

Leister BITUMAT B2 User Manual
BITUMAT B2
Leister Process Technologies
Galileo-Strasse 10
CH-6056 Kaegiswil/Switzerland
Tel. +41 41 662 74 74
Fax +41 41 662 74 16
www.leister.com
sales@leister.com
D
NL
N PLGB
Wir gratulieren Ihnen zum Kauf eines Heissluft-Schweissautomaten BITUMAT B2
Sie haben sich für einen erstklassigen Heissluft-Schweissautomaten entschieden, der aus hochwertigen Materialen
besteht. Dieses Gerät wurde nach den neuesten Schweisstechnologien entwickelt und produziert.
Jeder BITUMAT B2 wird einer strengen Qualitätskontrolle unterzogen bevor er das Werk in der Schweiz verlässt.
Congratulations on purchasing an automatic hot-air welding machine BITUMAT B2
You have chosen a top-class automatic hot-air welding machine made of high-quality materials. This device
has been developed and produced according to the latest welding technologies.
Every BITUMAT B2 passes stringent quality checks before leaving the factory in Switzerland.
2
Deutsch Bedienungsanleitung 3
Englisch Operating Instructions 13
Nederland Gebruiksaanwijzing 23
Norsk Bruksanvisning 33
Polski Instrukcja obs¬ugi 43
D
GB
NL
N
PL
3
Leister BITUMAT B2
Heissluft-Schweissautomat
Handgeführter Heissluft-Schweissautomat zum Überlappschweissen von modifizierten Bitumen-Dichtungsbahnen
(SBS, APP) im Freien oder in gut durchlüfteten Räumen, für verschiedene Dachsysteme, auf horizontalen und flachgeneigten ebenen Flächen.
Anwendung
Bedienungsanleitung vor Inbetriebnahme aufmerksam
lesen und zur weiteren Verfügung aufbewahren.
Bedienungsanleitung
(Original-Bedienungsanleitung)
D
Lebensgefahr beim Öffnen des Gerätes, da spannungsführende Komponenten
und Anschlüsse freigelegt werden. Vor dem Öffnen des Gerätes Netzstecker aus
der Steckdose ziehen.
Feuer- und Explosionsgefahr bei unsachgemässem Ge brauch von Heissluftgeräten, besonders in der Nähe von brennbaren Materialien und explosiven
Gasen.
Gerät muss beobachtet betrieben werden. Wärme kann zu brennbaren
Materialien gelangen, die sich ausser Sichtweite befinden.
Gerät darf nur von ausgebildeten Fachleuten oder unter deren Aufsicht
benützt werden. Kindern ist die Benützung gänzlich untersagt.
FI-Schalter beim Einsatz des Gerätes auf Baustellen ist für den Personenschutz dringend erforderlich.
Nennspannung, die auf dem Gerät angegeben ist, muss mit der Netzspannung
übereinstimmen.
Bei Netzausfall Heissluftgebläse ausfahren und Hauptschalter auf 0 stellen.
Verbrennungsgefahr! Schweissdüse nicht in heissem Zustand berühren.
Gerät abkühlen lassen.
Heissluftstrahl nicht auf Personen oder Tiere richten.
Gerät vor Feuchtigkeit und Nässe schützen.
FI
230
400
Warnung
Vorsicht
Gerät an eine Steckdose mit Schutzleiter anschliessen. Jede Unterbrechung
des Schutzleiters innerhalb oder ausserhalb des Gerätes ist gefährlich!
Nur Verlänge rungs kabel mit Schutzleiter verwenden!
Die Ersatz-Antriebsrolle muss beim Transport immer mit dem aufschraubbaren
Zusatzgewicht in der Halterung gesichert sein.
4
Leister Process Technologies, Galileostrasse 10, CH-6056 Kaegiswil/Schweiz bestätigt, dass dieses
Produkt in der
von uns in Verkehr gebrachten Ausführung die Anforderungen der folgenden EG-Richtlinien erfüllt.
Richtlinien: 2006/42,
2004/108, 2006/95
Harmonisierte Normen:
EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1,
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3, EN 61000-3-11 (Z
max
),
EN 61000-3-12, EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 09.02.2010
Bruno von Wyl Christiane Leister
Technischer Direktor Firmeninhaberin
Elektrowerkzeuge, Zubehör und Verpackungen sollen einer umweltgerechten Wiederverwertung
zugeführt werden. Nur für EU-Länder: Werfen Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß
der Europäischen Richtlinie 2002/96 über Elektro- und Elektronik-Altgeräte und ihrer Um setzung in
nationales Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt und
einer umweltgerechten Wiederverwertung zugeführt werden.
