

Leister Twinny S Operating Instructions Manual
TWINNY S
Leister Process Technologies
Galileo-Strasse 10
CH-6056 Kaegiswil/Switzerland
Tel. +41-41662 74 74
Fax +41-41662 74 16
www.leister.com
sales@leister.com
®
1
D GB F E
Deutsch Bedienungsanleitung 3
Englisch Operating Instructions 15
Français Instructions d’utilisation 27
Espanõl Instrucciones de funcionamiento 39
D
GB
F
E
2
3
• Überlappung max. 125mm
• Nahtform Es werden Schweissnähte gemäss DVS 2225 Teil I und BAM
hergestellt. Andere Abmessungen nach Bedarf möglich
DVS: Deutscher Verband für Schweisstechnik
BAM: Bundesanstalt für Material-Forschung und -Prüfung, Berlin
Ausführung Heizsystem
Tiefbau
Tunnelbau
Kombikeil lang
Materialart Materialstärke
PE-HD, PE-C, PFA, PD, PP
PVC-P, PE-LD, ECB, EVA
0,8 – 2,0 mm
1,0 – 3,0 mm
Kombikeil kurz
PE-HD, PE-C, PFA, PD, PP
PVC-P, PE-LD, ECB, EVA
0,3 – 1,0 mm
0,3 – 2,0 mm
Leister TWINNY S
Kombikeil-Schweissautomat
Der Leister TWINNY S ist ein Kombikeil-Schweissautomat zum Überlappschweissen
und Konfektionieren von Folien und Dichtungsbahnen im T unnel sowie Erd- und Wasserbau. Die Wärmeübertragung erfolgt durch optimaler Kombination von Kontakt und
Heissluft.
Anwendung
Bedienungsanleitung
(Original-Bedienungsanleitung)
D
Bedienungsanleitung vor Inbetriebnahme aufmerksam
lesen und zur weiteren Verfügung aufbewahren.
TECHNISCHE DATEN
Spannung V~ 100, 120, 200, 230
Leistung W 1600, 1900, 2200, 2300/2900
Frequenz Hz 50/60
Temperatur °C 20–600
Fügekraft N max. 1000
Antrieb m/min. 0, 2–2,5(4,0)
Emissionspegel LpA(dB) 71
Masse L × B × Hmm 350 × 390 × 270
Gewicht kg 6,9 (Tiefbau) / 6,5 (Tunnelbau)
Konformitätszeichen 2
Sicherheitszeichen 3
Zertifizierungsart CCA
Schutzklasse II 4
Technische Änderungen vorbehalten
Anschlussspannung nicht umschaltbar
4
Gerät muss beobachtet betrieben werden. Wärme
kann zu brennbaren Materialien gelangen, die sich
ausser Sichtweite befinden
FI-Schalter beim Einsatz des Gerätes auf Baustellen ist
für den Personenschutz dringend erforderlich.
Nennspannung, die auf dem Gerät angegeben ist, muss
mit der Netzspannung übereinstimmen.
EN 61000-3-11; Z
max
= 0.060 Ω + j 0.038 Ω. Gegebenenfalls
Elektrizitäts-Versorgungs-Unternehmen konsultieren.
Gerät vor Feuchtigkeit und Nässe schützen.
FI
120
230
WARNUNG
VORSICHT
Lebensgefahr beim Öffnen des Gerätes da spannungs-
führende Komponenten und Anschlüsse freigelegt
werden. Vor dem Öffnen des Gerätes Netzstecker aus
der Steckdose ziehen.
Feuer- und Explosionsgefahr bei unsachgemässem Ge brauch von Heissluftgeräten, besonders in der Nähe von
brennbaren Materialien und explosiven Gasen.
Verbrennungsgefahr! Heizelementrohr und Heizkeil nicht
in heissem Zustand berühren. Gerät abkühlen lassen.
Heissluftstrahl nicht auf Personen oder Tiere richten.
Leister Process Technologies, Galileo-Strasse 10, CH-6056 Kaegiswil/Schweiz bestätigt,
dass dieses Produkt in der von uns in Verkehr gebrachten Ausführung die Anforderungen
der folgenden EU-Richtlinien erfüllt.
Richtlinien: 2006/42, 2004/108, 2006/95
Harmonisierte Normen: EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
EN 55014-1, EN 55014-2, EN 61000-6-2
EN 61000-3-2, EN 61000-3-11 (Z
max
)
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 05.01.2010
Bruno von Wyl Christiane Leister
Technischer Direktor Firmeninhaberin
Elektrowerkzeuge, Zubehör und Verpackungen sollen einer umweltgerechten Wiederverwertung zugeführt werden. Nur für EU-Länder: Werfen
Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß der Europäischen
Richtlinie 2002/96 über Elektro- und Elektronik-Altgeräte und ihrer Um setzung in nationales Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
Entsorgung
Konformität

Schnittmodell einer Überlappschweissung
Fügeweg = A – B
A : Dicke der oberen und unteren
Dichtungsbahn
B: Dicke der Schweissnaht
C : Teilnaht 1
D: Teilnaht 2
E : Prüfkanal
B
CD
A
B
E
• Fügekraft → stufenlos einstellbar. Die Fügekraft wird über den Kniehebel auf
die Andrückrollen übertragen. Der Pendelkopf garantiert einen gleichmäs-
sigen Fügeweg auf die beiden Teilnähte (C und D) sowie auch auf eine Naht
ohne Prüfkanal.
Dies ermöglicht ein problemloses Schweissen von T-Stössen. Während des
Schweissvorganges passt sich die Fügekraft linear der Dickenänderung der
Dichtungsbahn an.
• Antrieb → doppeltes Antriebssystem, stufenlos einstellbar und elektronisch
geregelt. Der Regelkreis mit dem Tachogenerator ist so ausgelegt, dass die
jeweils eingestellte Schweissgeschwindigkeit lastunabhängig konstant bleibt.
Die Kraft übertragung auf die Antriebs-/Andrückrolle erfolgt über ein Planeten-
getriebe.
