


Instruction Manual
Provided By
http://www.MyBinding.com
http://www.MyBindingBlog.com
Ledco 44" & 60"
Econocraft
Laminator
READ ALL PRECAUTIONS & INSTRUCTIONS
CAREFULLY BEFORE OPERATING LAMINATOR
Setup
Instruction
Operation
Lamination
Maintenance
ECONOCRAFT
44/60
Pressure sensitive roll applicator,
cold laminator, mounter
OPERATION MANUAL
W/inhibit Oct 2006

ECONOCRAFT
TABLE OF CONTENTS
1-1 SAFETY PRECAUTIONS
1-2 Unpacking and inventory
2-1 INTRODUCTION
2-2 Warranty
2-3 Principles of operation
2-4 Features and benefits
2-5 Options
2-6 Definitions of terms
2-7 Specifications
3-1 INSTALLATION & OPERATION
3-2 Threading the laminator
3-3 Application notes
4-1 PREVENTING AND SOLVING PROBLEMS
5-1 MAINTENANCE
5-2 General cleaning
5-3 Cleaning the rubber rollers
5-4 Lubrication
5-5 Storage
1
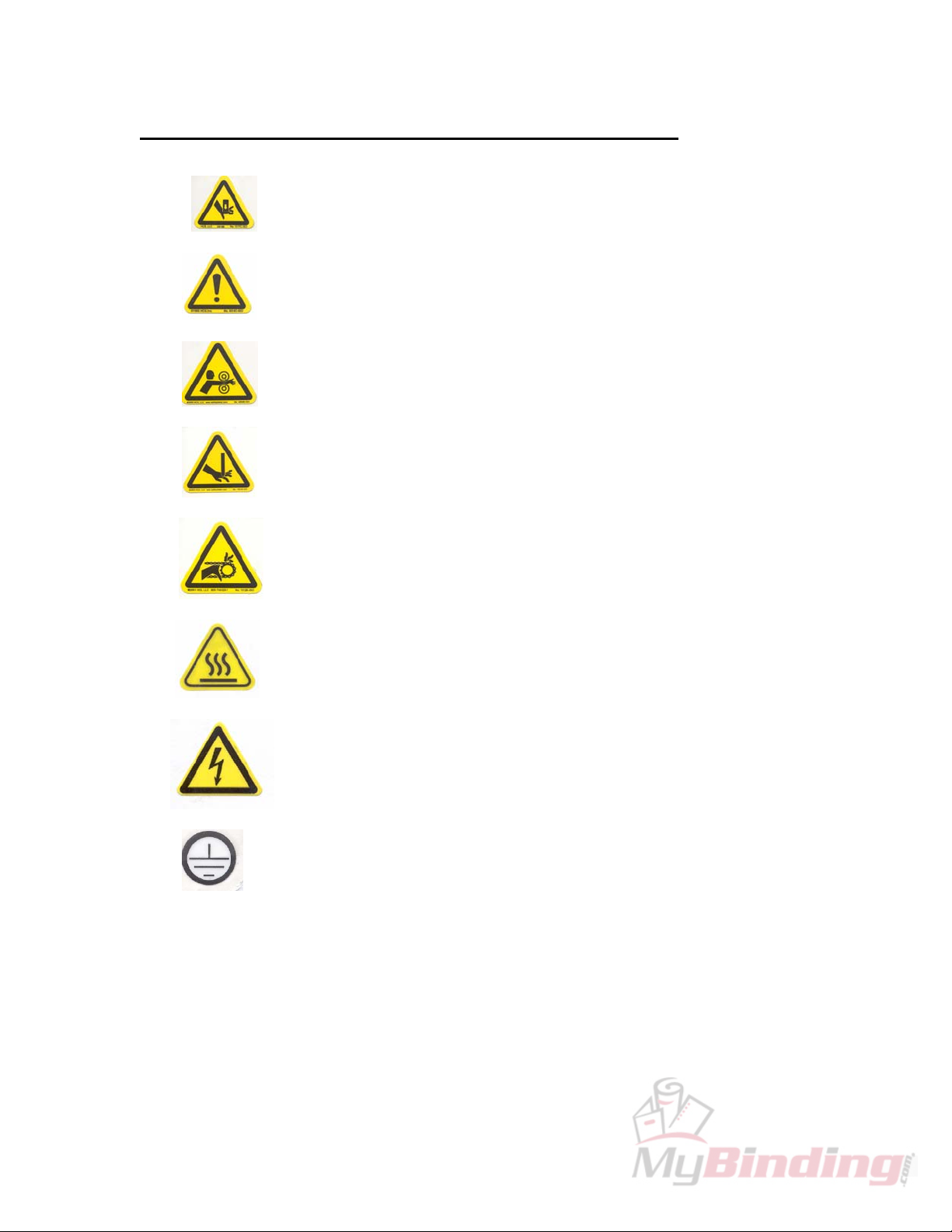
Glossary Of Symbols Part #
1.
2.
3.
4.
5.
Hand Crush/Force From Above LAB35
General Danger LAB52
Arm Entanglement LAB51
Cutting of Fingers or Hand/Straight Blade (large) LAB54
Hand Entanglement/Chain Drive LAB36
6.
7.
8.
International “Hot” Warning LAB100
Electrical Hazard LAB43
International Ground LAB79
2
1-1 SAFETY PRECAUTIONS
DO NOT OPERATE THIS MACHINE UNTIL YOU HAVE READ AND FULLY
UNDERSTOOD THE FOLLOWING SAFETY PRECAUTIONS.
*If the equipment described in this manual is used in a
manner not specified by the manufacturer, the
protection provided by the equipments safety devices
may be impaired
1. Never operate this machine without reminding yourself that a laminator
is a powerful and potentially dangerous tool. If misused, used carelessly,
or used without observing the rules of safe operation, very serious injury
can result.
2. Never operate this machine without all guards, housings, safety shields,
stop switches or other safety devices in place and fully operational.
3. Never operate this machine unless you have been fully trained and have
received and understood all operating instructions. Make sure you know
how the machine works and how it is controlled.
4. Never operate this machine if it is not working properly or if you notice
any abnormality in its performance.
5. Never tamper with, rewire, or bypass any control or safety device on this
machine
.
6. Always keep all parts of your body and clothing clear of the rollers when
the power is on.
7. Never attempt to clean the laminating rollers when the power is on.
8. Never remove the machine housing or attempt any kind of maintenance
without disconnecting power to the unit.
9. Always be sure all persons are clear of the machine before advancing or
reversing the pressure rollers, especially when multiple operators or
observers are present.
10. Never wear loose clothing, ties, jewelry or any item which could be
caught in the rollers or machinery when operating the machine. Operators
with long hair must put their hair up before running the machine.
11. Always keep your hands clear of any slitter mechanism or blade except
when the power is off and you intend to adjust the mechanism or change a
blade.
3
NOTICE TO EMPLOYER: A copy of these safety precautions must be given to all
operators, set-up personnel, maintenance people, and supervisors of this
machine. A copy should also be hung on the machine readily accessible and
visible to the operator. Additional copies are available upon request.
IMPORTANT: Where a language barrier or insufficient schooling would prevent a
person from reading and understanding these safety precautions, you should
either translate this information or have it read or interpreted to the person, and
get assurance that it is understood.
4