Entsorgung
Konformität
Technische Daten
Spannung V~ 230 400
Leistung W 6700 6700
Frequenz Hz 50 / 60 50 /60
Temperatur °C 20 – 650 20 – 650
Geschwindigkeit m/min. 0.8 – 12 0.8 – 12
Luftmengenbereich % 85 – 100 85 – 100
Emissionspegel LpA(dB) 73 73
Schweissdüsenbreite mm 75 / 100 75 / 100
Abmessungen L × B × Hmm690 × 490 × 330 690 × 490 × 330
Gewicht ohne Netzanschlussleitung kg 39 39
Konformitätszeichen
22
Sicherheitszeichen
33
Zertifizierungsart CCA CCA
Schutzklasse I
11
Technische Änderungen vorbehalten
Anschlussspannung nicht umschaltbar

5
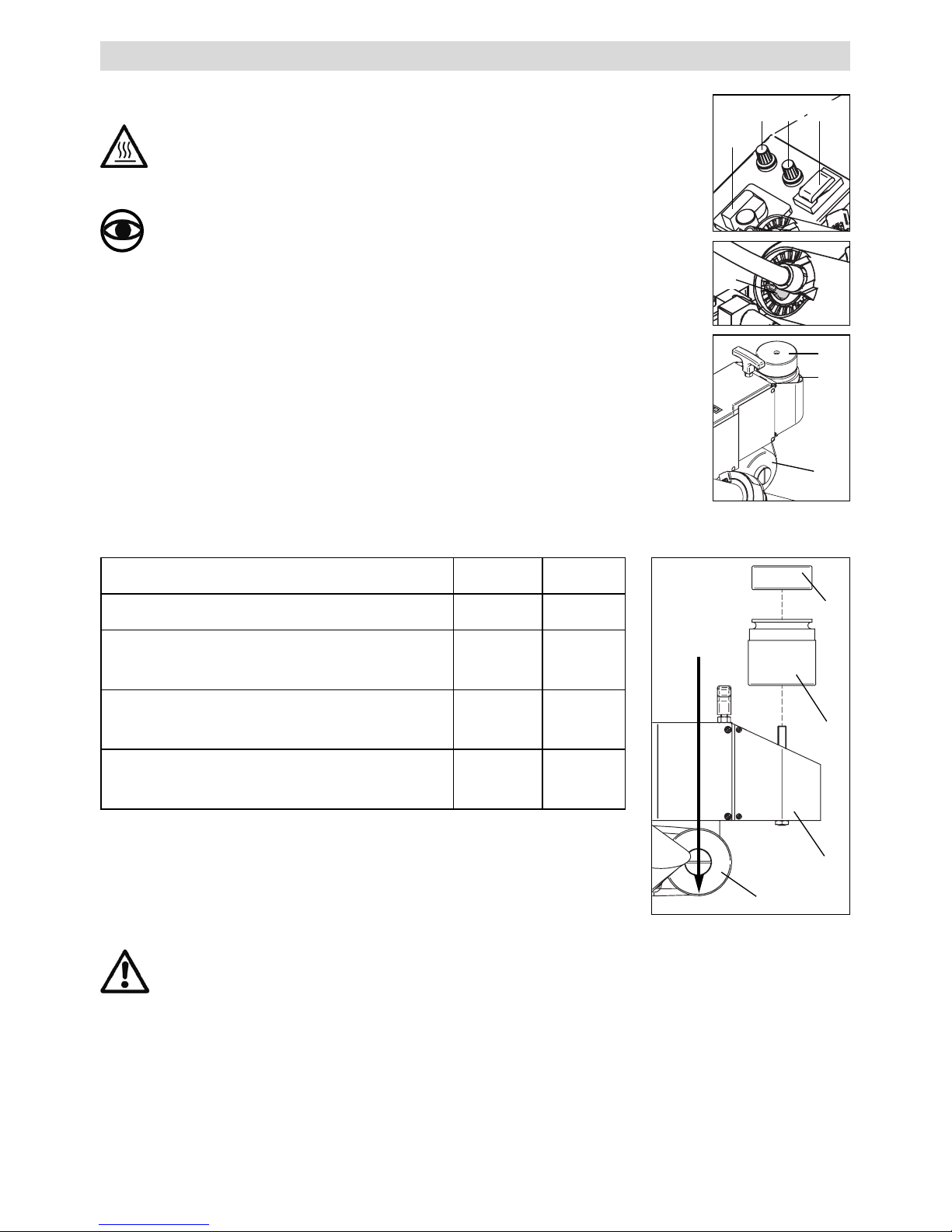
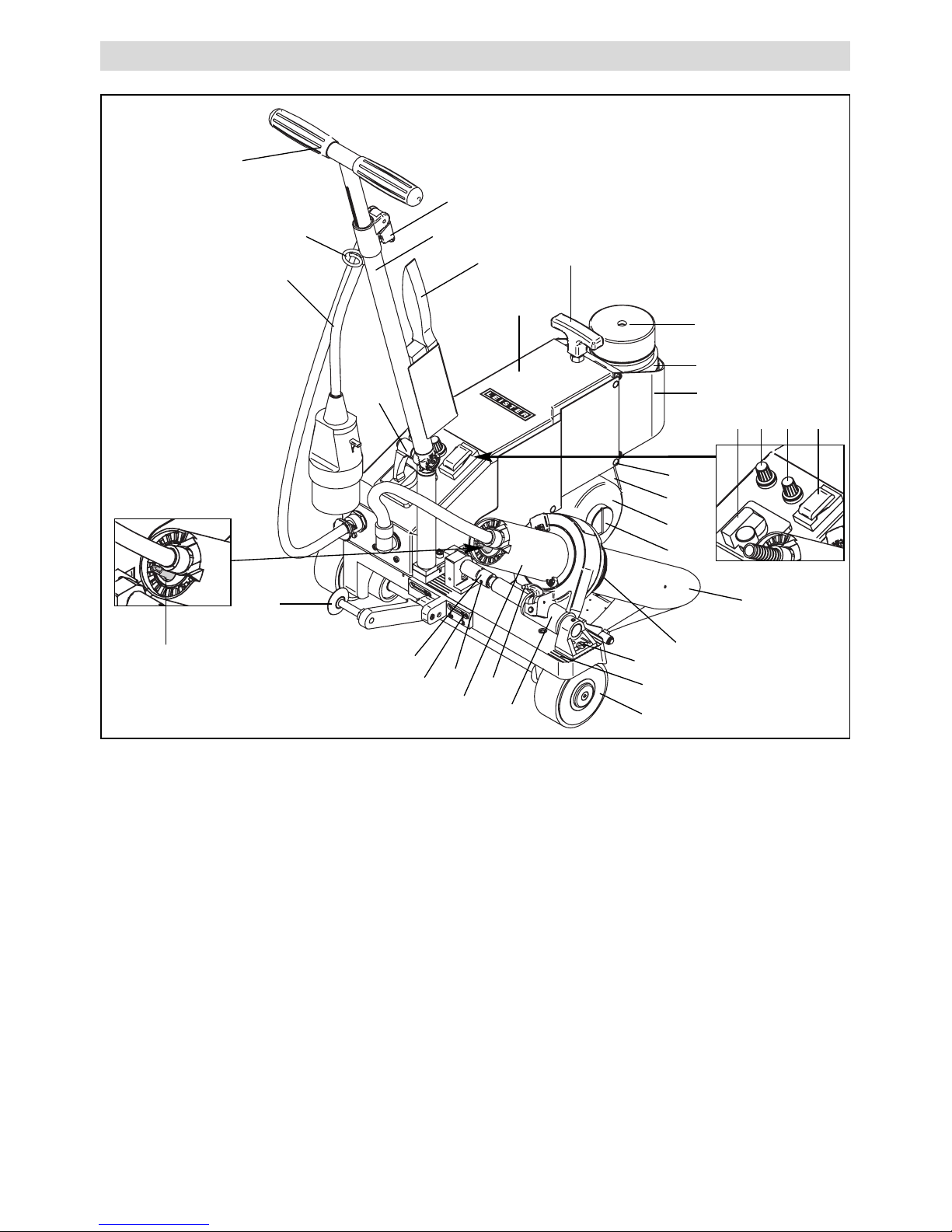
Gerätebeschreibung
1. Netzanschlussleitung
2. Gehäuse
3. Hauptschalter
4. Schalter für Antrieb
5. Drehknopf für Geschwindigkeit
6. Drehknopf für Temperatur
7. Schweissdüse
8. Heissluftgebläse
9. Gerätehalter
10. Arretierhebel
11. Transportrolle
12. Raster für Geräteeinstellung
13. Antriebsrolle
14. Befestigungsschraube
15. Führungsstab-Unterteil
16. Klemmhebel Führungsstab-Oberteil
17. Hebelschraube Führungsstab-Unterteil
18. Halterung für Netzanschlussleitung
19. Führungsrolle
20. Einstellschraube für Führungsrolle
21. Einstellhülse
22. Ersatz-Antriebsrolle
23. Aufschraubbares Zusatzgewicht
24. Schraube für Einstellung Schweissdüse
25. Abstreifer
26. Schraube für Abstreifer
27. Halterung für Ersatz-Antriebsrolle
28. Traggriff
29. Schraube für Einstellhülse
30. Befestigungsschraube für Schweissdüse
31. Drahtbürste
32. Drehknopf für Luftmenge
33. Führungsstab-Oberteil
19
8
1
65 4
3
2
28
11
14
32
13
25
26
21
22
27
23
15
31
16
17
18
9
10
20
29
12
24
30
7
33
6
Schweissparameter
Schweisstemperatur
Hauptschalter (3) auf I stellen. Drehknopf für Temperatur (6) auf
den gewünschten Wert einstellen. Aufheizzeit ca. 5 Minuten.
