

Page 1
QUARRYING
Innovative Machines in Operation
Features: Experience in Quarrying and Loading
Advice: Economy in Quarrying
Trends: Protective Devices for Crawler Excavators
Page 2
Content
Dear
Readers,
The quarrying industry is going through a period of rapid growth. At the same time, it
is also experiencing growing pressures. In view of increased pricing pressure, companies
operating in the industry are being forced to work with maximum efficiency and economy
and to do so in an environment that, by its very nature, demands great input in terms
of time and cost.
In our special publication, we will show you specific examples from quarrying in practice.
How do companies use Liebherr machines in their quarries and mines? What jobs do
they do? In what kind of environment do the companies work? And how do these
companies manage to achieve maximum efficiency?
Features
Mineral Baustoff GmbH
Trimming quarries for economy ....................................................... 5
Creaton AG
Hooked on creativity with clay ......................................................... 9
Holemans GmbH
From gravel to sand and on to new lakelands .................................. 12
a+b Ingoldingen
Moraine gravel for asphalt and cement ............................................ 22
Recycling GmbH Lahnau
All quarrying operations under one umbrella .................................... 24
Geocal Mineração
Reliance and partnership for
safe quarrying .................................................................................. 38
J Swap
Efficiency in heavy operations .......................................................... 40
Lanwehr
Third-generation stone quarries ....................................................... 42
Advice
Economy in quarrying
Part 1: Story ..................................................................................... 8
Economy in quarrying
Part 2: Wheel loader operating tips .................................................. 26
Quarrying in profile
Carrière des Grands Usages
R 950 SME ....................................................................................... 16
Carrière des Grands Caous
R 964 C SME ................................................................................... 28
The Ambazac and Montebras quarries
R 960 SME ...................................................................................... 32
Service
Undercarriage
10 expert tips for long undercarriage service life .............................. 14
In detail
The Liebherr Z tooth system
The advantages of the Z tooth system ............................................. 31
Trends
Protective devices
Protection for crawler excavators ..................................................... 20
The retarder on the TA 230 Litronic
Braking without compromise ........................................................... 36
Overview
Liebherr machines in quarrying
Hydraulic excavators, wheel loaders, dump trucks and crawlers
for heavy-duty operations ................................................................ 44
The reports show that the machines used are an important criterion for working
efficiency and operating costs. At the end of the day, the decisions about specific
machines and equipment have an effect on the production costs and ultimately on the
company’s revenue.
In addition to our customers’ experience, we wish to use this publication to tell you
more about our concepts for improving efficiency. The chapter “Economy in quarrying”
will give you tips about operating our machines, enabling you to work efficiently and
prolong the service life of your machines.
Do you have any ideas, suggestions or questions about the use of machines in quarrying?
Please send an email to quarrying@ liebherr.com.
The Editorial Team
2// Quarrying Quarrying //3
Masthead
Publisher
Liebherr-EMtec GmbH
Liebherrstraße 12
88457 Kirchdorf an der Iller (Germany)
info.lhb@ liebherr.com
Responsible for the content
Liebherr-Werk Bischofshofen GmbH
Dr.-Hans- Liebherr-Str. 4
5500 Bischofshofen (Austria )
quarrying@liebherr.com
Editorial team
Conrad Freeling, Maria Graffius, Alexander Katrycz, Bettina Köhler, Catherine Pierrat,
Uwe Richter/ Richter B2B, Michel Roche, Barbara Specht, Alban Villaume
Layout/ design
For Sale Services GmbH, München
© Liebherr-EMtec GmbH
The content may not be copied or disseminated without permission of the publisher.
Page 3

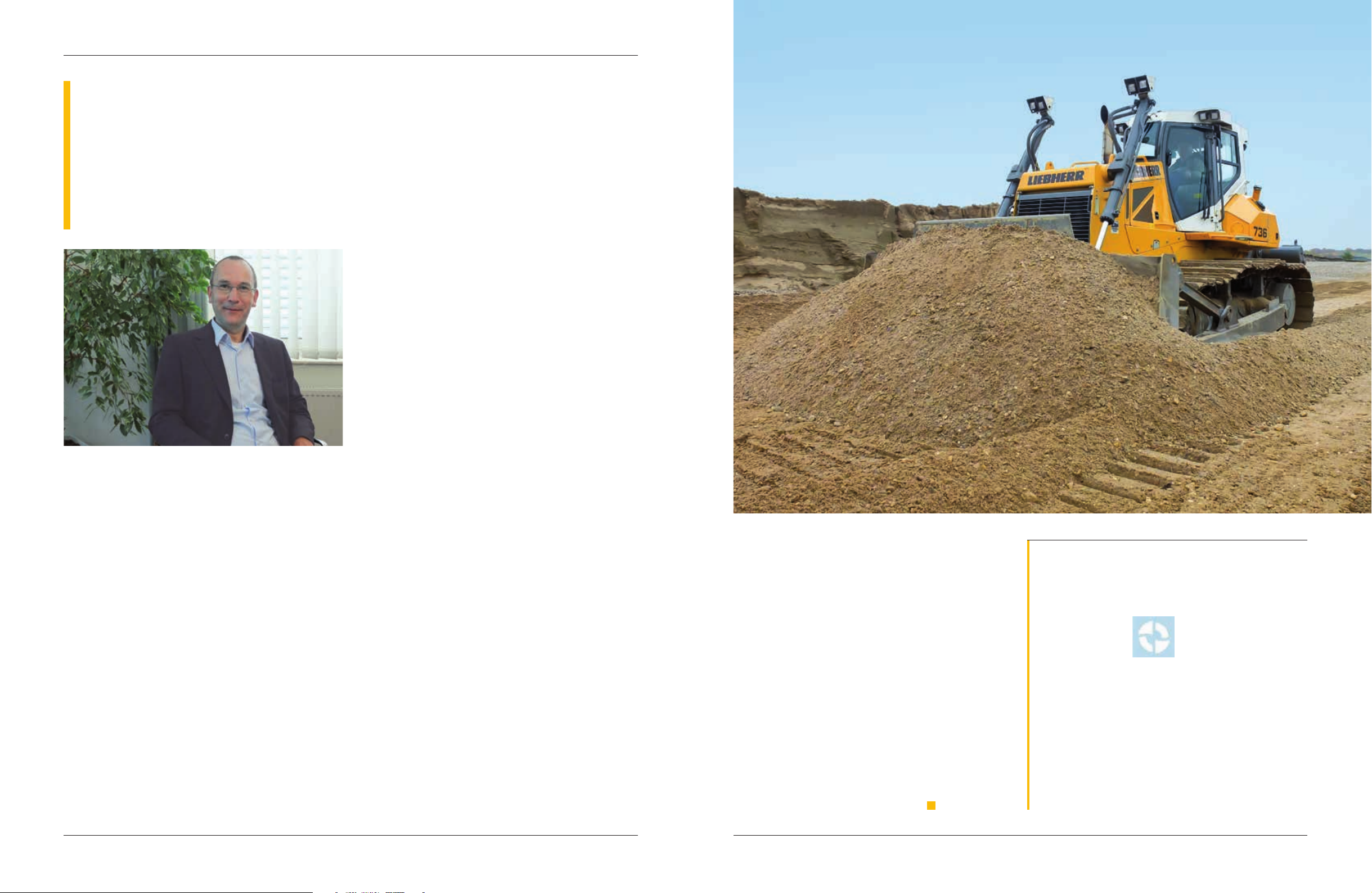
Feature: Mineral Baustoff GmbH
Trimming quarries
for economy
When talking about reducing costs and boosting efficiency, Wolfgang Beckers is in his element. As chief
representative and regional manager of Mineral Baustoff GmbH for the German state of Thuringia,
he has economically optimised five of the company’s quarries to the last detail. One way of achieving his
ambitious goals is by keeping distances short, but another is the efficient use of Liebherr machines.
With around 200 quarries and gravel pits, Mineral Baustoff, part
of the STRABAG SE Group, is one of the largest raw materials
brands in Central, Southeastern and Eastern Europe.
One of the five limestone quarries operated by Wolfgang Beckers
is at Eigenrieden, near Mühlhausen. Here, two areas of 7 and
12hectares are mined. From the front of the office building, we
have an unhindered view across both areas. We are able to watch
all production steps, from quarrying at the face through to loading
onto the customer’s trucks. One thing that is conspicuous is
that there are no dumper trucks or long conveyor belts in use.
The entire organisation is based on short distances, which saves
machines, personnel and time.
“Economy is the be all and end all.
Our operation is completely mobile.”
Wolfgang Beckers, chief representative and regional manager
Mineral Baustoff GmbH for the German state of Thuringia
“Economy is the be all and end all. Our operation is completely
mobile. We have no stationary systems. We crush the material
where we find it. Then we process it, put it on a pile and sell it.
In between there are practically no distances to be travelled.
We have to be competitive. In sales every cent per tonne makes
a difference,” Beckers says. “We produce a broad range of end
products here, for example calcium-magnesium fertilisers, which
we sell to the agricultural industry in the area. Then we have
products for road building, gardening and landscaping. That
includes, for example, frost protection layers, gravel base layers
and hydraulically bonded layers.”
A new Liebherr R 950 SME crawler excavator recently started
operations at the quarry face loading the crusher. Its reach of
13 metres is exactly configured for the conditions on site. The
bucket size has been optimised for the throughput capacity of
the crusher. Beckers is proud of his new acquisition. “The
has been in operation for three weeks now, and we already have
R 950 SME crawler excavator at the quarry in Eigenrieden.
The material is processed on site and sold where it is found.
excavator
Wolfgang Beckers, chief representative and regional manager
Mineral Baustoff GmbH for the German state of Thuringia.
superb experiences in terms of productivity and diesel consumption.
In addition to the fact that it offers far better performance and a larger
bucket capacity, its fuel consumption is lower than that of its
predecessor.”
Beckers also puts his faith in Liebherr wheel loaders. Three generations
are currently working in parallel. The oldest one was built in 2005,
the youngest, anL566 unit of the latest generation, has just been
delivered to the Themar quarry.
“What convinces me about Liebherr are the service intervals,
the availability of service, the technical advice, the quality and the
operation,” Beckers continues. “The machines are extremely
durable and highly economical in operation. In particular, diesel
consumption is important for us.”
Before purchasing a new machine, its economy and durability are
carefully scrutinised and documented. “We have made direct
comparisons between these machines and competitive models
in operations,” explains Beckers. “Fuel consumption and material
movement have been recorded and compared. This has enabled us
to obtain figures for fuel consumption per tonne of material quarried.
With Liebherr machines, we can save four to five, sometimes even
six litres of diesel per hour. At 15,000 operating hours per year that
makes several thousand Euro.”
4// Quarrying Quarrying //5
Page 4
Feature: Mineral Baustoff GmbH Feature: Mineral Baustoff GmbH
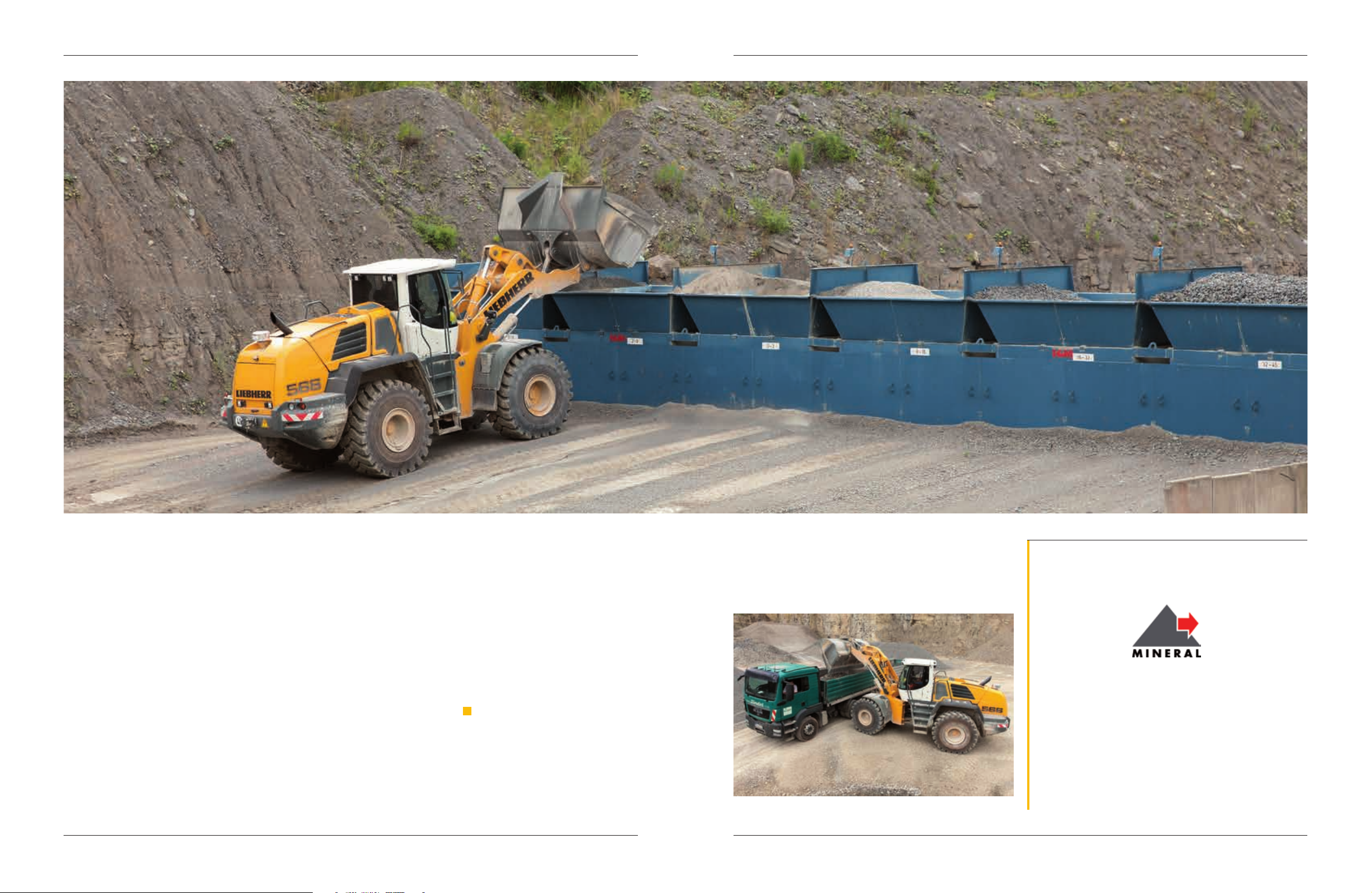
Six-chamber blender: Customers order the grade they need when they arrive at the quarry, are given a recipe card and collect their gravel.
Fuel consumption is not the only criterion that is taken into
account for procurements. Service also plays an important role
as it has a decisive influence on machine availability. “Machines
that are not running immediately run up immense losses. That’s
something we can’t afford, and that’s why we use Liebherr
“Liebherr machines allow us to save
four to five, sometimes even six litres
of diesel per hour.”
Wolfgang Beckers, chief representative and regional manager
Mineral Baustoff GmbH for the German state of Thuringia
6// Quarrying Quarrying //7
machines,” continues Beckers. “With the Nagel Group, we have
a truly competent and reliable service partner. Whenever we have
a technical question, we always get an answer straight away.”
Despite the fact that operations are heavily trimmed towards
efficiency, expense is not spared on the machines themselves.
“Our drivers work on the machines for up to 10 hours and must
be in top form at all times. That means they get the equipment
they need to make work easier. Comfort seats, climate control
and auxiliary heating, for example, are features on all our machines,”
says Beckers. “This makes work easier and, not least of all, it
is a question of safety.”
Loading directly from the pile.
Company profile
Mineral Baustoff GmbH
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarry operator
25 quarries and gravel pits, 122 employees
2008
Germany, Central, Southeastern and
Eastern Europe
Dipl.-Ing. Jörg Henschel, Dipl.-Kfm. Peter Kern
www.mineral.eu.com
L 566,R 950 SME, R 936, etc.
Page 5