• Heizsystem → Die Heisslufttemperatur ist stufenlos einstellbar und elektronisch
geregelt. Wärmeübertragung mit optimaler Kombination aller Vorteile von
Kontakt und Heissluft.
Der bewegliche gelagerte Kombikeil enthält drei Heizzonen:
FUNKTIONS-BESCHREIBUNG
Materialdurchwärmung
Kontaktwärme Vorwärmen
Kombikeil
Antriebs-/Andrückrolle
Schweissrichtung
Heissluftaustritt
Niederhalterrolle
Obere Dichtungsbahn
Untere Dichtungsbahn
Führungsrolle
Schnittmodell Heizsystem
5
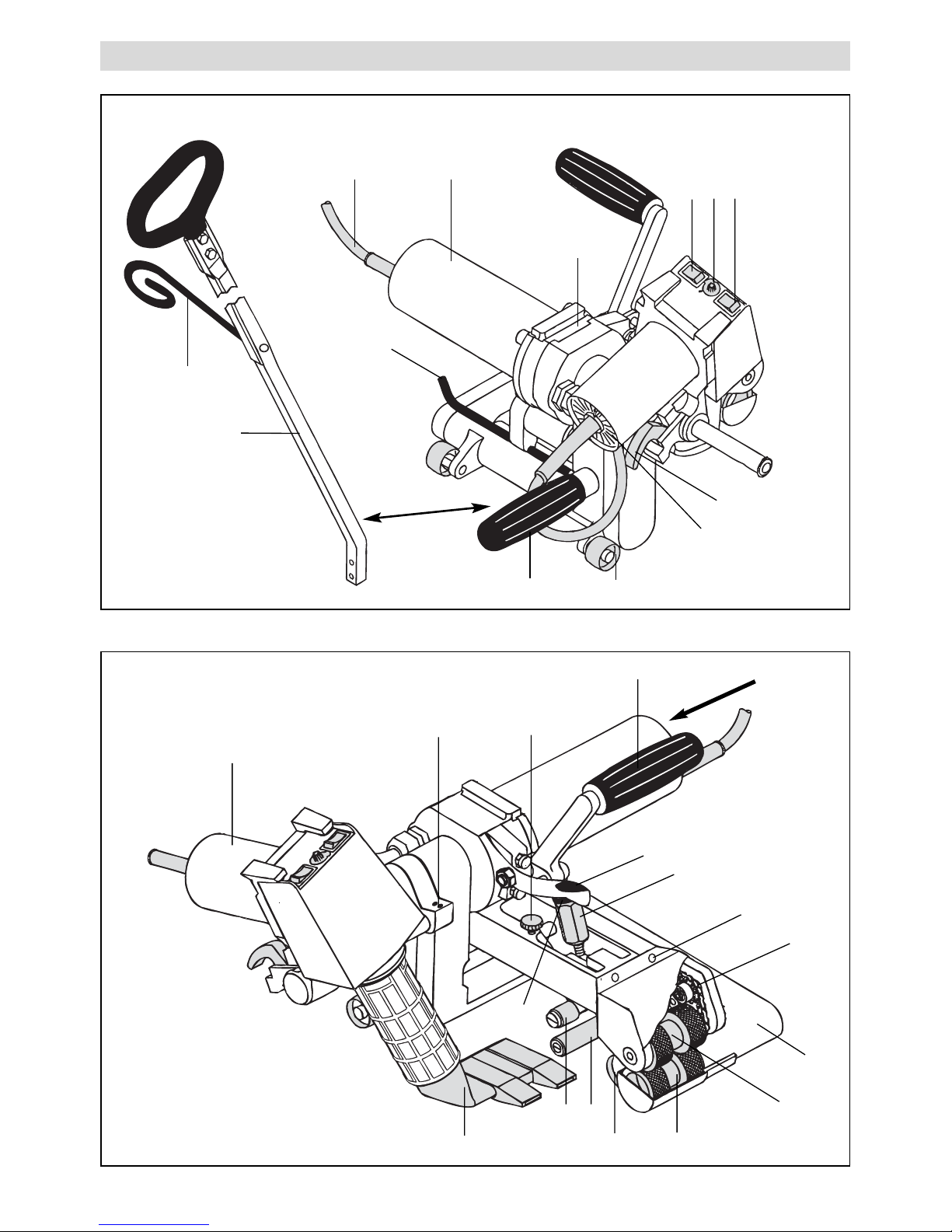
GERÄTE-BESCHREIBUNG
1
2
Ansicht Vorderseite
Ansicht Rückseite
1
2
8
9
17
15
3
7
45
6
1330
12
27
11
24
31
29
23
22
21
2019
18
10
25/26
16
14
28
6

GERÄTE-BESCHREIBUNG
1. Netzkabel
2. Kabelhalter
3. Heissluftgebläse
4. Heizung EIN/AUS
5. Potentiometer Heizung
6. Zweistufenschalter Luftmenge
7. Arretierhebel
8. Handgriff
9. Antrieb/Getriebe
10. Spannhebel Fügekraft
11. Einstellmutter Fügekraft
12. Sicherungsmutter
13. Einstellschraube Niederhalter
14. Leitstab
15. Führungsgriff
16. Laufrad (Walze)
17. Niederhaltebügel
18. Kombikeil
19. Niederhalterrolle
20. Führungsrolle
21. Hintere Laufrolle
22. Untere Antriebs-/Andrückrolle
23. Obere Antriebs-/Andrückrolle
24. Kette
25. Antrieb EIN/AUS
26. Potentiometer Antrieb mit Skala
27. Arretierung Spannhebel
28. Luftfilter
29. Fahrgestell Unterteil
30. Gewindestift Führungswelle
31. Einstellschraube Pendelkopf
7

SCHWEISSEN
Schweiss vorbereitung
•Kontrolle:
–
Verlegung
Überlappungsbreite 80 mm bis 125 mm
Dichtungsbahnen müssen zwischen der Überlappung
sowie auf der Oberseite und Unterseite sauber sein.
–
Stromversorgung
mindestens 5 kW (Generator)
ausgerüstet mit FI-Schalter
–
Netzkabel
minimaler Kabelquerschnitt gemäss Tabelle
Betriebsbereitschaft
•Leitstab (14) oder Führungsgriff (15) montieren.
