

Kitagawa BR06, BR08, BR10, BR12 Instruction Manual

MA1208PHG
Version 1.07 (2020.10.10)
Original Instructions
INSTRUCTION MANUAL
BR type (BR06, 08, 10, 12)
Standard Chuck
Kitagawa Corporation
77-1,Motomachi,Fuchu-shi,Hiroshima,726-8610,Japan
TEL +81-(0)847-40-0526
FAX +81-(0)847-45-8911
Before using this product, be sure to read this manual
carefully to understand how to use it correctly.
Contents
1 Preface
2
1.1 How to Use This Manual
2
1.2 Signal Word Definition
3
1.3 Type Designation
3
1.4 Application Purpose of This Product
4
1.5 Unacceptable Application Example
4
1.6 Structural Drawing
4
1.7 Product Range
5
1.8 Warranty
5
1.9 Parts List
5
2 Important Safety Precautions
7
3 Technical Data
11
3.1 Specifications
11
3.2 Calculation of Operating Condition
13
3.3 Relationship Between Gripping Force and Rotational Speed
17
3.4 Relationship Between Gripping Center Height and Static
Gripping Force/Input Force
Relationship Between Moment of Mass of Top Jaw and Loss
of Gripping Force
17
4 Soft Jaw
20
4.1 Installation of Soft Jaw
20
4.2 Stroke mark
21
4.3 External Gripping Soft Jaw Forming Procedure
22
4.4 Internal Gripping Soft Jaw Forming Procedure
23
4.5 Tnut-Plus
24
5 Additional Machining Allowable Range
26
6 Maintenance and Inspection
27
6.1 Periodic Inspection
27
6.2 Grease Supply
27
6.3 Disassembly
28
7 Troubleshooting
29
7.1 Troubleshooting
29
7.2 Contact Information In Case Problem Occurs
30
1
For Machine Manufacturers
8 Installation
31
8.1 Installation Conceptual Diagram
31
8.2 Back plate
33
8.3 Draw Pipe
34
8.4 Disassembly of Draw Nut and Threading
35
8.5 Chuck Installation Procedure
35
9 Others
36
9.1 Standard or Directive to Conform
36
9.2 Marking of Product
37
9.3 Disposal
38
1. Preface
1.1. How to Use This Manual
This manual provides detailed information on this product so that you can understand its performance and
functions and use it safely and correctly. Before using this product, be sure to read this manual carefully to
understand how to use it correctly.
This manual has been prepared for intended use for persons in charge of installation, operation,
inspection, and maintenance of this product. When the beginners use this product, be sure to receive the
guidance from skilled persons, sales agents, or us in advance.
Store this manual with care in the specified place at hand, and reread it as necessary for correct use of the
product.
This manual is a part of the product. Do not sell or transfer the product to a third party without attaching
this manual.
