TEST
If LED 2 Does Not Light When
Machine is Operating Under Load (or
terminals #2 and #4 are jumpered
together on the terminal strip).
1. Test for the following open circuit
voltages at the Weld Output
Terminals
F-31
b. If the open circuit voltage is not
present at the Weld Output
Terminals, then
• Check the Output Choke and
associated heavy current carrying leads for loose or faulty
connections.
• 15 - 58 VDC when the WELDING
MODE SWITCH is in either of the
CV positions
• 75 VDC when the WELDING
MODE SWITCH is in the VV(CC)
position.
NOTE: BE SURE TO OBSERVE
POLARITY. DC VOLTAGES
BEING TESTED.
2. Touch the negative (-) meter probe
to the negative (-) Weld Output
Terminal and positive (+) meter
probe to the positive (+) Weld
Output Terminal.
3. Read meter.
a. If the open circuit voltage is
present at the Weld Output
Terminals, then test for open
circuit voltage the Control
Board.
• Perform the Main
Transformer Test
• Perform the Firing Board Test
• Perform the SCR Output
Bridge Test
4. Test for open circuit voltage at the
Control Board
a. Insert meter probes in to Plug
lead cavities to test for open
circuit voltage from lead #222
at Plug J1 on the Control Board
to lead #215 at Plug J3 on
Control Board. See Figure
F.11.
FIGURE F.11 - LED 2 Open Circuit Voltage Test Points
IDEALARC DC-600

F-32
TROUBLESHOOTING & REPAIR
CONTROL BOARD TEST
b. If the open circuit voltage is not
present at the Control Board,
then check leads #222 and
#215 for loose or faulty wiring
connections. See wiring diagram.
5. Test for continuity (zero ohms)
between the negative output terminal and lead #222 at Plug J1 on the
Control Board.
a. If more than zero ohms is mea-
sured, the lead may be faulty.
6. Test for continuity (zero ohms)
between the positive output terminal and lead #215 at Plug J3 on the
Control Board.
a. If more than zero ohms is mea-
sured, the lead may be faulty.
NOTE: If previous tests do not reveal
the problem then the Control Board
may be faulty. Replace.
a. If LED 4 glows or flickers,
• Check the Weld Output
Terminals and associated
wiring for a "short" condition.
See wiring diagram.
• Check the Remote Control
Circuit (leads #75, #76, #77).
They may be shorted to the
negative welding voltage. See
wiring diagram.
b. If the above procedures do not
uncover the problem, the
Control Board may be faulty.
Replace.
If LED 5 Does Not Glow and Vary in
Brightness Under the Following
Conditions
Machine is operating under load (or terminals #2 and #4 are jumpered together on the terminal strip).
If LED 3 Does Not Glow But LED 1
Does Glow When ON PUSH
BUTTON Is Pushed
NOTE: When this condition occurs, the
Fault Protection Relay (CR2) is not
receiving the 24 VDC supply voltage.
Therefore, the Input Contactor (CR1)
cannot close. Perform the following:
1. Set and hold in the ON position the
ON/OFF PUSH BUTTON.
The OUTPUT CONTROL POTENTIOMETER is rotated.
The WELD MODE SWITCH is in either
CV position.
The OUTPUT CONTROL SWITCH is in
the "Output Control at DC-600" position.
1. Check the OUTPUT CONTROL
POTENTIOMETER and associated
wiring for loose or faulty connections.
a. If all the above conditions are
met, the Control Board may be
faulty. Replace.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-33
STATIC SCR TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
TEST DESCRIPTION
The Static SCR Test is used to quickly determine if an SCR is shorted or "leaky." See the
Waveform Section in this manual for normal and abnormal SCR waveforms.
MATERIALS NEEDED
Analog Ohmmeter (Multimeter)
IDEALARC DC-600 wiring diagrams (See Electrical Diagrams Section of this Manual).
IDEALARC DC-600

F-34
TROUBLESHOOTING & REPAIR
STATIC SCR TEST
TEST PROCEDURE
1. Disconnect main AC input power to
the machine.
2. Disconnect all Molex Plugs from
the Firing Board and Control
Board. See Figure F.12.
IDEALARC DC-600
FIGURE F.12 - Firing Board and Control Board Molex Plug Locations.