Advice – Part 1
Economy in quarrying
Companies working in the quarrying sector are under enormous
pressure to save time and reduce costs. Expenditures for operations
and rising fuel costs are forcing companies to work as efficiently and
economically as possible. Every company asks the question: How can
we optimise essential production factors such as equipment, work and
energy in order to achieve a good turnover rate while keeping operating
costs low?
Two extremely important considerations
are improving quarrying and transportation
processes. This starts with the infrastructure
and organisation locally and asking: What
processes are performed at the site, for
example, at the quarry? How fast can the
machines operate? How much energy is
used to operate the conveyor belts and
how much fuel is needed to operate the
machines? How well trained are the
employees operating these machines? The
list of potential savings continues to
resources and the environment. We would
like to illustrate these questions by looking
at examples of machines. These have a
decisive effect on the costs per tonne of
materials extracted.
Wheel loader: up to 25 % less
fuel due to drive concept
Wheel loaders are mainly employed in the
industry for loading and transporting
materials. In mines and quarries, large
wheel loaders with an operating weight of
up to 30 tonnes are primarily used. Despite
this enormous machine weight and the
tough operating conditions, it is important
for fuel consumption to be kept low.
Liebherr wheel loaders achieve this with a
combination of hydrostatic travel drive and
the Liebherr Power Efficiency (LPE) system.
With this drive concept, all Liebherr wheel
loaders of the latest Tier4i / IIIB generation
save up to 25 % of fuel compared to other
machines of the same size class. While
fuel consumption drops, the hydrostatic
travel drive makes it possible to achieve
greater turnover rates per operating hour.
The hydrostatic travel drive allows a
particular installation position of the
Liebherr diesel engine – transverse or
longitudinal at the rear. Compared to
conventionally powered wheel loaders, this
leads to a higher tipping load with much
lower machine weight and an improved
turnover rate per operating hour. The LPE
system proactively influences engine
management by picking up the electronic
signal from the accelerator pedal and
computing the most efficient way of
carrying out the driver’s wishes.
Hydrostatic drive reduces wear
andcosts
At the same time, the hydrostatic drive
ensures that costs caused by brake and
tyre wear are reduced. While the freely
variable tractive power control reduces tyre
wear by 25 %, the hydraulic braking effect
of the drive system reduces wear on the
brakes. Companies are spared the cost of
repairs caused by wear, which means lower
operating costs and better results.
How much can the impact on the
environment and on our natural resources
be reduced in mining? 1 litre of fuel
produces up to 3 kg of carbon dioxide
(CO2). By saving up to 5 litres per operating
hour, up to 15,000 kg less CO
in 1,000 operating hours.
Excavator automatically switches
the engine off when idling
The excavator can be equipped with a
function that automatically switches the
engine off after a certain period spent
stationary. In conjunction with the sensorcontrolled automatic idling system, fuel
consumption is reduced even further,
lessening the environmental impact. To
optimally adapt the machine to different
conditions, the excavator driver can
choose between four different work
is produced
2
modes. Mode “E” (for economy) is
recommended for normal working
conditions, reducing the impact on both
the budget and the environment. A simple
touch of a button is all the driver has to do
to change modes. A pre-set engine speed
or hydraulic output is then made available
by the machine.
Driver usage, behaviour data
improveseconomy
Not every driver uses a machine the same.
If you analyse exactly how a machine is
driven, you can draw conclusions as to how
it can be used more economically. This is
exactly what LiDAT – the electronic data
transmission and positioning system – does.
The data obtained can be used to make the
machine even more economical.
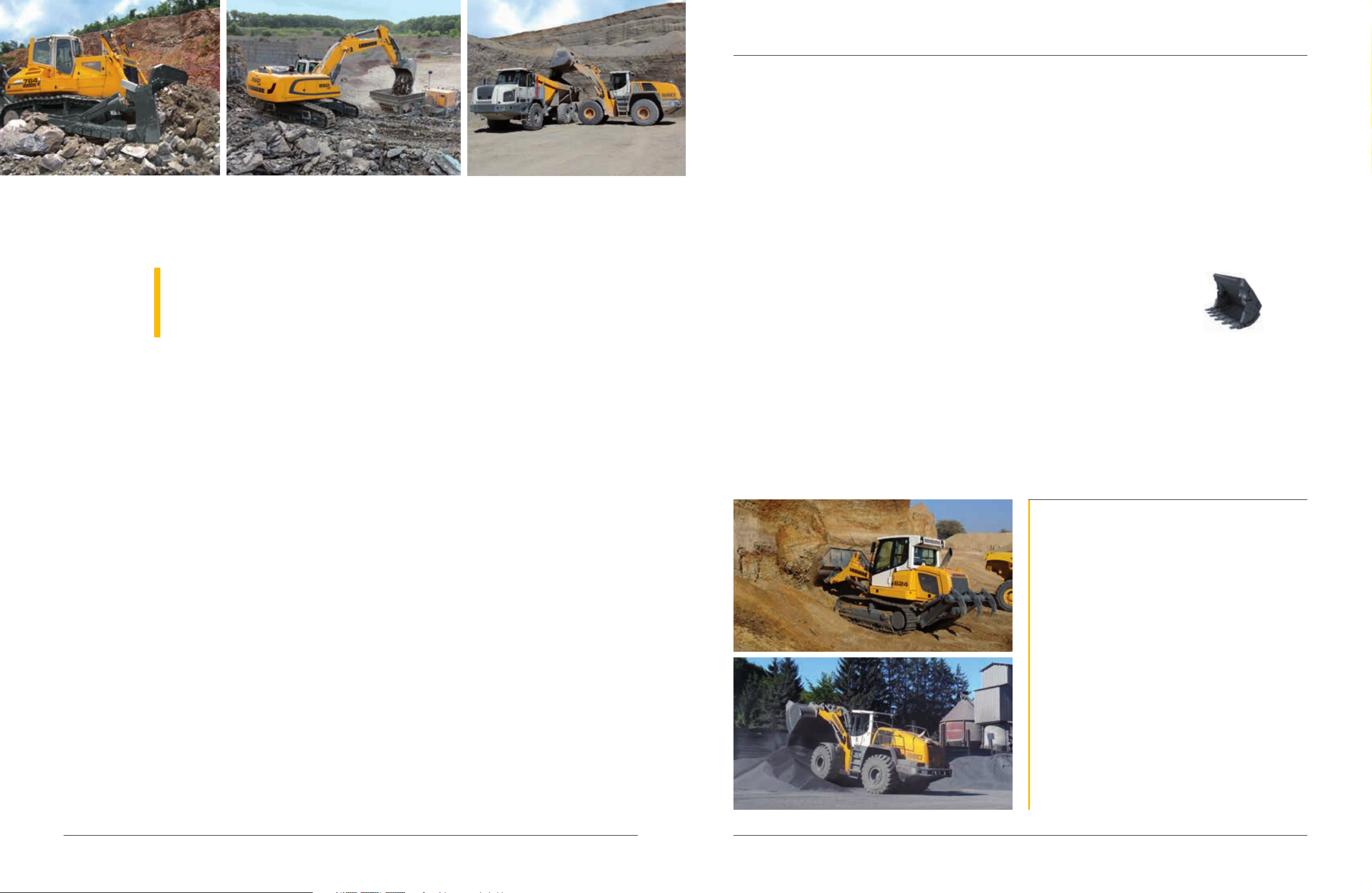
The fuel consumption of the PR 744 Litronic
crawler tractor stays low even at full load.
Hooked on creativity
with clay
Many forms, many sizes, many colours – from classical to creative, Creaton AG offers a broad range of roof tile
brands. Production runs around the clock, 365 days a year. From the production of the raw materials to sales,
Creaton does everything itself. The entire process is configured for the continuous operation of huge furnaces that
reach a temperature of over 1,000 °C in their core.
8// Quarrying Quarrying //9
Page 6
Feature: Creaton AGFeature: Creaton AG
Creaton AG is one of the leading manufacturers of clay tiles in
Europe. The company was formed from the merger of the two
Bavarian tile works Berchthold and Ott. Berchthold was founded
in 1884 in the town of Wertingen near Augsburg, the present-day
location of Creaton’s head office.
In total, Creaton AG has nine locations with 15 plants and about
1,000 employees. Approximately 100 employees work at the
Bavarian locations of Wertingen and Roggden. Small pan tiles
are produced in Wertingen, while beaver tail tiles are made just
2 kilometres away in Roggden. Both products are manufactured
in a range of different styles and colours, with about 50 different
features such as ventilation or apex tiles. They are delivered to
building material wholesalers and larger roofing companies,
primarily in Germany and other European countries. But there are
also customers in other parts of the world who choose Creaton
products, for example tiles from Wertingen were used to tile the
roof of the Hofbräuhaus brew pub in Las Vegas. “We even have
companies from Singapore and China on our list of customers,”
explains Ferdinand Kanefzky, factory manager at the Wertingen
and Roggden locations.
“80 % of our raw materials is loess, 20 % highly plastic clay. The
clay decides how easy it is to shape the tiles. Of decisive
importance is the exact composition of the different materials
extracted and their mixture,” Ferdinand Kanefzky continues,
explaining the production of roof tiles in Wertingen. Moisture is
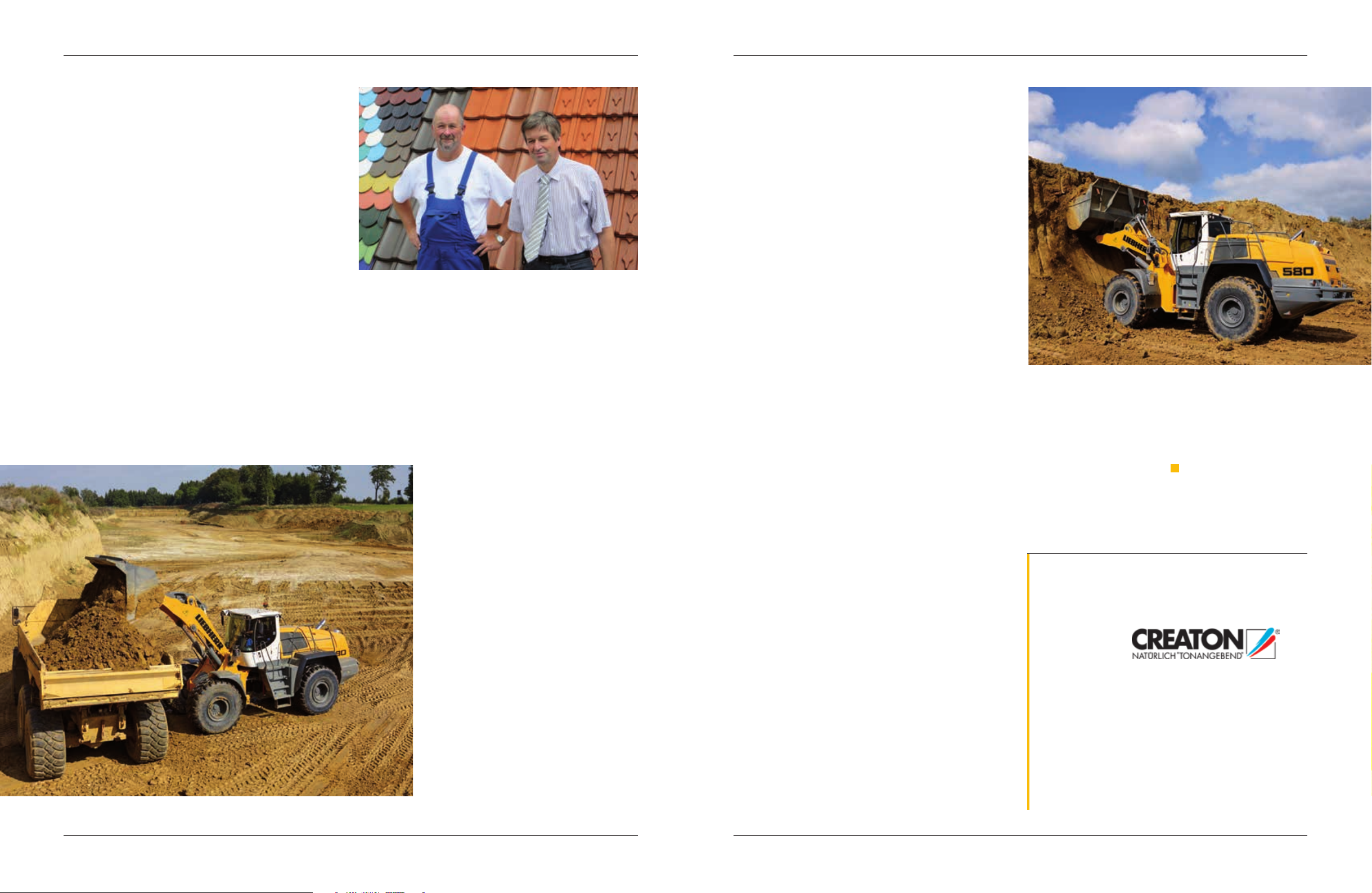
Wheel loaders are used for loading.
Roland and Ferdinand Kanefzky with the final product.
another critical parameter. “We go to great lengths to make sure
that we start with perfect raw materials. That begins with the
analysis and treatment of the material in the pit and continues
through to the meticulous examinations in our own laboratories,”
Ferdinand Kanefzky adds, describing each production step.
“Dosage is the first step in preparing the raw materials. The
material is then put into a machine, which smashes and mixes
the components. It is then sent through two rollers and pressed
to about the thickness of a fingernail. After that, it is put into a
vacuum chamber where the air is drawn out of the material. Now
the tiles can be finished in a press with plaster
moulds. At this point, it still consists of about
19.5 % moisture. After the next step – drying – the
residual moisture is reduced to 2 %. The final step
before the furnace is to apply a glazing, also called
engobing, that produces colours for the top layer
out of minutely ground clay.
The tiles are placed in furnace cartridges and
conveyed automatically through the furnace kiln
transporters. The furnace in Wertingen measures
some 120 metres long, 5 metres wide and
4metres high. It takes 44 hours to pass through
its 15 furnace chambers. The maximum furnace
temperature is more than 1,000 °C. The tiles are
still at about 80 °C when they leave the furnace.
The next step is a final examination, part automatic
and part manual, before the tiles are sorted into
smaller packages that a roofer can easily handle.
Every year, many tonnes of loess and clay are
needed for producing tiles in Wertingen and
Roggden. Roland Kanefzky, head of Machine
Engineering and of the vehicle fleet, describes the
process: “We have to be flexible according to the
weather.”
“We cannot extract water from the raw material before moulding.
That means that the moisture content must not be higher than
20 %, even in the pit. One Liebherr R 954 C crawler excavator is
in operation at the spoil. We have Liebherr wheel loaders, one
L 586 and oneL538, working on quarrying at the face. We also
have anL580 on order. The main reason was that we could get
a certificate of exemption for single journeys for theL580. That
makes it easier to change sites at short notice due to weather.”
To maintain reserves when operations are stopped, piles up to
190 metres long and 50 metres wide are laid out directly adjacent
to the pits, and these are protected with a fleece. The wheel loaders
at the face load the dumpers, which carry the material to the piles.
Operations at the face are a great stress on the wheel loaders.
The material is highly compressed and very heavy, causing the
equipment to operate at full throttle about 80 % of the time. The
hydrostatic drive is highly beneficial here. “We have performed
direct comparison tests with other machines and have found truly
enormous differences,” Roland Kanefzky says. “For example, the
Liebherr machines are much more economical in terms of diesel
consumption. The Liebherr drive is also easier to monitor. After
all, we have often experienced overheating problems with
converter-powered wheel loaders.”
Ferdinand Kanefzky adds, “We have been working with Liebherr
since 1988. Economy, quality and service are what count for us.
Diesel consumption is of course important, especially for the
wheel loaders. Apart from that, we need high-performance
machines that can withstand a lot. To date we have had a very
good experience with Liebherr as a company. If ever we have
had a problem with a machine, a service representative was
always there very fast. The spare parts supply has always worked
totally smoothly as well. Nagel is a competent service centre close
by with very good people who really know what they’re doing
with the machines.”
The highly compressed material means driving at full throttle 80 %
of the time, which the hydrostatic travel drive handles well.
pallets, and we stopped using plastic foil for our packaging a long
time ago. We elaborately recultivate mined areas, for example,
for agricultural use, or we create a biotope. We have even planted
an orchard with 150 fruit trees.”
Company profile
Creaton AG
“We have been working with Liebherr
since 1988. Economy, quality and service
are what count for us.”
Ferdinand Kanefzky, plant manager at the Wertingen and Roggden locations
Sector:
Size of company:
Founded:
“We attach great importance to working in harmony with nature,”
Ferdinand Kanefzky says, explaining the company’s slogan:
“Natural clay sets the tone.” “Protection of the environment is
important for us. Creaton is one of the first roof tile manufacturers
to be awarded the Bavarian Environmental Medal. We were one
of the first to change over from disposable pallets to Europool
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Clay roof tile manufacturing
Nine locations, 15 plants, approx. 1,000 employees
1884
Head office at Wertingen/Germany
CEO: Stephan Führling
www.creaton.de
L 538,L542,L566,L580 IIIB, R 954 C,
PR 744 LGP
10// Quarrying Quarrying //11
Page 7
Feature: Holemans GmbH
From gravel to sand
and on to new lakelands
Many gravel pit lakes on the lower Rhine are former quarrying fields of the Holemans Group. Here in the region
between the Ruhr and the Netherlands, companies of the Holemans Group have been extracting gravel and sand
before recultivating the areas affected for many decades. For six months, a PR 736 was in use as a practical test
machine for the new crawler generation 6.
specific requirements of the customers. “Today, concrete
manufacturing is a science in itself. As the industry develops, the
requirements on the raw materials are increasing,” says Thomas
Derksen, commenting on trends in the sector.
The Holemans Group performs mining and recultivation
in stages, many of them in parallel. Embankments and paths
are laid, waterside areas fortified and trees planted. Eleven
Liebherr machines are used in these operations: eight wheel
loaders, two wheeled excavators and one crawler.
Thomas Derksen, technical manager.
The roots of the Holemans Group go back to the year 1873 , and
the head office is in the town of Rees (Germany) directly on the
Rhine. Its core business is the quarrying and marketing of gravel
and sand, and 95 % of this is delivered to the construction industry,
where it is used as raw materials in the production of concrete.
The family business is now in its third generation and employs
130 people. It is not just the customers who benefit from the
company’s activities. Many protected species of animals and
plants find new homes in the gravel pit lakes that are created,
and the people in the region enjoy the watery recreation areas.
The companies of the Holemans Group deliver some 4.4 million
tonnes of high-quality gravel and sand every year, mainly to
manufacturers of concrete components, concrete transporters
and construction materials traders. “Sand and gravel can be found
everywhere, for example in buildings, footpaths, roads, bridges
and pipes, to name just a few,” says Thomas Derksen, technical
manager of Holemans GmbH. “Solar cells and microchips also
contain sand.”
Sand is made up of grains of between 0.0063 and 2 millimetres
in diameter. Gravel grains are between 2 and 32 millimetres in
diameter. “Sand and gravel are also split up into various size
categories. The individual fractions are separated using different
processes and then mixed in precisely defined ratios for the
Holemans has been placing its trust in Liebherr excavators and
wheel loaders for many years. The crawlers employed to date
include a PR 734. From December 2012 until July 2013, a preproduction machine of the type PR 736 was tested. The tasks
of the crawler included shifting and depositing gravel fields and
top soil and shaping the topography of the terrain. Some 2,100
operating hours were accumulated.
“Service over the entire lifetime of the machine
plays a decisive role for us. With Liebherr, we
know that we can rely on a quick response and
good work.”
Thomas Derksen, technical manager of Holemans GmbH
The PR 736 features an unprecedented electronically regulated
travel control with integrated “eco” function and proactive power
adjustment, which offers the choice between high power output
and maximum efficiency. “The important thing for us is that we
have power for pushing. That makes up 90 % of our operation,”
explains Thomas Derksen. “And the power available is really
impressive compared to the previous model. Despite this, fuel
consumption is on a similar level.”
Other positive aspects for the drivers are the comfort and clarity
of the cab, which has been developed completely from scratch.
All-round vision provides for additional efficiency and safety –
even in the area around the door, thanks to edges that drop down
Power is needed here. That accounts for 90 % of our operations.
to all sides and panoramic glazing. The exhaust system is
completely hidden behind the A-pillar, which prevents it from
obstructing the view over the engine cowl.
“Another advantage for ground levelling operations is how quiet
the machine runs,” Thomas Derksen says. Particular attention
was paid to this in the development of the new crawler generation.
The new features also include the undercarriage. A much larger
diameter sprocket wheel and more intermeshing teeth have
noticeably lengthened the service life of the chain and the sprocket.
Maintenance has also been optimised. Centralised service points,
wide-opening access hatches and engine compartment doors,
a tilting cab as standard, and an optional radiator that can be
folded out for cleaning all make service work easier.
“Service over the entire lifetime of the machine plays a decisive role
for us. With Liebherr, we know that we can rely on a quick response
and good work,” Thomas Derksen continues. “The reliability of the
preproduction crawler is quite remarkable. Throughout the entire
test phase, there was not one single failure.”
Company profile
Holemans GmbH
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarrying and marketing plus nature and leisure
120 employees
1873
Rees / Germany
Michael Hüging-Holemans
www.holemans.de
8 wheel loaders, 2 wheeled excavators and acrawler
12// Quarrying Quarrying //13
Page 8
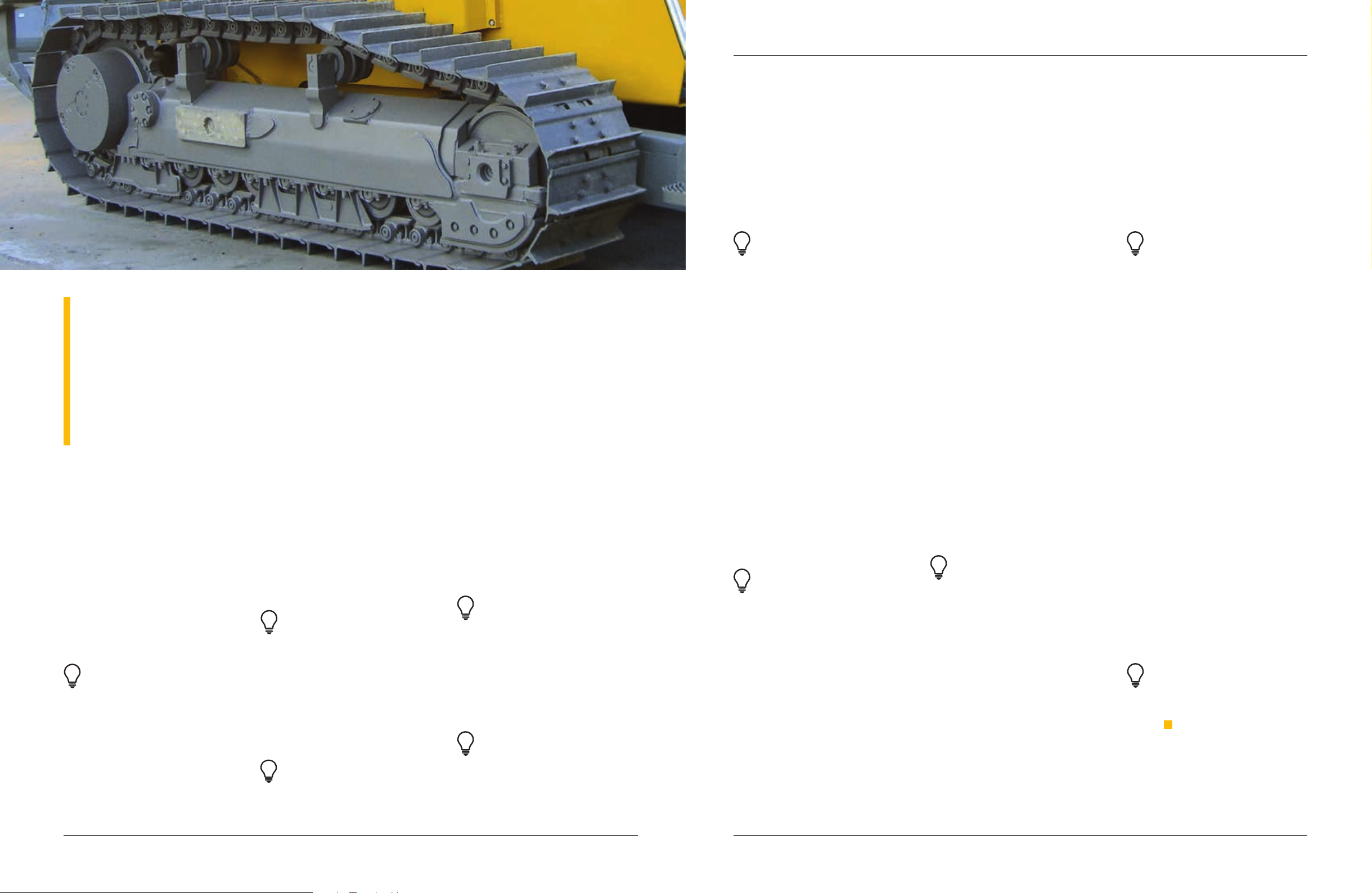
What influences undercarriage wear?
Service
10 expert tips for long
undercarriage service life
Regular servicing and the right way of working have a great influence on the service life of the undercarriage.
On construction machines with chains, wear can occur in the chain bushings, sprockets, chain links, guide wheels,
track rollers, carrier rollers and on the track shoes. There are several different ways to prolong the service
life of the undercarriage and to reduce costs related to the undercarriage.
What is undercarriage wear?
Chain bushings
On an oil lubricated chain, the bushing
moves relative to the sprocket. This causes
wear at the bushing and the teeth.
Rotating bushing chains roll freely from the
sprocket, reducing wear on the bushing
and the sprocket. Because of their form,
rotating bushing chains are only of limited
suita bility for tough operations where
impact stress occurs.
Tip 1: On oil lubricated chains, the bushing
can still be used if it is turned around 180°
in good time (with a wear level of 70 to 80 %). The
actual savings depend on the labour costs incurred.
Sprocket
Once the sprocket has become completely
worn, teeth could break and the chain
could jump. An excessively worn sprocket
also increases wear on the bushings many
times over. For this reason, great attention
should be paid to sprocket wear.
Tip 2: As a rule of thumb, the sprocket seg-
ments must not meet tooth tip to tooth tip. At
least a narrow web must be visible. Details of this can
be found in the operating manual for the machine.
Chain links
The chain links run over the guide
wheel, carrier rollers and track rollers.
Wear occurs on the contact areas. This
often occurs in the form of wave wear.
Tip 3: If vibrations occur when the machine
is in operation, this might be caused by wave
wear on the chain links.
Guide wheel, track rollers
and carrier rollers
Guide wheels and rollers tension and guide
the chain, also transversely. Wear occurs
on the running surfaces and on the side
walls.
Tip 4: It is especially important for the
under carriage to be cleaned in the winter. This
will prevent the carrier rollers in particular from sticking.
At the same time, cleaning will lengthen the service life.
Track shoes
The webs and the track shoes wear over
the course of time, especially on hard
ground such as rocks.
Tip 5: As an alternative to our standard
quality of shoes, Liebherr also offers special
track shoes that have more wearing material for highwear operations. Examples of such special track shoes
are “ES Extreme Service” or “SESS Super Extreme
Service Shoes”.
Ground material
The type of ground material will have the
greatest influence on undercarriage wear.
Abrasive sand, for example, can cause
wear on a chain within a very short space
of time. In less abrasive materials (top soil,
loam, coal), the undercarriage will last
much longer.
Tip 6: In especially high-wear operations in
soft material, rotating bushing chains can
substantially increase the service life of the
undercarriage. Because of their form, these are
only of limited suitability for tough operations in
which impact stress occurs.
Working with the machine
Travel speed
Excessively high speed, especially when
reversing, can lead to increased wear on all
components.
Cornering or working on a slope
Tight corners or frequent unnecessary
changes of direction when changing tracks
can cause increased wear, especially at the
side walls of the guide wheels, carrier rollers,
track rollers and on the chain.
Tip 8: In general, it is advisable to use a
centrally fitted chain guidance system with
crawler undercarriages. Such a chain guidance
system will absorb some of the lateral forces created
when steering or driving across a slope. Alternatively,
the undercarriage can be fitted with a continuous
chain guard that protects the entire undercarriage
against foreign bodies.
Chain tension
Correctly setting the chain tension is a
basic requirement for optimal service life
of the undercarriage. Practical tests have
shown that the right chain tension can lead
to a service life of the bushing up to 75 %
longer than with the chain overtensioned.
The service life of the sprockets is also
lengthened accordingly. If the chains are
too loose, this could cause the teeth to
wear on one side of the sprocket.
On Liebherr crawler tractors under operating
conditions, the chain should hang down by
between 30 mm and 60 mm, depending on
the model, between the guide wheels and
Check your speed
If the chains start to slip this will increase
wear on the track shoes. Drivers should
always adapt their travel speed and blade
load according to the operating conditions
in order to prevent the chains from slipping.
In addition, it should be checked whether
the webs on the track shoes are sufficiently
high to allow optimal traction. This will
greatly improve the pushing performance.
Tip 9: Freely variable or hydrostatic drive
systems allow travel speed to be optimised
by adapting to all operating conditions and types
of ground. Because the optimal travel speed can
also be set at full engine speed, there is always
sufficient tractive power available. The efficiency of
such drives is constantly high over the entire speed
range and no manual gear shifts are needed. That
makes fuel consumption especially low compared
to conventional construction machines.
the carrier roller or between the carrier roller
and the gear ring. The correct chain tension
can be easily set with a grease gun. Please
refer to the operating handbook of the
construction machine for details. To prevent
injuries, it is important for the safety
instructions to be observed.
Tip 7: The chain tension can easily be
measured with a board or rod positioned
between the guide wheel and the first carrier roller.
Make sure that the machine is measured under
realistic operating conditions as the chain may be
additionally tensioned by the build-up of material
on the undercarriage.
The right machine configuration
A correctly configured undercarriage will
improve the performance capability of the
machine, especially in critical ground
conditions. At the same time, undercarriage
wear can be drastically influenced.
Fundamentally, crawler undercarriages
differ in the undercarriage length, the track
shoe width and the related track width. As
a general rule a shorter undercarriage will
provide greater manoeuvrability and higher
ground pressure on hard ground. For
optimum traction on normal hard ground
and the best possible levelling performance,
a long undercarriage with narrow track
shoes should be chosen. An extra-wide
undercarriage is used on less stable i.e.,
soft ground.
Tip 10: For operations on hard or stony
ground, a suitably narrow track shoe width
should be selected as the chain could be damaged
by the lateral forces created when wide track shoes
are used.
14// Quarrying Quarrying //15
Page 9

