

Leister WELDMAX Operating Instructions Manual
WELDMAX
®
Leister Technologies AG
Galileo-Strasse 10
CH-6056 Kaegiswil/Switzerland
Tel. +41-41662 74 74
Fax +41-41662 74 16
www.leister.com
sales@leister.com
D GB F E I NL
S N TR CZ SF H
2
Deutsch Bedienungsanleitung 3
Englisch Operating Instructions 10
Français Instructions d’utilisation 17
Espanõl Instrucciones de funcionamiento 24
Italiano Istruzioni d’uso 31
Nederland Gebruiksaanwijzing 38
Svenska Bruksanvisning 45
Norsk Bruksanvisning 52
Türkçe
Kullanma klavuzu 59
·esky Návod k obsluze 66
Suomi
Käyttöohje 73
Hungary
Használati utasítás 80
3
Lebensgefahr! beim Öffnen des Gerätes da spannungsführende Komponenten und Anschlüsse freigelegt werden.
Vor dem Öffnen des Gerätes Netzstecker aus der Steckdose ziehen. Elektrisch leitendes Material (z.B. PE-EL) darf nicht
geschweisst werden.
Feuer- und Explosionsgefahr bei unsachgemässem Ge -
brauch des Handextruders (z.B. Überhitzung von Material)
besonders in der Nähe von brennbaren Materialien und
explosiven Gasen.
Gerät muss beobachtet betrieben werden.
Wärme kann zu brennbaren Materialien gelangen, die sich
ausser Sichtweite befinden.
Gerät darf nur von ausgebil-
deten Fachleuten oder unter deren Aufsicht benützt
werden. Kindern ist die Benützung gänzlich untersagt.
FI-Schalter beim Einsatz des Gerätes auf Baustellen ist für
den Personenschutz dringend erforderlich.
Nennspannung, die auf dem Gerät angegeben ist, muss mit
der Netzspannung übereinstimmen.
Verbrennungsgefahr! Heizelementrohr, Luftdüse und austretende Masse nicht in heissem Zustand berühren. Gerät
abkühlen lassen. Heissluftstrahl und austretende Masse
nicht auf Personen oder Tiere richten.
Gerät vor Feuchtigkeit und Nässe schützen.
FI
230
120
W
arnung
Vorsicht
Bedienungsanleitung vor Inbetriebnahme aufmerksam
lesen und zur weiteren Verfügung aufbewahren.
Bedienungsanleitung (Original-Bedienungsanleitung)
Leister WELDMAX
Mini-Handextruder
• Schweissen von thermoplastischen Kunststoffen aus:
PE-HD PP-H, PP-B, PP-R PPS.
•Elektrisch leitendes Material (PE-EL) darf nicht geschweisst werden
(Grund: Elektroschlag).
•Im Bereich Behälter-, Apparate- und Rohrleitungsbau werden Schweissnähte
gemäss DVS 2207 Teil 4 erzeugt.
• Dass Schweissen von Dichtungsbahnen für Deponien und Altlasten wir gemäss
DVS2225 Teil 4 durchgeführt.
Anwendung
D

Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Schweiz bestätigt, dass