TROUBLESHOOTING & REPAIR
STATIC SCR TEST
F-35
FIGURE F.13 - Heat Sink Test Points.
3. Remove the red insulating paint
from the heat sink test points. See
FIGURE F.13.
NOTE: DO NOT DISASSEMBLE
THE HEAT SINKS.
4. Test for high or infinite resistance
from the anode to the cathode of
SCR 1. See Figure F.14. Use an
analog ohmmeter (Multimeter).
IDEALARC DC-600

IDEALARC DC-600
F-36
TROUBLESHOOTING & REPAIR
STATIC SCR TEST
5. Test for high or infinite resistance
from the cathode to the anode of
SCR 1 by reversing the leads. See
Figure F.14.
a. If a high or infinite resistance is
indicated for both tests 4 and 5,
the SCR 1 is not shorted.
b. If a low resistance is indicated
in either strips 4 or 5, go to
Step 6.
6. Disconnect the snubber circuit.
See wiring diagram.
7. Retest SCR 1 with the snubber circuit disconnected.
a. If a low resistance is still indi-
cated, SCR 1 is faulty.
Replace. If one SCR is shorted
they may all appear shorted.
The SCRs will have to be tested separately by disconnecting
the secondary leads from the
bridge assembly.
b. If a very high or infinite resis-
tance is indicated with the
snubber circuit disconnected,
replace the snubber circuit.
8. Repeat Steps 3 to 7 for SCRs
2 - 6.
9. Replace all Molex Plugs on the
Firing Board and Control Board.
NOTE: To further check the SCR’s
Function, use an SCR tester and
proceed to active SCR Test.
FIGURE F.14 - SCR 1 Test Points.
8/98

TROUBLESHOOTING & REPAIR
F-37
ACTIVE SCR TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
TEST DESCRIPTION
The Active SCR Test will determine if the device is able to be gated ON and conduct current
from anode to cathode.
MATERIALS NEEDED
An SCR Tester as specified in this procedure.
IDEALARC DC-600 wiring diagrams (See Electrical Diagrams Section of this Manual).
IDEALARC DC-600

F-38
TROUBLESHOOTING & REPAIR
ACTIVE SCR TEST
TEST PROCEDURE
1. Disconnect main AC input power to
the machine.
2. Disconnect all Molex Plugs from
the Firing Board and Control
Board. See Figure F.15.
IDEALARC DC-600
FIGURE F.15 - Firing Board and Control Board Molex Plug Locations.

TROUBLESHOOTING & REPAIR
ACTIVE SCR TEST
FIGURE F.16 - Heat Sink Test Points.
F-39
3. Remove the red insulating paint
from the heat sink test points. See
FIGURE F.16.
NOTE: DO NOT DISASSEMBLE
THE HEAT SINKS.
FIGURE F.17 - SCR Tester Circuit and SCR connections.
4. Construct the circuit shown in
Figure F.17. One 6-volt lantern battery can be used. Set voltmeter
scale low, at approximately 0-5
volts or 0-10 volts.
a. Test the voltage level of the
battery. Short leads (A) and
(C). Close switch SW-1.
Battery voltage should be 4.5
volts or higher. If lower,
replace the battery.
IDEALARC DC-600

