

Innovation, Quality & Honesty
979-2 Miter Trim Saw System
Operation and Service Manual
Published 5/24/2019
979-2 Miter Trim Saw System

Proprietary Notice
This Manual is confidential and contains proprietary information and intellectual
property of KVAL Inc., and is to be used solely by Customer as an operating manual
for KVAL Inc. machines. Neither this Manual nor any of the information contained
herein may be reproduced or disclosed under any circumstances without the express
written permission of KVAL Inc. For authorization to copy this information, please
call Kval Customer Support at (800) 553-5825 or fax (707) 762-0485. Outside the
U.S. and Canada, call (707) 762-7367.
Manual Part Number: DOC-146_3-OPS
The 979-2 Miter Trim Saw System is a trademark of Kval Incorporated.
Copyright 2006 Kval Incorporated. All rights reserved.
Beckhoff® , TwinCAT 2® , and EtherCat® are registered trademarks and are licensed
by Beckhoff Automation GmbH
Windows 7® is a registered trademark of Microsoft Corporation .
All other products are trademarks or registered trademarks of their respective holders,
all rights reserved. Reference to these products is not intended to imply affiliation with
or sponsorship of Kval Incorporated.
Contacting KVAL
Customer Service: For further information about this manual or other Kval Incorporated products, contact the Customer Support Department
• Mailing address:
Customer Support Department
Kval Incorporated
825 Petaluma Boulevard South
Petaluma, CA 94952
• Phone and Fax:
In the U.S and Canada, call (800) 553-5825 or fax (707) 762-0485
Outside the U.S. and Canada, call (707) 762-7367 or fax (707) 762-0485
• Business hours:
Technical Support:
6:00 AM to 4:00 PM Pacific Standard Time, Monday through Thursday
6:30 AM to 1:30 PM Pacific Standard Time, Friday
Parts & Service Sales:
6:30 AM to 4:00 PM Pacific Standard Time, Monday through Thursday
6:30 AM to 1:30 PM Pacific Standard Time, Friday
(Other sales related inquiries: http://www.kvalinc.com)
• Email: service@kvalinc.com
KVAL 979-2 Operation/Service Manual
KVAL 979-2 Operation/Service Manual
http://www.kvalinc.com
Your Feedback is Welcome: To help us design products that make your job easier
and your business more successful, we'd like to gain your perspective about your user
experience with our product - that is, the manual, the machinery, the software, etc.
What was easy or difficult to use or to learn? If you could change something about the
design, what would it be? Please email your comments and suggestions for improvement to userexperience@kvalinc.com. (NOTE: This is not a customer support email
link. For that, please refer to the Customer Service contact information above.) Thank
you!
KVAL 979-2 Operation/Service Manual
KVAL 979-2 Operation/Service Manual

Table Of Contents
Chapter 1 Introduction to the 979-2 Miter Trim Saw System
Chapter 1 at a Glance.............................................................. 1-1
Overview of the 979-2 Miter Trim Saw System........................ 1-2
About this Manual .................................................................................1-3
Safety First!.............................................................................. 1-4
Safety Sheet Sign-Off Sheet.................................................................1-4
Safety Terminology of Labels................................................................1-4
Safety Guidelines..................................................................................1-4
Lockout-Tagout Guidelines ...................................................... 1-8
Follow the P-R-O-P-E-R lockout rule of thumb.....................................1-8
Lockout Tagout Procedure....................................................... 1-9
Pre-Steps Before Lockout Tagout .........................................................1-9
Lockout Tagout Power ..........................................................................1-9
Lockout Tagout Air Supply ..................................................................1-10
Start Maintenance...............................................................................1-10
Post Maintenance Steps .....................................................................1-10
Zero-Energy to Start-Up........................................................... 1-11
Getting Help from KVAL........................................................... 1-13
On-Line Help.......................................................................................1-13
Product Return Procedure ..................................................................1-13
Safety Sign-Off Sheet .............................................................. 1-16
A Note to the Operator........................................................................1-16
Chapter 2 Operation of the 979-2
Operator’s Tour ........................................................................ 2-2
In-Feed Section ....................................................................................2-3
Foot Pedal ............................................................................................2-3
Operators Station..................................................................................2-4
Operators Station (Small Platform Screen)...........................................2-4
The Starts Saws Button ........................................................................2-5
Out-Feed...............................................................................................2-5
About the Electrical Panels...................................................... 2-6
Main Electrical Panel with VPN ............................................................2-6
Main Electrical Panel (Before VPN)......................................................2-7
About Using the VPN............................................................... 2-8
About the Safety Curtain.......................................................... 2-9
Description of the Six Light Panel ........................................... 2-10
KVAL 979-2 Operation / Service Manual

About Sensors ....................................................................................2-11
Quick Start ............................................................................... 2-12
Powering Operations for the 979-2.......................................... 2-14
How to Power Up the 979-2................................................................2-14
Home the 979-2..................................................................................2-15
How to Power Down the 979-2 ...........................................................2-16
Emergency Shutdown and Recovery .................................................2-16
About Modes.......................................................................................2-17
Mechanical Set Up................................................................... 2-18
Description of User Interface Screens ..................................... 2-20
Screen Selection Menu Map...............................................................2-20
Screen Selection Menu Map (Small Platform Screen) .......................2-21
Machine Feed Back ............................................................................2-22
About Lock-Outs (Option) ...................................................................2-22
Main Screen........................................................................................2-23
About the Software Start Saws Button (Older Machines) ...................2-23
About the Setup Screens......................................................... 2-26
About Calibration Data........................................................................2-26
Running a Reference Cut ...................................................................2-26
About Motion of Servo Motor ..............................................................2-26
Entering Calibration Data....................................................................2-27
About the Machine Calibration Screen ...............................................2-28
About Assigning a Pre-set ..................................................................2-30
About Manual Operation and Chipout Routine ........................ 2-31
Diagnostic Screen.................................................................... 2-33
Chapter 3
System IT Administration
System IT Administration......................................................... 3-2
About the 979-2 Computer ...................................................................3-2
Connections on the PLC.......................................................................3-2
Backing up the Computer .....................................................................3-3
Chapter 4 Maintenance of the 979-2
Maintenance Schedule ............................................................ 4-2
Maintenance NO-GOES .......................................................... 4-4
Lubrication Schedule ............................................................... 4-5
Typical Lucubration Kit..........................................................................4-5
979-2 Miter Trim Saw System

Lubrication Requirements........................................................ 4-6
Pillow Block Bearing Housings .............................................................4-6
Flange Bearing Housings .....................................................................4-7
Ball Rail Bearing ...................................................................................4-7
About Taper Bearings ...........................................................................4-8
Tapered Bearing Housings ...................................................................4-8
Ball Screw Nut ......................................................................................4-9
Ball Screw Drive Assembly...................................................................4-9
Pulley and Idler Shafts........................................................................4-10
Lubrication Points on the 979-2 ............................................... 4-11
Lubrication Points Heads...................................................................4-12
Replacing the Chipout Block.................................................... 4-13
Replacing Saw Blades............................................................. 4-14
Remove the Saw ................................................................................4-14
Description of Air Input System ............................................... 4-16
Air Input with Lubrication ...................................................................4-16
Air Line Without Lubricator .................................................................4-17
Mechanical Adjustments.......................................................... 4-18
979-2 Guard Placements and Purpose ..............................................4-18
Feed Dog Adjustment Procedure ......................................................4-20
Chapter 5 Troubleshooting the 979-2
About Motion Control ............................................................... 5-2
Basic Control Circuit .............................................................................5-2
Typical Positioning Systems .................................................................5-4
Troubleshooting Basics .......................................................... 5-7
Using Sensors to Trouble Shoot...........................................................5-7
Location of Sensors on 979-2.................................................. 5-8
Troubleshooting Electrical Problems ....................................... 5-9
If the Power Stops During Normal Operation........................................5-9
Troubleshooting with the Status Light Panel ......................................5-10
About VFD Troubleshooting ...............................................................5-15
Troubleshooting the Air Cylinders............................................ 5-16
Adjusting Cylinder Extension Speed:..................................................5-17
Adjusting Cylinder Retraction Speed: .................................................5-17
Adjusting Limit Switches.......................................................... 5-18
KVAL 979-2 Operation / Service Manual

979-2 Miter Trim Saw System
CHAPTER 1 Introduction to the 979-2 Miter Trim Saw
System
This chapter provides an overview of the KVAL 979-2 Miter Trim Saw System and important
safety information to follow when operating the machine.
Chapter 1 at a Glance
Chapter 1 at a Glance ....................................................................................... 1-1
Overview of the 979-2 Miter Trim Saw System .............................................. 1-2
About this Manual ..................................................................................... 1-3
Safety First! ...................................................................................................... 1-4
Safety Sheet Sign-Off Sheet ...................................................................... 1-4
Safety Terminology of Labels .................................................................... 1-4
Safety Guidelines ....................................................................................... 1-4
Lockout Tagout Procedure ......................................................................... 1-8
Follow the P-R-O-P-E-R lockout rule of thumb. ..................................... 1-10
Zero-Energy to Start-Up ................................................................................ 1-11
Zero-Energy State to Start-Up to Operating State ................................... 1-11
Getting Help from KVAL .............................................................................. 1-13
On-Line Help ........................................................................................... 1-13
Product Return Procedure ........................................................................ 1-13
Safety Sign-Off Sheet .................................................................................... 1-16
A Note to the Operator: ........................................................................... 1-16
1-1

Overview of the 979-2 Miter Trim Saw System
Overview of the 979-2 Miter Trim Saw System
KVAL model 979-2 Miter Trim Saw is designed to cut casing for doors and windows at rates up
to 25 pieces per minute for softwood material. Saws pivot between either 0- or 45-degree positions. The CNC index system will automatically compensate for cut length by adjusting the distance between saws.
The 979-2 saw heads cut down from above the face of the casing to eliminate any tear out on the
face.
There is also a chip-out support below the saw to prevent any deflection in thin casing as the saw
passes through it. This is especially important when cutting MDF casing, or pre-finished casing.
This design allows the scraps to drop below the machine into waste bins (Not included) without
assistance from compressed air nozzles. The air consumption of the 979-2 operating at maximum
capacity is only 8 CFM.
The 979-2 will miter side casing, with a 90 degree trim on the bottom, up to 98” long on the short
side of the miter. Head casing, mitered on both ends, can be cut as short as 12-3/8” measured on
the short side.
The feed hopper may be easily adjusted to accommodate material up to 4-1/2” wide and up to 1-1/
4” thick. The pieces of casing are fed from the hopper by a reciprocating dog system. The feed
dog systems on each carriage are tied together with a timing shaft to insure that each piece of casing is precisely positioned under the saws every time. Each cutting head is equipped with a 3 HP,
3450 RPM, TEFC, three phase motor. The saw motors have 1” diameter arbors.
Types of options available Are:
Option A: Spline Saw System
Cuts slots for kerf nail in head and leg casing miter.
Option B: Mitered ends on Door stop
Is capable of cutting mitered ends on door stop.
The Option G: Auto Calibrated Stops
Is an air operated system with calibrated stops that automatically adjust the movable carriage
when the saw heads are rotated.
Option Z: Computer Controlled Positioning
The 979-2 will be equipped with a computer driven servo motor to position the movable head.
The system will automatically compensate for the offsets when the cutting heads are switched
from 90 degrees to 45 degrees. The system will be controlled by a touch screen that will allow the
operator to simply enter the short side length of casing to cut. The finished length of the casing
will be correct for all saw head configurations.
1-2
KVAL 979-2 Operation/Service Manual
Overview of the 979-2 Miter Trim Saw System
About this Manual
This manual contains operation information and service and maintenance information.
It includes identification of machine assemblies, power-up and power-down steps, and information about using the user interface.
The Troubleshooting and Maintenance sections are directed toward qualified service
technicians
TABLE 1- 1.
Title Part Number
979-2 Operation and Service Manual
DOC-146_3-OPS
1-3
KVAL 979-2 Operation/Service Manual
Safety First!
This machine is a powerful electro-mechanical motion control
system. You should test your motion system for safety under
all potential conditions. Failure to do so can result in dam-
age to equipment and/or serious injury to personnel.
Ensure that all employees who operate this machine
are aware of and adhere to all safety precautions
posted on the machine and are trained to operate this
machine in a safe manner.
Training
Safety First!
Safety Sheet Sign-Off Sheet
At the end of this chapter, there is a safety sign-off sheet. It lists personnel and machine safety criteria to understand before operating the machine. It is highly recommended that personnel operating, working on a machine meet the criteria listed in this sheet. It is recommended the sheet be
signed and kept for records. See “Safety Sign-Off Sheet” on page 1-16.
Safety Terminology of Labels
In addition to the nameplate, KVAL machines may have other warning labels or decals that provide safety information to operators. Safety labels should be clearly visible to the operator and
must be replaced if missing, damaged, or illegible.
There are three types of warning labels or decals:
• DANGER means if the danger is not avoided, it will cause death or serious injury.
• WARNING means if the warning is not heeded, it can cause death or serious
injury.
• CAUTION means if the precaution is not taken, it may cause minor or moderate
injury.
Safety Guidelines
In addition to the caution and warning labels affixed to this machine, follow the guidelines below
to help ensure the safety of equipment and personnel.
KVAL 979-2 Operation/Service Manual
1-4
Safety First!
Never operate the machine without proper eye and
ear protection.
Protective Gear
• Never reach hands beyond safety cage. Servo
motors can unexpectedly move quickly.
• Never clear screws or hinges out of the machine
while it is running.
• Never reach into the router area to retrieve a
hinge. The router may still be running down
after shut down.
• Never perform any maintenance unless machine
is at zero state.
• Never clean the machine while it is running.
• Never walk away from the machine while it is
running.
When the Machine is ON
The compressed air system connected to this
machine should have a three-way air valve
for shut-off and pressure relief.
All cylinders on machine are under high
pressure and can be very dangerous when
activated. Before performing any maintenance or repairs on this machine turn off the
main air disconnect. Lockout and tagout
this connection.
See “Lockout Tagout Procedure” on
page 1-9.
Compressed Air
1-5
KVAL 979-2 Operation/Service Manual
Safety First!
Electrical circuitry on this
machine is protected by an
approved lockable disconnect
circuit. In addition to this equipment, you must install an
approved disconnect for the
electrical power supplying this
machine.
When opening the cabinet you must first turn off the
disconnect switch. When the cabinet door is open there
is still power on the top side of the disconnect switch.
Some machines are powered by more than one supply
located at different locations. Before performing any repairs or maintenance, lockout and tagout must be installed at all locations
All maintenance and repairs to electrical circuitry should only be performed by a qualified electrician.
Still has power
in OFF position
Electrical
Prior to performing any maintenance, repairs,
cleaning or when clearing jammed debris, you
must disconnect, tag out, or lock out the electrical
and air pressure systems. This should be done in
accordance with applicable state and/or federal
code requirements.
Before Conducting Maintenance
Laser Warnings
On some machines, laser indicators are used to set boundaries. Follow the
manufacturers safety precautions.
1-6
KVAL 979-2 Operation/Service Manual