dieses Produkt in der von uns in Verkehr gebrachten Ausführung die Anforderungen der
folgenden EG-Richtlinien erfüllt.
Richtlinien:
2006/42, 2004/108, 2006/95
Harmonisierte Normen: EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
E
N 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3,
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 07.03.2012
Bruno von Wyl, CTO Beat Mettler, COO
Elektrowerkzeuge, Zubehör und Verpackungen sollen einer umweltgerechten Wiederverwertung zugeführt werden. Nur für EU-Länder: Werfen
Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß der Europäischen
Richtlinie 2002/96 über Elektro- und Elektronik-Altgeräte und ihrer Um setzung in nationales Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
Entsorgung
Konformität
4
Spannung V~
Leistung W
Frequenz Hz
Luft-Temperatur °C
Luftmenge l/min.
Plastifizier Temeratur °C
Ausstoss kg/h
Schweissdraht mm
Masse L
×B ×
Hmm
Gewicht kg
Konformitätszeichen
Sicherheitszeichen
Zertifizierungsart
Schutzklasse II
Technische Daten
120 200 230
1800 2200 2200
50 / 60 50 / 60 50 / 60
max. 400 max. 400 max. 400
300 300 300
max. 270 max. 270 max. 270
0.7 0.7 0.7
ø 4 ± 0.2 (gemäss DVS 2211)
443 × 94 × 255, Handgriff ø 57
3.8 (ohne Netzanschlussleitung)
222
333
CCA CCA CCA
444
Anschlussspannung nicht umschaltbar
Technische Änderungen vorbehalten
5
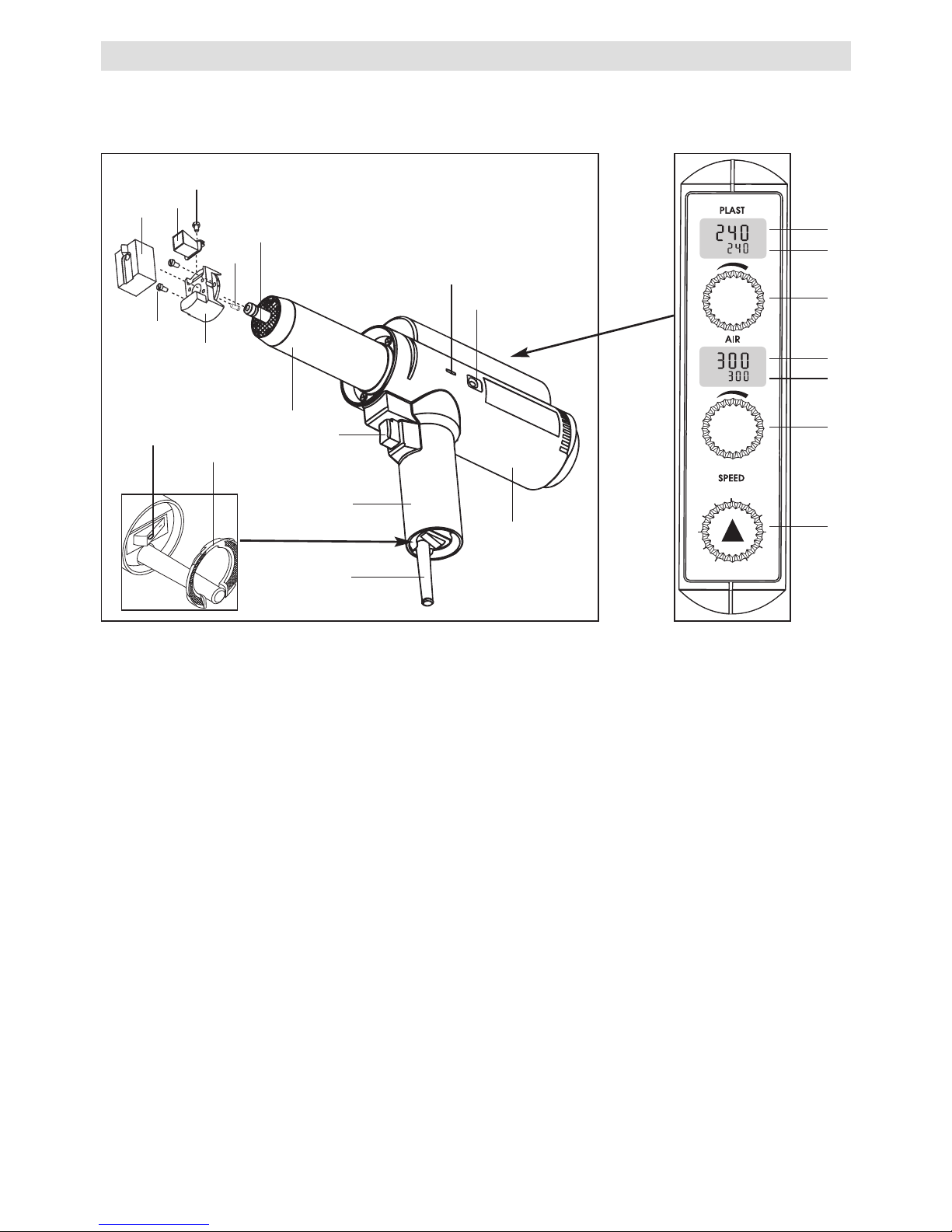
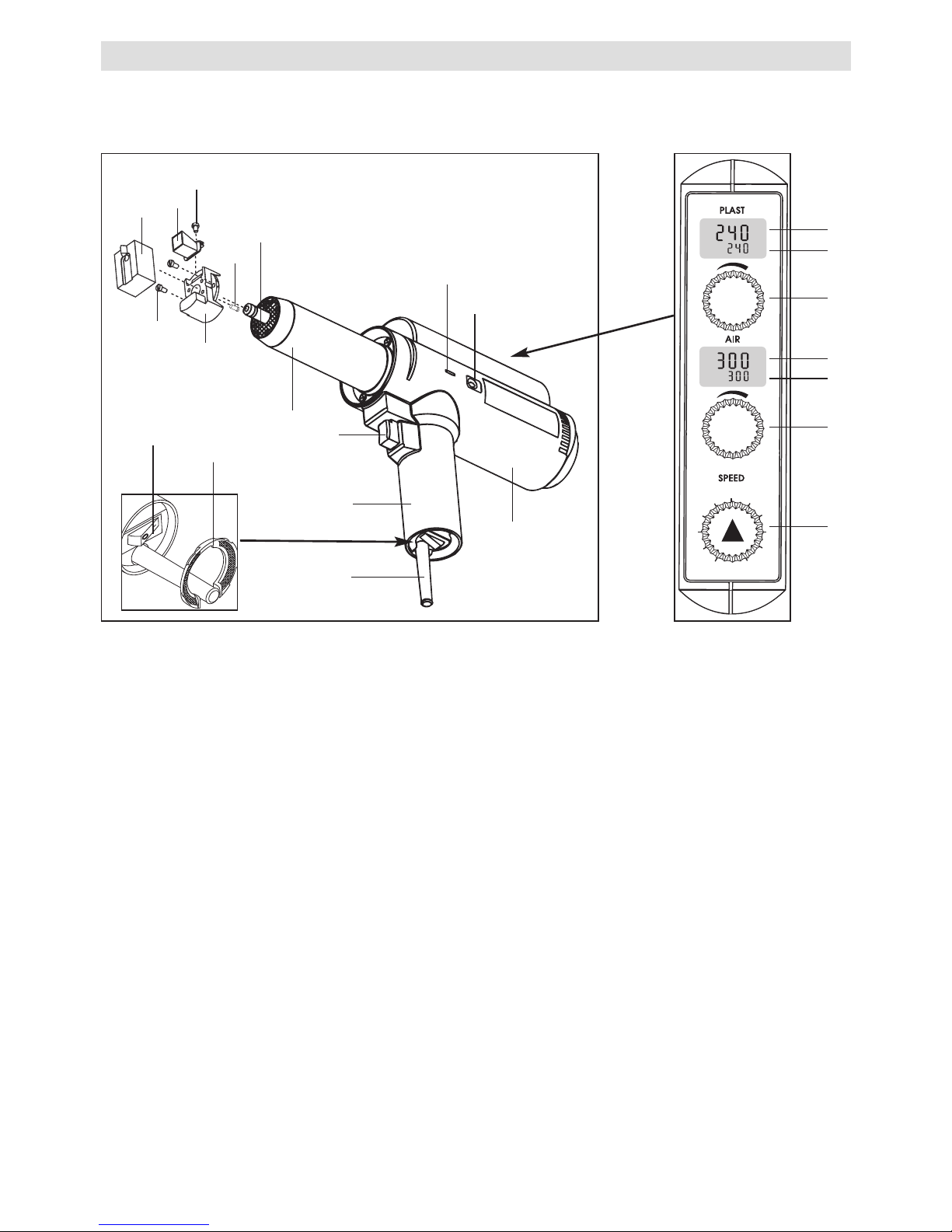
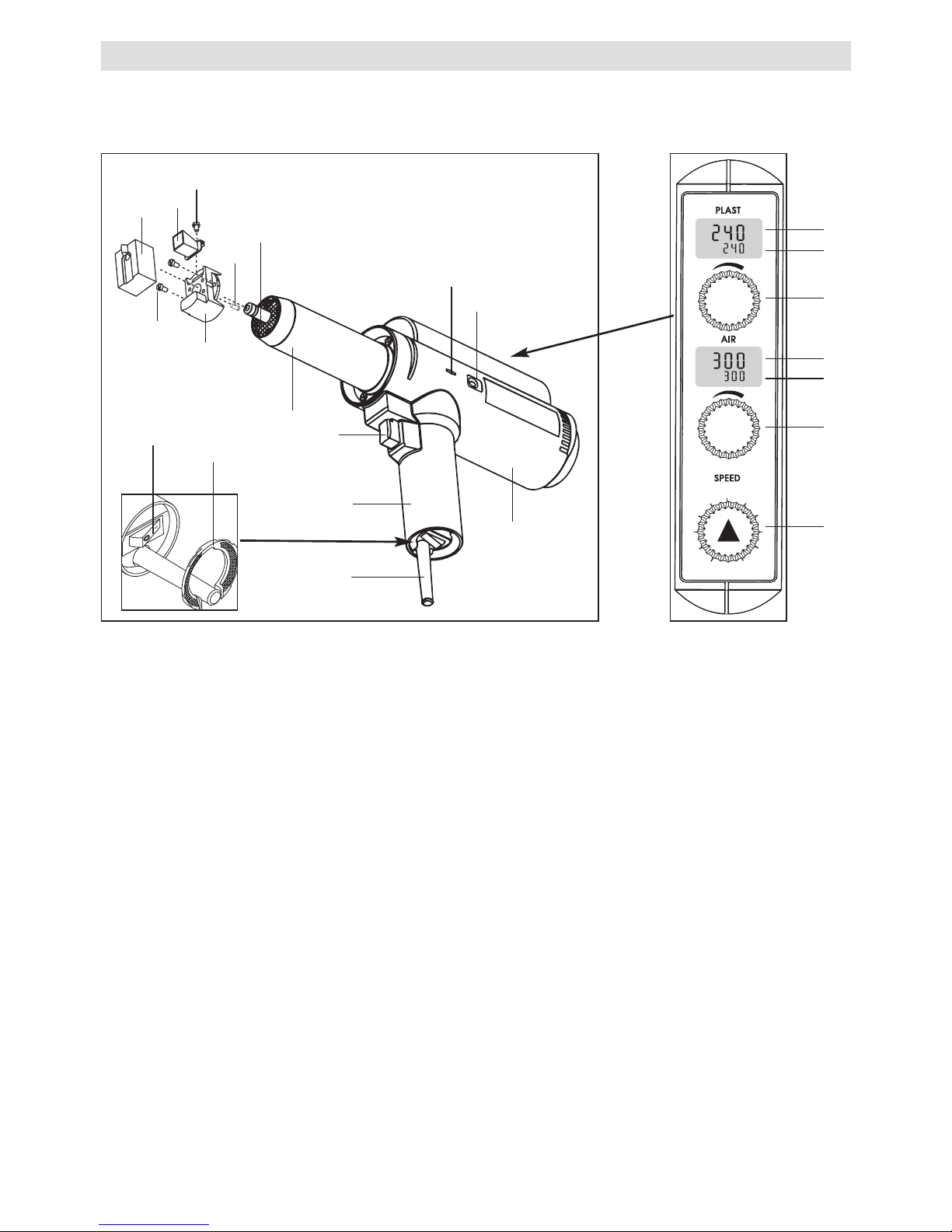
Gerätebeschreibung
2
5
8
10
min.
1
2
4
3
8
11
9
12
14
5
7
15
17
16
6
10
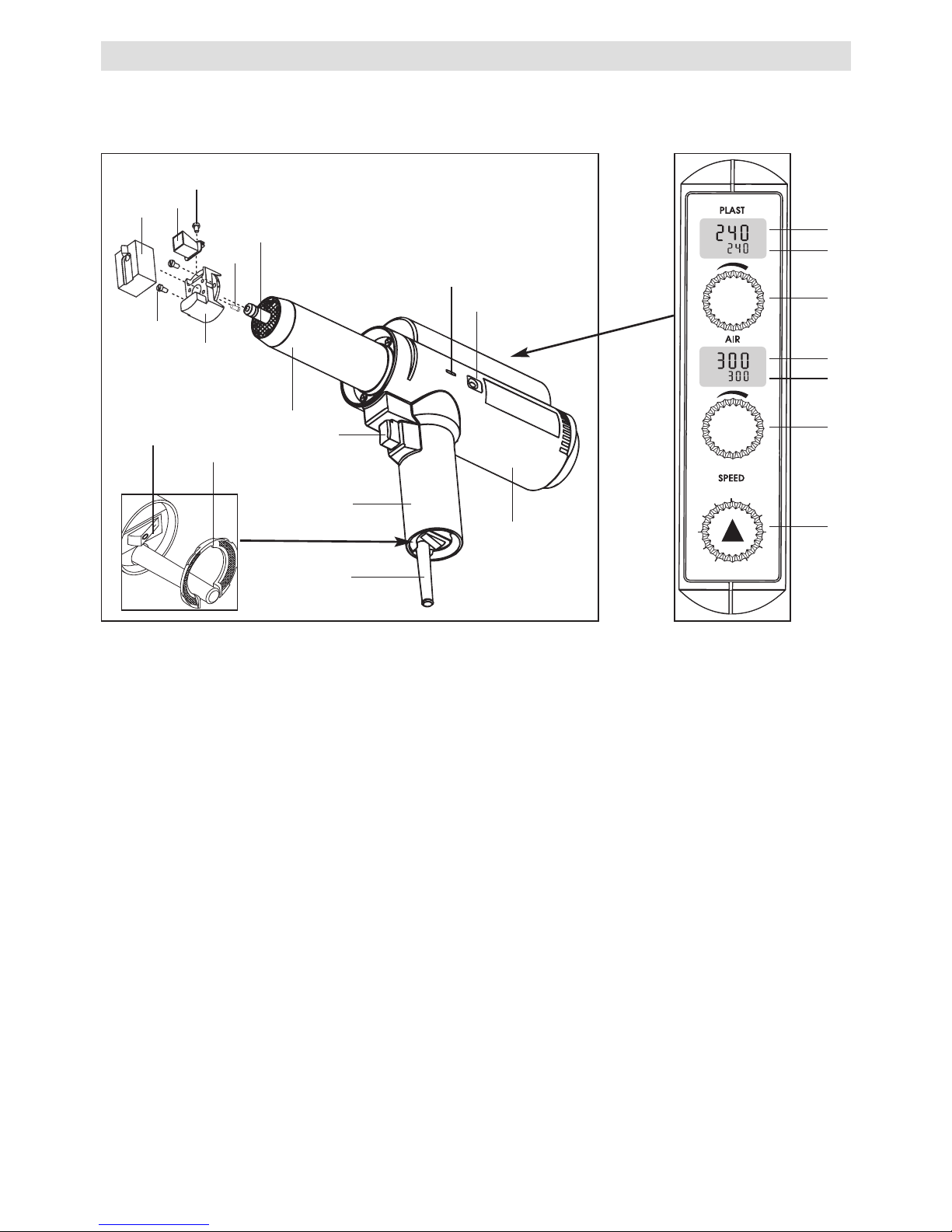
Bedienfeld mit
Digital-Anzeigen
1. Schweissschuh
2. Befestigungsschraube
Schweissschuh
3. Schweissschuhhalter
4. Befestigungsschraube
Schweissschuhhalter
5. Vorwärmdüse
6. Befestigungsschraube
Vorwärmdüse
7. Düse für Kunststoffmasse
8. Heizelementrohr
9. Handgriff
10. Luftfilter
11. Gehäuse
12. Netzanschlussleitung
13. Hauptschalter
14. Vorschubschalter
15. Schweissdraht-Einzug
16. Entlastungsöffnung
17. Digital-Anzeige IST-Wert
Kunststoffmasse Temperatur
18. Digital-Anzeige SOLL-Wert
Kunststoffmasse Temperatur
19. Potentiometer
Kunststoffmasse Temperatur
20. Digital-Anzeige IST-Wert
Luft Temperatur
21. Digital-Anzeige SOLL-Wert
Luft Temperatur
22. Potentiometer Luft Temperatur
23. Potentiometer Schweissdraht Vorschubgeschwindigkeit
13
18
19
20
21
22
23
•Nach Bedarf den entsprechenden Schweissschuh (1) gemäss Schweissschuh-
wechsel montieren.