F-40
TROUBLESHOOTING & REPAIR
ACTIVE SCR TEST
5. Connect the Tester to the SCR 1 as
shown in Figure F.17.
a. Connect Tester lead (A) to the
anode.
b. Connect Tester lead (C) to the
cathode.
c. Connect Tester lead (G) to the
gate.
6. Close switch SW-1.
NOTE: Switch SW-2 should be
open.
7. Read meter for zero voltage.
a. If the voltage reading is higher
than zero, the SCR is shorted.
8. Close or keep closed switch SW-1
9. Close switch SW-2 for 2 seconds
and release and read meter.
10. Open switch SW-1.
11. Reconnect the Tester leads. See
Figure F.17.
a. Connect Tester lead (A) to the
cathode.
b. Connect Tester lead (C) to the
anode.
c. Disconnect Test lead (G) from
the gate.
12. Close switch SW-1.
13. Read meter for zero voltage.
a. If the voltage is zero, the SCR
is functioning.
b. If the voltage is higher than
zero, the SCR is shorted.
14. Perform the Active Test Procedure
outlined in Steps 5-13 for SCRs
2-6.
a. If the voltage is 3 - 6 volts while
the switch is closed and after
the switch is open, the SCR is
functioning.
b. If the voltages is 3-6 volts only
when the switch is closed or
there is no voltage when the
switch is closed, the SCR is
defective.
NOTE: Be sure battery is functioning properly. A low battery
can affect the results of the
test. Repeat Battery Test
Procedure in Step 4 if needed.
15. Replace all SCR assemblies that
do not pass the above tests.
16. Replace all Molex Plugs onto the
Firing Board and Control Board.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
NORMAL OPEN CIRCUIT VOLTAGE WAVEFORM
CONSTANT CURRENT MODE - NO LOAD
CH1
F-41
50 volts 2ms
This is the typical DC open circuit voltage
waveform generated from a properly operating machine. Note that each vertical division
represents 50 volts and that each horizontal
division represents 2 milliseconds in time.
Note: Scope probes connected at machine
ouput terminals: (+) probe to positive terminal, (-) probe to negative terminal.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . .50 V/Div.
Horizontal Sweep . . . . . . .2 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
IDEALARC DC-600

F-42
TROUBLESHOOTING & REPAIR
NORMAL OPEN CIRCUIT VOLTAGE WAVEFORM
CONSTANT VOLTAGE INNERSHIELD
MAXIMUM OUTPUT SETTING - NO LOAD
CH1
50 volts 2ms
This is the typical DC open circuit voltage
waveform generated from a properly operating machine. Note that each vertical division
represents 50 volts and that each horizontal
division represents 2 milliseconds in time.
Note: Scope probes connected at machine
ouput terminals: (+) probe to positive terminal, (-) probe to negative terminal.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . .50 V/Div.
Horizontal Sweep . . . . . . .2 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
NORMAL OPEN CIRCUIT VOLTAGE WAVEFORM
CONSTANT VOLTAGE INNERSHIELD
MINIMUM OUTPUT SETTING - NO LOAD
LINE
F-43
20 volts 2ms
This is the typical DC open circuit voltage
waveform generated from a properly operating machine. Note that each vertical division
represents 20 volts and that each horizontal
division represents 2 milliseconds in time.
Note: Scope probes connected at machine
ouput terminals: (+) probe to positive terminal, (-) probe to negative terminal.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . .20 V/Div.
Horizontal Sweep . . . . . . .2 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
IDEALARC DC-600

F-44
TROUBLESHOOTING & REPAIR
TYPICAL OUTPUT VOLTAGE WAVEFORM - MACHINE LOADED
CONSTANT VOLTAGE INNERSHIELD MODE
CH 1
20 volts 2ms
This is the typical DC open circuit voltage
waveform generated from a properly operating machine. Note that each vertical division
represents 20 volts and that each horizontal
division represents 2 milliseconds in time.
The machine was loaded with a resistance
grid bank. The grid bank meters read 200
amps at 28VDC.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . .20 V/Div.
Horizontal Sweep . . . . . . .2 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
Note: Scope probes connected at machine
ouput terminals: (+) probe to positive terminal, (-) probe to negative terminal.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
TYPICAL SCR GATE VOLTAGE WAVEFORM
CONSTANT VOLTAGE INNERSHIELD
MAXIMUM OUTPUT SETTING - NO LOAD
CH1
F-45
2 volts 5ms
This is the typical SCR gate pulse voltage
waveform. The machine was in an open circuit condition (no load) and operating properly. Note that each vertical division represents
2 volts and that each horizontal division represents 5 milliseconds in time.
Note: Scope probes connected at SCR gate
and cathode: (+) probe to gate,
(-) probe to cathode.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . . .2 V/Div.
Horizontal Sweep . . . . . . .5 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
IDEALARC DC-600