1-2 UNPACKING AND INVENTORY
The laminator arrives fully assembled, except that some parts such as feed trays
may be packed off the machine to avoid shipping damage. Upon arrival, inspect
the unit immediately and thoroughly using the packing list that accompanies the
shipment. Please follow these steps to correct any problem with your shipment.
Ledco Inc. cannot accept any responsibility for damage or loss unless you notify
us within ten days of receipt of shipment and follow these procedures:
BREAKAGE OR DAMAGE
It is imperative that any shipping damage is reported and a claim is filed with the
delivering carrier immediately upon receipt of damaged shipment. The
procedure for reporting damage depends on the method of shipment. Please
note damage on bill of lading.
FREIGHT, EXPRESS, or TRUCK DELIVERY
According to the contract terms and conditions of the carrier, the responsibility of
the shipper ends at the time and place of shipment. The carrier then assumes
full responsibility for the shipment.
1. Notify Ledco IMMEDIATELY.
2. Hold damaged goods with container and packing for inspection by the
examining agent. Ledco will arrange the inspection.
DO NOT RETURN ANY GOODS TO LEDCO PRIOR TO INSPECTION AND
AUTHORIZATION BY LEDCO.
3. Submit a copy of the inspector’s report to Ledco. Ledco will file the claim
with the carrier. Ledco will replace your machinery if necessary. You will be
credited for the damaged machinery when the claim is processed.
SHORTAGE
1. Check the packing list notations. The apparent shortage may have been
marked as an intentional short-shipped (back-ordered) item.
2. Re-inspect the container and packing material, particularly for smaller
items.
3. Make certain that the item was not removed by unauthorized personnel
prior to complete unpacking and inventory.
4. Call us and send immediate, written notification of the shortage.
INCORRECT SHIPMENT
1. If the material you receive does not correspond with your order, notify
Ledco immediately. Include the order number and item(s).
2. Hold items until return instructions are received.
RETURNS: DO NOT RETURN DAMAGED OR INCORRECT ITEMS
UNTIL YOU HAVE RECEIVED SHIPPING INSTRUCTIONS AND
AN AUTHORIZATION NUMBER FROM LEDCO.
5