• Gerät an das elektrische Netz anschliessen.
• Das Gerät am Hauptschalter (13) einschalten.
Auf der Digital-Anzeige IST-Wert Lufttemperatur (20) erscheint die Version der
Software.
• Die gewünschten Werte für Luft- und Massetemperatur einstellen.
– Potentiometer Lufttemperatur (22), Digital-Anzeige SOLL-Wert Lufttemperatur (21).
– Potentiometer Massetemperatur (19), Digital-Anzeige SOLL-Wert Massetem-
peratur (18).
– Vorschub auf Stufe 2 stellen.
• Warnung
– Temperatur so wählen das der Schweissdraht nicht überhitzt wird.
– Bei Üeberhitzung der Masse innerhalb des Gerätes besteht Feuergefahr!
•Bis zum Erreichen der Solltemperatur der gesamten im Gerät befindlichen
Masse, kann der Vorschub nicht gestartet werden (Geräteschutz).
•Bis zur Freigabe des Vorschubes blinken die Digital-Anzeigen SOLL-Wert Lufttem-
peratur (21), SOLL-Wert Massetemperatur (18), IST-Wert Lufttemperatur (20) und
IST-Wert Massetemperatur (17).
• Nach Erreichen der SOLL-Temperatur,
Digital-Anzeige IST-Wert Massetemperatur (17)
und dem Ende des Blinkens kann der Schweissvorgang gestartet werden.
– Je nach Werkstoffen und Umwelteinflüssen muss nach Freigabe des Vorschubes
die Aufheizzeit entsprechend verlängert werden.
