

Leister FUSION 1 Operating Instructions Manual

FUSION 1
®
FRDE ESEN IT
Leister Technologies AG
Galileo-Strasse 10
CH-6056 Kaegiswil/Switzerland
Tel. +41 41 662 74 74
Fax +41 41 662 74 16
www.leister.com
sales@leister.com
DE
Deutsch Bedienungsanleitung 4
EN
English Operating Instructions 20
IT
Italiano Istruzioni per l’uso 36
FR
Français Instructions d’utilisation 52
ES
Español Instrucciones de servicio 68

DE
Deutsch Bedienungsanleitung
Inhaltsverzeichnis
1. Wichtige Sicherheitshinweise .............................................................................................................. 4
1.1 Bestimmungsgemässe Verwendung ................................................................................................ 5
1.2 Nicht bestimmungsgemässe Verwendung ....................................................................................... 5
2. Technische Daten ................................................................................................................................. 5
3. Transport .............................................................................................................................................. 6
4. Ihr FUSION 1 ......................................................................................................................................... 6
5. Schweissvorbereitung .......................................................................................................................... 8
5.1 Schweissdraht ............................................................................................................................... 8
5.2 Einschalten .................................................................................................................................... 8
5.3 Starten des Schweissvorgangs ....................................................................................................... 9
5.4 Ausschalten................................................................................................................................... 9
5.5 Kontrolle der Temperatur des Extrudats und der Vorwärmluft ............................................................ 10
5.6 Wechsel des Schweissschuhs......................................................................................................... 10
5.7 Schweissrichtung ........................................................................................................................... 10
6. LCD-Display .......................................................................................................................................... 11
6.1 Symbole der Statusanzeige ............................................................................................................. 11
6.2 Arbeitsanzeige ............................................................................................................................... 11
7. Setup Menu .......................................................................................................................................... 13
7.1 Sollwerteinstellung der Temperatur fixieren ...................................................................................... 14
7.2 Luftversorgung ausschalten ............................................................................................................ 14
8. Quick Reference Guide FUSION 1 ......................................................................................................... 15
8.1 Einschalten/Starten ........................................................................................................................ 15
8.2 Ausschalten................................................................................................................................... 15
9. Warn- und Fehlermeldungen ................................................................................................................ 15
9.1 Warnungen und Fehlermeldungen LCD-Display ................................................................................ 15
9.2 Warnungen und Fehlermeldungen LED-Beleuchtung ........................................................................ 16
10. Warnungen und Fehlermeldungen LED-Beleuchtung ......................................................................... 17
11. Zubehör .............................................................................................................................................. 17
12. Wartung .............................................................................................................................................. 17
13. Service und Reparatur ........................................................................................................................ 17
14. Schulung............................................................................................................................................. 18
15. Gewährleistung................................................................................................................................... 18
16. Konformität ......................................................................................................................................... 18
17. Entsorgung ......................................................................................................................................... 18
D
Wir gratulieren Ihnen zum Kauf Ihres FUSION 1.
Sie haben sich für einen erstklassigen Heissluft-Schweissextruder entschieden.
Entwickelt und produziert wurde er nach dem aktuellsten Wissensstand der kunststoverarbeitenden Industrie.
Für seine Herstellung werden hochwertige Materialien verwendet.
Bedienungsanleitung
(Original Bedienungsanleitung)
Bitte lesen Sie die Bedienungsanleitung vor der ersten Inbetriebnahme unbedingt
durch. Bewahren Sie diese Bedienungsanleitung immer beim Gerät auf.
Geben Sie das Gerät nur mit Bedienungsanleitung an andere Personen weiter.
LEISTER FUSION 1
Hand-Schweissextruder
1. Wichtige Sicherheitshinweise
Neben den sicherheitstechnischen Hinweisen in den einzelnen Kapiteln dieser Bedienungsanleitung sind
die nachfolgenden Bestimmungen zu beachten.
Warnung
Lebensgefahr
Vor dem Önen des Gerätes Netzstecker aus der Steckdose ziehen, weil
spannungsführende Komponenten und Anschlüsse freigelegt werden.
Feuer- und Explosionsgefahr
Bei unsachgemässem Gebrauch des Gerätes (z.B. durch Überhitzung von Material)
sowie besonders in der Nähe von brennbaren Materialien und explosiven Gasen
besteht Feuer- und Explosionsgefahr.
Verbrennungsgefahr
Blanke Metallteile und austretende Masse nicht in heissem Zustand berühren.
Das Gerät stets zuerst abkühlen lassen. Heissluftstrahl und austretende Masse
nicht auf Personen oder Tiere richten.
Vorsicht
Die auf dem Gerät angegebene Nennspannung muss mit der Netzspannung
vor Ort übereinstimmen. Bei Ausfall der Netzspannung muss der Schalter Heiss-
luftgebläse (12) ausgeschaltet werden.
Für den Einsatz des Gerätes auf Baustellen ist ein FI-Schutzschalter zum Schutz
FI
4
des dort arbeitenden Personals zwingend erforderlich.
Das Gerät darf ausschliesslich unter Aufsicht betrieben werden. Abwärme
kann zu brennbaren Materialien gelangen, die sich ausser Sichtweite befinden.
Das Gerät darf nur von ausgebildeten Fachleuten oder unter deren Aufsicht
betrieben werden. Kindern ist die Nutzung gänzlich untersagt.
Gerät vor Feuchtigkeit und Nässe schützen.
1.1 Bestimmungsgemässe Verwendung
Der FUSION 1 ist für das professionelle Schweissen von thermoplastischen Kunststoen aus PE und PP in den
Bereichen
• Behälterbau
• Rohrleitungsbau
• Apparatebau
• Deponien und Altlasten
• Reparaturen
vorgesehen.
Verwenden Sie ausschliesslich original Leister-Ersatzteile und -Zubehör, weil Sie sonst keine Gewährleistungsoder Garantieansprüche geltend machen können.
Schweissverfahren und Materialtypen
• Verschweissen thermoplastischer Materialien (PE, PP)
1.2 Nicht bestimmungsgemässe Verwendung
Jede andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäss.
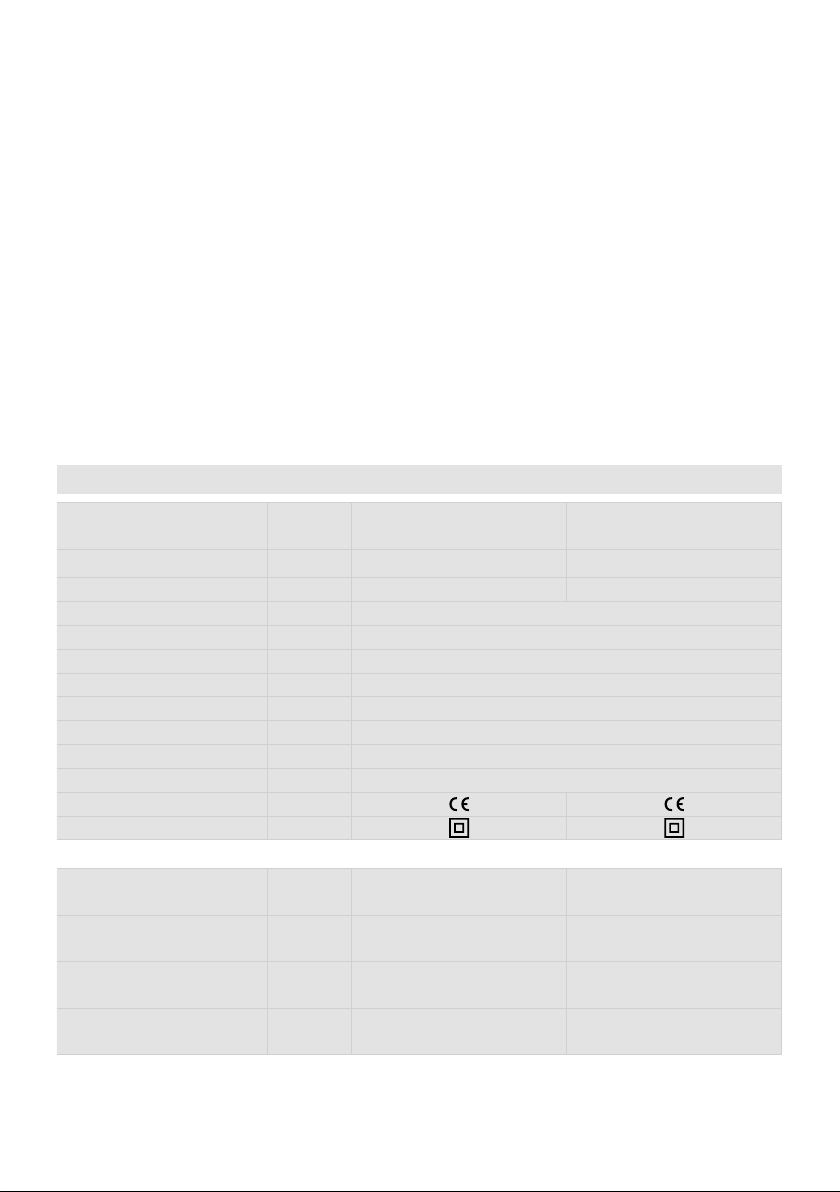
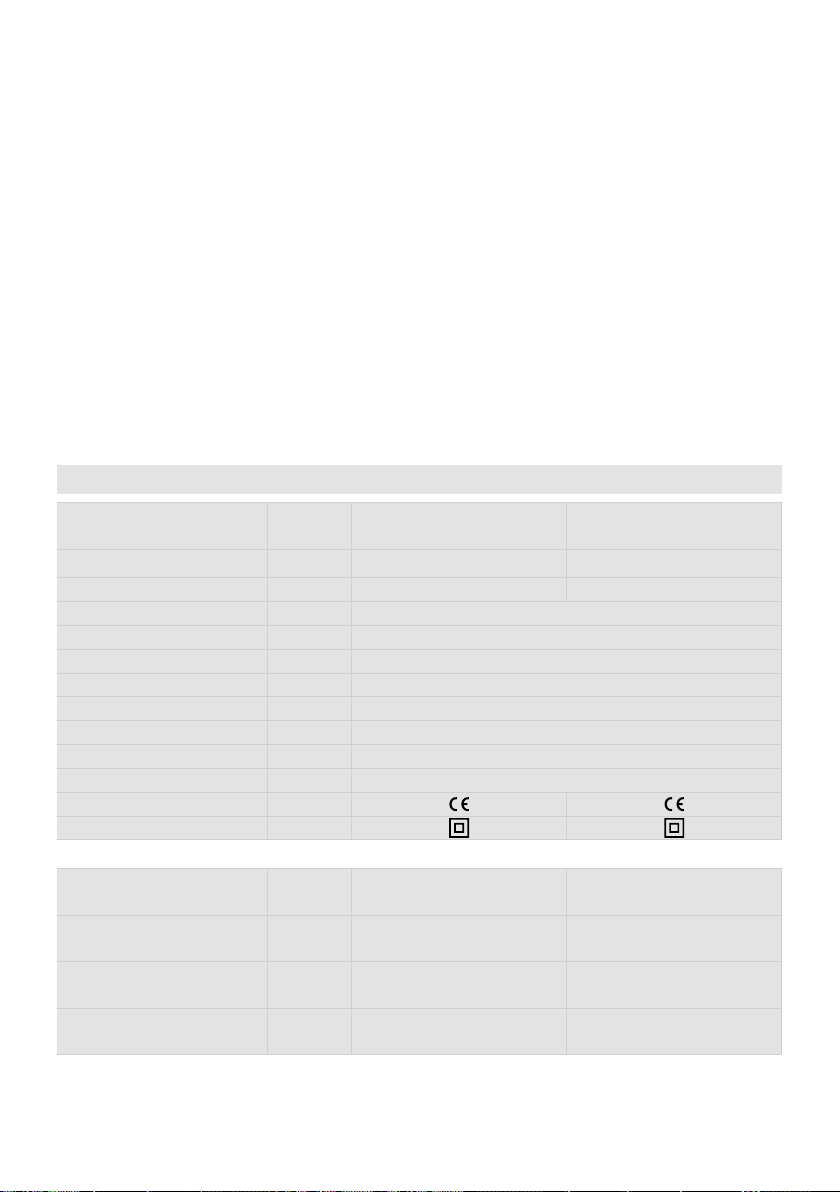
2. Technische Daten
FUSION 1
120 V
FUSION 1
220 – 240 V
Nennspannung V~ 120 230
Nennleistung W 1450 1200
Frequenz Hz 50 / 60
Lufttemperatur °C ca. 180 – 350
Luftmenge (20°C) % ca. 230
Plastifizierte Temperatur °C max. 300
Emissionspegel LpA (dB) < 70 dB (K = 3 dB)
2
Schwingungspegel ah (m/s
) < 2.5 (K = 1.5 m/s2)
Masse (L × B × H) mm 436 × 92 × 236
Gewicht kg 3.4
Konformitätszeichen
Schutzklasse II
Schweissdraht
FUSION 1
120 V
Ø mm Ø 3 / Ø 4 ± 0.3 Ø 3 / Ø 4 ± 0.3
FUSION 1
220 – 240 V
(gemäss DVS 2211)
Ø 3; Austoss
(Mittelwerte bei 50 Hz)
Ø 4; Austoss
(Mittelwerte bei 50 Hz)
kg / h PE 0.260 – 0.480
PP 0.330 – 0.540
kg / h PE 0.330 – 0.800
PP 0.350 – 0.830
PE 0.260 – 0.450
PP 0.330 – 0.500
PE 0.330 – 0.750
PP 0.350 – 0.760
Technische Änderungen bleiben vorbehalten.