Schweissgeschwindigkeit
Je nach Dichtungsbahnen und Witterungseinflüssen die entsprechende
Schweissgeschwindigkeit mit dem Drehknopf für Geschwindigkeit (5)
einstellen.
Luftmenge
• Um eine optimale Schweissung der modifizierten Bitumen-Dichtungsbahn zu
erzielen oder um Bitumenspritzer zu vermeiden, kann die Luftmenge mit dem
Drehknopf für Luftmenge (32) eingestellt werden.
Fügekraft
•
Die Fügekraft wird auf die Antriebsrolle (13) übertragen.
• Je nach Bedarf können die Ersatz-Antriebsrolle (22) und das aufschraub bare
Zusatzgewicht (23) entfernt werden (siehe Tabelle Fügekraft).
23
22
27
13
F
13
23
22
ACHTUNG: Die Ersatz-Antriebsrolle (22) muss beim Transport immer mit dem aufschraubbaren
Zusatzgewicht (23) in der Halterung (27) gesichert sein.
6 5 4
Tabelle Fügekraft (F) 75 mm 100 mm
Ohne Gewicht (22, 23) 160 N 160 N
Mit aufschraubbarem Zusatzgewicht (23)
und ohne Ersatz-Antriebsrolle (22)
180 N 180 N
Mit Ersatz-Antriebsrolle (22) und ohne