•Heissluftgebläse (3) ausfahren und bis zum Anschlag hochschwenken.
•Gerät ans Netz anschliessen.
•Schweissparameter einstellen, siehe Seite 9.
230 V~ bis 50m 2x1,5mm
2
bis 100m 2 x2,5mm
2
120 V~ bis 50m 2 x1,5mm
2
bis 100m 2 x2,5mm
2
8
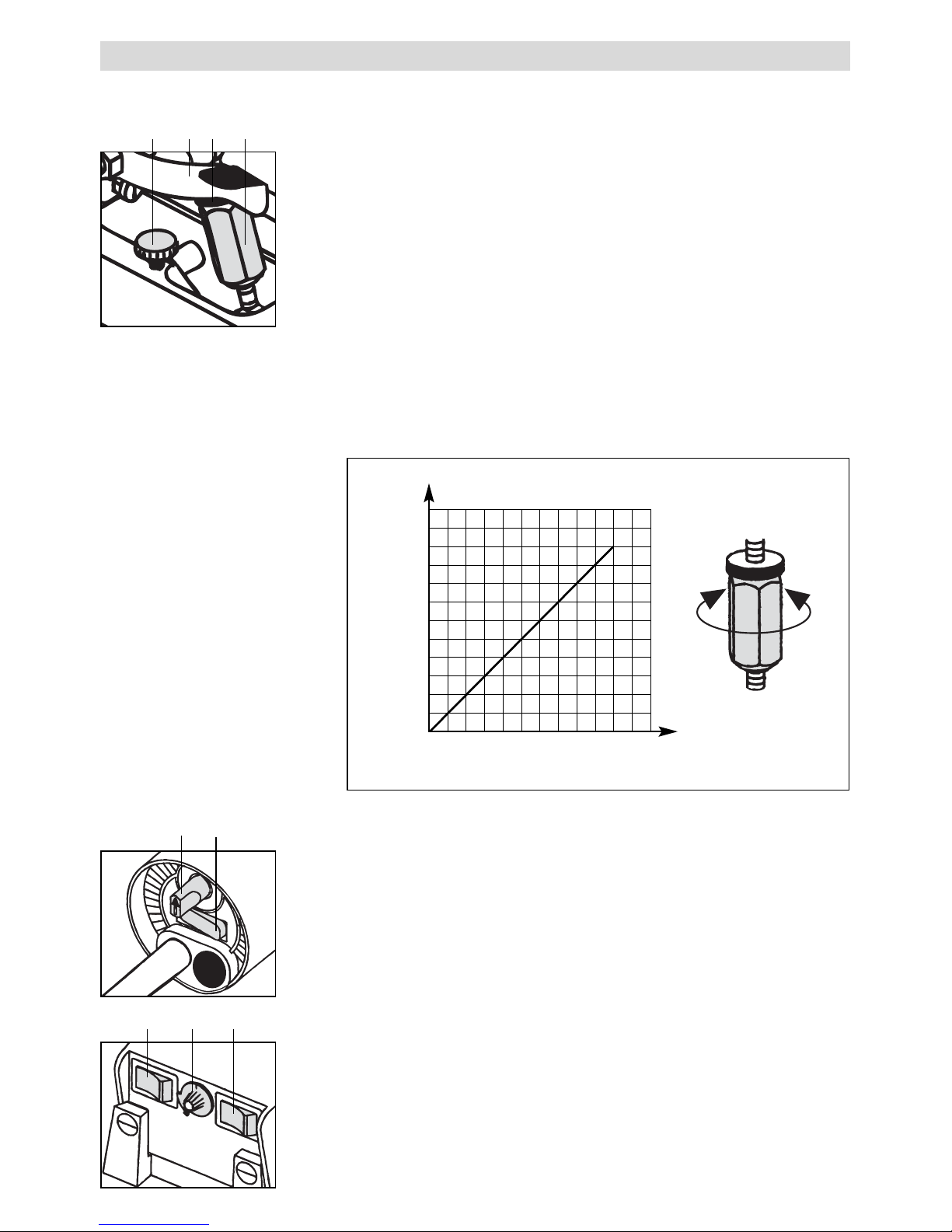
0
1
2
3
1
– Fügekraft
Schweissautomat in das zu verschweissende Material
einfahren und positionieren. Spannhebel (10), ohne
den Kombikeil einzufahren spannen. Durch drehen
der Einstellmutter (11), sollen die Antriebs-/ An drück -
rollen (22/23) das zu verschweissende Material leicht
touchieren. Arretierung Spannhebel (27) lösen und
gleichzeitig Spannhebel (10) entspannen.
Fügekraft durch Drehen der Einstellmutter (11) ge mäss
Grafik A einstellen. Sicherungsmutter (12) von Hand
anziehen. Bei Bedarf an Einstellschraube Niederhal-
ter (13) Kraft der Niederhalterolle (19) einstellen.
– Temperatur
Schweisstemperatur mit Potentiometer Heizung (5)
einstellen. Die Luftmenge wird mit Zweistufenschal-
ter (6) eingestellt (Material und Kombikeil abhängig ) . Schalter Heissluftgebläse (4) einschalten.
Aufheizzeit ca. 5 Minuten.
