

Leister Asto, ASTRO Operating Instructions Manual
ASTRO
®
Leister Technologies AG
Galileo-Strasse 10
CH-6056 Kaegiswil/Switzerland
Tel. +41 41 662 74 74
Fax +41 41 662 74 16
www.leister.com
sales@leister.com
Deutsch Bedienungsanleitung 3
D
English Operating Instructions 11
GB
Français Instructions d’utilisation 19
F
Espanõl Instrucciones de funcionamiento 27
E
Nederland Gebruiksaanwijzing 35
NL
Suomi Käyttöohje 43
SF
Svenska Bruksanvisning 51
S
Türkçe Kullanım kılavuzu 59
TR
Hungary Használati utasítás 67
H
Česky Návod k obsluze 75
CZ
中文 使用手册 83
CN
2
Bedienungsanleitung (Original-Bedienungsanleitung)
Bedienungsanleitung vor Inbetriebnahme aufmerksam
lesen und zur weiteren Verfügung aufbewahren.
Leister ASTRO
Heizkeil-Schweissautomat
Anwendung
Der Leister ASTRO ist ein Heizkeil-Schweissautomat zum Überlappschweissen von Dichtungsbahnen
im Erd- und Wasserbau.
• Thermoplastische Dichtungsbahnen: Polyethylen PE-HD, PE-LD, Polypropylen PP.
• Nahtform: Es werden Schweissnähte gemäss DVS 2225 Teil I und BAM hergestellt.
Andere Abmessung auf Anfrage möglich.
DVS: Deutscher Verband für Schweisstechnik
BAM: Bundesanstalt für Material-Forschung und -Prüfung, Berlin
Warnung
Lebensgefahr beim Öffnen des Gerätes, da spannungsführende Komponenten
und Anschlüsse freigelegt werden. Vor dem Öffnen des Gerätes Netzstecker aus
der Steckdose ziehen.
Feuer- und Explosionsgefahr bei unsachgemässem Ge brauch von Heizkeilgeräten, besonders in der Nähe von brennbaren Materialien und explosiven Gasen.
D
Vorsicht
230
400
FI
Verbrennungsgefahr ! Heizkeil nicht in heissem Zustand berühren.
Gerät abkühlen lassen.
Gerät an eine Steckdose mit Schutzleiter anschliessen. Jede Unterbrechung
des Schutzleiters innerhalb oder ausserhalb des Gerätes ist gefährlich!
Nur Verlänge rungs kabel mit Schutzleiter verwenden !
Einzugsgefahr ! Andrückrollen während des Schliessens oder im laufendem
Betrieb nicht berühren.
Nennspannung, die auf dem Gerät angegeben ist, muss mit der Netzspannung
übereinstimmen.
Bei Netzausfall Heizkeil ausfahren.
FI-Schalter beim Einsatz des Gerätes auf Baustellen ist für den Personenschutz
dringend erforderlich.
Gerät muss beobachtet betrieben werden. Abstrahlwärme des Heizkeils kann
brennbare Materialien entzünden.
Gerät darf nur von ausgebildeten Fachleuten oder unter deren Aufsicht benützt
werden. Kindern ist die Benützung gänzlich untersagt.
Gerät vor Feuchtigkeit und Nässe schützen.
3
Konformität
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Schweiz bestätigt, dass dieses Produkt
in der von uns in Verkehr gebrachten Ausführung die Anforderungen der folgenden EG-Richtlinien erfüllt.
Richtlinien: 2006/42, 2004/108, 2006/95, 2011/65
Harmonisierte Normen: EN 12100-1, EN 12100-2, EN 14121-1