F-46
TROUBLESHOOTING & REPAIR
ABNORMAL OPEN CIRCUIT VOLTAGE WAVEFORM
CONSTANT VOLTAGE INNERSHIELD
ONE OUTPUT SCR NOT FUNCTIONING
CH 1
20 volts 2ms
This is NOT the typical DC output voltage
waveform. One output SCR is not functioning. Note the “gap” in the waveform. One
SCR gate is disconnected to simulate an
open or non-functioning output SCR. Each
vertical division represents 20 volts and each
horizontal division represents 2 milliseconds
in time.
Note: Scope probes connected at machine
ouput terminals: (+) probe to positive terminal, (-) probe to negative terminal.
0 volts
SCOPE SETTINGS
Volts/Div . . . . . . . . . . . . . .20 V/Div.
Horizontal Sweep . . . . . . .2 ms/Div.
Coupling . . . . . . . . . . . . . . . . . . .DC
Trigger . . . . . . . . . . . . . . . . .Internal
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-47
INPUT CONTACTOR (CR1) CLEANING/REPLACEMENT
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
MATERIALS NEEDED
Phillips head screwdriver
5/16" socket wrench
Flat head screw driver
Low pressure air source
IDEALARC DC-600

F-48
TROUBLESHOOTING & REPAIR
INPUT CONTACTOR (CR1) CLEANING/REPLACEMENT
CLEANING PROCEDURE
1. Disconnect main AC input power
supply to the machine.
2. Locate and get access to the Input
Contactor (CR1) in the Input Box.
See Figure F.18.
3. Remove the Input Contractor cover
plate using a Phillips head screwdriver.
DO NOT APPLY
INPUT POWER TO
THE MACHINE
WITH THE INPUT
CONTACTOR
COVER PLATE
REMOVED.
4. Blow out any dirt or dust in or
around the contacts with a low
pressure air stream.
CONTACTOR REPLACEMENT PROCEDURE
1. Disconnect main AC input power
supply to the machine.
2. Locate and get access to the Input
Contactor (CR1) in the Input Box.
See Figure F.18.
3. Disconnect the main AC input
power supply leads L1, L2, and L3
to the Input Contactor.
4. Disconnect the output leads T1, T2,
and T3 from the Input Contactor.
5. Identify and label the leads connected to the Input Contactor coil
and interlock. See wiring diagram.
6. Disconnect the leads from the Input
Contactor coil (leads #271 & #272).
See wiring diagram.
5. Inspect the contacts for signs of
excessive wear, pitting, or contacts
fused (stuck) to together.
a. If any of these conditions are
present, replace the Input
Contactor Assembly .
6. Replace the Input Contactor cover
plate.
CONTROL
TRANSFORMER
INPUT
CONTACTOR (CR1)
X1
7. Disconnect the leads from the Input
Contactor interlock (leads #211 &
#212). See wiring diagram.
8. Remove the three self-tapping
mounting screws using a 5/16"
socket wrench. See Figure F.18.
9. Remove the Input Contactor.
10. Insert the replacement Input
Contactor and install it following the
procedures in reverse order.
NOTE: Be sure to reconnect all
leads correctly.
IDEALARC DC-600
CASE BACK
FIGURE F.18 - Input Contactor
Cleaning and Removal

TROUBLESHOOTING & REPAIR
F-49
SCR / SCR OUTPUT BRIDGE REMOVAL
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
MATERIALS NEEDED
9/16" socket wrench
1/2" socket wrench
1/2" open end wrench
IDEALARC DC-600