aufschraubbarem Zusatzgewicht (23)
205 N 210 N
Mit Ersatz-Antriebsrolle (22) und mit
aufschraubbarem Zusatzgewicht (23)
225 N 230 N
3
32
7
• Vor Inbetriebnahme Netzanschlussleitung (1) und Stecker sowie Verlängerungskabel auf elektrische und
mechanische Beschädigung überprüfen.
• Führungsstab-Unterteil (15) mittels Hebelschraube (17) und Führungsstab-Oberteil (33) mittels Klemm-
hebel (16) in die gewünschte Position bringen.
• Zugentalstung von Netzanschlussleitung (1) in Halterung (18) einhängen.
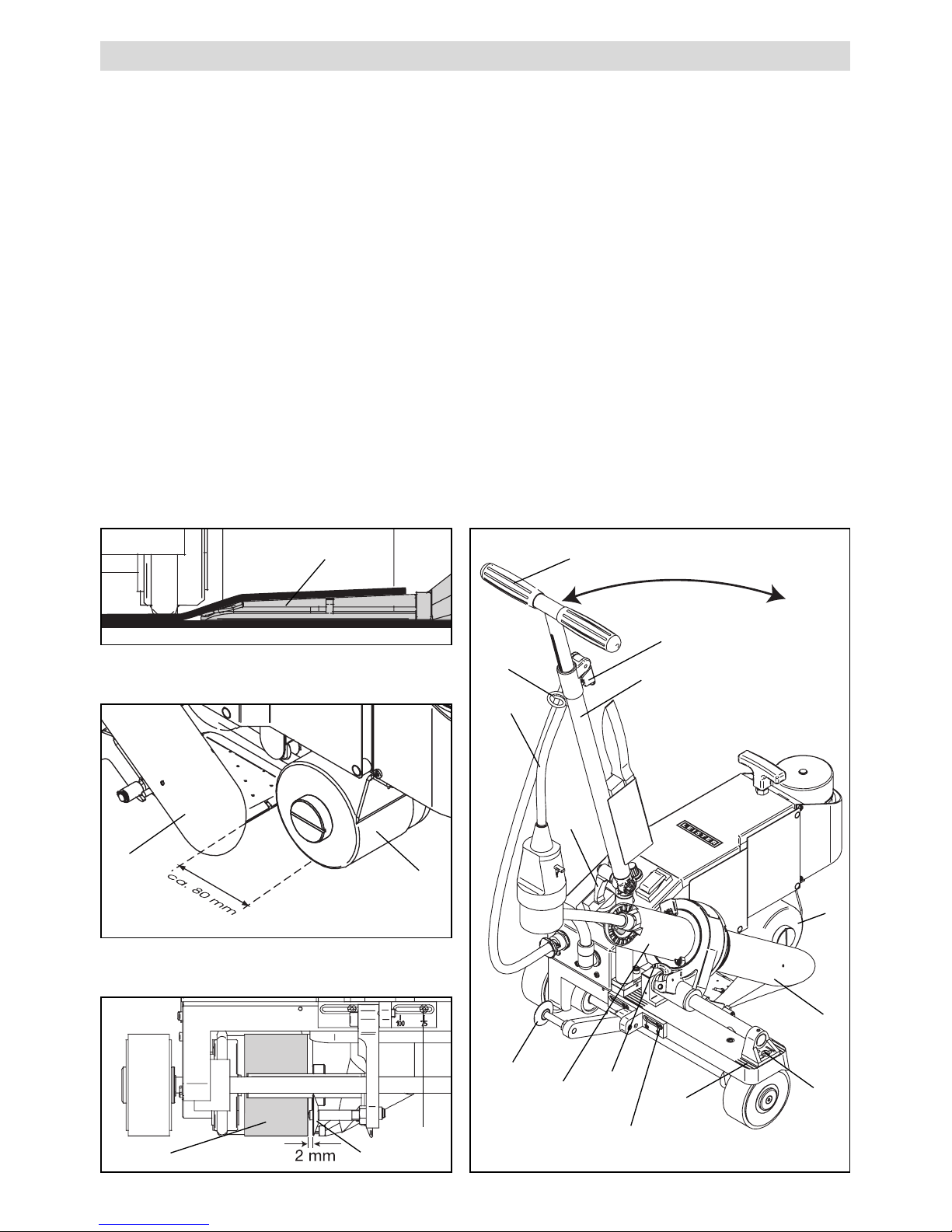
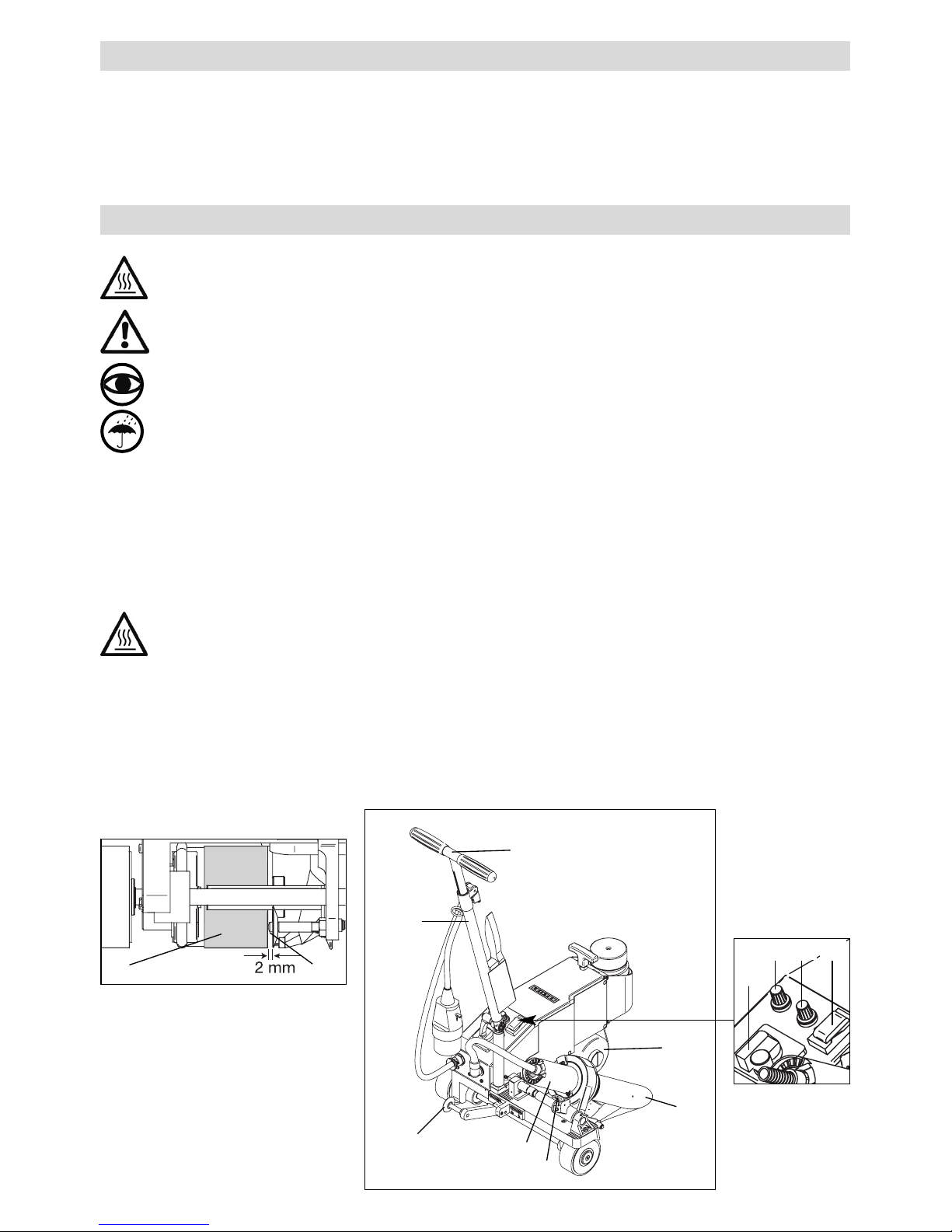
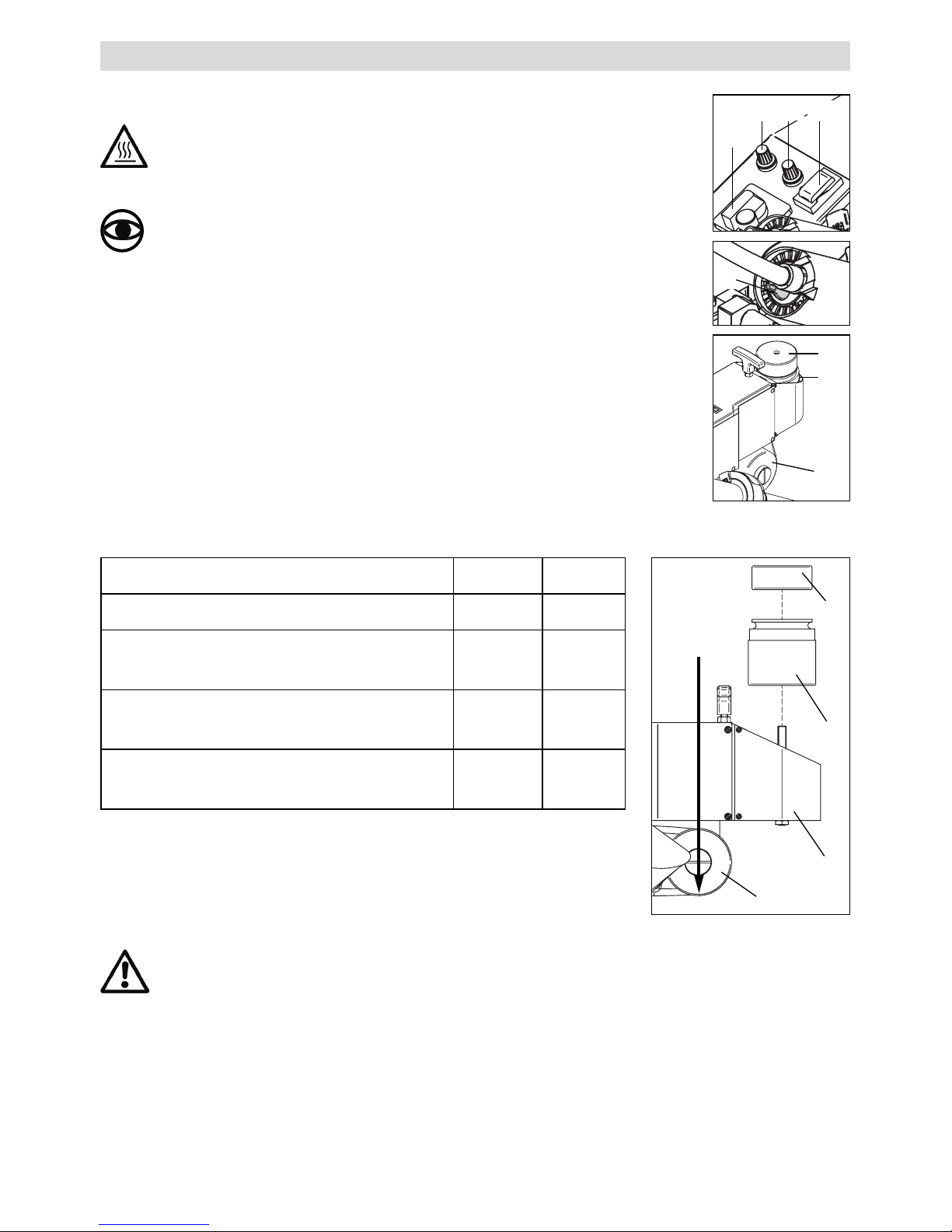
• Grundeinstellung der Schweissdüse (7) kontrollieren.
– Schweissdüse (7) muss plan auf der unteren Dichtungsbahn aufliegen (siehe Detail A).
– Der Abstand Zentrum Antriebsrolle (13) bis zur Luft
austrittsöffnung der Schweiss düse (7) soll 80 mm
betragen (siehe Detail B). Ansonsten muss das Heissluftgebläse (8)
mittels Raster für Geräteeinstellung (12)