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3,
EN, 62233, EN 60335-2-45, EN 50581
Kaegiswil, 29.08.2012
Bruno von Wyl, CTO Beat Mettler, COO
Entsorgung
Elektrowerkzeuge, Zubehör und Verpackungen sollen einer umweltgerechten Wiederverwertung
zugeführt werden. Nur für EU-Länder: Werfen Sie Elektrowerkzeuge nicht in den Hausmüll ! Gemäß
der Europäischen Richtlinie 2002/96 über Elektro- und Elektronik-Altgeräte und ihrer Um setzung
in nationales Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge getrennt gesammelt
und einer umweltgerechten Wiederverwertung zugeführt werden.
Technische Daten
Spannung V~
Frequenz Hz
Leistung W
Temperatur °C
Fügekraft N
Antrieb m/min
Überlappungsbreite mm
Materialstärke mm
Emissionspegel LpA (dB)
Masse L×B×H mm
Gewicht kg
Konformitätszeichen
Sicherheitszeichen
Zertifizierungsart
Schutzklasse I
Technische Änderungen vorbehalten
4
200, 230 (Anschlussspannung nicht umschaltbar)
50/60
1800
max. 420
max. 1500
0.8 – 5.0
max. 150
1.5 – 3.0
< 71
475 × 355 × 315
23
2
3
CCA
1
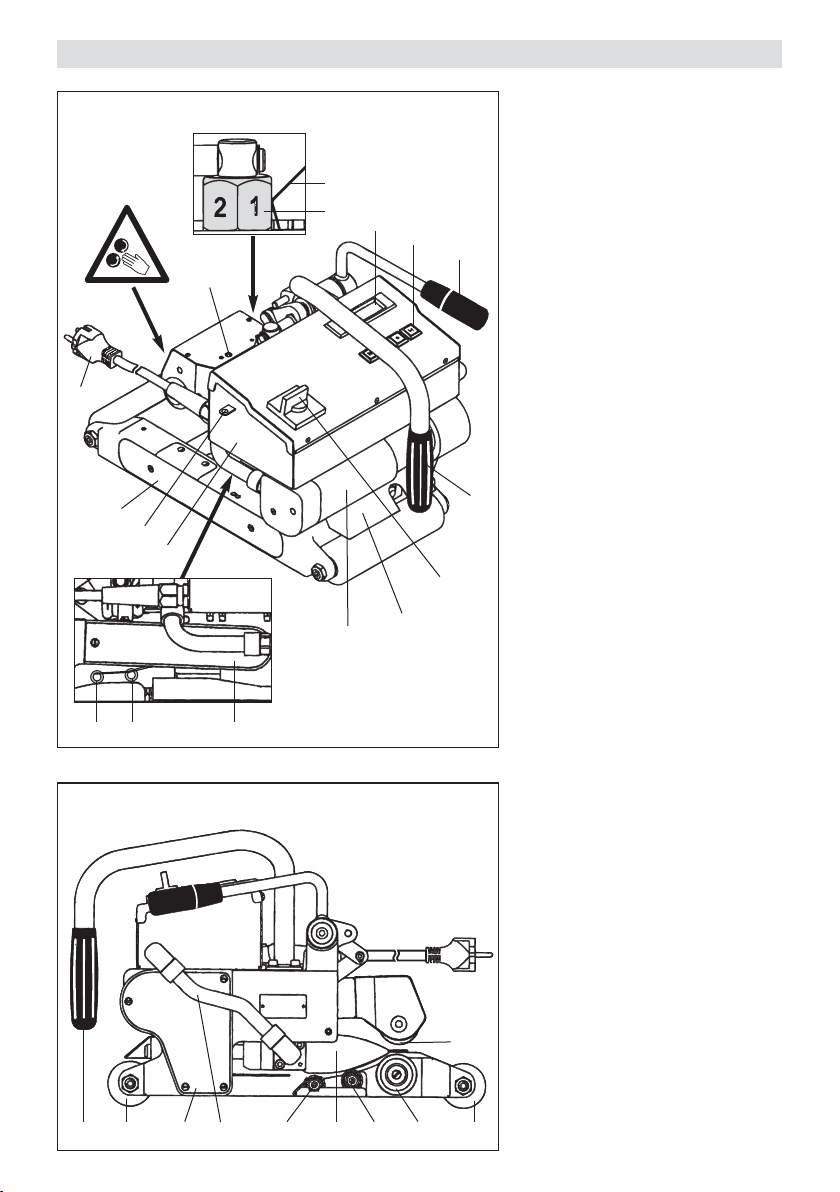
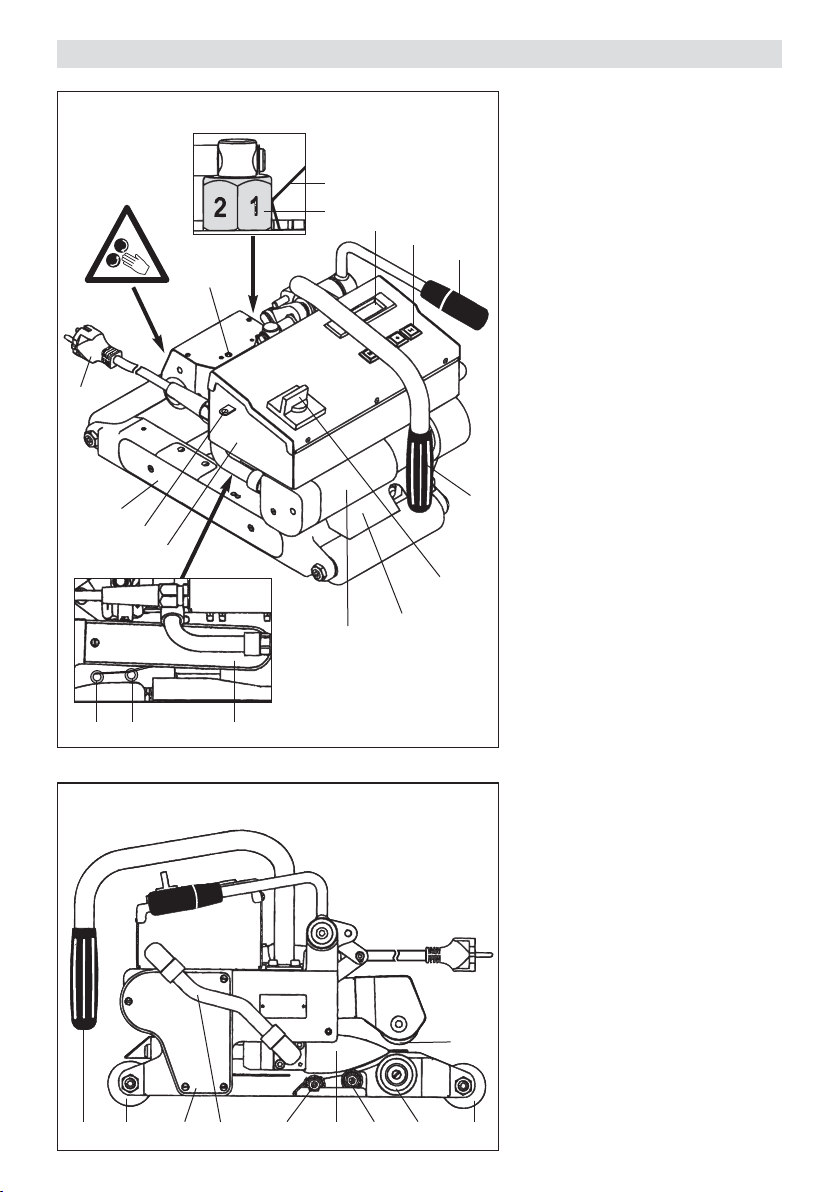
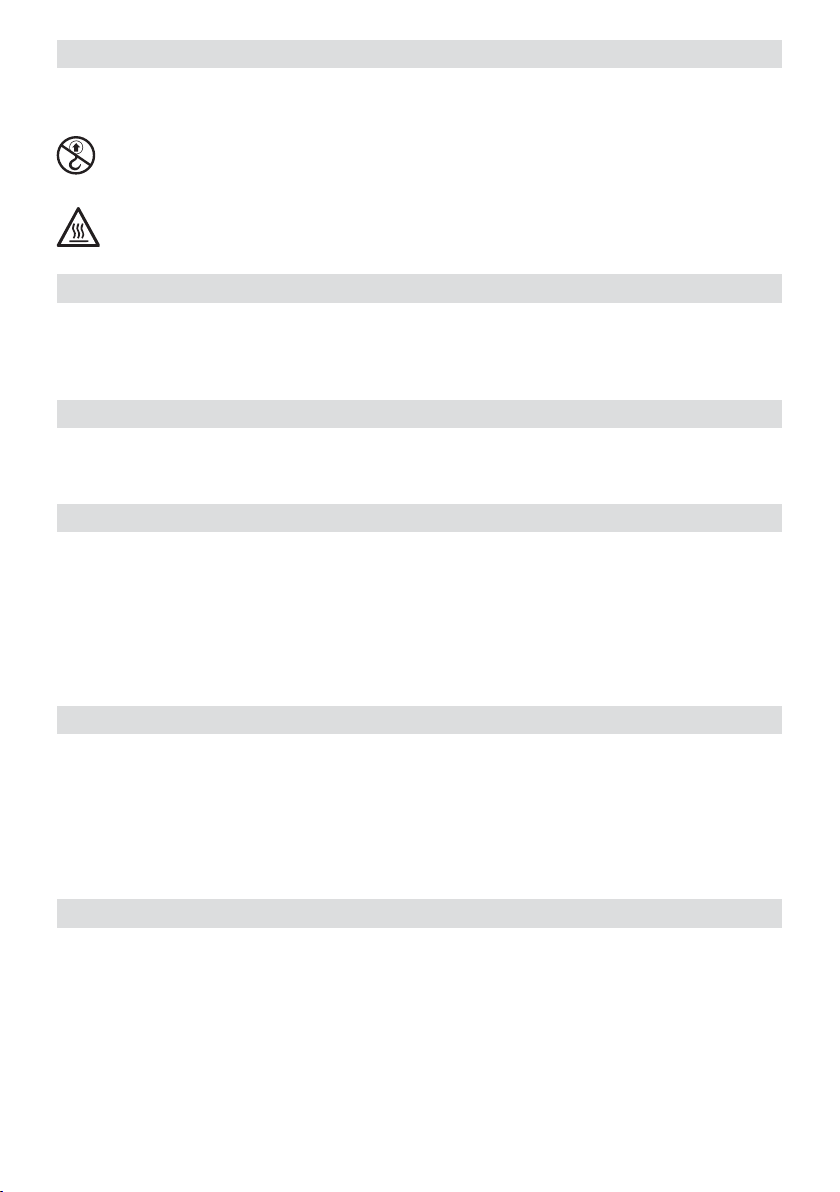
Gerätebeschreibung
Ansicht Vorderseite
1
23
2
3
22
11
10
1 Netzanschlussleitung
2 Kabelhalter
3 Gehäuse Elektronik
4 Hauptschalter
5
6
9
12
4
15
7
5 Display
6 Tastenfeld
7 Motor/Getriebe
8 Heizkeil
9 Spannhebel
10 Einstellmutter Fügekraft
11 Arretierfeder Einstellmutter
12 Traggriff/Führungsgriff
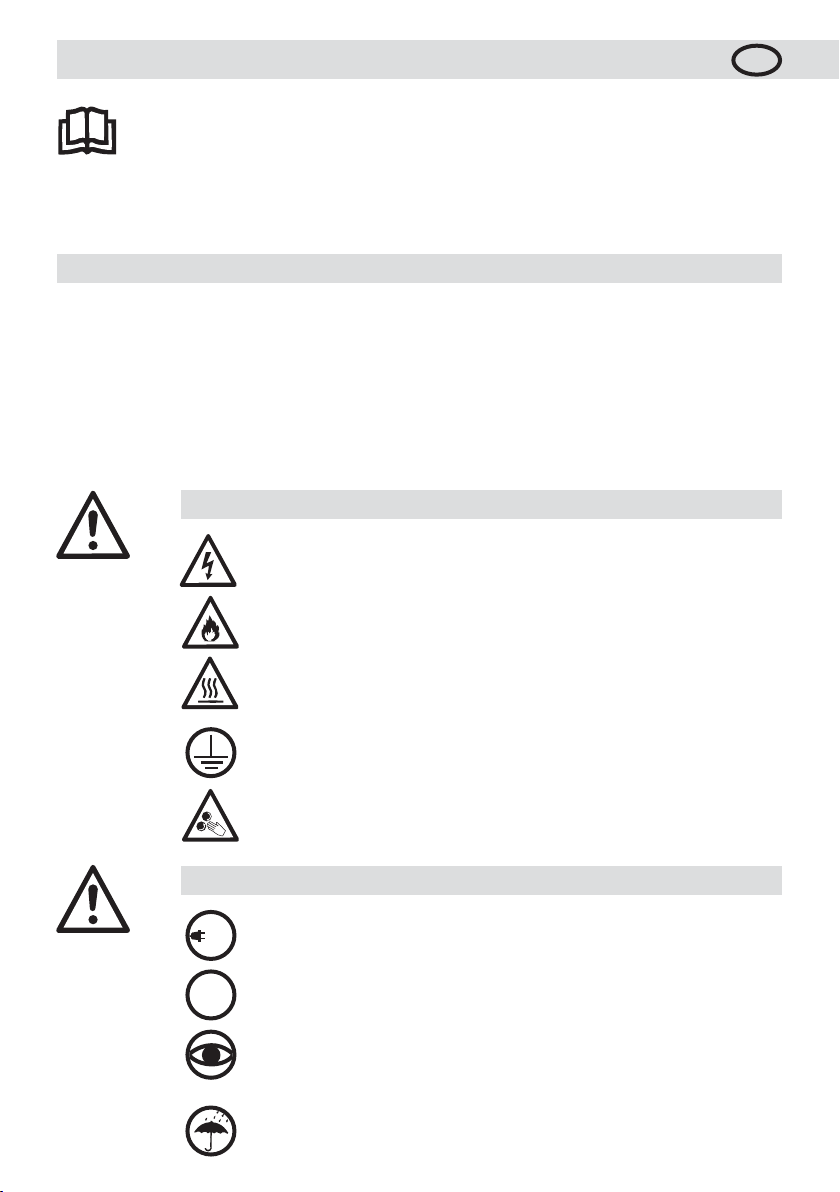
13 Laufrolle vorne
14 Laufrolle hinten
15 Folienführung
16 Kabelschlauch zu Heizkeil
17 Niederhalterolle
18 Führungsrolle vorne
19 Führungsrolle hinten
20 Untere Antriebs-/Andrückrolle
21 Obere Antriebs-/Andrückrolle
22 Einstellschraube Pendelkopf
23 Kettenabdeckung Fahrgestell
24 Kettenabdeckung Spannarm
25 Kettenabdeckung Getriebekasten
17
17
Ansicht Seite rechts
24
21
201981813 25 16
1412
5
Funktionsbeschreibung
b
cd
a
b
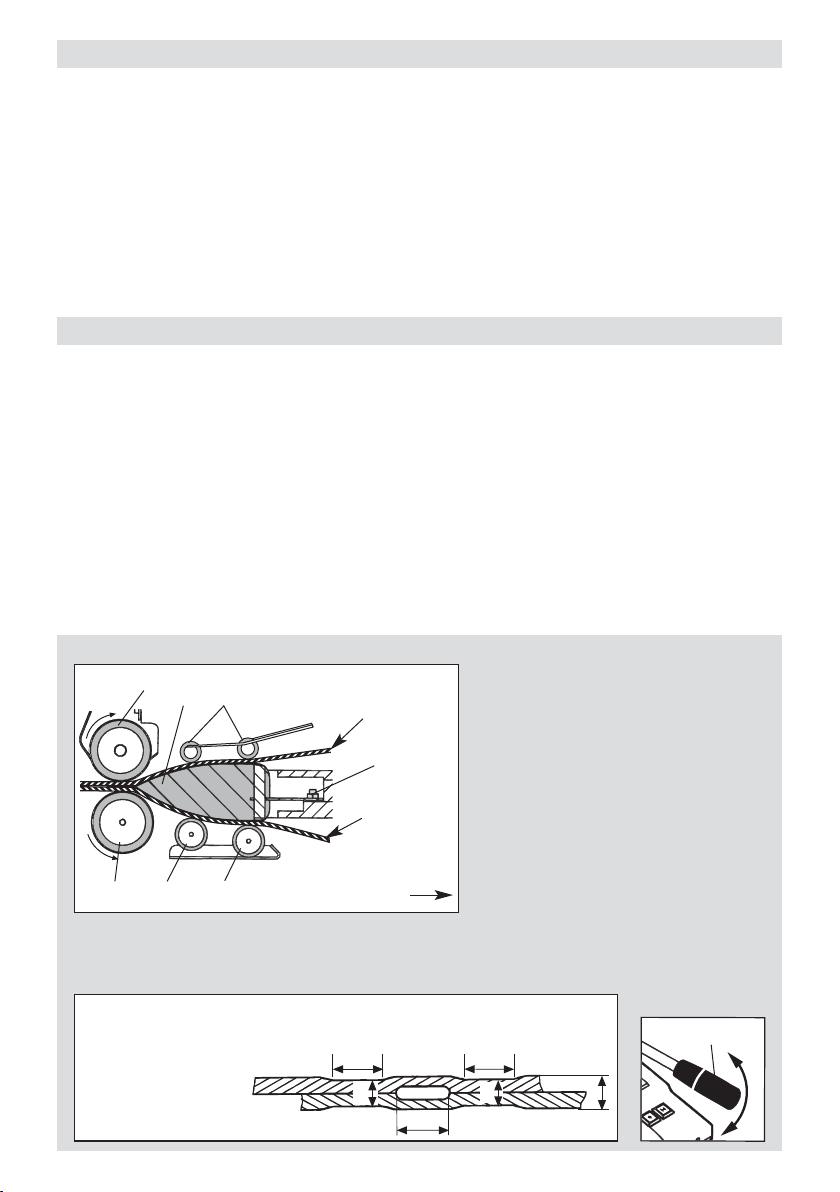
• Heizsystem → Die Heizkeil-Temperatur ist stufenlos einstellbar und elektronisch geregelt. Der Heizkeil ist
schwimmend gelagert (Grafik A).
• Fügekraft → stufenlos einstellbar. Die Fügekraft wird über den Kniehebel auf die Andrückrollen übertragen. Der
Pendelkopf garantiert einen gleichmässigen Fügeweg auf die beiden Teilnähte (c und d) sowie auch auf
eine Naht ohne Prüfkanal (Grafik B).
Dies ermöglicht ein problemloses Schweissen von T-Stössen. Während des Schweissvorganges passt sich die
Fügekraft linear der Dickenänderung der Dichtungsbahn an.
• Antrieb → Die Schweissgeschwindigkeit ist in Schritten von 0.1 m/min. einstellbar und elektronisch geregelt.
Digitale Anzeige von SOLL- und IST-Wert. Die Kraft übertragung erfolgt über ein Planetengetriebe.