5

3. Transport
Verwenden Sie für den Transport des FUSION 1 ausschliesslich die im Lieferumfang enthaltene Transportbox.
Lassen Sie das Schutzrohr Heissluft (9) vor dem Transport unbedingt ausreichend abkühlen.
Lagern Sie niemals brennbare Materialien (z.B. Plastik, Holz, Papier) in der
Transportbox.
4. Ihr FUSION 1
4.1 Typenschild und Identifizierung
Die Typenbezeichnung und die Serienkennzeichnung sind auf dem Typenschild (5) Ihres FUSION 1 angebracht.
Bitte übertragen Sie diese Angaben in Ihre Bedienungsanleitung und beziehen Sie sich bei Anfragen an unsere
Vertretung oder autorisierte Leister Service-Stelle immer auf diese Angaben.
Typ: ..................................................................................................................................................................
Serien-Nr.: ........................................................................................................................................................
Beispiel:
4.2 Lieferumfang (Standard-Ausrüstung im Koffer)
1 x FUSION 1
1 x Filterset Motor/Gebläse
1 x Schweissschuh CL 14
1 x Sechskant-Stift-Schlüssel Gr3
1 x Sechskant-Stift-Schlüssel Gr5
1 x Original-Bedienungsanleitung
1 x Übersetzung Original-Bedienungsanleitung
1 x Ringschraube zum Aufhängen
6
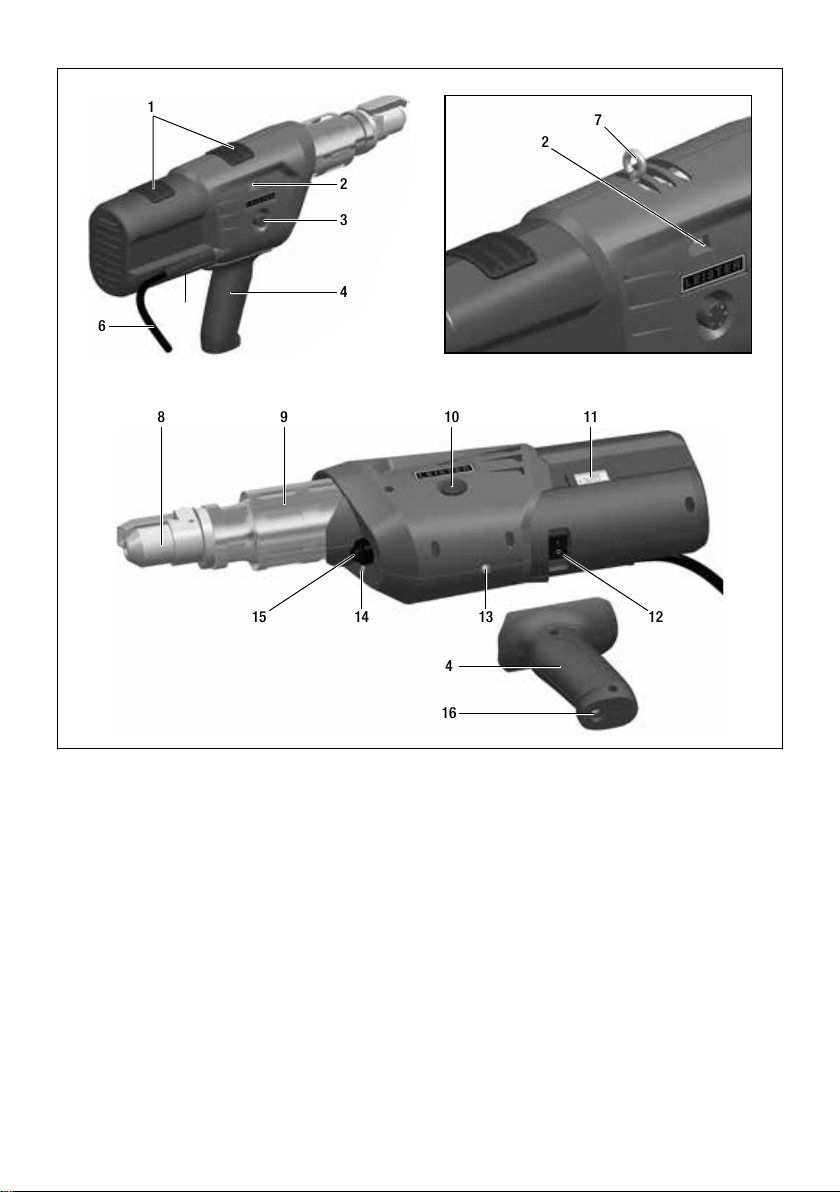
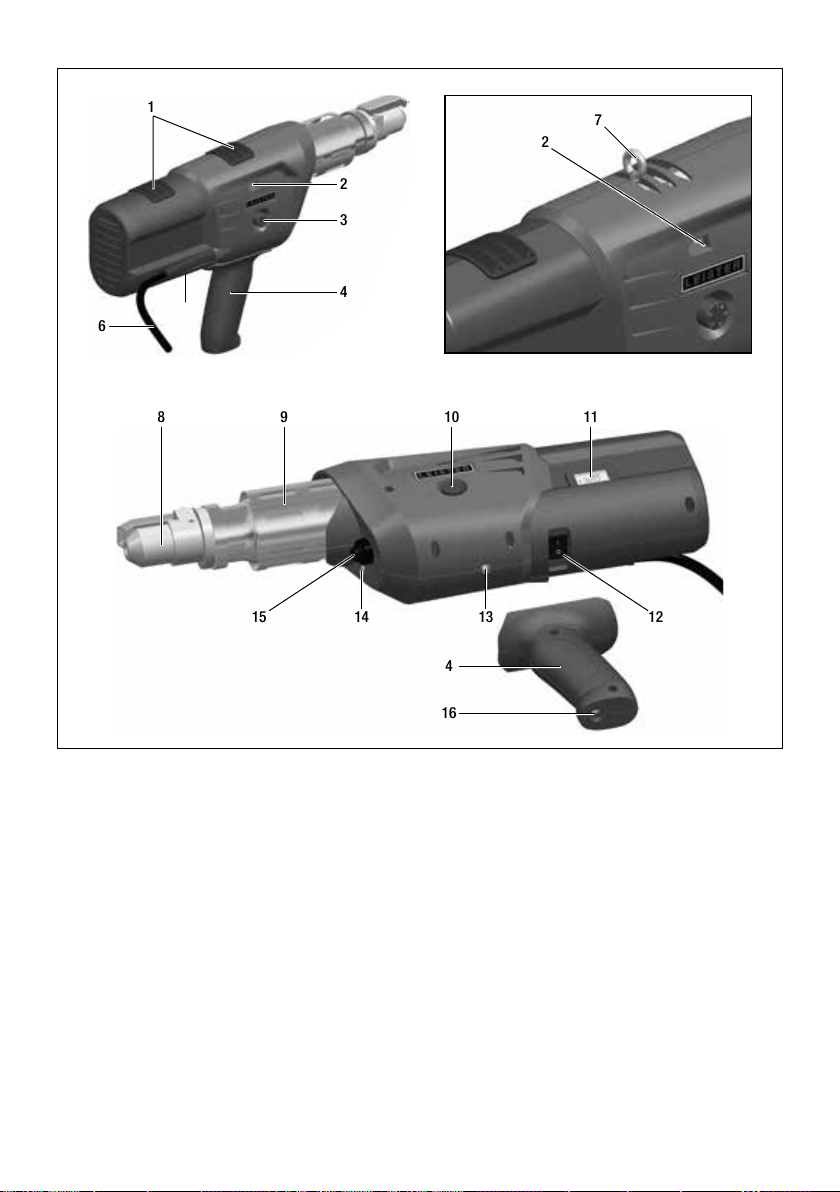
4.3 Übersicht Geräteteile
1
2
3
6
5
4
1098 11
131415
4
7
2
12
1. Lufteinlass Antriebsmotor / Gebläse
2. Schweissdraht-Önungen
3. Potentiometer Ausstossregulierung
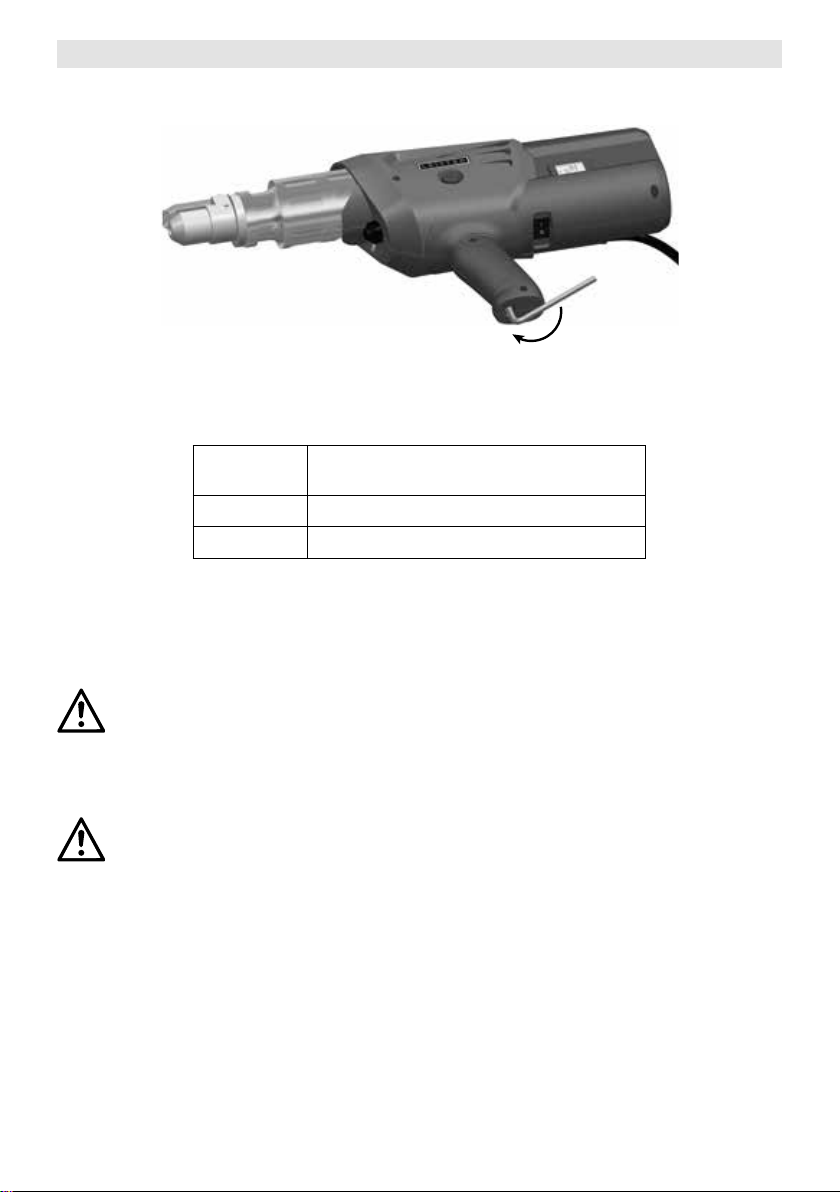
4. Handgri (montierbar)
5. Typenschild mit Typenbezeichnung und Serienkennzeichnung
6. Netzanschlussleitung
7. Ringschraube zum Aufhängen (optional)
8. Schweissschuh
16
9. Schutzrohr Heissluft
10. Potentiometer Lufttemperatur
11. LCD-Display
12. Schalter Heissluftgebläse
13. Gewinde für Handgrimontage
14. LED-Beleuchtung, Statusanzeige
15. Ein-/Ausschalter Antrieb
16. Arretier-Schraube (Montage Handgri)
7
5. Schweissvorbereitung
• Handgri (4) wahlweise am FUSION 1 (Sicherungsmutter 13) montieren. Maximales Anziehmoment 4 Nm
beachten.
• Vor Inbetriebnahme Netzanschlussleitung (6) und Stecker sowie Verlängerungskabel auf elektrische und
mechanische Beschädigung prüfen.
• Bei Verwendung eines Verlängerungskabels auf den Mindestquerschnitt der Leitung achten:
Länge
[m]
bis 19 2.5
20 – 50 4.0
• Verlängerungskabel müssen für den Einsatzort (z.B. im Freien) zugelassen und entsprechend gekennzeichnet
sein.
• Bei Verwendung eines Stromaggregates zur Energieversorgung gilt für die Nennleistung des Stromaggregates:
2x Nennleistung Handextruder.
Der FUSION 1 darf nicht in explosionsgefährdeter bzw. entzündbarer Umgebung eingesetzt
werden. Achten Sie auf einen sicheren Stand bei der Arbeit. Anschlusskabel und Schweissdraht müssen frei beweglich sein und dürfen den Anwender oder Dritte bei der Arbeit nicht
behindern.
5.1 Schweissdraht
Für den FUSION 1 ausschliesslich Schweissdraht, PE / PP mit Ø 3 oder Ø 4 mm verwenden.
5.2 Einschalten
• FUSION 1 an das elektrische Netz anschliessen.
• Den FUSION 1 am Schalter Heissluftgebläse (12) einschalten.
• Die Heisslufttemperatur mit dem Potentiometer Lufttemperatur (10) einstellen. Der eingestellte Wert wird auf
dem LCD-Display (11) angezeigt.
• Nach ca. 5 Minuten ist die Betriebstemperatur erreicht und die LED (14) leuchtet.
Mindest-Querschnitt (bei ~230V)
[mm2]
Anfahrschutz
