

PLC-2700 Series
MANUALE D’ISTRUZIONI

INDICE
1. CARATTERISTICHE TECNICHE .................................................................................1
2. INSTALLAZIONE .......................................................................................................... 4
2-1. Installazione della macchina per cucire........................................................................................4
2-2. Regolazione della tensione della cinghia (PLC-2710, 2760, 2760L, 2765) ................................ 6
2-3. Componenti pneumatici ................................................................................................................. 7
2-4. Fissaggio del copricinghia (PLC-2710, 2760, 2760L, 2765) ........................................................ 9
2-5. Installazione del portalo ............................................................................................................. 10
2-6. Installazione del perno di guida del lo ...................................................................................... 10
3. PREPARAZIONE DELLA MACCHINA PER CUCIRE ................................................ 11
3-1. Come impostare il modello della testa della macchina ............................................................. 11
3-2. Regolazione della testa della macchina (PLC-2710-7, 2760-7) .................................................13
3-3. Installazione del rilevatore (PLC-2710, 2760, 2760L, 2765; quando il kit opzionale è utiliz-
zato) ................................................................................................................................................15
3-4. Apertura/chiusura del coperchio del crochet ............................................................................. 17
3-5. Lubricazione ................................................................................................................................ 17
3-6. Posizionamento ago ..................................................................................................................... 20
3-7. Inserimento e rimozione della bobina ......................................................................................... 21
3-8. Inlatura del lo nel crochet ........................................................................................................ 22
3-9. Avvolgimento della bobina ...........................................................................................................23
3-10. Inlatura del lo nella testa della macchina ............................................................................. 24
4. REGOLAZIONE DELLA MACCHINA PER CUCIRE .................................................. 27
4-1. Regolazione della lunghezza del punto ...................................................................................... 27
4-2. Tensione del lo ............................................................................................................................ 28
4-3. Molla tiralo ................................................................................................................................... 29
4-4. Relazione fase ago-crochet..........................................................................................................30
4-5. Regolazione della protezione ago del crochet ........................................................................... 31
4-6. Regolazione della leva di apertura della capsula della bobina.................................................31
4-7. Posizione del contro-lama e regolazione della pressione del coltello.....................................32
4-8. Regolazione della pressione del piedino premistoffa ............................................................... 32
4-9. Regolazione della quantità di movimento verticale alternato del piedino mobile e del pie-
dino premistoffa ............................................................................................................................ 33
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE.............................................34
5-1. Alzapiedino manuale .................................................................................................................... 34
5-2. Ripristino della frizione di sicurezza ........................................................................................... 34
5-3. Fissaggio della manopola di regolazione della lunghezza del punto ...................................... 35
5-4. Allineamento dei punti di entrata dell'ago della cucitura normale/ad inversione del tra-
sporto al momento dell'affrancatura automatica ....................................................................... 36
5-5. Interruttori di funzionamento (PLC-2710-7, 2760-7) ................................................................... 37
5-6. Barra ago disinnestabile (PLC-2765)...........................................................................................39
5-7. Interruttore a ginocchio (PLC-2710-7, 2760-7)............................................................................40
6. TABELLA VELOCITÀ DI CUCITURA .........................................................................43
7. PULEGGIA DEL MOTORE E CINGHIA A V ............................................................... 43
8. INCONVENIENTI IN CUCITURA E RIMEDI ...............................................................44
i

1. CARATTERISTICHE TECNICHE
No. Articolo Applicazione
1 Modello PLC-2710 PLC-2760
2 Nome del modello Macchina punto annodato, base
della macchina con torretta, 1 ago,
triplice trasporto con crochet verticale
maggiorato
3 Applicazione Materiali di media pesantezza e materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 2.500 sti/min
(Vedere il par
"6. TABELLA VELOCITÀ DI CUCITURA" p.43
5 Ago GROZ-BECKERT 135 x 17 (da Nm 100 a Nm 180) (Standard: Nm 140)
6
Titolo del lo applicabile per cucitura
7
Titolo del lo applicabile da tagliare
Da #30 a #5
8 Lunghezza del punto 12 mm max (trasporto in avanti/indietro)
9 Manopola di regolazione della
Manopola 1 pitch
lunghezza del punto
10 Alzata del piedino premistoffa Leva alzapiedino manuale: 10 mm
Alzapiedino a ginocchio : 20 mm
11 Meccanismo di regolazione
Tramite la manopola
della lunghezza del punto
12 Metodo di regolazione
Tramite la leva
dell'affrancatura
13 Tiralo Tiralo articolato
14 Corsa della barra ago 40 mm
15 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
Da 1 mm a 9 mm
16 Crochet Crochet verticale a doppia capacità (Tipo chiavistello)
17 Meccanismo di trasporto Trasporto a scatola
18 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
19 Metodo di taglio del lo
20 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
21 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensioni della base della
643 mm × 178 mm
macchina
23 Spazio sotto il braccio 347 mm × 298 mm
24 Dimensioni del volantino Diametro effettivo della sezione di cinghia a V: ø76,0 mm
Diametro esterno: ø140 mm
25 Motore/Centralina di controllo M51N 750W / SC-922A
26
Peso della testa della macchina
76 kg 79 kg
27 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 79,5 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.500 sti/min
Macchina punto annodato, base
della macchina con torretta, 2 aghi,
triplice trasporto con crochet verticale
maggiorato
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 84,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.500 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 86,0 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.500 sti/min
.)