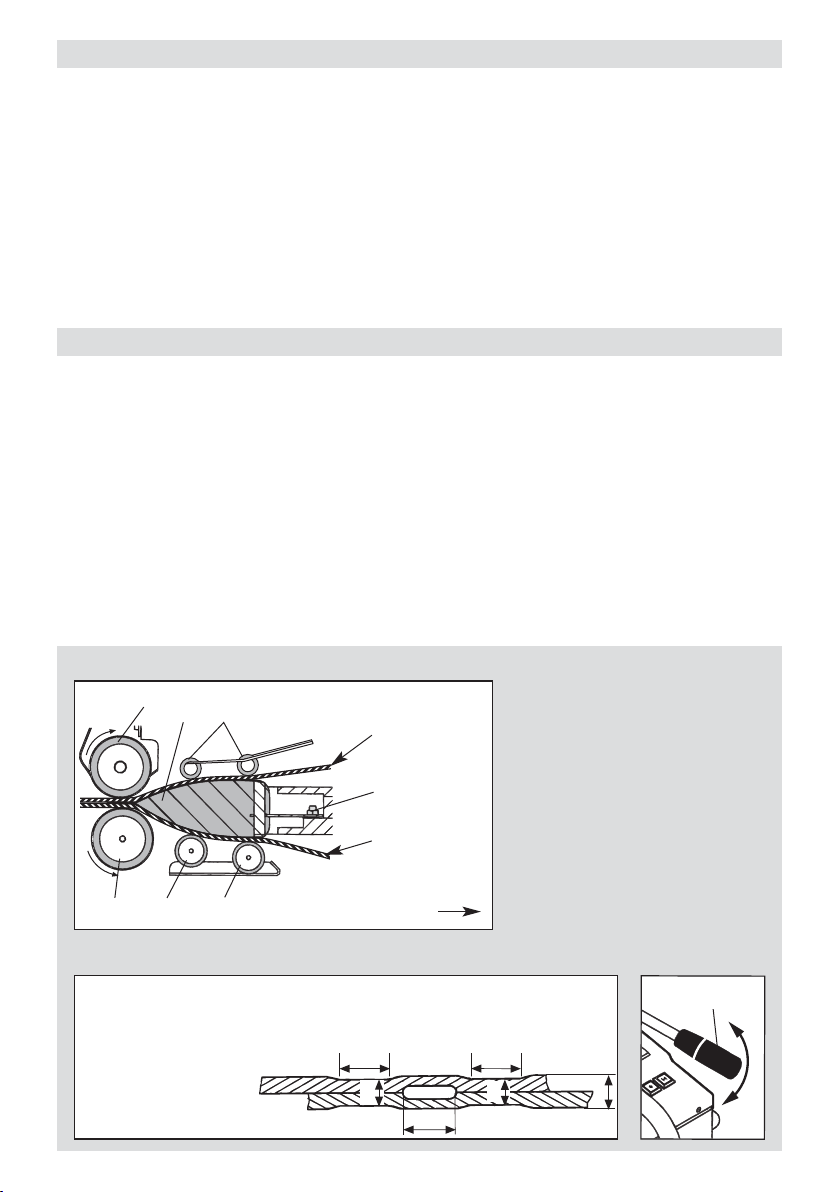
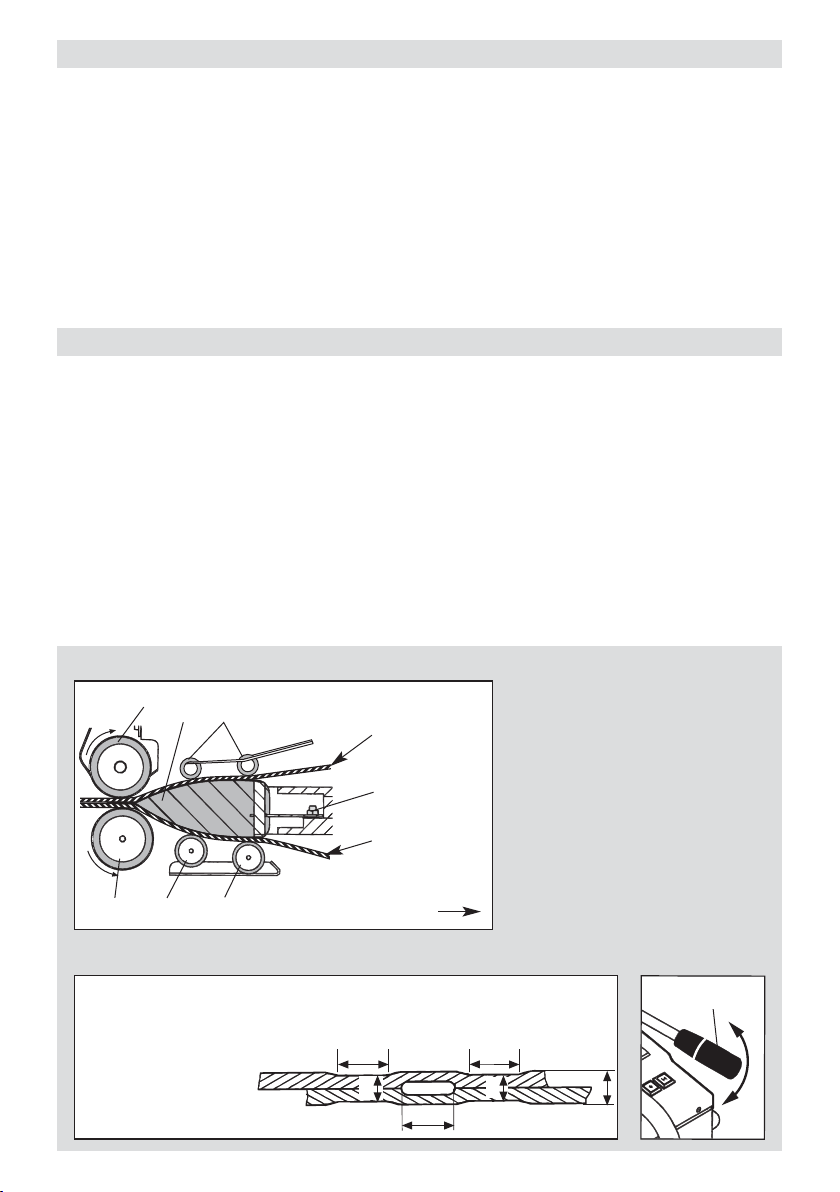
Einstellen Heizkeil
Einstellung der Führungsrollen bei verschiedenen Materialstärken (Grafik A).
• Die Einstellung darf nur bei abgekühltem Heizkeil (8) vorgenommen werden.
• Schweissautomat in das zu schweissende Material einfahren und positionieren.
• Spannhebel (9) spannen (Grafik C).
• Sechskantschraube von Führungsrolle hinten (19) lösen.
• Der Abstand zwischen Heizkeil (8) und Führungsrolle hinten (19) soll die Materialstärke betragen und die
Spitze des Heizkeils zentrisch zu den beiden Andrückrollen (20/21) liegen.
• Sechskantschraube von Führungsrolle hinten (19) anziehen.
• Sechskantschraube von Führungsrolle vorne (18) lösen.
• Der Abstand zwischen Heizkeil (8) und Führungsrolle vorne (18) soll ca. 1 mm betragen.
• Sechskantschraube von Führungsrolle vorne (18) anziehen.
Grafik A / Schnittmodell Heizskeilystem
21
8
17
20 19 18
Schweissrichtung
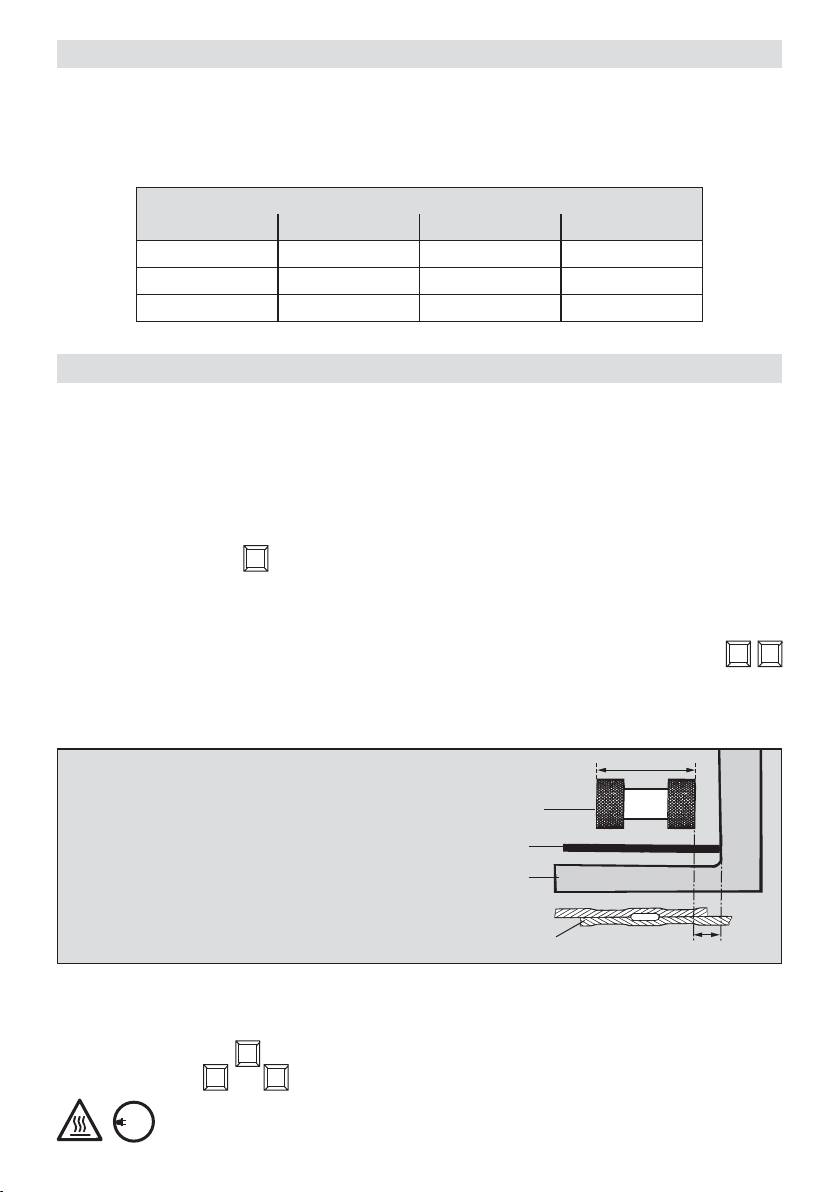
Grafik B / Schnittmodell einer Überlappschweissung
Fügeweg = a – b
a Dicke der oberen und
unteren Dichtungsbahn
b Dicke der Schweissnaht
c Teilnaht 1
d Teilnaht 2
e Prüfkanal
6
Obere
Dichtungsbahn
26
Untere
Dichtungsbahn
e
8 Heizkeil
9 Spannhebel
17 Niederhalterolle
18 Führungsrolle vorne
19 Führungsrolle hinten
20 Untere Antriebs-/Andrückrolle
21 Obere Antriebs-/Andrückrolle
22 Einstellschraube Pendelkopf
23 Kettenabdeckung Fahrgestell
24 Kettenabdeckung Spannarm
25 Kettenabdeckung Getriebekasten
26 Befestigungsschraube Heizkeil
Grafik C
9
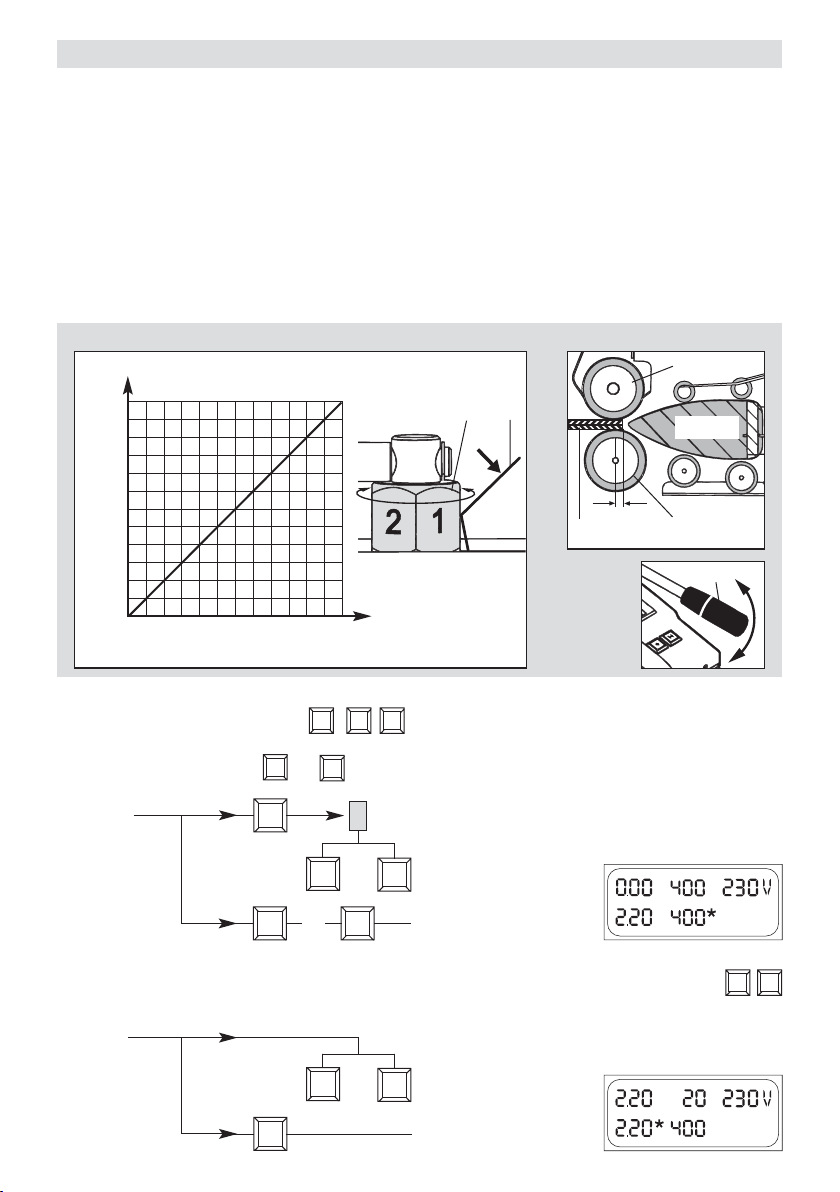
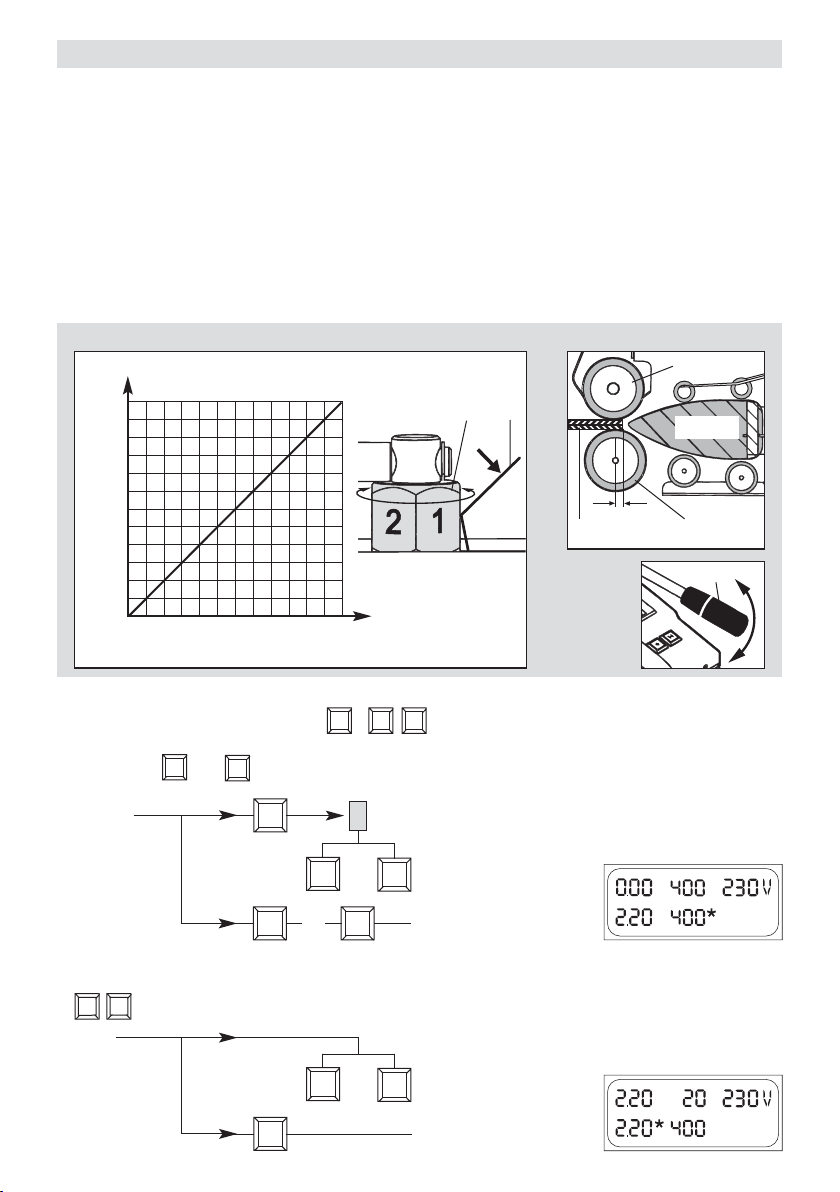
Schweissparameter
ca. 5 mm
Fügekraft
Zwei Folienstreifen des zu schweissenden Materials zwischen untere Antriebs-/Andrückrolle (20) und obere
•
Antriebs-/Andrückrolle (21) ca. 5 mm einfahren (Grafik E).