Der FUSION 1 ist mit einem Antrieb-Überlastschutz ausgestattet. Der Antrieb schaltet bei zu geringer Drehzahl
automatisch aus. Zum Beispiel kann der Antrieb nicht oder nur kurzzeitig gestartet werden, wenn
das Material in der Schnecke ungenügend plastifiziert ist. Dann wird nochmals 2 Minuten nachgeheizt.
Auf dem LCD-Display (11) erscheint in der Statusanzeige ein Countdown-Zähler.
8

Überhitzungsschutz
Wird der Antrieb durch äussere Einflüsse oder bei zu niedriger Schmelztemperatur des Materials in der Schnecke
überhitzt, schaltet der interne Temperaturschutz den Antrieb aus. Auf dem Display (11) erscheint Er 0400. Den
FUSION 1 vom Netz trennen und abkülen lassen.
5.3 Starten des Schweissvorgangs
Nach Bedarf den entsprechenden Schweissschuh (8), (Kapitel 5.6 Wechsel des Schweissschuhs) montieren.
• Ist die Betriebstemperatur erreicht, kann mit dem Schweissen begonnen werden. Dazu den Ein-/Ausschalter-
Antrieb (15) betätigen. Den FUSION 1 immer unter Zufuhr von Schweissdraht betreiben.
• Schweissdraht (Kapitel 5.1 Schweissdraht) in eine der Schweissdraht-Önungen (2) einführen und etwas-
Masse austreten lassen.
ACHTUNG: Niemals Schweissdraht in beide Schweissdraht-Önungen gleichzeitig einführen.
• Der Schweissdraht muss sauber und trocken zugeführt werden.
• Der Ausstoss kann über das Potentiometer Ausstossregulierung (3) verändert werden, abhängig von Naht-
geometrie und Materialwahl. Auf dem Display (11) wird die eingestellte Geschwindigkeit in einem Balkendiagramm angezeigt.
• Masseförderung mit Ein-/Ausschalter Antrieb (15) unterbrechen.
17
• Die Vorwärmdüse (17) auf die Schweisszone richten.
• Mit pendelnden Bewegungen die Schweisszone vorwärmen.
• Den FUSION 1 auf die vorbereitete Schweisszone aufsetzen und den Ein-/Ausschalter Antrieb (15) betätigen.
• Probeschweissung erstellen und analysieren.
• Die Heisslufttemperatur mittels Potentiometer Lufttemperatur (10) und die Ausstossmenge mit dem Potenti-
ometer Ausstossregulierung (3) nach Bedarf anpassen.
• Der Schweissdraht wird nach dem Starten automatisch durch die Schweissdraht-Önung (2) eingezogen
Drahtzuführung muss ohne Widerstand erfolgen können.
5.4 Ausschalten
• Den Ein-/Ausschalter Antrieb (15) betätigen.
• Schweissmaterial im Schweissschuh entfernen, damit beim nächsten Anfahren der Schweissschuh nicht
beschädigt wird.
• FUSION 1 darf nun seitlich auf eine saubere Fläche abgelegt werden.
Feuerfeste Unterlage verwenden
Heissluftstrahl darf nicht auf Personen,
Tiere und Gegenstände gerichtet werden.
• Potentiometer Lufttemperatur (10) auf „0“ stellen. Das Gerät abkühlen lassen.
• Schalter Heissluftgebläse (12) ausschalten.
9
5.5 Kontrolle der Temperatur des Extrudats und der Vorwärmluft
• Die Temperatur des Extrudats und des Heissluftstrahls sind bei längeren Schweissarbeiten in regelmässigen
Abständen zu kontrollieren:
Dazu sind schnellanzeigende elektronische Temperaturmessgeräte mit geeigneten Temperaturfühlern zu
verwenden. Es ist die höchste Temperatur im Heissluftstrahl zwischen Düsenaustrittsebene und 5 mm Tiefe zu
suchen. Bei der Extrudatsmessung muss der Messfühler im Schweissschuh in die Strangmitte eingestochen
werden.
5.6 Wechsel des Schweissschuhs
• Der Schweissschuhwechsel muss am betriebswarmen Gerät vorgenommen werden.
Verbrennungsgefahr
Ausschliesslich mit temperaturfesten Handschuhen arbeiten.
Den betriebswarmen FUSION 1 abschalten und vom elektrischen Netz trennen.