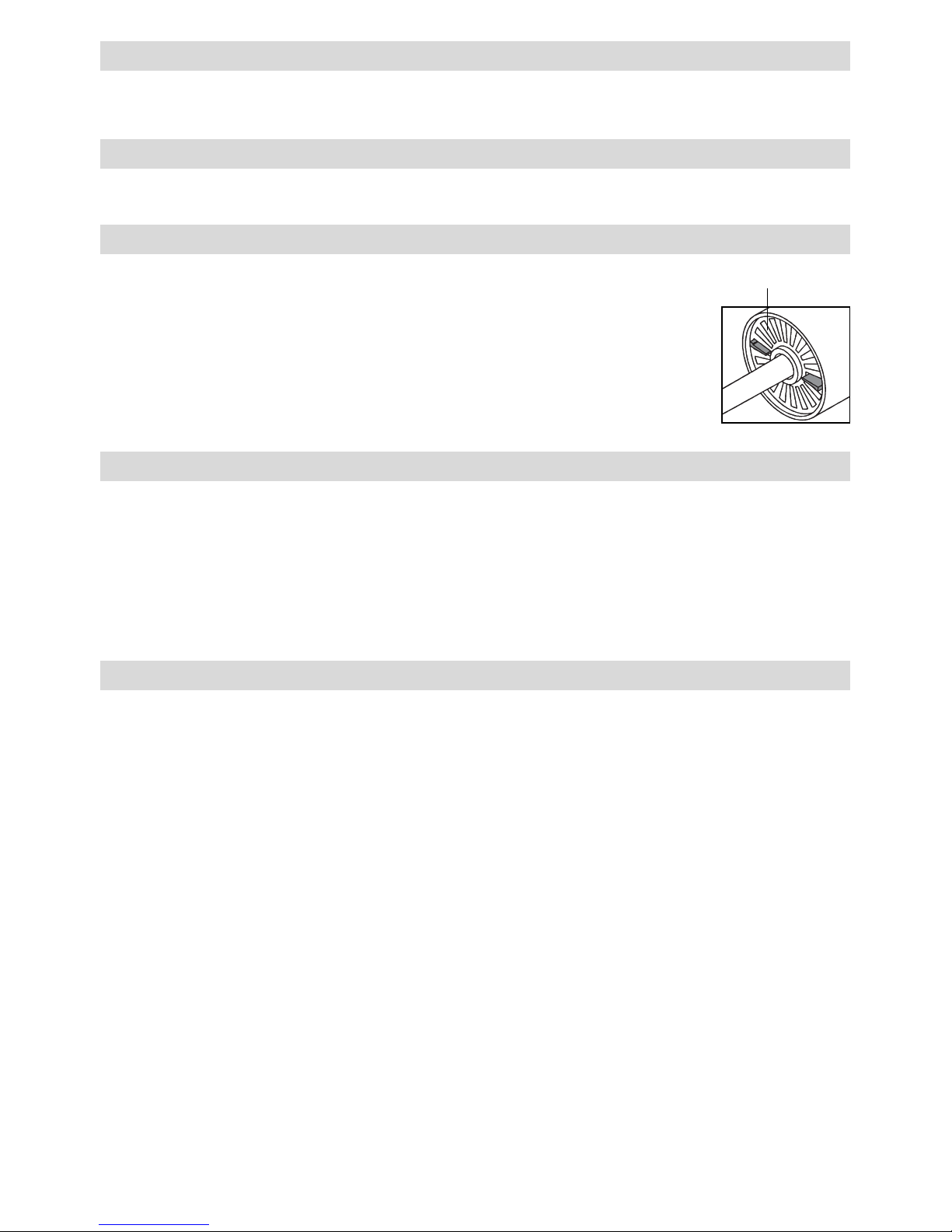
– Schweissgeschwindigkeit
Je nach Folie oder Dichtungsbahn und Witterungseinflüsse die S ch weissgeschwindigkeit mit Potentiome-
ter Antrieb (26) gemäss Skala einstellen.
SCHWEISSEN
4
5
Grafik A
Fügekraft
Raster
456
26
25
max. Fügekraft1000 N
[N]
1000
900
800
700
600
500
400
300
200
100
1234561234
1
2
271213
11
Achtung:
Bei Überschreitung der
max. Fügekraft von
1000 N können mechanische Beschädigungen
auftreten.
9
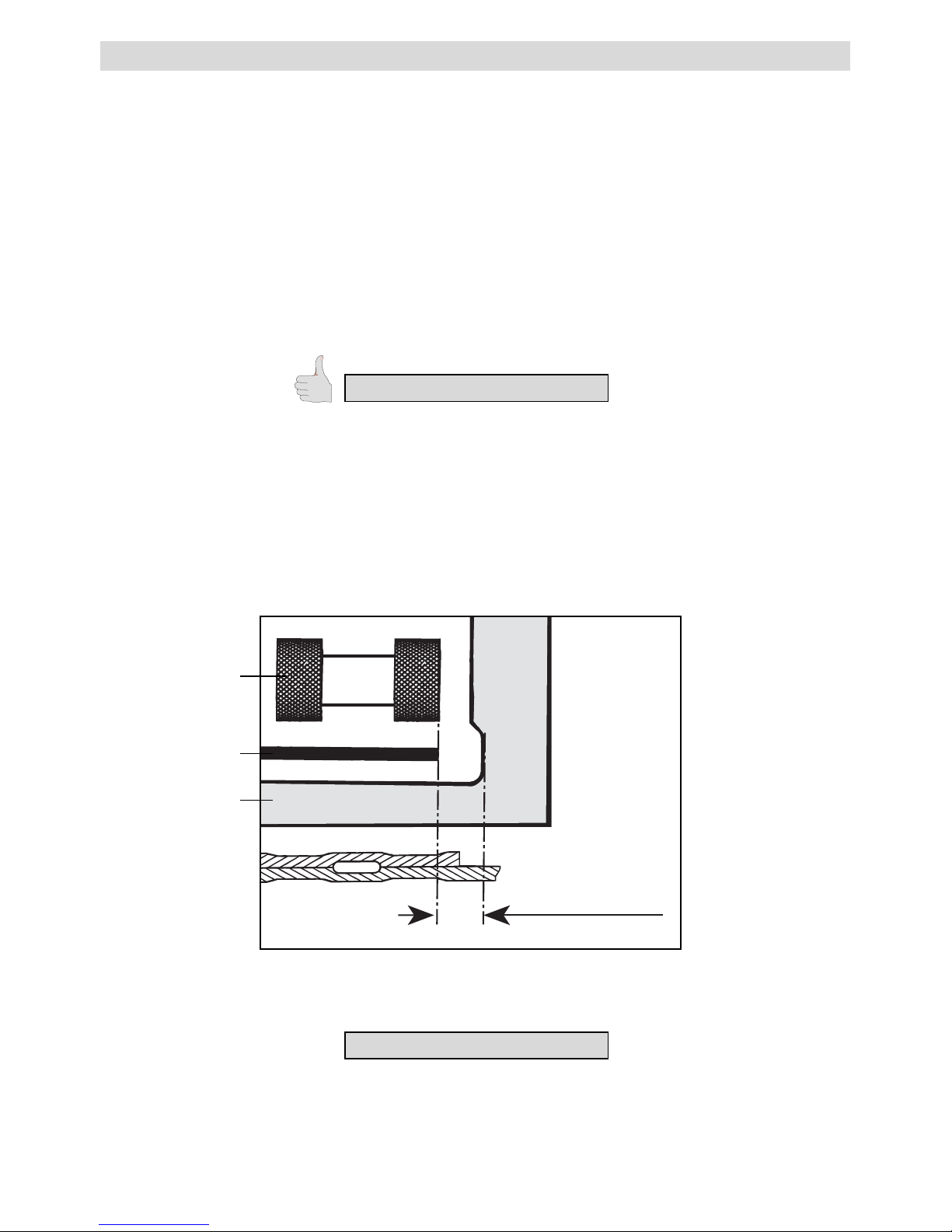
Grafik B
23
17
29
Max. Vordere
Überlappungsbreite
20mm
Schweiss ablauf
•Kontrolle: – Antriebs-/Andrückrollen (22/23) sowie Kombikeil (18) müssen
vor dem Einfahren in die Dichtungsbahn oder Folie sauber sein.