Safety First!
KVAL advises that you request an on-site state
safety review of your installation of this
machine. This is to ensure conformance to any
additional specific safety and health regulations which apply in your geographic area.
Compliance with Codes and Regulations
Other Hazard Control Action
Report a Hazard
Before You Report an Accident
If you believe any part or operation of this machine is in
violation of any health or safety regulation, STOP production. It is your responsibility to immediately protect
your employees against any such hazard.
Additional detailed safety guidelines are included in the
operating instructions of this manual. KVAL will be
pleased to review with you any questions you may have
regarding the safe operation of this machine
Follow Your Company’s Safety Procedures
In addition to these safety guidelines. Your company
should have on-site and machine specific safety procedures to follow.
KVAL 979-2 Operation/Service Manual
1-7
Lockout-Tagout Guidelines
Lockout-Tagout Guidelines
• Place a tag on all padlocks. On a tag, each
operator must put their own name and date.
(These locks are only to be removed by the
person who signs the tag)
• If more than one person is working on the
machine, then each additional person places a
lock and tag on each disconnect.
• Only each operator may remove their own
lock and tag.
Important: When many people are all working
on the same machine you will need a multiple
lockout device, such as the one shown here.
Follow the P-R-O-P-E-R lockout rule of thumb.
P...... Process shutdown
R ...... Recognize energy type (electrical, pneumatic, mechanical, etc.)
O...... OFF! Shut off all power sources and isolating devices
P...... Place lock and tag
E...... ENERGY: Release stored energy to a zero-energy state
R ...... Recheck controls and test to ensure they are in the “OFF” state
1-8
KVAL 979-2 Operation/Service Manual

Lockout Tagout Procedure
1. Evaluate the equipment to fully understand all energy sources (multiple electrical
supplies, air supply and pressure, spring tension, weight shifts, etc.).
2. Inform all affected personnel of the eminent shutdown, and the duration of the
shutdown.
3. Obtain locks, keys, and tags from your employer’s lockout center.
4. Turn off machine. See Chapter 2 for power down and power up procedures.
5. Turn the disconnect switches on ALL electrical and frequency panels to the OFF
position. Then push the red tab to pop it out. Place a padlock through the hole.
Place your tag on the padlock, as per the tagout guidelines below. (see illustration
below).
Power
Note: When multiple people are working on the machine, each person needs to
have a lock on the handle in the extra holes provided.
Insert Lock into hole.
Turn Switch to the
OFF position
Lock and Tag out
This policy is required by OSHA regulation 1910.147 and Cal OSHA’ S
SB198 ruling of July 1991.
Use the following lockout procedure to secure this machine while it is
powered down. During a lockout, you disconnect all power and shut
off the air supply. Be sure to use the tagout guidelines noted below.
Pre-Steps Before Lockout Tagout
Lockout Tagout Procedure
Lockout Tagout Power
1-9
KVAL 979-2 Operation/Service Manual

Lockout Tagout Procedure
6. Turn all air valves to the OFF position and place a pad-
lock through the hole (see illustration below).
NOTE: Place your tag on the padlock, as per the
tagout guidelines.
Lockout Tagout Air Supply
Start Maintenance
7. Once the locks and tags are in place and all personnel are clear, attempt to operate
the machine to ensure equipment will not operate.
8. Maintenance or repairs may started.
Post Maintenance Steps
9. After maintenance is completed, the person performing the work must ensure all
tools, spare parts, test equipment, etc., are completely removed and that all guards
and safety devices are installed.
10. Before removing the locks and tags, the person who attached them shall inspect the
equipment to ensure that the machine will not be put in an unsafe condition when
re-energized.
11. The lock and tag can now be removed (only by the person(s) who placed them),
and the machine can be re-energized.
12. The tags must be destroyed and the locks and keys returned to the lockout center.
1-10
KVAL 979-2 Operation/Service Manual

Zero-Energy to Start-Up
Zero-Energy to Start-Up
Starting the equipment properly is just as important as the lockout/tagout guidelines in terms of
safety.
Start-up Guidelines
The following guidelines below should be followed to start the equipment.
Inspect
The equipment must be inspected for proper adjustment before starting equipment.
Clean Up
All materials and debris must be cleaned up. Any combustible materials or old parts
used during repairs must be cleaned up and/or properly disposed of.
Replace Guards
Replace all equipment guards. If part of equipment cannot be properly adjusted after
start-up with guard on, contact the KVAL Service team. See “Getting Help from
KVAL” on page 1-13.
Check Controls
Confirm that all switches are in the “OFF” position. Please be advised that some components of the machine may start automatically when energy is restored.
Remove Locks
Each operator must remove his or her own lock and tag. This will ensure that all operators are in a safe place when the equipment is started.
Perform Visual Checks
If the equipment is too large to see all around it, station personnel around the area and
sound the personnel alarm before starting the equipment. If your operation is more
complex, your company’s comprehensive safety procedure may involve additional
steps. You will need to ask your supervisor about these procedures. The company’s
lockout procedure should be posted at each machine. On larger or long-term maintenance or installation projects, the company’s procedures must be explained to all new
operators and a copy of the company’s procedures should be posted on-site for the
duration of the work.
The Company’s procedures should also include provisions for safely handling shift
changes and changes in operators or new operators.Comprehensive lockout/tagout
may use a gang box or other system to ensure that locks are secure and not removed
without authorization.
1-11
KVAL 979-2 Operation/Service Manual

Zero-Energy to Start-Up
Remember, lockout/tagout procedures work because you are the only one with the key
to your lock. Proper lockout/tagout can save lives, limbs, and money. Help make your
work environment safe for you and your fellow workers. Be sure to follow the P-R-OP-E-R lockout/tagout procedures, and that those around you do also.
Close the Cage Gate
Verify all cage gates are securely closed. Ensure all safety protocols are in effect.
1-12
KVAL 979-2 Operation/Service Manual

Getting Help from KVAL
Serial Number
3 phase volts
Electrical Print
Air Print
Getting Help from KVAL
Before you seek help, first try the troubleshooting procedures. Follow the procedures below.
If you are unable to resolve the problem:
1. Locate the machine’s Specification Plate and record the serial number, 3 phase
volts, electrical print number, and air print number.
2. Contact our customer support team:
• In the U.S and Canada, call (800) 553-5825 or fax (707) 762-0485
• Outside the U.S. and Canada, call (707) 762-7367 or fax (707) 762-0485
• Email address is service@kvalinc.com
• Hours:
6:00 AM to 4:00 PM Pacific Standard Time, Monday through Thursday
6:30 AM to 1:30 PM Pacific Standard Time, Friday
On-Line Help
On machines with a Beckhoff® PLC and an internet connection, our service team are able to connect, run, and troubleshoot your machine. Ask about this procedure when calling are service team
Product Return Procedure
If you’ve contacted Kval for help and it is determined that a return is necessary, use the procedure
below to return the machine or part.
Note: Non-Warranty returns are subject to a 15% restocking charge.
Obtain the packing slip and/or invoice numbers of the defective unit, and secure a
1.
purchase order number to cover repair costs in the event the unit is determined to be
out of warranty.
2. Reason for return: Before you return the unit, have someone from your organization
with a technical understanding of the machine and its application include answers to
the following questions:
1-13
KVAL 979-2 Operation/Service Manual

Getting Help from KVAL
• What is the extent of the failure/reason for return? What are the relevant error messages or error codes?
• How long did it operate?
• Did any other items fail at the same time?
• What was happening when the unit failed (e.g., installing the unit, cycling power,
starting other equipment, etc.)?
• How was the product configured (in detail)?
• Which, if any, cables were modified and how?
• With what equipment is the unit interfaced?
• What was the application?
• What was the system environment (temperature, spacing, contaminants, etc.)?
3. Call Kval customer support for a Return Material Authorization (RMA). When you
call:
• Have the packing slip or invoice numbers available.
• Have the documented reason for return available.
4. Send the merchandise back to Kval.
• Make sure the item(s) you are returning are securely packaged and well protected
from shipping damage
• Include the packing slip or invoice numbers.
• Include the documented reason for return.
• Include the RMA number with the parts package.
1-14
KVAL 979-2 Operation/Service Manual

Getting Help from KVAL
Page Intentionally Left Blank
1-15
KVAL 979-2 Operation/Service Manual

Safety Sign-Off Sheet
Safety Sign-Off Sheet
Machine Model Number:_____________________________
A Note to the Operator
This machine can help you be highly productive only if you understand how to use it properly and
follow the safe operating practices described in this document and the machine’s manual. If you
do not understand the machine’s proper operation or ignore the safe operating practices, this
machine can hurt or kill you. It’s in your best interest to safely and properly operate this machine.
Personnel Safety Concerns:
• I have been properly trained in the operation of this machine.
• I will always wear ear protection when operating this machine.
• I will always wear eye protection when operating this machine.
• I will never wear loose clothing or gloves when operating this machine.
• I will watch out for other people. Make sure everyone is clear of this machine
before operation.
• I will always follow my company’s safety procedures. I have read and understand
these guidelines.
Machine Safety Concerns:
• I have been given a tour of the machine and understand all the safety labels, E-
Stops and the actions to take in case of an emergency.
• I will make sure all guards are in place before operation
• I will turn off the compressed air, before loading hardware (staples, screws, etc)
• I will turn off the electrical power, for setup
• If the machine should operate in an unexpected manner stop production I will
immediately and notify a manager, a supervisor, or a qualified service technician.
I have read and understand this document and agree to operate this machine in a safe manner as described above.
Employee
Name (print):___________________ Signature: __________________ Date:____/____/____
Supervisor/Safety Officer/Trainer
Name (print):__________________Signature: __________________ Date:____/____/___
Note: It is recommended you make a copy of this sheet for new operators. If a copy is needed, you may
download a PDF at the KVAL website (http://www.kvalinc.com). You may also contact our Service Department at (800) 553-5825 or email at service@kvalinc.com.
1-16
KVAL 979-2 Operation/Service Manual