Read the section "Important Safety Precautions" at the beginning of this manual especially carefully, which
summarizes precautions that particularly you should know or follow.
Failure to follow the instructions and warnings in this manual could result in serious human accidents.
Kitagawa shall not be held liable for human accidents, death, damage, or loss that occurred due to a
failure to follow this manual.
This manual does not predict all potential hazards in installation, operation, maintenance, and inspection
under all environmental conditions. Therefore, the matters, unless otherwise mentioned clearly as “can be
done” or “may be done” in this manual, should be considered as “cannot be done” or “must not be done”.
Please contact us or our agents if you have an uncertainty about safety when you try to perform
installation, operation, inspection, or maintenance of the product.
The information and product specifications described in this manual are subject to change without notice
for the purpose of improvement.
2
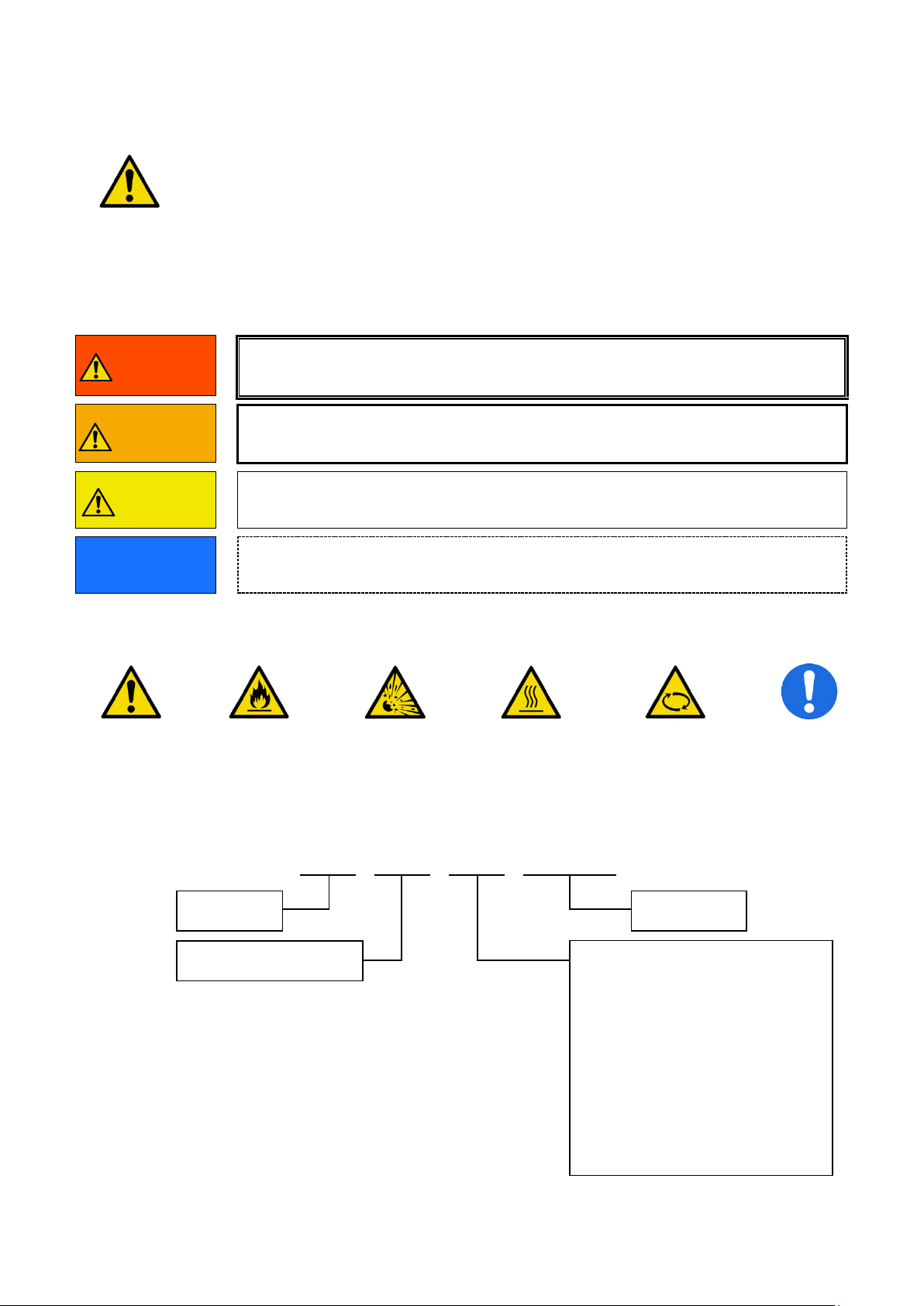
1.2. Signal Word Definition
The triangle shown on the left indicates warning. The warning signs are used to alert you to
potential safety hazards. To avoid death or injuries that could occur, follow all the instructions
given with the warning signs.
Danger
Failure to follow the safety precautions below will result in death or serious injuries.
Warning
Failure to follow the safety precautions below could result in death or serious injuries.
Caution
Failure to follow the safety precautions below may result in minor or moderate injuries.
Notice
Indicates instructions which, if you do not heed given instructions, could result in
damage to the product or shortened service life, or damage to peripheral equipment.
B R 0 8 A 6 9 9 A
BR chuck
Chuck size (inch)
A2-15 : K5
Design No.
Handling precautions that are considered especially important are classified and indicated as shown below
according to the degree of risk that could result.
The signs are classified and indicated as follows according to the type of risk.
General warning Fire warning Fly-out warning High temperature warning Rotating part warning Instruction
1.3. Type Designation
The chuck installation shapes conform to JIS B
6109-1: 2005 and JIS B 6109-2: 2005.
However, only A2-15 (former standard)
conforms to JIS B 6109: 1963.
Chuck installation shape
Straight : -
A2-5 : A5
A2-6 : A6
A2-8 : A8
A2-11 : A1
A2-15 (Former standard) : C5
Figure 1 Type designation
3
1.4. Application Purpose of This Product