– 1 –
No. Articolo Applicazione
1 Modello PLC-2710-7 PLC-2760-7
2 Nome del modello Macchina punto annodato, base
della macchina con torretta, 1 ago,
triplice trasporto con crochet verticale
maggiorato, con rasalo
Macchina punto annodato, base
della macchina con torretta, 2 aghi,
triplice trasporto con crochet verticale
maggiorato, con rasalo
3 Applicazione Materiali di media pesantezza e materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 2.500 sti/min
(Vedere il par
"6. TABELLA VELOCITÀ DI CUCITURA" p.43
.)
5 Ago GROZ-BECKERT 135 x 17 (da Nm 100 a Nm 180) (Standard: Nm 140)
6
Titolo del lo applicabile per cucitura
7
Titolo del lo applicabile da tagliare
Da #30 a #5
Da #30 a #5
8 Lunghezza del punto 12 mm max (trasporto in avanti/indietro)
9 Manopola di regolazione della
Manopola 2 pitch
lunghezza del punto
10 Alzata del piedino premistoffa Leva alzapiedino manuale : 10 mm
Alzapiedino automatico : 20 mm
11 Meccanismo di regolazione
Tramite la manopola
della lunghezza del punto
12 Metodo di regolazione
Tipo cilindro dell'aria (con pulsante per affrancatura)
dell'affrancatura
13 Tiralo Tiralo articolato
14 Corsa della barra ago 40 mm
15 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
Da 1 mm a 9 mm
16 Crochet Crochet verticale a doppia capacità (Tipo chiavistello)
17 Meccanismo di trasporto Trasporto a scatola
18 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
19 Metodo di taglio del lo Tipo forbici azionati da camma
20 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
21 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensioni della base della
643 mm × 178 mm
macchina
23 Spazio sotto il braccio 347 mm × 298 mm
24 Dimensioni del volantino Diametro esterno: ø123 mm
25 Motore/Centralina di controllo SC-922B
26
Peso della testa della macchina
81 kg 84 kg
27 Assorbimento nominale 193VA
28 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 79,5 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.500 sti/min
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 84,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.500 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 86,0 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.500 sti/min
*1
*1 L'impostazione della velocità secondo la quantità di movimento verticale alternato del piedino
mobile e piedino premistoffa viene eseguita automaticamente.
– 2 –
No. Articolo Applicazione
1 Modello PLC-2760L PLC-2765
2 Nome del modello Macchina punto annodato, base della
macchina con torretta, 2 aghi, triplice
trasporto (per lo spesso)
3 Applicazione Materiali pensanti e
materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 2.000 sti/min
(Vedere il par
"6. TABELLA
VELOCITÀ DI CUCITURA" p.43
5 Ago GROZ-BECKERT 135 x 17
(da Nm 140 a Nm 200)
(Standard: Nm 200)
6
Titolo del lo applicabile per cucitura
7
Titolo del lo applicabile da tagliare
Da #8 a #0 Da #30 a #5
Macchina punto annodato, base della
macchina con torretta, 2 aghi, triplice
trasporto con barra ago disinnestabile
Materiali di media pesantezza e
materiali pesanti, sedili auto, mobili
Max. 2.500 sti/min
"6. TABELLA
.)
(Vedere il par
VELOCITÀ DI CUCITURA" p.43
GROZ-BECKERT 135 x 17
(da Nm 100 a Nm 180)
(Standard: Nm 140)
8 Lunghezza del punto 12 mm max (trasporto in avanti/indietro)
9 Manopola di regolazione della
Manopola 1 pitch
lunghezza del punto
10 Alzata del piedino premistoffa Leva alzapiedino manuale : 10 mm
Alzapiedino a ginocchio : 20 mm
11 Meccanismo di regolazione
Tramite la manopola
Leva alzapiedino manuale : 10 mm
Alzapiedino a ginocchio : 18 mm
della lunghezza del punto
12 Metodo di regolazione
Tramite la leva
dell'affrancatura
13 Tiralo Tiralo articolato
14 Corsa della barra ago 40 mm 36 mm
15 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
16 Crochet Crochet verticale a doppia capacità
(Tipo chiavistello)
Da 1 mm a 9 mm
Crochet verticale a doppia capacità
(Tipo cappuccio)
17 Meccanismo di trasporto Trasporto a scatola
18 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
19 Metodo di taglio del lo
20 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
21 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensioni della base della
643 mm × 178 mm
macchina
23 Spazio sotto il braccio 347 mm × 298 mm
24 Dimensioni del volantino Diametro effettivo della sezione di cinghia a V: ø76,0 mm
Diametro esterno: ø140 mm
25 Motore/Centralina di controllo M51N 750W / SC-922A
26
Peso della testa della macchina
27 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 88,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.000 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 93,5 dB;
(Include K
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.000 sti/min
79 kg 80 kg
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 90,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.000 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 96,0 dB;
WA
= 2,5 dB) ; secondo la
(Include K
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.500 sti/min
WA
= 2,5 dB) ; secondo la
.)