wird auto matisch nach vorne geschoben. Arretierfeder (11) drücken und halten. Durch Drehen der Einstell -
mut ter (10) müssen die An triebs-/ An drück rollen (20/21) das zu schweissende Material leicht touchieren.
Arretierfeder (11) loslassen, Spannhebel (9) entspannen.
• Arretierfeder (11) drücken und halten.
Fügekraft durch Drehen der Einstellmutter (10) ge mäss Grafik D einstellen. Bei der ge wün schten Kraft
Arretier feder (11) loslassen.
• Achtung: Bei Überschreitung der max. Fügekraft von 1500 N können mechanische Beschädigungen auftreten.
Spann he bel (9), spannen (Grafik C). Der Heizkeil
Grafik D
[N]
1500
1375
1250
1125
1000
875
750
625
500
375
250
125
123456123456
max. Fügekraft 1500 N
Schweisstemperatur
• Schweisstemperatur mit den Tasten , einstellen.
Die Temperatur ist vom Material und der Umgebungstemperatur abhängig. Eingestellter SOLL-Wert wird auf dem
Display angezeigt. Mit Tasten und (gleichzeitig drücken) Heizung einschalten. Aufheizzeit ca. 5 Minuten.
Heizung
Fügekraft
10 11
Raster
H
H
+
H
–
+–
Cursor blinkt
auf Display
SOLL - Wert - Einstellung
+
Grafik E
Folie
Grafik C
21
Heizkeil
20
9
&
H
Schweissgeschwindigkeit
• Je nach Folie oder Dichtungsbahn und Witterungseinflüssen die Schweissgeschwindigkeit mit den Tasten
einstellen. Eingestellter SOLL-Wert wird auf dem Display angezeigt.
Antrieb
+
–
M
EIN/AUS
SOLL - Wert - Einstellung
+
EIN/AUS
+
–
7
Schweissvorbereitung
• Verlegung Überlappungsbreite ca. 80 mm bis 130 mm. Dichtungsbahnen müssen zwischen
der Überlappung sowie auf der Oberseite und Unterseite sauber sein.
• Stromversorgung Mindestens 3 kW (Generator)
ausgerüstet mit FI-Schalter
• Verlängerungskabel Minimaler Kabelquerschnitt
gemäss Tabelle
200 – 230 V~ bis 50 m 3 × 1.0 mm
bis 100 m 3 × 2.5 mm
120 V~ bis 50m 3 × 1.5 mm
bis 100 m 3 × 2.5 mm
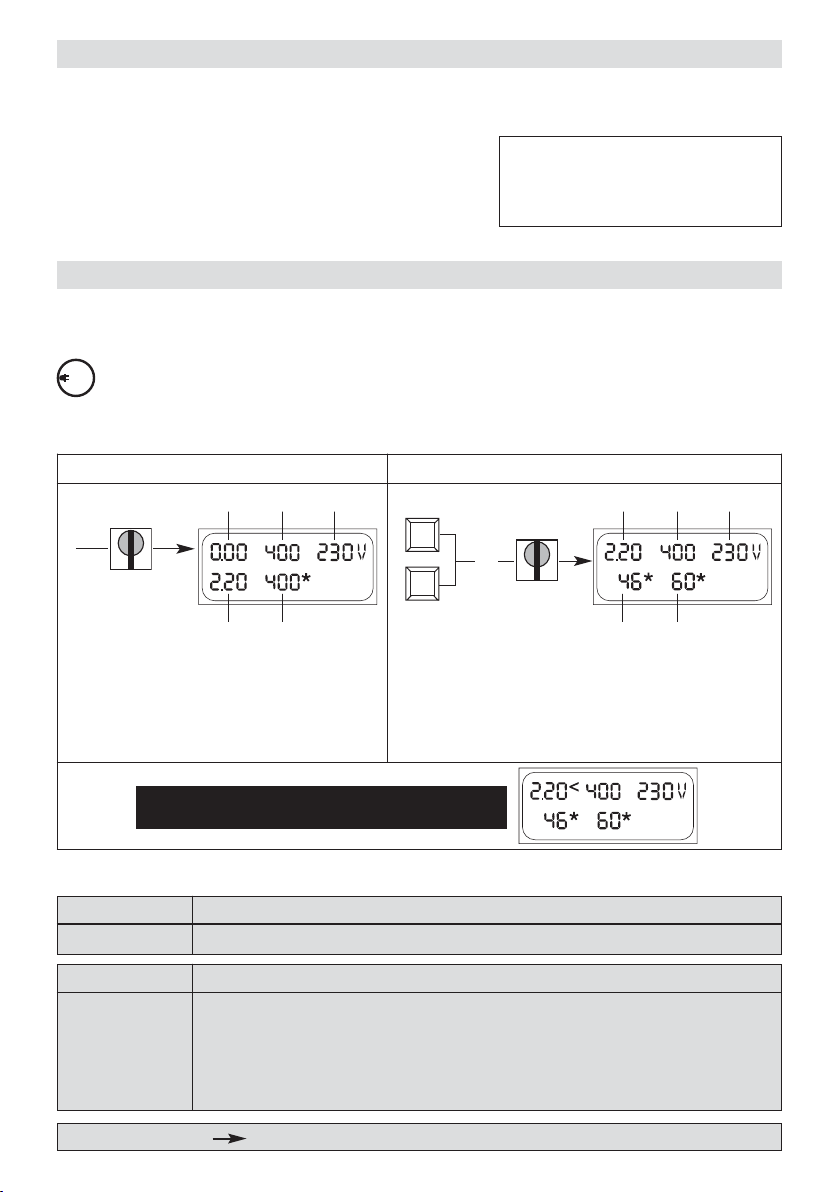
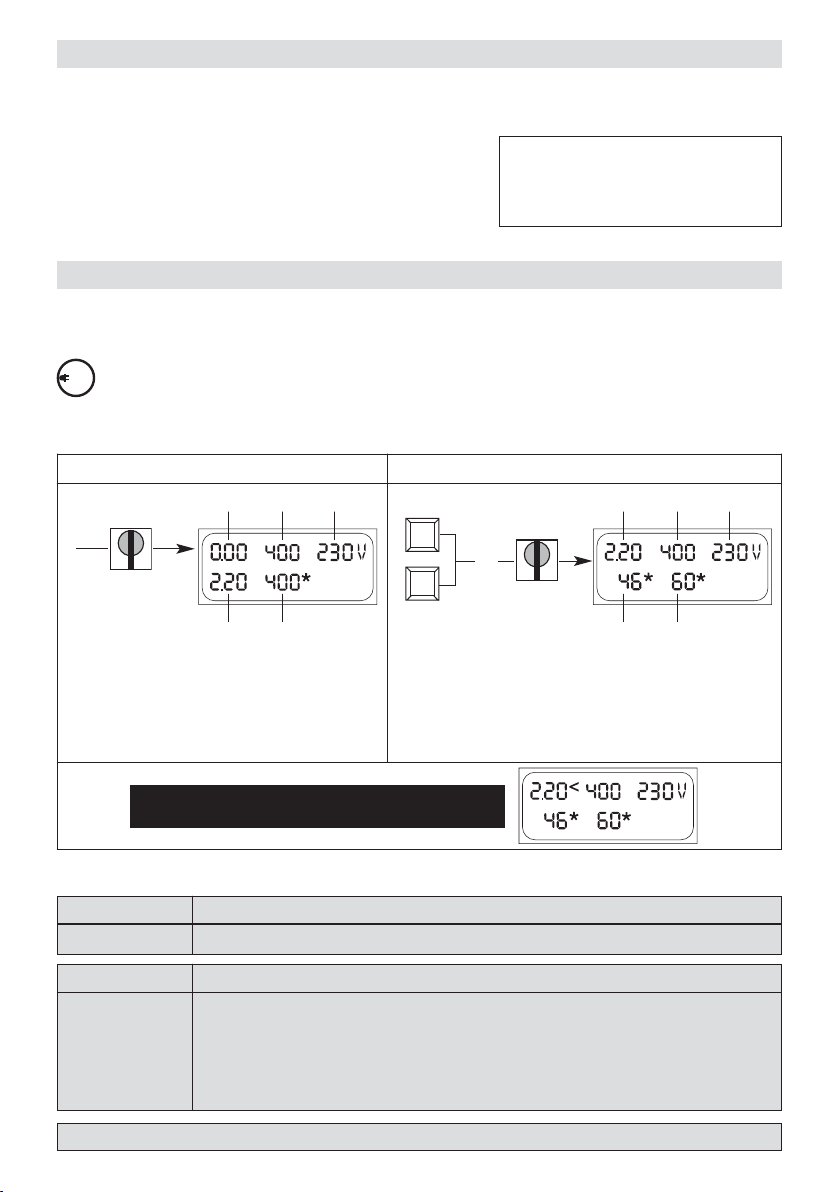
Betriebsbereitschaft
•
Vor Inbetriebnahme Netzanschlussleitung (1) und Stecker sowie Verlängerungskabel auf elektrische und mechanische
Beschädigung überprüfen. Bei Schäden, Gerät nicht in Betrieb nehmen.
Gerät an Nennspannung anschliessen. Nennspannung, die auf dem Gerät angegeben ist, muss mit
120
230
der Netzspannung übereinstimmen.
Bei Netzausfall Heizkeil (8) ausfahren.