Quarrying in profile: Carrière des Grands Usages
R 950 SME: The right excavator for
“Carrière des Grands Usages”
When the time came for the 50-tonne excavator at this limestone quarry to be replaced, the operator
selected the R 950 SME – an excavator of the right size that is specially designed for working at the face
yet versatile in its operation.
The “Carrière des Grands Usages” quarry covers an area of
70hectares and is owned by the companies Eurovia and Colas.
It is located just a few kilometres from Bourges (France). At present, 30 hectares are being used to produce material for road
building and concrete production. “We offer the full range for the
construction industry, with grain sizes 0/10, 0/20, 0/30 and 0/60
plus 4/10 and 10/20 for the production of concrete,” explains
Alexandre Favin, operations manager of the “Carrière des Grands
Usages” quarry, or CAGU for short. Other products include filling
sands, drainage materials with 40/70 grain, as well as blocks of
rock from 100 to 200 mm and even 500 to 1,000 mm. “All of these
are prepared according to the customer’s wishes, for example,
for fortifying embankments or as decoration for landscape architects,” the operations manager adds.
The most important customers of the CAGU quarry are the
members of the syndicate that own the quarry. These include
the locally based companies Eurovia and Colas, but also civil
engineering companies and two ready-mixed concrete plants
in Bourges. The “Carrière des Grands Usages” quarry includes
the Morthomiers limestone seam, which is very well known in
the region. The excavation permit allows 365,000 tonnes per
year to be quarried until 2034.
“Prior to excavation, we have to clear 20 to 30 cm of spoil and
then a 50 cm to 2 m deep layer of material. Depending on its
quality, the latter layer may either be sold or used for filling on the
quarry grounds,” explains Alexandre Favin. Drilling and blasting
are outsourced to a subcontractor.
A crawler excavator from 2005 was used in the quarry until June
2013. The excavator loads a rigid-frame dumper truck that transports the limestone to the charging hopper of the processing
machine. The material is conveyed by an apron conveyor to a
scalper where the stone is separated and sieved. Material larger
than 120 mm is carried to the primary impact crusher which
produces material of grain size 0/31.5, 30/70 or 30/150 and
70/150. A second impact crusher produces material of grain size
0/4, 0/20, 4/10 and 10/20.
The materials from the machine are taken to the stocking bays
by a rigid 28-tonne dumper truck. Besides the production of
construction materials, the quarry is also able to take earth from
construction sites. “Customers tip their earth onto a platform
specially provided for this purpose and we spread it with a crawler
loader to fill the quarry grounds,” explains Alexandre Favin.
“With 11,500 operating hours, the crawler excavator had already
reached a ripe old age,” Alexandre Favin tells us. “Moreover, this
50-tonne excavator was somewhat oversized in view of the
economic development,” he adds. “More than anything we wanted
a smaller excavator.” The operations manager at the quarry was
really looking for an excavator of about 40 tonnes.
He compared the offers of different manufacturers, including
Liebherr. He asked Liebherr if he could test the R 946. Fabien
Denis, technical customer consultant at the SOMTP Centre, the
contractual dealer for Liebherr in the region, recommended the
R 950 SME (Super Mass Excavation), a new machine that was
launched in 2012. “That is the quarry version of the R 946,” Fabien
Denis says. “It has the turntable of the R 946 and the undercarriage of the R 956. Its boom and bucket arm are reinforced and
the ballast weight is higher. The driver’s cab and the tilt cylinder
feature safety devices, and the windows are made out of armoured
glass. The underbody is protected by a thick guard plate.” In
contrast to the R 950 SME, neither of the competitors’ models
that were considered were specially designed for work in a quarry.
“In our region, we are heavily involved in the Eurovia companies,”
Fabien Denis adds. “But this is the first R 950 SME within the
Eurovia Group,” Alexandre Favin explains. The construction
machines department of the road building company is monitoring
the testing of this model at the CAGU quarry with interest. Another
advantage is the vicinity to the Liebherr contractual dealer SOMTP
Centre. This is just a few kilometres away from the quarry.
That’s how the R 950 SME came to find its place in the quarry’s
machine fleet. It is equipped with a Liebherr backhoe bucket with
semi-delta cutter and 2.75 m³ capacity without special wear protection as the material is not especially abrasive. “This procurement
was part of a partnership,” Alexandre Favin tells us.
The R 950 SME flexibly performs
itstasks on the excavation front.
16// Quarrying Quarrying //17
Page 10