Safety Sign-Off Sheet
1-17
KVAL 979-2 Operation/Service Manual
CHAPTER 2 Operation of the 979-2
This chapter describes components, assemblies, and the user interface of the KVAL 979-2 Miter
Trim Saw System. The content is geared to help operators understand the basic operation of the
979-2.
Chapter 2 at a Glance
Operator’s Tour ............................................................................................... 2-2
In-Feed Section .......................................................................................... 2-3
Foot Pedal .................................................................................................. 2-3
Operators Station ....................................................................................... 2-4
Operators Station (Small Platform Screen) ................................................ 2-4
Out-Feed .................................................................................................... 2-5
About the Electrical Panels ........................................................................ 2-6
About the Safety Curtain ........................................................................... 2-7
Description of the Six Light Panel ............................................................ 2-8
About Sensors ............................................................................................ 2-9
Quick Start ..................................................................................................... 2-10
Powering Operations for the 979-2 ................................................................ 2-12
How to Power Up the 979-2 .................................................................... 2-12
Home the 979-2 ....................................................................................... 2-13
How to Power Down the 979-2 ............................................................... 2-14
Emergency Shutdown and Recovery ....................................................... 2-14
About Modes ............................................................................................ 2-15
Mechanical Set Up ......................................................................................... 2-16
Description of User Interface Screens ........................................................... 2-18
Screen Selection Menu Map .................................................................... 2-18
Screen Selection Menu Map (Small Platform Screen) ............................ 2-19
Machine Feed Back ................................................................................. 2-20
About Lock-Outs (Option) ....................................................................... 2-20
Main Screen ............................................................................................. 2-21
About the Setup Screens ................................................................................ 2-24
About Calibration Data ............................................................................ 2-24
Running a Reference Cut ......................................................................... 2-24
About Motion of Servo Motor ................................................................. 2-24
Entering Calibration Data ........................................................................ 2-25
About the Machine Calibration Screen .................................................... 2-26
About Assigning a Pre-set ....................................................................... 2-28
2-1
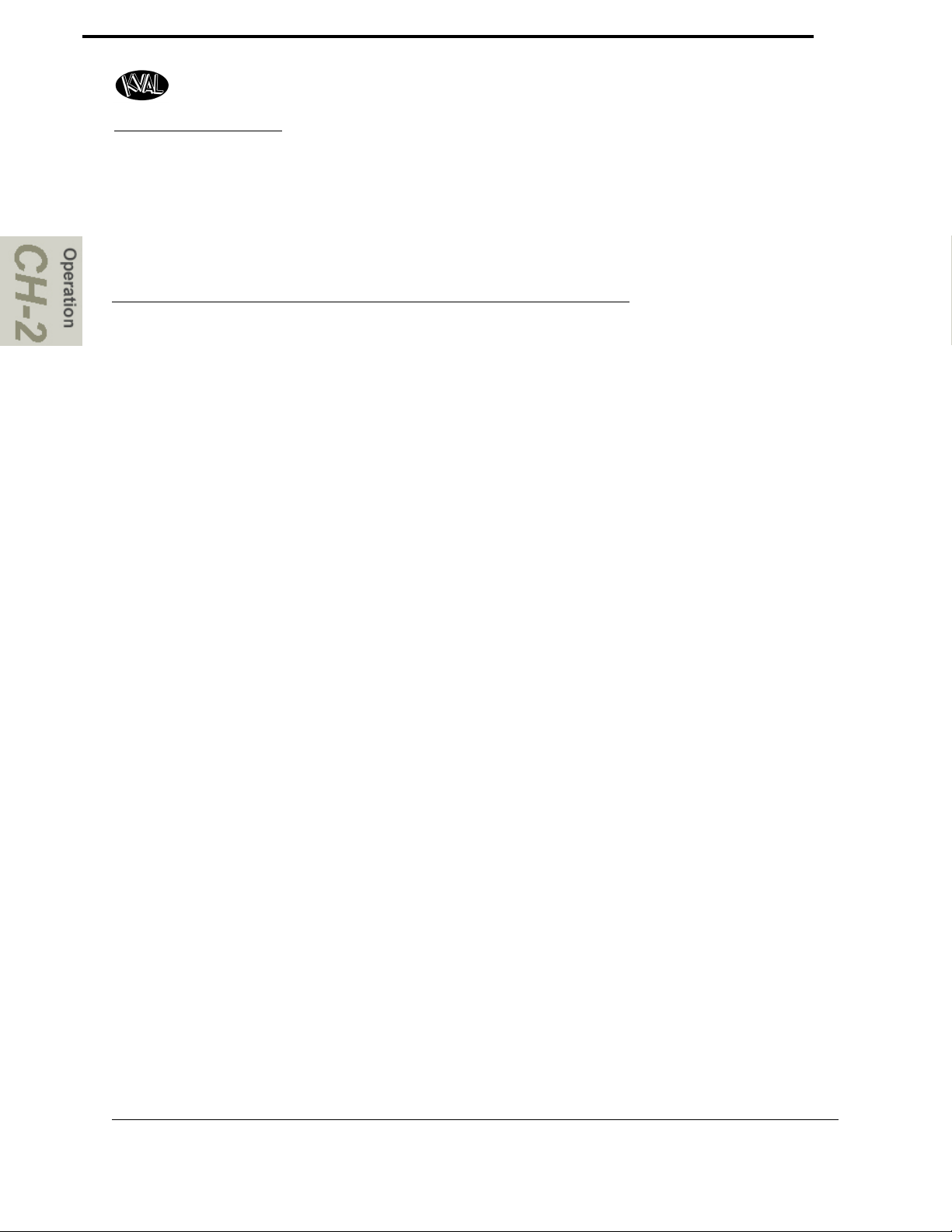
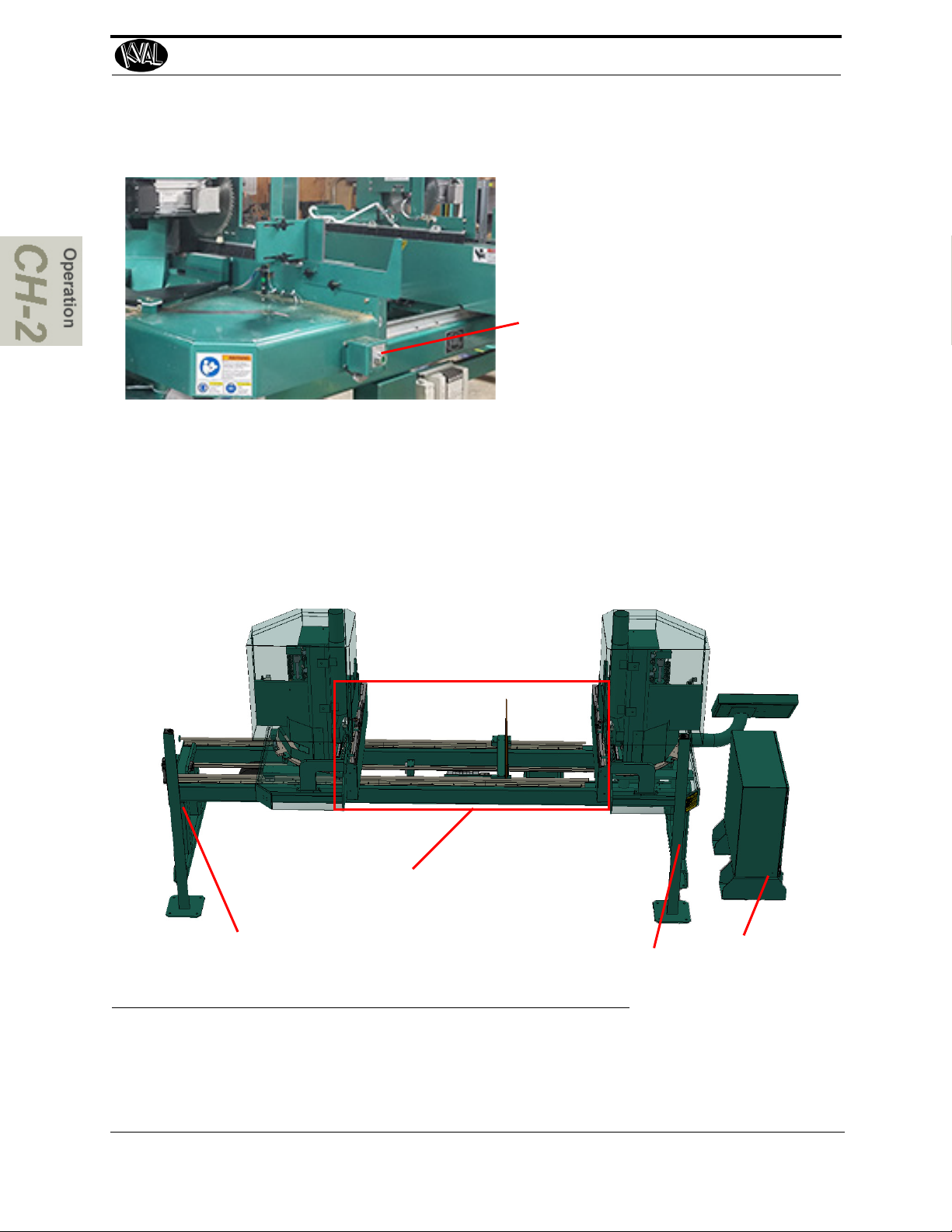
Operator’s Tour
In-Feed
Operator’s Station
Safety Curtain
Servo Motor and
Ball Screw
Out-Feed
Right or Movable
Head
Left or Fixed Head
Safety Curtain
Hopper, Staging
area, and Feed-In
Electrical Panel
Foot Pedal:
Stop
Feed
Operator’s Tour
This section takes you on a tour of the 979-2 Miter Trim Saw System machine.
FIGURE 2- 1. Identification of Key Assemblies of 979-2
2-2
KVAL 979-2 Operation/Service Manual
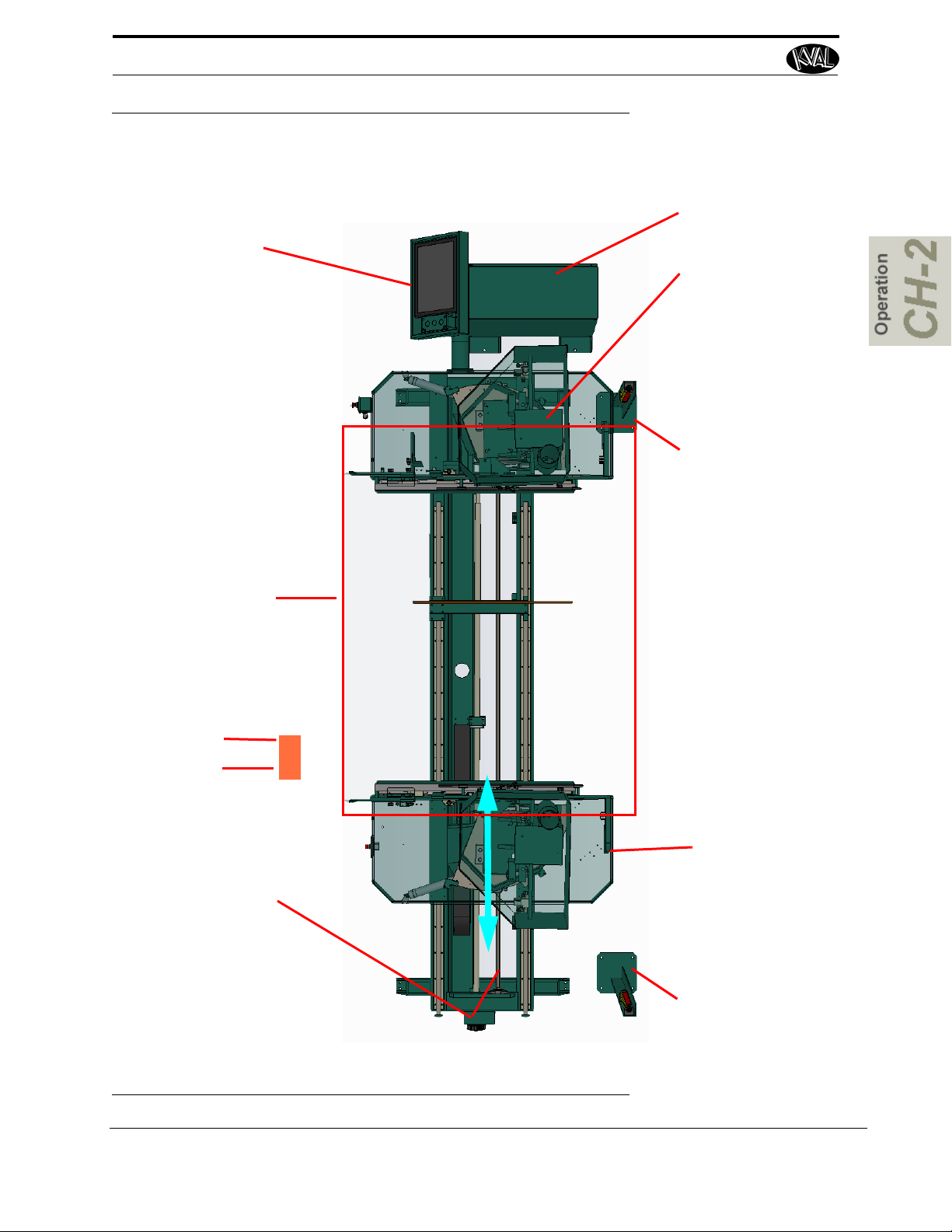
In-Feed Section
Dog Feed: Moves product
through machine
E-Stop:
Push to
shutdown machine
in an emergency.
Valve Bank: Air
Output to cylinders
Air Input System: Air Filter, PSI
Adjust, and lubricator
Operator Station
Hopper and Staging Area
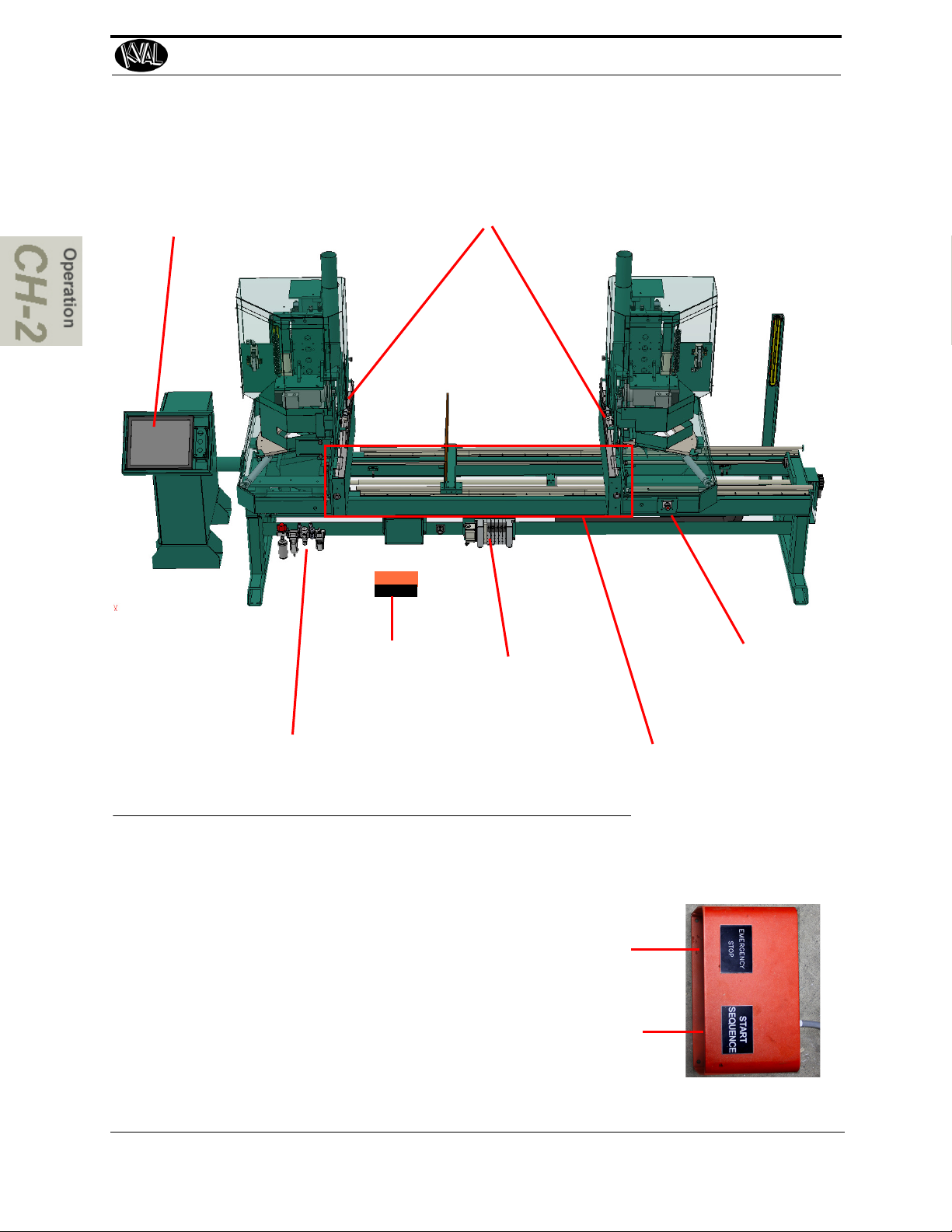
Foot Pedal
The foot pedal controls the flow of the board through the
machine.
• Press the right pedals to feed the product
through the machine. If the hopper is stacked
the product will feed through automatically.(Or
the quantity set on the main screen)
• Press the left pedal to stop the machine. This
acts like an E-Stop.
E-Stop
Start
Sequence
Operator’s Tour
FIGURE 2- 2. Key Assemblies on the In-Feed Section
Foot Pedal
KVAL 979-2 Operation/Service Manual
2-3
Operator’s Tour
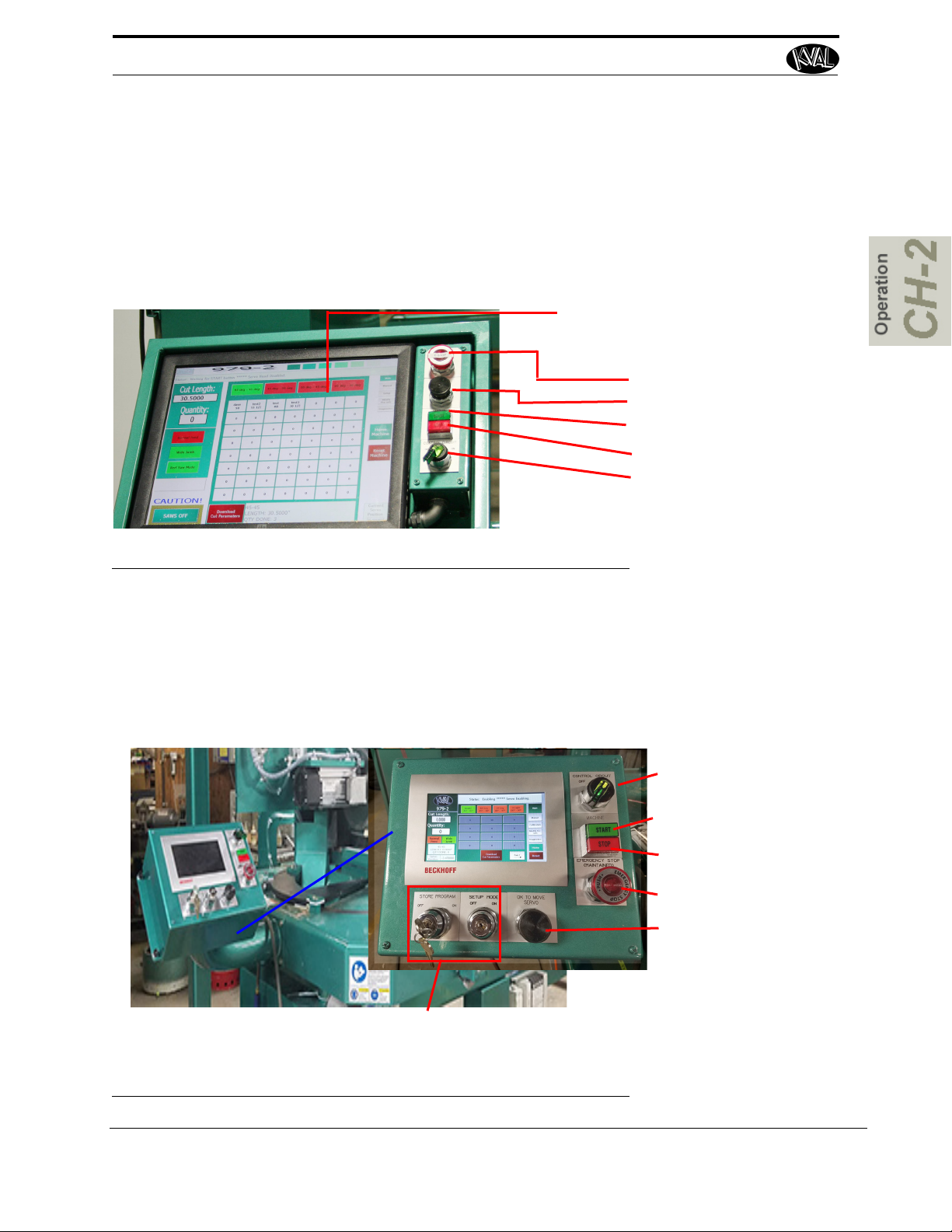
Touch Screen Interface
Controls:
•
Emergency Stop
• Move Head
• Start “boot-up”
• Stop
• Turn ON or OFF Control
Transformer
Turn ON or OFF
Control Transformer
Start “boot-up”
Stop
Emergency Stop
OK to Move Head
Lock-Outs (See “About Lock-Outs
(Option)” on page 2-22.)
Operators Station
The Operator Station contains a touch screen that allows communication between the operator
and the machine. Through automation, the station interface replaces manual setup, thereby saving
time. Cutting parameters can be stored and retrieved by one touch.The Touch Screen logic also
includes management functions such as Daily and Lifetime Totals. See “Description of User
Interface Screens” on page 2-20 and“Quick Start” on page 2-12 for more information.
FIGURE 2- 3. Operators Station with touch Screen Interface
Operators Station (Small Platform Screen)
A reduced size screen has been added to the 979-2 (Start SN 17-146-061). The menu choices and
controls are similar but have changes in format. See “Screen Selection Menu Map (Small Plat-
form Screen)” on page 2-21.
FIGURE 2- 4. Reduced Size Screen
2-4
KVAL 979-2 Operation/Service Manual
Operator’s Tour
Safety Curtain
Safety Curtain
Out Feed Area: Fin-
ished Product is fed
out of the machine
Electrical
Panel
The Starts Saws Button
Out-Feed
The figure below shows the key parts of the out-feed of the machine. The finished product is fed
out for on the back side of the machine.
Danger: Never mechanically bypass the Safety Curtain or enter
the cutting area avoiding the Safety Curtain. Serious
injury could occur.
FIGURE 2- 5. Out-Feed Key Parts
2-5
KVAL 979-2 Operation/Service Manual