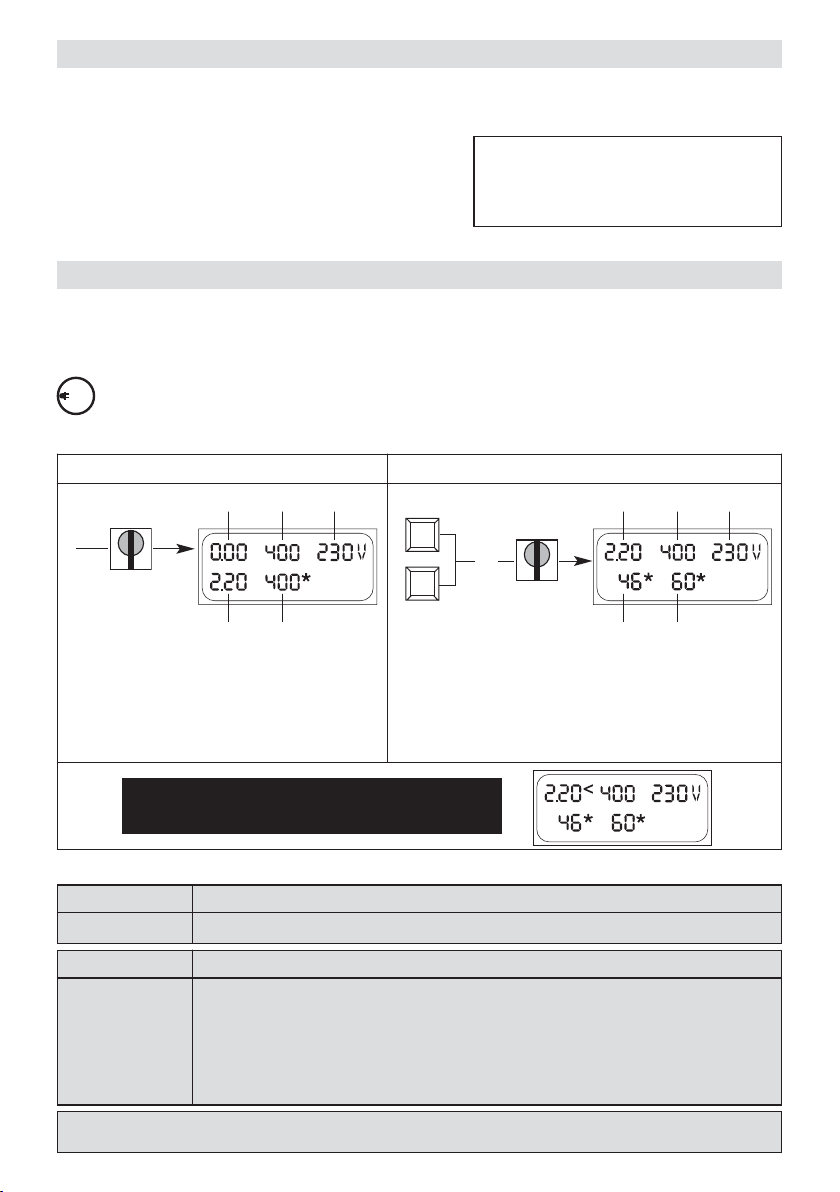
• Gerät starten mit Main - oder Control - Level.
Main - Level Control - Level
1
3 5
1 3 5
–
&
Hauptschalter (4)
EIN
2 4
1 Geschwindigkeit IST - Wert
2 Geschwindigkeit SOLL - Wert
3 Temperatur IST - Wert
4 Temperatur SOLL - Wert
5 Spannungs-Anzeige IST - Wert
+
1 Geschwindigkeit IST - Wert
2 Geschwindigkeit Leistung in %
3 Temperatur IST - Wert
4 Temperatur Leistung in %
5 Spannungs-Anzeige IST - Wert
Hauptschalter (4)
EIN
2 4
2
2
2
2
< Überlast - Anzeige
Heizung/Antrieb aktiv
*
• Kontrolle des Schweissvorganges und Fehlererkennung mittels Anzeige von Leistungsbedarf.
Anzeige 4 Heizung Fehler - Ursache nach Aufheizzeit
100 % • Netzunterspannung
Anzeige 2 Antrieb Fehler - Ursache
100 % • Netzunterspannung
100 % oder < • Zu grosse Überlappung der Dichtungsbahnen
100 % oder < • Verschmutzung der Antriebsrollen (20/21)
100 % oder < • Maximale Fügekraft (1500 N) überschritten
100 % oder < •
Bei Error-Meldung Service-Stelle kontaktieren
8
Hohe Schweissgeschwindigkeit mit grossem Lastmoment (z.B. Einbindegraben, T-Stoss ...)
Testschweissung
a
b
• ACHTUNG: Vor dem Schweissvorgang müssen die Schweissparameter mittels Testschweissung überprüft
werden.
• Testschweissung gemäss Schweissanleitung des Materialherstellers und nationalen Normen, Richtlinien oder
Startparameter gemäss Tabelle vornehmen.
HD - PE (Materialstärke in mm)
1.5 2.0 2.5 3.0
420 °C 420 °C 420 °C 420 °C
5.0 m/min. 4.5 m/min. 4.2 m/min. 4.0 m/min.
1250 N 1500 N 1500 N 1500 N
Schweissen
• Kontrolle: – Antriebs- / Andrückrollen (20/21) sowie Heizkeil (8) müssen vor dem Einfahren in die
Dichtungsbahn oder Folie sauber sein.
– Netzkabellänge / Kabelführung.
• Schweissparameter einstellen, siehe Seite 7.
• Heizkeiltemperatur muss erreicht sein.
• Schweissautomat in die überlappgelegte Dichtungsbahn oder Folie einfahren und positionieren.
• Antriebsmotor mit Taste auf Tastenfeld (6) einschalten.
• Spannhebel (9) spannen.
Schweissvorgang beginnt
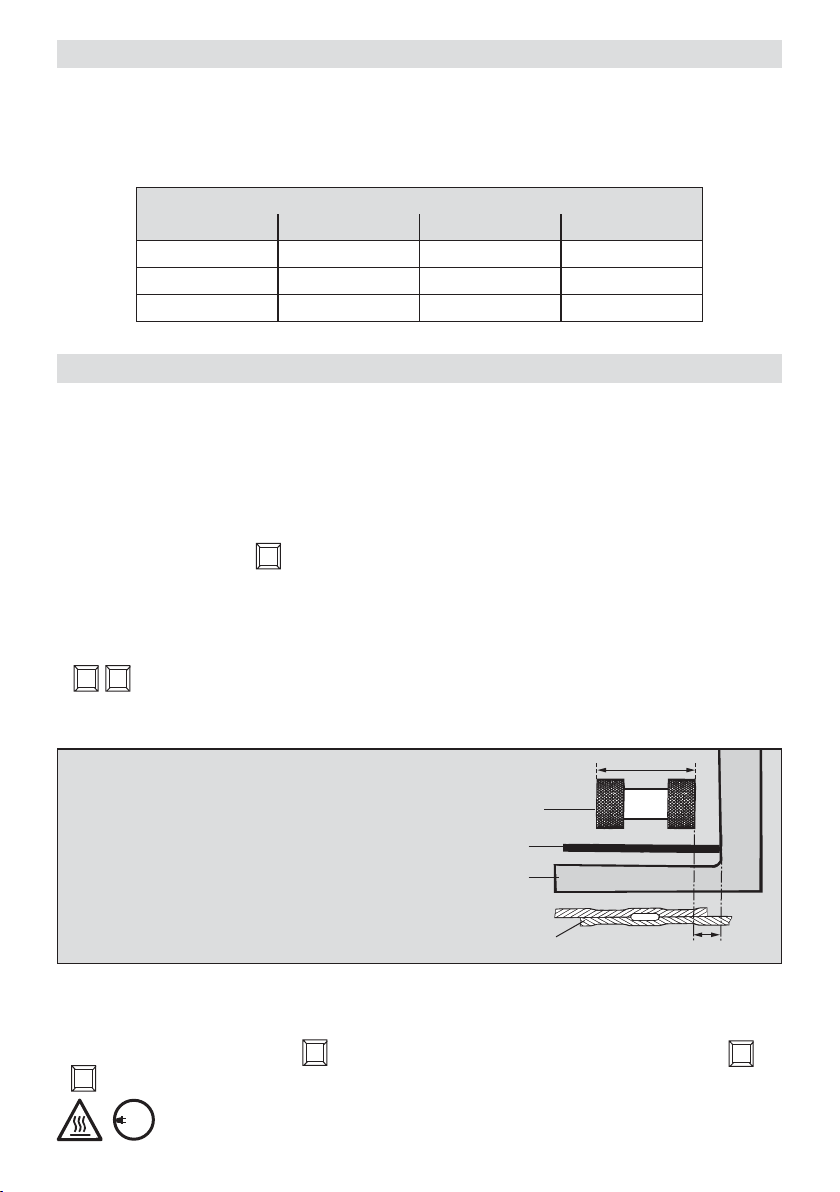
• Schweissnaht kontrollieren (Schweisswulst / Fügeweg). Bei Bedarf Schweissgeschwindigkeit mit Tasten
auf Tastenfeld (6) korrigieren.
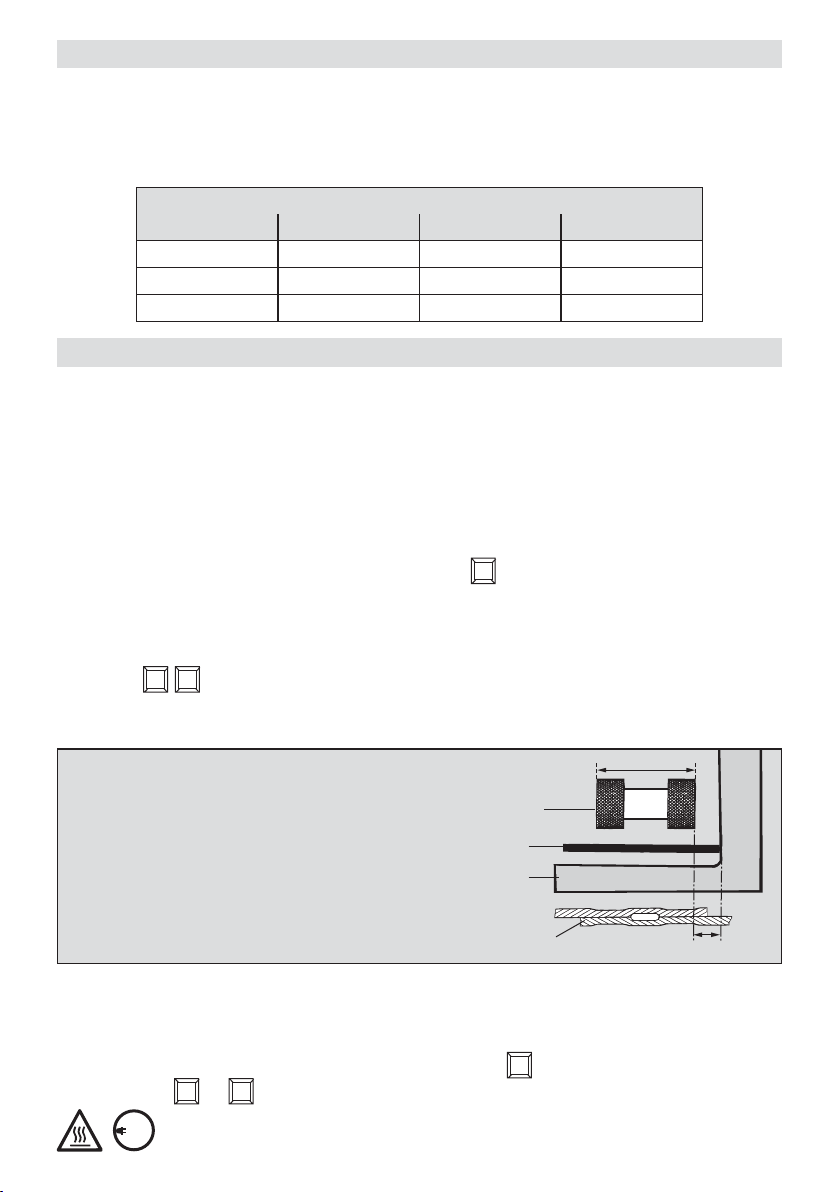
• Schweissautomat am Traggriff / Führungsgriff (12) entlang der Überlappung führen, so dass die vordere
Überlappungsbreite im Bereich der 22 mm Zone gehalten wird (siehe Grafik F).
M
+
–
Grafik F
15 Folienführung
21 Obere Antriebs-/Andrückrolle (a 50 mm oder 45 mm)
23 Kettenabdeckung Fahrgestell
b Max. Vordere Überlappungsbreite
a 50 mm = b 22 mm
a 45 mm = b 24.5 mm
Ende Schweissvorgang
• 1 cm vor dem Schweissnahtende Spannhebel (9) entspannen.