– 3 –
2. INSTALLAZIONE
2-1. Installazione della macchina per cucire
❸
❷
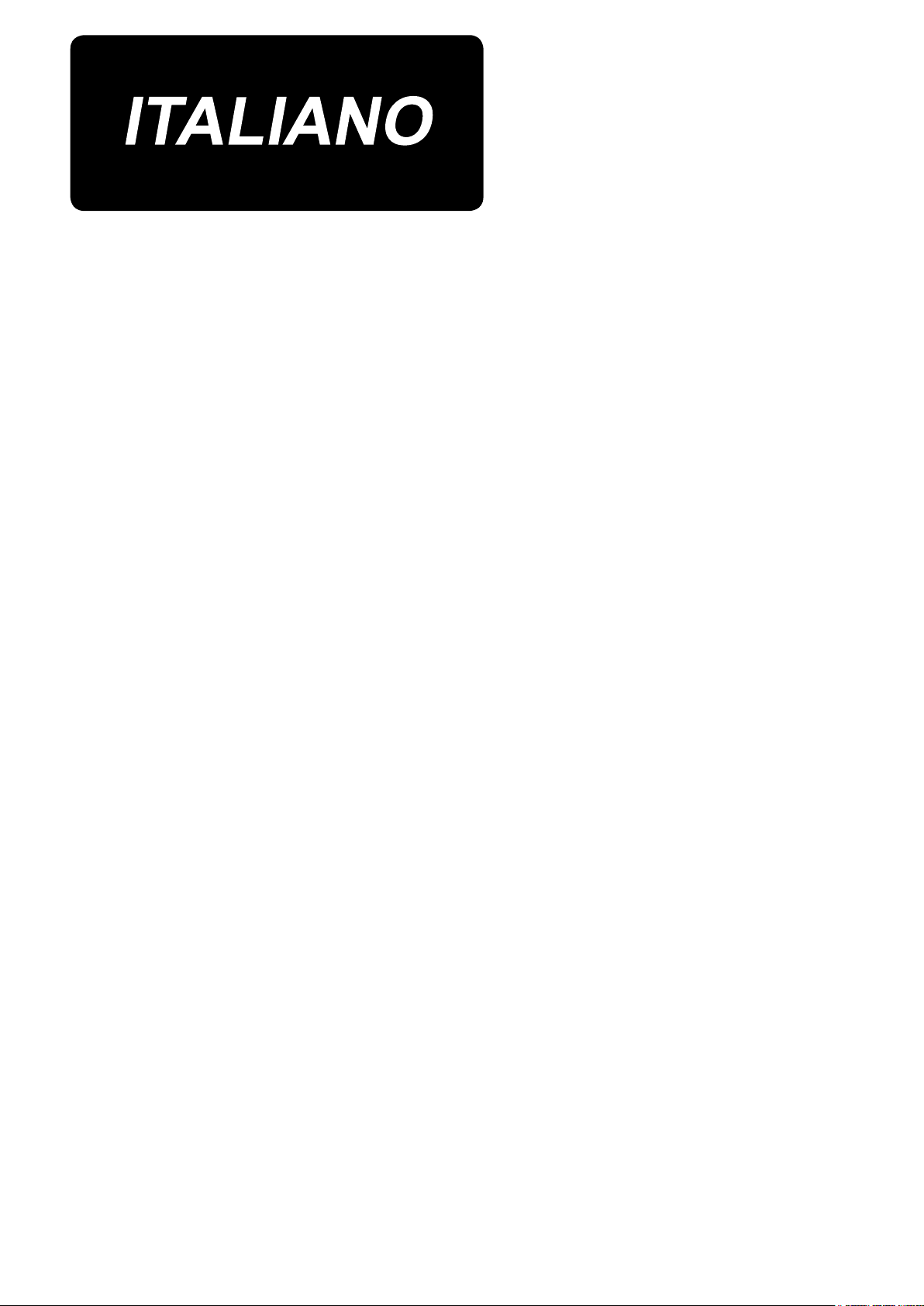
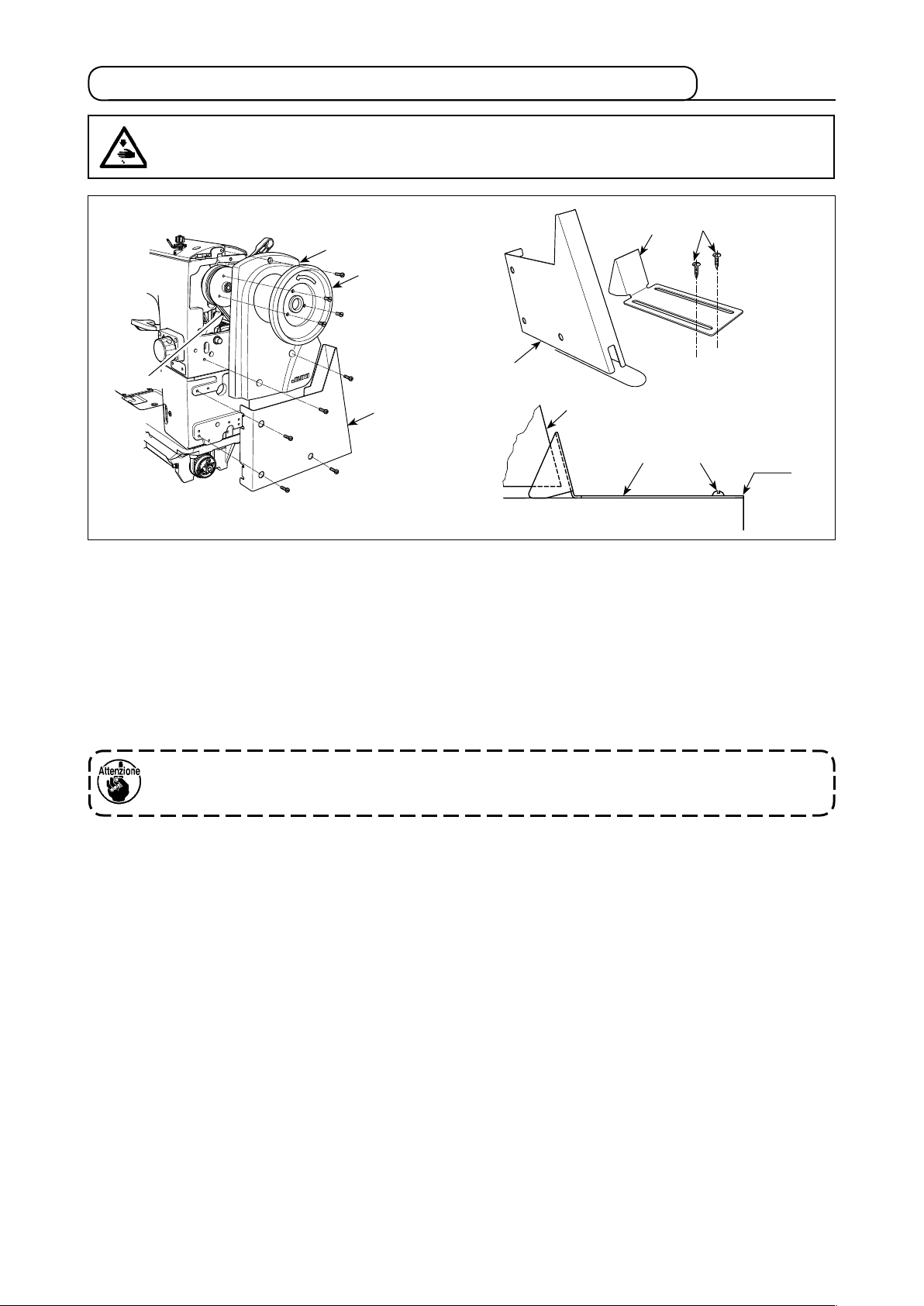
1)
Portare la macchina per cucire con due persone.