Quarrying in profile: Carrière des Grands UsagesQuarrying in profile: Carrière des Grands Usages
“SOMTP Centre can use the opportunity to present the R 950SME
to us as an alternative to its most important competitors’ products,”
Fabien Denis adds.
“The first R950SME
within the Eurovia Group.”
Alexandre Favin, operations manager of
the “Carrière des Grands Usages” quarry
“This dealer really has orientated itself toward our requirements.
If necessary, he calls in the evening after production has stopped,”
says Alexandre Favin, who also stresses the responsiveness of
the dealer. When excavator driver Jean-François Méry explained
that it is sometimes difficult to dig into the piles of material, Fabien
Denis proposed trying out more pointed teeth. “It’s easier with
the more pointed teeth,” comments Jean-Francois Mery. “We
have now fitted the backhoe bucket with five teeth of this form,”
explains Alexandre Favin.
The Liebherr engine in the R 950 SME has six cylinders and a
power output of 220 kW, and it complies with European emissions
standard Tier 4i / Stage IIIB. It is equipped with a particulate filter
with active regeneration. “That is something new for us,” Alexandre
Favin says. The degree of contamination is shown on the monitor
display in the cab. When regeneration is due, it starts automatically without interrupting work. “I can defer regeneration, for
example, to the next day if it becomes due near the end of the
day,” Jean-François Méry reports.
The R 950 SME has been in operation since the end of May 2013.
“It is dynamic and has a high rpm speed,” Jean-François Méry
declares. He also appreciates the comfort of the driver’s cab and
the low noise level of the excavator.
“The dumper truck is just what we need,” says Alexandre Favin.
“It is a highly versatile excavator.” Half the time it is used in production. The rest of the time it is used for spoil work, loading
blocks, and exploratory work at new parts of the quarry. “The
R 950 SME is equipped for high-volume turnover, which extends
its range of applications. The excavator driver is able to choose
the most suitable of four working modes for his current work,”
Alexandre Favin adds. “In addition, our excavator driver asked
us to choose the optional boom float function, which prevents
unnecessary loading of the excavator and improves comfort for
Transport of excavated and prepared material via conveyor belts.
our driver.” The operations manager knows the benefit of the
excavator’s automatic engine shutdown function after a ten minute
idle period, which saves fuel. Now he is starting to use LiDAT,
Liebherr’s data transmission and positioning system in order to
learn more about the operating and driving times, deceleration
and fuel consumption of the excavator.
The Liebherr backhoe bucket with a digging volume of
2.75 m³ was equipped with pointed teeth, which are superbly
wellsuited to the material.
Company profile
Carrière des Grands Usages
(CAGU)
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Excavation of building materials
7 employees
1980
Bourges (18) / France
Alexandre Favin, operations manager
www.eurovia.fr
R 950 SME
18// Quarrying Quarrying //19
Page 11

Trends
Protective devices
for crawler excavators
Several excavator components are at risk of damage caused by flying stones when working in the quarry,
especiallywhen drop-balling. Liebherr has developed special protective measuresforsuch operations
to prolong the service life of the most important components.
Operators can choose between a piston rod guard for the
cylinders, bottom boom protection for the stick or monoblock,
wear plates on the undercarriage and many other individual
measures for protecting both man and machine.
1. Piston rod guard
•
Simultaneously moving metal covers protect the chrome-plated
piston rods against damage.
•
Available for bucket cylinders (all machine types), hoist cylinders
on R 956 to R 980 SME, crowd cylinders for front shovel
machines from R 956 to R 980 SME.
2. Hoist cylinder hose protection
•
Protection for hydraulic lines and line-break protection
forhoist cylinders.
•
Optional for R 936 to R 950 SME.
5. Protective grille for driver’s cab
•
Protective grille in front (FGPS) and top (FOPS) area of the
driver’s cab protects against flying stones.
•
Available for all types of machines.
6. Armoured glass
•
Front and roof glass in the driver’s cab can be equipped
with impact resistant armoured glass, offering additional
protection for the driver.
•
Available for all types of machines, standard for R 966.
7. Guard plate
•
Protects the undercarriage against damage and wear, especially
when working on loose piles of material and/or during dropballing.
•
Available for R 950 SME to R 980 SME.
1. Piston rod guard
3. Bottom boom protection
forstick
3. Bottom boom protection
for monoblock
2. Hoist cylinder hose protection
3. Bottom boom protection for stick and monoblock
•
Prevents damage to the stick and the monoblock.
•
Protects the underside of the stick (bottom boom) and /or the
monoblock with a solid metal cover.
•
Especially suitable for working under hard conditions.
•
Stick: available for R 936 to R 980 SME.
•
Monoblock: available for excavators R 918 to R 980, R 936
to R 960 SME.
4. Protection for slewing mechanism and
lubricationlines
•
Protects the slewing mechanism and the lubrication lines in this
area against damage, especially during drop-balling.
•
Covers the slewing mechanism and the lubrication lines.
•
Available for excavators R 950 to R 980.
8. Travel drive guard and reinforcement kit for
transmission bearings
•
Reinforcement panels protect the outsides of the travel drive
and the transmission bearings on the inside of the longitudinal
members against damage (e. g., when working on piles of loose
material).
•
Available for excavators R 950 SME to R 980 SME.
7. Guard plate
4. Protection for slewing
mechanism and lubrication lines
8. Travel drive guard
20// Quarrying Quarrying //21
Page 12

