


USER MANUAL
MODEL: TIG200DP ACDC

Preface
This manual includes hardware description and operation introduction of the equipment. For your and
other people’s safety, please read the manual carefully.
Pay attention
Pay attention to the words after the signs below.
Sign Description
The words after this sign means there is great potential danger,
which may cause major accident, damage or even death, if it is not
followed.
The words after this sign means there is some potential danger,
which may cause hurt or property lose, if it is not followed.
The words after this sign means there is potential risk, which may
cause equipment fault or break, if it is not followed.
Version
The contents of this manual are updated irregularity for updating of product. The manual is only used as
operation guide, except for other promises. No warranties of any kind, either express or implied are
made in relation to the description, information or suggestion or any other contents of the manual.
The images shown here are indicative only. If there is inconsistency between the image and the actual
product, the actual product shall govern.

Content
1 Safety warning..........................................................................................................1
2 Product......................................................................................................................5
2.1 Introduction........................................................................................................5
2.2 Technical data....................................................................................................6
3 Installation................................................................................................................7
4 Operation..................................................................................................................9
4.1 panel layout........................................................................................................9
4.2 Operation interface specification...................................................................10
5 INSTRUCTION NOTES ...........................................................................................18
5.1 Operation environment...................................................................................18
5.2 SAFTY...............................................................................................................18
6 MAINTENANCE AND CHECK TROUBLE..............................................................19
6.1 Maintenance .................................................................................................19
6.2 Check Fault......................................................................................................19
Appendix Circuit diagram........................................................................................... 23

1
1 Safety warning
The safety notes listed in this manual is to ensure correct use of the machine and to keep you and
other people from being hurt.
The design and manufacture of welding machine considers safety. Please refer to the safety
warning listed in the manual to avoid accidents.
Different damage would be caused by wrong operation of the equipment as follows. Please read
the user manual carefully to reduce such damage.
Sign Description
Any contact of electric parts may cause fatal electric shock or burnt.
Gas and fumes are harmful to health.
Operation in narrow space may cause choke .
Spark and hot workpiece after welding may cause fire.
Bad connected cable may cause fire.
Incompletion connection of workpiece side circuit may cause fire.
Never weld on the case of tinder stuff, or it may cause explode.
Never weld airtight containers such as slot, pipe etc., or it may break.
Arc ray may cause eye inflammation or skin burnt.
Spark and residue will burn your eyes and skin.
Toppling over of the gas cylinder will cause body hurt.
Wrong use of the gas cylinder will lead to high-pressure gas eruption
and cause human hurt.
Never let fingers, hair, clothes or etc. near the moving parts such as
the fan.
The wire shoot out of the torch may stab eyes, face and other naked
parts.
Never stand in front of the swang equipment or under it, or it may fail
and cause injury.
2
Please follow the rules below to avoid heavy accidents.
Never use the equipment to do other things but welding.
Follow related regulations for the construction of the input-driven power source, choice of place,
usage of high-pressure gas, storage, configuration, safe-keeping of workpiece after welding
and disposal of waste, etc.
Nonessentials do not enter the welding area.
People using heart pacemaker is not allowed to get close to the welding machine or area
without doctor’s permission. The magnetism created by energizing the welding machine can
have a bad effect to the pacemaker.
Install, operation, check and maintain the equipment by profession personnel.
Understanding the contents of the user manual for safety.
Please follow the rules below to avoid electric shock。
Keep away from any electric parts.
Earth the machine and workpiece by professional personnel.
Cut off the power before installation or checking, and restart 5 minutes later. The capacitance is
chargeable device. Please ensure it has no voltage before start again even if the power source
is cut off.
Do not use wire with inadequate section surface or damage insulation sleeve or even exposed
conductor.
Do ensure well isolation of wire connection.
Never use the device when the enclosure is removed.
Never use broken or wet insulation gloves.
Use firenet when work at high position.
Check and maintain regularly, don’t use it until the broken parts are fixed well.
Turn off the power when not in used.
Follow the national or local related standard and regulations when using the AC welding
machine at narrow or high position.
Please follow the below notes to avoid fire and explode, etc.
No combustible in welding area.
Keep off combustible when welding.
Keep hot workpiece after welding away from flammable gas.
Do move away the combustible around when weld the dooryard, ground and wall,.
The wire connection of base metal should be as close to the welding place as possible.
Never weld those facilities with gas pipe or airtight slot.
Put fire extinguisher around the welding area to prevent fire.
The gas and fumes are harmful to health, please wear protective device
according to regulations.
Wear exhaust equipment and breathe preventive facilities to prevent gas poisoning or choke.
Use suggested part exhaust equipment and breathe preventive facilities to prevent hurt or
poisoning by gas and other powder, please.
To prevent oxygen-deficiency, air out the gas-filled room which is full of CO
2 and argon on the
bottom, When operating on trunks, boilers, cabins, etc.
Please accept the supervisor’s inspection when operating in narrow space. Air the room and
wear breathe preventive facilities.
3
Never operate in degrease, washing or spray space.
Using breathe preventive facilities when weld shielded steel for it will cause poisonous dust and
gas.
The arc, spark, residue and noise are harmful to health, please wear
protective appliance.
Eye protection against arc is recommended when welding or supervise welding.
Please wear preventive spectacles.
Welder’s gloves, welder’s goggles, long sleeve clothes, leather apron, and other standard
protection equipments must be worn for welding operation.
A screen to protect other people against the arc must be set in the welding place.
Please follow the notes below to avoid gas cylinder toppling over or
broken.
Use the gas cylinder correctly.
Use the equipped or recommended gaseous regulator.
Read the manual of gaseous regulator carefully before using it, and pay attention to the safety
notes.
Fix the gas cylinder with appropriative holder and other relative parts.
Never put the cylinder under high temperature or sunshine environment.
Keep your face away from the gas cylinder exit when opening it.
Put on the gas shield when it is not used.
Never put the torch on the gas cylinder. The electrode can not meet the gas cylinder.
Any touch of the switch part will cause injury, please note the following.
Never use the machine when the enclosure is off.
Install, operate, check and maintain the machine by professional person.
Keep your fingers, hair, clothes etc. away from the switch parts such as the fan.
The wire end may deal damage, please note the following.
Never look into the electric conduction hole when checking the wire feeding is normal or not, ,
or the shooting wire may stab your eyes and face.
Keep your eyes, face or other naked parts away from the end of torch when feeding the wire
manually or pressing the switch.
For better work efficiency and power source maintenance, please
note the following.
Precautions against toppling over.
Never use the welding equipment for pipe thawing.
Lift the power source from side when use the up-down forklift truck to avoid toppling over.
When using the crane for lift, tie the rope to the ears with an angle no more than φ15 to the
vertical direction.
When lifting the welding machine which equipped with gas cylinder and wire feeder, download
them from the power source and ensure the horizontal of the machine. Do fix the gas cylinder
with belt or chain when moving it to avoid body hurt.
4
Ensure fastness and insulation when lifting the wire feeder through the swing ring for welding.
Electromagnetic interference needing attention.
It may need extra preventive measures when the equipment is used in particular location.
Before the installation, please estimate the potential electromagnetism problems of the
environment as follows.
a) Upper and lower parts of the welding equipments and other nearby power cable, control
cable, signal cable and phone cable.
b) Wireless electric as well as TV radiation and reception equipment.
c) Computer and other control equipments.
d) Safety-recognition equipment etc. Such as supervise of industrial equipments.
e) Health of people around. Such as personnel using the heart pacemaker or audiphone.
f) Equipments for adjustment and measurement.
g) Anti-disturb capability of other used equipments .Users should ensure these equipments and
the environment are compatible, which may need extra preventive measures.
h) Practical state of the welding and other activities.
Users should observe the following dos and don’ts to decrease radiation interference.
a) Connect the welding equipments to the power supply lines.
b) Maintain the welding equipments regularly.
c) The cable should be short enough to be close to each other and the ground.
d) Ensure the safety of all the welding metal parts and other parts nearby.
e) The workpiece should be well earth.
f) Shield or protect the other cable and equipments to decrease the effects of disturbances. The
welding equipments can be complete shielded in some special conditions.
Users are responsible for interference due to welding.