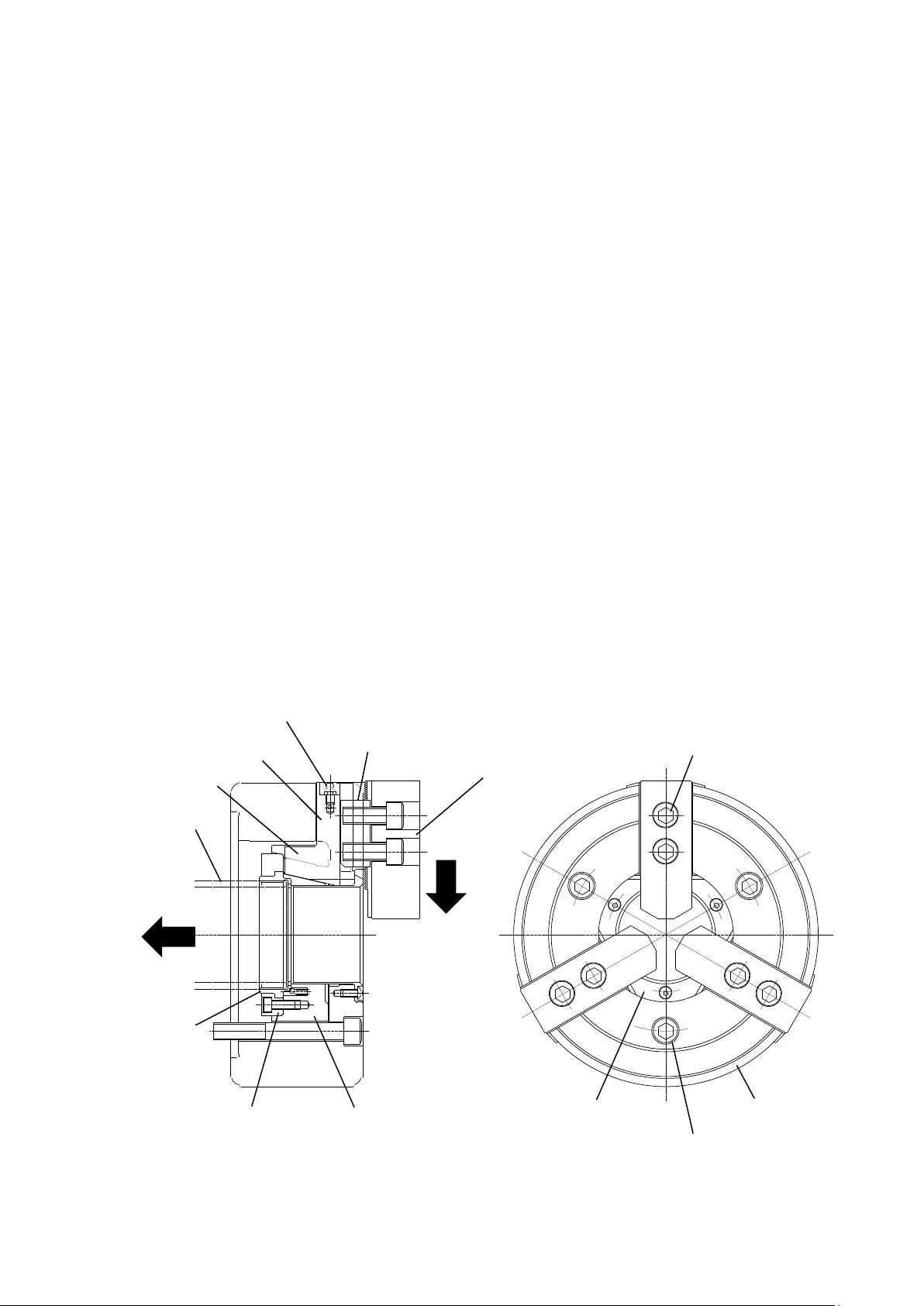
Body
Wedge plunger
Cover
and special jaw)
Top jaw
T-nut
Grease nipple
Draw Pipe
Draw nut
Jaw mounting bolt
Chuck mounting bolt
Master jaw
Plunger nut
Cylinder thrust
Wedge hook
The power chuck is installed on machine tools such as NC lathes and machining centres to fix a workpiece.
The power chuck is equipped with the jaws to fix the workpiece and they are opened and closed by means of a
rotary cylinder. For any other applications, please contact us.
1.5. Unacceptable Application Example
The power chuck is not designed for the applications mentioned below for example.
To fix an object to be pressed, punched, welded or fused
To use as a tool holder
To suspend or transfer an object
To fix another chuck that grips a workpiece
1.6. Structural Drawing
The power chuck and rotary hydraulic cylinder are respectively installed on both side of the machine spindle
and connected with the draw pipe.
The hydraulic pressure applied to the cylinder is converted to thrust that pulls the draw pipe and operates the
wedge plunger backward via the draw pipe. Then the master jaw is operated inwardly by the wedge hook and
the force is transferred to the top jaw.
(Not included)
(Including soft jaw, hard jaw,
Jaw operation
Figure 2 Structural drawing
4
1.7. Product Range
No.
Parts name
Quantity
No.
Parts name
Quantity
1
Body 1 9
Coil spring
1
2
Wedge plunger
1
10
Plate wrench for draw nut *2
1
3
Master jaw
3
11
Chuck mounting bolt
3
4
Soft jaw *1
3
12
Jaw mounting bolt *1
6
5
T-nut *1
3
13
Plunger nut mounting bolt
9 / 12
6
Plunger nut
1
14
Cover mounting bolt
3
7
Draw nut
1
15
Steel ball
1
8
Cover
1
16
Grease nipple
3
No.
Parts name
Quantity
No.
Parts name
Quantity
17
Back plate
1
20
O-ring
1
18
Back plate mounting bolt
3 / 6 / 9
21
Tnut-Plus *1
3
19
Cap 1
This is the chuck instruction manual.
For the cylinder and other peripheral devices, refer to their respective instruction manuals.
1.8. Warranty
The product is warranted for one year after the date of delivery. However, the following cases will void the
warranty.
When parts other than Kitagawa’s genuine parts are used.
When proper maintenance and inspection such as periodic greasing are not performed.
Other than above, when the product is used in methods not following this manual.
1.9. Parts List
All parts used including consumables shall be genuine parts delivered by Kitagawa.
Kitagawa shall not be held liable for human accidents, death, damage, or loss that occurred due to the use of
non-genuine parts.