– Merkmal: Material im Schweissschuh (1) muss plastifiziert sein.
•Durch leichtes Ziehen mit einer Zange die hervorstehende Masse im Schweiss-
schuh (1) entfernen.
Betriebsbereitschaft
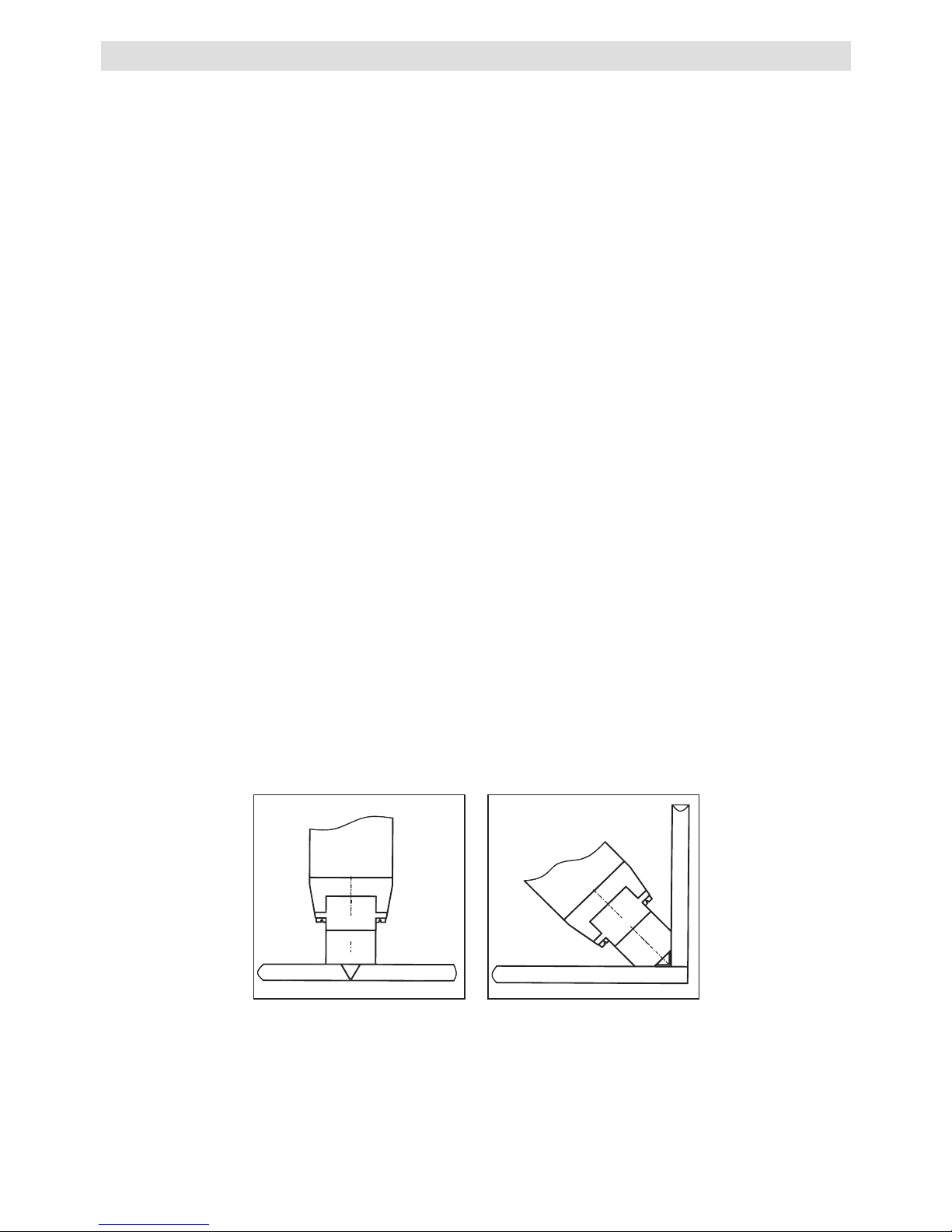
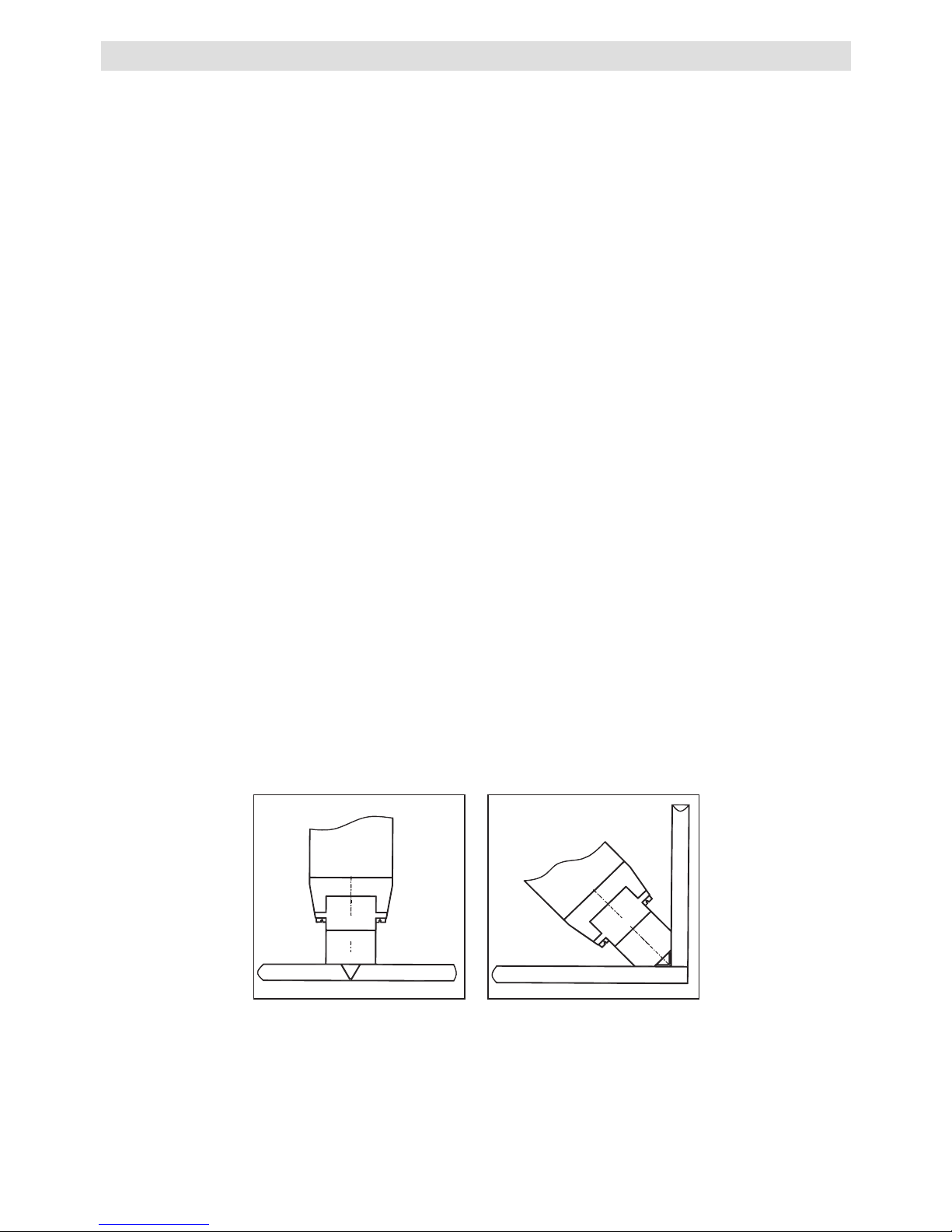
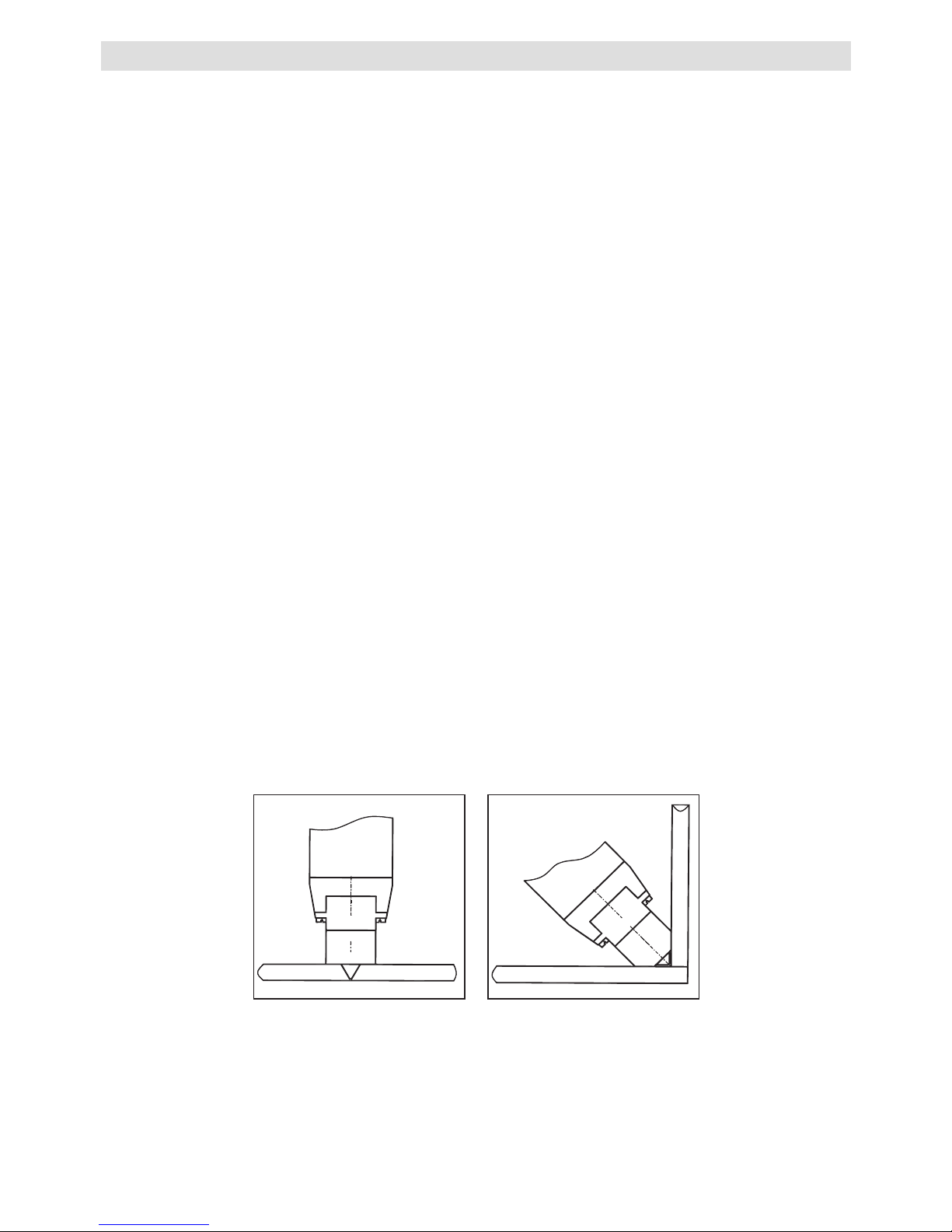
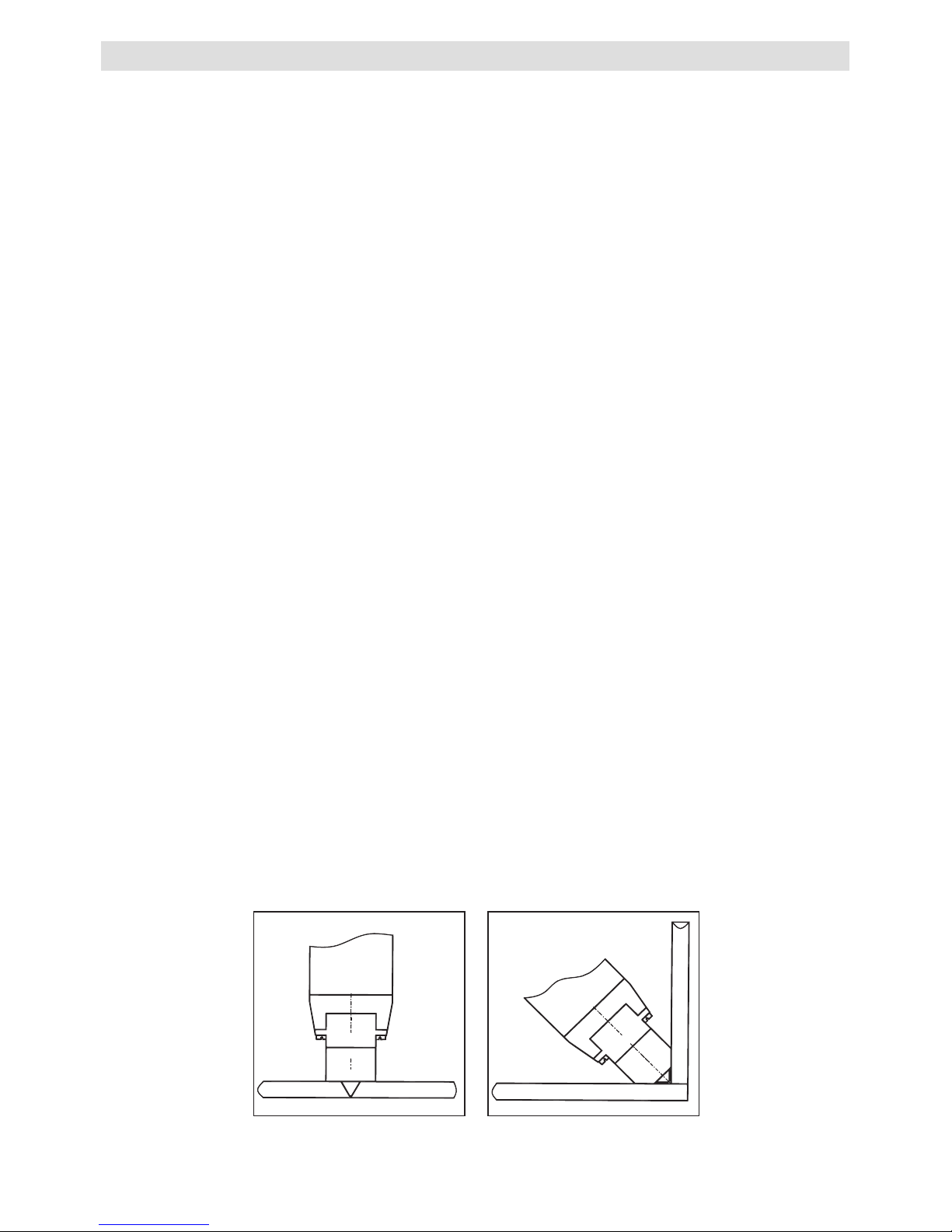
Schweisspositionen
V-/ X-Naht
Kehl-Naht
6

•Durch Drücken des Vorschubschalters (14) wird der Vorschub für den Schweiss -
draht eingeschaltet (Selbsthaltung).
– Erneutes Drücken des Vorschubschalters (14) schaltet den Vorschub wieder aus.
• Gerät mit Vorschubschalter (14) starten und etwas Masse austreten lassen.
• Die gewünschte Vorschubgeschwindigkeit am Potentiometer Drahtvorschubge-
schwindigkeit (23) einstellen (abhängig von Nahtgeometrie).
•Masseförderung mit Vorschubschalter (14) ausschalten.
•Die Vorwärmdüse (5) auf die Schweisszone richten.
• Mit pendelnden Bewegungen die Schweisszone vorwärmen.
•Das Gerät auf die vorbereitete Schweisszone aufsetzen und den Vorschub-
schalter (14) betätigen.
• Testschweissung gemäss Schweissanleitung des Materialherstellers und nationalen
Normen oder Richtlinien vornehmen
• Testschweissung überprüfen
•Einstellungen nach Bedarf anpassen.