5
2 Product
2.1 Introduction
Congratulations for your purchase.
The welding machine is a rectifier adopting the most advanced inverter technology.
The development of inverter gas-shielded welding equipment profits from the development of the inverter
power supply theory and components. Inverter gas-shielded welding power source utilizes high-power component
IGBT to transfer 50/60HZ frequency up to 50KHZ, then reduce the voltage and commutate, and output
high-power voltage via PWM technology. Because of the great reduce of the main transformer’s weight and
volume; the efficiency increases by 30%. The appearance of inverter welding equipment is considered to be a
revolution for welding industry.
AC/DC series welding machine are the AC/DC two-way machines, which are developed by our company
newly. Its biggest characteristics is that DC function can be used to weld stainless steel, alloyed steel, carbon steel,
copper and other color metals and AC function can be used to weld aluminum and aluminum alloy materials, such
as welding of scooters, bicycles. Main models are TIG200DP ACDC。
AC/DC series machine adopts our company’s exclusive HF inverter technology. Compared with traditional
machine, it is compact in volume, light in weight, effective in transfer, power-saving; com pared with imported
machine, it is low in price, strong in power net adaptability. What’s more, it adopts twice inverter technology, has
characteristics of pure square wave output, good arc force, wide cleaning range and continuous arc with small
current, which guarantee excellent welding result.
AC/DC series are also with pedal current adjustment device . With that welder can free their hands to adjust
current by foot; And at the beginning of welding and at the moment of adding wire, it can increase current to heat
quickly; At the end of welding it can decrease current that is good for welding lines shape. With the help of pedal
it can improve welding efficiency, reduce welding difficulty and guarantee welding quality.
Thanks for purchasing our company product and hope for your precious advice. We will dedicate to
produce the best products and offer the best service.
6
2.2 Technical data
model
parameters
TIG200DP ACDC
Power voltage(V) AC230V±15%
Frequency (HZ) 50/60
TIG 26.8
Rated input current (A)
MMA 36.5
TIG 18
Rated output voltage (V)
MMA 27.2
TIG 200
Rated output current(A)
MMA 180
No-load voltage(V) 59
Arcing way HF
Pre-flow(S) 0.1-1
Current descending time(S) 0-25
Post flow time(S) 0-10
TIG 60
Duty cycle (%)
MMA 40
No-load loss(W) 40
Efficiency (%) 80
Power factor 0.73
Insulation grade F
Housing protection grade IP21
weight(kg) 14.2
Dimensions (mm) 475×200×410