*1 : Consumables
*2 : Accessory tool
Table 1 Standard delivery range
Table 2 Optional parts
*1 : Consumables
5
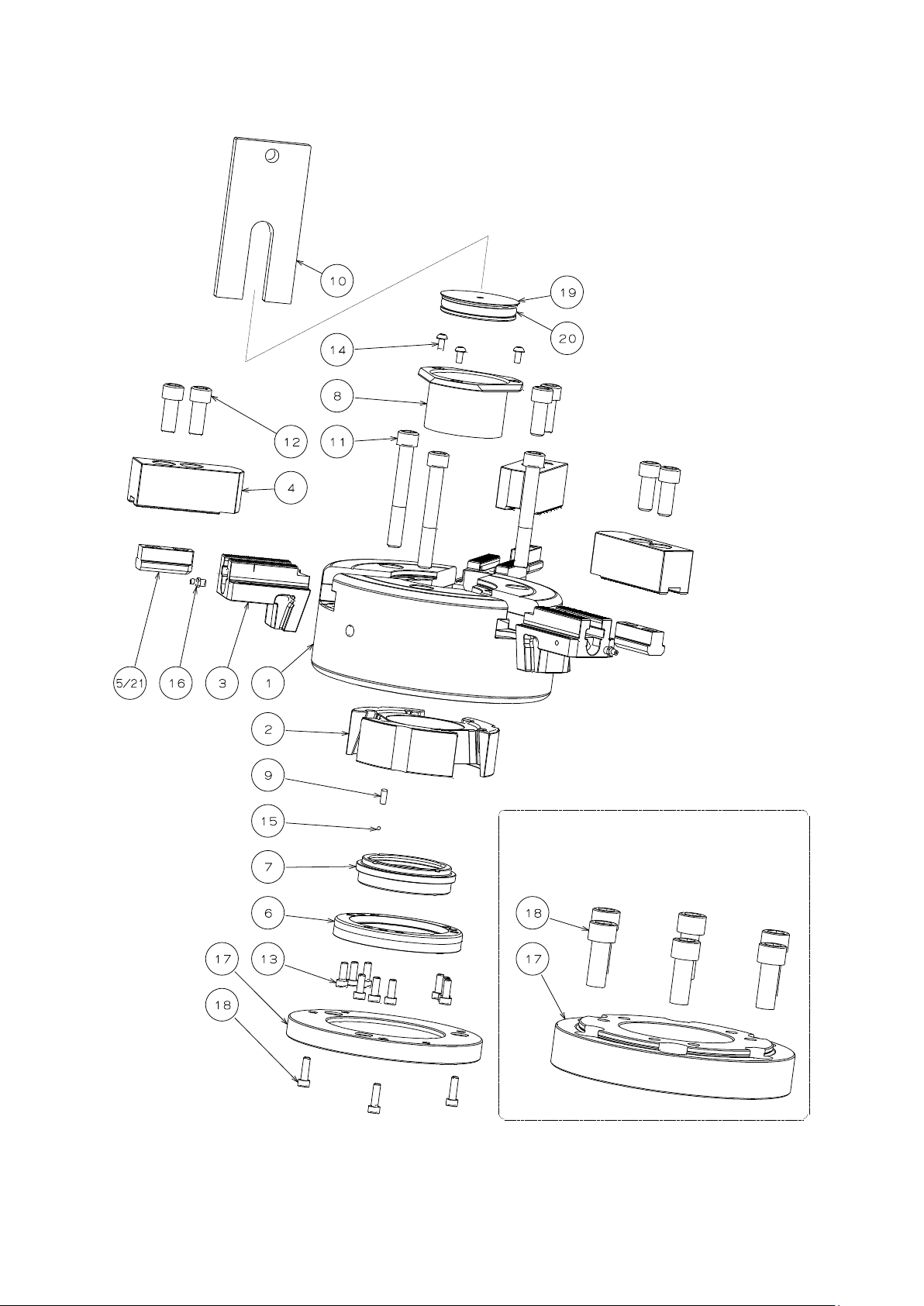
There is also a type to attach the back
plate to the spindle first.
Figure 3 Parts
6
2. Important Safety Precautions
This chapter summarizes precautions that particularly you should know or follow.
Danger
Failure to follow the safety precautions below will result in death or serious injuries.
Turn off the main power supply of the machine when installing, inspecting, greasing, or
replacing the chuck.
The chuck may rotate unexpectedly and entangle your body or clothing.
Do not rotate the spindle with the door open.
Provide an interlock to allow spindle rotation only when the door is closed.
If the door is not closed, the rotating chuck may entangle your body or clothing or cause the
workpiece to fly out.
Do not turn OFF the hydraulic pump or operate the solenoid valve during spindle rotation.
Before performing workpiece transfer during spindle rotation on an opposed 2-spindle lathe,
confirm the machine manufacturer that the operation can be performed safely.
Operating the solenoid valve during spindle rotation will drop or block the hydraulic pressure,
causing the gripping force to drop suddenly and the workpiece to fly out.
The rotational speed and input force must not exceed the limit in operation. (Refer to "3.