Feature: a+b
Moraine gravel for asphalt and cement
a+b Asphalt- und Betonmischwerke is a medium-sized company that produces and sells ready-mixed concrete,
asphalt, gravel and grit. The company was founded 43 years ago and now has 65 employees. In the Oberschwaben
region of Germany, a+b operates four ready-mixed concrete works, plus an asphalt, gravel and grit plant. Its range of
services is rounded off with concrete pumps, asphalt milling and materials recycling. Its customers include companies
working in the field of gardening and landscaping and major road building and structural engineering companies.
“Even in ancient Rome, asphalt was used for road building,”
explains David Gütler, managing director of a+b Asphalt- und
Betonmischwerke. “Asphalt is versatile in its use and can be
adapted to meet different requirements. Depending on the
purpose, load profile and climatic conditions, we can configure
the right asphalt for any customer requirement, prepare the initial
tests, select the most suitable raw materials and manufacture
our product entirely according to generally accepted technical
standards. Asphalt production is monitored in our laboratory. In
addition, an independent institution also conducts checks.
We bunker the asphalt in different silos, each holding about
L 576 wheel loader loading a stationary mixing plant.
120 tonnes. We can store up to six different types there. The
ready-to-use asphalt is loaded onto the customers’ lorries at
temperatures of about 180 °C. When we have real power days,
we start work at about 3.00 a.m. so that we have about 600
tonnes ready by the time operations start in the morning. The
types depend directly on what the customers have ordered. If
needed, we can fill all the silos with a single type. That sometimes
happens when a customer is working on a major construction
site.”
Asphalt has another benefit; the construction material is 100 %
reusable, which reduces environmental impact and offers good
economic benefits. In the asphalt machine operated by a+b,
reclaimed asphalt is input in the form of milled material or fault
blocks. Besides the possibilities provided by classic asphalt
recycling, tarred asphalt milled material is also used. a+b prepares
this in a mixing plant to form hydraulically bonded base layers
for use in approved construction activities.
And concrete production? “Sand, gravel, water, cement from
limestone, clay and sand, mother nature supplies all the
ingredients needed for concrete. What we make of these depends
on the exact mix,” explains Gütler. “We produce ready-mixed
concrete with different physical characteristics, but always the
right recipe for the appropriate application and environmental
conditions. Our range includes: standard and heavy-duty
concrete, concrete for bored piles, fibre concrete with steel and
plastic fibres, coloured concrete, drainage concrete, single-grain
and road construction concrete, easy-use concrete, and
hydraulically bonded base layers.
We rely entirely on Liebherr machines in this field. Our four
concrete mixing machines are all supplied by Liebherr, as are our
32 truck mixers – articulated mixers, demountable mixer systems
and interchangeable mixer systems. This is partly because we
are absolutely convinced of the quality. But the closeness to the
manufacturer is also, of course, highly beneficial. LiebherrMischtechnik GmbH is based here in Bad Schussenried, just
fivekilometres away.”
“The drivers are all highly satisfied with the
Liebherr machines. One of them said the new
L 580 machine is the best machine he’s ever
driven. And he’s been driving wheel loaders for
more than 20 years.”
David Gütler, managing director
Quarrying operations take place over 70 hectares. “The premises
here are larger than the centre of the village of Ingoldingen,” Gütler
tells us. At the bottom of a steep slope, directly in the gravel pit,
Liebherr equipment is hard at work – a Liebherr L580 wheel
loader and a TA 230 Litronic dumper. Gütler explains, “The newest
wheel loader is always sent to the face. That is where we need
TheL580 wheel loader extracts more than 1,000 m³ of material every day.
the most powerful machine. Every day, the wheel loader has to
extract and load more than 1,000 m³ of material. The machine it
replaces goes to the top for piling, loading lorries and feeding the
asphalt machine with grit. The drivers are all highly satisfied with
the Liebherr machines. One of them said the new L 580 machine
is the best machine he’s ever driven. And he’s been driving wheel
loaders for more than 20years.”
The driver fills the shovel with several tonnes of gravel at the face,
apparently effortlessly. “Yes, theL580 certainly does have power,”
says Gütler, adding with a twinkle in his eye, “but we’re lucky.
The good thing about Oberschwaben is the wonderfully loose
moraine gravel, which is easy for the wheel loader to pick up off
the face. We extract the gravel over several layers. On the lower
levels we have finer grain, while the coarser grains are higher up.
The finer layers are taken to the concrete plant, the coarser ones
to the grit plant. We produce grit for our asphalt with three crushers
and different sieves with grain sizes 0/2, 2/5, 5/8, 8/11, 11/16.
The charging hopper for grit production is located directly below
in the pit. Ultimately, the grit comes out next to the asphalt plant,
so we only have to cover short distances with the wheel loader.
The dumpers take the finer gravel for the concrete plant up to a
second charging hopper.”
After operations have finished, the area is reclaimed and the pit
recultivated. Gütler explains, “We don’t refill, but rather take the
spoil that we have taken away back to the pit bed and then add
a layer of topsoil. Effectively, everything is then as it used to be,
just 17 or 18 metres deeper. Some of the areas are used for
agriculture, but biotopes are also created where nature can evolve
freely. For example, storks are often seen on this meadow before
they migrate to Africa.”
Company profile
a+b
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Asphalt, ready-mixed concrete, gravel, sand
65 employees
1970
Biberach, Ingoldingen, Ochsenhausen, Aulendorf,
Otterwisch / Germany
David Gütler
www.asphalt-und-beton.de
30 Liebherr truck mixers, 3 with conveyor
belt,L580 andL576 wheel loaders,
TA 230 Litronic dumper truck, R 932 excavator
22// Quarrying Quarrying //23
Page 13

Feature: Recycling GmbH Lahnau
All quarrying operations
under one umbrella
The company name Recycling GmbH Lahnau is misleading. For many years, the focus of the company’s activities
has been on quarrying operations, and its range of services covers all tasks relating to the quarrying and
preparation of natural stone, gravel, sand and clay. The professionals from the German state of Hesse do this with
75 large machines – 48of them from Liebherr.
Recycling GmbH Lahnau was founded in 1998 and has a direct
interest in two basalt quarries, a clay and quartz sand quarry.
The company also operates its own earth deposit and
construction waste dump, plus three construction waste
recycling plants in the region of central Hesse. The most
important part of the company’s activities is quarrying work to
customer specifications.
“When I joined the company 13 years ago, there were 11 of us.
Today, the company has more than 70 employees actively working
in commercial operations. This development certainly has a lot
to do with our broad range of services,” explains Ralph Lang,
technical manager and director. “We offer all services related to
the quarrying process under a single umbrella.” The company
looks after moving spoils and earth, and has its own authorised
blasting expert. Quarrying raw materials is also possible without
explosives using hydraulic hammers. From releasing to loading
to transporting, Recycling GmbH Lahnau is able to perform all
surface quarrying operations. Manufacturing of end products
with mobile crushers and sieves, plus decontamination and
renaturalisation of surface quarrying sites, are also part of the
services available.
R 946 loading a TA 230.
Recycling Lahnau orientates its services to the individual needs
of the customer. Ralph Lang puts it like this: “We offer both
partial services and the complete execution of all quarrying and
preparation work. For the customer, that means that he doesn’t
have to invest heavily in new machines or take on new staff. Many
of our customers also appreciate the fact that they have full
flexibility in how they plan their delivery volume. This enables them
to respond to fluctuations in the market and, at the same time,
to plan reliably. You know how much a tonne of mined materials
costs at the start of the year, for example.”
On average, the quarrying specialists at Recycling Lahnau are
in action at around 20 different locations. One of the largest
construction sites at the moment is the quarrying of limestone
for Rheinkalk GmbH in Dornap near Wuppertal. Between the
spoil and the actual limestone, there is a so-called cleaning cut
containing some relatively good limestone, which has to be sieved
before it can be prepared in order to clean out the impurities.
The resulting stone material is then used to produce mineral
mixtures. In Dornap, the company provides all machines and
staff. Twelve earthmoving machines, including four excavators
and three wheel loaders from Liebherr, are in operation here. In
addition, there is also a mobile hammer crusher, a mobile impact
mill with integrated sieve unit, and a coarse sieving machine.
In total, there are 75 large, modern machines. These include
crawler excavators with an operating weight of 25 to 90 tonnes,
rigid-frame dumper trucks with between 40 and 65 tonnes
payloads, articulated trucks in the 30-, 35-, 40- and 50-tonnes
classes, crawlers for various operations, in-hole and outer hammer
drilling rigs for various borehole diameters, wheel loaders of all
sizes, mobile crushers, sieve systems and hydraulic hammers.
48 machines bear the Liebherr name, among them are 15wheel
loaders, 15 crawler excavators eight crawlers, nine articulatedtrucks
and a wheeled excavator. “The quality and resilience of the Liebherr
machines are right, and that is especially important for us,” says
Ralph Lang. “We also only hear positive feedback from the drivers:
good hand ling, good performance, plenty of space and comfort in
the cab. We even have excavator drivers who state categorically
that they don’t want any other brand.”
“We even have excavator drivers who
state categorically that they don’t want
L 586 wheel loader in front of a coarse sieving machine.
Another decisive criterion for the use of so many Liebherr
machines is flexibility. “As a service provider, we have to be able
to respond extremely flexibly to customer wishes, and to make
enough of the right machines available for a certain period of
time,” explains Ralph Lang. “Where the next job is and exactly
what is to be done is always decided anew, sometimes on very
short notice. Liebherr, and in particular, the rental service of
Liebherr-Mietpartner GmbH give us exactly the flexibility we need.
We have been collaborating successfully since 2003. We have
competent consultants and use their experience when it comes
to making the right choice of attachments. The machines are
ordered and built exactly to our wishes and expectations. Even
if a job is arranged at very short notice, we are able to bridge the
time for the delivery of a new machine with rental machines that
are available immediately.”
With 48 machines in operation nationwide, service is a key factor.
In most cases, a mechanic can be on site the same day or, at
the latest, the following day. “The availability and response time
of the Liebherr service teams are superb. The collaboration with
Liebherr is perfect for our needs,” Ralph Lang tells us.
any other brand.”
Ralph Lang, technical manager and director
Company profile
Recycling GmbH Lahnau
The four reverse gears on the articulated trucks are praised
especially highly. They make it easy to cover short distances in
reverse, alleviating the need for manoeuvring and saving lots of
time. The handling of the retarder is something else the drivers rate
highly. A lever on the dashboard freely adjusts the effectiveness
between 0 and 100 %, adjusting it perfectly to the profile of the
terrain. That relieves the service brake and creates greater safety.
R 964 C with hydraulic hammer and
R 960 SME for loading a dumper body.
24// Quarrying Quarrying //25
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Stones and earth
72 employees
1998
Lahnau / Germany
Martin Bender, Peter Bill
www.recycling-lahnau.de
1 wheeled excavator, 9 dumper trucks, 8 crawler
tractors, 15 wheel loaders, 15 crawler excavators
Page 14

Advice – Part 2
Wheel loader operating tips
Engine speed range, drive stage and shovel control are the essential parameters that drivers can use to
influence the economy of their wheel loader. The following tips will help you to get the most out of your
machine, achieve good turnover rates and, at the same time, save fuel.
Engine revolutions
at a glance.
Engine speed / drive level:
full power at low revs
On a Tier 4i / stage IIIB generation loader,
the engine speed should be between
1,300 and 1,500 rpm and for machines
of the Tier 3 /stage IIIA wheel loader
between 1,400 and 1,600 rpm. The
hydrostatic drive achieves its full pump
performance at 60 to 70 % of the engine
speed, depending on the type of use.
Full power and low revs enable drivers
to work efficiently and save fuel.
Shovel position: fill the shovel
in a cutting, flowing process
The driver can achieve maximum results
by taking the material onto the shovel in
a cutting process. Note the control
angle and the alignment of the shovel
attachment. These show you the shovel
position in the material from the parallelity
of the blade. If you practice the right shovel
guidance, the cutting process takes care
of itself during forward movement and lift.
Fill the shovel in a flowing movement
without interruption. Filling a shovel
without touching the material with the front
tyres will also reduce tyre wear. Fast and
precise work are also supported by the
automatic shovel return, which makes it
easier to return the shovel to the parallel
rest position.
Only use manual tractive
power control when needed
When working on very loose ground such
as sand, you should set the machine’s
tractive power to manual. Manually
reduced tractive power will enable you to
move and work with the highest traction
possible. When you are working in sand,
for example, this will prevent the tyres from
spinning. Manual tractive power control is
available on all medium and larger series
Liebherr wheel loaders. For standard
operations you do not need manual
tractive power control. Conventional
wheel loader operations require pressure
peaks on the drivetrain in certain situations.
If in this case you reduce traction manually,
there will not be enough power on the
travel drive. Trying to increase this with the
throttle will unnecessarily use more fuel.
Use the inch pedal as necessary
to freely control traction
If necessary, you can freely control traction
with the inch pedal. This may be necessary
for deliberately slow forward traction with
simultaneously high working hydraulic
performance, for example, when loading
a truck. As a rule, it is not necessary to
brake manually as the hydrostatic travel
drive already features a self-actuating
braking effect.
The inch pedal should be used for
deliberately slow forward traction
with simultaneously high working
hydraulic performance.
With full power at low engine speed,
drivers work efficiently and save fuel.
26// Quarrying Quarrying //27
Page 15