• Antriebsmotor mit Taste auf Tastenfeld (6) ausschalten.
Heizung mit Tasten und (gleichzeitig drücken) auf Tastenfeld (6) ausschalten.
230
Nach Beendigung der Schweissarbeiten Heizkeil (8) abkühlen lassen und Netzanschlussleitung
400
vom elektrischen Netz trennen.
M
+
H
21
15
23
Überlappschweissung
9

Transport
• Verwenden Sie für den Transport des Heizkeil-Schweissautomaten ASTRO den im Lieferumfang enthaltenen
Gerätekoffer. Der Gerätekoffer ist mit Traggriff ausgerüstet.
Die Traggriffe des Gerätekoffers sowie Spannhebel (9) und Traggriff / Führungsgriff (12) des Heizkeil-
Schweissautomaten nicht für den Transport mit dem Kran verwenden.
Zum Anheben des Heizkeil-Schweissautomaten von Hand, Traggriff / Führungsgriff (12) benutzen.
Zur Transportvorbereitung Heizkeil (8) abkühlen lassen.
Schulung
• Leister Technologies AG und deren autorisierte Service-Stellen bieten kostenlos Schweiss kurse und Einschulungen
an. Informationen unter www.leister.com.
Zubehör
• Es darf nur Leister-Zubehör verwendet werden.
Wartung
• Netzanschlussleitung (1) und Stecker auf elektrische und mechanische Beschädigungen überprüfen.
• Heizkeil (8) mit Kupferbürste reinigen.
• Antriebs-/Andrückrolle (20/21) mit Drahtbürste reinigen.
• Ketten bei Bedarf mit Kettenspray behandeln (Kettenabdeckung 23/24).
• Rollen (13/14/17/18/19) auf Gängigkeit prüfen.
Service und Reparatur
• Gerät muss durch eine autorisierte Service-Stelle überprüft werden, wenn auf dem Display (5) die Meldung
«maintenance; servicing» erscheint.
• Reparaturen sind ausschliesslich von autorisierten Leister-Service-Stellen ausführen zu lassen. Diese gewährleisten
innert nützlicher Frist einen fachgerechten und zuverlässigen Reparatur-Service mit Original-Ersatzteilen gemäss
Schaltplänen und Ersatzteillisten.
Gewährleistung
• Für dieses Gerät besteht eine grundsätzliche Gewährleistung von einem (1) Jahr ab Kaufdatum (Nachweis durch
Rechnung oder Lieferschein). Entstandene Schäden werden durch Ersatzlieferung oder Reparatur beseitigt.
Elektrischer Heizkeil wird von dieser Gewährleistung ausgeschlossen.
• Weitere Ansprüche sind, vorbehältlich gesetzlicher Bestimmungen, ausgeschlossen.
• Schäden, die auf natürliche Abnutzung, Überlastung oder unsachgemässe Behandlung zurückzuführen sind,
werden von der Gewährleistung ausgeschlossen.
• Keine Ansprüche bestehen bei Geräten, die vom Käufer umgebaut oder verändert worden sind.
10
Operating Instructions (Translation of the original operating instructions)
Read the operating instructions carefully before starting
the device and keep them for future reference.
Leister ASTRO
Automatic Wedge Welding Machine
Application
The Leister ASTRO is an automatic wedge welding machine for overlap welding of geomembrane liners
in earthwork and civil engineering.
• Thermoplastic geomembrane liners: Polyethylene PE-HD, PE-LD, Polypropylene PP.
• Type of seam: Welding seams are pro-duced in accordance with DVS 2225 part I and BAM.
Other dimensions are pos-sible on request.
DVS: German Welding Society for welding
BAM: Federal Institute for Materials Research and Testing, Berlin.
Warning
Danger! Unplug the tool before opening it as live components and connections
are exposed.
Incorrect use of the hot wedge tool can present a fire and explosion hazard
especially near combustible materials and explosive gases.
Do not touch the element housing and wedge when hot as they can cause burns.
Allow the tool to cool down. Do not point the hot air flow in the direction of people
or animals.
Connect the tool to a socket outlet with protective earth conductor.
Any interruption of the protective earth conductor within or outside the tool is
danger-ous ! Use only extensions cables with a protective earth conductor !
Risk of entanglement ! Do not touch pressure rollers when closing or during
operation.
GB
Caution
230
400
FI
The voltage rating stated on the tool should correspond to the mains voltage.
In the case of a power loss, disengage the hot wedge.
For personal protection, we strongly recommend the tool be connected to an RCCB
(Residual Current Circuit Breaker) before using it on construction sites.
The tool must be operated under supervision. Radiant heat from the hot wedge
can ignite flammable materials.
The device machine may only be used by qualified specialists or under their
supervision. Children are not authorized to use this device.
Protect the tool from damp and wet.
11
Conformity
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Switzerland
the version as brought into circulation through us, fulfils the requirements
Directives
Harmonised standards: EN 12100-1, EN 12100-2, EN 14121-1
Kaegiswil, 29.08.2012
Bruno von Wyl, CTO Beat Mettler, COO
: 2006/42, 2004/108, 2006/95, 2011/65
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3,
EN, 62233, EN 60335-2-45, EN 50581
of the following EC directives.
Disposal
Power tools, accessories and packaging should be sorted for environmental-friendly recycling. Only
for EC countries: Do not dispose of power tools into household waste! According to the European
Directive 2002/96 on waste electrical and electronic equipment and its incorporation into national law,
power tools that are no longer suitable for use must be separately collected and sent for recovery in
an environmental-friendly manner.
confirms that this
product, in
Technical data
Voltage V~
Frequency Hz
Power consumption W
Temperature °C / °F
Welding pressure N / Ibs
Drive m/min / feet
Overlap width mm / Inch
Thickness of material mm / mil
Noise emission level
Size L×W×H mm
Weight kg / lbs
Conformity mark
Safety standard
Type of certification
Protection class I
Technical data and specifications are subject to change without prior notice.
12
LpA (dB)
200, 230 (mains voltage is not reversible)
50/60
1800
max.
420 / 788
max.
1500 / 337
0.8– 5.0 / 2.6 – 16.5
max.
150 / 5.9
1.5 – 3.0
< 71
475 × 355 × 315
23 / 50
2
3
CCA
1
Description of machine
Frontal view
1
23
2
17
17
1 Power supply cord
2 Cable clip
3 Housing of electronics
11
10
5
6
9
22
12
3
4
15
7
24
4 Main switch
5 Display
6 Keyboard
7 Motor/ Drive
8 Hot wedge
9 Lever
10 Adjustment screw for
welding pressure
11 Locking spring of adjustment screw
12 Carrying handle / Guide handle
13 Front wheel
14 Back wheel
15 Foil guide
16 Cable conduit for hot wedge
17 Pinch roller
18 Front guide roller
19 Rear guide roller
20 Lower drive/pressure roller
21 Upper drive/pressure roller
22 Adjustment screw for swivel head
23 Chain guard of lower part
24 Chain guard of tension arm
25 Chain guard of gear case
Side view
21
201981813 25 16
1412
13
Functional description
b
cd
a
b
• Heating system → The hot air temperature is steplessly adjustable and eletronically controlled. It is a floating
hot wedge. (Illustration A).
• Welding pressure → infinitely variable (steplessly adjustable). The welding pressure is transmitted via a toggle
lever to the pressure rollers. The swivel head guarantees the equalization of the pressure to both welded
sections (c and d) as well as on a welded seam without test channel (Illustration B).
This allows T-joints to be welded easily. During the welding process the pressure adjusts itself linearly to the
change in material thickness of the geomembrane liners.
• Drive → The welding speed is adjustable and electronically controlled in steps of 0.1 m/min / feet. Digital display
of SET and ACTUAL values. The power transmission works through a three stage planetary gear.
Adjusting the hot wedge
Adjusting of the guide rollers for the requested material thickness (Illustration A).
• Adjustments may only be made to the hot-wedge (8) after it has cooled down.
• Engage the automatic wedge-welding machine on the geomembrane liner or film to be welded.
• Stretch the lever (9) (Illustration C).
• Loosen the hexagon cap screw of the rear guide roller (19).
• The distance between the hot wedge (8) and the rear guide roller (19) should be the thickness of the material
and the sharp tongue of the wedge should lie centrically to the pressure rollers (20/21).
• Tighten the hexagon cap screw of the rear guide roller (19).
• Loosen the hexagon cap screw of the front guide roller (18).
• The distance between hot wedge (8) and front guide roller (18) should be about 1 mm.
• Tighten the hexagon cap screw of the front guide roller (18).
Illustration A / Cross-section diagram of hot wedge system
21
8
17
20 19 18
Welding direction
Illustration B / Cross sectional diagram of an overlap weld
Seam thickness reduction = a – b
a Thickness of the upper and lower membrane
b Thickness of the welded seam
c Welded section 1
d Welded section 2
e Test channel
14
Upper
geomembrane
liner
26
Lower
geomembrane
liner
e
8 Hot wedge
9 Lever
17 Pinch roller
18 Front guide roller
19 Rear guide roller
20 Lower drive/pressure roller
21 Upper drive/pressure roller
22 Adjustment screw for swivel head
23 Chain guard of lower part
24 Chain guard of tension arm
25 Chain guard of gear case
26 Fastening screw for hot wedge
Illustration C
9
Welding parameter
ca. 5 mm
Welding pressure
• Insert the two strips of the material to be welded between the lower drive-/pressure roller (20) and the upper
drive/pressure roller (21) by approx. 5 mm (Illustration E).
is automat-ically pushed forward. Push and hold down the locking spring (11). Turn the
for welding pressure (10
Let go the locking spring (11) and release the tension of the lever (9).
• Keep pushing the locking spring of the adjustment screw (11). Adjust the welding pres-sure by turning the
corresponding adjustment screw (10) according to illustration D and let go the locking spring (11) at the
requested welding pressure.
• Warning: If the maximum welding pressure of 1500 N is exceeded mechanical damage may occur.
) until the drive/pressure rollers (20/21)slightly touch the material to be welded.
Pull the lever (9)
(Illustration C).
adjustment screw
The hot wedge
Illustration D
[N]
1500
1375
1250
1125
1000
875
750
625
500
375
250
125
Welding temperature
• Set the welding temperature with the , keys. The temperature is dependent on the material
and the ambient temperature. The in-put SET value will be shown on the display. Switch on the heating by
pressing the and keys simultaneously. Heating up time approx. 5 mins.
Heating
Welding pressure
123456123456
max. welding pressure 1500 N
H
+
H
–
H
10 11
Screen
+–
cursor will blink
on the display
SET value setting
+
Illustration E
Geomembrane
Illustration C
21
Wedge
20
9
&
H
Welding Speed
• According on the film or geomembrane liner and the influence of the weather, set the welding speed with the
keys. The in-put SET value will be shown on the display.
+
–
Drive
+
–
M
ON / OFF
SET value setting
+
ON / OFF
15
Welding preparation
• Laying Width of overlap is about 80mm to 130mm. Geomembrane liners must be clean
between the overlap as well as above and below.
• Mains supply At least 3kW (generator)
supplied with an RCCB
• Cable to mains A minimum cable cross section
in accordance with the table.
200 – 230 V~ to 50 m 3 × 1.0 mm
to 100 m 3 × 2.5 mm
120 V~ to 50m 3 × 1.5 mm
to 100 m 3 × 2.5 mm
Operating conditions
• Before putting into operation, check power supply cord (1) and connector as well as extension cable for electrical
and mechanical damage. Do not operate the equipment if damage is found.
Connect the equipment to nominal voltage.
120
230
The nominal voltage indicated on the equipment must correspond to the mains voltage.
In the case of a power loss, disengage the hot wedge (8).
•
Start the device with Main- or Control-Level.
Main - Level Control - Level
1
3 5
1 3 5
–
&
Main Switch (4) ON
2 4
1 Speed ACTUAL value
2 Speed SET value
3 Temperature ACTUAL value
4 Temperature SET value
5 Voltage display ACTUAL value
+
Main Switch (4) ON
2 4
1 Speed ACTUAL value
2 Speed
3 Temperature ACTUAL value
4 Temperature
5 Voltage display ACTUAL value
Power consumption in %
Power consumption in %
2
2
2
2
< Overload indication
Heating / Drive active
*
• Check the welding process and identify faults by means of the display of power consumption.
Display 4 Heating reason for fault after heating up timet
100 % • mains under-voltage
Display 2 Drive reason for fault
100 % • mains under-voltage
100 % or < • overlap of the geomembrane liner too wide
100 % or < • dirt on the drive rollers (20/21)
100 % or < • max. welding pressure (1500 N) has been exceeded
100 % or < • high welding speed with large sudden overload (ie anchoring trench, T-joints....)