– Schweisstemperatur muss erreicht sein.
– Netzkabellänge / Kabelführung.
•Schweissautomat in die überlappgelegte Dichtungsbahn oder Folie einfahren
und positionieren.
•Schalter Antrieb (25) einschalten.
•Kombikeil (18) einfahren.
•Spannhebel (10) spannen.
• Schweissnaht kontrollieren (Schweisswulst/Fügeweg). Bei Bedarf Schweissgeschwindigkeit mit Potentiometer Antrieb (26) korrigieren.
• Schweissautomat am Leitstab (14) oder am Führungsgrif f (15) entlang der
Überlappung führen, dass die vordere Überlappungsbreite im Bereich der
20 mm Zone gehalten wird (siehe Grafik B).
Schweissvorgang beginnt
•Spannhebel (10) entspannen und Kombikeil (18) aus der Überlappung ziehen
und hochschwenken.
•Schalter für Antrieb (25) ausschalten. Potentiometer Heizung (5) auf Null stel-
len, damit Kombikeil (18) abgekühlt wird. Danach Heizung (4) ausschalten.
Ende Schweissvorgang
SCHWEISSEN
10
Bei verschiedenen Anwendungen, zum Beispiel Tunnel- oder Tiefbau werden mit
dem Leister TWINNY S verschiedene Überlappnähte hergestellt. Diese unterscheiden sich in der Schweiss nahtbreite und Prüfkanalbreite. Auch werden
Schweiss nähte ohne Prüfkanal hergestellt. Um diese verschiedenen Überlappnähte zu realisieren müssen die entsprechenden Antriebs-/Andrückrollen
montiert werden. Diese Antriebs-/Andrückrollen werden nach Kundenwunsch aus Aluminium oder rostfreiem Stahl angefertigt.
Demontage der Antriebs-/Andrückrollen, Reihenfolge Nr. 1 – 9
Montage der Antriebs-/Andrückrollen, Reihenfolge Nr. 9 – 1