• Demontage
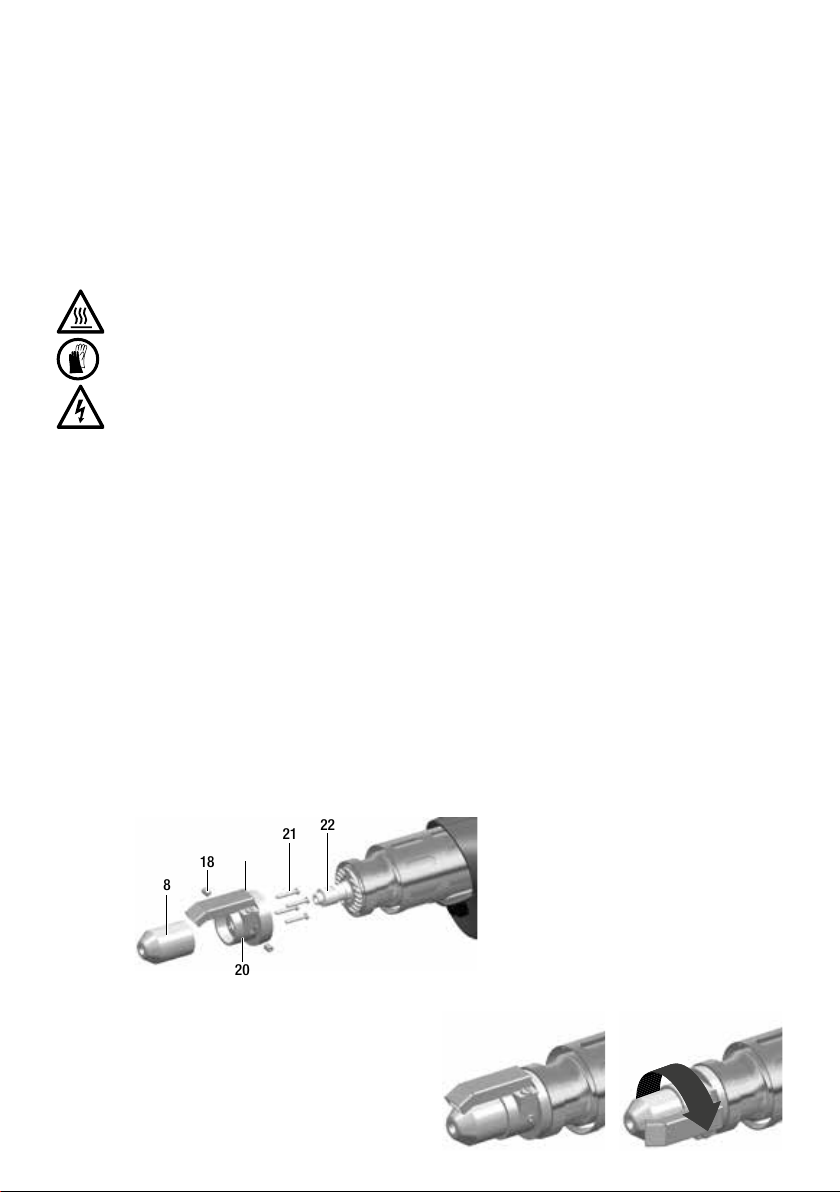
– Den Schweissschuh (8) mit Schweissschuhhalter (20) durch Lösen der Klemmschrauben (18) von der
Extrudierdüse (22) entfernen.
– Die Extrudierdüse (22) bei jedem Schweissschuhwechsel von Schweissgut-Rückständen reinigen und sicher-
stellen, dass sie festgeschraubt ist. Hinweis: Linksgewinde
– Schweissschuh (8) durch Lösen der Befestigungsschrauben (21) vom Schweissschuhhalter (20) entfer-
nen.
• Montage
– Einen der Schweissnaht angepassten Schweissschuh (8) an Schweissschuhhalter (20) mit Befestigungs-
schrauben (21) montieren.
– Schweissschuh (8) mit Schweissschuhhalter (20) müssen mit den Klemmschrauben (18) gut angezogen
werden.
22
21
19
18
8
8 Schweissschuh
18 Klemmschrauben
19 Vorwärmdüse
20 Schweissschuhhalter
21 Befestigungsschrauben
22 Extrudierdüse
20
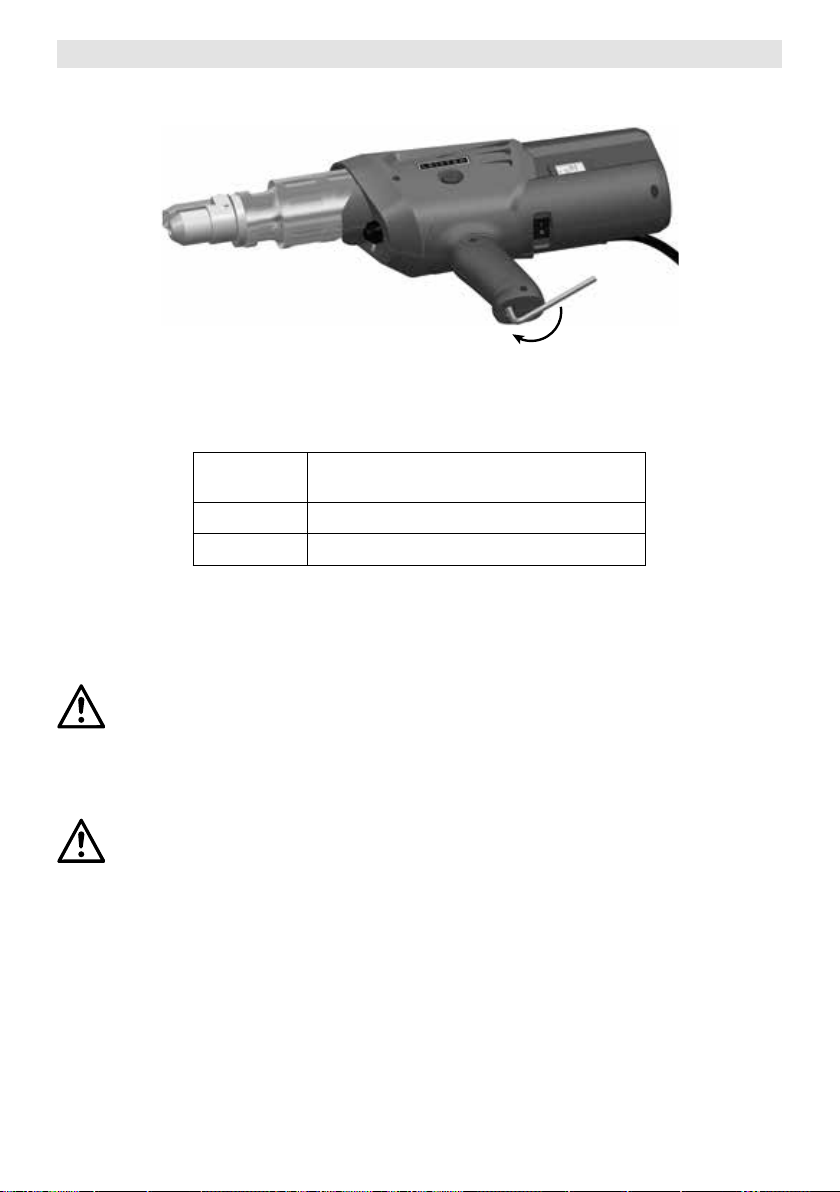
5.7 Schweissrichtung
• Durch Lösen der Klemmschrauben (18) kann der
Schweissschuh (8) stufenlos in die gewünschte
Schweissrichtung gedreht werden.
• Die Klemmschrauben (18) müssen danach wieder gut
angezogen werden.
10
6. LCD-Display
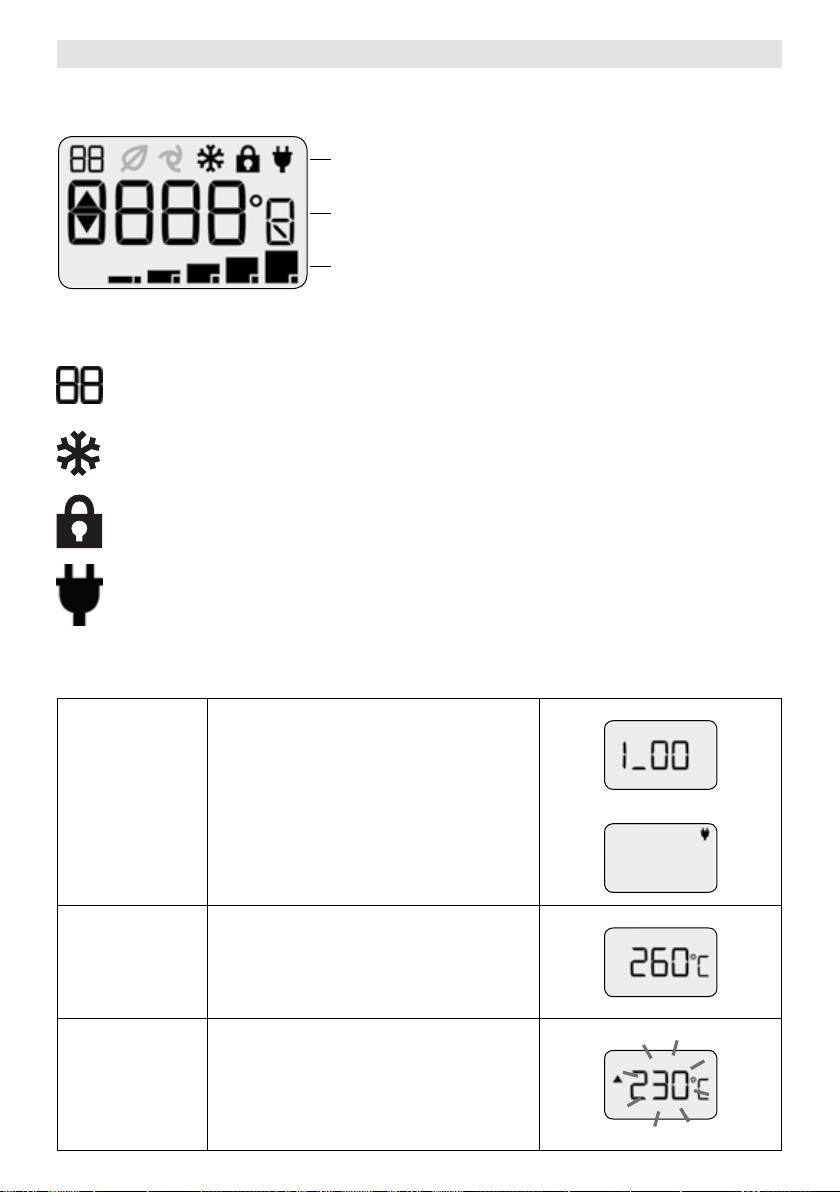
Das LCD-Display (11) ist in drei Anzeigebereiche unterteilt:
Statusanzeige
Schweisstemperatur Soll-/Istwert
Balkenanzeige Antriebsmotor
6.1 Symbole der Statusanzeige
Countdown-Zähler für Aufheizvorgang
Abkühlvorgang
Sollwerteinstellung gesperrt
Netzspannung liegt an, FUSION 1 ist ausgeschaltet
6.2 Arbeitsanzeige
Aufstarten
Einstellen Sollwert
für Temperatur
Aufheizvorgang
Sobald der FUSION 1 an die auf dem Typenschild (5) angegebene Netzspannung ange-
schlossen wird, erscheint auf dem LCD-Display
(11) die aktuelle Version der Software für ca. 2
Sekunden.