7
3 Installation
The welder is fitted with power voltage compensation device. When power voltage changes
with
in a range of 15% of rated voltage, it can go on with the operation.
If a longer cable wire is used, , we suggest using cable with greater cross section in order to
reduce line loss voltage; if a connecting cable is too long, it may exert a great effect upon the arc
starting of the welder and other performance of the system, such as weakened high-frequency arc
starting or failure of the system to work regularly. So we suggest that you use recommended
configuration length.
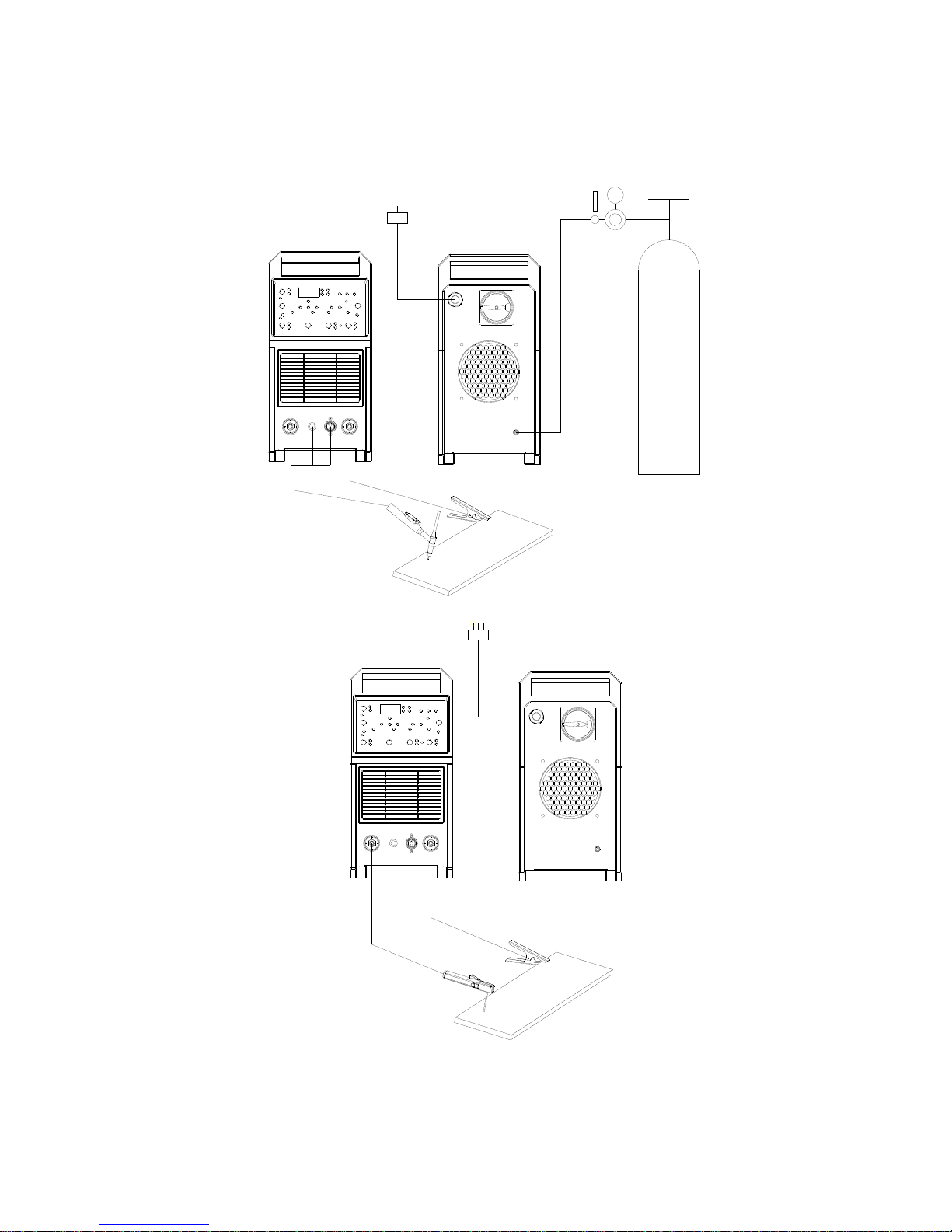
1、Make sure that the vent of the welder is not covered or plugged to avoid failure of the
cooling system.
2、Protective gas source should be connected well. Gas supply passage should include gas
cylinder, argon decompression flow-meter and gas pipe. The connecting portion of the gas
pipe should be tied up with a hose clamp or other objects to prevent leakage and air intake.
3、The shell should be grounded reliabl y with a conducting wire with a sectional area not less
than 6mm2.
4、The quick plug of the loop cable is inserted into the quick socket of welder surface plate with
the polarity of “+” and tightened clockwise. The ground wire pliers at the other end hold up
the work piece.
5、When the pedal switch is used to control, Connect the 2-core aviation plug and 3-core
aviation plug of the pedal switch with the 2-core aviation socket and 3-core aviation socket.
6、Based on the input voltage class of the welder, the power line should be connected to the
distribution box of corresponding voltage class and non-corresponding connection should
never occur . Make sure that error in power voltage is within a permissible range.
7、Manual welding correctly as shown in the figure. Connect the copper nut from the other end
of the welder with the gas electric integration from the front panel, and tightened clockwise
firmly.
After completion of the above job, installation of the welder comes to an end and welding
can begin.
8
Installation diagram
E
l
e
c
t
r
o
d
e
h
o
l
d
e
r
E
a
r
t
h
c
l
a
m
p
W
o
r
k
p
i
e
c
e
E
l
e
c
t
r
o
d
e
h
o
l
d
e
r
E
a
r
t
h
c
l
a
m
p
W
o
r
k
p
i
e
c
e
Gas
cylinder
Ar meter

9
4 Operation
4.1 Panel Layout
1 Digital Display Meter 7 Abnormal Indicator Light
2 STICK/TIG Selector Button 8 Remote Control Indicator Light
3 Move Left Selector Menu Button 9 Move Right Selector Menu Button
4 2T/4T Selector Button 10 AC/DC Selector Button
5
Parameter Adjustment Knob (Pressed
in the knob tuning parameters is for
coarse adjustment, not pressed in is
for fine tuning.)
11 Pulse /No pulse Button
6 Unit of parameter Indicator Light 12
The panel picture above is for reference only. If any difference with the real machine, please follow with
the real machine.