• Vorsicht:
Ist die Digital-Anzeigen SOLL-Wert Lufttemperatur (21) höher eingestellt als die
Digital-Anzeige SOLL-Wert Massetemperatur (18) und läuft das Gerät längere
Zeit ohne Vorschub, steigt die Digital-Anzeige IST-Wert Massetemperatur (17)
bei unveränderter Einstellung über den SOLL-Wert Lufttemperatur (21) an. Dieser
Betriebszustand ist zu vermeiden, da sich die Masse thermisch zersetzt. Wird der
Vorschub über den Vorschubschalter (14) aktiviert und Schweissdraht zugeführt,
erreicht die Massetemperatur wieder den SOLL-Wert.
• Gerät nach dem Betrieb nachkühlen lassen.
ACHTUNG! Verbrennungsgefahr.
•Der Schweissschuhwechsel darf nicht am kalten Gerät vorgenommen werden.
• Das betriebswarme Gerät abschalten und vom elektrischen Netz trennen.
• Den Schweissschuhhalter (3) durch Lösen der Befestigungschrauben Schweiss-
schuhhalter (4) vom Heizelementrohr (8) entfernen (Handschuhe verwenden).
•Die Düse für Kunststoffmasse (7) bei jedem Schweisschuhwechsel von Schweiss gutrückständen reinigen (siehe Wartung).
• Einen entsprechenden Schweissschuhhalter (3) montieren.
•Der Schweissschuhhalter (3) kann auf vier um 90° versetzten Positionen montiert
werden.
•Der Schweissschuh (1) kann durch lösen der Befestigunsschrauben Schweiss-
schuh (2) vom Schweissschuhhalter (3) getrennt werden (z.B. zur Nachbearbeitung).
• Gerät wieder ans elektrische Netz anschliessen und in Betrieb nehmen.
• Gerät mit Vorschubschalter (14) einschalten.
• Neuen Schweissdraht in Schweissdraht-Einzug (15) einführen.
• Gerät laufen lassen bis an der Düse für Kunststoffmasse (7) ein sortenreiner Strang
austritt.
Schweissvorgang
Schweissdrahtwechsel
Schweissschuhwechsel
7
• Schweissdraht-Blockade
– Wird der Schweissdraht ausserhalb des Gerätes blockiert dreht der Drahtvor-
schub zum Vermeiden von Geräteschäden durch.
– Schweissdrahtzufuhr sicherstellen, Schweissdraht-Toleranz überprüfen.
– Gerät am Vorschubschalter (14) starten.
– Schweissdraht nur von Hand in den Schweissdraht-Einzug (15) nachstossen.
– Schweissdraht-Rückstände treten durch die Entlastungsöffnung (16) aus.
– ACHTUNG es dürfen keine Werkzeuge oder sonstige Gegenstände benützt
werden um Schweissdraht-Rückstände zu entfernen.
•Kann der Schweissdraht nicht nachgeführt werden, besteht die Möglichkeit,
den Draht rückwärts aus dem Gerät zu entfernen.
– Vorschub am Vorschubschalter (14) ausschalten.
– Potentiometer Lufttemperatur (22), und Potentiometer Massemperatur (19)
auf Sollwert OFF stellen.
– Nach ca. zwei Sekunden Vorschubschalter (14) betätigen, die Maschine startet
im Rückwärtslauf (fixe Geschwindigkeit).
– Durch leichtes Ziehen am hervorstehenden Schweissdraht kann dieser entfernt
werden.
– Anschliessend Vorschub durch Drücken Vorschubschalter (14) ausschalten
– Am Potentiometer Lufttemperatur (22) und Potentiometer Massetemperatur (19)
Sollwert einstellen.
– Anschliessend neuen Schweissdraht einführen und Vorschubschalter (14)
betätigen. Achtung: abgenutzten Schweissdraht abschneiden.
– Neuen Draht mit geringer Vorschubgeschwindigkeit einführen.
– Nach dem Austreten von plastifizierter Masse am Schweisschuh (1) ist das
Gerät wieder betriebsbereit.
• Fehlermeldung auf den Digital-Anzeigen
– Tritt während dem Betrieb des Gerätes ein Fehler auf wird dieser auf dem Display
angezeigt.
– Das Gerät unter Angabe des Fehlercodes an die nächste Servicestelle senden.
Betriebsstörungen und Massnahmen
Auf der Digital-Anzeige IST-Wert Kunststoffmasse-Temperatur (17) und
Digital-Anzeige IST-Wert Lufttemperatur (20) erscheint ERR
Auf der Digital-Anzeige SOLL-Wert Luft-Temperatur (21) erscheinen folgende
Meldungen
LO Im Luft-Regelkreis liegt kein Fehler vor
L1 Unterbruch der Temperatursonde oder Übertemperatur der Luft
L2 Defekt der Luftheizung oder Kurzschluss der Temperatursonde der Luft
L3 Übertemperatur des Heizelementes, Fotowiderstand hat angesprochen
L6 Übertemperatur der Elektronik
Auf der Digital-Anzeige SOLL-Wert Kunststoffmasse-Temperatur (18) erscheinen
folgende Meldungen
PO Im Kunststoffmassen-Regelkreis liegt kein Fehler vor
P1
Unterbruch der Temperatursonde oder Übertemperatur der
Kunststoffmasse-Heizung
P2
Defekt der Kunststoffmasse-Heizung oder Kurzschluss der Temperatursonde
Kunststoffmasse
8
• Es darf nur Leister-Zubehör verwendet werden.
• Luftfilter (10) des Gerätes ist bei Verschmutzung mit einem Pinsel zu reinigen oder
zu ersetzen.
•Die Düse für Kunststoffmasse (7) bei jedem Schweisschuhwechsel von Schweissgutrückständen reinigen.
•Netzkabel und Stecker auf Unterbruch und mechanische Beschädigungen
überprüfen.
•Bei Minimal-Länge der Kohlen schaltet der Gebläsemotor automatisch ab.
Gerät durch Ihre Service-Stelle kontrollieren lassen.
Kohlen-Standzeit des Motors ca. 1'000 Betriebsstunden.
• Kohlenstand des Fördermotors nach ca 1'000 Betriebsstunden durch Ihre ServiceStelle kontrollieren lassen.
•Reparaturen sind ausschliesslich von autorisierten Leister-Service-Stellen aus-
führen zu lassen. Diese gewährleisten innert 24 Stunden einen fachgerechten und
zuverlässigen Reparatur-Service mit Original-Ersatzteilen gemäss Schaltplänen und
Ersatzteillisten.
• Für dieses Gerät besteht eine grundsätzliche Gewährleistung von einem (1) Jahr ab
Kaufdatum (Nachweis durch Rechnung oder Lieferschein). Entstandene Schäden werden durch Ersatzlieferung oder Reparatur beseitigt. Heizelemente sind
von dieser Gewährleistung ausgeschlossen.
•
Weitere Ansprüche sind, vorbehältlich gesetzlicher Bestimmungen, ausgeschlossen.
•Schäden, die auf natürliche Abnutzung, Überlastung oder unsachgemässe
Behandlung zurückzuführen sind, werden von der Gewährleistung ausgeschlossen.
•
Keine Ansprüche bestehen bei Geräten, die vom Käufer umgebaut oder verändert
worden sind.
Gewährleistung
Wartung
Service und Reparatur
Zubehör
9
DANGER!
Danger when opening up the tool, as live components and
connections are exposed. Therefore, before opening it,
unplug the tool to ensure disconnection from the mains.
Electronically conductive material (eg PE-EL) must not be
welded.
Incorrect use of the hand extruder (eg overheating of the
material) can present a fire and explosion hazard, especially near combus t ible materials and explosive gases.
Do not touch the element housing, air nozzle and
discharging plastizised material when they are hot as
they can cause burns. Let the tool cool down. Do not
point the hot air flow and the discharg ing plastizised
material in the direction of people or animals.
Warning
The tool must be operated under supervision.
Heat can ignite flammable materials which are not in view.
The machine may only be used by qualified specialists or
under their supervision. Children are not authorized to use
this machine.
For personal protection on building sites we strongly recom-
mend the tool be connected to a RCCB (Residual Current
Circuit Breaker) .
The voltage rating stated on the tool must correspond to the
mains voltage.
Protect tool from damp and wet.
FI
120
230
Caution
Please read operating instructions carefully before
use and keep for further reference.
OPERATING INSTRUCTIONS
(Translation of the original operating instructions)
Leister WELDMAX
Mini-Hand Extruder
• Welding of thermoplastic materials made from:
PE-HD PP-H, PP-B, PP-R PPS.
• Do not weld (PE-EL) electronically conductive material.
(Reason: electric shock.)
• Welding seams in containers, appliances and pipe construction are carried out in
accordance with DVS 2207 part 4.
• Welding of geomembrane liners for disposal sites and rubbish tips are carried out in
accordance with DVS 2225 part 4.
Application
GB
10
Voltage V~
Power consumption W
Frequency Hz
Air Temperature °C
Air flow l/min
Plast. Temperature °C
Welding output kg/h
Welding rod mm
Size L
×W ×
Hmm
Weight kg
Mark of conformity
Mark of approval
Certification scheme
Protection class II
Technical Data
120 200 230
1800 2200 2200
50 / 60 50 / 60 50 / 60
max. 400 max. 400 max. 400
300 300 300
max. 270 max. 270 max. 270
0.7 0.7 0.7
ø 4 ± 0.2 (in accordance with DVS 2211)
443 × 94 × 255, handle ø 57
3.8 (without power supply cord)
222
333
CCA CCA CCA
444
Mains voltage is not reversible
11
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Switzerland
confirms that this product, in the version as brought into circulation through us, fulfils
the requirements of the following EC directives.