If malfunction does not disappear, contact service center
16
a
b
Test Weld
• WARNING: Welding parameters must be verified by means of test welds before the welding operation is
performed.
• Perform test weld as per the welding instructions of the material manufacturer and national standards, directives
or start parameters as shown in the table.
HD - PE (material thickness in mm)
1.5 2.0 2.5 3.0
420 °C 420 °C 420 °C 420 °C
5.0 m/min. 4.5 m/min. 4.2 m/min. 4.0 m/min.
1250 N 1500 N 1500 N 1500 N
Welding
• Check: – Drive/ Pressure rollers (20/21) as well as the hot wedge (8) must be clean before engaging
into the geomembrane liner or film.
– Cable length/Cable guide.
• Adjust welding parameters, see page 15.
• The welding temperature must be achieved.
• Guide and position the automatic welding machine into the over-lapped geomembrane liner or film.
• Switch on drive motor with key on keyboard (6).
• Pull the lever (9).
Beginning of welding process
• Check the welded seam (wash/seam thickness reduction). As required, adjust the welding speed with
keys on keyboard (6).
+
–
• The automatic welding machine is guided along the overlap with the carrying handle/guide handle (12), so that
the frontal width of the overlap is kept within the 22mm zone (see illustration F).
M
Illustration F
15 Foil guide
21 Upper drive/pressure roller (a 50 mm or 45 mm)
23 Chain guard of lower part
b Max. frontal width of overlap
a 50 mm = b 22 mm
a 45 mm = b 24.5 mm
End of welding process
• Release the tension lever (9) 1 cm before the end of the welded seam.
• Switch off the drive motor with key on the keyboard (6). Switch off the heat-ing by pressing the and
keys on the keyboard (6) simultaneously.
+
After completion of the welding work, allow the hot wedge (8) to cool down and remove the power
230
400
supply cord from the mains socket.
M
21
15
23
Overlap welding
H
17
Transport
• Use the storage case included in delivery when transporting the ASTRO hot-wedge welding machine. The storage
case is equipped with a carrying handle.
Do not use the handles of the storage case, the tension lever (9) and handle /guide handle (12) of the
automatic hot-wedge welding machine for transport by crane.
Use the carrying handle / guide handle (12) to lift the automatic hot-wedge welding machine by hand.
Allow the hot-wedge (8) to cool down before transport.
Training
Leister Technologies AG and its authorised Service Centres offer free welding courses and training.
•
Informationen below www.leister.com.
Accessories
• Only Leister accessories should be used
Maintenance
• Check power supply cord (1) and plug for electrical and mechanical damage.
• Clean hot wedge (8) with a copper brush.
• Clean drive and pressure rollers (20/21) with a wire brush.
• Treat chain (22) with a suitable spray as required (chain guard 23/24).
• Check whether rollers (13/14/17/18/19) are running smoothly.
Service and repair
• The tool should be checked by an authorized Service Center if the following message appears on the display (5):
«maintenance; servicing».
• Repairs should only be carried out by authorised Leister Service Centres. They guarantee a correct and
reliable repair service within reasonable period, using original spare parts in accordance with the circuit
diagrams and spare parts lists.
Warranty
• For this tool, we generally provide a warranty of one (1) year from the date of purchase (verified by invoice or
delivery document). Damage that has occurred will be corrected by replacement or repair. The electrical hotwedge is excluded from this warranty
• Additional claims shall be excluded, subject to statutory regulations.
• Damage caused by normal wear, overloading or improper handling is excluded from the guarantee.
• Warranty claims will be rejected for tools that have been altered or changed by the purchaser.
18
Instructions d'utilisation (Traduction de la notice d’utilisation originale)
Instructions d’utilisation à lire trés attentivement avant mise en
marche et à conserver pour besoins ultérieurs
Leister ASTRO
Soudeuse automatique à panne chauffante
Applications
Le LEISTER Astro est une soudeuse automatique à panne chauffante pour souder par recouvrement
des membranes d’étanchéité en ouvrages terrestres et hydrauliques.
• Membranes d’étanchéité thermoplastiques: Polyéthylène PE-HD, PE-LD, Polypropylène PP.
• Forme de soudure: Des soudures sont réalisées selon la DVS 2225, partie I, et selon le BAM.
D’autres dimensions possibles sur demande
DVS: Association allemande pour les techniques de soudage
BAM: Institut fédéral pour la recherche et les essais des matériaux, Berlin
Avertissement
Danger de mort en ouvrant l’appareil au contact des connexions et composants
mis à nu et sous tension. Avant d’ouvrir l’appareil, prendre soin de débrancher la
prise électrique.
Danger d’incendie ou d’explosion lors d’utilisations non appropriées des appareils
à air chaud, surtout à proximité de matériaux inflammables et de gaz explosifs.
Danger de brûlure ! Ne pas toucher les buses quand elles sont chaudes.
Laisser refroidir l’appareil. Ne pas diriger le flux d’air chaud vers les humains ou
les animaux.
Raccorder l’appareil à une prise de courant avec prise de terre.
Chaque interruption de la ligne de terre à l’intérieur ou à l’extérieur de l’appareil
est dangereuse. Utiliser seulement une rallonge avec ligne de terre !
Risque de coincement ! Ne touchez pas les rouleaux de pression pendant leur
fermeture ou pendant leur fonctionnement.
F
Precautions
230
400
FI
La tension indiquée sur l’appareil doit correspondre à celle de la ligne
d’alimentation. En cas de coupure de courant, extrayez la panne chauffante.
En cas d’utilisation sur chantier et pour la sécurité du personnel, il est impératif
d’utiliser un commutateur de sécurité.
L’appareil ne doit pas être laissé sans surveillance pendant son fonctionnement.
La machine ne doit être utilisée que par des spécialistes qualifiés ou sous leur
surveillance. Les enfants ne sont pas autorisés d’utiliser cette machine.
Protéger l’appareil contre les saletés et l’humidité.
19
Conformité
Leister Technologies AG, Galileo-Strasse 10, CH-6056 Kaegiswil/Suisse confirme que ce produit
correspond, en ce qui concerne la conception et le modèle type dans la version commercialisée par
notre entreprise, aux réglementations figurantdans les directives européennes désignées ci-dessous
Directives: 2006/42, 2004/108, 2006/95, 2011/65
Normes harmonisées
Kaegiswil, 29.08.2012
Bruno von Wyl, CTO Beat Mettler, COO
: EN 12100-1, EN 12100-2, EN 14121-1
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3,
EN, 62233, EN 60335-2-45, EN 50581
Elimination de déchets
Les outils électroportatifs, ainsi que leurs accessoires et emballages, doivent
voie de recyclage appropriée. Seulement pour les pays de l’Union Européenne: Ne pas jeter les
appareils électroportatifs avec les ordures ménagères! Conformément à la directive européenne
2002/96 relative aux déchets d’équipements électriques et électroniques
nationales, les outils électroportatifs dont on ne peut plus se servir doivent être séparés et suivre une
voie de recyclage appropriée.
Caractéristiques techniques
Tension V~
Fréquence Hz
Puissance W
Température °C
Force d’assemblage N
Entraînement m/min
Largeur de recouvrement
Epaisseur du matériau mm
Niveau d’émission LpA (dB)
Dimensions L×L×H mm
Poids kg
Signe de conformité
Signe de protection
Type de certification
Classe de protection I
Sous réserve de modifications techniques
20
mm
200, 230
50/60
1800
max. 420
max. 1500
0.8 – 5.0
max. 150
1.5 – 3.0
< 71
475 × 355 × 315
23
2
3
CCA
1
(Tension d’alimentation non commutable)
pouvoir suivre chacun une
et sa réalisation dans les lois
Description de l’appareil
Vue de face
1
23
2
3
17
17
Vue du côté droit
22
24
11
10
1 Câble d’alimentation
2 Support de câble
3 Boîtier électronique
4 Interrupteur principal
5
6
9
12
4
15
7
5 Affichage digital
6 Sélecteur des paramètres
7 Moteur / entraînement
8 Panne chauffante
9 Levier de serrage et positionnement
de la panne
10 Ecrou de réglage de la pression
d’assemblage
11 Ressort d’arrêt de l’écrou de serrage
12 Poignée de transport et de guidage
13 Roulette avant
14 Roulette arrière
15 Guidage de feuille
16 Gaine de câble de la panne
chauffante
17 Galet d’appui inférieur
18 Roulette de guidage avant
19 Roulette de guidage arrière
20 Rouleau d’entraînement et
de pression inférieur
21 Rouleau d’entraînement et
de pression supérieur
22 Vis de réglage de la tête pendulaire
23 Couvercle de chaîne de châssis
24 Couvercle de chaîne du bras
de panne
25 Couvercle de chaîne du boîtier
d’entraînement
21
201981813 25 16
1412
21
Description des fonctions
b
cd
a
b
e
• Système de chauffe → La température de la panne chauffante est réglable en continu et réglée électroniquement.
La panne chauffante est à fixation flottante (Graphique A).
• Force d’assemblage → réglable de manière continue. La force d’assemblage est transférée sur les galets
de pression, par le levier coudé. La tête oscillante garantit une ligne d’assemblage uniforme sur les
deux soudures (c et d) ainsi que sur une soudure sans canal de contrôle (Graphique B).
Ceci permet un soudage sans problème de joints en T. Pendant le processus de soudage, la force d’assemblage
s’adapte linéairement à la modification d’épaisseur du joint d’étanchéité.
• Entraînement → La vitesse de soudage est réglable par pas de 0,1 m/min et régulée par électronique. Affichage
digital des valeurs de consigne et réelle, La force d’entraînement provient d’un engrenage planétaire à 3 paliers.
Reglage de la panne chauffante
Régler les roulettes de guidage en fonction des diverses épaisseurs de matériaux (Graphique A).
• Le réglage doit être effectué uniquement si la panne chauffante (8) est refroidie.
• Insérer la soudeuse automatique dans le recouvrement des feuilles à souder.
• Abaisser le levier de serrage (9) (Graphique C).
• Desserrer la vis à six pans creux de la roulette de guidage arrière (19).
• La distance entre la panne chauffante (8) et la roulette de guidage arrière (19) doit tenir compte de l’épaisseur
des matériaux et la pointe de la panne chauffante doit être centrée entre les deux rouleaux de pression (20/21)
en les touchant.
• Serrer la vis à six pans creux de la roulette de guidage arrière (19).
• Desserrer la vis à six pans creux de la roulette de guidage avant (18).
• La distance entre la panne chauffante (8) doit être d’environ 1 mm.
• Serrer la vis à six pans creux de la roulette de guidage avant (18).
Graphique A / Coupe du système de panne chauffante
21
20 19 18
Graphique B /
8
17
Direction du soudage
Coupe type d’un soudage par recouvrement
Feuille d’étanchéité
supérieure
Voie d’assemblage = a – b
a épaisseur du joint d’étanchéité en recouvrement
b épaisseur de la soudure
c soudure partielle 1
d soudure partielle 2
e canal de contrôle
22
26
Feuille
d’étanchéité
inférieure
8 Panne chauffante
9 Levier de serrage et positionnement de la
panne
17 Galet d’appui inférieur
18 Roulette de guidage avant
19 Roulette de guidage arrière
20 Rouleau d’entraînement et
de pression inférieur
21 Rouleau d’entraînement et
de pression supérieur
22 Vis de réglage de la tête pendulaire
23 Couvercle de chaîne de châssis
24 Couvercle de chaîne du bras de panne
Couvercle de chaîne du boîtier d’entraînement
25
26 Ecrou de fixation de la panne chauffante
Graphique C
9

Parametres de soudage
ca. 5 mm
Force d’assemblage
• Insérez deux bandes de film du matériau à souder entre le rouleau d'entraînement/de pression inférieur (20)
E).
et le rouleau d'entraînement/de pression supérieur (21) sur env. 5 mm (Graphique
de serrage (9) (Graphique C). La
le ressort d’arrêt (11) et le maintenir appuyé. En tournant
on fait toucher
le ressort d’arrêt (11). Desserrer le levier de serrage (9).
• Appuyer sur le ressort
l’écrou (10) selon le
• Attention: En cas de dépassement de la force d’assemblage, 1500 N maximum, des dommages mécani ques
Graphique D
1500
1375
1250
1125
1000
875
750
625
500
375
250
125
légèrement les membranes à
graphique D. Quand la pression souhaitée est atteinte, lâcher le ressort d’arrêt (11).
vont survenir.