10
4.2 Operation interface specification
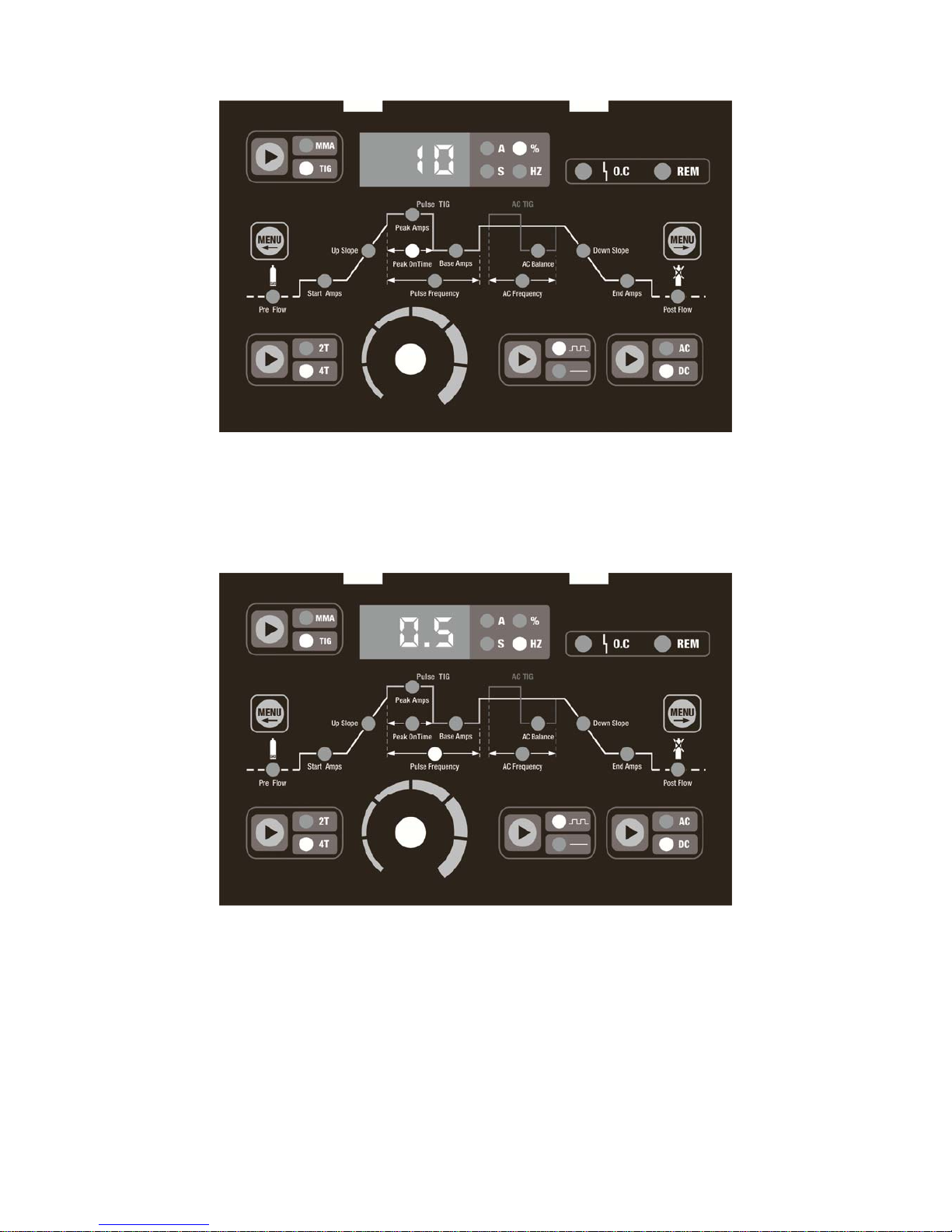
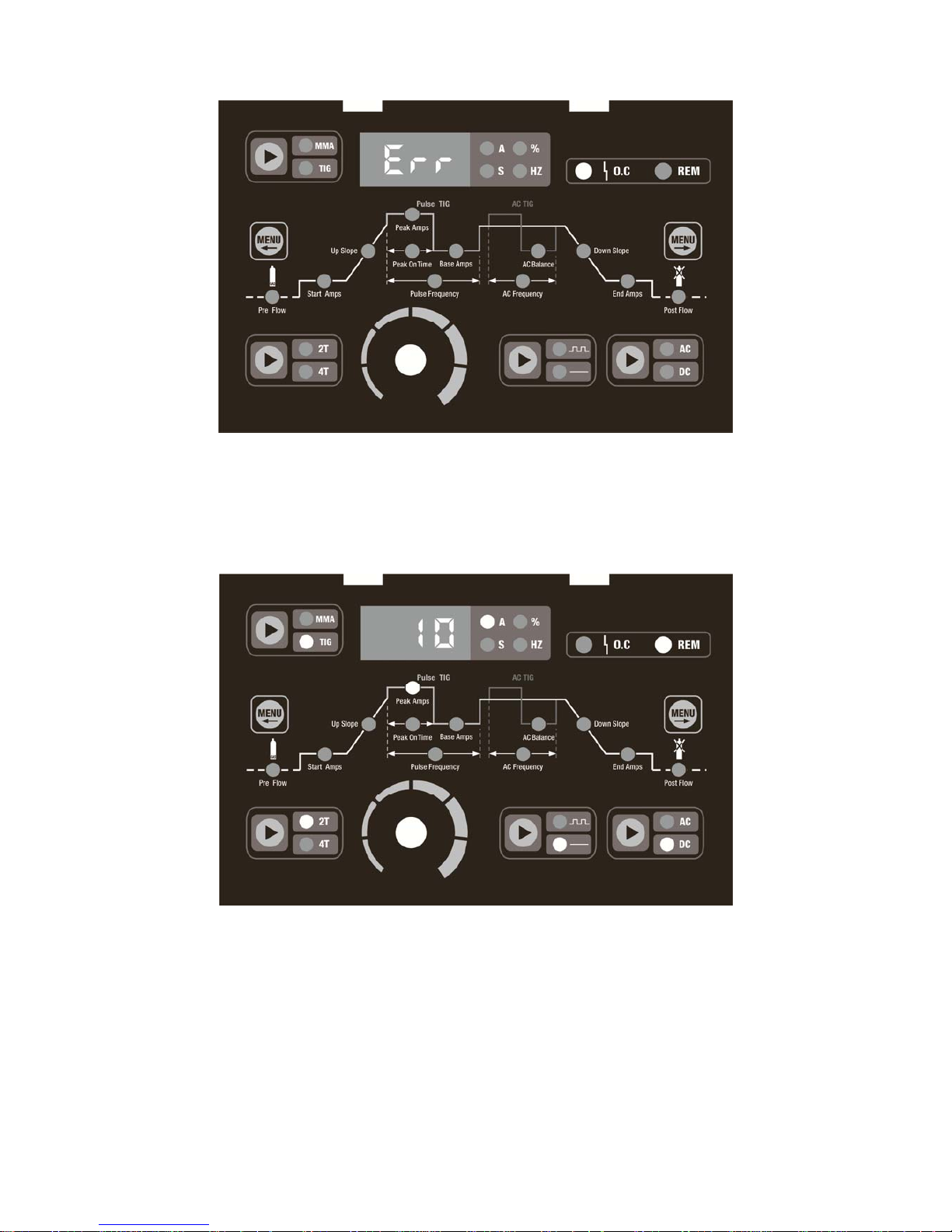
Picture2
The picture 2 shows the digital display meter reads “LL”when the machine starts working.
Picture3
The picture3 shows when under TIG mode, the Peak Amps indicator light on, adjust the parameter knob, meter
reads 10-200A ajustable, press the Move Left/Right Selector Menu Button to choose other parameter settings.