About the Electrical Panels
The Main Electrical Panel:
• Supplies voltages to the machine
• Contains the PLC (Programmable
Logic Controller)
• Contains servo drives to interact with
the servo motors (Axis and Lock Location) in the front and back sections
• VFDs (Variable Frequency Drives) to
interact with hinge and faceplate routers, width adjust motors, and feed
motors
• VPN Router added to connect with
factory intranet to internet KVAL Service (added Serial number 17-146-
061)
Note: Factory must have access to internet to use VPN.
Main Electrical Panel
PLC
110 V / 24 V Terminals
High Voltage
Section
Input / Output
Terminals
VFD Section
Servo Drive
Control Trans-
former
VPN
Thermal (Brake)
Resistor
About the Electrical Panels
Warning: High Voltage is present in this panel at the top of the Three Phase Input even with the
disconnect off. If working on the panel, follow the safety protocol as described in Chapter 1.
The 979-2 has a Main Electrical Panel. Figure 2- 7 below, is an overview of the location of assemblies in the panel
Main Electrical Panel with VPN
FIGURE 2- 6.
2-6
KVAL 979-2 Operation/Service Manual

About the Thermal (Brake) Resistor
The Thermal Resistors are 30 ohm resisters that
help the carriage stop quickly.
Main Electrical Panel
PLC
110 V / 24 V Terminals
High Voltage
Section
Input / Output
Terminals
VFD Section
Servo Drive
Control Trans-
former
Contactor
and Over-
load Circuit
Main Electrical Panel (Before VPN)
About the Electrical Panels
FIGURE 2- 7. Overview of Main Electrical Panel and High Frequency Panel
2-7
KVAL 979-2 Operation/Service Manual

About Using the VPN
To use the VPN:
1. Ensure your company has a connec-
tion to the Internet. Contact factory
IT technician.
2. Have issue organized to inform
KVAL technician.
3. Contact KVAL Service and notify
that you are using a VPN on a 979-2.
4. Tell the technician the issue.
5. When ready, push the VPN button
until the button lights up.
6. The technician can connect to the
machine and view the operation of
the program.
Call Kval Customer Support at (800) 553-5825. Outside the U.S, call (707) 762-
7367.
About Using the VPN
The VPN is an industrial remote access router that is designed to offer remote access, across the
Internet, to the 979-2.
KVAL technicians can troubleshoot machines, debug the PLC program while the operator runs
the machine. The VPN works in the background.
The factory must have access to the internet to use this feature.
2-8
KVAL 979-2 Operation/Service Manual

About the Safety Curtain
Emitter Receiver
Emitter
Receiver
Emitter
Receiver
Machine in operation
Breaking of any beam
stops the machine
Product Output:
Machine will stop if
barrier is broken.
Restart the machine to
continue
About the Safety Curtain
Danger: Never mechanically bypass the Safety Curtain or enter
the cutting area avoiding the Safety Curtain. Serious
injury could occur.
The Safety Curtain provides safety for personnel who enter the defined area when the machine is
active. If any part of an operator’s body is detected in the defined area, the machine stops the
operation.The machine must be reset from the operators station to continue machining.
The Safety Curtain is composed of an EZ-Screen emitter and receiver. The emitter has a row of
synchronized light-emitting diodes (LEDs) that send signals to the receiver. The receivers have a
a matching row of synchronized photo detectors that read the signal from the emitter. When the
signal is blocked of any beam, the machine stops. To continue machining push the Start button
Important: The EZ-Screen system is aligned at the factory. Do not move the emitter or
receiver modules. This may cause misalignment, if the system is misaligned the machine will not start
.
2-9
KVAL 979-2 Operation/Service Manual

Description of the Six Light Panel
Control Power – light
illuminates when the
Control Transformer
is pulled out and the
power is working on
secondary side-of
transformer
Overload Relay –
The overload circuit is
working when light is
on
E-Stop – The back
gate is closed and Frame E-stop is not activated when this light is on.
24VDC – light
comes on once the
ACR is latch and the
24VDC power Supply
is working
Stop – This light will
be on if Machine
Stop button is deac-
tivated.
Start – This light will
be on once the
Machine Start button
is pressed and the
ACR Relay is latched.
Description of the Six Light Panel
The six lights on this panel indicate the status of the 979-2 system.
The Sequence that the lights activate is as follows:
1. Control Power
2. Overload Relay
3. E-Stop
4. Stop
5. Start
6. 24VDC
2-10
KVAL 979-2 Operation/Service Manual

Description of the Six Light Panel
Photo Eye Detector
Emitter and Receiver
in one package
Proximity Detector
Senses metallic
objects
About Sensors
On the 979-2, sensors provide input to the PLC as part of the automation of the cutting process. It
is important to keep the sensors cleaned and aligned to keep the process running smoothly. There
are two classifications of sensors on the 979-2------Photo Electronic and Inductive Proximity Sensor.
The Photo Electronic Decor uses light as a trigger.
• Photo Eye Detectors contain both emitter and receiver. If an object is within the
Photo Eye’s sensing field light from the emitter is reflected from the object back to
the receiver. With no object is in front of the Photo Eye a constant 24VDC is sent to
the PLC. If an object is sensed by the Photo Eye, 0VDC is sent to the PLC.
• As a result, any of the photo detectors output equals 0VDC when the trim is sensed.
The Proximity Sensor detects metallic objects without touching them.
• An inductive proximity sensor consists of a coil and ferrite core arrangement, an
oscillator and detector circuit, and a solid-state output. The ferrite core and oscillator
create a field generating out the front of the sensor. When a metal object enters the
field, a loss in amplitude occurs. The detector circuit recognizes the loss of amplitude and generates 0VDC to send to the PLC. When the metal object leaves the sensing area, the sensor to returns to 24VDC and sends it to the PLC.
• As a result, if a metal object is sensed, the output of the sensor equals 0VDC.
Refer to Figure 2- 8 on page 11 for some examples of Sensors:
FIGURE 2- 8. Examples of Sensor
KVAL 979-2 Operation/Service Manual
2-11

Quick Start
1. Ensure factory air is present at the machine and the 979-2 main air
supply valve is turned on.
2. Power up the 979-2. See “How to Power Up the 979-2” on page 2-
14.
3. Home the 979-2. See “Home the 979-2” on page 2-15.
4. Set the machine up for the chosen parameters. See “Mechanical Set
Up” on page 2-18
5. Select the cut mode.
6. Select the desired preset button.
7. Select quantity of boards to cut. Enter the cut
length if different than the pre-set.
8. Select type of cut.
Note: KVAL strongly recommends using
the Wide Jamb selection on cuts.
This setting makes good cuts with
maximum efficiency.
9. Select the Load the Cut Parameters Button. The
parameters will be displayed in the box.
Preset Buttons
Quick Start
Note: Before starting production, it is recommended to perform a test cut on a board.
Follow the same steps in the Quick Start below. See “Running a Reference Cut” on
page 2-27
KVAL 979-2 Operation/Service Manual
2-12

10. Ensure area is safe. On the Operators station, push and hold
the black button to move the Heads into position.
11. Load the hopper.
12. Press the Start Saws Button to get the saws running
Note: Some machines may have a software button to activate the saws instead
of the mechanical button. If so, press and hold the Saws Off button until
the saws start. (Button displays Saws Active)
13. Start production by pressing the Start Sequence right
the foot pedal.
If finished with production and shutting the machine down, see “How to Power
Down the 979-2” on page 2-16 .
Quick Start
2-13
KVAL 979-2 Operation/Service Manual