Nel caso della macchina per cucire con rasalo,
allentare le viti di montaggio ❶ (tre punti) del
coperchio del montante per rimuoverle. Rimuo-
vere il coperchio ❷ del montante. Portare quin-
di la macchina per cucire tenendo il coperchio
del motore.
❸
❺
❹
❻
❶
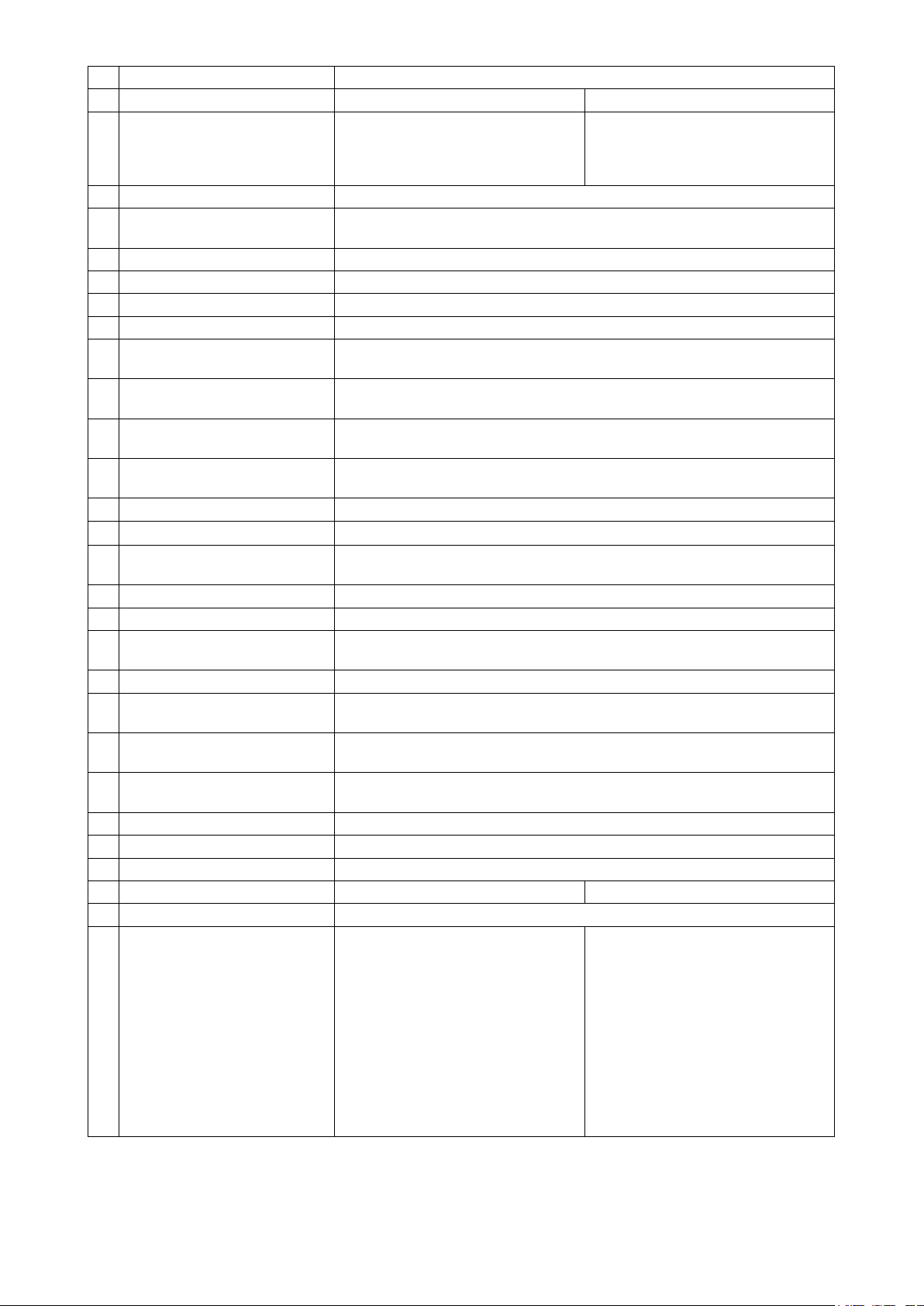
2) Non mettere articoli sporgenti come il cacciavi-
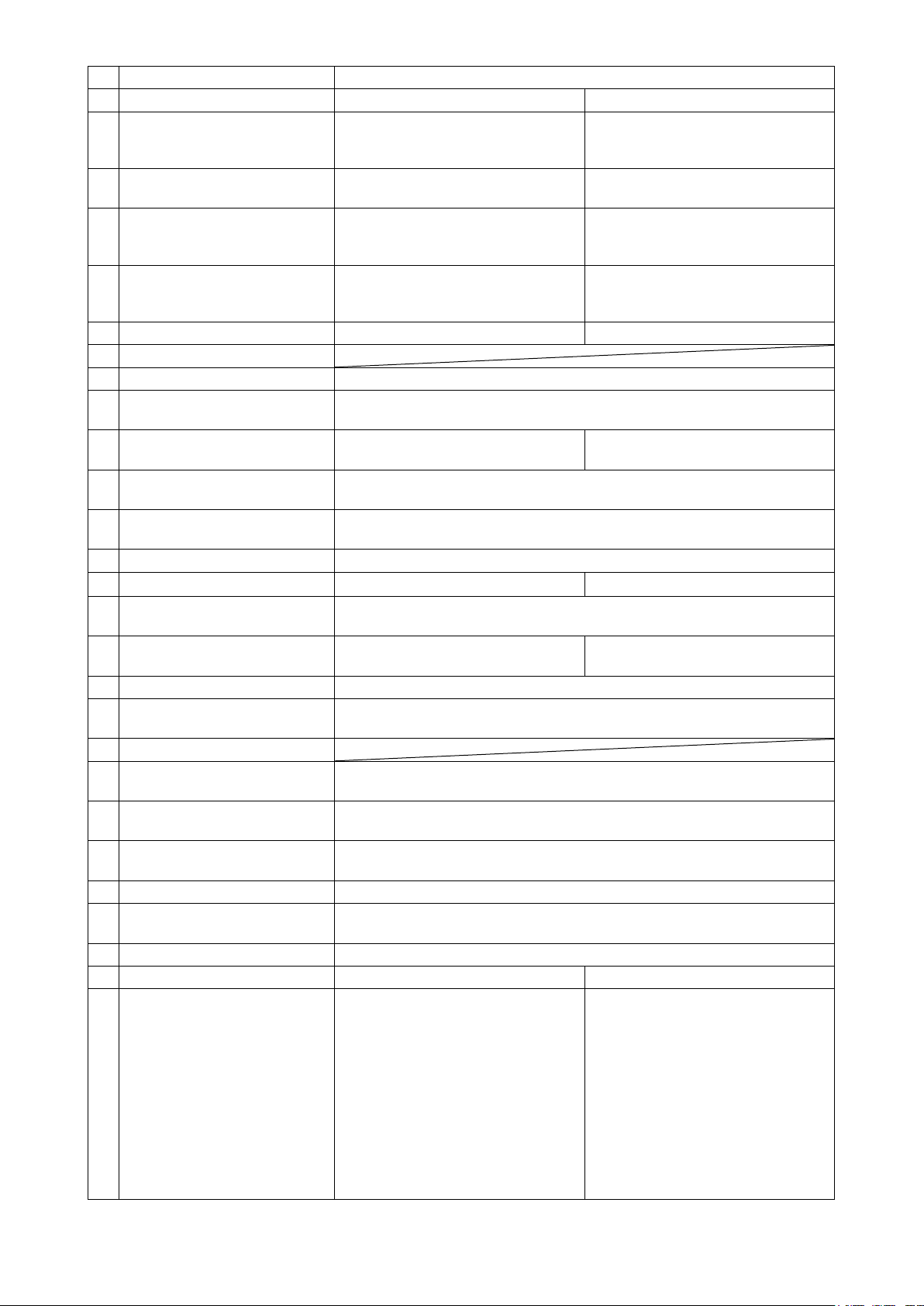
3) Fissaggio dei basamenti della cerniera e delle
Fissare la sede ❹ della cerniera e la gomma di
Non impugnare il volantino.
te e cose simili al posto dove la macchina per
cucire viene posizionata.
gomme di supporto della testa della macchina
supporto ❺ della testa della macchina, che ven-
gono fornite con l'unità, sul tavolo con i chiodi
come illustrato in gura.
❻
Lato dell’operatore
❼
Allineare
❽
Allineare
4) Fissaggio della vasca dell’olio
Fissare la vaschetta ❼ dell'olio in dotazione con
la macchina sul tavolo ❽ stringendo otto viti per
legno.