Directives: 2006/42, 2004/108, 2006/95
Harmonized Standards:
EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
E
N 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3,
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 07.03.2012
Bruno von Wyl, CTO Beat Mettler, COO
Power tools, accessories and packaging should be sorted for environmentalfriendly recycling. Only for EC countries: Do not dispose of power tools into
household waste! According to the European Directive 2002/96 on waste
electrical and electronic equipment and its incorporation into national law,
power tools that are no longer suitable for use must be separately collected
and sent for recovery in an environmental-friendly manner.
Conformity
Disposal
Technical data and specifications are subject to change without prior notice.
12
Description of tool
2
5
8
10
min.
1
2
4
3
8
11
9
12
14
5
7
15
17
16
6
10
Control panel with
digital display
1. Welding shoe
2. Set screw for welding shoe
3. Welding shoe holder
4. Set screw for welding shoe holder
5. Pre-heating nozzle
6. Set screw for pre-heating nozzle
7. Nozzle for extrudate
8. Heater tube
9. Handle
10. Air filter
11. Housing
12. Power supply cord
13. Main switch
14. Rod feed switch
15. Welding rod feed
16. Discharge aperture
17. Digital display ACTUAL value
extrudate temperature
18. Digital display SET value
extrudate temperature
19. Potentiometer
extrudate temperature
20. Digital display ACTUAL value
air temperature
21. Digital display SET value
air temperature
22. Potentiometer air temperature
23. Potentiometer welding rod
feed speed
13
18
19
20
21
22
23
13
• As required, fit the relevant welding shoe (1) according to instructions for change
of welding shoe.
• Connect the tool to the mains.
• Switch on the tool at main switch (13).
The Software version will appear on the digital display ACTUAL value air temper -
ature (20).
• Adjust the desired values for air and extrudate temperature.
– Potentiometer air temperature (22), digital display SET value air temperature (21).
– Potentiometer extrudate temperature (19), digital display SET value extrudate
temperature (18).
– Set the rod feed to position 2.
• Warning
– Choose appropriate temperature to avoid over-heating of the welding rod.
– Over-heating of the extrudate inside the tool can cause a fire!
• The rod feed will not start (tool protection) until the set temperature of the whole
extrudate material has been reached.
•Until the rod feed is released, the digital display will flash showing the SET value
air temperature (21), SET value extrudate temperature (18), ACTUAL value air
temperature (20) and ACTUAL value extrudate temperature (17).
•After reaching the SET temperature, digital display ACTUAL value extrudate
temperature (17) and after flashing has stopped, the welding procedure can be
started.
– The pre-heating time needs to be extended depending on the materials and
environmental conditions after the rod feed has been released.
– Note: The material in the welding shoe (1) must be plastizised.
• Remove the protruding extrudate in the welding shoe (1) with a pair of pliers by
pulling slightly.
Operating condition
Welding positions
V-/X-weld
Filet weld

14
• By pressing the rod feed switch (14) the rod feed for the welding rod is switched on
(self-locking).
– Renewed pressing of the rod feed switch (14), will switch off the rod feed.
• Start up the tool using the rod feed switch (14), and let a little plastizised material
feed through.
•Adjust the desired rod feed speed by the potentiometer welding rod feed
speed (23) (depending on the seam geometry).
• Switch off the extrudate feed by using the rod feed switch (14).
• Point the pre-heating nozzle (5) at the welding area.
• Pre-heat the welding area by using a swinging motion.
•Position the tool onto the prepared welding seam and activate the rod feed
switch (14).
• Perform test welding by following the welding instructions from the material
manufacturers and national standards or directives.
• Do a test weld.
• Adjust the setting as required.
• CAUTION:
If the digital display SET value air temperature (21) is set higher than the digital
display SET value extrudate temperature (18) and the tool has been running for
some time without the rod feed, the digital display ACTUAL value extrudate
temperature (17) will have risen even though no adjustment on the SET value air
temperature (21) has been made. This operating condition should be avoided as
the extrudate will decompose thermally. By activating the rod feed via the rod
feed switch (14) and by adding the welding rod, the extrudate temperature will
adjust to its SET value again.
• Let the tool cool down after use.
CAUTION ! Danger of getting burned.
• Do not change the welding shoe when the tool us cold.
• Switch off the hot tool and disconnect from the mains.
• Remove the welding shoe holder (3) from the heater tube (8). by loosening the set
screws for welding shoe holder (4) (use gloves).
• Clean the nozzle for extrudate (7) of welding deposits at every change of welding
shoe (see maintenance).
• Attach an appropriate welding shoe holder (3).
• The welding shoe holder (3) can be attached in four 90° offset positions.
• The welding shoe (1) can be taken off the welding shoe holder (3) by loosening the
set screws for the welding shoe (2) (eg. for reworking).
• Re-connect the tool to the mains supply and operate.
• Switch on the tool by the rod feed switch (14).
• Guide the new welding rod into the welding rod feed (15).
• Let the tool run until a pure strand appears from the nozzle for extrudate (7).
Welding procedure
Change of welding rod
Change of welding shoe
15
• Welding rod obstruction
– Should the welding rod outside the tool get obstructed, the rod feed will skid to
prevent tool damage.
– Safeguard the welding rod feed, check welding rod tolerance.
– Start up the tool using the rod feed switch (14).
– Push-feed the welding rod only by hand into the welding rod feed (15).
– Welding rod residue will escape via the discharge aperture (16).
– CAUTION do not use any tools or other objects to remove welding rod residue.
• In case the welding rod cannot be fed through, the welding rod can be removed
backwards out of the tool.
– Switch off the rod feed by the rod feed switch (14).
– Set the potentiometer air temperature (22) and potentiometer extrudate tem-
perature (19) to the set value OFF position.
– After approx. 2 seconds activate the rod feed switch (14), the machine will start
in reverse (fixed speed).
– The welding rod can be removed by pulling on the protruding welding rod.
– Switch off the rod feed by pressing the rod feed switch (14).
– Set the potentiometer air temperature (22) and potentiometer extrudate tem-
perature (19) to adjust SET value.
– Feed new welding rod and press rod feed switch (14).
Caution: cut off the used welding rod.
– Feed in the new rod by using a low rod feed speed.
– As soon as the plastizised material starts to protrude from the welding shoe (1),
the tool will be operational again.
• Fault indication on the digital display
– Should a fault occur during the operation of the tool , this will be indicated on the
display.
– Send the tool to the nearest Service Centre, indicating the fault code.
Operating faults and preventative measures
ERR will appear on the Digital display ACTUAL value extrudate temperature (17)
and Digital display ACTUAL value air temperature (20)
The following messages will appear on the Digital display SET value air
temperature (21)
LO No fault in the automatic air control.
L1 Interruption of the temperature probe or air temperature too high
L2 Faulty air heater or the air temperature probe has a short circuit
L3 Element overheated, photoresistor has responded
L6 Electronics over-heated.
The following messages will appear on the digital display SET value
extrudate temperature (18)
PO No fault in the automatic extrudate unit
P1 Interruption of temperature probe or extrudate heater over-heated
P2
Faulty extrudate heater or the temperature probe of the
extrudate heater has a short circuit
16
• Only Leister accessories should be used
• The tool’s air filter (10) should be cleaned with a soft brush or be replaced.
• The nozzle for extrudate (7) should be cleaned of welding deposits before every
change of welding shoe.
• Check the mains cable and plug for breaks and mechanical damage.
•At minimal length of the carbon brushes the motor switches off automatically.
The tool should be checked by your Service Centre. The carbon brushes in the
motor will last approx. 1000 hours running time.
• The carbon brushes of the winding motor should be checked after approx. 1000
running time by your Service Centre.
•Repairs should only be carried out by authorized Leister Service Centres. They
guarantee a specialised and reliable Repair Service within 24 hours using original
spare parts in accordance with the circuit diagram and spare parts list.
• For this tool, we generally provide a warranty of one (1) year from the date of
purchase (verified by invoice or delivery document). Damage that has occurred
will be corrected by replacement or repair. Heating elements are excluded from
this warranty.
•Additional claims shall be excluded, subject to statutory regulations.
• Damage caused by normal wear, overloading or improper handling is excluded
from the guarantee.
• Guarantee claims will be rejected for tools that have been altered or changed by
the purchaser.
Warranty
Accessories
Service and repairs
Maintenance
17
Danger de mort en ouvrant l'appareil au contact des connexions et composants mis à nu et sous tension. Avant
d'ouvrir l'appareil, prendre soin de débrancher la prise
électrique. Ne pas souder les matériaux conducteurs
d’électricité (comme par exemple le PE-EL).
Danger d’incendie ou d’explosion lors d’utilisations non
appropriées de l’extrudeuse manuelle (comme par exemple en cas de surchauffe du matériau), surtout à proximité
de matériaux inflammables et de gaz explosifs.
L’appareil doit faire l’objet d’une observation continuelle
pendant son fonctionnement. La chaleur peut atteindre des
matières inflammables situées hors de la visibilité. La machine
ne doit être utilisée que par des spécialistes qualifiés ou sous
leur surveillance. Les enfants ne sont pas autorisés d’utiliser
cette machine.
Pour la protection des personnes, en cas d’utilîsation sur
chantier, un interrupteur de sécurité est absolument indispensable.
La tension indiquée sur l'appareil doit correspondre à
celle de la ligne d'alimentation.
Danger de brûlure! Ne pas toucher au fourreau métallique
de la résistance, à la buse d’air chaud ni à la masse
extrudée pendant le fonctionnement ni avant le refroidissement. Ne pas diriger le flux d’air chaud ni la matière extrudée vers les personnes ou vers les animaux.
Protéger l’appareil contre les saletés et l’humidité.
Avertissement
Precautions
FI
230
120
Instructions d’utilisation à lire très attentivement avant mise
en marche et à conserver pour dispositions ultérieures.