durch Lösen der Schrauben (24) eingestellt werden.
– Schweissdüse (7) soll parallel zur Antriebsrolle (13) eingestellt sein.
• Transportstellung
– Führungsrolle (19) nach oben schwenken
– Heissluftgebläse (8) durch Ziehen des Arretierhebels (10) ausfahren und bis zum Einrastpunkt hoch-
schwenken.
•
Führungsrolle (19) auf die gewünschte Überlappung mittels Einstellschraube für Führungsrolle (20) einstellen.
• Der Abstand zwischen Führungsrolle (19) und Antriebsrolle (13) beträgt 2 mm (Detail C).
Betriebsbereitschaft
13
17
15
16
1
7
8
7
13
12
19
20
19
20
Detail A
Detail B
Detail C
7
13
24
18
33
10
8
Betriebsbereitschaft
•
Um eine gleichmässige Schweissung zu erhalten, dürfen an der Antriebsrolle (13) k
eine Bitumenablagerungen
vorhanden sein.
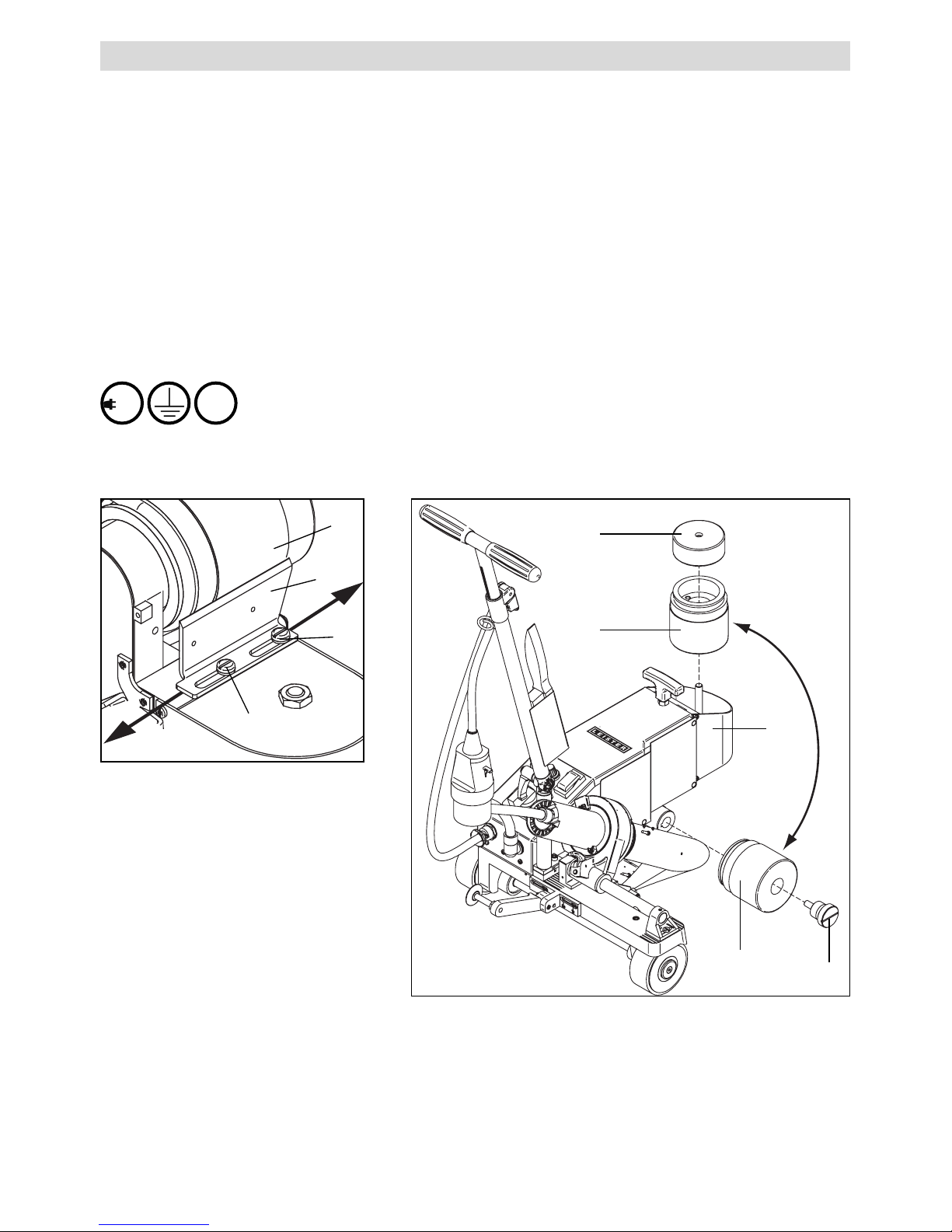
• Bei Verunreinigungen können folgende Massnahmen getroffen werden:
– Schrauben für Abstreifer (26) lösen. Distanz zwischen Abstreifer (25) und Antriebsrolle (13) reduzieren.