Technical Data")
Excessive rotational speed may cause the workpiece to fly out.
Excessive input force may damage the chuck, causing the workpiece to fly out.
Only the machine manufacturer or the user is to determine cutting conditions, gripping force,
and rotational speed according to test cutting result. Adjust the hydraulic pressure so as to
obtain the gripping force necessary for machining, and confirm that the necessary gripping
force is obtained before starting machining.
Insufficient gripping force may cause the workpiece to fly out.
If you use a top jaw higher or heavier than the standard top jaw, determine the operating
condition according to "3.2. Calculation of Operating Condition" on page 13.
Using a top jaw under excessive operating conditions may damage the chuck, causing the
workpiece to fly out.
For internal gripping, use the chuck with 1/2 or less of the max. permissible input force for
external gripping.
Excessive input force may damage the chuck, causing the workpiece to fly out.
When using fixed jaws instead of one or two top jaws, the input force must be 2/3 or less or
1/3 or less of the max. permissible input force.
Since the input force that is normally applied to three jaws evenly is concentrated in two or one
jaw, the chuck may be damaged, causing the workpiece to fly out.
The gripping diameter must be equal to or less than the body outside diameter.
Using the chuck with the gripping diameter exceeding the body outside diameter may damage
the chuck, causing the workpiece to fly out.
When machining a workpiece with a long protrusion, support it with the steady rest or the
tailstock.
If not, the workpiece may turn at the end, causing the workpiece to fly out.
Please read them before starting to use the product.
7
Do not grip a workpiece with slope shapes or tapered shapes such as a cast.
Otherwise, the workpiece may slip, causing it to fly out.
If a workpiece or jig causes an unbalance, reduce the rotational speed or correct the state by
mounting a balance weight. The recommended balance quality is G6.3 or less in JIS B
0905:1992.
An unbalanced workpiece generates centrifugal force, causing the workpiece to fly out.
Vibration generated by the unbalance may damage the chuck, causing the workpiece to fly out.
Confirm that the chuck or workpiece does not interfere with the cutter or the turret at a low
rotational speed before starting machining.
A large impact on the chuck or workpiece by interference may damage the chuck, causing the
chuck or workpiece to fly out.
If an impact is given to the machine by interference between the chuck/workpiece and the
cutter/turret due to malfunction or program errors, immediately stop rotation. Then
thoroughly check for damage or crack on the parts by disassembling and cleaning them and
perform repair or replacement if necessary. (Refer to page 28.)
The impact may cause damage or crack on the parts. Continuous use of faulty parts may
damage the chuck, causing the workpiece to fly out.
Use the chuck and cylinder that are both manufactured by Kitagawa.
If you must use the chuck together with a cylinder manufactured by another company,
confirm Kitagawa or sales agents that the combination of the chuck and the cylinder is safe.
Depending on the combination with a particular cylinder, the chuck and the cylinder may be
damaged, causing the workpiece to fly out.
Be sure to tighten the bolts with the specified torque listed in Table 3-1 and Table 3-2.
Use a proper tool that can control torque such as a torque wrench.
Use only the bolts attached to the chuck. Do not use other bolts.
Rotating the chuck with the jaw mounting bolts loosened may cause the jaws and workpiece to
fly out.
If insufficient bolts are mounted, bolt length is wrong, or tightening torque is improper, the bolts
may be damaged, causing the chuck and workpiece to fly out.
Table 3-1 Specified torque for hex. socket head cap screw
Thread size
M5
M6
M8
M10
M12
M14
M16
M20
M22
M24
Tightening torque [N・m]
7.5
13
33
73
107
171
250
402
539
666
* Strength classification: M20 or smaller = 12.9, M22 or larger = 10.9
Table 3-2 Specified torque for hex. socket button head screw
Thread size
M3
M4
M5
M6
M8
M10
M12
M16
Tightening torque [N・m]
1.4
3.2
6.4
10.8
26.3
52.1
90.9
224
Prevent your hands and fingers from being caught when gripping a workpiece with the chuck.
(To prevent risks, it is recommended to automate the workpiece attaching/detaching
operation.)
Otherwise, your hands and fingers may be crushed or cut off.
If any of the abnormalities shown below suddenly occurs during operation, it may be a sign of
damage of the chuck.
The workpiece slips.
Machining accuracy has become worse.
Chattering occurs.
Machine vibration has been increased.
Chuck gripping force is reduced.
(Gripping force is not increased even by increasing hydraulic pressure.)
8
If the status is not improved even after taking the measures described on page 29,
immediately stop using the chuck.
Continuous use of faulty parts may damage the chuck, causing the workpiece to fly out.
If the cylinder combined is to be changed due to such as model change of a rotary hydraulic
cylinder, change the hydraulic pressure accordingly so as to obtain proper gripping force.
Use of the chuck under low hydraulic pressure leads to insufficient gripping force, causing the
workpiece to fly out.
Use of the chuck under high hydraulic pressure leads to damage of the chuck, causing the
workpiece to fly out.
The draw pipe must have sufficient strength with respect to the operating conditions, not
causing run-out and unbalance. The thread accuracy must be 6H / 6g. Tighten the thread
securely with a sufficient penetration length.