[N]
Force d’assemblage
123456123456
Force d’assemblage max: 1500 N
panne chauffante est engagée auto matiquement vers l’avant.
l’écrou de réglage de pression
souder
par les
rouleaux d’entraînement/ pres
d’arrêt (11) et le maintenir appuyé.
Grille
Régler la pression d’assemblage en
10 11
Graphique C
Graphique E
Feuilles
Baisser le levier
Appuyer sur
d’assemblage (10),
sion (20/21). Lâcher
tournant
21
Panne
chauffante
20
9
Température de soudage
• Régler la température de soudage au moyen des touches , , . La température dépend du matériau
et de la température ambiante. La valeur de consigne réglée est indiquée sur l’affichage. Enclencher la
au moyen des touches et (à presser simultanément). Temps d’échauffement d’environ 5 minutes.
Chauffe
Vitesse de soudage
• Suivant la nature de la membrane et les conditions atmosphériques, régler la vitesse de soudage au moyen
des touches . La valeur de consigne réglée est indiquée sur l’affichage.
–
H
+
H
–
&
H
Le curseur clignote
sur l’affichage
+
+
+
H
Réglage de la valeur
de consigne
MARCHE / ARRET
+–
Entraînement
–
M
Réglage de la valeur
+
de consigne
MARCHE / ARRET
chauffe
23
Préparation du soudage
• Installation Largeur des recouvrements de 80 mm à 130 mm. Les lignes de soudage doivent
être propres sur leurs deux faces dans la zone de recouvrement.
Alimentation électrique
•
• Câble électrique Section de câble minimale
d’au moins 3 kW (générateur)
équipé de disjoncteur
selon tableau
FI
200 – 230 V~
120 V~
jusqu’à
jusqu’à
jusqu’à
jusqu’à
50 m 3 × 1.0 mm
100 m 3 × 2.5 mm
50m 3 × 1.5 mm
100 m 3 × 2.5 mm
2
2
2
2
Dispositions opérationnelles
• Avant la mise en service, contrôlez le câble d’alimentation secteur (1) et la fiche ainsi que le câble de
prolongation à la recherche de dommages électriques et mécaniques. En cas de dommages, ne mettez pas
l'appareil en service.
Raccordez l’appareil à la tension nominale. La tension nominale indiquée sur l’appareil doit correspondre à la
120
230
tension du secteur. En cas de coupure de courant, extrayez la panne chauffante (8).
•
Mettre en marche l’appareil au niveau principal ou au niveau de contrôle.
Niveau principal Niveau de contrôle
1
3 5
1 3 5
–
Interrupteur
principal (4)
MARCHE
1 Vitesse Valeur réelle
2 Vitesse Valeur de consigne
3 Température Valeur réelle
4 Température Valeur de consigne
5 Affichage de tension Valeur réelle
2 4
+
1 Vitesse Valeur réelle
2 Vitesse Rendement
3 Température Valeur réelle
4 Température Rendement
5 Affichage de tension Valeur réelle
&
Interrupteur
principal (4)
MARCHE
2 4
en %
en %
< Affichage de surcharge
Rendement chauffe / Entraînement en activité
*
• Contrôle du processus de soudage et détection des erreurs au moyen de l’affichage de la puissance utilisée.
Affichage 4 Cause d’erreur de chauffe après temps d’échauffement
100 % • Sous-tension du réseau
Affichage 2 Cause d’erreur d’entraînement
100 % • Sous-tension du réseau
100 % ou < • Trop grand recouvrement des lignes de soudage
100 % ou < • Encrassement des galets d’entraînement (20/21)
100 % ou < • Force d’assemblage maximale (de 1500 N) dépassée
100 % ou < • Vitesse de soudage élevée avec grand couple résistant (par exemple creux
d’adhérence, joint droit en T ... )
Si la fonction de signalisation d’erreur est toujours présente, contacter le service de réparation et de
maintenance
24
a
b
Essai de soudage
• ATTENTION : Avant la procédure de soudage, les paramètres de soudage doivent être contrôlés à l'aide d'un
essai de soudage.
• Procédez à un essai de soudage conformément aux instructions de soudage du fabricant de matériaux, aux
normes et directives nationales ou aux paramètres de démarrage, selon le tableau.
HD - PE (épaisseur du matériau en mm)
1.5 2.0 2.5 3.0
420 °C 420 °C 420 °C 420 °C
5.0 m/min. 4.5 m/min. 4.2 m/min. 4.0 m/min.
1250 N 1500 N 1500 N 1500 N
Soudage
• Contrôle: – Les galets d’entraînement et de pression (20/21), ainsi que la panne chauffante (8)
doivent être propres avant d’être insérés dans le recouvrement des membranes ou des feuilles
d’étanchéité.
– Longueur du câble électrique / guidage du câble.
• Réglage des paramètres de soudage, se référer à la page 23.
• La température de la panne chauffante doit être atteinte.
• Insérer et positionner la machine à souder automatique dans le recouvrement des membranes ou des feuilles
d’étanchéité.
• Enclencher le moteur d’entraînement au moyen de la touche du tableau de commande (6).
• Tendre le levier de serrage (9).
Le processus de soudage débute
•
Contrôler la soudure (bourrelet de soudage). Corriger au besoin la vitesse de soudage au moyen des
touches du tableau de commande (6).
• Guider la machine à souder automatique par la poignée (12), le long du recouvrement, de sorte que la
+
–
lisière avant du recouvrement soit maintenue dans la fourchette de 22 mm (voir graphique F).
M
Graphique F
15 Guidage de feuille
21 Rouleau d’entraînement et de pression supérieur
(a 50 mm ou 45 mm)
23 Couvercle de chaîne de châssis
b Largeur maximum de recouvrement avant
a 50 mm = b 22 mm
a 45 mm = b 24.5 mm
Fin du processus de soudage
Relâcher le levier de serrage (9) 1 cm avant la fin de la soudure.
•
• Arrêter le moteur d’entraînement au moyen de la
des
touches
230
400
et pressées simultanément sur le tableau de commande (6).
+
H
Une fois les travaux de soudage terminés, laissez refroidir la panne chauffante (8) et débranchez
le câble électrique du réseau électrique.
touche
21
15
23
Soudage par recouvrement
M
. Arrêter le chauffage au moyen
25

Transport
• Pour le transport de la soudeuse automatique à panne chauffante ASTRO, utilisez le coffre compris dans la
livraison. Le coffre est équipé d'une poignée de transport.
Les poignées de transport du coffre ainsi que le levier de serrage (9) et la poignée de transport/de
guidage (12) de la soudeuse automatique à panne chauffante ne doivent pas être utilisés pour le transport
avec la grue.
Pour soulever la soudeuse automatique à panne chauffante à la main, utilisez la poignée de transport/de
guidage (12).
Laissez refroidir la panne chauffante (8) avant de préparer l'appareil au transport.
Instruction
• La société Leister Technologies AG et ses points de service autorisés proposent des cours de soudage et
des formations à titre grâcieux. Informations à l’adresse www.leister.com.
Accessoires
• On ne doit utiliser que des accessoires Leister.
Maintenance
• Vérifier que le câble d’alimentation (1) et la prise n’aient pas subi de dommages électriques ou mécaniques.
• Nettoyer la panne chauffante (8) avec une brosse métallique en cuivre.
Nettoyer le rouleau d’entraînement/ pression (20/21) avec une brosse métallique.
•
• Traiter au besoin les chaînes avec un spray pour chaînes (carter 23/24).
• Vérifier que les roulettes (13/14/17/18/19) tournent librement.
Service et réparation
• L’appareil doit être vérifié par un service de réparation et de maintenance autorisé quand apparaît sur l’affichage
digital (5) l’avertissement
• Les réparations doivent être réalisées exclusivement par les SAV Leister compétents. Ils garantissent un
service de réparation approprié et fiable avec des pièces d’origine, conformément aux schémas de câblage
et aux listes des pièces de rechange.
«mainte-nance; servicing»
Garantie légale
•
Pour cet appareil, une garantie d’un (1) an est toujours valable à partir de la date de l’achat (justificatif par
facture ou bordereau de livraison). Une livraison de remplacement ou une réparation est assurée en cas de
dommages sur l’appareil. La panne chauffante électrique est exclue de cette garantie.
• Toute autre prétention est exclue sauf disposition légale contraire.
• Tout endommagement dû à l’usure naturelle, à une surcharge de l’appareil ou à un maniement contraire aux
prescriptions est exclu de la garantie.
26
•
La garantie ne s’applique pas aux appareils ayant subi des modifications apportées
par l’acheteur ou l’utilisateur.
Instrucciones de funcionamiento (Traducción del manual de instrucciones original)
Por favor, leer detenidamente las instrucciones antes del uso y
guardarlas para referencia adicional.
Leister ASTRO
Máquina Automática de Soldadura con Cuña
Aplicación
Leister ASTRO es una máquina automática de cuña caliente para soldadura a solapa de revestimientos
de geomembranas en taludes e ingeniería civil.
Revestimientos de geomembranas termoplásticas:
•
•
Tipo de costura : Se producen costuras de soldadura de acuerdo con DVS 2225 Parte I y BAM.
Son posibles otras dimensiones, a demanda.
DVS: Asociación Alemana de soldadura
BAM: Instituto Federal para Investigación y Ensayo de Materiales, Berlín
Advertencia
Peligro ! Desenchufar la herramienta antes de abrirla, puesto que están expuestos
componentes y conexiones vivas.
El uso incorrecto de la herramienta de cuña caliente puede presentar un peligro
de incendio y explosión, especialmente próxima a materiales combustibles y
gases explosivos.
No tocar la carcasa del elemento y la cuña caliente cuando se calienta puesto que
puede provocar quemaduras. Dejar que se refrigere la herramienta.
Conectar la herramienta a un enchufe provisto de toma de tierra. Es peligroso
su funcionamiento sin toma de tierra dentro o fuera de la herramienta.
Utilizar solamente prolongadores provistos con cable con toma de tierra.
¡Peligro de atrapamiento ! No toque los rodillos de presión durante el cierre o
con el aparato en marcha.
Polietileno PE-HD, PE-LD, Polipropileno PP.
E
Vorsicht
230
400
FI
La tensión nominal está indicada en el aparato y debe coincidir con la tensión
de la red. En caso de fallo de alimentación, retire la cuña caliente.
Es absolutamente necesario un conmutador-Fl cuando se utilice el aparato a pie
de obra para protección de las personas.
El aparato debe funcionar bajo observación. El calor puede llegar a materiales
combustibles, que se encuentran fuera de la visión.
Esta máquina sólo debe ser utilizada por especialistas cualificados o bajo supervisión. Los niños no están autorizados para el uso de esta máquina.
Proteger el aparato de la humedad y la lluvia.
27

Conformidad
Leister Technologies AG, Galileostrasse 10, CH-6056 Kaegiswil/Suiza confirma, que este producto,
forme a la ejecución que comercializamos, cumple con las exigencias especificadas en las siguientes
directrices de la CE.
Directrices : 2006/42, 2004/108, 2006/95, 2011/65
Normas armonizadas: EN 12100-1, EN 12100-2, EN 14121-1
EN 55014-1, EN 55014-2, EN 61000-6-2,
EN 61000-3-2, EN 61000-3-3,
EN, 62233, EN 60335-2-45, EN 50581
Kaegiswil, 29.08.2012
Bruno von Wyl, CTO Beat Mettler, COO
con-
Eliminación
Recomendamos que las herramientas eléctricas, accesorios y embalajes sean sometidos a un proceso
de recuperación que respete el medio ambiente. Sólo para países de la UE: No arroje las herramientas
eléctricas a la basura! Conforme a la Directriz Europea 2002/96 sobre aparatos eléctricos y electrónicos
inservibles, tras su conversión en ley nacional, deberán acumularse por separado las herramientas
eléctricas para ser sometidas a un reciclaje ecológico.
Datos técnicos
Tensión V~
Frecuencia Hz
Consumo de Potencia
Temperatura
Presión Soldadura
Accionamiento m/min
Anchura solape mm
Espesor material mm
Nivel de emisión
Tamaño L×W×H mm
kg
Peso
Marca de conformidad
Símbolo de seguridad
Tipo de certificación
Clase de protección I
Reservado el derecho a introducir modificaciones técnicas
28
W
°C
N/libras
L
pA (dB)
200, 230 (La tensión de la red no es reversible)
50/60
1800
máx. 420
máx. 1500
0.8 – 5.0
máx. 150
1.5 – 3.0
< 71
475 × 355 × 315
23
2
3
CCA
1
 Loading...
Loading...