F-50
TROUBLESHOOTING & REPAIR
SCR / SCR OUTPUT BRIDGE REMOVAL
A. REMOVAL OF INDIVIDUAL SCR HEAT SINK
FIGURE F.19 - Individual Heat Sink Removal
NOTE: If it is necessary to remove and
replace only one or two individual
SCRs and they are easy to work on,
use these procedures.
1. Disconnect main AC input power
supply to the machine.
2. Identify and label the following :
a. The transformer secondary
lead (heavy aluminum conductor) connected to the anode of
the SCR heat sink for each
assembly to be removed. See
Figure F.19.
b. The snubber leads for each
SCR heat sink to be removed.
See Figure F.19.
3. Disconnect the transformer secondary lead to the anode of the
heat sink assembly using 1/2"
socket wrench and 1/2" open end
wrench.
4. Disconnect the gate lead to the
SCR.
a. If the gate lead is cut, it will
have to be re-soldered when
the replacement SCR is
installed.
b. If a new snubber board is used,
install properly.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-51
5. Remove the four thru bolts and
associated nuts and washers hold.
ing the SCR heat sink to the bridge
tie bars.
a. The main mounting bolts that
mount the SCR bridge assembly to the frame rail may have
to be loosened to slide the
SCR Heat Sink out from under
the buss jumper strap.
b. When all four thru-bolts are
removed, the SCR Heat Sink
directly above or below will be
detached also. Support the
SCR Heat Sink above or
below. To hold the Heat Sink in
place temporarily, insert one of
the thru-bolts and replace the
nut hand tight.
6. Install the replacement SCR Heat
Sink in reverse order of removal.
a. Apply a thin layer of Lincoln
E1868 (Dow Corning 340) heat
sink compound to all bolted
electrical connections on the
aluminum heat sinks.
IDEALARC DC-600

F-52
TROUBLESHOOTING & REPAIR
SCR / SCR OUTPUT BRIDGE REMOVAL
B. REMOVAL OF COMPLETE BRIDGE ASSEMBLY
FIGURE F.20 - SCR Output Bridge Removal
NOTE: If it is necessary to remove and
replace the entire SCR Output Bridge
Assembly, use these procedures.
1. Disconnect the Gate Lead Molex
Plug J4 from the Firing Board (later
models).
a. If working on an earlier model
and there is no Gate Lead
Molex Board, identify and label
the six Gate leads and cut or
unsolder the leads from their
respective snubber boards.
2. Remove the four self-tapping bolts
that mount the SCR Bridge
Assembly to the horizontal rails
using a 9/16" socket wrench. See
Figure F.20.
a. Note placement of insulting
washers, tubes, and pads so
they can be replaced correctly.
3. Identify and label the six transformer secondary (heavy aluminum) leads that connect to the
anodes of the SCR Head Sink
Assemblies. See Figure F.20.
4. Remove the transformer secondary
leads using a 1/2" socket wrench.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
SCR / SCR OUTPUT BRIDGE REMOVAL
F-53
5. Remove the bolt that connects the
Shunt Assembly (heavy copper)
lead to the SCR Bridge Assembly.
The Shunt Assembly connects the
positive Weld Output Terminal to
the SCR Bridge Assembly.
6. Remove the small snubber lead
from the left hand (facing the front
of the machine) rear heat sink
mounting bolt using a 1/2" socket
wrench.
7. Clear all leads from any obstructions.
8. Lift the SCR Bridge Assembly
straight up and out of the machine
being sure that no leads become
tangled or hooked on the other
machine parts.
a. Be sure to locate the SCR
Bridge Assembly on a stable
work surface capable of holding the weight of the assembly.
9. Remove individual SCR Heat Sinks
following the procedure described
in A above.
10. Replace all insulating materials,
including the insulators on the
frame rail and all insulating tubes,
when installing the SCR Output
Bridge Assembly .
11. The Output Bridge assembly
should be electrically isolated from
ground. Check with an analog ohm
meter. Minimum resistance is
500,000 ohms to ground.
IDEALARC DC-600

F-54
TROUBLESHOOTING & REPAIR
LIFT BAIL REMOVAL (INCLUDING MAIN TRANSFORMER,
CHOKE, AND OUTPUT BRIDGE ASSEMBLY)
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
LIFT BAIL REMOVAL (INCLUDING MAIN TRANSFORMER,
CHOKE, AND OUTPUT BRIDGE ASSEMBLY)
REMOVAL PROCEDURE
F-55
FIGURE F.21 - Lift Bail Removal
1. Disconnect gate leads.
a. On later models, remove gate
lead Molex Plug J5 from the
Firing Board.
b. On earlier models, identify and
label the six gate leads and cut
or unsolder the leads from their
respective Snubber Board.
2. Disconnect the Shunt lead from the
SCR Bridge Assembly. See Figure
F.21.
3. Disconnect the leads from the secondary thermostat. See wiring diagram.
4. Disconnect auxuliary winding
leads.
a. On later models, remove Molex
Plug J5 from the Firing Board.
b. On earlier models, disconnect
the following leads from the terminal strip in the Control Box:
31, 32A, 203, 204, 205, 206,
207, and 208.
IDEALARC DC-600