Ist der Schalter für das Heissluftgebläse (12)
auf Postion „0“ wird auf dem LCD-Display in
der Statusanzeige das Symbol „Netzstecker“
angezeigt.
Schalten Sie den Schalter für das Heiss-
luftgebläse (12) auf Postion „1“. Mit dem
Potentiometer (10) kann nun die Lufttemperatur
eingestellt werden. Die aktuelle Einstellung wird
auf dem LCD-Display (11) angezeigt.
Wird das Potentiometer (10) nicht mehr
betätigt, wird auf Istwertanzeige umgeschaltet.
Während des Aufheizvorganges wird blinkend die
aktuelle Temperatur auf dem Display angezeigt.
Ein Pfeil nach oben zeigt an, dass die Temperatur
ansteigt.
11
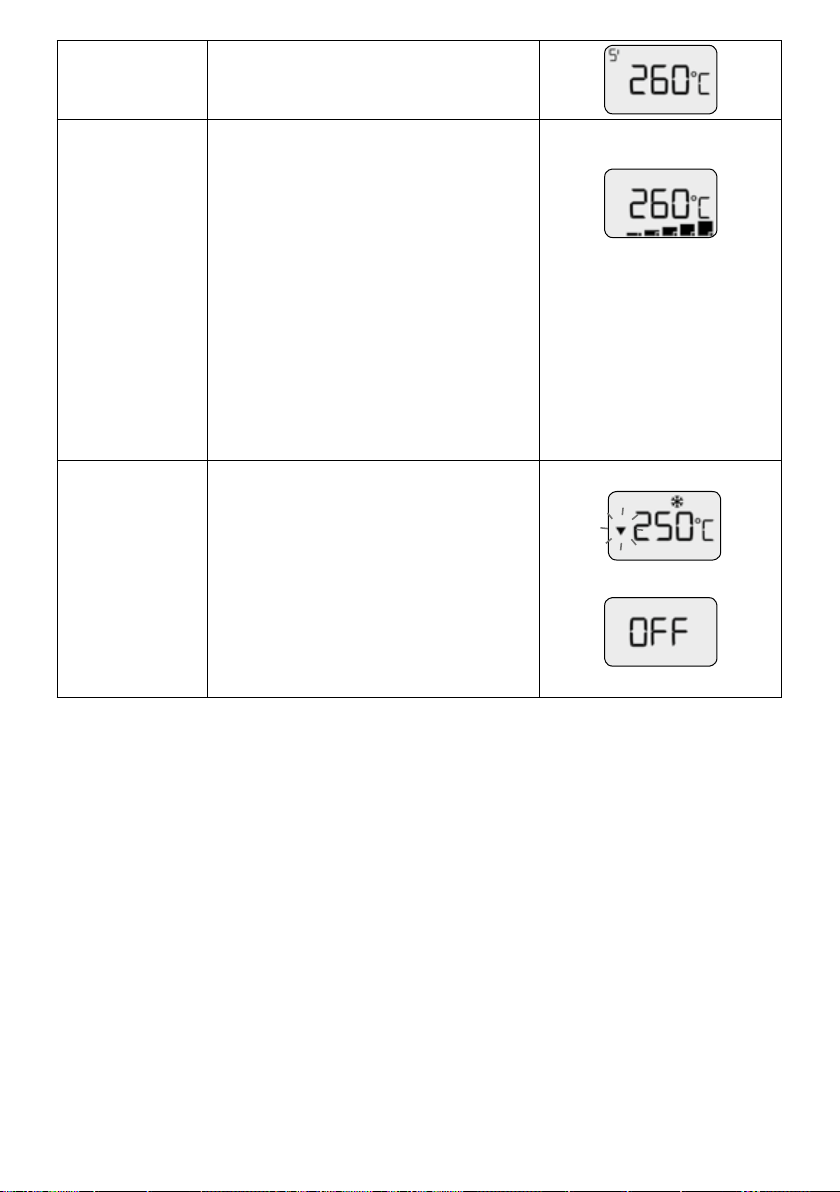
Countdown-Zähler
Betriebsbereitschaft
und Einstellen der
Ausstossregulierung
Abkühlvorgang
Wenn die Temperatur > 180°C beträgt, wird der
Countdown-Zähler gestartet. Der Aufheizvorgang
dauert jetzt noch 5 Minuten
Nach Ablauf der Aufheizzeit wird die LED-Be-
leuchtung (14) eingeschaltet. Die Arbeitsanzeige
zeigt jetzt den Istwert der eingestellten Temperatur sowie die Balkenanzeige mit der aktuellen
Einstellung für die Austsossregulierung. Mit dem
Potentiometer (3) kann jetzt die Ausstossregulierung eingestellt werden. Der FUSION 1 ist
bereit zum Extrudieren.
Hinweis:
Während dem Extrudieren kann die Temperatur
nicht verstellt werden. Wird am Potentiometer
(10) während dem Extrudieren eine Einstellung
vorgenommen, wird der eingestellte Wert erst
übernommen, wenn der Antriebsmotor durch
Betätigen des Schalters (15) gestoppt wird.
Zum Abkühlen des FUSION 1 muss das Potentio-
meter für die Lufttemperatur (10) auf den linken
Anschlag „0“ gedreht werden. Die LED-Beleuch-
tung (14) wird ausgeschaltet. Das LCD-Display
(11) zeigt eine Schneeflocke in der Statusanzeige
sowie blinkend einen Pfeil nach unten und den
aktuellen Istwert der Temperatur an. Sobald die
Temperatur unter 50°C ist, wird auf der LCD-Display „OFF“ angezeigt. Der FUSION 1 kann nun
vom Netz getrennt werden.
Achtung:
Temperatureinstellung nach
stoppen des Antriebes kontrollieren
12
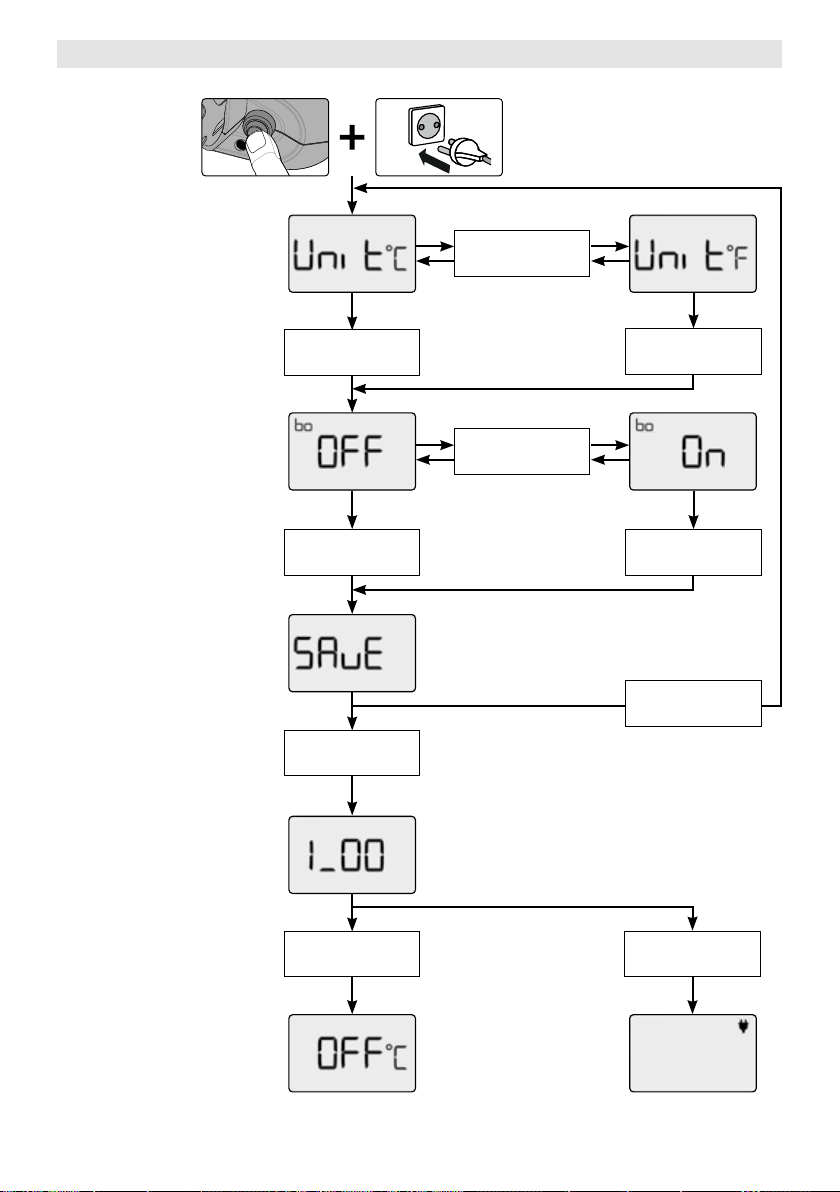
7. Setup Menu
Umstellen °C/°F
Verriegelung
Temperatureinstellung
Einstellungen speichern
Taster Antrieb on
> 1 s
Taster Antrieb on
< 1 s
Taster Antrieb on
> 2 s
Taster Antrieb on
> 2 s
Taster Antrieb o
Taster Antrieb on
> 2 s
Taster Antrieb o
Taster Antrieb on
< 1 s
Software Release
Schalter Heissluft-
gebläse on
Schalter Heissluft-
gebläse o
13
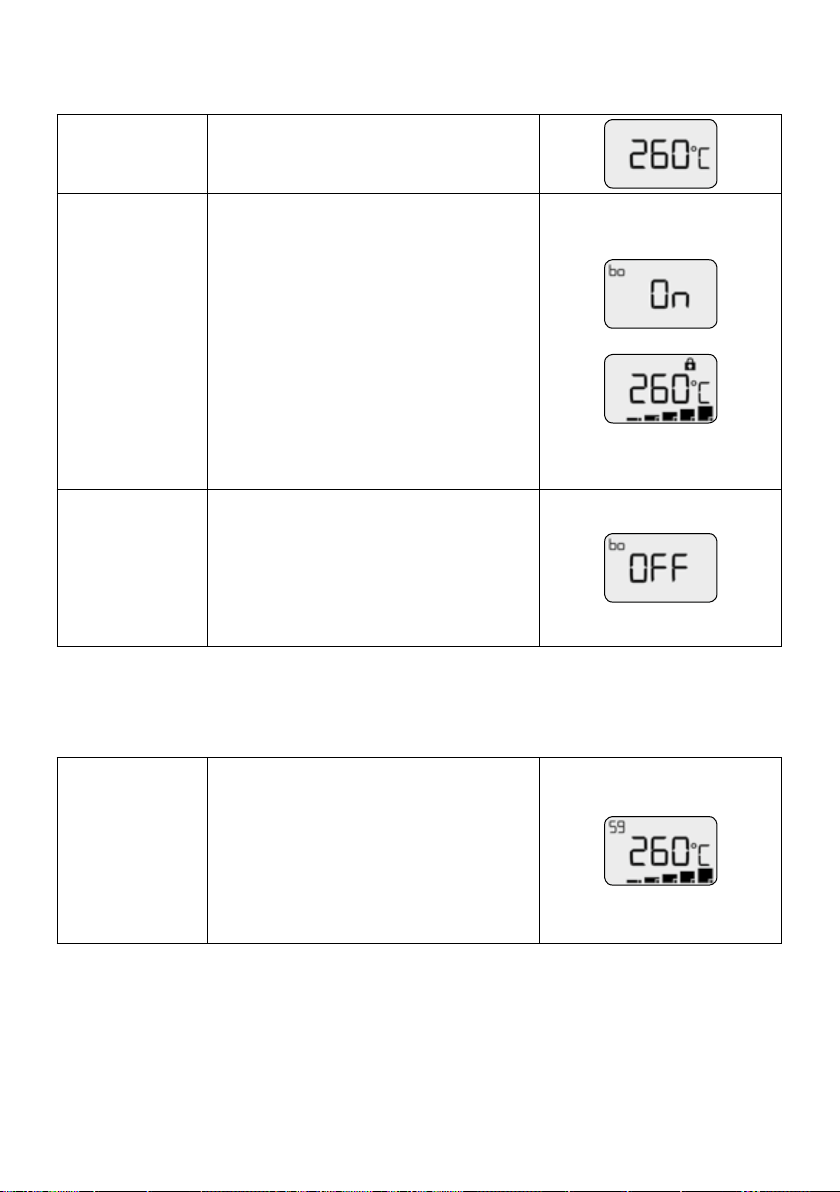
7.1 Sollwerteinstellung der Temperatur fixieren
Der FUSION 1 bietet die Möglichkeit, die Sollwerteinstellung der Temperatur zu fixieren. Somit wird verhindert,
dass die gewünschte Einstellung verstellt wird. Werkseitig ist diese Funktion deaktiviert.