11
Picture 4
The picture 4 shows when under 4T mode, press the Move Left Selector Menu Button to Up Slope indicator light
on, adjust the parameter knob, the meter reads 0-10s adjustable.
Picture 5
The picture 5 shows press the Move Left Selector Menu Button to Start Amps indicator light on, adjust the
parameter knob, the meter reads 10-200A adjustable.
12
Picture 6
The picture 6 shows when under pulse mode, press the Move Right Selector Menu Button to Peak On Time
indicator light on, adjust the parameter knob, the meter reads 10-90% adjustable.
Picture 7
The picture 7 shows press the Move Right Selector Menu Button to Pulse Frequency indicator light on, adjust the
parameter knob, the meter reads 0.5-200 HZ adjustable.

13
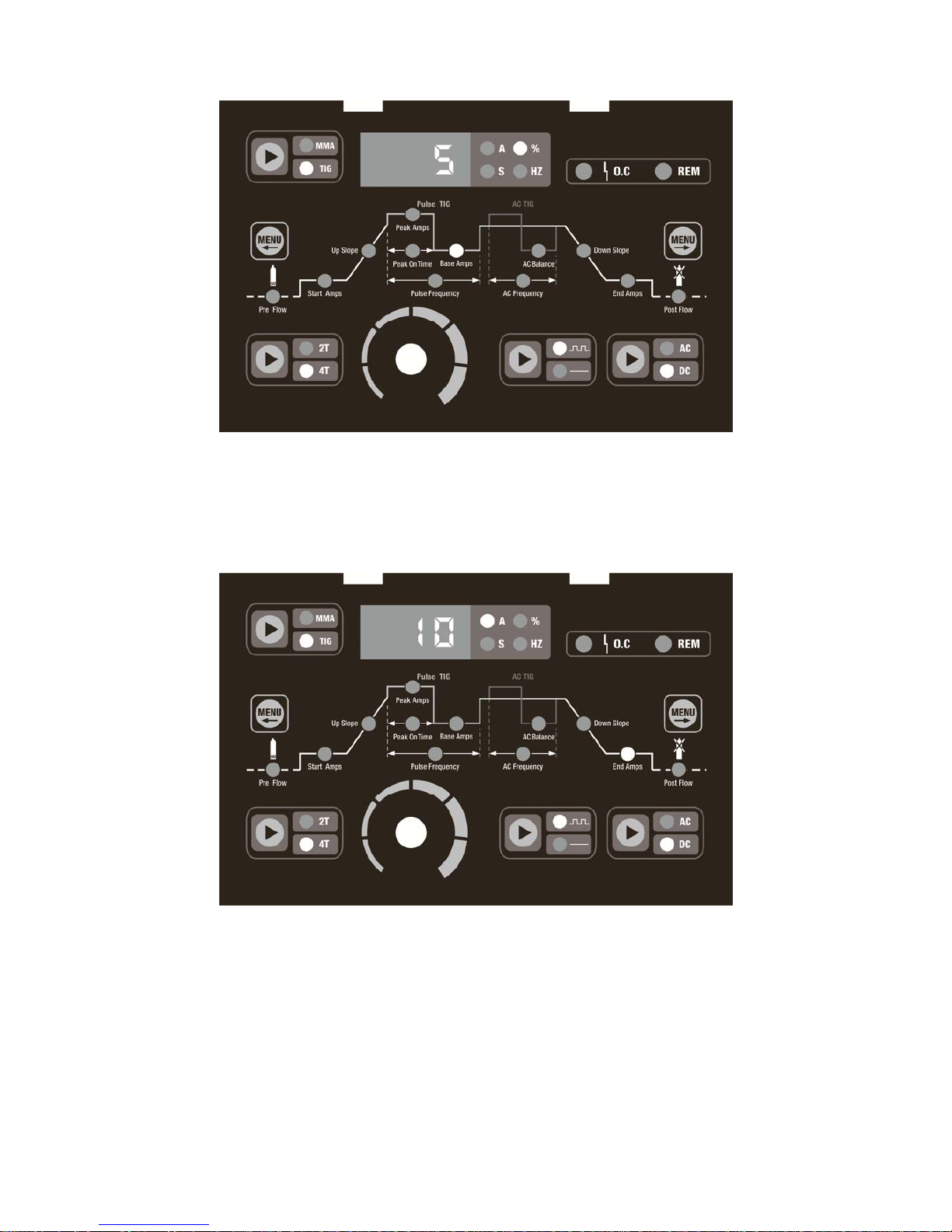
Picture8
The picture 8 shows press the Move Left Selector Menu Button to Pre flow indicator light on, adjust the parameter
knob, the meter reads 0.1-1S adjustable.
Picture9
The picture 9 shows press the Move Right Selector Menu Button to Post flow indicator light on, adjust the
parameter knob, the meter reads0-10S adjustable.
14
Picture10
The picture10 shows press the Move Right Selector Menu Button to Base Amps indicator light on, adjust the
parameter knob, the meter reads 5-95% adjustable.
Picture11
The picture11 shows press the Move Right Selector Menu Button to End Amps indicator light on, adjust the
parameter knob, the meter reads 10-200A adjustable.