2-1 INTRODUCTION
The ECONOCRAFT is designed to provide quality lamination of a wide range of
papers and materials up to ½ inch thick. Common applications include:
• transfer tape applications
• digital imaging
• vinyl application to sign blanks
• mounting and overlaminating
• one sided over lamination
Options include slitter attachment, bottom supply roll, and roll feed assembly kit.
To assure the best performance from your new laminator, please follow the
safety, installation, operation, and maintenance instructions in this manual.
Read the manual before using the laminator. Keep the manual with the
machine and periodically review the instructions. The manual also
contains warranty and parts information.
We take this opportunity to thank you for selecting the ECONOCRAFT laminator
and to assure you of our commitment to your satisfaction with our products.
As you unpack your new laminator, please complete the following information.
Always have this information ready when calling.
Dealer Where Purchased____________________________________________
Installation Date_____________________ Serial # _______________________
(located on outer rear right housing by power cord)
WARNING: The laminator should not be operated without the Plexiglas
safety shield.
MISE EN GARDE: Ne pas utiliser la machine à plastifier sans son écran
protecteur en plexiglass.
ADVERTENCIA: No utilice el plastificado sin tener el protector de
plexiglass en su lugar.
Ledco Inc. • 4265 North Main Street • Hemlock, NY 14466
Fax 585-367-2978 • Phone 585-367-2392
Web: ledcoinc.com E-mail: ledco@ledcoinc.com
6

2-2 WARRANTY
This laminator is guaranteed against defects in material and workmanship for a period of
two years after date of shipment. Defective parts will be replaced without cost within the
warranty period, provided the laminator has not been abused, altered or operated
contrary to instructions. Ledco Inc. shall not be liable for any alterations or repairs
except those made with its written consent.
This obligation under warranty shall not extend to the following:
• The adjustment or replacement of parts which are the normal responsibility of the
owner. For example, rubber rollers, scratched or chipped paint, loose fasteners
(screws, nuts, etc.), or other items that show wear under normal use; i.e. “normal
wear parts.”
• Normal operating adjustments to speed, tension, etc.
• Parts that are not manufactured by Ledco Inc. If these items are warranted by the
individual manufacturer, their warranty is, in turn, passed on to the original purchaser
of the laminator. Ledco Inc. does not incur any obligation or liability as a result of the
warranties which are the sole responsibility of the appropriate individual
manufacturer.
Any laminator which proves defective during the warranty period may be returned to
Ledco Inc. unless it is decided that the necessary repairs can be made during a service
call. Notice of the defect should be submitted in writing or by phone to Ledco before any
steps are taken to repair or return the machine. tel: 585-367-2392
If the machine is returned, the following should accompany it:
• Customer name, address and phone number
• Written particulars regarding the malfunction
• Date of Installation
• Serial number of the machine.
• All returns must have a return authorization number on the outside of the
shipping container.
Send all returned equipment freight PREPAID to:
Ledco Inc., 4265 North Main Street, Hemlock, NY 14466
If your machine needs servicing after the warranty has expired please contact your
dealer. Ledco Inc. does offer technical support if your dealer is unable to assist.
This warranty is expressly in lieu of all other warranties expressed or implied, including
the warranties of Merchantability and Fitness For Use and of all other obligation or
liabilities of Ledco Inc., and said company neither assumes nor authorizes any other
person to assume it for any other obligation or liability in connection with the sale of this
laminator except as provided for above.
Further, this warranty will not apply to any machine or part thereof which has been
damaged as a result of an accident or as a result of the abuse, misuse, or neglect of the
machine. The warranty is also void if the laminator has been altered or repaired by any
other than an authorized repair facility or dealer. If you have any questions about this
warranty, contact Ledco. Phone: 585-367-2392 Fax: 585-367-2978
•
fax: 585-367-2978
7

2-3 PRINCIPLES OF OPERATION
The Econocraft pressure-sensitive roll applicator automates the application of
transfer tape and other pressure-sensitive adhesive (PSA) tapes or films. The
Econocraft conveniently and easily applies transfer tape to weeded vinyl,
transfer-taped vinyl to sign blanks, and will apply clear PSA overlaminates to
finished signs or promotional materials. Econocraft applicators are ideal for
mounting applications and can accept substrates up to ½ inch thick.
Designed for sign and graphics applications, Econocraft machines are used in
many settings including sign shops, photo-finishing labs, reprographics shops
and manufacturing plants.
Jobs such as applying vinyl to sign blanks or putting transfer tape on vinyl
signage are very labor intensive. As the material gets wider and longer, the labor
costs become disproportionately high. Bubbles and wrinkles are introduced and
waste increases. Some jobs require the additional time and mess of liquid
application.
When signage is ruined during the taping or application process, the cost of recutting, re-weeding and reapplying will usually take all the profit out of a job.
Whether it Is transfer tape, vinyl, sandblast or acid resist tape, pre-masks,
adhesive film, clear polyester, or other pressure-sensitive material, an Econocraft
applicator will put it down effortlessly with no bubbles or wrinkles.
Using an Econocraft is much easier than doing the same work by hand. Fast
and versatile, it requires little instruction for you to be up and running. Supply roll
tension is controlled with knobs. Econocraft applicators are forgiving. They will
apply most materials under a wide range of speeds and pressure or tension
settings.
The Econocraft is a heavy-duty commercial laminator designed for the most
rigorous and demanding jobs and workloads.
8