Einstellen des
gewünschten
Sollwertes
Stellen Sie mit dem Potentiometer für die
Lufttemperatur (10) die gewünschte Temperatur
ein.
FUSION 1 vom Netz trennen und Setup-Menu
aktivieren (Kapitel 7 Setup Menu)
Unter dem Menupunkt „bo“ die Sollwertfixierung
aktivieren („On“)
Fixierung
aktivieren
Auf der Statusanzeige erscheint ein Schloss.
Der zuvor eingestellte Sollwert wird dauerhaft gespeichert und kann nicht mehr verstellt werden.
Sie können den FUSION 1 abkühlen, indem Sie
das Potentiometer für Lufttemperatur (10) auf
den linken Anschlag „0“ drehen. Sobald sie das
Potentiometer wieder nach rechts drehen, wird
der zuvor gespeicherte Sollwert übernommen.
FUSION 1 vom Netz trennen und Setup-Menu
aktivieren (Kapitel 7 Setup Menu)
Fixierung
deaktivieren
Unter dem Menupunkt „bo“ die Sollwertfixierung
deaktiveren 7 Setup Menu „OFF“)
Der Sollwert für die Temperatur kann nun wieder
frei eingestellt werden.
7.2 Luftversorgung ausschalten
In bestimmten Situationen ist es erforderlich, die Luftversorgung für kurze Zeit auszuschalten.
Der FUSION 1 bietet diese Möglichkeit.
Abschalten der
Luftversorgung
14
Mit dem Schalter Heissluftgebläse (12) die
Heizung und das Gebläse ausschalten. Das
LCD-Display (11) zeigt in der Statusanzeige
einen Countdown-Zähler. Sie können maximal
60 Sekunden ohne Luftversorgung extrudieren.
Wenn Sie das Heissluftgebläse in dieser Zeit
nicht wieder einschalten, wird der Extruder-Antrieb gestoppt.
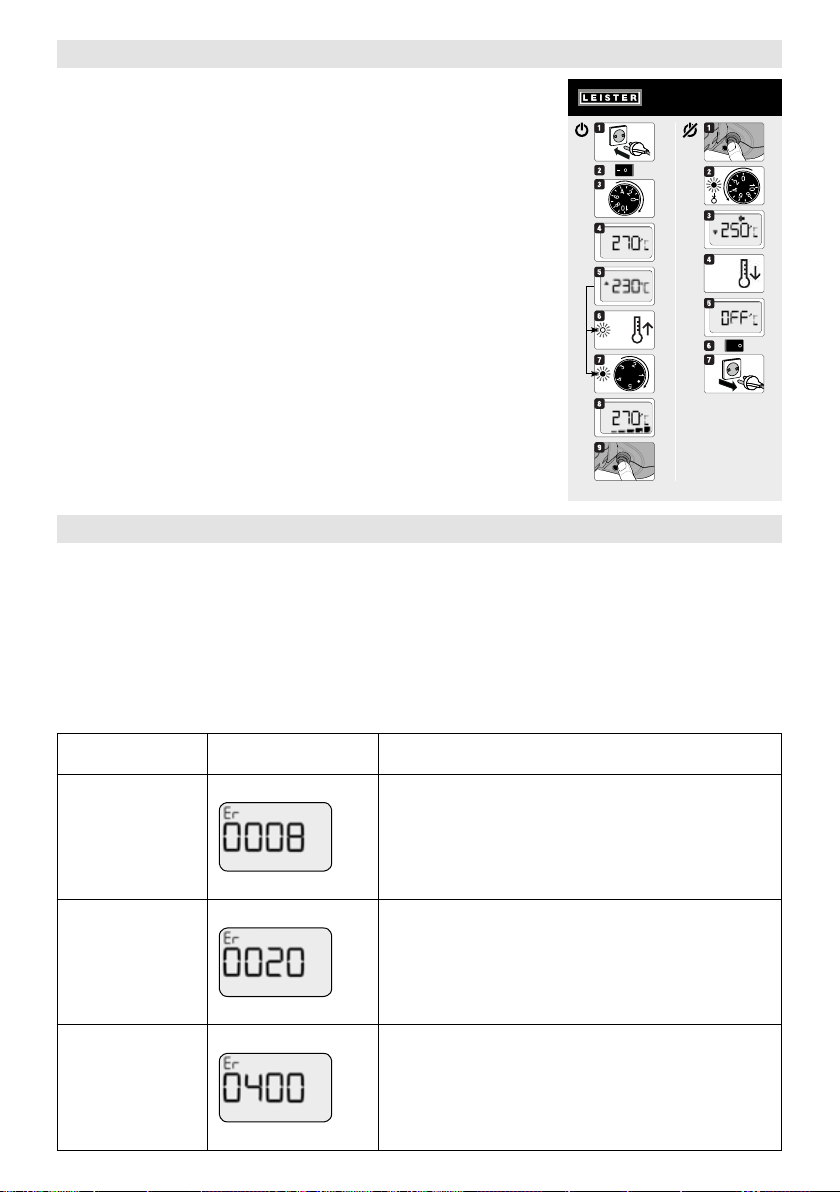
8. Quick Reference Guide FUSION 1
8.1 Einschalten/Starten
1. Stellen Sie sicher, dass der Gebläseschalter (12) ausgeschaltet ist.
2. Stecker (6) Netzspannung anschliessen.
3. Gebläseschalter (12) einschalten.
4. Schweisstemperatur mit Potentiometer (10) einstellen.
5. Die Heizung schaltet ein, Display (11) blinkt.
6. Ca. 5 Minuten warten bis die gewünschte Temperatur erreicht ist.
7. LED (14) leuchtet, Drahtvorschubgeschwindigkeit mit Potentiometer (3)
kann eingestellt werden.
8. Ein-/Ausschalter Antrieb (15) betätigen, Extruder läuft
8.2 Ausschalten
1. Ein-/Ausschalter Antrieb (15) betätigen, der Antriebsmotor wird
gestoppt
2. Heizung mit Potentiometer (10) ganz auf 0 zurück drehen,
Cooldown-Modus wird aktiviert, LED (14) ist aus.
3. Ende Abkühlungsvorgang abwarten (ca. 6 Minuten)
4. Gebläseschalter (12) ausschalten
5. Stecker (6) Netzspannung ziehen
1
2
3
4
5
6
7
8
9
FUSION 1 QG / Ident No. 163.452 / 09.2018
5 min
FUSION 1 Quick Guide
1
2
3
4
6 min
5
6
7
9. Warn- und Fehlermeldungen
Warn- und Fehlermeldungen werden mit der integrierten LED-Beleuchtung (14) oder auf dem LCD-Display (11)
dargestellt.
Bei Auftreten einer Fehlermeldung kann nicht mehr weitergearbeiten werden. Die Heizung wird automatisch ausgeschaltet, der Antrieb wird blockiert. Zum Weiterarbeiten muss nach einer Überlastung des Antriebsmotors die Elektronik zurückgesetzt werden (Reset). Dazu ist der FUSION 1 durch Ziehen des Netzsteckers vom
Strom zu trennen.