Powering Operations for the 979-2
4. Switch the green CONTROL TRANS-
FORMER
switch to the ON position.
It should light up.
5. Push the green START MACHINE
button to “boot up” the machine.
Control Transformer
Start
6. All lights on the status light panel on the electrical
box should be illuminated. See “Description of the
Six Light Panel ” on page 2-10
Note: If a status light does not turn on during the power
up process, see “Troubleshooting with the Status
Light Panel” on page 5-10 for assistance in identifying the issue.
Powering Operations for the 979-2
This section describes how to power up and to power down the 979-2.
Powering up the system includes:
• Applying power to the entire system
• Starting the Control Circuit
Powering down the system includes:
• Shutting down the control power
• Removing power from the entire system
How to Power Up the 979-2
1. Ensure factory air is applied to machine and main air supply is turned on.
2. Check to make sure all E-Stop buttons are out.
Note: A pop-up is displayed on the user screen if an E-Stop is pressed. The pop-up will
indicate which E-Stop has been activated
3. Make sure the electrical disconnect the electrical cabinet is turned to the ON posi-
tion.
.
2-14
KVAL 979-2 Operation/Service Manual

Powering Operations for the 979-2
Note: Safety Curtain Startup
Danger: Never mechanically bypass the Safety Curtain or enter
the cutting area avoiding the Safety Curtain. Serious
injury could occur.
When power is applied to the EZ Screen emitter and receiver, each sensor will conduct self-tests
to detect critical internal faults and prepare for operation.
If no faults are detected, The LED’s will be lit as follows.
1. The machine will move to the home position
2. The machine will then move to about the middle of its travel.
The 979-2 is now ready for work.
Home the 979-2
The 979-2 must go through a homing routine before any operations are performed. The homing
routine sets a zero reference from which the 979-2 measures its movement and cutting process.
If power is lost or the 979-2 is re-set, the homing routine must be performed again to reset the zero
reference
Press the Home button on the Main Screen touch screen.
2-15
KVAL 979-2 Operation/Service Manual

Powering Operations for the 979-2
1
2
3
How to Power Down the 979-2
1.
Push the Stop B
2.
Switch the green CONTROL TRANSFORMER switch to the
utton on the operator station.
OFF position.
3. KVAL also recommends that you turn the disconnect
switch on the electrical cabinet to OFF; this helps reduce
possible damage resulting from power surges from electrical storms.
Emergency Shutdown and Recovery
There are emergency shutdown (E-Stop) switch located at key points
around the machine.
The E-Stop switches are to be used when the machine is out of control
or is about to damage personnel or equipment.
When an E-Stop switch is activated, power to the machine is killed.
The machine responds, in the same way, if you press the STOP button
on the operator's station.
2-16
KVAL 979-2 Operation/Service Manual

Powering Operations for the 979-2
Right Head
Left Head
45 deg - 45 deg
Left Head
Right Head
Into machine
45 deg - 00 deg
Left Head
Right Head
Into machine
00 deg - 45 deg
Left Head
Right Head
Into machine
00 deg - 00 deg
Left Head
Right Head
Into machine
About Modes
The four different cut modes are illustrated below. See “About Adjusting Each Cut Mode” on
page 2-30 for information about selecting the dimensions for the cut.
2-17
KVAL 979-2 Operation/Service Manual

Mechanical Set Up
1. Adjust both back hopper stops for a hopper width of roughly 1/8-inch larger than
the stock.
2. Adjust both front hopper stop's height to clear the stock by roughly 1/8-inch.
Adjustment Bolts for
Height
Rear Hopper Stop
Front Hopper Stop
Note: Use a 1/2'' wrench to
Adjust the Bolts
Mechanical Set Up
After the parameters are loaded form the operator station, prepare the machine to process the
stack.
2-18
KVAL 979-2 Operation/Service Manual

3. Adjust the end stop for the cut angle. The end stop
distance is determined by the fixed head cutting
angle:
• For 45 degrees, set the end stop for the same distance
as the stock width.
• For 0 degrees, set the end stop distance for 0 inches.
Set to Stock
Width
‘0’
inches
4. Set the front edge clamp distance on each head
to the same as the stock width.
5. Set the jamb clamp width air valves. For stock less than
3 ½ inches, the valve must be slid toward the input side
of the machine. For stock greater than 3 ½ inches, the
valve must be slid toward the out-feed side of the
machine.
Mechanical Set Up
6. Load the Hopper.
7. On the Touch Screen press and hold the Start Saw button to start the saws.
8. Press the feed in foot pedal to start the machining of the product.
NOTE: Wide jamb mode has better clamping ability than narrow jamb mode; tighter
clamping produces cleaner saw cuts. Wide jamb mode can be used on narrow stock.
The disadvantage is that wide jamb mode is slower by about 3 boards per minute.
KVAL 979-2 Operation/Service Manual
2-19

Description of User Interface Screens
Below are the menu selections for the 979-2
See “About the Manual Parameter Menu” on page 2-25
See “Main Screen” on
page 2-23
See “About Calibration Data” on page 2-27
See “About Assigning a Pre-set” on page 2-31
Description of User Interface Screens
This section describes the user interface screens. The user interface allows the operator to use a
touch screen to control the trim cutting process, auto-run, manually run the trim, store trim profiles, and use diagnostics to help troubleshoot the 979-2.
Screen Selection Menu Map
..
FIGURE 2- 9. Screen Selection
KVAL 979-2 Operation/Service Manual
2-20

Screen Selection Menu Map (Small Platform Screen)
Below are the menu selections for the 979-2 using a small platform
touch screen (Start SN 17-146-061).The definitions of the buttons are
the same. Changes in menu operation is slightly changed. The main
change is there are more jump pages to utilize. The changes are
defined in the figure below. This platform is described in this chapter.
See “About the Manual Parameter
Menu” on page 2-25
See “Diagnostic
Screen” on
page 2-34
See “Main
Screen” on
page 2-23
See “About Calibration
Data” on page 2-27
See “About Assigning a Pre-
set” on page 2-31
Jump to next page of stored Preset selections. There are 4 pages
per cut type to store.(12 per page)
Jump to next page to calibrate
the Miter Stop Adjustment
Description of User Interface Screens
FIGURE 2- 10. Screen Selection (Reduced Screen)
KVAL 979-2 Operation/Service Manual
2-21

Description of User Interface Screens
Machine Feed Back
Note: Use this information to isolate issues if having problems with the machine
At the top and at the bottom right hand corner of all user screens is status feedback information.
The information generated is as follows:’
1. General Machine Status. This field lists the machine status through-out the process.
2. Current Servo Positions. This field shows the current position of the servo.
.
Store Program
To allow the operator to make changes to parameters, turn the
Set Up Lock to the On position. When this key is in the Off
position, the parameters are locked out. No changes to the
parameters may be made in the off position.
Set Up Mode
This setting allows technician to stop the saw from running if
performing calibration on the machine. The technician can feed
in a trim board with the foot pedal and check the clamps for
accuracy without cutting the boards.
In the ON position the setup mode is active the saws will be
OFF. In the OFF position the setup mode is not active and the
Saws will be ON.
These keys may be taken out in the off position.
Lock for
Software:
Lock for
Machine
Set Up:
About Lock-Outs (Option)
2-22
KVAL 979-2 Operation/Service Manual

Description of User Interface Screens
Jump Buttons
Main Screen
The Main Screen is also the startup screen for the 979-2. From this screen, all the basic user interface controls are available to run a cut on a trim board.
FIGURE 2- 11. Main Screen
About the Software Start Saws Button (Older Machines)
Some previous machines may have a software button to start the saws. This button was replaced
by a mechanical Start Saws Button. For description of the mechanical button,
2-23
KVAL 979-2 Operation/Service Manual

Description of User Interface Screens
About Home Machine Button
This button starts the home sequence on the machine, which
causes the movable fence to slowly scan to find a physical reference point on the frame. When this point is found, the position is
stored and then used to calculate the location of all moves after
this. The home sequence must be performed every time the
machine is powered up or reset.
Reset Machine Button
If a fault occurs that cannot be cleared, press the Reset Machine button. This button will
reset the machine to the start position before homing.
Press Home Machine after Reset Machine
About the Preset Selection Button Group
Pressing a preset button, calls a stored
length of the casing to be machined.
There are 56 stored presets for each cut
mode. The cut modes are:
• 45 deg- 45 deg
• 45 deg- 00 deg
• 00 deg- 45 deg
• 00 deg- 00 deg
To choose a preset:
1. Select the cut mode. The cutting
heads will move to 45 deg or 0 deg
depending on choice.
2. Select the desired preset button.
Select Page 2 Button to jump through
choices of presets.
3. Select the Download Cut Parameters Button. The parameters will be displayed in
the box.
4. Push and hold the black button to move the Right Head into position.
The machine is now primed to perform. See “Description of User Interface Screens”
on page 2-20 for full operation steps.
To assign a preset to the button:
See See “About Assigning a Pre-set” on page 2-31 for more information
KVAL 979-2 Operation/Service Manual
2-24

Description of User Interface Screens
About the Preset Selection Button Group
Pressing a preset button, calls a stored
length of the casing to be machined.
There are 56 stored presets for each cut
mode. The cut modes are:
• 45 deg- 45 deg
• 45 deg- 00 deg
• 00 deg- 45 deg
• 00 deg- 00 deg
To choose a preset:
1. Select the cut mode. The cutting
heads will move to 45 deg or 0 deg
depending on choice.
2. Select the desired preset button.
3. Select the Load the Cut Parameters
Button. The parameters will be displayed in the box.
4. Push and hold the black button to move the Right Head into position.
The machine is now primed to perform. See “Description of User Interface Screens”
on page 2-20 for full operation steps.
To assign a preset to the button:
See See “About Assigning a Pre-set” on page 2-31 for more information
About the Manual Parameter Menu
If the preference is not to use the preset buttons, manually set
the parameters.
To manually set the length and the quantity of the casings, use
this menu. The process is:
1. Enter casing length desired.
2. Set the desired quantity. The machine will stop after the
quantity is reached. (0 quantity will keep running until operator stops the machine)
3. Select the Load the Cut Parameters Button.
KVAL 979-2 Operation/Service Manual
2-25

Description of User Interface Screens
About Choosing Feed Operations.
Use this menu to set the feed speed, adjust for a wider
width casing, and apply a kerf cut (Option A).
Note: KVAL strongly recommends using the Wide Jamb
selection on cuts. This setting makes good cuts with
maximum efficiency.
About Turning on the Saw
Note: Older Machines.
After the Parameters are loaded, start the Saw.
1. Verify machine area is safe to continue machining.
2. Locate the Saws bottom on the lower left had corner
of the main scree
3. Press and hold the SAWS OFF button for 3 seconds.
4. The button will display SAWS STARTING, you will
hear the machine starting up.
Warning: The Saws are running now, DO NOT
put your hands near the saw blade.
5. The machine is ready to start working when SAWS
ACTIVE
is displayed on the button.
6. After machining is completed, press the SAWS ACTIVE button to turn OFF the saws.
During machining it is recommended to use this button to shutdown the saws. This
will save time of booting up the machine. See “How to Power Down the 979-2” on
page 2-16 if shutting down for the night.
2-26
KVAL 979-2 Operation/Service Manual

About the Setup Screens
Red = Reverse Direction
Green = Forward Direction
X Axis Servo Motor
About the Setup Screens
Select the Setup Button on the Main Screen to open access to the Setup (Machine Calibration)
screen. Select the Modify Pre-sets button to assign values to the preset buttons on the main
screen.
About Calibration Data
In the Machine Calibration Screen, data can be entered to compensate for differences between
measured data and expected results. For example, slight changes in positioning may occur after
changing to a new tool.
Data is entered into the Offset box and combined to achieve the Actual parameter.The results are
stored in permanent memory.
Running a Reference Cut
If you notice any changes in the cut locations, run a reference cut. Run a known good profile.
After the trim is machined, measure the results:
• The Base is the start up reference.
• The differences between the template and the measured (either positive or negative)
are entered into the Offset entries.
• The Actual is the combination of the Base and the Offset entries which is the final
result.
About Motion of Servo Motor
The figure below shows the motion of the 'X' axis servo motor. Use the figure below as a reference when calibrating the machine. The reverse direction equates to a negative number and the
forward direction equates to a positive number when entering data into the calibration menus. Use
this information as a guide to help input the directional data in the calibration routines.
2-27
KVAL 979-2 Operation/Service Manual

About the Setup Screens
1. If there is a number in the Base box, Click
Combine with Offset to combine both num-
bers.
2. Click the ± to Offset to display the keypad. In
keypad, enter the positive or negative amount
to correct the length of the trim. Click the
green check button to enter the data.
a. If the board is too short, add the difference between expected
results and the measurement
b.If the board is too long, subtract the difference between
expected results and the measurement
3. If it is correct, go back to the calibration screen and click Combine
with Offset
to combine offset and base to complete the calibration.
4. Click the Clear Offset button to clear any incorrect number in the Offset box,
5. Run a second cut and recheck the result.
6. If the result is off, repeat steps 1 through 3
7. If it is correct, go back to the calibration screen and click Combine with Offset to combine
offset and base to complete the calibration.
Note: Click the Clear Offset button to clear any incorrect number in the Offset box.
Keypad
Entering Calibration Data
2-28
KVAL 979-2 Operation/Service Manual

About the Setup Screens
Miter Stop Adjustments are an Optional
choice for machines with Miter Option
About the Machine Calibration Screen
The Setup button leads to the Machine Calibration screen. In this screen, you can perform machine
calibration of the following:
• Individual parameters for each cut mode.
• System wide or all cut modes as a set.
.
FIGURE 2- 12. Setup Menu
KVAL 979-2 Operation/Service Manual
2-29