15
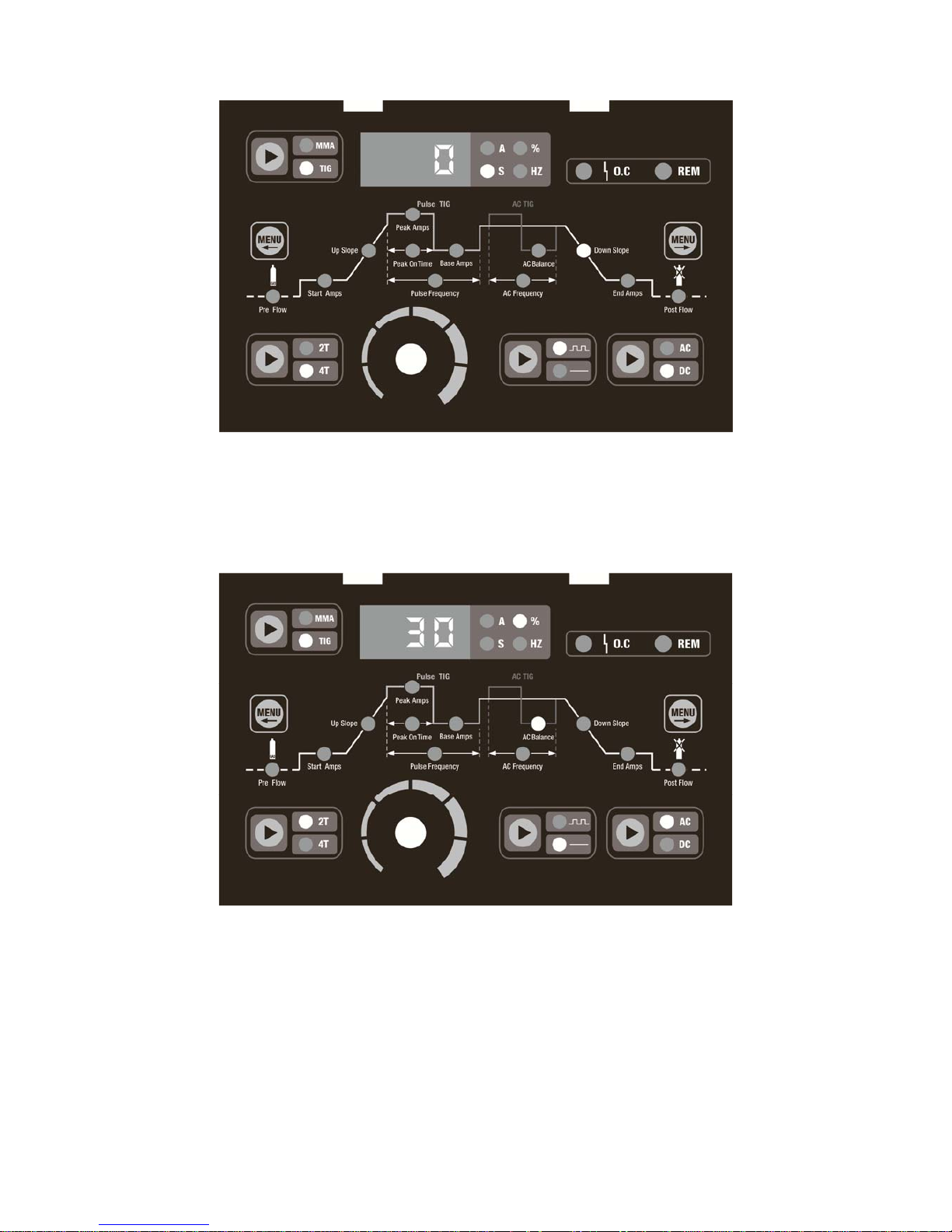
Picture12
The picture12 shows press the Move Right Selector Menu Button to Down Slope indicator light on, adjust the
parameter knob, the meter reads 0-25S adjustable.
Picture13
The picture13 shows when choose under AC mode, press the Move Right Selector Menu Button to AC balance
indicator light on, adjust the parameter knob, the meter reads 30-70% adjustable.

16
Picture14
The picture14 shows when choose under AC mode, press the Move Right Selector Menu Button to AC Frequency
indicator light on, adjust the parameter knob, the meter reads 40-200HZ adjustable.
Picture15
The picture15 shows when choose under MMA mode, adjust the parameter knob, the meter reads 20-180A
adjustable, only AC/DC mode can be choosed, other buttons can’t be used.
17
Picture16
The picture16 shows when the temperature is too high or abnormal the digital display show"Err", abnormal light
O.C lights up, this time no output, will have to wait until the temperature reducing or restart the machine to return
to normal.
Picture17
The picture17 shows In TIG mode, when connectting the foot pedal to the machine, the REM indicator is on, the
machine is converted to REM mode automatically. At this time: Start Amps, Peak Amps, End Apms these three
current parameters are controlled by the foot pedal, other parameters are controlled by the knob on the front panel.