R 964 C SME crawler excavator
inthe“Grands Caous” quarry
On account of its extensive experience, construction contractor Eiffage Travaux Publics has procured a new
R 964 C SME for its porphyry quarry at Saint-Raphaël (France). The crawler excavator is the heart of the machine
fleet at the “Grands Caous” quarry.
“It is the only hardstone quarry in the Provence-Alpes-Côte
d’Azur region,” explains Dominique Seux, director of the “Grands
Caous” quarry, which is part of the Eiffage Group. The materials
produced here, thanks to the presence of porphyry, achieve a
value of 57 in the PSV test (Polished Stone Value). A value of 56
is the minimum required for the surface course of roadways. Half
of the production is used for road construction. Of the other half,
35 % is used for producing ready-mixed concrete and 15 % is
used as coarse gravel in civil engineering, or as reinforcement
blocks in marine and river engineering.
Porphyry has been extracted from the quarries close to the sea
in the Massif de l’Estérel, where the “Grands Caous” quarry is
located, for many years. This is where the Romans extracted the
stones used to build the Via Aurelia from Rome to Narbonne.
Within the immediate vicinity, the Massif de l’Estérel has supplied
some of the gravel for the PLM (Paris-Lyon-Marseille) railway and
paving stones for the famous Paris to Roubaix road.
During the twentieth century, the quarries in these hills were
gradually abandoned. However, in 1959, a civil engineering
contractor opened the “Grands Caous” quarry. There was a
deposit for the blue porphyry known as “Estérellite” with feldspar
points and pyrite inclusions. At the time it made a significant
contribution to the construction of the A8 autoroute, which links
Aix-en-Provence to the Côte d’Azur. In 1989 the quarry was sold
to GSM. In 1998 it was taken over by Appia, part of the Eiffage
Group. In 2012 a license was granted to extract up to
800,000 tonnes per year until 2042.
“Because the quarry is located in a specially protected area, it is
subject to two different kinds of regulations,” explains Dominique
Seux. “Firstly, we need the approval of the administration
department, just like any other quarry operator, but secondly, we
also need state approval.” This approval stipulates that the quarry
must remain within its current boundaries, which gives it an area
of 45 hectares, to continue production the quarry digs deeper.
The quarry stretches from a height of 110 m AMSL (above mean
sea level) to 18 m AMSL, i.e., just above the level of the nearby
Mediterranean Sea. Only about 2 hectares of the area is actually
directly on the coast. Currently, about half of the mining area of
the quarry is covered by a lake of about one hectare in area and
15 m in depth, filled with surface water. When quarrying is
completed, the entire area of the quarry will form a lake, which
will be naturally fed from surface water.
In the meantime, quarrying will gradually spread across the remaining area of the quarry and on to the surrounding grounds at
an elevation of 70 to 90 m above mean sea level, where the
production equipment for building materials is currently located.
“In 2016, we want to set up a new industrial installation at an
elevation of 18m above mean sea level while we continue
to use the old equipment during the construction work,”
explains Dominique Seux. “We will also take this opportunity
to modernise the machines, crushers and the sieving
machines, which all herald from the 1970s.”
Quarrying in profile: Carrière des Grands CaousQuarrying in profile: Carrière des Grands Caous
Jeoffrey Sausse, commercial manager of the contractual dealer
Pic, with Dominique Seux, general manager of the “Grands Caous”
quarry (left), and Alexandre Pfeiffer, technical manager of the quarry.
The deposits are extracted in a closely interlinked process chain.
“We perform all surveying operations ourselves, including drilling
and blasting. The explosives for the weekly blasting are sourced
from a supplier,” Dominique Seux says.
A Liebherr R 964 C SME crawler excavator with an operating
weight of 78 tonnes loads the four rigid dumper trucks at the
quarry, three to four times an hour. These transport the material
for a distance of slightly more than one kilometre to a charging
hopper, which in turn feeds the primary crusher. After it has been
treated in the secondary and tertiary crushers, the stone is washed
as necessary. “We feed the washing plant with water pumped
from our lake,” Dominique Seux tells us. The residual sand is
transported to a cyclone separator, while the waste water is
treated by way of flocculation in a purification plant. The sludge
is then treated in a sludge press. “We recycle 85 % of our water,
which is then fed back into the washing plant,” explains the quarry
manager. “And we also have customers for the sludge, which is
highly impermeable. This is used principally for sealing class 1
deposits. In other words, we sell our entire production.”
The prepared materials are moved by a LiebherrL586 wheel
loader. The fleet is supplemented by a Liebherr R 944 crawler
excavator, which is used in the stocking area. This is used to pile
up the material so that vehicles do not have to drive over it. But
it is also used for smaller jobs in the quarry, for example, clearing
away surface layers.
Blocks that are too large are made smaller with a wrecking ball.
The backhoe bucket has special “guide slats” for this purpose.
28// Quarrying Quarrying //29
Page 16

Quarrying in profile: Carrière des Grands Caous
In the Grands Caous quarry, a LiebherrL586 is
used to load the end products.
The Liebherr R 964 C SME, which was procured in June 2008,
had clocked up 11,200 operating hours, so it was time to have
it replaced. Inquiries were made to four manufacturers. “With
one of the dealers it was difficult to even get an answer,”
Dominique Seux says. Another dealer was located an hour away
from the quarry. “In an operation like ours, everything revolves
around the excavator that works directly at the face. If that is
out of action for just one hour, the consequences are farreaching.” So there remained a third manufacturer and Liebherr,
which both have dealers close to the quarry. “The decision was
made on the final straight,” Dominique Seux confesses. “We
used to have an excavator from another manufacturer, but we
had lots of problems with that. It wasn’t built for use in a quarry,”
the manager adds.
undercarriage of the next larger model in a X-shaped construction
to realise a better distribution of forces and prevent material
from accumulating.”
Several times a year, an inspector from Liebherr customer
services conducts an on-site visit together with his colleague
from Pic. The technical manager of the quarry appreciates such
visits. On one of these visits, a crack was discovered in the
boom. “ Liebherr replaced the defective equipment; that’s what
I call proactive service,” he explains. “Whenever Pic performs a
repair, then everything really is in proper working order.”
It was partly the experience with the excavator and partly the
experience with the Liebherr contractual dealer that led to the
procurement of the R 964 C SME. The decision to purchase was
made by the director of the “Grands Caous” quarry, in agreement
with the local technical manager, the regional director of the
quarries and the regional manager of Eiffage Travaux Publics for
building materials. The new R 964 C SME has an operating
weight of 78 tonnes and is powered by a V8 engine generating
320 kW. It has now taken over the work of the previous Liebherr
excavator and has been loading the four dumper trucks at the
quarry since May 2013.
Company profile
The Liebherr Z tooth system
The right tooth for every application: a comprehensive tooth range and many
different tooth shapes form the basis for a wide variety of tasks.
“We have positive experience with the
R 964 C SME. It was specially developed for
use in quarries, has a robust construction
Carrière des Grands Caous
To operate a hydraulic excavator economically, the teeth must have the right shape for the intended application. Liebherr’s new,
patented tooth system provides the right solution for every application. It consists of a tooth adapter, tooth, securing bolt with lock
and protective plug. To change a tooth, all that is needed is a simple removal tool. No hammer is needed. The securing bolt, which
connects the tooth and the adapter, can be quickly and easily removed by one person without the need for great force.
and is extremely versatile.”
Alexandre Pfeiffer, technical manager of the quarry
Sector:
Size of company:
“By contrast, we only have positive experience with the Liebherr
R 964 C SME,” explains Alexandre Pfeiffer, technical manager
of the quarry. He sees one advantage in the steel construction
of the excavator. “The Liebherr crawler excavator is more flexible
than the excavators made by the competitors, and also the
heaviest,” he adds. Jeoffrey Sausse, commercial director of
Pic, Liebherr’s contractual dealer, explains, “This excavator has
been specially developed for use in quarries. It features the
30// Quarrying Quarrying //31
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Excavation of building materials
30 employees
1959
Saint-Raphaël ( 83) / France
Dominique Seux
www.eiffagetravauxpublics.com
R 964 C SME, R 944,L586
The advantages of the Z tooth system:
•
Optimised tooth design for a clear increase in productivity.
•
High-strength steel for increased wear resistance.
•
Lip and side shrouds for increased
bucket service life.
•
Long-lasting tooth performance due to
self-sharpening shape.
•
Innovative tooth forms designed for every type of ground,
offering better penetration and higher efficiency.
Unlocking the securing bolt with
the locking wrench.
Page 17

Quarrying in profile: Ambazac and MontebrasQuarrying in profile: Ambazac and Montebras
The Ambazac and
Montebras quarries
Two quarries in central France, only about 100 kilometres apart. The same type of excavator
has to work properly at both locations. Here we present the R 960 SME.
Why did the operators of the two quarries choose the same
machine? Jean-Roger Delanne, owner of the Mines d’Ambazac,
and Christian Mazière, responsible for the feldspar quarry at
Montebras, are two men of the same type. Both are handson workers whenever it is needed – either as a blaster or as
a driver. They both made a conscious decision to buy the
R 960 SME because they were convinced by the capability,
robustness and stability, and by the simple controls and low fuel
consumption.
Christian Mazière bought the very first machine of the R 960 SME
series. Following a convincing test phase, Jean-Roger Delanne
has now also decided to purchase one. This decision is nothing
new for the two managers. Liebherr has dominated their fleets
for many years.
“Each of our quarries is
different and the special
features of each have to
betaken into account.”
Jean-Roger Delanne, proprietor
of Mines d’Ambazac
Innovative products
“The machines in catalogue did not satisfy our requirements,”
the quarry operator adds. “We have special needs that had to
be discussed with the dealer. We had the R 960 SME and the
wheel loader as test machines, plus the support of a very
professional demonstration team. Our staff were given instruction,
in particular on the special features of the hydrostatic travel drive
of the wheel loader. We chose Liebherr on account of the proximity
and commitment of the dealer, but also because of the quality
and innovative products.”
Jean-Roger Delanne sees the relationship between product
performance and fuel consumption as the great advantage of
Liebherr machines, but he also rates the activities of the Solomat
staff as being positive. “This development would not have been
possible without them. They supported us throughout the entire
approval process for the gravel for SNCF (French National
Railways).” But he does confess, “There is no perfect solution.
A good compromise always has to be found. With respect to
the excavator tested, we made a number of modifications to the
R 960 SME to meet our requirements, for example, the attachment
kinematics, the choice of a reinforced version of the backhoe
bucket and the modified track width to optimise mining of
extremely abrasive material.”
His drivers agree with him. “Initially I found the driving response
of the machine difficult to command due to the hydrostatic
system, but now I find it efficient and reliable,” explains JeanLouis Cheminet. Pascal Larpin quickly got used to his new
machine. He especially appreciates the comfort in the cab and
the simple changeover from a standard steering wheel to steering
with a quarter turn. Hervé Goutron was already familiar with the
hydrostatic drive. He attaches great value to the fluid and sensitive
controls and the great stability that counter the development of
fatigue, and if necessary, the technician from Solomat is close by.
“When I was planning the renewal of my fleet of machines, the
R 960 SME had just been launched,” Christian Mazière
remembers. “Compared to the R 956 HD, its components have
been greatly reinforced, and it was launched at exactly the right
moment.” Responding to customer wishes is also important.
“I requested two improvements: an HDV backhoe bucket with
3.25 m³ and side catwalks to make it easier to service the
excavator. I had to fight to get the backhoe bucket, but compared
to its competitors it makes a vast difference in productivity.”
The result was better than expected
In order to justify the additional cost of his choice of machine to
the company management, Christian Mazière conducted an
investigation. “The excavator is a decisive factor for productivity.
The size of the R 960 SME, its power and its speed when loading
trucks, enabled my operation to deliver more tonnes per day at
lower cost per tonne. The investment in the R 960 SME has
paid off. The end result is even better than expected.” After 1,000
operating hours, the operations manager speaks highly of the
machine.
“The R 960 SME allows my
operation to deliver more tonnes
per day at lower cost per tonne.”
Christian Mazière, director of the feldspar
quarryatMontebras
In the four quarries operated by Jean-Roger Delanne, there are
35 machines, including four Liebherr wheel loaders (anL550,
anL566, anL580 and anL586 ), two crawler excavators (an
R 944 C and an R 936) and a PR 724 XL crawler tractor. JeanRoger Delanne stresses, “We are an independent family business.
Each of our quarries is different and the special features of each
have to be taken into account. This assumes a business
relationship based on trust, communication and quick service
response. We used to use a different machine supplier, but we
were always looking for a partner in the true sense. Then we
stumbled upon Solomat, the Liebherr contractual dealer in
Limoges. There we make our requirements plain, and in return
we got the right solutions.”
32// Quarrying Quarrying //33
Convincing partnership between
Liebherr and its dealer
In 2005, Christian Mazière took over the management of the
Imerys Ceramics France feldspar quarry and of the Montebras
works. Two years later, the time had come to renew the fleet of
machines and he made a radical decision to change to a different
manufacturer. “Why do I prefer Solomat? Because of the good
reputation of its customer service. At first, the thing that impressed
me even more than the R 954 C was theL566 wheel loader. The
drivers were quickly accustomed to the hydrostatic travel drive
and greatly appreciated the simple controls and the ergonomics
of the cab.”
High productivity in the test
operation was decisive for the purchase.
Page 18