About the Setup Screens
About Adjusting Each Cut Mode
If a discrepancy noticed on one of the cut modes and not all of
them, use this menu to fine adjust the cut.
If the length on the short side is not in specification, find the
difference between the expected results and enter into the offset box. See “” on page 2-28 for more detailed instructions.
45 deg. - 45 deg.
00 deg. - 45 deg.
45 deg. - 00 deg.
00 deg. - 00 deg.
Check Length
Check Length
Check Length
Check Length
About the Miter Stop (Option)
If a discrepancy is observed on the miter stops, use this menu to
adjust stop positions.
About Adjusting System Cut Modes
If all the lengths are out of specification the same amount.
Use this menu to adjust the cutter heads.
2-30
KVAL 979-2 Operation/Service Manual

About Assigning a Pre-set
1. Select the desired Cut Mode
2. Push a preset button until it turns
green.
3. Push the Modi fy Pre -sets button to go
the Pre-set menu.
4. At the Pre-set menu, enter a title that will appear on the
main screen button.
5. Enter the length in either decimal or fractional measure-
ments.
6. Select the Save button.
7. Select the Main button to go
back to the main menu. The previously selected button will have the
title and length.
Small Platform Screen
Follow the steps below to assign a pre-set length to a button.
About the Setup Screens
2-31
KVAL 979-2 Operation/Service Manual

About Manual Operation and Chipout Routine
Press the Exit Application
button to close the user
screen and return to the Main
Screen
Enter the speed desired and
press and hold the Close or
Open Button until the Saw Carriage moves to the desired location.
About Manual Operation and Chipout Routine
From this screen, you can control certain functions of the machine in manual mode. This screen is
can be used in troubleshooting, checking cut specifications, and maintenance.
This page offers manual control of the saw carriage and running a Chipout Routine.
FIGURE 2- 13. Manual Operation Screen
2-32
KVAL 979-2 Operation/Service Manual

About Manual Operation and Chipout Routine
About the Chipout Routine
After the chipout blocks have been replaced and the machine
has been safely secured, use the Chipout Routine Button and the
Starts Saws Button to burn in the blocks.
Process to Burn in a Chipout Block
1. Perform Lockout.Tagout. See “Lockout Tagout Procedure” on page 1-9.
2. Replace the chipout blocks located under each saw. See “Replacing the Chipout
Block” on page 4-13.
3. Jump to the Manual Screen.
4. Press and hold the Chipout Routine Button to put
the machine into chipout mode.
5. While holding the Chipout Routine Button
• Press the Start Saws Button to start the saws and
bring down to the chipout block to cut it.
• Release the Start Saws Button to detract the saw
away from the chipout block.
6. After burn-in is completed, release the Start Saws
Button
and release the Chipout Routine Software
Button
7.
Reverse Lockout Tagout.
8. Home machine on start-up
Press and Hold to
start Burn-in program
Press to bring
saw down to
chipout
Release to detract
saw away from
chipout
Example of a burned-in chipout
block.
KVAL 979-2 Operation/Service Manual
2-33

Diagnostic Screen
Diagnostic Screen
The Diagnostic screen displays all the tasks the 979-2 performs. This screen can help with trouble
shooting by associating the error code to machine sections or functions. The top line will have the
most current routine that is running. If the machine issue can not be resolved, call KVAL Inc. (1800-553-5825). Have any error code that is displayed, ready to give the KVAL representative.
This will aid in troubleshooting and shorten down time.
.
FIGURE 2- 14. Diagnostic Screen
KVAL 979-2 Operation/Service Manual
2-34

Notes:

CHAPTER 3 System IT Administration
This chapter describes the KVAL 979-2 controller. The controller is an on board computer that
supplies the user interface and controls the operation of the machine. With the controller, KVAL
can remotely help troubleshoot your machine.
Chapter 3 at a Glance
System IT Administration 3-2
About the 979-2 Computer 3-2
Connections on the PLC 3-2
Backing up the Computer 3-3
About Remote Connection to KVAL Service 3-3
3-1

System IT Administration
Smart Power Supply
and EtherCat
DVI/USB Module
to User Interface
CPU Module
RJ45 to
Intranet
Compact
Flash Card
Interface to
Servos
Battery
Interface to
Frame
System IT Administration
For optimum support, the 979-2 requires internet access. With internet access, KVAL Service
Support will be able to access your machine through your company’s Intranet and help solve any
issues that may occur. Connection to the Intranet is achieved by interfacing with the 979-2 controller. The location of the Intranet connection is identified in the figure below (RJ45 to Intranet.)
About the 979-2 Computer
The 979-2 uses a Beckhoff® CPU module as a PLC (Programmable Logic Controller.) In addition
to the CPU and the chipset, the module also contains internal main memory. The computer has a
removable Compact Flash card from which it boots.The controller uses a Windows 7® operating
system with TwinCAT 2® automation software to create the PLC and Motion Control method.
Interface modules include:
• A smart power supply to connect to EtherCat® terminals. This supply contains a
LCD to display system and user messages.
• A DVI/USB module to connect to the user interface.
• An Ethernet module to connect to the servo amplifiers.
Connections on the PLC
The CPU module is located in the upper left corner of the Electrical Panel. See “About the Electrical Panels” on page 2-6. The figure blow shows a common PLC setup. For detailed information
on the PLC, see the machines electrical print.
FIGURE3- 15. Connections on the Controller
KVAL 979-2 Operation/Service Manual
3-2

System IT Administration
Backing up the Computer
Backups keep your data archived in case of a rare system crash. Click the Back-Up Icon on the
Desktop to back up your data. The data is stored in a backup folder in your Windows® directory.
It is recommended to set up a back-up schedule to save your data on a regular occurrence.
The KVAL service team would be happy to help. If any questions occur, contact our service team
at (800) 553-5825 or at www.kvalinc.com.
3-3
KVAL 979-2 Operation/Service Manual

System IT Administration
3-4
KVAL 979-2 Operation/Service Manual

CHAPTER 4 Maintenance of the 979-2
This chapter describes preventative maintenance steps for KVAL 979-2. The content is geared to
guide technicians to keep a regular maintenance schedule for your KVAL machine. Keeping your
KVAL machine maintained is an important piece for successful operation of your production process.
Chapter 4 at a Glance
Maintenance Schedule ..................................................................................... 4-2
Maintenance NO-GOES .................................................................................. 4-4
Lubrication Schedule ....................................................................................... 4-5
Typical Lucubration Kit ............................................................................. 4-5
Lubrication Requirements ................................................................................ 4-6
Pillow Block Bearing Housings ................................................................. 4-6
Flange Bearing Housings ........................................................................... 4-7
Ball Rail Bearing ....................................................................................... 4-7
About Taper Bearings ................................................................................ 4-8
Tapered Bearing Housings ......................................................................... 4-8
Ball Screw Nut ........................................................................................... 4-9
Ball Screw Drive Assembly ....................................................................... 4-9
Pulley and Idler Shafts ............................................................................. 4-10
Lubrication Points on the 979-2 ..................................................................... 4-11
Lubrication Points Heads ........................................................................ 4-12
Replacing the Chipout Block ......................................................................... 4-13
Replacing Saw Blades ................................................................................... 4-15
Remove the Saw ...................................................................................... 4-15
Description of Air Input System .................................................................... 4-17
Air Input with Lubrication ...................................................................... 4-17
Air Line Without Lubricator .................................................................... 4-18
Mechanical Adjustments ................................................................................ 4-19
979-2 Guard Placements and Purpose ..................................................... 4-19
Feed Dog Adjustment Procedure ............................................................ 4-21
4-1

Maintenance Schedule
Maintenance Schedule
KVAL recommends the following maintenance schedule to ensure that the machine operates
properly. Cycles refers to the quantity of processed doors. Cleaning curtails build up of sawdust
and grime which causes issues with the operation of the machine. Inspecting, finds issues before
they become problems. Lubricating lessens wear and keeps this machine running smoothly
Note: The steps in the tables below are designed to perform maintenance on a produc-
tion line. Some of the steps may not pertain to all machines.
300 Cycles
Clean Use pressured air to blow off dust and debris on entire machine
Clean Blow out dust collection cans
600 Cycles
Inspect Air Pressure Gages. Adjust, if necessary, to the proper PSI located on the label.
Inspect Inspect Air Filter Water Traps. Empty if necessary
Inspect Inspect the Tooling for wear, (Drill Bits, Cutting Tools, Screw Driver Bits)
Lubricate Lubricate the inside the waste cut chutes with a light coat of dry silicone spray.
Clean Empty Dust Collection Units
3,000 Cycles
Inspect Inspect feed belts for proper tension or damage.
Inspect Inspect all photo eyes secure and tight.
Inspect Inspect all limit switch arms for tightness or breaks
Inspect Inspect all airlines for kinks or rubbing.
Lubricate Refill all lubricators. Replace fluid if milky or discolored. Use ab ISO 32 stan-
dard hydraulic oil (KVAL part# SYS-LUBEG).
Lubricate Grease ball screw bearings (if applicable).
Clean Clean all bearing shafts with clean, dry cloth.
4-2
KVAL 979-2 Operation/Service Manual

Maintenance Schedule
12,000 Cycles
Inspect Inspect chains for proper tension or damage
Inspect Inspect all air cylinders for air leaks. Replace if seal is leaking
Inspect Inspect hydraulic lines for loose fittings, leaks and cracks.
Inspect Inspect ball rail shafts for pitting or abrasions.
Lubricate Clean and lubricate all slides and cylinder rods with dry silicone spray
Lubricate Lubricate all bearing shafts with silicone and clean rag.
Clean Clean Hex Shaft with WD-40 and a 3M Scotchbrite pad. Wipe dry with a
WD-40 coated rag.
72,000 Cycles
Inspect Inspect all nuts and bolts for tightnesses Tighten is necessary.
Inspect Check that there is a smooth transition with a door feeding into and out of
machine.
Back-up Backup computer software.
Clean Wash filter and lubricator bowls with soapy water.
4-3
KVAL 979-2 Operation/Service Manual

Maintenance NO-GOES
Maintenance NO-GOES
Do not perform the following. This machine is tuned an calibrated at the factory. If any of these
conditions are changed, timing, accuracy, or damage may occur during the machine process.
• Do not adjust air PSI above or below factory settings
• Do not adjust any and all flow controls from factory settings
• Do not remove shim stock
4-4
KVAL 979-2 Operation/Service Manual

Lubrication Schedule
Hydraulic Oil
Grease Gun
Extension
Adapter Needle
Nozzle
E Adapter Needle
Nozzle
EP-2 Multi-FAK
Grease
Silicone Spray
Lubrication Schedule
KVAL recommends the following lubrication schedule to ensure that the machine operates properly.
TABLE 4-1. Recommended Lubrication Schedule
Type of
Assembly
Linear Bearing
Pillow Block Bearing
Idler Shaft
Flange Block Bearing
Ball Screw Every 80 Hours of Machine Operation
Tapered Bearing Once a Year
Air Line Lubricator One drop of oil every 2 or 3 cycles
Gear Box Recommended not to Grease • AGMA #8 gear lube
Recommended Schedule Recommended
Lubrication Type
Every 250 Hours of Machine Operation
Dura-Lith Grease (KVAL P/N Lube
EP-2)
Either lubricant listed below is
Check the lines every week to two
weeks
Note: Some CNC Machines drop every
5-10 cycles.
approved to use.
• KVAL P/N SYSLUBG
• Chevron AW Hydraulic Oil 32
• G-C lubricants light AW R&O
• Mobile DTE 24
• Shell Tellus32
• Gulf Harmony 32
• MOBILUBE HD 80 W-90
• or equivalent
Typical Lucubration Kit
KVAL Part Number: LUBEKIT
4-5
KVAL 979-2 Operation/Service Manual

Lubrication Requirements
If the bearing is equipped with a grease fitting (Zerk Fitting).
The Zerk fitting is basically a valve that opens under pressure to allow
lubricant to pass through a channel and be forced into the voids of the
bearing. When the pressure stops, the ball returns to its closed position.
The ball excludes dirt and functions as a check valve to prevent grease
escaping back out of the fitting.
The ball is almost flush with the surface of the fitting so that it can be
wiped clean to reduce the amount of debris carried with the grease into
the bearing.
Note: Bearings without grease fittings have been pre-lubri-
cated at the factory and do not require further lubrication.
Note: Make sure to clean excess grease to avoid contact
with feed belts, clamping areas, or the door.
Zerk Fitting
Hub StyleClosed Pillow Block
Opened Pillow Block
perpendicular mount
parallel
Approximatively 1 Gram (one pump from grease gun) of Dura-Lith Grease (KVAL P/N: Lube EP-2).
Every 250 hours of operation.
Greasing
Lubrication Requirements
This section describes the parts of the machine that require periodic lubrication, and specifies the
lubricants. In addition, it explains how to maintain the lubrication systems on the machine.
Pillow Block Bearing Housings
A pillow block is any mounted bearing where the mounted shaft is in a parallel plane to the
mounting surface, and perpendicular to the center line of the mounting holes, as compared to different types of flange blocks or flange units. The type of rolling element defines the type of pillow
block.
FIGURE 4-16. Pillow Block Bearings
KVAL 979-2 Operation/Service Manual
4-6

Lubrication Requirements
Greasing
Flange
Bearing
Bearing
Housings
Approximatively 1 Gram
(one pump from grease gun)
of Dura-Lith Grease (KVAL P/
N: Lube EP-2).
Every 250 hours
of operation.
Lip
Greasing
Ball Rail
Bearing
Approximatively 1 Gram
(one pump from grease gun)
of Dura-Lith Grease (KVAL P/
N: Lube EP-2). Every 250 hours
of operation.
Flange Bearing Housings
A flange bearing is designed to aid in mounting and positioning. The lip of the flange helps center
and align the bearing.
Flanges are also used with bearings on external housings used to mount a bearing unit. A mounted
bearing unit acts as a system to position the bearing securely for reliable operation.
FIGURE 4-17. Flange Bearings
Ball Rail Bearing
Ball Rail Bearings are linear bearings that are attached to positioning rails. In most cases, the bear-
ings are attached to assemblies to move them in the X,Y, or Z direction.
FIGURE 4-18. Ball Rail Bearings
4-7
KVAL 979-2 Operation/Service Manual