Schrauben für Abstreifer (26) anziehen.
– Befestigungsschraube (14) lösen, Antriebsrolle (13) entfernen und reinigen. Antriebsrolle (13) montieren,
Befestigungsschraube (14) anziehen.
– Befestigungsschraube (14) lösen und Antriebsrolle (13) entfernen. Aufschraub bares Zusatzgewicht (23)
lösen, Ersatz-Antriebsrolle (22) aus Halterung (27) nehmen und mit Befestigungsschraube (14) montieren.
Die verunreinigte Antriebsrolle (13) in die Halterung (27) platzieren und mit dem aufschraubbaren
Zusatzgewicht (23) befestigen.
• Gerät an Nennspannung anschliessen.
23
22
13
14
26
25
26
27
13
FI
230
400
Nennspannung, die auf dem Gerät angegeben ist, muss mit der Netzspannung
übereinstimmen.
9
Stromversorgung
Verlängerungsleitungen müssen einen Mindestquerschnitt von 3 × 4 mm2aufweisen. Nur Verlängerungsleitungen
mit Schutzleiter verwenden ! Verlängerungsleitungen müssen für den Einsatzort (z.B. im Freien) zugelassen und entsprechend gekennzeichnet sein.
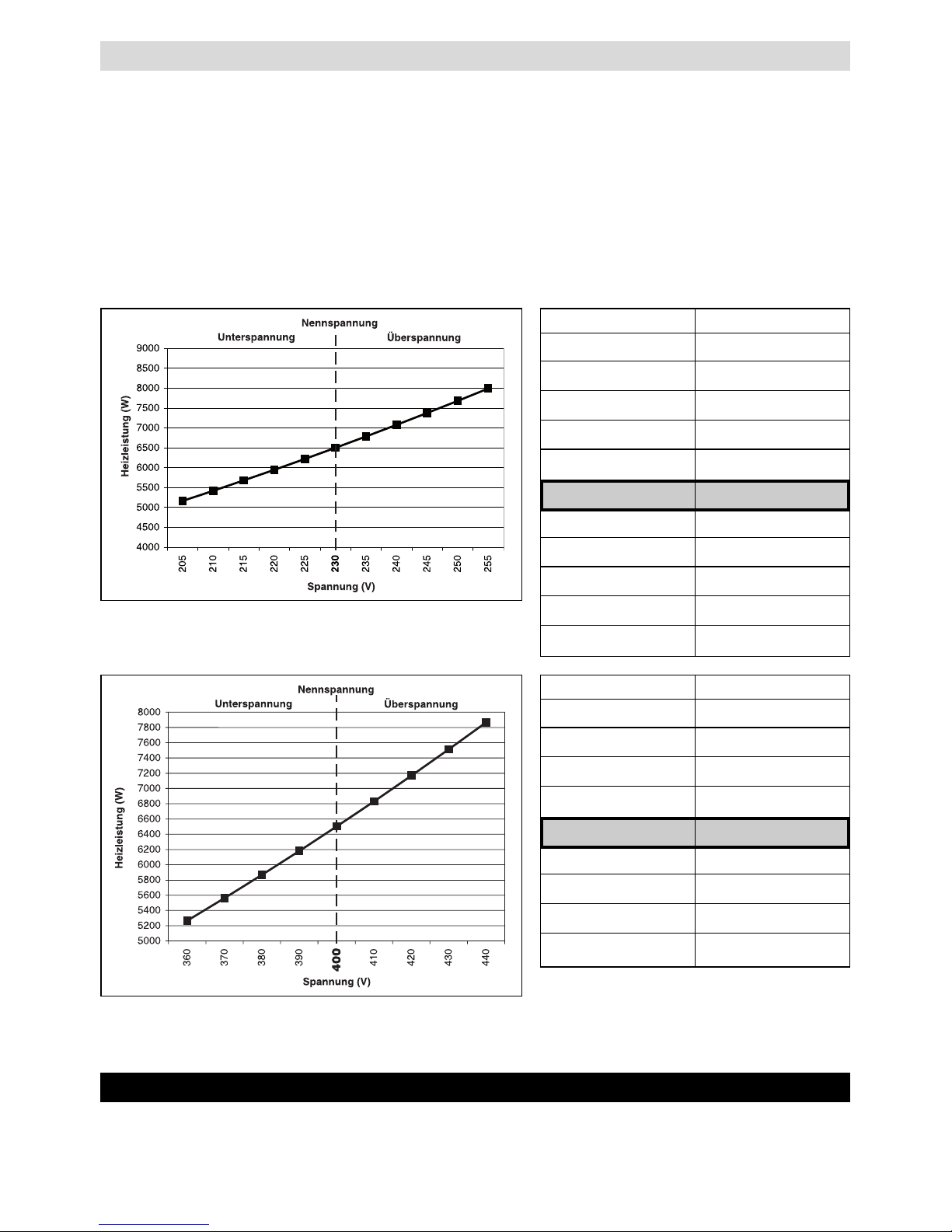
Heizleistung bei +/- 10 % der Nennspannung
Spannung (V) Heizleistung (W)
360 5266
370 5563
380 5868
390 6180
400 6500
410 6831
420 7168
430 7513
440 7867
Spannung (V) Heizleistung (W)
205 5164
210 5419
215 5680
220 5947
225 6221
230 6500
235 7686
240 7078
245 7376
250 7680
255 7990
Unterspannung wirkt sich negativ auf die Schweissgeschwindigkeit und Qualität aus !