1. Senkschraube M3 × 6
2. Schutzblech Pendelkopf
3. Gewindestift M4 × 8
4. Zylinderstift 6 × 80
5. Sicherungsring (Welle Ø 15)
6. Distanzscheibe
7. Antriebs-/Andrückrolle
8. Scheibenfeder
9. Antriebswelle oben komplett
1 2 9 8
7
6
5
3 3 4
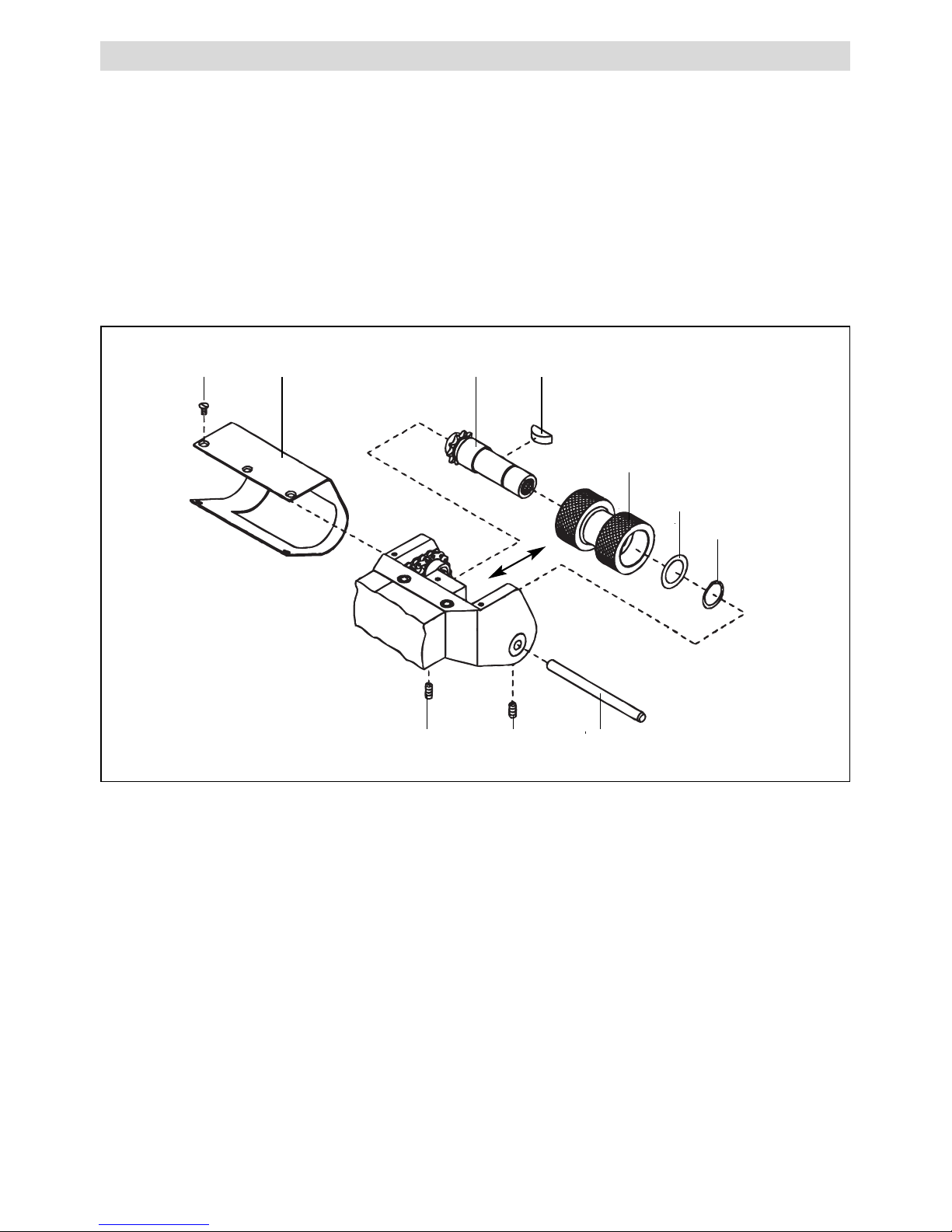
Umrüstung obere Antriebs-/Andrückrolle
11
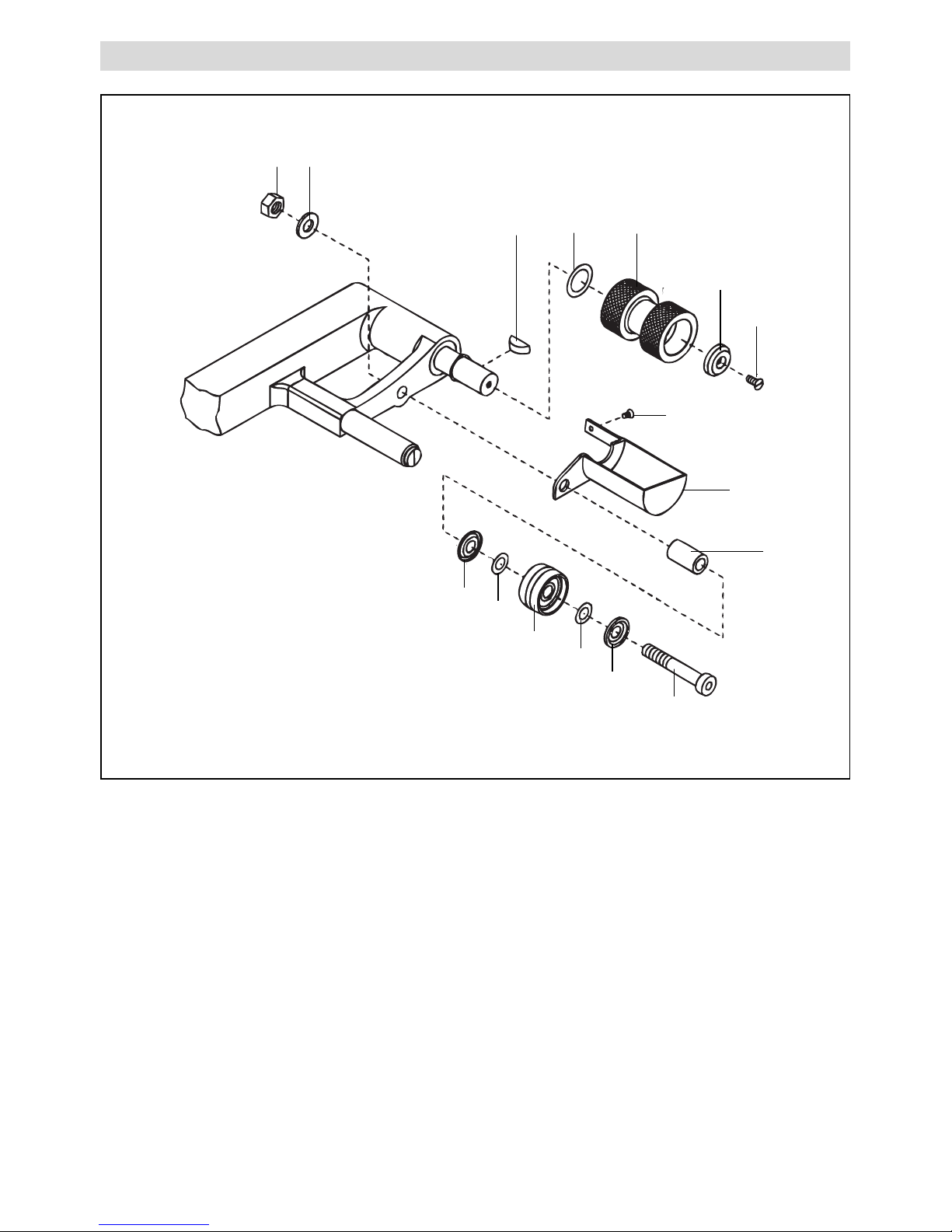
Demontage der Antriebs-/Andrückrollen, Reihenfolge Nr. 1 – 16
Montage der Antriebs-/Andrückrollen, Reihenfolge Nr. 16 – 1
1. Senkschraube M3 × 6
2. Zylinderschraube M8 × 50
3. Nilos-Ring Ø 8/20 × 1,8
4. Passscheibe Ø 8/14 × 0,1
5. Laufrad hinten komplett
6. Passscheibe Ø 8/14 × 0,1
7. Nilos-Ring Ø 8/20 × 1,8
8. Distanzbuchse
9. Schutzblech Antriebs-/Andrückrolle
10. 6kt-Mutter M8
11. Unterlagscheibe M8
12. Senkschraube M4 × 12
13. Klemmscheibe
14. Antriebs-/Andrückrolle
15. Distanzscheibe Ø 15/22 × 0,3
16. Scheibenfeder 5 × 6,5
10111
16
15
14
13
12
9
8
2
3
4
5
6
7
Umrüstung untere Antriebs-/Andrückrolle
12
Kombikeil kurz
Kombikeil lang
mit
Prüfkanal
mit
Prüfkanal
ohne
Prüfkanal
ohne
Prüfkanal
•Anwendung/Richtwerte
Je nach Material gegebenenfalls abweichend
PE-HD, PE-C, PFA, PP 0,8 – 2.0mm Materialstärke
PVC-P, PE-LD, ECB, EVA 1,0 – 3,0mm Materialstärke
•Enthält drei Heizzonen: Vorwärmen, Kontaktwärme,
Material durchwärmung
Der Kombikeil lang ermöglicht durch die Kombination,
Kontaktwärme und Heiss luft, sehr gute Schweiss naht qualität sowie hohe Schweiss ge schwin dig keit.