INSTRUCTIONS D’UTILISATION
(Traduction de la notice d’utilisation originale)
Leister WELDMAX
Mini- extrudeuse manuelle
• Soudage de thermoplastiques :
PE-HD PP-H, PP-B, PP-R PPS.
• Ne pas souder de matériau conducteur d’électricité PE-EL
(raison : choc électrique)
• Dans le domaine des réservoirs, appareils et tuyauteries, les cordons de soudure
seront produits selon la DVS 2207 Partie 4.
• Les soudures de membranes d’étanchéité pour décharges seront réalisées selon
la DVS 2225 Partie 4.
Appliçations
F
Tension V~
Puissance W
Fréquence Hz
Température de l’air °C
Débit d’air l/min
Plast. Temperature °C
Débit matière kg/h
Cordon de soudure mm
Dimensions mm
Poids kg
Mark of conformity
Mark of approval
Certification scheme
Protection class II
120 200 230
1800 2200 2200
50 / 60 50 / 60 50 / 60
max. 400 max. 400 max. 400
300 300 300
max. 270 max. 270 max. 270
0.7 0.7 0.7
ø 4 ± 0.2 (selon DVS 2211)
443 × 94 × 255, Poignée ø 57
3.8 (sans câble de raccordement)
222
333
CCA CCA CCA
444
Mains voltage is not reversible
18
Caracteristiques Techniques
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Suisse confirme que
ce produit correspond, en ce qui concerne la conception et le modèle type dans la
version commercialisée par notre entreprise, aux réglementations figurantdans les
directives européennes désignées ci-dessous.
Directives:
2006/42, 2004/108, 2006/95
Normes harmonisées: EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
E
N 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3,
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 07.03.2012
Bruno von Wyl, CTO Beat Mettler, COO
Les outils électroportatifs, ainsi que leurs accessoires et emballages, doivent
pouvoir suivre chacun une voie de recyclage appropriée. Seulement pour
les pays de l’Union Européenne: Ne pas jeter les appareils électroportatifs
avec les ordures ménagères! Conformément à la directive européenne
2002/96 relative aux déchets d’équipements électriques et électroniques
et
sa réalisation dans les lois nationales, les outils électroportatifs dont on ne
peut plus se servir doivent être séparés et suivre une voie de recyclage
appropriée.
Conformité
Elimination de déchets
Sous réserve de modifications techniques
Description de l’appareil
2
5
8
10
min.
1
2
4
3
8
11
9
12
14
5
7
15
17
16
6
10
Tableau de commande
avec affichage digital
13
18
19
20
21
22
23
1. Patin de soudage
2. Vis de fixation du patin de
soudage
3. Porte-patin de soudage
4. Vis de fixation du porte-patin
de soudage
5. Buse de préchauffage
6. Vis de fixation de la buse de
préchauffage
7. Buse de sortie de masse
8. Fourreau de résistance
9. Poignée
10. Filtre d’air
11. Carter
12. Câble de raccordement
13. Interrupteur général
14. Contacteur d’extrusion
15. Orifice d’entrée de cordon
de soudure
16. Orifice d’évacuation de surplus
de matière
17. Affichage digital de valeur réelle de
température de la masse
plastique
18. Affichage digital de valeur de
consigne de température de la
masse plastique
19. Potentiomètre de température de la
masse plastique
20. Affichage digital de la valeur réelle
de la température de l’air
21. Affichage digital de la valeur de
consigne de la température de l’air
22. Potentiomètre de température
de l’air
23. Potentiomètre de vitesse d’extrusion
du cordon de soudure
19
20
Positions de soudage
Cordon en V ou X
Cordon d’angle
• Monter le patin de soudage correspondant au cordon de soudure désiré
• Relier l’appareil au courant électrique.
• Appuyer sur l’interrupteur (13). Sur l’affichage digital, la valeur de la température
réelle appareît (20) selon la version de software.
• Choisir les valeurs désirées pour les températures de l’air et de la masse à extruder.
– Potentiomètre de température d’air (22), affichage digital de la valeur de consigne
de température d’air (21).
– Potentiomètre de température de la masse de matière d’extrusion (19), affichage
digital de la valeur de consigne de température de la masse (18).
– Commande de la vitesse d’extrusîon (23) sur 2.
• Avertissement
– Choisir une température telle que le cordon de soudure ne soit pas surchauffé.
– En cas de surchauffage de la masse, il y a danger d’inflammation de l’appareil.
•Jusqu’à l’obtention de la température de consigne dans la masse de matière
contenue dans l’appareil, l’extrusion ne peut pas commencer (protection de
l’appareil).
•Jusqu’à cette liberté d’extruder, les affichages digitaux de températures de
consigne de l’air (21) de la masse à extruder (18) et de températures réelles de
l’air (20) et de la masse (17), clignotent.
• Quand la température réelle affichée de la masse (17) atteint la température de
consigne et ne clignote plus, alors le processus d’extrusion peut commencer.
– Selon la nature du matériau et la température ambiante, le temps de chauffage
jusqu’à libération de l’extrusion sera plus ou moins long.
– Signe caractéristique: le matériau d’extrusion dans le patin de soudage doit être
plastifié.
• Au début de l’extrusion, aider la matière à sortir du patin (1) en la tirant légèrement
avec une pince.
Préparation du travail

21
• Par une pression sur le contacteur d’extrusion (14), l’extrusion du cordon de soudure
est commencée (et se poursuit).
– Une nouvelle pression sur le contacteur (14) et l’extrusion s’arrête.
• Une nouvelle pression sur le contacteur et l’extrusion reprend.
• Régler la vitesse d’extrusion souhaitée sur le potentiomètre de réglage de celle-ci
(23), dépendante de la géométrie du cordon recherchée.
• Stopper la sortie de matière avec le contacteur (14).
• Diriger la buse de préchauffage (5) sur la zone de soudage.
• Préchauffer cette zone de soudage par un mouvement pendulaire.
• Assoire l’appareil sur la zone ainsi préparée et actionner le contacteur d’extrusion (14).
• Effectuer un test de soudure conformément aux instructions de soudage du fabri-
quant du matériau et des normes ou directives nationales
• Contrôler le test de soudure
• Adopter la mise au point selon besoin.
• Avertissement:
Si la température de consigne de l’air affichée (21) est supérieure à la température
de consigne de la masse affichée (18) et que l’appareil fonctionne un long
moment sans extrusion, la température réelle affichée de la masse (17) montera et
restera en permanence au dessus de la température de consigne affichée (21) de
l’air. Cette situation est à éviter car la masse se décomposerait thermiquement.
Que la commande d’extrusion (14) soit de nouveau activée et le cordon de
soudage extrudé, la température de la masse reviendra à la valeur de consigne.
• Après le travail, laisser l’appareil refroidir.
AVERTISSEMENT ! Danger de brûlure.
• Le changement de patin de soudage ne doit jamais être fait quand l’appareil est
froid.
• Couper la chauffe de l’appareil et débrancher la prise électrique.
• Le porte-patin de soudage (3) sera démonté du fourreau de résistance (8) au
moyen des vis de fixation (4) (utiliser des gants).
• A chaque changement de patin de soudage, la buse de sortie de matière (7) doit
être bien nettoyée (chiffon, à chaud, voir Entretien).
• Monter un porte-patin de soudage (3) correspondant.
• Le porte-patin (3) peut être monté dans les quatre positions cardinales.
• Le patin de soudage (1) peut être séparé de son support (3), par exemple pour
transformation, en dévissant la vis de fixation (2).
• Rebrancher l’appareil sur la ligne électrique et le remettre en service.
• Appuyer sur le contact d’extrusion (14).
• Introduire le nouveau cordon de soudure dans l’orifice d’entrée de cordon (15).
• Laisser l’appareil fonctionner jusqu’à ce qu’à la sortie de la buse d’extrusion sorte
une masse de plastique propre et pure.
Processus d’extrusion
Changement de cordon de soudure
Changement de patin de soudage
• Blocage du cordon de soudure
– Si le cordon de soudure est bloqué à la sortie de l’appareil, tirer sur le cordon
extrudé en évitant d’abîmer l’appareil.
– Vérifier l’approvisionnement du cordon de soudure, vérifier les tolérances
dimensionnelles de celui-ci.
– Appuyer sur le contact d’extrusion (14) de l’appareil.
– Uniquement à la main, pousser sur la baguette dans son orifice d’entrée.
– Sortir les résidus de cordon de soudage par l’orifice d’évacuation de surplus
de matière (16).
– Attention, on ne doit utiliser aucun outil ou autre objet pour enlever ces résidus de
cordon de soudure.
• Le cordon de soudure ne pouvant plus avancer, il existe la possibilité de le retirer
de l’appareil.
– Appuyer sur le contacteur d’extrusion (14).
– Mettre les potentiomètres de température d’air (22) et de température de masse
(19) sur la valeur de consigne OFF.
– Après environ deux secondes d’appui sur le contacteur d’extrusion (14),
l’appareil se met en marche arrière (vitesse fixe).
– Par une légère traction sur la baguette sortante, on peut récupérer celle-ci.
– Immédiatement après, arrêter l’opération en appuyant sur le contacteur
d’extrusion (14). Attention: couper le cordon de soudage inutile.
– Faire avancer le nouveau cordon de soudage à la bonne vitesse d’extrusion.
– Après apparition de la masse plastifiée à la sortie du patin de soudage (1),
l’appareil est de nouveau prêt à fonctionner.
• Information de défaut sur l’affichage digital
– Si un défaut survient pendant le fonctionnement de l’appareil, celui-ci apparaît
sur le cadran d’affichage.
– L’appareil doit être renvoyé à notre service après-vente avec indication du
code de défaut indiqué ci-dessous.