F-56
TROUBLESHOOTING & REPAIR
LIFT BAIL REMOVAL (INCLUDING MAIN TRANSFORMER,
CHOKE, AND OUTPUT BRIDGE ASSEMBLY)
5. Disconnect leads #215 and #216
from Relay CR4 and lead #231
from the splice connector.
6. Disconnect leads #211 and #212
from the ON/OFF PUSH BUTTON.
7. Disconnect lead #256 from the
PILOT LIGHT.
8. Disconnect lead #271 from relay
CR2 located in the Control Box.
9. Remove resistor R2 from the horizontal rail. See Figure F.21.
10. Cut and remove all cable ties and
unbundle all wires.
11. Label and cut fan motor leads.
12. Separate leads #271, #211, and X2
from the harness.
13. Disconnect lead #272 from Input
Contactor (CR1) coil.
14. Disconnect the heavy copper lead
from the negative Weld Output
Terminal.
15. Identify, label, and disconnect the
Main Transformer leads from the
Reconnect Panel and the three
leads that go to the Input
Contactor.
16. Remove the four mounting nuts
that hold the Lift Bail Assembly to
the Base.
17. Lift the Bail Assembly carefully
straight up and out of the machine
using a hoist. Be sure all leads are
free to move with the assembly.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
F-57
TRANSFORMER REMOVAL FROM LIFT BAIL ASSEMBLY
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment could result in danger to the technician
or the machine operator and will invalidate your factory warranty. For your safety and to
avoid electrical shock, please observe all safety notes and precautions detailed throughout
this manual.
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric service department for technical troubleshooting assistance before you proceed. Call (216) 383-2531 or (800) 833-9353
(WELD).
______________________________
MATERIALS NEEDED
9/16" socket wrench
9/16" open end wrench
1/2" socket wrench
1/2" open end wrench
3/8" socket wrench
IDEALARC DC-600

F-58
TROUBLESHOOTING & REPAIR
TRANSFORMER REMOVAL FROM LIFT BAIL ASSEMBLY
TRANSFORMER
REMOVAL PROCEDURE
FIGURE F.22 Transformer Bail Assembly Removal
1. Remove the four screws that connect the top and side baffles
around the Output Choke using a
3/8" socket wrench.
2. Remove the two bolts and nuts
connecting the Output Choke leads
to the copper strap and the main
secondary common buss lead
using a 9/16" socket wrench and a
9/16" open end wrench.
a. Identify and label the small
snubber leads.
3. Remove the four nuts mounting the
Output Choke to the transformer
through bolts using a 9/16" socket
wrench.
4. Lift the Output Choke straight up
until the through bolts are cleared
and then move it out toward the
rear of the transformer.
5. Remove the six transformer secondary leads from the SCR Output
Bridge Assembly using a 1/2" socket wrench and a 1/2" open end
wrench.
a. Identify and label all leads,
including the small snubber
leads.
b. Clear the secondary leads so
they are free to move when the
transformer is removed.
IDEALARC DC-600

TROUBLESHOOTING & REPAIR
TRANSFORMER REMOVAL FROM LIFT BAIL ASSEMBLY
F-59
6. Remove the four self-tapping bolts
that hold the Lift Bail to the transformer base using a 9/16" socket
wrench. See Figure F.22.
NOTE: There is one bolt on each
side of the transformer that must be
removed by inserting the wrench
through the hole in Lift Bail.
7. Remove the Lift Bail and Output
Bridge Assembly from the transformer by lifting the Lift Bail up
slightly and sliding the Lift Bail
towards the SCR Bridge.
TRANSFORMER
DISASSEMBLY
1. Identify and label all leads to the
transformer.
2. Cut or unsolder all leads.
a. Cut the secondary leads.
These must be re-TIG welded
to the new transformer coils.
3. Remove the four nuts from the
through bolts that hold the transformer together.
4. Attach a hoist to the top of the E
Iron and lift from assembly.
IDEALARC DC-600
 Loading...
Loading...