– 4 –
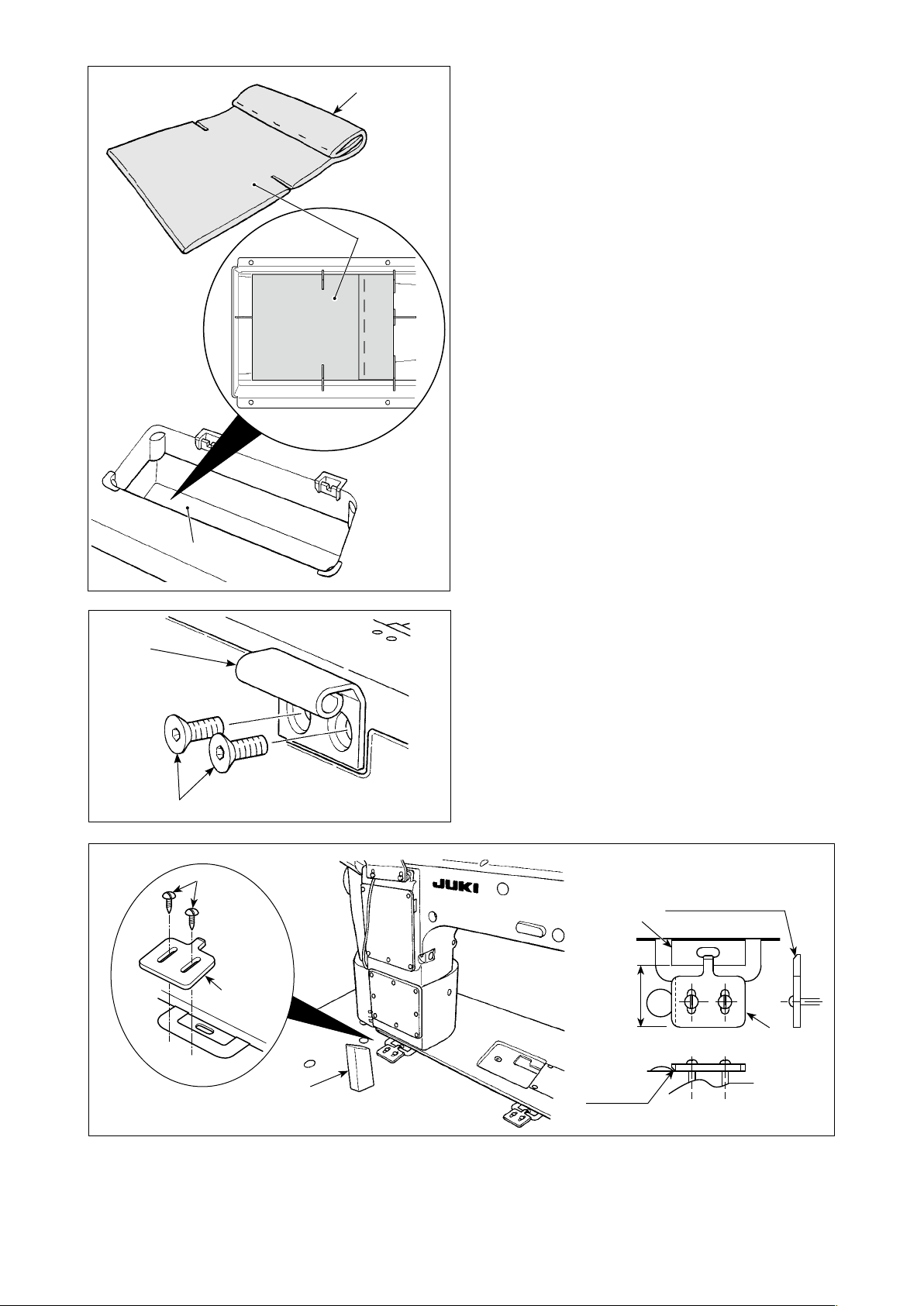
Supercie superiore
Parte multistrato
❾
5) Attaccare il ltro ❾ alla vasca dell'olio ❼ come
mostrato in gura.
Installare il ltro ❾ in modo che la sua parte
multistrato sia portata sul lato destro, vista dal
lato dell'operatore.
❼
6) Installare la cerniera sulla base della mac-
china con la vite . Incastrare la cerniera con
la cerniera di gomma del tavolo. Posizionare
quindi la testa della macchina sulla gomma di
supporto della testa della macchina.
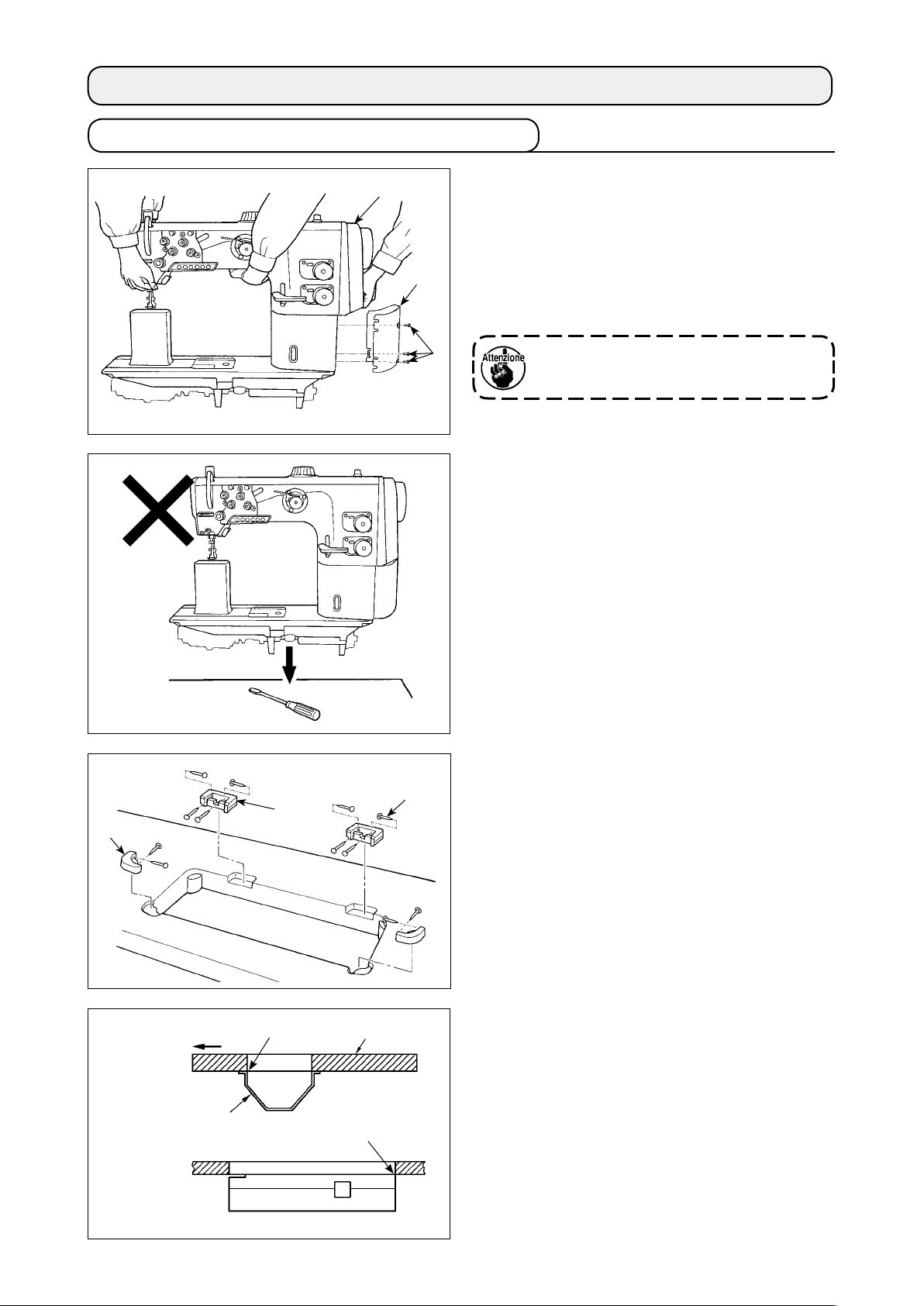
Parte smussata
45
Parte
smussata
7) Attaccare sicuramente l'asta di sostegno della testa al tavolo inserendola il più possibile.
8) Fissare il fermo della cerniera con le viti . In questo momento, assicurarsi di regolare in modo che
l'estremità della cerniera sia distanziata di 45 mm dall'estremità del fermo della cerniera.
– 5 –
❼
9) Inserire il tubo di ricircolo nel serbatoio dell'o-