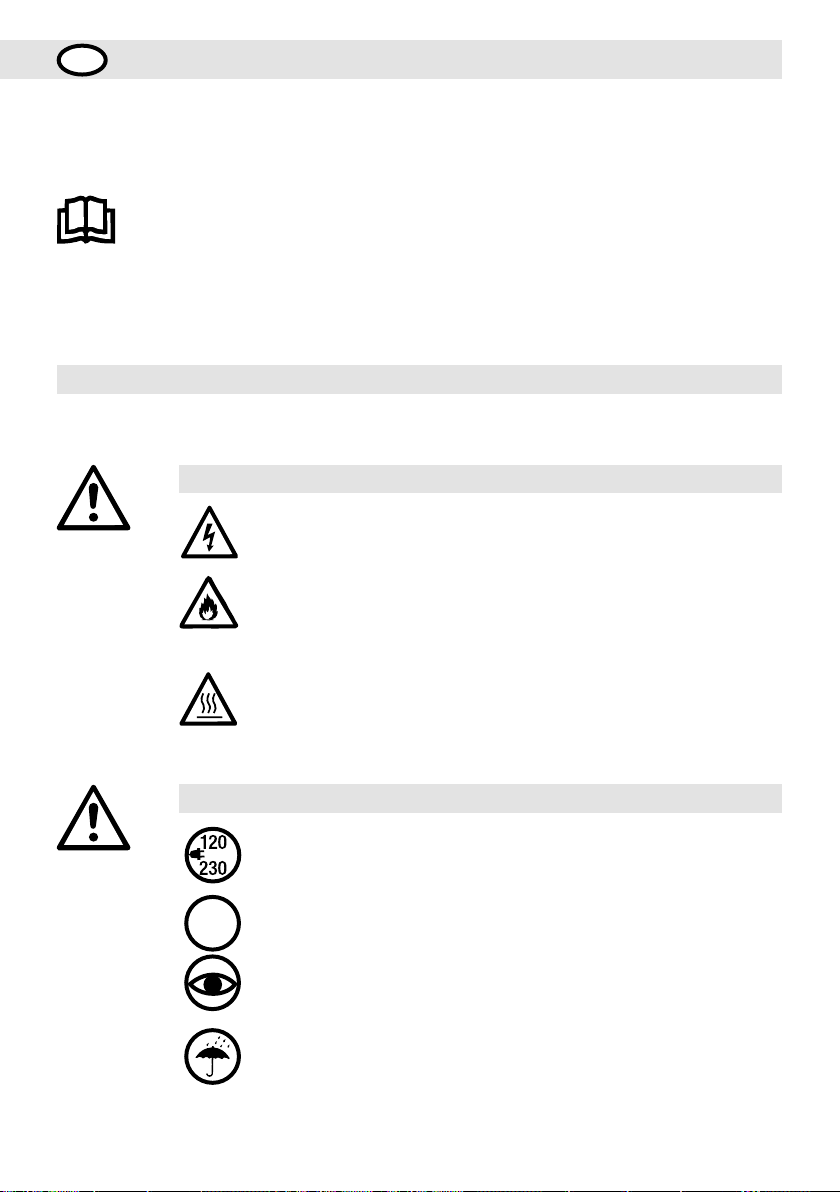
9.1 Warnungen und Fehlermeldungen LCD-Display
Art der Meldung Anzeige LCD-Display Beschreibung und Massnahmen
Fehler
Thermo-Element defekt *
* Leister Service-Center kontaktieren
Überhitzungsschutz der Heizung hat angesprochen. FUSION 1
Fehler
abkühlen lassen und noch einmal versuchen. Kontrollieren, ob
das Gebläse richtig läuft. Wenn der Fehler immer noch auftritt,
Service-Stelle kontaktieren.
Überlastung Antrieb, FUSION 1 ausschalten Netzstecker
Fehler
ziehen und FUSION 1 abkühlen lassen. Nochmals mit höherer
Vorwärmtemperatur versuchen. Wenn der Fehler immer noch
auftritt, Service-Stelle kontaktieren.
15

Warnung
Der Antrieb für die Ausstossregulierung erreicht die Solldrehzahl nicht. Aufheizphase wird um 2 Minuten verlängert.
Service-Meldung: Der Antriebsmotor für die Ausstossregulierung hat über 300 Betriebsstunden. Durch Betätigen des
Warnung
Schalters Antrieb (15) kann diese Meldung verworfen und die
anstehende Arbeit beendet werden. Die Kohlenbürsten des
Antriebes sollten demnächst in Ihrer Service-Stelle gewechselt
werden.
Service-Meldung: Der Gebläsemotor hat über 1000
Betriebsstunden. Durch Betätigen des Schalters Antrieb (15)
Warnung
kann diese Meldung verworfen und die anstehende Arbeit
beendet werden. Die Kohlenbürsten des Gebläses sollten
demnächst in Ihrer Service-Stelle gewechselt werden.
9.2 Warnungen und Fehlermeldungen LED-Beleuchtung
Art der Meldung Anzeige LED Beleuchtung Beschreibung und Massnahmen
Statusanzeige
Statusanzeige
Fehler
16
Aus
Ein
2x pro Sekunde
Abkühlen, Heizung ausgeschaltet, FUSION 1 nicht
betriebsbereit
Gerät ist betriebsbereit
Fehler Gebläse
Kohlebürsten abgenutzt *
Gebläse blockiert
* Leister Service-Center kontaktieren
Fehler Antrieb:
Überlastung Antrieb, FUSION 1 ausschalten, Netzstecker
ziehen, abkühlen lassen und nochmals mit höherer
Vorwärmtemperatur versuchen
Fehler Spannungsversorgung
Netzspannung >20 % -> Übertemperatur Heizung
Netzfrequenz <15Hz oder >100Hz

10. Warnungen und Fehlermeldungen LED-Beleuchtung
Extruder heizt nicht:
• Drehknopf Heizung steht auf Position „0“
• Heizelement defekt *
Mangelhafte Qualität Schweissresultat:
• Schweissgeschwindigkeit, Schweisstemperatur prüfen.
• Schweissschuh (8) reinigen
Die eingestellte Schweisstemperatur wird nach spätesten 7 Minuten (erweiterter Aufheizvorgang)
immer noch nicht erreicht:
• Netzspannung kontrollieren
* Leister Service-Center kontaktieren
11. Zubehör
Verwenden Sie ausschliesslich Original Leister-Ersatzteile und -Zubehör, weil Sie sonst keine Gewährleistungsoder Garantieansprüche geltend machen können.
Weitere Informationen erhalten Sie unter www.leister.com.
12. Wartung
• Lufteinlass (1) bei Verschmutzung mit einem Pinsel reinigen. Dazu Filter demontieren: Die Clips müssen
seitlich leicht zusammengedrückt und nach oben herausgezogen werden.
1
1
2
• Die Extrudierdüse (22) bei jedem Schweissschuhwechsel reinigen und von Schweissgutrückständen befreien
(Kapitel 5.6 Wechsel des Schweissschuhs).
• Netzanschlussleitung und Stecker auf Unterbruch und mechanische Beschädigungen prüfen.
13. Service und Reparatur
Bitte lassen Sie den Kohlestand des Antriebs und Heissluftgebläses nach ca. 300 Betriebsstunden durch Ihre
Service-Stelle kontrollieren. Der Antrieb und das Heissluftgebläse schalten nach Erreichen der Kohlenminimallänge automatisch aus.
Betriebszeit: Antrieb ca. 300 Stunden (Bürsten)
Heissluftgebläse ca. 1000 Stunden (Bürsten)
17

Reparaturen sind ausschliesslich von autorisierten Leister Service-Stellen auszuführen.
Leister Service-Stellen gewährleisten innerhalb von 24 Stunden fachgerechten und zuverlässigen Reparatur-Service mit Original-Ersatzteilen gemäss Schaltplänen und Ersatzteillisten. Die Adresse Ihrer autorisierten Service-Stelle finden Sie auf der letzten Seite dieser Bedienungsanleitung.
Weitere Informationen erhalten Sie unter www.leister.com.
14. Schulung
Die Leister Technologies AG und deren autorisierte Service-Stellen bieten Schweisskurse und Einschulungen an.
Weitere Informationen erhalten Sie unter www.leister.com.
15. Gewährleistung
• Für dieses Gerät gelten die vom direkten Vertriebspartner/Verkäufer gewährten Garantie- oder Gewährleis-
tungsrechte ab Kaufdatum.
• Bei einem Garantie- oder Gewährleistungsanspruch (Nachweis durch Rechnung oder Lieferschein) werden
Herstellungs- oder Verarbeitungsfehler vom Vertriebspartner durch Ersatzlieferung oder Reparatur beseitigt.
• Weitere Garantie- oder Gewährleistungsansprüche werden im Rahmen des zwingenden Rechts ausgeschlos-
sen.
• Schäden, die auf natürliche Abnutzung, Überlastung oder unsachgemässe Behandlung zurückzuführen sind,
werden von der Gewährleistung ausgeschlossen.
• Heizelemente sind von der Gewährleistung oder Garantie ausgeschlossen.
• Keine Garantie- oder Gewährleistungsansprüche bestehen bei Geräten, die vom Käufer umgebaut oder verän-
dert wurden sowie auch bei Verwendung von nicht originalen Leister-Zubehörteilen.
16. Konformität
Leister Technologies AG, Galileo-Strasse 10, 6056 Kaegiswil/Schweiz, bestätigt, dass das Produkt in den von uns
in Verkehr gebrachten Ausführung die Anforderungen der folgenden EU-Richtlinien erfüllt.
Richtlinien: 2006/42, 2011/65, 2014/30, 2014/35
Harmonisierte Normen: EN ISO 12100, EN 55014-1, EN 55014-2, EN 61000-6-2, EN 61000-3-2,
EN 61000-3-3, EN 62233, EN 60335-1, EN 60335-2-45, EN 50581
Kaegiswil, 31.08.2018
Bruno von Wyl, CTO Christoph Baumgartner, GM
17. Entsorgung
Elektrogeräte, Zubehör und Verpackungen sollen einer umweltgerechten Wiederverwertung zugeführt
werden. Nur für EU-Länder: Bitte werfen Sie Elektrogeräte nicht in den Hausmüll!
18

EN
English Operating instructions
Contents
1. Important safety instructions ............................................................................................................... 20
1.1 Intended use ................................................................................................................................. 21
1.2 Non-intended use .......................................................................................................................... 21
2. Technical data ...................................................................................................................................... 21
3. Transport .............................................................................................................................................. 22
4. Your FUSION 1 .......................................................................................................................................22
4.1 Type plate and identification ........................................................................................................... 22
4.2 Scope of delivery (standard equipment in the case) .......................................................................... 22
4.3 Overview of device parts ................................................................................................................ 23
5. Preparation for welding ........................................................................................................................ 24
5.1 Welding rod ................................................................................................................................... 24
5.2 Switching on .................................................................................................................................. 24
5.3 Starting the welding process ........................................................................................................... 25
5.4 Switching o ................................................................................................................................. 25
5.5 Checking the temperature of the extrudate and the prewarming air ................................................... 26
5.6 Replacing the welding shoe ............................................................................................................ 26
5.7 Welding direction ........................................................................................................................... 26
6. LCD display ........................................................................................................................................... 27
6.1 Status display symbols ................................................................................................................... 27
6.2 Working display ............................................................................................................................. 27
7. Setup menu .......................................................................................................................................... 29
7.1 Fixing the setpoint temperature setting ............................................................................................ 30
7.2 Switching o the air supply ............................................................................................................. 30
8. Quick Reference Guide FUSION 1 ......................................................................................................... 31
8.1 Switching on/Starting ..................................................................................................................... 31
8.2 Switching o ................................................................................................................................. 31
9. Warnings and error messages .............................................................................................................. 31
9.1 LCD display for warnings and error messages .................................................................................. 31
9.2 LED light displays for warnings and error messages ......................................................................... 32
10. LED light displays for warnings and error messages ......................................................................... 33
11. Accessories ........................................................................................................................................ 33
12. Maintenance ....................................................................................................................................... 33
13. Service and repair .............................................................................................................................. 33
14. Training ............................................................................................................................................... 34
15. Warranty ............................................................................................................................................. 34
16. Conformity .......................................................................................................................................... 34
17. Disposal .............................................................................................................................................. 34
19
EN
Congratulations on your purchase of the FUSION 1.