2-4 FEATURES & BENEFITS
Your new machine has many standard features and accompanying benefits that
set it apart from other laminators:
• A scrap rewind with an adjustable clutch takes up the release liner found on
many pressure-sensitive films.
• Roller bearings with alloy construction and high quality motors insure a long
and trouble-free life for these machines.
• The laminating roller opening is adjustable in seconds and allows operators
to work with different thickness materials.
• A variable speed motor control allows operators to apply different materials
to different substrates.
• The feed tray is non-ferrous, so magnetic materials may be applied.
• The supply roll tension knobs are important because without some supply
roll tension, most films and tapes will wrinkle during application.
• A reverse drive switch makes it simple to back material out of the laminating
rollers or correct material wraparound.
• A foot pedal is now a standard feature that frees hands to align and feed
work.
• A stand is included with removable castors.
• A safety shield with electronic interlock prevents operation of the machine if
the guard and the feed tray are not in place, protecting operators and other
employees.
• Two emergency stop buttons with one on each side of the machine will
automatically stop the machine when the operator pushes them in.
• Manufactured in the USA means quality, better service and faster parts
availability.
9

2-5 OPTIONS
• Prefeed Slitter attachment cuts material on the supply roll for application to
narrower substrates, for multiple-up production or for striping.
• Bottom supply roll feed assembly can be used when applying film or tape
to a long piece of material such as weeded vinyl signage. Tape the material
to be covered to a 3-inch supply roll core. Roll the material onto the core so
that it is not telescoped. The edges of the material at both ends of the rolls
should be even.
Put that core with the material to be laminated on the bottom roll feed mandrel
and line it up with the tape or film on the top supply roll mandrel. Once the
two webs (widths) of material are squared and aligned to each other, they will
stay aligned for the entire run.
The bottom roll feed mandrel is also useful when applying tape or film wider
than the materials being covered. In this case, put a roll of “sacrifice” paper
(such as wrapping paper) on the bottom roll feed mandrel. The roll of
“release paper” should be wider than the tape or film. This width allows the
tape or film on either side of the material being laminated to stick to the paper.
The “release paper” serves to keep adhesive off the bottom laminating roller,
prevent wraparounds on the bottom laminating roll, and to keep adhesive
from sticking to the exit table, which would ruin the job as material jams
against the stoppage. The signage or other material can then be trimmed out
of the sandwich formed by the tape or film and the release paper.
In other jobs where the tape or film is not wider than the material being
covered, it is advisable to overlap pieces or put scrap paper between pieces
to serve as “release paper” for the reasons listed above. Scrap paper can
also be used at the beginning and end of a job for the same purpose.
• Roll Feed The roll feed option allows you to feed a roll of substrate
through the laminator when using the lower supply roll for either release
paper or another laminate. This option attaches directly to the feed table.
10

2-6 DEFINITIONS OF TERMS
• PSA stands for pressure-sensitive adhesive, used for cold mounting of
images and for cold application of vinyl and clear overlaminates.
• Vinyl is the base or outer protective layer of many cold/PSA overlaminates.
• Acrylic is the type of adhesive most often used on vinyl and other types of
cold films.
• Substrate literally means under-layer. It can refer to material we print on, or
it can refer to the board we use to mount an image
• A web is the unwinding width of plastic coming off a supply roll, or the
continuous flow of laminate coming out the back of the laminator.
•
The nip is the line where the two laminating rollers meet and lamination takes
place.
11

2-7 SPECIFICATIONS
Max. lamination width/E60
Max. lamination width/E44
Variable speed 1-25 fpm
Laminating roller diameter 3"
Supply roll core size 3"
Recommended film thickness 1 mil and up
Max laminating thickness ½"
Dimensions with stand/E60
Dimensions with stand/E44
Shipping dimensions/E60
Shipping dimensions/E44
Shipping weight/E60
Shipping weight/E44
Motor 1/4 HP DC
Electrical 110V
220V
3 amps
60"
91L 53H 43W
805 lbs
44”
80L 50H 34W
63L 48H 27W
71L 53H 43W
700 lbs
(specifications are subject to change without notice)
12

TOP SUPPLY ROLL
MANDREL
RELEASE LINER TAKE UP
WITH 3” CORE CHUCKS
SAFETY
SHIELD
EMERGENCY
STOP SWITCH
NON-FERROUS
FEED TABLE
13
EMERGENCY
STOP SWITCH