lio della vaschetta ❼ dell'olio. Fissare il tubo
nella scanalatura .
10) Fissare il ltro e il fermaltro con il suppor-
to metallico .
11) Montare i distanziali in dotazione con la testa
della macchina sul telaio.
12) Installare la staffa sul pannello CP con le
viti in dotazione con il pannello.
13) Installare la staffa sul distanziale con le
viti in dotazione con la testa della macchina
e le rondelle in dotazione con il pannello.
Non utilizzare le viti in dotazione con il
pannello invece delle viti in dotazione
con la testa della macchina.
2-2. Regolazione della tensione della cinghia (PLC-2710, 2760, 2760L, 2765)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
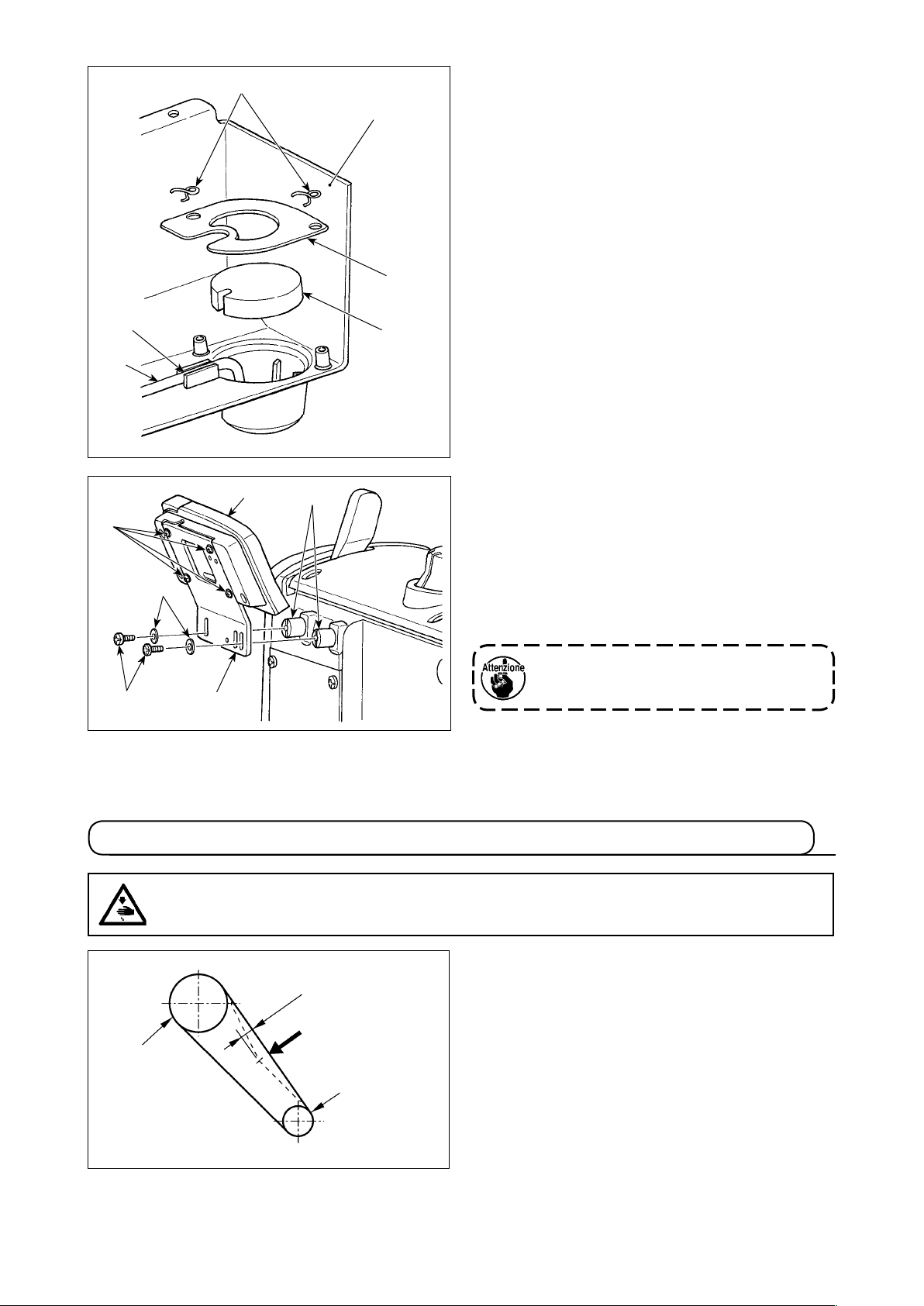
Regolare la tensione della cinghia con l’altezza del
motore in modo che la cinghia si incurvi di 15 mm
15mm
9,8N
Volantino
Puleggia motore
quando un carico di 9,8 N viene applicato al centro
della cinghia a V.