Insufficient strength of the draw pipe, vibration due to unbalance, and looseness of the thread
may damage the draw pipe. If the draw pipe is broken, the gripping force is lost instantaneously,
causing the workpiece to fly out.
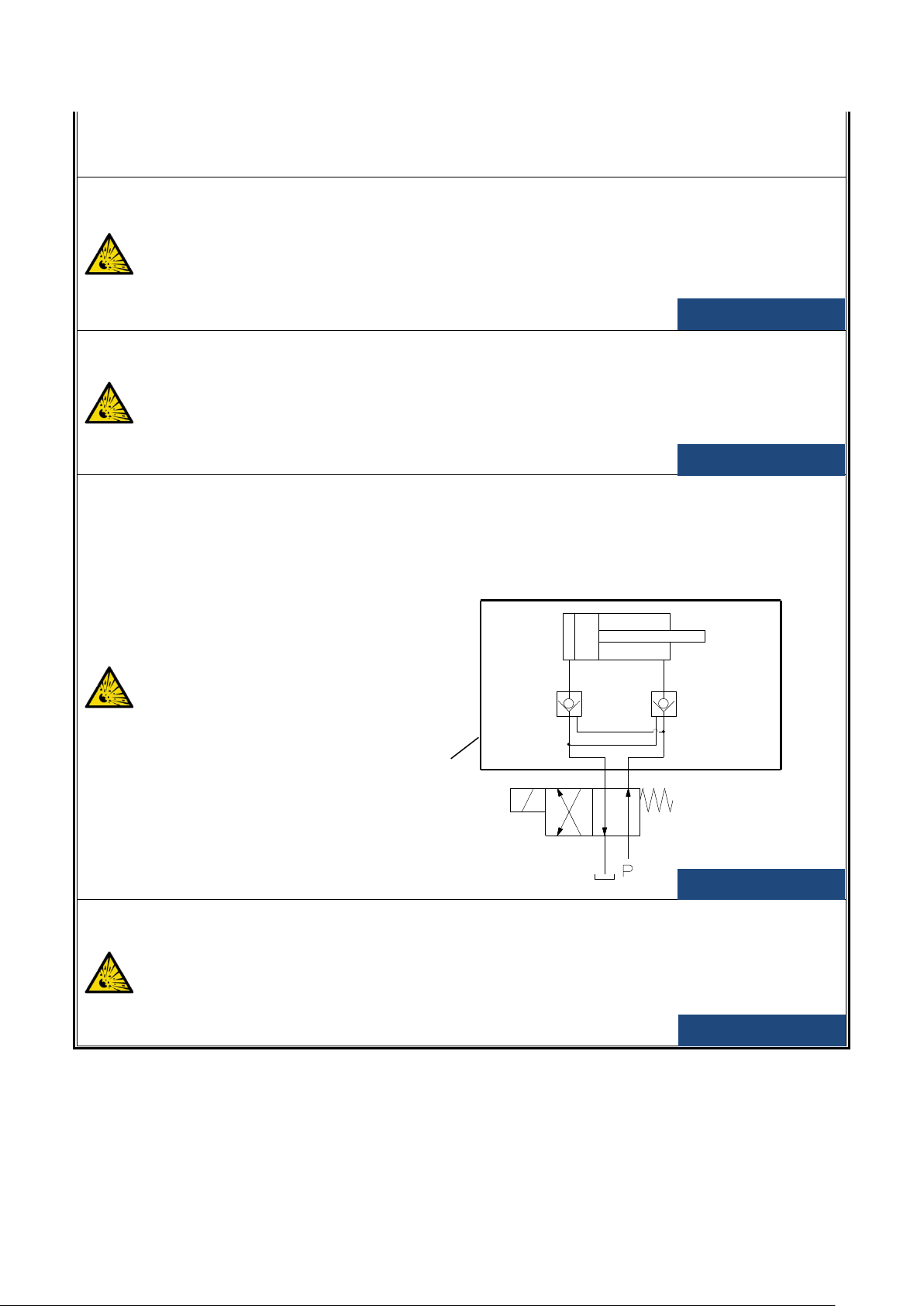
Use a lock valve (check valve) built-in type cylinder. (According to JIS B 6150 : 2015, the
cylinder must be provided with equipment such as a check valve so as to maintain the
pressure for a certain period of time when the hydraulic pressure to the cylinder is blocked.)
Design the hydraulic circuit so that the solenoid valve holds the gripping port position when
the current is not applied.
Sudden drop or interruption of
hydraulic pressure due to power
failure or hydraulic pump failure
will lose the gripping force
instantaneously, causing the
workpiece to fly out.
Use a stroke control sensor built-in type cylinder. (According to JIS B 6150 : 2015, the
cylinder must be provided with equipment such as a stroke control sensor so that the power
chuck or the cylinder ensures effective generation of the gripping force.)
If the jaw stroke becomes insufficient due to chips accumulating inside the chuck or loosened
draw nut, the chuck may not grip the workpiece, causing the workpiece to fly out.