You have chosen a first-class hot-air extrusion welder.
It has been developed and produced in accordance with the very latest standards of technology in the plas-
tics-processing industry. It has also been manufactured using high-quality materials.
Operating instructions (translation of original operating instructions)
Read through the operating instructions before commissioning for the first time.
Always store these operating instructions with the device.
Do not pass the device on to anyone else without the operating instructions.
LEISTER FUSION 1
manual extrusion welder
1. Important safety instructions
In addition to the safety instructions contained in the individual chapters of these operating instructions, the
following provisions must also be followed.
Warning
Danger to life
Disconnect the power plug from the socket before opening the device, as
live components and connections will be exposed.
Danger of fire and explosion
If the device is used improperly, there will be a danger of fire and explosion (e.g., due
to the material overheating), particularly in the vicinity of flammable materials and
explosive gases.
Risk of burning
Do not touch exposed metal parts or escaping material while they are hot. The
device should always be allowed to cool down first. Do not point the hot air flow
or escaping material at people or animals.
Caution
The nominal voltage specified on the device must match the local line voltage.
If the line voltage fails, then the main switch and the drive must be switched o
(extend hot-air blower).
If the device is being used on construction sites, an FI protective switch must be
FI
20
used to protect site personnel.
The device may only be used under supervision. Waste heat can come into
contact with flammable materials that are not in view.
The device may only be operated by trained specialists or under their supervision. Children are not permitted to operate the device under any circumstances.
Protect the device from moisture and wet conditions.
1.1 Intended use
The FUSION 1 is designed for professional welding of thermoplastic materials made from PE and PP in the fields
of
• container construction
• pipeline construction
• apparatus construction
• landfill and contaminated sites
• repairs
Use only original Leister spare parts and accessories; otherwise, any warranty or guarantee claims will be invalidated.
Welding processes and types of materials
• Welding thermoplastic materials (PE, PP)
1.2 Non-intended use
Any other use or any use beyond the type of use described is deemed non-intended use.
2. Technical data
FUSION 1
120 V
FUSION 1
220 – 240 V
Nominal voltage V~ 120 230
Nominal output W 1,450 1,200
Frequency Hz 50 / 60
Air temperature °C Approx. 180 – 350
Air volume (20 °C) % Approx. 230
Plasticizing temperature °C max. 300
Emission level LpA (dB) < 70 dB (K = 3 dB)
2
Vibration level ah (m/s
) < 2.5 (K = 1.5 m/s2)
Dimensions (L × W × H) mm 436 × 92 × 236
Weight kg 3.4
Conformity marking
Protection class II
Welding rod
FUSION 1
120 V
Ø mm Ø 3 / Ø 4 ± 0.3 Ø 3 / Ø 4 ± 0.3
FUSION 1
220 – 240 V
(in acc. with DVS 2211)
Ø 3; output
(mean values at 50 Hz)
Ø 4; output
(mean values at 50 Hz)
kg / h PE 0.260 – 0.480
PP 0.330 – 0.540
kg / h PE 0.330 – 0.800
PP 0.350 – 0.830
PE 0.260 – 0.450
PP 0.330 – 0.500
PE 0.330 – 0.750
PP 0.350 – 0.760
Subject to change without prior notice.
21

3. Transport
Use only the transport box included in the scope of delivery for transporting the FUSION 1.
The hot-air protective pipe (9) must be allowed to cool down prior to transport.
Never store flammable materials (such as plastic, wood, or paper) in the
transport box.
4. Your FUSION 1
4.1 Type plate and identification
The model designation and serial number are indicated on the type plate (5) of your FUSION 1.
Please enter this information in your operating instructions and always reference it when addressing inquiries
to our representatives or authorized Leister Service Centers.
Model:..............................................................................................................................................................
Serial no.: .........................................................................................................................................................
Example:
4.2 Scope of delivery (standard equipment in the case)
1 x FUSION 1
1 x motor/blower filter set
1 x CL 14 welding shoe
1 x hexagon wrench key, size 3
1 x hexagon wrench key, size 5
1 x original operating instructions
1 x translation of original operating instructions
22
4.3 Overview of device parts
1
2
3
6
5
4
1098 11
131415
4
7
2
12
1. Drive motor/blower air inlet
2. Welding rod openings
3. Output regulation potentiometer
4. Handle (can be mounted)
5. Type plate with model designation and series
marking
6. Power cord
7. Hanging hook (optional)
8. Welding shoe
16
9. Hot-air protective pipe
10. Air temperature potentiometer
11. LCD display
12. Hot-air blower switch
13. Thread for mounting handle
14. LED light, status display
15. On/o drive switch
16. Locking screw (for mounting handle)
23
5. Preparation for welding
• Mount the handle (4) on the FUSION 1 (using locking nut 13) if required. Observe the maximum tightening
torque of 4 Nm.
• Prior to commissioning, check the power cord (6), the plug, and the extension cable for electrical and me-
chanical damage.
• The minimum cross-section must be observed if an extension cable is being used:
Length
[m]
Up to 19 2.5
20 – 50 4.0
• Extension cables must be authorized for the utilization site (e.g., outdoors) and marked accordingly.
• When a power generator is used as an energy supply, the following applies for its nominal output: 2 x hand
extruder nominal output.
The FUSION 1 must not be used in areas with explosion and/or ignition
hazards. Ensure that you are in a stable position while working. The connection cable and
welding rod must be able to move freely and must not hinder the user or third parties while
working.
5.1 Welding rod
Use only a PE/PP welding rod with Ø 3 or Ø 4 mm for the FUSION 1.
5.2 Switching on
• Connect the FUSION 1 to the electrical line supply.
• Switch on the FUSION 1 using the hot-air blower switch (12).
• Use the air temperature (10) potentiometer to adjust the hot-air temperature. The set value appears on the
LCD display (11).
• After around 5 minutes, the operating temperature is reached and the LED (14) lights up.
Minimum cross-section (at ~230 V)
[mm2]
Starting protection
The FUSION 1 is equipped with drive overload protection. If the speed becomes too low, the drive
switches o automatically. For example, the drive cannot be started or can only be started for a short time if
the material is insuciently plasticized in the screw. Reheating then takes place for another 2 minutes.
A countdown counter appears on the status display area of the LCD display (11).
24

Overheating protection
If the drive is overheated due to external influences or if the melting temperature of the material in the screw is
too low,
the internal temperature protection will switch the drive o. Er 0400 will appear on the display (11). Disconnect
the FUSION 1 from the line supply and allow it to cool down.
5.3 Starting the welding process
If necessary, mount the appropriate welding shoe (8) (see Chapter 5.6, “Replacing the welding shoe”).
• Once the operating temperature has been reached, welding can start. To do this, press the on/o drive switch
(15). Always operate the FUSION 1 with the welding rod inserted.
• Insert the welding rod (Chapter 5.1, “Welding rod”) into one of the welding rod openings (2) and allow some
material to escape.
CAUTION: Never insert the welding rod into both welding rod openings at the same time.
• The welding rod must be clean and dry when it is inserted.
• The output can be changed on the basis of the rod geometry and choice of material using the output regula-
tion potentiometer (3). The set speed appears in a bar graph on the display (11).
• Pause the delivery of material using the on/o drive switch (15).
17
• Point the prewarming nozzle (17) at the area to be welded.
• Prewarm the area to be welded with oscillating movements.
• Place the FUSION 1 on the prepared area to be welded and press the on/o drive switch (15).
• Create and analyze a sample weld.
• Adjust the hot-air temperature as necessary using the air temperature potentiometer (10) and the output
volume as necessary using the output regulation potentiometer (3).
• The welding rod is automatically drawn through the welding rod opening (2) after starting.
It must be possible to insert the rod without resistance.
5.4 Switching off
• Press the on/o drive switch (15).
• Remove the welding material from the welding shoe so the welding shoe is not damaged the next time the
device is started.
• The FUSION 1 may now be stored on its side.
Use a fireproof support
The hot air flow must not be pointed at
people, animals, or objects
• Set the air temperature potentiometer (10) to “0”. Allow the device to cool down.
• Switch o the hot-air blower switch (12).
25

5.5 Checking the temperature of the extrudate and the prewarming air
• The temperature of the extrudate and the hot air flow must be checked regularly during extended periods of
welding work:
Fast-indicating electronic temperature probes with suitable temperature sensors must be used for this purpose.
You must identify the highest temperature in the hot air flow between the nozzle outlet level and a depth of 5
mm. During extrudate measurement, the measurement sensor in the welding shoe must be inserted into the
middle of the strand.
5.6 Replacing the welding shoe
• The welding shoe must be replaced while the device is warm.
Risk of burning
Always work with temperature-resistant gloves.
Switch o the FUSION 1 while it is warm and disconnect it from the electrical line supply.
• Removal
– Remove the welding shoe (8) with the welding shoe holder (20) by detaching the clamping screws (18)
from the extruder nozzle (22).
– Every time the welding shoe is replaced, clean the extruder nozzle (22) by removing any welding residue from
it and make sure that it is screwed in tightly. Note: left-hand thread
– Remove the welding shoe (8) by detaching the fastening screws (21) from the welding shoe holder (20).
• Mounting
– Mount a welding shoe (8) that is adapted for the welding rod on the welding shoe holder (20) using fas-
tening screws (21).
– The welding shoe (8) and welding shoe holder (20) must be tightened well using the clamping screws
(18).
22
21
19
18
8
20
5.7 Welding direction
• Detaching the clamping screws (18) allows the
welding shoe (8) to be rotated freely to the required
welding direction.
• The clamping screws (18) must then be retightened
well again.
26
8 Welding shoe
18 Clamping screws
19 Prewarming nozzle
20 Welding shoe holder
21 Fastening screws
22 Extruder nozzle
 Loading...
Loading...