Quarrying in profile: Ambazac and MontebrasQuarrying in profile: Ambazac and Montebras
“The excavator is very well balanced in its work, and extremely
stable. Its power guarantees good digging force and it is faster
than the R 954. After ten loading cycles, there is a productivity
increase of 20 % between the two models – and fuel consumption
is the same.”
Ambazac attains qualification for C2 gravel
The quarries at Ambazac are the heart of the Les Pierres
d’Ambazac Holding, which were founded in 1976 by the father
of the current company manager, Jean-Roger Delanne. JeanRoger Delanne has been working for the company since 1980,
taking over management responsibility initially with his brother,
and then by himself in 2000.
In the coming years he is planning to invest in replacements for
three large crawler excavators and two wheel loaders. “We shall
request an undertaking from Liebherr with respect to efficiency
and availability. The excavator in the quarry is the first link in our
production chain. From Liebherr, I expect the assured efficiency
of 92 % operational availability from the first year, never dropping
below 85 %.” A request that the manufacturer is happy to fulfil.
Imerys Ceramics France: feldspar from Montebras
The feldspar quarry and plant at Montebras are part of Imerys
Ceramics France, a world market leader for industrial minerals.
Imerys Ceramics is part of the Ceramic Materials division of
the Imerys Group. The Group employs 16,000 people in 47
countries. Quarrying takes place over ten months, where by
50 % of the volume produced is delivered to Italian tile
manufacturers. The feldspar is used primarily to manufacturer
large format and “super white” tiles. Other customers are located
in France, Germany and Poland.
Even though a railway line is present on site, the entire production
is now transported by road. “60 % of the production volume used
to be shipped by rail, until 2011, when SNCF discontinued the
service. Apart from the environmental impact, there is a cost
factor that we cannot neglect. One train can take 45 articulated
trucks off the road,” Christian Mazière complains.
The quarry is split into two sectors: the quarry itself and the area
for preparation and shipping. Blasting operations have been
outsourced to the company Alpharoc. Within the quarry, the
material is transported by Dumont TP with two articulated trucks
of the 50-tonne class.
The R 960 SME is primarily used for loading after every blasting.
If necessary, excessively large blocks are made smaller by a
Liebherr R 924 crawler excavator fitted with a hydraulic hammer.
The dumpers secure replenishments for a buffer stock of 10,000
tonnes in front of the crusher. This allows the R 960 SME and the
two dumper trucks to be used for spoil work when this is needed.
The crusher used is a hammer crusher, with two gyratory crushers
attached to produce a 0/8 grain. Depending on the customer’s
specifications and to guarantee constant homogeneity of
production, a chemical test is conducted internally of various
batches of material. These batches are then mixed and put into
stock until they are shipped.
Loading after blasting: the R 936 SME.
The drivers especially appreciate the
simple controls of the wheel loaders.
Company profile
Carrières d’Ambazac
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarrying of construction materials
45 employees
1973
Ambazac ( 87) / France
Jean-Roger Delanne
www.novapierre.com
www.carrieres-ambazac.fr
L 550,L566,L580,L586, P 724, PR 724,
R 936, R 944 C
Company profile
Imerys Ceramics France
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Mineral raw materials for the ceramics industry
11 employees
1859
Soumans (23 ) / France
Christian Maziere
www.imerys-ceramics.com
R 960 SME, R 924 with hydraulic hammer,
ThreeL566 wheel loaders
34// Quarrying Quarrying //35
Page 19

Trends
The retarder on the TA 230 Litronic –
braking without compromise
Safety always comes first. Productivity, efficiency and comfort are not necessarily contradictory. The freely
adjustable retarder in the TA 230 Litronic impressively demonstrates how these requirements can be reconciled.
The retarder is a form of continuous
braking system and makes it possible to
decelerate over an extended period
without a significant loss of power. It
comprises of two opposing vane wheels
within a converter housing: the rotor,
which is connected to the vehicle’s drive
train and thus rotates, and the stator,
which is permanently fixed to the converter
housing. When needed, oil is fed into the
converter housing and accelerated by the
rotor. The centrifugal force presses the oil
into the stator, braking the rotation of the
oil and feeding this back into the rotor.
The result is that the rotor and the
connected drivetrain are braked.
This allows safe braking, especially on
long downhill stretches, relieving the load
on the service brake. Thanks to the
retarder, the service brake remains cold.
This prevents fading due to heat buildup,
while retaining the full braking effect of the
service brake. Besides this important
safety aspect, the service life of the service
brake is also substantially prolonged by
the active use of the retarder.
Fundamentally, all retarders work in a
similar way to this. However, the retarder
in the TA 230 articulated truck has a
number of special features.
Driver, load and gradient have a
fundamental influence on the brake
performance. If there are only fixed retarder
levels, the retarder will always provide
either too much or too little braking effect.
Taking a look at the dashboard of the
TA230, the small lever on the left of the
gear lever is conspicuous. This lever is
used to freely vary the retarder setting from
0 % to 100 % efficiency. That way, the
required braking effect is always achieved.
There is no need for compromise.
As soon as the driver takes his foot off the
accelerator pedal, the required retarder
setting immediately takes effect on the
last angle setting of the accelerator pedal.
By contrast to other machines, there is no
time lag in the start of deceleration. In
addition, the braking effect of the retarder
is also supported by the engine brake.
This brake is upstream of the retarder and
becomes effective slightly earlier. The
engine brake in the TA 230 is especially
effective, because alongside the engine
brake flap the compression of the piston
is also exploited optimally for the braking
effect. This patented process increases
the braking effect by about 40 % compared
to that of a conventional engine brake.
Together, the freely variable control of the
retarder and the high efficiency of the
engine brake provide an enormous
advantage with respect to safety, efficiency
and comfort.
The engine brake in the TA 230 Litronic
dump truck has 40 % higher braking
effect compared to conventional brakes.
The lever on the far left
allows the retarder setting
to be freely adjusted.
36// Quarrying Quarrying //37
Page 20

Feature: Geocal Mineração
Reliance and partnership
Rio de Janeiro, which operates with three more
Liebherr R 944 hydraulic excavators and
fourL580 wheel loaders.
for safe quarrying
Even as a child, Roberto Zanotto knew that mining was in his blood. 20 years ago he came to Brazil to set up
asite near São Paulo. For his new company, Geocal Mineração, he bought the first hydraulic excavator with
backhoe attachment in the country from Liebherr. Now he looks back on the interesting developments that
haveaccompanied the enormous growth of the country. The company today turns over 500,000 tonnes of material
amonth, and nearly the entire quarry operation is done with Liebherr machines.
Geocal Mineração quarry is
located about 40 kilometres
away from the capital of São
Paulo. It was founded in the
municipality of Santana de
Parnaíba. The quarry was set
up by Roberto Zanotto, an
Italian citizen who settled in
Brazil in 1994, the company’s
founding year. Geocal
Geocal Mineração was set up
by the Italian citizen Roberto
Zanotto in 1994.
the limestone mine to the delivery of by-products such as sand,
crushed stone, concrete and agricultural limestone.
Geocal is a family owned company. It is also part of the Zanotto
Group, with a strong presence in Italy. Roberto Zanotto says that
he grew up near a mine in the Veneto region of Italy. Therefore,
mining is in his blood.
When he chose to bring the Group’s business activities to
Brazil, Roberto Zanotto found a country undergoing a serious
transformation. Brazil went through an economic reform aimed
at controlling the inflation that had paralyzed the country for at
least eight years, with figures higher than 1,000 % a year. Still
under the shade of instability, Roberto Zanotto saw in Brazil a
country of opportunities. “When we arrived in Brazil, we saw a
number of things yet to be done for the country’s development,
such as infrastructure, highways and sanitation. We saw then an
opportunity to participate in this country’s growth. It is now 20
years later and there is still a lot to be done,” says Zanotto.
He purchased a quarry that had been shut down since 1968, the
Cal Matarazzo. Relying on the experience he had acquired in Italy,
Roberto Zanotto got in touch with Liebherr, a reliable equipment
supplier who had excellent references. And this is how the
partnership which has been in place for nearly 20 years was set
up. Zanotto bought the first hydraulic excavator with backhoe
attachment in the country from Liebherr for Geocal Mineração.
It was a Liebherr R 944, bought in 1995. The most common use
Mineração handles with the
entire mining process at a
quarry, from the extraction at
of hydraulic excavators at that time in Brazil was the shovel
attachment. Geocal was also the first company to buy a wheel
loader produced in the country, theL574, predecessor of the
model dedicated to the Brazilian market for quarrying – theL580.
At the plant located in Santana do Parnaíba, Geocal operates
along the entire limestone production chain. In addition to the
quarry, the company also has three stone crushing plants, one
of them being portable. Stone crusher number 1 focuses on
grinding agricultural limestone and, as a by-product, generates
aggregates for civil construction. Stone crusher 2 produces
sand and also uses the by-product for civil construction. Stone
crusher 3 focuses on quartz production. Altogether, the three
plants have a production capacity of 230,000 tonnes per month.
The limestone mine provides the quarry with a range of working
possibilities. In addition to being a supplier for civil construction,
Geocal works heavily in agricultural corrective agents, which are
used to correct the acidity of the soil and provide nutrients such
as calcium and magnesium to improve the site. This product
accounts for 50 % of the company’s invoicing.
The company turns over approximately 500,000 tonnes of material
a month, from limestone to sterile material. The fleet consists of
ten hydraulic excavators, six wheel loaders and 30 off-road
trucks. Almost the entire quarry operation is done with Liebherr
machines: one R 944 B and one R 944 C crawler excavator, four
R 954 C and one R 964 C. Hydraulic excavators are used in
quarrying. ThreeL580 wheel loaders and oneL538 wheel loader
are used for movements at the yard. At this same site, the
company has a Concrevit concrete plant that uses 120 Liebherr
concrete mixer trucks. Concrevit also relies on a subsidiary in
The Geocal plant in Santana de Parnaíba
currently turns over approximately 25,000
tonnes of material a day, in two 9-hour working
shifts. The Liebherr equipment operates nearly
non-stop during these shifts. The machines are
refilled with gas inside the mine by a convoy of
trucks. This leads to reduced downtime and
enhanced productivity.
Roberto Zanotto values Liebherr’s equipment
quality, availability and service excellence.
“ Liebherr equipment never caused any
problems, and I have no complaints about
unscheduled downtimes.”
Roberto Zanotto, founder and managing director
“ Liebherr equipment never caused any problems, and I have no
complaints about unscheduled downtimes. However, whenever
needed, I have always been readily assisted by the service team.
Our machines must work reliably; after all, they are the resources
we have in order to operate daily, and Liebherr is the ideal partner
for that,” he says.
Zanotto also says that he uses the machines to their exhaustion:
“The first loader we bought operated for about 25,000 hours.”
Compared to the kilometres a car runs, this figure is equivalent
to approximately 125,000 kilometres. To Zanotto, it is difficult to
find skilled manpower in Brazil to work with the machines.
Therefore, he invests in his employees and, whenever possible,
uses Liebherr’s training centre in Brazil.
Safety is another important factor for the operations at Geocal.
The quarry pit is very deep – approximately 150 metres – and
features very narrow benches that require the equipment to
operate within a very tight radius. The Liebherr excavators offer
a high level of safety, as the weight is ideally distributed so the
machine does not swing when operating in the mine. “As the
benches are quite narrow, the comfort and safety that Liebherr
excavators provide the operators is incomparable,” says Silviano
Salazar, Geocal’s mine manager.
Hydraulic excavators are used in the extraction.
The wheel loaders are used for transport and loading.
Geocal has forward-looking plans and sees Liebherr as a partner
for that. The company’s projects are oriented to the diversification
of the quarry activities, such as the investment planned for this year
in the production of filler, which is the limestone powder used as
mortar additive. Zanotto sees growth opportunity in the special sand
segment, as sand is a base product for civil construction, and due
to environmental laws, it is getting more and more difficult to meet
product requirements. Roberto Zanotto concludes: “We want to
diversify, but we need to be specialists in what we understand: raw
material production. Producing raw material is thus our target for
the future”.
Company profile
Geocal Mineração
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarrying
1,200 employees
1994
Santana de Parnaiba / Brazil
Roberto Zanotto
www.geocal.com.br
L 538,L580, R 944 B, R 944 C, R 954 C,
R 964 C
38// Quarrying Quarrying //39
Page 21

Feature:
J Swap
J Swap Contractors in New Zealand:
Efficiency in heavy operations
What started in 1934 as delivering shovelled river stone to local customers, ended up becoming a company
supplying over 2 million tonnes of material from ten aggregate quarries per year. Now, 80 years later,
JSwap is one of the top aggregate producers in New Zealand. Among other Liebherr wheel loaders the
largest hydrostatically driven wheel loader in the world, anL586, is used to cope with the heavy loads
inthe100 %family-owned quarrying business.
distributor in New Zealand. The company has regularly added
new business areas as opportunities have arisen. Many rural
customer relationships that started in the 1930s are still on-going
under the direction of Joe’s sons David and Lewis.
Besides them, the fourth generation has already started working
for the company. Joseph, who is Lewis’s eldest grandchild, is
already very active in the family-owned business. “When you’re
part of a fourth generation business it’s in your blood,” Joseph
Carter says. The family members are always on the go, either to
one of their ten aggregate quarries, four stockfood storage
David and Lewis Swap, managing directors.
It all started in 1934, when Joe Swap, the father of todays
managing directors David and Lewis Swap, shovelled river stone
from a river at the back of his dairy farm in Te Poi in the central
North Island of New Zealand. He put the material onto a 1930s
Ford truck and delivered the aggregate to local building sites and
farms. This was the starting point of his commercial activities.
Today, almost 80 years later, the company is one of the top
aggregates producers and a leading dairy stock food supplement
facilities or six agricultural farms. Next to quarrying, stockfeed
and bulk storage they are also active in the contracting and heavy
haulage business – supported by their 380 employees.
Fuel economy: Keeping the environment green
“New Zealand is fortunate to have a clean green environment and
we want to keep it that way,” Lewis Swap says. “We work in an
industry that is important to New Zealand’s economy, but could
be seen as environmentally challenging. We give special attention
to managing our environmental impact. Fuel economy is the first
step to do so.”
All the machines are operating fifteen hours a day without a break.
out to be satisfying in terms of capacity and economy,” Lewis
Swap says. “What is especially striking is theL586. Although
these are huge machines, they are burning less fuel than the
loaders they replaced. This fuel economy saves money for the
company, but also reduces CO
.”
2
“Although these are huge machines, they
are burning less fuel than the loaders they
replaced.”
Lewis Swap, managing director
Indonesia or Malaysia, wheat bran pellets, crushed barley, dried
distillers grain and many more.
J Swap’s own fleet of trucks unload the stockfood coming to New
Zealand by ship. They then transport them to the bulk storage
facilities based around New Zealand. This is when the company’s
wheel loaders start doing their job – processing the stockfood to its
destination either placing it in storage or making it ready for
transportation to the farm. “When it comes to loading we need to
act very fast”, says David Swap, “the Liebherr wheel loaders have
the necessary power to accelerate this process.”
Nevertheless, powerful machines are needed to cope with the
heavy loads as in the quarry business. Over 2 million tonnes of
material is supplied from the ten aggregate quarries per year.
Thousands of tonnes of crushed aggregates have to be handled
by the company’s wheel loaders per year. Five large Liebherr
wheel loaders are operating in the company, threeL 586 and
twoL556. The big machines are mainly used for bulk material
handling and are equipped with L 5 tyres. For general works,
forestry and maintenance, theL556 is used. All the machines
are operating fifteen hours a day without a break.
“We bought our first Liebherr machines three years ago. In 2013
we bought anotherL556 and an L586. The machines turned
Capacity and economy were the crucial factors for the
management to buy Liebherr wheel loaders.
40// Quarrying Quarrying //41
Liebherr has been driving forward the development of wheel
loaders with low fuel consumption for decades. On average the
wheel loaders now require up to 25 % less diesel compared
with other wheel loaders of the same size. This reduction in fuel
consumption removes a massive amount of pollution from the
environment. As a comparison, 1 litre of fuel produces up to 3kg
of carbon dioxide (CO
hour, up to 15,000 kg less CO
hours.
Wheel loaders: 500,000 tonnes stockfood per year
TheL556 wheel loaders are also used in the company’s stockfood division. J Swap imports, stores and delivers approximately
500,000 tonnes of stockfood per year. The stockfood supplement
includes things like palm kernel expeller, coming mainly from
). By saving up to 5 litres per operating
2
is produced in 1,000 operating
2
Company profile
J Swap Contractors
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarrying, aggregate extraction
380 employees
1934
Matamata / New Zealand
David and Lewis Swap
www.jswap.co.nz
L 556,L586
Page 22