3-1 INSTALLATION AND OPERATION
With the laminator positioned on an unobstructed, level surface and always with
easy access to the main power switch or circuit breaker, perform the following
check before putting the laminator into service.
1. Install supply roll mandrel and scrap rewind mandrel (a spare 3” cardboard or
plastic core) into their respective positions as shown in the familiarization
illustrations.
2. Place safety shield down, toward rubber rolls.
3. Check both EMERGENCY STOP BUTTONS. They should be in the up
position. If buttons are depressed, turn clockwise slightly until they pop up. In
the event of any emergency depress the stop button closest to operator to stop
machine.
4. Insert the feed tray into the slots of the feed table mounting brackets located
at mid level on the insides of both side panels and gently push the tray until it
seats.
5. Connect the power cord to a suitable power source which conforms to the
specified power requirements of the unit.
6. Place the drive switch in the FORWARD position. Gradually rotate the speed
control knob clockwise and observe the lamination drive rollers to see that they
are moving.
IMPORTANT: RETURN THE SPEED CONTROL KNOB TO ZERO!
7. Place the drive switch in the OFF position. Locate the forward/reverse switch
and place it in the REVERSE position, you will need to pause between positions.
Turn the drive switch ON and increase the speed by turning the speed control
knob clockwise. The rolls will now rotate in the opposite direction. This feature
will allow the operator to correct “wraparound” conditions.
14

FORWARD ~
REVERSE SWITCH
VARIABLE SPEED
CONTROL
DRIVE SWITCH
EMERGENCY STOP
SWITCH
TENSION CONTROL FOR
RELEASE LINER TAKE UP
MANUAL/FOOT PEDAL
CONTROL SWITCH
15
ROLL PRESSURE HANDLE: OPENS,
CLOSES & LOCKS ROLLERS

3-2 THREADING THE LAMINATOR
SAFETY NOTICE: Always disconnect power from source before threading
laminator to prevent accidental injury to operator.
APPLICATION OF OVERLAMINATES:
1. Remove the supply roll mandrel and the feed tray. The supply roll mandrel is
now ready to accept loading of the PSA (pressure sensitive adhesive) material.
Slide a roll of film onto the top supply roll mandrel, turning the roll slightly to slide
the gripper inside the core. Center the roll. Make sure the adhesive side of the
film is facing upwards.
RIGHT SIDE VIEW
OF TOP SUPPLY ROLL
ADHESIVE OUT ADHESIVE IN
2. Center the roll on the mandrel and place the mandrel in the top brackets. This
is a job best done with two people, even if the roll of film is not very heavy. With
a person holding each end of the mandrel, it is easy to put both notch fittings into
their respective brackets. Make sure they are both fully seated. Attempting to
load the PSA material on the laminator by yourself may result in a back strain or
other injury.
3. For easier threading use a scrap paper leader or release paper from the
optional bottom roll feeder, preferably the same width or wider than the PSA you
are applying. Open laminating rollers and slide the paper through, leaving just
enough paper to tack onto the leading edge of your PSA material.
16

APPLICATION OF PSA FILM
AND VINYL WHERE
RELEASE LINER IS BEING
REMOVED BY THE RELEASE
LINER TAKEUP
APPLICATION OF PREMASKS,
TRANSER TAPES, PRESSURE
SENSITIVE ADHESIVES OR
OVERLAMINATES WITHOUT
RELEASE LINERS
17

4. Make sure when using a PSA with a liner that the film has been threaded
underneath the top idler bar (see threading diagram). Separate the liner from the
adhesive part of the film and tape the liner to the 3” core mounted on your
release liner take-up.
5. Close the laminating rollers and lower the safety shield toward the rollers.
Lock the feed table in place.
6. Reconnect power to the laminator.
7. Place the forward/reverse switch in the forward position. Turn the speed
control to the zero position. Turn the drive switch ON. Adjust supply roll tension
and release liner take-up tension as needed. NOTE: The release liner clutch
adjustment knob is located on the upper right side housing denoted by
“INCREASE / DECREASE” decal.
If a wraparound occurs, place the drive switch in the OFF position and turn the
speed control to zero. Place the forward/reverse switch in the reverse position.
Turn the drive switch on slowly and increase the speed. The operator will need
to alternately reverse, pull, reverse, pull, reverse, pull until the film is free of the
wraparound. Use the reverse jog sparingly as too much reverse can create a
“reverse wraparound”.
CAUTION: The laminator is designed to be run with the operator directly
facing the control panel and feed tray, not at an angle or from the side of
the machine. For operator safety, THE SAFETY SHIELD MUST BE IN
POSITION WHEN THE MACHINE IS ON or WHEN THE DRIVE SWITCH
IS IN THE FORWARD POSITION.
MISE EN GARGE: La machine a plastifier est concue pour que l’utilisteur
se place directement en face du plateau d’alimentation et des commandes.
De plus, pour assurer la securite de l’utilisateur, l’ecran protecteur doit etre
releve de facon a recouvrir le sabor chauffant superieur lorsque la machine
est sous tension (on) ou que l’interrupteur-moteur est en position de
marche avant (forward).
ADVERTENCIA: El plastificador está disenade para funcionar con el
operador estando directamente en frente del panel de mando y la bandeja
de alimentacion, y no a un angulo, o desde un costado de la maquina. Para
mayor sequridad del operador, el protector de seguridad debe estar en su
lugar cuando la maquina está
a encendida, o cuando el interruptor de mando está hacia adelante.
18