•Anwendung/Richtwerte
Je nach Material gegebenenfalls abweichend
PE-HD, PE-C, PFA, PP 0,3 – 1,0mm Materialstärke
PVC-P, PE-LD, ECB, EVA 0,5 – 2,0mm Materialstärke
•Ermöglicht das Schweissen von Folien ab 0,3 mm Stärke.
• Um das Verschmelzen von dünnen Materialien auf der
Kontaktfläche zu vermeiden, wird das zu verschweissende
Material von einem Heissluftkissen getragen. Somit hat
dieses nur kurzzeitig Kontakt mit dem Kombikeil kurz.
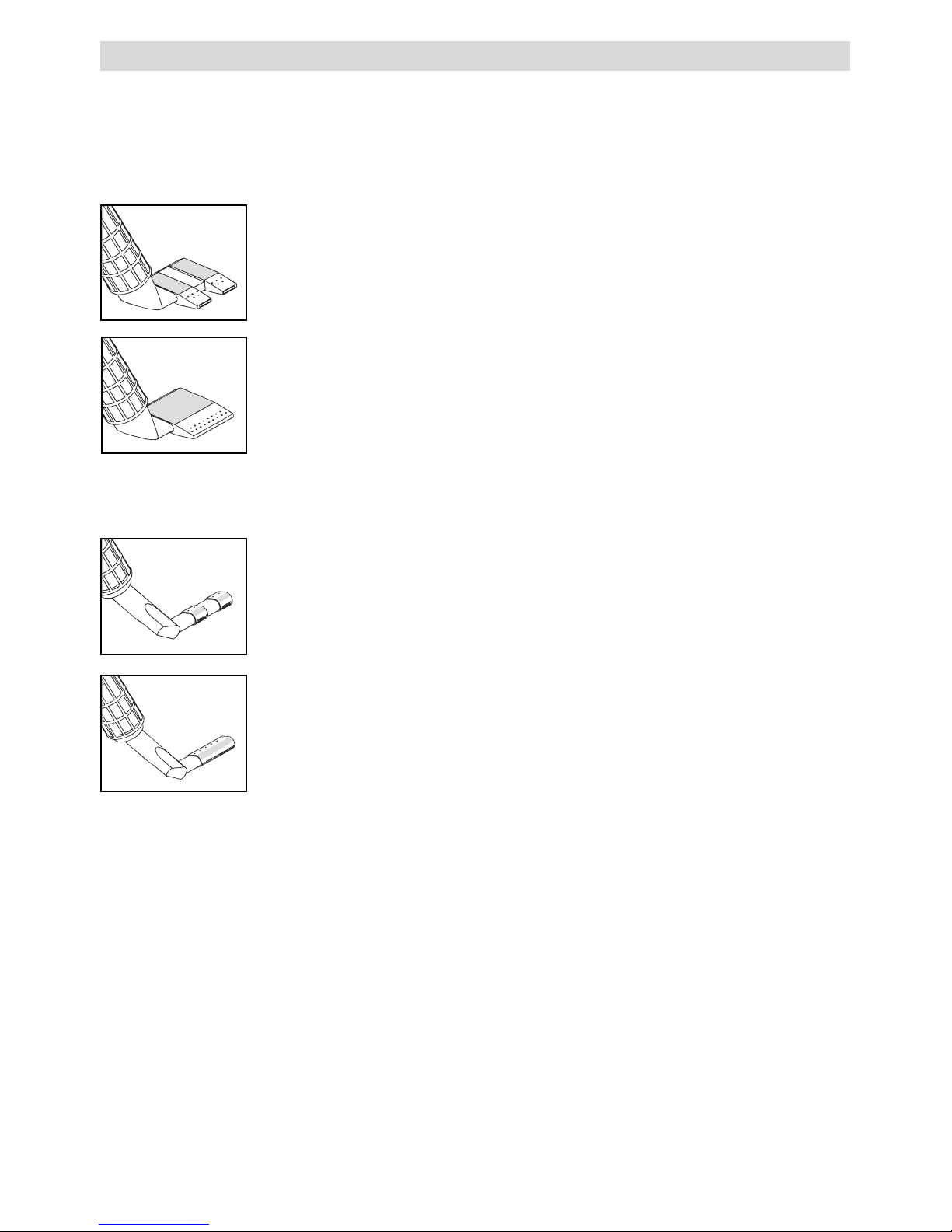
Arbeitsvorgang
•Vier Schrauben am Kombikeil (18) lösen.
•Neues Heizsystem montieren
•Schrauben leicht anziehen.
•Kombikeil (18) zwischen Antriebs-/ Andrückrolle einfahren
•Kombikeil (18) zu den Andrückrollen (22/23) ausrichten.
•Schrauben festziehen.
•Probeschweissung, Kontrolle: Prüfkanal muss in der Schweissnahtmitte sein.
•Bei Bedarf kann mit der Innensechskant-Schraube (30) die Einfahrtiefe des
Heizsystems zur Ausmittung des Prüfkanals eingestellt werden.