Lubrication Requirements
Greasing
ONCE A YEAR
Cross Section of
Tapered Bearing
Tapered Bearing
Tapered Bearing
Housing
Tapered Bearing Seals
About Taper Bearings
Taper bearings are used for moving the axises of heavy loads with stability. The tapered roller
bearing in combination with lubricants is extremely durable and is used in applications involving
rotating axle and transmission shafts.
Note: Bearing durability is such an asset that the bearing blocks often require little
maintenance for the life of the machine.
FIGURE 4-19. Sample of Tapered Bearing
Tapered Bearing Housings
The taper bearings differ from other machine bearing assemblies, in that they are in a sealed environment. To identify a Tapered Bearing Housing, look at the enclosure and verify there are seals
between the screw and the housing.
FIGURE 4-20. Tapered Bearing Housing
4-8
KVAL 979-2 Operation/Service Manual

Lubrication Requirements
Approximatively 1 Gram (one pump from
grease gun) of Dura-Lith Grease (KVAL P/N:
Lube EP-2). Every 80 hours of operation.
Ball Screw Nut Housing
Ball
Screw
Drive
Greasing
Ball Screw Nut
Servo Motor
Tapered Bearing Housing
Once a Year
Pillow Block (Hub Style
Recommended every 250 Hrs
Ball Screw Nut
Recommended every 80 Hrs
Ball Screw Nut
The Ball Screw Nut is an assembly with recirculating ball bearings that interfaces with the ball
screw. The ball screw drive and the ball screw nut create very low friction coefficients resulting in
a smooth, accurate, efficient movement.
.
Ball Screw Drive Assembly
Including the Ball Screw Nut other types of bearings may be included on the assembly. The figure
below shows a typical Ball Screw Drive Assembly.
FIGURE 4-21. Example of a Typical Ball Nut
FIGURE 4-22. Ball Screw Drive Assembly
KVAL 979-2 Operation/Service Manual
4-9

Lubrication Requirements
Pulley in Action
Breakout of Pulley Assembly
Grease IN
Grease Out
Note: It is important not to overfill
the Idler Shaft. Avoid getting excess grease on the
belts
Idler Shaft
Pulley and Idler Shafts
Transport systems on the machine contain pulleys and a belt to transport the door in and out of the
machine. Each pulley contains an idler shaft that has a zerk fitting to apply grease. An opening in
the idler shaft dispenses grease to the inner diameter of the pulley.
4-10
KVAL 979-2 Operation/Service Manual

Lubrication Points on the 979-2
Tools
Tools
Flange Bearings
Ball Screw Nut
Operator
Flange Bearings
Lubrication Points on the 979-2
This Section illustrates lubrication points on the machine. See “Maintenance Schedule” on
page 4-2 for types of lucubration and a schedule for preventive maintenance.
IMPORTANT: Aways Follow Lockout Tagout Procedures when working
on this machine. See chapter one for safety information.
Lubrication Points on the Frame of the Machine
Identify zerk fittings and apply EP-2 grease. Find the X, Y and Z axis rails to identify bearings.
Some bearings may be difficult to get access to. Use an extender to reach tight areas. Make sure
that Lockout/Tagout has been performed before maintenance.
This is a view of the frame from the top.
FIGURE 4- 23. Top View of the Machine Frame
KVAL 979-2 Operation/Service Manual
4-11

Lubrication Points on the 979-2
Fixed Head
Movable Head
Movable Head Bottom
Linear Bearings X4
Linear Bearings X4
Linear Bearings X4
Too ls
Lubrication Points Heads
Identify zerk fittings and apply EP-2 grease. Find the X, Y and Z axis rails to identify bearings.
Some bearings may be difficult to get access to. Use an extender to reach tight areas. Make sure
that Lockout/Tagout has been performed before maintenance.
FIGURE 4- 24. Head Lubrication Points
KVAL 979-2 Operation/Service Manual
4-12

Replacing the Chipout Block
Prior to performing any maintenance, repairs, cleaning or when
clearing jammed debris, you must disconnect, tagout, or lockout the
electrical and air pressure systems. This should be done in accordance with applicable state and/or federal code requirements
1. Perform Lockout.Tagout. See
“Lockout Tagout Procedure”
on page 1-9.
2. Remove the 8 screws to
detach the covers located on
the Fixed Head and the Mov-
able Head
Set them aside.
Chip Block: Located Under the
Saws
4 Screws
4 Screws
3. Locate the chipout blocks.
4. Remove the 2 set screws that secure the
chipout block.
5. Lift the old block out of the holder and
replace with new one.
6. Secure block with set screws.
7. Re-assembly the covers to the Fixed
Head and Movable Head.
Replacing the Chipout Block
The Chipout Block is located under each saw. The blocks helps provide clean splinter free cuts.
each block is secured by 2 set screws.
For instructions to use the burn-in software program, see “About Manual Operation and Chipout
Routine” on page 2-32
KVAL 979-2 Operation/Service Manual
4-13

Replacing Saw Blades
1. Perform Lockout Tagout
2.
Remove Front Cover
3.
Loosen Knob on the Saw
Access Cover
and Open it.
Access
Cover
Front Cover
Remove the Saw
4. Remove Cylinder Assembly and
lay down out of the way
Cylinder
Assembly
Move Cylinder Aside
Remove 2 bolts
Replacing Saw Blades
IMPORTANT: Aways Follow Lockout Tagout Procedures when working
on this machine. See chapter one for safety information.
4-14
KVAL 979-2 Operation/Service Manual

5. Tools (10 mm Allen Wrench and 36 mm Open End
Wrench)
6. Remove Nut and Blade Clamp Plate
7.
Carefully lift saw blade off the motor shaft.
8. Replace with a new saw blade, ensure blade is flat against
the motor shaft base.
Note: Ensure the Nut is placed with the flat side
against the blade (See Inset)
9. Follow the Steps in reverse to finish the assembly.
Allen Wrench
Open End
Wrench
Nut: Ensure side pictured is
against the blade
Outer Saw Washer
Replacing Saw Blades
4-15
KVAL 979-2 Operation/Service Manual

Description of Air Input System
Shop Air
Input
Air OnOff
Muffler
Filter (purge) Pressure Gauge with adjust Clean Dry Air (CDA) to
Air Blow Off
Lubricator
Lubricated
Air Output
(Sight Glass). When the oiler has run dry,
open the knob all the way until flow begins.
Once you have a steady flow, tighten knob
back down until you have one drop per
every other cycle.
Drop will form at end of cane shaped tube
visible inside glass.
Top of Lubricator
Description of Air Input System
There are two types of air inputs on KVAL machinery. Not all machines have lubricator option
installed. Check your machine or Air prints to verify installation.
Air Input with Lubrication
The air input system takes in shop air and supplies clean dry air (CDA) and lubricated air to the
machine. The clean dry air is diverted to blow off nozzles. The lubricator, located after the CDA
filters, delivers the lubricated air to valve banks and air cylinders.
FIGURE 4-25. Typical Air Line Filter and Lubrication System
Adjusting the Air Line Lubricator
Using the knob on the top of the lubricator, adjust until one drop per every other cycle
is used (as observed through sight glass.)
KVAL 979-2 Operation/Service Manual
4-16

Description of Air Input System
Shop
Air
Input
Air On- Off
Knob
Muffler
Filter (purge)
Pressure Gauge with adjust
Clean Dry Air (CDA) t
Air Blow Off
Air Distribution Block
Priming the Air Line Lubricator
New and used machinery run out of oil from time to time. It is a good practice to check
your machine lubricator to insure that it is putting the proper dose of oil in the air lines.
Usually 1 drop of oil every other cycle is a good rule of thumb. The approved list of oil
for lubricators is as follows:
• KVAL P/N SYSLUBG
• Chevron AW Hydraulic Oil 32
• G-C lubricants light AW R&O
• Mobile DTE 24
• Shell Tellus32
• Gulf Harmony 32
To prime the lubricator, find an air line on the carriage section of the machine that is
energized, and disconnect it, allowing the air stream to bleed air pressure away from
any persons. Direct the air stream at the machine so you can see when there is an oily
film blowing out of the air hose. Repeat this same procedure for the back section and
other trouble areas.
It is recommended to check the lines every week to two weeks.
Air Line Without Lubricator
The air input system takes in shop air and supplies clean dry air (CDA).
FIGURE 4-26. Air Filter without Lubricators
KVAL 979-2 Operation/Service Manual
4-17

Mechanical Adjustments
The 979-2 is a powerful electro-mechanical motion
control system. If servicing the 979-2 follow the
safety guidelines described in this manual. Failure to
do so can result in damage to equipment and/or serious injury to personnel.
Caution
Mechanical Adjustments
979-2 Guard Placements and Purpose
The following information gives a description of the mechanism being guarded, and the hazard
being guarded against.
Saw Assembly Guard:
Never Access Saw Blades While Power Is On!
Located on both saw carriages, covering the entire saw assembly. The saw assembly
guard provides protection from possible amputation, broken bones, eye injury from
dust and wood particles, cuts, and bruises. There are saw blade access doors on the
back side of both guards.
Removal and Replacement:
There are four bolts securing each saw assembly guard. There are two bolts on the top
of the guard(s), and two bolts at the base of the guard(s) toward the end(s) of the
machine. Removal of the saw assembly guard is a two-person job. Never attempt to
remove the guard by yourself.
Belt Guard:
Never Access The Belt Guard While Power Is On!
Located on both saw carriages, INSIDE the saw assembly guard, toward the outboard
front of the saw assembly. The belt guard protects the operator from getting hands
caught between the belt and the belt pulleys. The guard provides protection from amputation, cuts, bruises, broken bones.
Removal and Replacement
There are two bolts securing each belt guard, located on the flange of the guard near the
saw assembly springs. Removal of the belt guard requires the operator to first remove
the saw assembly guard.
KVAL 979-2 Operation/Service Manual
4-18

Mechanical Adjustments
Feed Assembly Guard:
Never Access The Feed Assembly Guard While Power Is On!
Located on the inboard sides of both saw carriage feed dog assemblies. The feed assembly guard protects the operator from getting hands caught inside the moving parts of the
feed assembly. The guard provides protection against possible amputation, cuts,
bruises, broken bones.Removal and Replacement
There are eight socket heads securing bolts on each of the two feed assembly guards.
The fastening bolts are located in two rows of four bolts on the ends of the guard(s),
toward the front and back of the feed dog assembly.
Kerf Blade Guard (for optional Kerf Saw):
Never Access The Kerf Blade Guard While Power Is On!
Mounted directly over the kerf blade(s) on both kerf routers located on either end of the
979-2. The kerf blade guard is designed to protect the operator from the kerf blade,
whether or not the machine is operating. The kerf blade guard protects the operator
from possible amputation, eye injury from air- borne dust and wood particles, and cuts.
Removal and Replacement
The Kerf Blade Guard(s) is secured by two bolts on either side of the kerf blade guard.
NOTE: These guards are present only when the kerf saw option has been installed.
4-19
KVAL 979-2 Operation/Service Manual

Mechanical Adjustments
Fixed Head
Dog Plate
Fixed Head
Fixed Head
Forward Feed
Stop
Movable
Head For-
ward Feed
Stop
Movable Head
Dog Plate
Feed
Movable Head
Plate
T-Squa re
Fixed Head Mid-
dle Feed Dog
Movable Head
Feed Middle
Dog
Alignment
Mark
Fixed Head
Plate
Feed Dog Adjustment Procedure
Note: Normally this adjustment would not be necessary. It is provided here for the rare
occasion when adjustment is necessary.
10. Lockout and Tagout the equipment as per instructions in Chapter 1.
11. Holding the right angle of a T-Square against the Fixed Head Dog plate, adjust the
forward feed stops so both the fixed head middle feed dog and movable head feed
dog and the alignment mark all line up.
4-20
KVAL 979-2 Operation/Service Manual

Mechanical Adjustments
8 15/16''
Feed Forward
Stop
Feed Dog Plate
Feed Reverse
Stop
12. Manually Pull both movable and fixed head dog plates agents the Feed Reverse
stops
13. Adjust the Feed Reverse stop for a gap of 8 15/16” between the forward edge of both
Feed Dog Plates and the Feed Forward Stop.
14. Reinstall the inside covers
15. Remove Lockout /Tagout
16. Continue production
4-21
KVAL 979-2 Operation/Service Manual

Mechanical Adjustments
4-22
KVAL 979-2 Operation/Service Manual

CHAPTER 5 Troubleshooting the 979-2
This chapter describes troubleshooting steps to help technicians solve issues that may occur with
your KVAL machine. If help is needed, call or contact our KVAL Service team at (800) 553-5825
or http://www.kvalinc.com.
Chapter 5 at a Glance
About Motion Control ..................................................................................... 5-2
Basic Control Circuit ................................................................................. 5-2
Typical Positioning Systems ...................................................................... 5-4
Common Contactor Control ................................................................. 5-4
Common Motor Drive Control ............................................................ 5-5
Typical Positioning System Pneumatic Circuit ................................... 5-6
Troubleshooting Basics ................................................................................... 5-7
Using Sensors to Trouble Shoot ................................................................ 5-7
Location of Sensors on 979-2 .......................................................................... 5-8
Troubleshooting Electrical Problems ............................................................... 5-9
If the Power Stops During Normal Operation ........................................... 5-9
Troubleshooting with the Status Light Panel .......................................... 5-10
Control Power Light OFF .................................................................. 5-12
Overload Relay Light OFF ................................................................ 5-13
E-Stop Light OFF .............................................................................. 5-13
Stop Light OFF .................................................................................. 5-13
Start Light OFF .................................................................................. 5-14
24VDC Light OFF ............................................................................. 5-14
About VFD Troubleshooting ................................................................... 5-15
Error Checking on the Variable Frequency Drives ........................... 5-15
Using the Reset Buttons ..................................................................... 5-15
Troubleshooting the Air Cylinders ................................................................ 5-16
Adjusting Cylinder Extension Speed: ...................................................... 5-17
Adjusting Cylinder Retraction Speed: ..................................................... 5-17
Note:
Adjusting Limit Switches .............................................................................. 5-18
Refer to the Air and Electrical drawings provided with delivery of
the machine. The drawings are normally located in the Electrical
Panel. If copies are unavailable, contact the KVAL Service
Department. Have drawings numbers, model number, and serial
number of machine readily available.
5-1