18
5 INSTRUCTION NOTES
5.1 Operation environment
1)Welding operation should be carried out in a relatively dry environment with air humidity
usually less than 90%.
2)Ambient temperature should be kept between -10C ~40C.
3)Welding in the sun or rain should be avoided and water or rainwater should never be seeped into
the welder interior.
4)Welding in the dusty area or under a corrosive gas environment should be avoided.
5)Gas protection welding operation in an environment with strong air flow should be avoided.
5.2 SAFTY
In this welder over-voltage, over-current and overheat protection circuits have been installed
beforehand. When the grid voltage, output current and machine temperature surpass the set
standards, the machine will stop automatically. But excessive use (for example, when the
voltage is too high) can still lead to the breakdown of the welder. So you have to pay attention to
the following items:
1)Good ventilation!
This machine is a small type welder. In operation a high working current flows in and natural
ventilation is unable to meet the welder’s requirement for cooling. So a fan is fitted to
effectively cool the welder to keep it work smoothly.
Operators should make sure that the vent is not covered or plugged, the distance of the welder
from its surrounding objects is not less than 0.3 m and good ventilation is kept all the time. All
these are very important for better operation of the welder and longer service life of the welder.
2)No overload!
Operators should bear in mind that maximum permissible load current (relative to the selected
load duration factor) be observed at any time and welding current should never surpass the
maximum permissible load current.
Over-current will shorten the service life of the welder remarkably and even burn it down.
3)No over-voltage!
Power voltage is shown in the main performance parameter table. In general, the voltage
auto-compensation circuit in the welder will ensure the welding current remain within the
permissible range. If power voltage surpasses the permissible value, the welder will be broken
down. Operators should fully know this and adopt corresponding preventive measures.
4)Behind each welder there is a grounding screw with the grounding mark. Before operation the
shell of the welder should be grounded reliably by a cable wire with a sectional area bigger than
6mm
2
so as to release static electricity or prevent any accident due to leakage.
5)If the welding machine exceeds the standard load duration factor in operation, it may probably
go into a protective state suddenly and stop work, which indicates it has exceeded the standard

19
load duration factor. Excessive heating triggers the temperature control switch and makes the
welding machine stop operation. Under such circumstances you needn’t turn off the power so
that the cooling fan may work continuously for cooling. When the temperature drops to the
standard range, welding may be restarted.
6 MAINTENANCE AND CHECK TROUBLE
6.1 Maintenance
1 Dust should be removed with dry and clean compressed air regularly. If the welder is used in a
heavily polluted environment with dense smoke and polluted air, dust must be removed from the
welder each month.
2 The pressure of compressed air should be reasonable so that damage is not done to small
elements in the welder.
3 Regularly check the connection of electric circuit in the welder and make sure circuit be
connected properly and joint is secured (especially inserted joint or element). If the cases of
rusting or loosening are found, the rust layer or oxidized film should be removed with abrasive
paper and then the joint should be connected again and tightened firmly.
4 Entry of water or steam into the interior of the welder should be avoided. If this condition
occurs, the welder should undergo drying treatment. Then the welder is measured for insulation
by a megohm-meter (including the area between connecting points and the areas between the
connecting points and shell). Welding can go on only when evidence shows no abnormality.
5 If the welder is not to be used for a long time, it should be replaced in the original package and
kept in a dry environment.
6.2 Check Fault
Phenomena enumerated here may have something to do with the parts, gas, environmental factors
and power supply you use and efforts should be made in improving the environment to avoid
occurrence of such cases.
Black welding spot
——This shows the welding spot is oxidized without being protected effectively and you can
make the following inspection :
1. Make sure that the valve of argon cylinder has been opened with sufficient pressure. As a rule, if
the pressure within the cylinder is lower than 0.5MPa, then it is necessary to refill the cylinder.
2. Check if the argon flow-meter is turned on with sufficient flow. You can select different flow
rates in light of varying welding current, but too small flow may lead to inadequate gas stiffness
and thus failure to cover all the welded spots. We suggest argon flow should never be lower than
3l/min no matter how weak the current will be.
3. The easiest way to check gas delivery is to touch the nozzle of welding torch to see whether the

20
gas passage of the welding torch is blocked.
4. Poor sealing of gas passage or lower gas purity will also give rise to welding quality trouble.
5. Strong air flow in the environment may also lead to deterioration of welding quality.
B、Difficulty in arc starting with easy arc breaking:
1. Make sure that the tungsten electrode in use is of good quality as discharge ability of inferior
tungsten electrode may fail the requirement;
2. Tungsten electrode without sharpening treatment is also unable to start arc and leads to unstable
arc.
C、Output current can’t reach the rated value:
Deviation of power voltage from the rated value will lead to unconformity of output current
value with the set value. When power voltage is lower than the rated value, maximum output
current of the welder may also be lower than the rated value.
D、Unstable current in the operation of the welder:
This may be attributed to the following factors:
1. Change in grid voltage;
2. Interference from the power grid or other power equipments.
E、:Severely burn of the tungsten needle
The duty cycle is adjusted too large, causing emission from the workpiece to the tungsten electron
for too long, resulting in severe heat of the tungsten needles.
F、The oxide film can’t be torn when welding aluminum:
1. the welding gear is selected wrong.
2. The duty cycle is adjusted too small;
3. The secondary inverter has field pipe damage.
G、The abnormal pilot lamp is on:
1、The light is on when the welder work abnormally, please turn off the power switch and then
reboot the machine, it can continue to use if it return to normal,
2、If the light is on repeatedly, please refer to the professional or the manufacturer for repair.
Faults
Resolvable Methods
1. Power indicator is not
lit ,fan does not work
and no welding output
1. Power switch is out of work .
2. Check if electrify wire net (which is connected to input cable )is in
work. .
3. Check if input cable is out of circuit .