3-3 APPLICATION NOTES
LAMINATION:
With the Econocraft laminator now properly threaded with film, it is now ready for
continuous and/or interrupted lamination duty.
The quality of the finished lamination depends on several factors, such as: film
quality, substrate, items to be laminated, lamination pressure, and correct
feeding technique. To assure the highest quality lamination possible, some
degree of experimentation is required. The following are some helpful hints:
• To remove wrinkles during initial threading and set up, TURN OFF THE
MACHINE, open the laminating rollers. Gently pull the film and backing
release paper at the exit point until all wrinkles are removed. Close the
laminating rollers as film is being pulled taut over the rollers. This will
conserve more material than trying to run the wrinkles out with the laminator.
• When using release paper to prevent adhesive buildup on the rollers, be sure
to closely match the widths of paper and film.
• When using smaller-width substrates, it becomes most practical to set up and
laminate these substrates as near the center of the roll as possible.
• Films for protecting images printed on vinyl should be made of vinyl
themselves so that the flexibility of the vinyl substrate is not impaired.
Polyester films are not recommended over vinyl because of their stiffness.
• When laminating only one side, you must not allow exposed adhesive to go
into the machine. Make sure the material being coated is at least as wide as
the roll of film. If material being laminated is narrower than the film, be sure to
run release paper off of the bottom roll feed mandrel (see options). When not
using release paper be sure to overlap sheets of scrap paper under the film,
leaving no exposed adhesive. Eliminating exposed adhesive will decrease
chances of creating a wraparound.
SUPPLY ROLL TENSION:
A small amount of tension is needed for most jobs. Too little tension and too
much tension can both cause wrinkling. The right amount of tension is the least
amount that will do the job.
Most tapes and pressure sensitive films do not require a great deal of roll
pressure. Roll pressure is set at the factory and rarely needs adjustment.
Balance of roll pressure across the rollers is more important than the actual PSI
for most applications. Low-tack products such as transfer tape (also called pre-
19

mask or application tape) do not require high pressure as much as they require a
certain amount of time between the laminating rollers (also called dwell time).
Many transfer tapes will not stick well if applied at top speed. Your tape suppliers
can provide high-tack transfer tapes that are much more suitable for use in the
laminators. The common transfer tapes are very low-tack so that they will be
forgiving enough to allow application by hand with a squeegee.
High-tack films, vinyl and tapes can be applied at higher speeds because they do
not require as much dwell time.
2. APPLICATION OF TRANSFER TAPE SIGNAGE TO A SUBSTRATE:
The Econocraft will accept rigid substrates up to 7/16 inch thick. This allows the
versatility that you need to accomplish various mounting applications where use
of a thicker substrate is required, such as applying vinyl to sign blanks.
The vinyl signage should be placed on the substrate (signboard), release liner
side down and aligned the way it is to appear on the substrate. Create a “hinge”
by taping the leading edge of your transfer-taped signage to the substrate. Peel
back two inches of your release liner and slide the positioned end of the board
into the laminator, holding the taped graphic up with one hand. Using your free
hand, gently pull away the release liner as the machine pulls the substrate
through.
With the vinyl adhesive exposed it is imperative that the operator keep the vinyl
suspended above the substrate until the point of application (nip rollers). If the
graphic were to touch before being laminated, there is a greater risk of trapping
air bubbles or wrinkles.
Slowly start the laminator and pull the release liner off the signage as the
machine pulls the substrate through. Remove the liner slowly. The release liner
will come off easiest if it is pulled away at a 90 degree or greater angle from the
signage. Slowly remove the separated release liner from the graphic, keeping
the vinyl suspended until the point of application. Hold up the taped signage with
one hand and be ready to pull away the release liner with the other. Slowly start
the laminator and pull the release liner off the signage as the machine pulls the
substrate through.
If the signage is held straight up (90-degree angle to the feed tray) from the point
where it curls under the safety shield, the release liner can easily be separated
from the signage at this point. The safety shield can serve as a guide for
removing the release liner in this application. Holding the signage straight up
against the bottom of the safety shield as the machine pulls the material into the
rollers also keeps the vinyl adhesive off the substrate until it reaches the rollers,
insuring a bubble-free application.
20