Figure 4
Cylinder
open
Chuck
close
Solenoid valve
Lock valve
For machine manufacturers
For machine manufacturers
For machine manufacturers
For machine manufacturers
9
Chuck
Warning
Failure to follow the safety precautions below could result in death or serious injuries.
Perform additional machining of tapped holes and pin holes on the chuck only within the
allowable range.(Refer to page 26.)
Additional machining performed out of the allowable range may damage the chuck, causing the
workpiece to fly out.
Especially, additional machining to the master jaws and T-nut directly causes fly-out of the
workpiece.
Supply grease every day.
When supplying grease, turn OFF the machine main power and be sure to use the specified
grease. (Refer to page 27.)
Insufficient greasing or use of grease other than the specified one may drop the gripping force,
causing the workpiece to fly out.
Disassemble and clean the chuck every six months or 100,000 strokes (cast machining: every
two months). (Refer to page 28.)
Omitting the disassembly and cleaning and use of the chuck with chips and coolant remaining
inside the chuck will lead to insufficient stroke and gripping force drop, causing the workpiece to
fly out.
Remove the eye bolts and wrench from the chuck after use.
Rotating the chuck without removing the eye bolts and wrench may cause them to fly out.
Use rustproof coolant.
Otherwise, rust that will be formed inside the chuck may drop the gripping force, causing the
workpiece to fly out.
When stopping the machine for a long time or when storing the chuck without using it for a
long period, supply grease and rustproof them beforehand.
Otherwise, rust that will be formed inside the chuck may drop the gripping force, causing the
workpiece to fly out.
Do not wear clothing or accessories such as gloves and necktie which are easy to be caught
in.
Otherwise, your body or clothing may be entangled.
Do not perform the work after drinking alcohol or taking medicine.
Impaired judgment or operation mistake may cause serious hazards.
Caution
Failure to follow the safety precautions below may result in minor or moderate injuries.
Do not touch machined workpieces with bare hands. (To prevent risks, it is recommended to
automate the workpiece attaching/detaching operation.)
Touching workpieces with bare hands may cause a burn because the workpieces may be very
hot.
Remove the workpiece from the chuck when stopping the machine for a long time.
Failure to do so may lead to drop or interruption of hydraulic pressure or malfunction of the
cylinder, causing the workpiece to drop.
When attaching/detaching the chuck to/from the machine, use appropriate lifting devices
such as eye bolts and a floor-operated crane.
Lifting a heavy chuck by hands will cause a backache.
Slipping and dropping the chuck from hands may result in a bruise.
10
3. Technical Data
Type BR06
BR08
BR10
BR12
Plunger stroke
mm
12
16
19
23
Jaw stroke (in diameter)
mm
5.5
7.4
8.8
10.6
Max. permissible speed
min-1
6000
5000
4500
3500
Through hole diameter
mm
53
66
81
106
External gripping
Max. permissible input force
kN
23
35
49
60
Max. static gripping force
kN
58.5
90
123
156
Max. permissible hydraulic pressure
(operating cylinder) *1
MPa
2.3 (SR1453)
3.2 (SR1566)
3.4 (SR1781)
3.4 (SR2010)
2.1 (SS1453K)
2.5 (SS1666K)
3.1 (SS1881K)
3.0 (SS2110K)
Dynamic gripping force at max. speed
kN
22.5
36
44
53
Gripping range
mm
φ16~170
φ22~210
φ31~254
Φ44~315
Internal gripping
Max. permissible input force
kN
11.5
17.5
24.5
30
Max. static gripping force
kN
29.3
45
61.5
78
Max. permissible hydraulic pressure
(operating cylinder) *1
MPa
1.2 (SR1453)
1.6 (SR1566)
1.7 (SR1781)
1.7 (SR2010)
1.1 (SS1453K)
1.3 (SS1666K)
1.6 (SS1881K)
1.6 (SS2110K)
Mass *2
kg
12.8
22.2
35.8
57.0
Moment of inertia *3
kg・m2
0.052
0.14
0.32
0.80
Standard soft jaw type
SJ06B1
SJ08B1
SJ10B1
SJ12N1
Tnut-Plus type (option)
TN06PLUS
TN08PLUS
TN10PLUS
TN12PLUS
Balance quality of chuck body *4
JIS B 0905 : 1992 G6.3
Storage temperature / operating temperature *5
-20~+50℃ / -10~+40℃
3.1. Specifications
Table 4-1 Specification table
*1 : The max. permissible hydraulic pressure differs depending on the cylinder used.
Set the hydraulic pressure according to the cylinder type.
*2 : The mass is a value when the standard soft jaws and chuck mounting bolts are included.
*3 : The moment of inertia is obtained by including the standard soft jaws and chuck mounting bolts.
Here, the soft jaws are mounted to the position protruding outward from the master jaws by a half pitch at
the center of the jaw stroke.
*4 : The balance quality of the chuck body is a value when the soft jaws, T-nut, and jaw mounting bolts are not
included.
*5 : When storing the product, it should be subjected to the antirust treatment and stored in a place free from
wetting, condensation, or freeze.