21
2.ower indicator is
lit ,fan does not work
or revolve several
circles ,no welding
output
1. Maybe connect wrong to 380V power cause machine is in protection
circuit ,connect to 400V power and operate machine again .
2. 400V power is not stable,(input cable is too slender)or input cable is
connected to electrify wire net cause machine is in protection
circuit .Add the section of cable and tighten input connector
firmly .Close machine 2-3 minutes then open it again.
3. Cable is loosed from switch to power panel ,tighten them again .
4. Open and close power switch constantly in short time cause machine
is in protection circuit Close machine 2-3 minutes then open it again .
5. Main circuit 24V relay of power panel is not close or has
damaged .Check 24Vpower source and relay .If relay has damaged
replace it with same model.
3. Fan is working ,
indicator is not lit and
sound of HF
arc-striking can not be
heard ,wiping welding
can not strike arc.
1. Positive and negative electrodes of VH-07 insert component voltage
should be about DC310V from power panel to MOS board .
(1) If circuit is broken and silicon bridge is poor contact .
(2) If some of four high electrolytic(about 470UF/450V) of power
panel capacitor is leaking .
2. There is a green indicator in auxiliary power of MOS board ,if it is not
on ,auxiliary power is out of work .Check fault spot and connect with
seller .
3. Check if connectors is poor contact .
4. Check control circuit and find out reasons or connect with seller.
5. Check if control cable of torch is broken.
4. Abnormal indicator is
not on ,sound of HF
arc-striking can be
heard ,but there is no
welding output .
1. Check if torch cable is broken .
2. Check if grounding cable is broken or not connected to welding piece .
3. Output terminal of positive electrode or torch electrify is loosed from
inter-machine .
5.bnormal indicator is
not lit ,sound of HF
arc-striking can not be
heard ,wiping welding
can strike arc .
1. Primary cable of arc-striking transformer is not connected to power
panel firmly ,tighten it again.
2. Arc-striking tip is oxidized or too far ,give a good polish to it or
change it is about 1 mm between arc-striking tip .
3. Switch(sticking/argon-arc welding) is damaged ,replace it .
4. Some of HF arc-striking circuit components is damage ,find out and
replace it .
6.bnormal indicator is
lit but there is no
welding output .
1. Maybe it is overheated protection ,please close machine first ,then
open the machine again after abnormal indicator is out .
2. Maybe it is overheated protection ,wait for 2-3 minutes (argon-arc
welding does not has overheated protection function .)
3. Maybe inverter circuit is in fault ,please pull up the supply power plug
of main transformer which is on MOS board (VH-07 insert which is
near the fan)then open the machine again.
(1) If abnormal indicator is still lit ,close machine and pull up supply
power plug of HF arc-striking power source (which is near the
VN-07 insert of fan ),then open machine :
a. If abnormal indicator is still lit ,some of fieldistor of MOS
board is damaged ,find out and replace it with same model .
b. If abnormal indicator is not lit , rise transformer of HF
arc-striking circuit is damaged ,replace it .
(2) If abnormal indicator is not lit ,
a. Maybe transformer of middle board is damage ,measure
inductance volume and Q volume of main transformer by
inductance bridge(L=0.9-1.6mH Q>35) .If volume is too
low ,please replace it .
b. Maybe secondary rectifier tube of transformer is
damaged ,find out faults and replace rectifier tube with same

22
model .
4. Maybe feedback circuit is broken .
7. When welding
aluminum, can not
break oxidized film
1. Wrong welding value
2. Pulse duty too low
3. Twice inverter MOSFET broken
8. Stick is burnt out Pulse duty is too high, reduce it.

23
Appendix Circuit diagram
switch
300VDC
PZ01-057
PM01-041
EARTH
Port
Port
PD01-032
L
123
VH-03
EARTH
L
fan
Electromagnetism valve
negative output terminal
positive output terminal
C
D
AB
PK01-123
torch switch socket
1
CON8
1
CON7
AC115/230V
12CON11
VH-02
1
2
3
CON13
VH-03(2)
EARTH
1
3
CON12
VH-03( 2)
temperature switch
5
4
2
PH09-010
12CON9
VH-02
1
2
3
4
CON6
XH-04
1
2
3
4
5
6
CON15
XH-06
1
2
3
4
CON10
VH-04
1
2
3
4
CON2
VH-04
123456789
CON1
VH-09(8)
123456789
CON1
VH-09(8)
1
2
3
CON16
VH-03( 2)
1
2
3
CON4
XH-03
PK06-009
1
2
3
CON1
XH-03
PCO N 1
PCO N 2
PCON7
PCON8
PCO N 3
PCO N 4
PCON4
PCON5
PCON1
PCON2
PCON5
PCON6
PCON6
PCON3
1
2
3
CON1
1
2
3
CON5
VH-03
1
2
CON6
VH-02
1
2
CON8
VH-02
1
2
3
4
CON2
VH-04
123
4
CON4
VH-04
123456789
10
CON12
COM2X10
123456789
10
CON2
COM2X10
1
2
3
4
CON4
XH-04
1
2
3
CON3
XH-03
1
2
3
4
CON9
XH-04
A
B
DC
1
2
3
4
5
CON2
VH-05
12345
CON3
VH-05
1
2
3
CON2
VH-03( 2)
1
2
3
CON5
VH-03( 2)
resis tance
1
3
1
PCO N 1
1
PCO N 2
 Loading...
Loading...