Disfonctionnement et mesures à prendre
Sur l’affichage digital de valeur réelle de température de masse plastifiée (17) et
de température d’air (20) apparaît ERR.
Sur l’affichage digital de valeur de consigne de température d’air (21)
apparaissent les informations suivantes
LO Pas de défaut dans le domaine de régulation de l’air
L1 Coupure de la sonde de température ou surchauffe de l’air
L2 Défaut de chauffage de l’air ou court-circuit sur la sonde de température de l’air
L3 Surchauffe de l’élément chauffant, la cellule-photo a réagi
L6 Surchauffe de l’électronique
Sur l’affichage digital de valeur de consigne de température de masse plastifiée
(18) apparaissent les informations suivantes
PO Pas de défaut dans le domaine de régulation de la masse
P1
Coupure de la sonde de température ou surchauffe du système de
chauffage de la masse
P2
Défaut du système de chauffage de la masse ou court-circuit sur la sonde
de température dela masse
22
•On ne doit utiliser que des accessoires Leister.
• En cas d’encrassement, le filtre d’air (10) de l’appareil doit être nettoyé avec un
pinceau ou changé.
•La buse d’extrusion de masse plastifiée (7) doit être nettoyée à chaque chan-
gement de patin de soudage, les résidus de soudure enlevés et ceci seulement
à chaud.
•Le câble électrique et la prise doivent être testés après chaque coupure ou
détérioration mécanique.
• Quand les charbons atteignent leur longueur minimale, le moteur de la soufflerie
s’arrête automatiquement. Faîtes contrôler l’appareil par notre service aprèsvente. Durée de vie des charbons du moteur: environ 1 000 heures de fonctionnement.
• La durée de vie des charbons du moteur d’alimentation est d’environ 1000 heures
de fonctionnement, faire contrôler le moteur après cette durée.
• Des réparations doivent exclusivement être confiées à des services de réparation et
de maintenance autorisés par Leister. Ceux-ci garantissent, éventuellement en
24 heures, un service de réparation approprié et fiable, avec des pièces de
rechange d’origine selon schémas de connexions et listes de pièces détachées.
• Pour cet appareil, une garantie d’un (1) an est toujours valable à partir de la date
de l’achat (justificatif par facture ou bordereau de livraison). Une livraison de
remplacement ou une réparation est assurée en cas de dommages sur l’appareil.
Les éléments de chauffage ne sont pas couverts par cette garantie.
• Toute autre prétention est exclue sauf disposition légale contraire.
• Tout endommagement du à l’usure naturelle, à une surcharge de l’appareil ou à
un maniement contraire aux prescriptions est exclu de la garantie.
• La garantie ne s’applique pas aux appareils ayant subi des modifications apportées
par l’acheteur ou l’utilisateur.
Accessoires
Garantie légale
Maintenance
Service et reparation
23
24
Peligro de muerte!
Peligro de muerte al abrir el aparato, puesto que quedan
al descubierto componentes conductores de tensión y
conexiones. Antes de abrir el aparato, retirar el conector de la red fuera de la caja de enchufe. El material conductor eléctrico (por ejemplo, PE-EL ) no se debe soldar.
El uso incorrecto de la extrusionadora manual (por ejemplo, calentamiento excesivo del material) puede representar un riesgo de incendio y de explosión, especialmente
cerca de materiales combustibles y gases explosivos.
El aparato debe funcionar bajo observación. El calor puede
llegar a materiales combustibles, que se encuentran fuera
del alcance de la vista. La máquina solamente deberá ser
utilizada por especialistas adiestrados para ello, o bajo la
supervisión de estos mismos. A los niños les está terminantemente prohibido su uso.
Es absolutamente necesario un conmutador-FI cuando se
utilice el aparato a pie de obra para protección de las
personas.
La tensión nominal está indicada en el aparato y debe
coincidir con la tensión de la red.
Peligro de quemaduras! No tocar el tubo de la resistencia
ni la tobera de aire ni la masa que sale en estado caliente.
Dejar que se enfríe el aparato. No dirigir el flujo de aire
caliente ni la masa que sale en la dirección de personas o
animales.
Proteger el aparato de la humedad y la lluvia.
Advertencia
Precaución
FI
230
120
Por favor, lea detenidamente las instrucciones antes de
usarla y consérvelas para referencia
INSTRUCCIONES DE FUNCIONAMIENTO
(Traducción del manual de instrucciones original)
Leister WELDMAX
Mini extrusionadora manual
• Soldadura de materiales termoplàsticos
PE-HD PP-H, PP-B, PP-R PPS.
• El material conductor eléctrico (PE-EL) no debe soldarse
(Razón: descarga eléctrica)
• La soldadura de láminas de impermeabilización para basureros y depósitos de
desechos se realiza según DVS2225 Parte 4.
Aplicacion
E
25
Tensión V~
Potencia W
Frecuencia Hz
Temperatura del aire °C
Caudal de aire l/min.
Temp. de plastification °C
Producción kg/h
Varila de soldar mm
Medidas L Anch. Alt. mm
Peso kg
Simbolos de prueba
Simbolo de prueba
Tipo de certivicado
Clase de protección lI
Datos tecnico
120 200 230
1800 2200 2200
50 / 60 50 / 60 50 / 60
max. 400 max. 400 max. 400
300 300 300
max. 270 max. 270 max. 270
0.7 0.7 0.7
ø 4 ± 0.2 (según DVS 2211)
443 × 94 × 255, mango ø 57
3.8 (sin cable de la red)
222
333
CCA CCA CCA
444
La tensión de conexión no es conmutable
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Suiza confirma, que
este producto, conforme a la ejecución que comercializamos, cumple con las
exigencias especificadas en las siguientes directrices de la CE.
Directrices: 2006/42, 2004/108, 2006/95
Normas armonizadas: EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
E
N 55014-1, EN 55014-2, EN 61000-3-2, EN 61000-3-3,
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 07.03.2012
Bruno von Wyl, CTO Beat Mettler, COO
Recomendamos que las herramientas eléctricas, accesorios y embalajes
sean sometidos a un proceso de recuperación que respete el medio
ambiente. Sólo para países de la UE: No arroje las herramientas eléctricas
a la basura! Conforme a la Directriz Europea 2002/96 sobre aparatos
eléctricos y electrónicos inservibles, tras su conversión en ley nacional,
deberán acumularse por separado las herramientas eléctricas para ser
sometidas a un reciclaje ecológico.
Conformidad
Eliminación
Reservado el derecho a realizar modificaciones técnicas.
Descripción del aparato
2
5
8
10
min.
1
2
4
3
8
11
9
12
14
5
7
15
17
16
6
10
CAMPO DE MANDO CON
REPRESENTACIONES DIGITALES
13
18
19
20
21
22
23
1. Zapata de soldar
2. Tornillo de fijacion de la zapata
de soldar
3. Portazapatas de soldar
4. Tornillos sujeción de la zapata
5. Tobera de precalentamento
6. Tornillo de fijación de la tobera
de precalentamiento
7. Tobera para la masa de plástico
8. Tubo de la resistencia
9. Mango
10. Filtro de aire
11. Carcsa
12. Cable de la red
13. Conmutador principal
14. Conmutador de avance
15. Entrada de la varilla de soldar
16. Orificio de descarga
17. Representación digital del valor
REAL de la temperatura de la
masa de plástico
18. Representación digital del valor
TEÓRICO la temperatura de la
masa de plástico
19. Potenciómetro de la temperatura
de la masa de plástico
20. Representación digital del valor
REAl, de la temperatura del aire
21. Representación digital del valor
TEÓRICO de la temperatura del
aire
22. Potenciómetro de la la
temperatura del aire
23. Potenciómetro de la velocidad
de avance de la varilla de
soldar
26
•En caso necesario montar la zapata de soldar (1) correspondiente según el
cambio de zapatas de soldar.
• Conectar el aparato la red eléctrica.
• Conectar el aparato en el interruptor principal (l3). En la representación digital del
valor real de la temperatura del aire (20) aparece la versión del software.
• Ajustar los valores deseados para la temperatura del aire y de la masa.
– Potenciómetro de la temperatura del aire (22), representación digital del valor
TEÓRICO de la temperatura del aire (21).
– Potenciómetro de la temperatura de la masa (l9), representación digital del
valor teórico de la temperatura de la masa (18).
– Ajustar el avance a la etapa 2.
•
Atención
– Seleccionar la temperatura de manera que la varilla de soldar no se caliente
excesivamente.
–En caso de calentamiento excesivo de la masa dentro del aparato, existe
peligro de incendio.
•
El avance no se puede poner se marcha hasta que se ha alcanzado la temperatura
teórica de toda la masa que se encuentra en el aparato (protección del aparato).
• Hasta que se ha liberado el avance, parpadean las representaciones digitales
Valor TEÓRICO de la temperatura del aire (21), Valor Teórico de la temperatura
de la masa (18), Valor REAL de la temperatura del aire (20) y Valor REAL de la
temperatura de la masa (17).
• Después de aIcanzar la temperatura TEÓRICO, la representatión digital del valor
REAL de la temperature de la masa (17) y .después de la terminación del
parpadeo,
se puede iniciar el proceso de soldadura.
–
Según los materiales y las influencias del medio ambiente, el tiempo de
calen-tamiento
debe prolongarse en una medida correspondiente después
de la liberación del avance.
– Caracteristica el material en la zapata de soldar (1) debe estar plastificado
• Tirando ligeramente con una pinza, se retira la masa que sobresale en la zapata
de soldar (1).
Disponibilidad de servicio
POSICI0NES DE SOLDADURA
Costura V/X
Costura en cuña
27
 Loading...
Loading...