Feature: LanwehrFeature: Lanwehr
Third-generation stone quarries
Like grandfather, like father, like son. The Lanwehr family has been quarrying limestone at Arnsberg-Müschede
inNorth Rhine-Westfalia since 1963. Production is now about 4,000 tonnes per day. With 12 employees,
the company managed by Thomas Lanwehr produces around one million tonnes of fine grit and mixtures for the
construction industry. Three years ago, Lanwehr completely replaced all its dump trucks and dumpers
with a 700 metres conveyor belt system.
The family business was founded in Warendorf in 1936 by
Hermann Lanwehr. The quarry business was added in 1963. The
quarry mines hard limestone with approximately 45 % calcium,
which even today is still extracted using a blasting process in the
berm system. Lanwehr produces high-quality materials for road
construction. For several decades, the company has been
renowned as a reliable partner of the construction industry, one
that stands for quality products and a broad range of aggregates
for the concrete industry and for road construction. The main
customers, such as asphalt mixing plants and concrete works,
are based primarily in the nearby Ruhr and Münsterland regions.
In 2010, Thomas Lanwehr extensively restructured the company.
He explains the background. “Our quarry face is about 700
metres from the final processing point and from where the goods
are loaded onto the customers’ trucks. We used to cover that
distance with dump trucks, later with dumpers. That represents
an enormous expenditure for investment, operating and personnel
costs. Three years ago, I changed all that and purchased a
Managing Director Thomas Lanwehr has restructured
the processat Lanwehr Naturstein.
three-section conveyor belt system. The material is now
transported out of the pit via several layers. The final processing
machines also used to be located closer to the face, but that
meant our customers had to drive too far down to the quarry.
Today, we sometimes have 60 trucks come at once. That can
cause congestion on our access roads.”
The road to the quarrying site runs parallel to the conveyor belt
system, which ends at the base of the 100-metre-high face of dark
limestone with layers of white quartz. “We perform blasting here
about every four weeks, depending how much material the blasting
has produced,” explains Lanwehr. “When we are blasting, we always
work from the top down. Our berms, that is ridges on the face, are
only about 10 metres wide. That means most of the material drops
down to the bottom. What does remain on the berms has to be
cleared away by a compact excavator. From the pile formed by
blasting, we pick the material up with the crawler excavator and
put it into the crusher here. The mobile hammer crusher has an
operating weight of 100 tonnes and grinds 400 tonnes of rock per
hour, feeding it onto the conveyor belt system.”
The conveyor belt runs continuously for up to ten hours a day.
At the top of the pit, the material takes different paths and is
moved into two silos for preliminary sieving. It is split into 0/32
and 32/250 grades. The sand-free fraction goes into system 1,
which manufactures 14 different grades of fine grit. The rest goes
into system 2, where water is added to bond the sand. Another
eight products are manufactured here.
“We attach great importance to low
fuel consumption, and in that respect there
is simply no alternative to Liebherr.”
Thomas Lanwehr, managing director
– at most three load cycles, then it should be full, but not too full.
For this reason, the wheel loader has built-in scales, that tells the
driver exactly how much he has loaded onto the truck. That is
very important, not least to make sure that the lorries are not
overloaded. If that were the case, they would have to come back
after being weighed to tip some of the load off. That would be
rather laborious and far too time-consuming.
“The other thing that always strikes me is the fact that Liebherr
wheel loaders are extremely quiet. The newL580, for example,
is practically noise-free. Open up the throttle and you simply hear
nothing – certainly not any noise from the engine. That was one
reason why we turned to Liebherr in the first place. While we still
had a construction contractor in Warendorf, we had to fulfil strict
conditions regarding noise emissions, because the company was
based within a mixed industrial estate. At the time, Liebherr wheel
loaders were the only machines that enabled us to come under
the specified limits. Of course, we no longer have that problem
here in the quarry. Noise still means stress for the people who
work here, so every machine that runs quietly is a benefit. We
like to make sure that our employees can enjoy good working
conditions. For example, our wheel loaders are equipped with
climate control with ventilated and heated seats.”
Thomas Lanwehr summarises his experience with Liebherr
machines: “Let me put it this way. If it proves successful, it will
remain. You can see that with our operations, and that includes
our many years of loyalty to Liebherr.”
The different products are put into temporary stock in piles, where
they are directly loaded onto the customers’ trucks. Here, Thomas
Lanwehr places his trust in Liebherr wheel loaders. “We attach
great importance to low fuel consumption and in that respect
there is simply no alternative to Liebherr. The wheel loaders
really are unbeatable. Liebherr machines have reduced our fuel
consumption in loading by 35 to 40 %. We purchased the first
L580 for the quarry just after it was launched, and just two
weeks ago we took delivery of the latest machine. Between them,
we have had several Liebherr machines working here, and we
haven’t had any problems with any of them. Working in two
shifts, we operate about 3,000 hours per year and machine – a
little less in the winter, a little more in the summer. We replace
our machines about every three years.”
“Working time is also a very important criterion. We have a shovel
with maximum volume on the L580 and that works without
problems. The Liebherr machines have an excellent tipping load.
What is important for us is to load the trucks as quickly as possible
Working in two shifts, the wheel loaders are in action for about
3,000 hours per year per machine.
Company profile
Lanwehr Naturstein
GmbH + Co. KG
Sector:
Size of company:
Founded:
Location:
Managing Director:
Website:
Liebherr machines
in operation:
Quarry operator
12 employees
1936
Head office at Arnsberg-Müschede / Germany
Thomas Lanwehr
www.lanwehr-naturstein.de
TwoL580 wheel loaders
42// Quarrying Quarrying //43
Page 23

Liebherr machines in quarrying
Liebherr machines are used in a variety of quarrying operations. Excavators, wheel loaders,
crawler tractors and articulated trucks work with enormous power and yet low fuel consumption.
That means they make it possible to work economically in quarrying.
Overview
In Colmar, France, Liebherr manufactures
crawler excavators weighing between
18 and 100 tonnes. Every crawler
excavator is perfectly tuned to the
requirements that await it in practical
operation. The machines are subject to
a continual improvement process to
increase productivity and economy.
With all crawler excavators, the driver
can choose any of four operating modes.
The mode preselection switch adapts
the engine and hydraulic power to
the operating conditions encountered,
for example, for maximum digging
performance in heavy-duty operations
or for maximum economy and minimal
environmental impact. The “E-Economy”
mode for economical, eco-friendly
working is recommended for normal
working conditions. The automatic idling
function is controlled by sensors and
provides for reduced fuel consumption.
If there is no working movement within a
predefined period of time, an automatic
start/stop function is activated. This also
contributes to reduced fuel consumption.
When working in a quarry, some excavator
components are exposed to hazards, for
example, damage caused by flying stones.
This is especially possible if a cast steel
drop ball is used for blasting material.
Special protective features have been
developed for such operations to prolong
the service life of the most important
components. Our customers are able to
choose the relevant options. These include
a piston rod guard for the hoist and bucket
cylinder, hose protection for the hoist
cylinder, bottom boom protection for the
stick and monoblock or a cover for the
slewing mechanism and lubrication lines.
Besides the standard machines Super
Mass Excavation (SME) excavators, such
as the R 950 SME, R 960 SME, R 970SME
and the R 980 SME, are especially wellsuited for quarrying operations and offer
a number of special features. The
excavator is equipped with a reinforced
under carriage featuring under carriage
components from the next model up in
the product range. In conjunction with a
greater ballast weight, these improve the
stability of the machine, even with a larger
bucket volume. The equipment has been
adapted to allow for higher tear-out and
breakout forces. The bottom line is that
these measures enhance the performance
and economy of the excavators. SME
excavators are available worldwide with
IIIA / Tier 3 or IIIB / Tier 4i engines.
The wheel loaders are manufactured
in Bischofshofen, Austria. They achieve
maximum turnover rates with low operating
costs. With the combination of Liebherr
travel drive and the advantageous
installation position of the diesel engine,
the machines achieve high tipping loads,
which increases productivity.
The machines consume up to 25 % less
fuel than conventionally powered wheel
loaders. The basis for this is the drive
concept. The hydrostatic travel drive allows
the Liebherr diesel engine to be installed
at the rear. Compared to conventionally
driven wheel loaders, this leads to a higher
tipping load with considerably lower
operating weight and a higher turnover
rate per hour of operation. The travel drive
automatically adjusts the tractive force and
speed to the requirements of the quarrying
operation. This reduces tyre wear by up
to 25 % and brake wear almost completely.
Large wheel loaders such as theL586,
currently the world’s largest hydrostatically
powered wheel loader, are primarily used
in the quarrying industry. For all machines,
there is a range of equipment options
available that are needed for the intensive
operations encountered in the quarrying
of raw materials. These include rock and
rehandling buckets and special tyres for
use in quarrying. The cab is noise insulated
as standard for safe and comfortable
working; non-slip step surfaces and stable
hand rails provide additional safety. The
freely adjustable control lever, which is
produced in-house, is fitted as standard.
The same thing applies to the rear-view
camera (on the L550 toL580) and the
steel fuel tank. Optionally, a protective
grille can also be selected for the
windscreen or a protection for the tilt
cylinder.
Power and innovative technology are the
hallmarks of the crawler tractors built in
Telfs, Austria. Whether they are used for
tough digging operations or shifting heavy
material, the PR 754 and PR 764 impress
in all operations with their outstanding
performance and economy.
Liebherr machines are used for various
applications in the quarrying industry.
44// Quarrying Quarrying //45
Page 24

Overview
The Liebherr crawler tractor PR 764 digs
and breaks out hard rock.
The production sites for
Liebherr quarrying machines
Crawler excavators
Liebherr-France SAS
Colmar (France)
To mechanically dig and break out hard
rock, high penetration and pushing forces
are required. The Liebherr crawler tractors
PR 754 and PR 764 offer the ideal
prerequisites with their 40 and 50 tonnes
operating weights in conjunction with
the innovative hydrostatic drive concept.
Transmission of the engine power is
constant through a positive connection
without slip via both tracks, which means
that the material is worked loose evenly
and efficiently pushed away.
The latest generation of Liebherr diesel
engines combine high performance with
frugal operation. Thanks to the consistently
low engine speed, fuel is saved and a high
service life of the components is achieved.
Additional clear economical advantages
speak in favour of Liebherr. As with all
Liebherr equipment, the PR 754 and
PR 764 models also benefit from being
user-friendly. This reduces maintenance
costs and downtime.
Liebherr crawler tractors are configured
for long life time in terms of construction
and material quality. Parts that are subject
to particularly heavy loads are made of very
strong materials, and sensitive areas are
46// Quarrying Quarrying //47
optimally protected. All of these factors
make Liebherr crawler tractors reliable
machines with the highest level of
availability.
Liebherr crawler tractors offer operators a
generously proportioned workspace,
designed with the latest ergonomic
aspects in mind. The spacious and
comfortable cabin enables an optimal
overview of the working area and the work
equipment. With the intuitive single joystick
control, the machine can be controlled
deftly and safely at all times.
The articulated trucks are manufactured
in Kirchdorf, Germany, and are designed
for maximum efficiency and reliability. Key
components are manufactured in-house
to ensure consistently high quality and
durability.
The TA 230 Litronic, with a transport
capacity of up to 33 tonnes, is configured
for maximum work performance. The large
dump body combined with the robust
drivetrain guarantee efficiency in mining.
Even in the tough conditions encountered
in a quarry, the truck impresses with very
good driving characteristics, and it is
always safe when it is on the move thanks
to its highly efficient retarder performance.
The TA 230 Litronic achieves fast turnover
rates with its intelligent drive concept.
Simple transportability enhances the
machine’s flexibility, increasing its
workload. Maintenance-free bearing
points and optimally accessible service
points reduce maintenance costs and
downtimes.
The TA 230 Litronic features proven
Liebherr components, such as its diesel
engine, hydraulic cylinder, ball slewing ring
and our own electronics. This means the
machine is ready for the tough operations
encountered in quarrying and responds
with absolute operational reliability and
high availability.
Crawler excavators,
wheel loaders
Liebherr Brasil Ltda.
Guaratinguetá (Brasil)
Dumper trucks
Liebherr-Hydraulikbagger GmbH
Kirchdorf an der Iller (Germany)
Crawler tractors
Liebherr-Werk Telfs GmbH
Telfs (Austria)
Hydraulic excavators,
wheel loaders
Liebherr Machinery (Dalian) Co., Ltd.
Dalian (China)
Wheel loaders
Liebherr-Werk Bischofshofen GmbH
Bischofshofen (Austria)
Page 25

Printed in Germany by Schirmer . FS . LBH / LHO . 11695872-3- 05/ 14- enGB
www.liebherr.com
 Loading...
Loading...