11
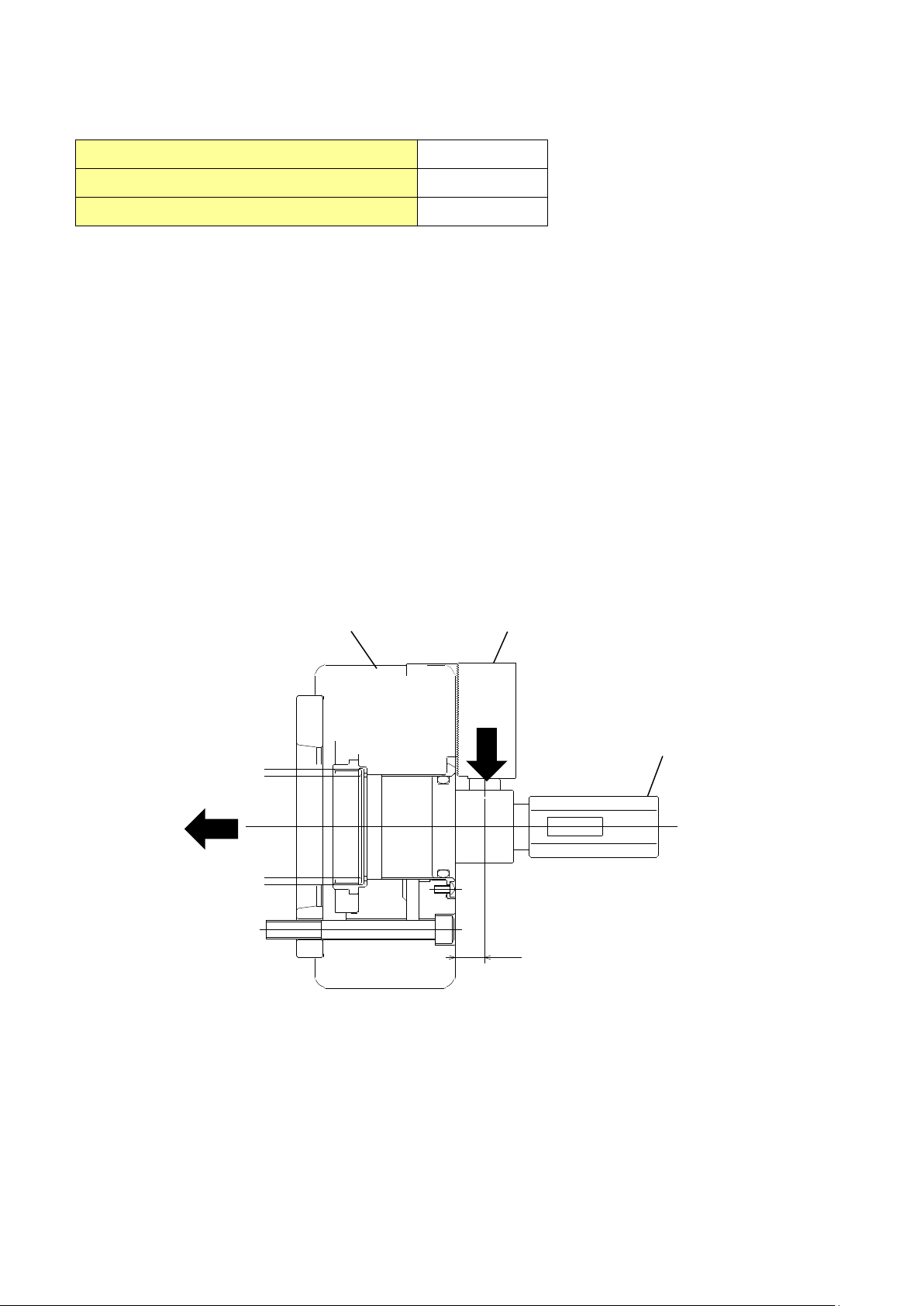
Table 4-2 Specification table (when optional small-diameter gripping soft jaws are used)
Type BR08
Small-diameter gripping soft jaw
SJ08S1
Gripping range in external gripping
mm
φ12~210
𝐻
gripping meter
(Cylinder thrust)
one jaw
Soft jaw circumference end face
Chuck circumference
The max. static gripping force in the specifications is the value to be obtained under the following conditions.
At the max. permissible input force
Kitagawa's standard soft jaws are used.
The soft jaw mounting bolts are tightened to the specified torque. (Refer to page 8.)
The gripping meter is gripped at the center of the jaw stroke. Here, the soft jaws are attached to the
position where the soft jaw circumference side end face and the chuck circumference are almost aligned.
The gripping force is measured by the Kitagawa's gripping meter, and the height of the gripping position is
as shown in Figure 5. (Also refer to Table 5)
The specified grease is used. (Refer to page 27.)
A variable capacity type pump having a delivery capacity of 20 L/min or more is used as the hydraulic
pressure source.
The pressure is set by the regulator of the pump or that separately provided.
Pressing force per
max. permissible
input force
Kitagawa's
* The gripping meter indicates the pressing force per one jaw. The gripping force is the total of the pressing
forces of all jaws.
Figure 5 Gripping force measuring method
12
 Loading...
Loading...