3. COLD MOUNTING:
The Econocraft can be used to apply adhesive to mounting boards such as foam
core. Substrates can also be purchased pre-coated with pressure-sensitive
adhesive and a release liner. Cold adhesives adhere better and are more
reliable than dry mount (hot) adhesives when it comes to the various plastics,
coated papers, and coated mounting boards often used in digital imaging.
Most rolls of adhesive have a single release liner. When threading the laminator
the release liner should be facing the top roller. When laminating only one side,
you must NOT allow exposed adhesive to go into the machine. Make sure the
material being coated is at least as wide as the roll of film. Overlap the pieces or
use scrap paper underneath them in order to prevent the adhesive from coming
in contact with the rollers.
Thread the machine by putting a large piece of scrap paper or cardboard through
the open rollers. Stick the adhesive to this threading card, close the rollers, and
begin to laminate. Keep feeding scrap paper so that the adhesive does not start
a wraparound on the rollers.
Adjust the supply roll tension knobs to remove any wrinkles from the material.
Do not use any more tension than needed or you may stretch the material.
Begin to feed the mounting boards, butting each up against the one ahead. Cut
the boards apart with a utility knife at the back end. Once your boards are
coated, or if you buy them pre-coated, you are ready to mount any graphic.
There are many methods for sizing and trimming, but most operators pick a
board slightly bigger than the graphic and trim board and graphic together after
mounting.
Peel back about two inches of the release liner on one end of the board. Create
a “hinge” by using this exposed adhesive to position the graphic on the board.
Slide the positioned end of the board into the laminator, holding the graphic up
with one hand. Pull off the release liner before it goes into the nip. Pick up the
mounted item at the back of the machine. Trim away the unwanted portions of
the graphic and the board at the same time.
21

4-1 PREVENTING AND SOLVING PROBLEMS
Please read this section before you have a problem.
PROBLEM: Laminated images are curling up or down.
SOLUTION: Excessive supply roll tension causes the laminated image to curl
up. This curl can be strong enough to prevent the item from hanging straight. It
can even pull a mounted image off the substrate.
PROBLEM: Laminated images are exhibiting opposite corner curl.
SOLUTION: See the above solution and reduce supply roll tension. Opposite
corner curl comes from stretching the film too much.
PROBLEM: No power is getting to the laminator.
SOLUTION: Make sure there is power at the electrical outlet being used, and
make sure both ends of the power cord are firmly engaged. The fuse (3 amp) is
located on the back right housing, but dead outlets and loose power cord
connections are the most common causes of this problem.
PROBLEM: Tenting of the film on the image.
SOLUTION: This has nothing to do with the film or the laminator. It’s caused by
various contaminates on the surface of the image. Use cotton gloves or a tack
rag as appropriate to clean your image just before it is laminated. If your system
is not in a fairly clean environment, close off the area and filter the air or... move
the system.
Supply roll tensioning systems dependent on friction between the cardboard film
core and the supply roll mandrel and/or tension collars can also create dust in the
environment.
PROBLEM: The laminated material seems to have a pitted surface or irregular
surface that does not match the texture of the paper being coated.
SOLUTION: This is usually caused by adhesive build-up or dirt on the rubber
rollers, but may be caused by debris stuck to the rollers, such as a piece of
paper. Inspect the rubber rollers and if they need cleaning, refer to section 5-3.
Irregularities in the surface of the film can also be caused by cuts or other
damage to the rubber rollers.
22

PROBLEM: Bubbles or wrinkles in the laminate, accompanied by movement of
the supply roll from side to side (applies to laminators which use a clutch for
supply roll tension).
SOLUTION: Cause of the problem is insufficient supply roll tension caused by
the film core slipping on the supply roll mandrel. Increasing the clutch tension
doesn’t help, because the roll is turning with the mandrel. Depending on the
design of the laminator, the supply roll lock mechanism has failed or the supply
roll was put into the film core backwards.
PROBLEM: A defect in the lamination which repeats at the same interval each
time.
SOLUTION: Look at the laminating roller on the side where the defect is
appearing. This problem is usually caused by a cut or gouge in the roller, or by
something stuck to the roller. Pieces of paper, a small bit of wood or metal, or a
hunk of adhesive are frequently the culprits.
Clean the rollers of the laminator each time you change film, and at least once a
day. Carefully educate your operators how to treat the laminator. Make sure
they are trained to keep knives and other sharp objects away from the rollers.
PROBLEM: Film gets wrapped around the laminating rollers.
SOLUTION: This mess is most often caused by violating the most inflexible law
of laminating: Do not allow exposed adhesive to go into the rollers. Adhesive
may stick to the rollers, or it may build up on the rollers to cause a wraparound
later.
When laminating one-side, keep your items wider than the film and keep them
overlapping each other. The operator should run a web of paper under the web
of film whenever the item being laminated is narrower than the film. The operator
should run sheets of scrap paper or plastic under the web of film as he/she set
up. Adjust the machine, and do your laminating. There should be an unbroken
stream of material under the adhesive as it goes into the nip.
If adhesive does get on the rollers, clean it off before continuing to work.
UNPLUG THE MACHINE FIRST !!
Use a hard rubber eraser or a moistened
white Scotch Brite pad to clean the adhesive off the roller. Then wipe the roller
down with a clean cloth and some Windex. NEVER try to clean the rollers while
they are turning. Clean one section of the rollers at a time while the laminator is
turned off.
23