10
Gerätepositionierung
• Heissluft-Schweissautomat mit Druck auf Führungsstab-Oberteil (33) anheben und auf Schweissposition fahren.
• Führungsrolle (19) nach unten schwenken.
• Der Abstand zwischen Führungsrolle (19) und Antriebsrolle (13) beträgt 2 mm (Detail C).
• Schweissparameter einstellen, siehe Seite 6.
• Schweisstemperatur muss erreicht sein (Aufheizzeit ca. 5 Minuten).
• Testschweissung gemäss Schweissanleitung des Materialherstellers und nationalen Normen oder
Richtlinien vornehmen. Testschweissung überprüfen.
• Arretierhebel (10) ziehen, Heissluftgebläse (8) absenken und zwischen den über
lappgelegten
Dichtungsbahnen bis zum Anschlag einfahren. Kurzen Moment war
ten, bis das Material plastifiziert ist.
• Antrieb mit Schalter für Antrieb (4) starten. Bei Ausfall der Netzspannung schaltet der Schalter
für Antrieb (4) automatisch aus. Ist die Netzspannung wieder vorhanden, kann der Antrieb erneut
gestartet werden.
• Schweissautomat wird am Führungsstab-Oberteil (33) entlang der Überlappung geführt. Kein
Druck auf den Führungsstab-Oberteil (33), dies könnte zu Schweissfehlern führen. Position der
Führungsrolle (19) beachten.
• Nach der Schweissung Arretierhebel (10) ziehen, Heissluftgebäse (8) bis zum Anschlag ausfahren
und zum Einrastpunkt hochschwenken, gleichzeitig Schalter für Antrieb (4) ausschalten.
• Nach Beendigung der Schweiss arbeiten Drehknopf für Temperatur (6) auf Null stellen; dadurch wird
die Schweissdüse (7) abgekühlt.
• Hauptschalter (3) auf 0 stellen.
• Bei Netzausfall Heissluftgebläse (8) ausfahren und Hauptschalter (3) auf 0 stellen.
15
19
13
10
7
8
Schweissablauf
6 5 4
13
19
Detail C
3
33

11
Umrüstung
Umrüsten des Heissluft-Schweissautomaten BITUMAT B2 von 100 mm auf 75 mm oder umgekehrt.
Die Umrüstung darf nur in kaltem Zustand der Schweissdüse (7) erfolgen.
Vorsicht beim Entfernen der Schweissdüse (7); Glimmerrohr und Heizelement nicht beschädigen.
• Befestigungsschrauben für Schweissdüse (30) lösen.
• Schweissdüse (7) vorsichtig entfernen und neue Schweissdüse (7) montieren.
• Schweissdüse (7) mit den Befestigungsschrauben für Schweissdüse (30) befestigen.
• Einstellung der Schweissdüse (7) siehe Seite 7.
• Schraube für Einstellhülse (29) lösen. Einstellhülse (21)
entsprechend verschieben und mit der Schraube für
Einstellhülse (29) arretieren.
7
30
23
22
27
13 14
26
2129
25
Öffnung für 75 mm
Schweissdüse (7)
Öffnung für 100 mm
Schweissdüse (7)
Abstreifer (25) Position für
75 mm Antriebsrolle (13)
• Schraube für Abstreifer (26) leicht lösen. Abstreifer (25)
auf die neue Position verschieben. Distanz Abstreifer (25)
zur Antriebsrolle (13) einstellen. Schraube für Abstreifer
(26) anziehen.
• Befestigungsschraube (14) lösen, Antriebsrolle (13) entfernen.
• Neue Antriebsrolle (13) montieren, Befestigungsschraube (14) anziehen.
• Aufschraubbares Zusatzgewicht (23) lösen und Ersatz-Antriebsrolle (22)
aus Halterung (27) entfernen. Neue Ersatz-Antriebsrolle (22) in die Halte-
rung (27) platzieren und mit dem aufschraubbaren Zusatzgewicht (23)
befestigen.
230
400
Gerät vom elektrischen Netz trennen.
Abstreifer (25) Position für
100 mm Antriebsrolle (13)

12
Es darf nur Leister-Zubehör verwendet werden.
139.048 Bitumen-Düse 75 mm
138.047 Bitumen-Düse 100 mm
137.895 Andrückrolle mit Absatz 100 mm
137.896 Andrückrolle mit Absatz 75 mm
140.229 Andrückrolle ohne Absatz 100 mm
140.228 Andrückrolle ohne Absatz 75 mm
140.476 Abhebevorrichtung für 75 mm
140.489 Transportkoffer
• Leister Process Technologies und deren autorisierte Service-Stellen bieten kostenlos Schweiss kurse und Einschulungen an. Informationen unter www.leister.com.
• Antriebsrolle (13) reinigen.
• Schweissdüse (7) mit Drahtbürste (31) reinigen.
• Lufteinlass beim Heissluftgebläse (8) reinigen.
• Netzanschlussleitung (1) und Stecker auf elektrische und mechanische Beschädigung überprüfen.
• Regelmässiger Service verlängert die Lebensdauer des Heissluft-Schweissautomaten BITUMAT B2.
• Reparaturen sind ausschliesslich von autorisierten Leister-Service-Stellen ausführen zu lassen. Diese
gewährleisten innert 24 Stunden einen fachgerechten und zuverlässigen Reparatur-Service mit Original-
Ersatzteilen gemäss Schaltplänen und Ersatzteillisten.
• Für dieses Gerät besteht eine grundsätzliche Gewährleistung von einem (1) Jahr
ab Kaufdatum (Nachweis durch
Rechnung oder Lieferschein). Entstandene Schäden
werden durch Ersatzlieferung oder Reparatur beseitigt. Heizele-
mente sind von dieser Gewährleistung ausgeschlossen.
•
Weitere Ansprüche sind, vorbehältlich gesetzlicher Bestimmungen, ausgeschlossen.
• Schäden, die auf natürliche Abnutzung, Überlastung oder unsachgemässe
Behandlung zurückzuführen sind,
werden von der Gewährleistung ausgeschlossen.
•
Keine Ansprüche bestehen bei Geräten, die vom Käufer umgebaut oder verändert worden sind.