About Motion Control
Load
User Interface
Force
Positioning
System
Translated
Positioning
Controller
Instructions
Positioning
Instructions
(Optional)
Position Feedback
(Optional)
Machine’s Other
Subsystems
OK to move
Complete
Process
About Motion Control
This section describes the positioning systems found in KVAL machinery. There are three basic
types of motion control methods used in KVAL Machinery.
Sequencing:
Sequencing is a series of events executed in a predetermined order. Most KVAL machines use a
form of sequential motion control. A typical series of events for a KVAL machine are:
1. Move the product into position.
2. Clamp the product.
3. Make the cuts.
4. Unclamp the product
5. Move the product out
Incremental:
Incremental motion control is used when the load is required to be moved with high accuracy to
multiple locations, sometimes in multiple directions (axes). A typical KVAL usage for this system is a computer controlled router in a door light machine where there is great variety in the cut
size, shape and location.
Basic Control Circuit
This section describes a basic control circuit. The Figure below shows a block diagram of a common control circuit. There are four parts to a motion control system:
FIGURE5- 27.
5-2
KVAL 979-2 Operation/Service Manual

About Motion Control
The User Interface:
• Allows communication between the humans and the machine.
Examples: A touch screen, a PC or a button panel.
The Controller:
• Translates entered information into a form the positioning system can understand.
• Listens to the machine’s other subsystems waiting for the OK to move command.
• Sends the positioning instructions to the positioning system.
• Listens to the positioning system for position status (if there is a feedback loop).
• Tells the machine’s other subsystems when the move process is completed.
Examples: A PLC or a dedicated motion control board.
Positioning System:
• Moves the load.
Examples: A motor or a pneumatic cylinder.
The Position Feedback.
• Provides location information to the controller.
Examples: A limit switch, a photo eye, or ferrous eye, a resolver or an encoder
KVAL 979-2 Operation/Service Manual
5-3

About Motion Control
PLC
Output
Fuse(s)
Line
Vol ta g e
(Power)
Contactor
Control
(Coil)
Input
Power
Input
Power
Output
Control Circuit
Common
ON
Should measure
Control Voltage
120 VAC here
Should measure
Line Voltage here
Should measure
Line Voltage here
Line Voltage here
Should measure
Relay
120 VAC
DC -
Should measure
24 VDC here
Control Voltage
Motor
ON
Thermal
OverLoad
RESET
Typical Positioning Systems
Common Contactor Control
Unlike general-purpose relays, contactors are designed to be directly connected to
high-current load devices. Contactors are designed to control and suppress the arc produced when interrupting heavy motor currents.The figure below shows a block diagram of a typical contactor circuit with typical voltages.
FIGURE 5-28. Common contactor Block diagram
KVAL 979-2 Operation/Service Manual
5-4

About Motion Control
Common Motor Drive Control:
PLC
Output
Fuse(s)
Line
Voltage
Motor
(Power)
Motor
Power
Input
Output
Power
Control Circuit
Common
ON
Should measure
Control Voltage
24 VDC here
Should measure
Line Voltage here
Should measure
Line Voltage here
ON
Drive
STF (Forward)
RL
STR (Revers 2)
SD (COMMON)
OFF
OFF
OFF
Run
300
Run Light
should be ON
Should display the
Motor Frequency
Line Voltage here
Should measure
Common Motor Drive Control
An adjustable-speed drive is used to control the motor speed and torque by varying
motor input frequency and voltage. A variable-frequency drive (VFD) is used in
KVAL machinery. The figure below shows a block diagram of a typical motor drive
circuit with typical voltages.
FIGURE5- 29. Common Motor Drive Control
5-5
KVAL 979-2 Operation/Service Manual

About Motion Control
Common Motor Drive Control:
PLC
Output
Fuse(s)
Line
Voltage
Motor
(Power)
Motor
Power
Input
Output
Power
Control Circuit
Common
ON
Should measure
Control Voltage
24 VDC here
Should measure
Line Voltage here
Should measure
Line Voltage here
ON
Drive
STF (Forward)
RL
STR (Revers 2)
SD (COMMON)
OFF
OFF
OFF
Run
300
Run Light
should be ON
Should display the
Motor Frequency
Line Voltage here
Should measure
Typical Positioning System Pneumatic Circuit
A control valve (solenoid) is used to drive cylinders to move different loads in the
machine. For Example: extending and retracting router, drill, clamping a door.
FIGURE5- 30. Common Pneumatic Block Diagram
5-6
KVAL 979-2 Operation/Service Manual

Troubleshooting Basics
Troubleshooting Basics
Good trouble shooting starts with looking at the whole machine, where every part is suspect. Then
narrowing down the view to the bad part.
Ask: Ask basic questions. For example:
• What was the Machine Trying to Do?
• What Was the Machine Trying to Do Next?
• Was the machine working before?
• Did it happen on first power up or during process?
Narrow: Narrow or determine the sequence and subsystem where the issue occurs. For example:
• Did the issue happen when door was being fed in?
• Is the router not cutting?
• Is the cut out of specification?
Verify: Verify or analyze the subsystem assembly that is responsible for the issue. For example:
• How is the subsystem supposed to work?
• What is keeping the subsystem from working?
• Check the Positioning System
Follow the circuit from the Controller output to the Load and check for component
failures.
Using Sensors to Trouble Shoot
• Photo Sensors often get dirty. Make sure they are clean. If they are not clean, debris
blocks the signal.
• Check output voltages of the sensors in the active mode. The voltage should effectively equal 0 VDC
• Check the output voltages of the sensors in inactive mode.The voltage should effectively equal 24 VDC
5-7
KVAL 979-2 Operation/Service Manual

Location of Sensors on 979-2
Sensor: Left
Board Straight
Sensor: Home
Sensor: Right
Board Straight
Sensor: Close
Limit
Sensor: Open
Limit
Left Head Switches:
45 degrees
Saw Retracted
Saw Extended
Kerf Saw Retracted
Kerf Saw Extended
Right Head Switches:
45 degrees
Saw Retracted
Saw Extended
Kerf Saw Retracted
Kerf Saw Extended
Switch: Feed
Dog Retracted
Switch: Feed
Dog Extended
Location of Sensors on 979-2
Figure 5- 31 below, shows the sensor and switch locations on the 979-2 The “I” designation represents an input to the PLC and the “Q” designation represents an output from the PLC.
FIGURE5- 31. Location of Sensors Top View 979-2
5-8
KVAL 979-2 Operation/Service Manual

Troubleshooting Electrical Problems
Refer to Air and Electrical Schematics provided with delivery of the
machine. Schematics are located in the Electrical Panel. If copies
are unavailable, contact the KVAL Service Department. Have
model number and serial number of machine readily available.
NOTE:
The following checks require the electrical panel to be
energized. These troubleshooting checks must be performed by a Qualified Electrical Technician.
Troubleshooting Electrical Problems
The electrical component systems are designed to expedite the troubleshooting process and minimize “down time”. In general, component systems have the input or feed functions at the top.
Output or load functions are positioned at the bottom. Most two-voltage electrical panels are
designed with the LOW VOLTAGES on the LEFT, and the HIGH VOLTAGES on the RIGHT.
The majority of the system components are labeled with numbers that correspond with the electrical prints included in the electrical box door.
Computer controlled machines have signals on the computer that light up when the input or output functions are energized, respectively. Computer controlled as well as non-computer controlled
machines have white 120V control power terminal strips. This will indicate power supply from
the respective circuits.
PLC controllers also have lights on them for the input and output functions. You can easily find
out which circuits are failing by watching the lights turn on or off. Compare the lights on the
IDEC or Beckhoff controllers to the electrical print to determine what systems are being affected.
If the Power Stops During Normal Operation
1. Check that the input power disconnect switch is not turned off.
2. Check that all of the emergency stop buttons are in the normal position.
3. Check the Six Lights on the Electrical Panel. See “Troubleshooting with the Status
Light Panel” on page 5-10.
Lockout and Tagout the main power source.
1. Turn the panel disconnect switch in the off position, open the electrical panel door.
2. Observe the disconnect switches. Look for loose or broken wires at the disconnect
then at all of the components.
3. Check for continuity of all fuses with an OHM meter. (Fuses need to be removed
from the bottom side of the fuse holder before measuring the fuses)
KVAL 979-2 Operation/Service Manual
5-9

Troubleshooting Electrical Problems
4. With the power off, check for motor overloads by pressing each reset button (usu-
ally at the bottom of the panel) in SEQUENCE. If one is tripped there will be a
slight resistance to touch and a “click” sound as it is reset.
Trip Indicator
Press Reset
Thermal Overload Relay
Test
Check for Tripped Circuits
1. Remove lock and tag outs on the main power sources.
2. Manually close disconnect sensors and energize the control circuit or transformer
with its respective sensor. Check the Status Light Panel,. If all lights are observed,
there are no overloads or emergency stops tripped. See” Troubleshooting with the
Status Light Panel “below, for more information.
Note: Most electrical problems are related to mechanical malfunction (e.g., stuck
motors, jammed chain, blocked photo sensors etc.)
Note: If a solenoid valve is suspected, and not cleared in the air checks section (see), it
can be electrically jumped to check operation.
Troubleshooting with the Status Light Panel
The Status Light Panel is located on the Electrical Panel. All six lights are illuminated when the
system is in proper working order. The lights turn on in a sequence and will stop at the point
where a fault is first detected.
5-10
KVAL 979-2 Operation/Service Manual

Troubleshooting Electrical Problems
The sequence that the lights turn on are
as follows:
1. Control Power (Amber)
2. Overload Relay (Amber)
3. E-Stop (Amber)
4. Stop (Amber)
5. Start (Amber)
6. 24VDC (Green)
If one or more lights are OFF, follow the process below to isolate the cause.
NOTE: Be sure to proceed down the table, starting with the CONTROL POWER light.
STEP 1:Control Power (Amber). If light is OFF go to item A on page 5-12.
STEP 2:Overload Relay (Amber) If light is OFF go to item B on page 5-13.
STEP 3:E-Stop (Amber) If light is OFF go to item C on page 5-13.
STEP 4: Stop (Amber) If light is OFF go to item D on page 5-13.
STEP 5: Start (Amber) If light is OFF go to item E on page 5-14.
STEP 6: 24VDC (Green light is OFF go to item F on page 5-14.
KVAL 979-2 Operation/Service Manual
5-11

Troubleshooting Electrical Problems
1. Check if the Control Transformer button is pulled
out.
4. Is there 110 VAC between #1 & #2 on the 110 VAC Terminal Strip? If not, check
the fuse on the output side of the Control Transformer. If fuse is good, check power
coming out of Control Transformer.
5. If no power on the output side, and there is power going into the top of the Control
Transformer, replace the Control Transformer.
6. If there is power at the Control Transformer, check the wiring of the black and
white wire going from the Control Transformer to the 110 VAC Terminal Strip.
2. Is the Disconnect Switch on the main electrical cabinet set to
ON?
Switch
3. Is there 208, 220, 440, or 575 VAC to the top side (input) of the Control Trans-
former? If not, check the fuses at the Fuse Block, and the contacts on the Control
Transformer button on the switch panel.
Input
High Vac
Output
110 Vac
Typical Control Transformer
Control Power Light OFF
5-12
KVAL 979-2 Operation/Service Manual

Troubleshooting Electrical Problems
1. Check Motor Overload Circuits
2. With power on, check the trip indicator LED on the
overload. If indicator is orange, press the Reset
Button to reset the overload circuit. Retest the
Machine.
Overload Relay Light OFF
Contactors
Overload
Relays
Reset Button. Factory set on the ''H''
Setting.
Test or Stop
Trip Indicator
Factory Set Current
Rating Adjust
E-Stop Light OFF
Check to see the if any E-Stop buttons are pulled out.
NOTE: Location and quantity of E-Stop buttons var-
ies depending on customer need. Typical locations
for E-Stop buttons are near the Rear Access Gate and
near the Tool Changer Access Gate
Stop Light OFF
Check for 110 VAC between #2 and #4 If there is
voltage, press the Start button. If no voltage, check
the Stop button to make sure it is all the way out and
not stuck in, then check the contact to make sure it is
closed. If still no voltage, check the wiring.
KVAL 979-2 Operation/Service Manual
5-13

Troubleshooting Electrical Problems
Start Light OFF
If the Start light remains unlit, push in the Start button
and hold it in while a second person checks for voltage between #2 and #75. If there is 110 VAC, replace
the ACR relay. If there is no voltage while the button
is held in, check the wiring.
First isolate the power supply. Check between DC+
and DC- for 24VDC. If no DC voltage, disconnect
the output (V+ and V-) wires from the 24VDC
power supply and check for DC voltage where
those wires were disconnected.
If no voltage:
Check the input side for 110 VAC. If no 110 VAC, check the fuse. If there is 110
VAC and no 24VDC, replace the 24VDC Power Supply.
If there is 24VDC:
Reconnect the output wires to the 24VDC power supply.
Trace the output wire to the DC terminal block.
Disconnect all (+ 24V positive) wires from the + DC from the DC terminal block
except the + output wire from the + 24VDC power supply.
Check for +24VDC at between any –DC and +DC terminal on the DC Terminal
block.
Reinstall the (+ 24V positive) wires one by one, checking for +24VDC after
installing each. If at any point no voltage is found trace the last reinstalled wire and
check for shorts.
Input 110 VAC
Output 24 VDC
24VDC Light OFF
5-14
KVAL 979-2 Operation/Service Manual
 Loading...
Loading...