PROBLEM: Wrinkling of one side of the web or skewing of images as they are
laminated indicates that perhaps the pressure on one side of the laminating or
pull rollers is greater than on the other.
SOLUTION: Skewed, wrinkled images are most often generated by skewed
trimming or skewed feeding. If the leading edge of an image is not trimmed at
right angles, the nip will catch one side before the other. Unless the paper is
fairly heavy and stiff, the item will most likely be ruined. The same thing will
happen if the operator feeds an item in with the leading edge not parallel to the
nip.
If trimming or feeding are not problems, check to make sure the roll tension is
balanced. Make sure the rollers are fully closed. Make sure they are in the
locked position. Consult your laminator vendor if the problem persists.
PROBLEM: Myriad small bubbles of air caught between the image and the film,
known as silvering.
SOLUTION: Silvering is often seen when laminating with cold films. With many
cold films, this silvering will go away in a day or two as the adhesive penetrates
and pushes the air through the back of the sheet.
24

5-1 MAINTENANCE
DANGER: Always use extreme caution when performing maintenance on
your machine! Always make sure the machine is unplugged and that there
is NO power to the machine when working on or cleaning any part of the
unit.
Use extreme caution to avoid pinch points at the nip of rubber rollers.
NEVER have rubber rollers turning while performing maintenance to your
machine.
NEVER wear loose clothing, ties or jewelry (which may become entangled
in gears or rubber rollers) while performing maintenance on your machine.
MISE EN GARDE: La prudence est de mise lorsque l’on effectue l’entretien
de cette machine.
S’assurer que le cordon d’alimentation est débranché et que la machine est
mise hors tension avant de toucher à des pièces internes.
Tenir les doigts et les objets loin des roulequx de caoutchouc. Ne jamais
faire tourner les rouleaux pendant l’entretien de la machine.
Ne jamais porter de vetements amples, de cravate ou de bijoux, etc. (ces
articles peuvent etra happés par les engrenages ou les roulequx de
caoutchouc).
ADVERTENCIA: sea extremadamente cuidadoso siempre que realice
tareas de mantenimiento en su maquina.
Aseqúrese siempre que la máquina está desenchufada y que no hay
NINGUNA energia aplicada a la misma mientras esté trabajando con partes
internas de la máquina.
Tenga sumo cuidado en evitar puntos de constricción en las pasadas de
los rodillos de goma. Nunca tenga los rodillos de goma en movimiento
mientras realiza trabajos de mantenimiento en su máquina.
Nunca vista ropa suelta, corbata o joyas (que peuden ser atrapadas por
engrenajes o rodillos de goma) mientras está realizando trabajos de
mantenimiento en la máquina
25

5-2 GENERAL CLEANING
Cleaning the laminator daily or weekly will help prevent dirt or adhesive build-up
on the rubber rollers and will improve the performance of the unit.
5-3 CLEANING THE RUBBER ROLLERS
The laminating rollers need regular cleaning. Turn off the master power switch
and unplug the machine.
Clean the rubber rollers with a mildly abrasive cleaning pad such as a white
Scotch Brite pad which may be purchased in the household section of your
grocery store (the green pads are too abrasive). Use mildly soapy water to clean
the rollers. Rub firmly but do not scrub the rollers vigorously as this might mar
the surface. Do not use sharp metal objects or steel wool as these will also mar
the rollers.
For cleaning stubborn adhesive buildup we suggest using our special formula
“Cool Clean.” Designed to safely clean and condition the rollers, “Cool Clean” is
available directly from Ledco or Graphic Laminating.
5-4 LUBRICATION
Drive chain: The drive chain and sprockets should receive a light coat of gear
lube or heavy grease (lithium preferably) after each 1000 hours of operation.
5-5 STORAGE
A dust cover is recommended when equipment is not in operation.
Avoid extreme temperatures in the office/factory environment.
26

NOTES ______________________________________________
_
_______________________________________________________
_
_______________________________________________________
_
_______________________________________________________
_
_______________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
_
________________________________________________________________
27

_
________________________________________________________________
_
________________________________________________________________
28
 Loading...
Loading...