Service und Reparatur
Schulung
Gewährleistung
Wartung
Zubehör
13
Leister BITUMAT B2
Automatic hot-air welding machine
Handheld hot-air welding machine for overlap welding of modified bitumen membrane liners (SBS, APP) in the open
air or in well ventilated rooms, for various roof systems, on horizontal and shallow-pitched flat surfaces.
Application
Please read operating instructions carefully before use
and keep for future reference.
Operating Instructions
(Translation of the original operating instructions)
GB
Danger to life when opening the device as live components and connections are
exposed. Unplug the line/mains plug from the plug socket before opening the device.
Incorrect use of the hot air tool can present a fire and explosion hazard
especially near combustable materials and explosive gases.
The tool must be operated under supervision.
Heat can ignite flammable materials which are not in view.
The device machine may only be used by qualified specialists or under their super-
vision. Children are not authorized to use this device.
For personal protection, we strongly recommend the tool be connected to an
RCCB (Residual Current Circuit Breaker) before using it on construction sites.
Rated voltage stated on the device must correspond to line/mains voltage.
In the case of line/mains power failure extract hot-air blower and set
main switch to position 0
Do not touch hot welding nozzle, they can cause burns. Allow the tool to cool
down. Do not point the hot-air flow in direction of people or animals.
FI
230
400
Warning
Caution
Connect tool to a receptacle with protective earth terminal. Any interruption of
the protective earth conductor inside or outside the tool is dangerous!
Use only extension cables/cords with protective earth conductor !
14
Leister Process Technologies, Galileo-Strasse 10, CH-6056 Kaegiswil/Switzerland
confirms that this
product,
in the version as brought into circulation through us, fulfils the requirements
of the following EC directives.
Directives
: 2006/42,
2004/108, 2006/95
Harmonised standards:
EN 12100-1, EN 12100-2, EN 60204-1, EN 14121-1,
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3, EN 61000-3-11 (Z
max
),
EN 61000-3-12, EN 50366, EN 62233, EN 60335-2-45
Kaegiswil, 09.02.2010
Bruno von Wyl Christiane Leister
Technical Director Owner
Power tools, accessories and packaging should be sorted for environmental-friendly recycling. Only
for EC countries: Do not dispose of power tools into household waste! According to the European
Directive 2002/96 on waste electrical and electronic equipment and its incorporation into national law,
power tools that are no longer suitable for use must be separately collected and sent for recovery in
an environmental-friendly manner
Disposal
Conformity
Technical data
Voltage V~ 230 400
Power consumption W 6700 6700
Frequency Hz 50 /60 50 / 60
Temperature °C 20 – 650 20 – 650
Speed m/min. 0.8 – 12 0.8 – 12
Air flow range % 85 – 100 85 – 100
Emission level LpA (dB) 73 73
Welding seam width mm 75 / 100 75 / 100
Dimensions L×W×Hmm690 × 490 × 330 690 × 490 × 330
Weight without power supply cord kg 39 39
Mark of conformity 22
Approval mark 33
Certification scheme CCA CCA
Protection class I 11
Technical data and specifications are subject to change without prior notice
Mains voltage cannot be switched over
15
Description of device
1. Power supply cord
2. Housing
3. Main switch
4. Drive switch
5. Speed knob
6. Temperature knob
7. Welding nozzle
8. Hot air blower
9. Tool holder
10. Locking lever
11. Transport roller
12. Scale for tool adjustment
13. Drive roller
14. Fastening screw
15. Lower guide bar
16. Clamping lever, upper guide bar
17. Clamping lever, lower guide bar
18. Holder for power supply cord
19. Guide roller
20. Adjusting screw – guide roller
21. Adjusting sleeve
22. Replacement drive roller
23. Screw-on additional weight
24. Screw for welding nozzle adjustment
25. Scraper
26. Screw for scraper
27. Holder for replacement drive roller
28. Traggriff
29. Screw for adjusting sleeve
30. Fastening screw for welding nozzle
31. Steel brush
32. Turning knob for air volume
33. Upper guide bar
19
8
1
65 4
3
2
28
11
14
32
13
25
26
21
22
27
23
15
31
16
17
18
9
10
20
29
12
24
30
7
33
16
Welding parameters
Welding temperature
Turn the main switch (3) to I. Set the temperature knob (6) to the
required value. Heating-up time approx. 5 minutes.
Welding speed
Set the appropriate welding speed with the speed knob (5) depending
on the sealing sheeting and weather conditions.
Air volume
• To achieve optimum welding of the modified bitumen membrane liners or to
avoid bitumen spatters, the air volume can be set with the turning knob for
air volume (32).
Joining force
• The joining force is transmitted to the drive roller (13).
• The replacement drive roller (22) and the screw-on additional weight (23)
can be removed as required (see joining
force table).
23
22
27
13
F
13
23
22
CAUTION: The replacement drive roller (22) must always be secured in the holder (27) with the
screw-on additional weight (23), except during the welding process.
6 5 4
Joining force (F) table 75 mm 100 mm
Without weight (22, 23) 160 N 160 N
With screw-on additional weight (23) and
without replacement drive roller (22)
180 N 180 N
Replacement drive roller (22) and
without screw-on additional weight (23)
205 N 210 N
Replacement drive roller (22) and
with screw-on additional weight (23)
225 N 230 N
3
32

17
•
Before putting into operation, check
power supply cord
(1) and connector as well as extension cable for electrical
and mechanical damage.
• Move lower guide bar (15) into the required position using clamping lever, lower guide bar (17) and
upper guide bar (33) using clamping lever, upper guide bar (16)
.
• Clip strain relief of power supply cord (1) in holder (18)
.
• Check the basic setting of the welding nozzle (7).
– The welding nozzle (7) must lie flat on the lower membrane liners (see Detail A).
– The distance between the centre of the drive roller (13) and the air outlet of the welding nozzle (7)
should be 80 mm (see Detail B). Otherwise the hot air blower (8) must be set with the scale for tool
adjustment (12) by loosening the screws (24).
– The welding nozzle (7) should be set parallel with the drive roller (13
• Transport configuration
– Swivel the guide roller (19) upwards
– Extend the hot air blower (8) by pulling the locking lever (10) and swivelling it up until it locks in place.
• Set the guide roller (19) to the required overlap using the guide roller adjusting screw (20).
• The distance between Guide roller (19) and Drive roller (13) is 2 mm (Detail C).
Operating preparation
13
17
15
16
1
7
8
7
13
12
19
20
19
20
Detail A
Detail B
Detail C
7
13
24
18
33
10
 Loading...
Loading...