

Liebherr Truck-mounted concrete pumps User Manual

Truck Mounted Concrete Pumps:
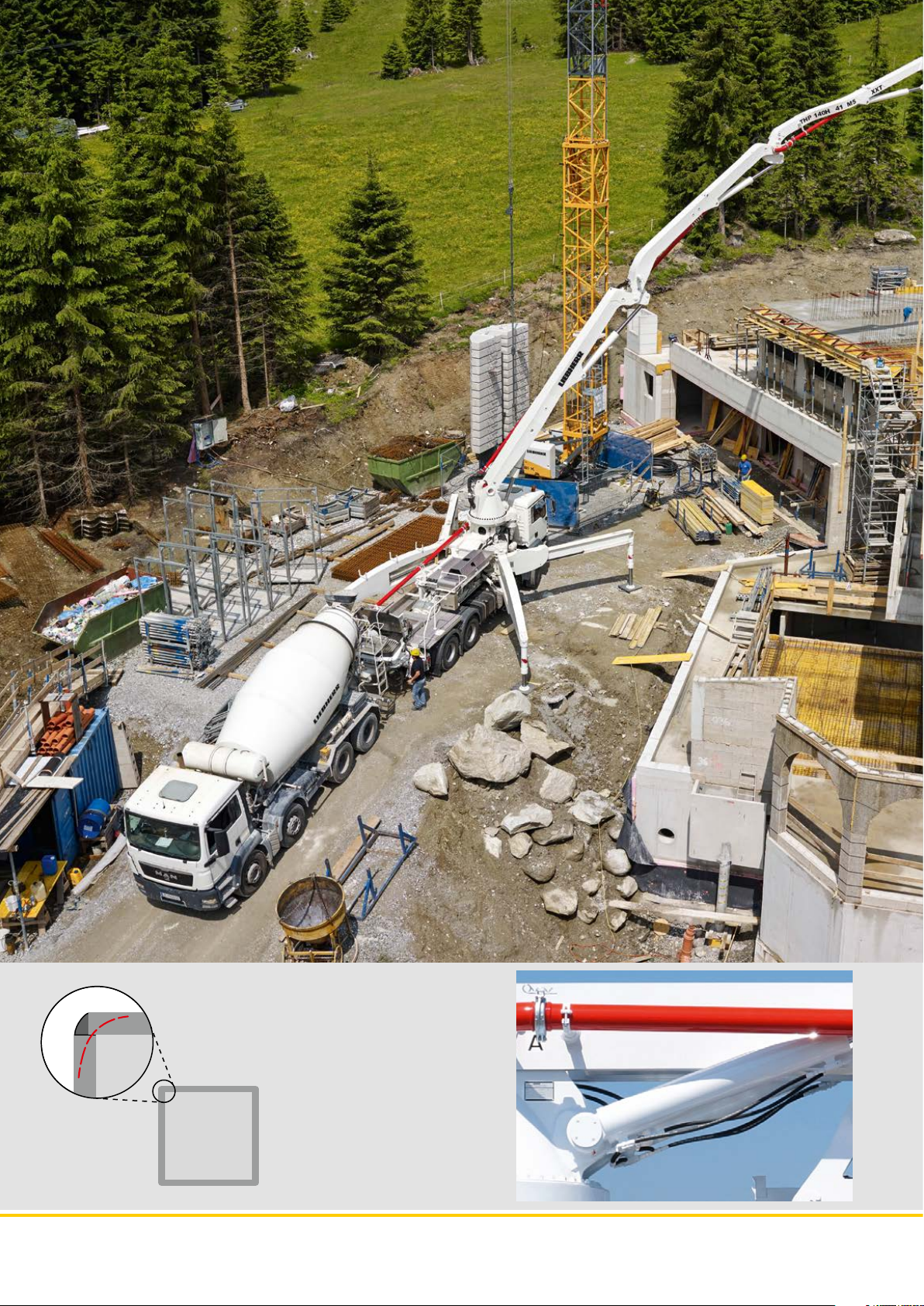
Optimum Conveyance of Concrete

The rugged design ensures reliable operation
over several years with
low operating costs.
Innovative technology, such
as the patented support
system, provides advantages
during ever yday operation.
2

More profit by way of investment
There are many reasons for choosing a Liebherr truck mounted concrete pump:
When purchasing from Liebherr, you are guaranteed high-performance „Made in
Germany“ products for the most exacting requirements. With utmost importance
attached to quality, we only install components supplied by renowned manufacturers. Extensive test series and field testing, as well as material inspections
ensure long life-expectancy of the concrete pumps. The innovative pump units,
hydraulic system and state-of-the-art control ensures cost-effective operation of
the concrete pump.
Numerous technical details simplify servicing: For example, easier and quicker
replacement of wear parts.
Over the long-term, a concrete pump from Liebherr will prove a profitable investment as the outlay for servicing and energy costs yield a positive overall balance
with regard to life cycle costs.
The higher resale value of German quality products from Liebherr proves yet another positive aspect in the total cost balance.
Various design details simplify the
replacement of wear parts, thus
optimising servicing.
Advanced structural designs and state-of-
the-art manufacturing technologies pro-
duce a dependable, sturdy construction
for the toughest of everyday applications.
3
Liebherr booms are sturdier
with improved torsional resistance due to their welding
system.
4

The distributor booms
Distributor booms from Liebherr are available in roll-fold, Z-fold or multi-fold designs (depending on the respective type) featuring three, four or five boom elements.
The balanced weight distribution resulting from alternating pipeline guidance
on the left-hand and right-hand boom side, as well as the torsional resistant
steel structure, ensures low-vibration guidance of the boom. Arrangement of the
pipeline close to the boom, combined with the large-sized pins and hydraulic
cylinders contribute to a safe and consistent guidance of the boom.
Pipe bends are predominantly the same, making the storage of wear parts easier. Due to their large radius (R=275), the pipe bends reduce resistance in the
concrete line.
High pressure filtering in the boom ensures exceptionally clean hydraulic oil to
improve operational safety. Considerably smaller particles can be filtered out in
the high-pressure range.
Reduced boom width
Largely-dimensioned hydraulic
cylinders and sturdy hinged pins
ensure even and vibration-free
movements, contributing to a
longer life-expectancy.
Reduced boom width is highly advantageous when inserting into openings
in buildings.
5

Outrigger XXH
6
 Loading...
Loading...