•Maximal mögliche Schweissnahtbreite ohne Prüfkanal 50 mm
•Schweissnahtbreite mit Prüfkanal gemäss DVS 2225 Teil I und BAM
•Andere Abmessung auf Anfrage möglich
Umrüstung Heizsystem
Je nach zu verschweissenden Materialien soll das Heizsystem, Kombikeil
lang oder kurz verwendet werden.
13
Die Firma Leister und deren autorisierte Service-Stellen bieten kostenlos
Schweiss kurse und Einschulungen an.
• Es darf nur Leister-Zubehör verwendet werden.
• Luftfilter (28) des Gerätes ist bei Verschmutzung mit einem
Pinsel zu reinigen.
• Kombikeil (18) mit Drahtbürste reinigen.
• Antriebs-/Andrückrolle (22/23) mit Drahtbürste reinigen.
• Ketten (24) bei Bedarf mit Kettenspray behandeln.
• Netzkabel (1) und Stecker auf elektrische und mechanische
Beschädigungen überprüfen.
• Gerät soll spätestens nach ca. 1000 Betriebsstunden durch eine autorisierte
Service - Stelle überprüft werden.
• Reparaturen sind ausschliesslich von autorisierten Leister-Service-Stellen
ausführen zu lassen. Diese gewähren innert 24 Stunden einen fachgerechten
und zuverlässigen Reparatur-Service mit Original-Ersatzteilen gemäss Schaltplänen und Ersatzteillisten.
• Für dieses Gerät besteht eine grundsätzliche Gewährleistung von einem (1)
Jahr ab Kaufdatum (Nachweis durch Rechnung oder Lieferschein).
Entstandene Schäden werden durch Ersatzlieferung oder Reparatur beseitigt.
Heizelemente sind von dieser Gewährleistung ausgeschlossen.
• Weitere Ansprüche sind, vorbehaltlich gesetzlicher Bestimmungen, ausge-
schlossen.
• Schäden, die auf natürliche Abnutzung, Überlastung oder unsachgemässe
Behandlung zurückzuführen sind, werden von der Gewährleistung ausgeschlossen.
• Keine Ansprüche bestehen bei Geräten, die vom Käufer umgebaut oder
verändert worden sind.
GEWÄHRLEISTUNG
SERVICE UND REPARATUR
WARTUNG
ZUBEHÖR
SCHULUNG
28
14
15
• Overlap max. 125mm / 5 inch
• Type of seam Welding seams are produced in accordance with DVS 2225
part 1 and BAM. Other dimensions are possible on request.
DVS: German Welding Association
BAM: Federal Institute for Materials Research and Testing, Berlin
Leister TWINNY S
AUTOMATIC COMBI-WEDGE WELDING MACHINE
The Leister TWINNY S is an Automatic Combi-Wedge Welding Machine for overlap
welding and manufacturing of films and geomembrane liners in tunnels as well
as earthwork and civil engineering. The heat is transmitted by using the best
combination of contact and hot air.
APPLICATION
Operating Instructions
(Translation of the original operating instructions)
GB
Bedienungsanleitung vor Inbetriebnahme aufmerksam
lesen und zur weiteren Verfügung aufbewahren.
TECHNICAL DATA
Voltage
V~ 100, 120, 200, 230
Power consumption
W 1600, 1900, 2200, 2300/2900
Frequency
Hz 50/60
Temperature
°C / °F 20–600
Welding Pressure
N /
lbs (pound)
max. 1000
Antrieb
Drive
m/min. /feet 0,2–2,5(4,0)
Emissions level
LpA(dB) 71
Size
L × B × Hmm 350 × 390 × 270
Weight kg 6,9 (
Civil Engineering
) / 6,5 (
Tunnel Construction
)
Mark of conformity
2
Mark of approval
3
Certification scheme
CCA
Protection class II
4
Technical data and specifications are subject to change without prior notice.
mains voltage cannot be switched over
Civil Engineering
Tunnel
Construction
Type
Hot Wedge System
Long
Combi-wedge
Type of Material Material Thickness
PE-HD, PE-C, PFA, PD, PP
PVC-P, PE-LD, ECB, EVA
0,8 – 2,0 mm
1,0 – 3,0 mm
Short
Combi-wedge
PE-HD, PE-C, PFA, PD, PP
PVC-P, PE-LD, ECB, EVA
0,3 – 1,0 mm
0,3 – 2,0 mm
WARNING
CAUTION
Leister Process Technologies, Galileo-Strasse 10, CH-6056 Kaegiswi/Switzerland
confirms that this product, in the version as brought into circulation through us, fulfils
the requirements of the following EC directives.
Directives:
2006/42, 2004/108, 2006/95
Harmonized Standards:
EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1
EN 55014-1, EN 55014-2, EN 61000-6-2
EN 61000-3-2, EN 61000-3-11 (Z
max
)
EN 50366, EN 62233, EN 60335-2-45
Kaegiswil,
05.01.2010
Bruno von Wyl Christiane Leister
Technical Director Owner
Power tools, accessories and packaging should be sorted for environmentalfriendly recycling. Only for EC countries: Do not dispose of power tools into
household waste! According to the European Directive 2002/96 on waste
electrical and electronic equipment and its incorporation into national law,
power tools that are no longer suitable for use must be separately collected
and sent for recovery in an environmental-friendly manner.
Disposal
Conformity
Danger! Unplug the tool before opening it as live
components and connections are exposed.
Incorrect use of the hot air tool can present a fire and
explosion hazard especially near combustible materials
and explosive gases.
Do not touch the element housing and hot wedge
when hot as they can cause burns. Allow the tool to
cool down. Do not point the hot air flow in the direction
of people or animals.
The tool must be operated under supervision. The heat
can reach combustible materials which are out of sight.
For personal protection, we strongly recommend the
tool be connected to an RCCB (Residual Current Circuit
Breaker) before using it on construction sites.
The voltage rating stated on the tool should correspond
to the mains voltage.
EN 61000-3-11; Z
max
= 0.060 Ω + j 0.038 Ω. If necessary,
consultate supply authority.
Protect the tool from damp and wet.
FI
120
230
16
 Loading...
Loading...