– 6 –
2-3. Componenti pneumatici
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
(1) Installazione del regolatore
❷
❼
❺
❸
❻
❹
❶
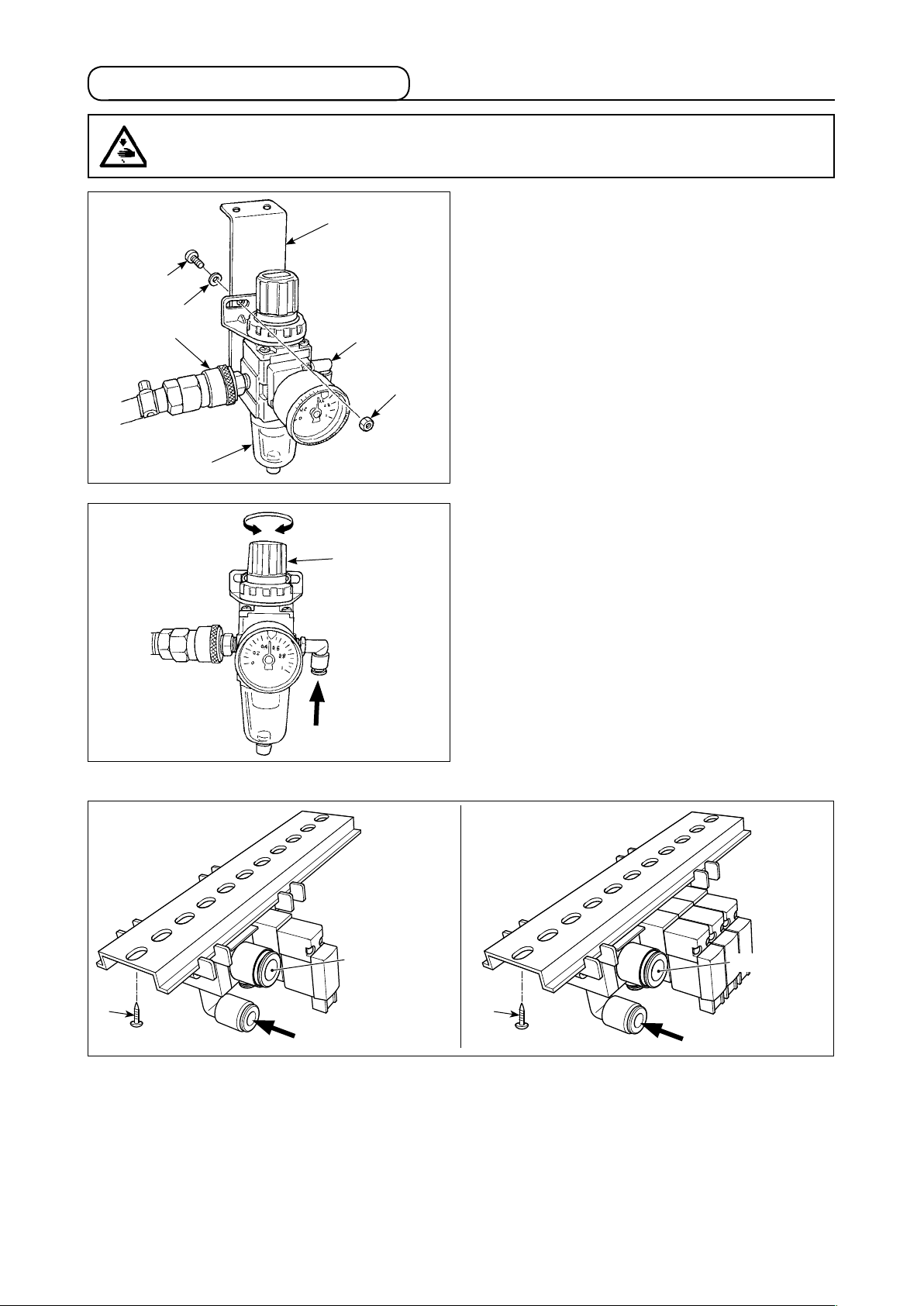
1) Installare il regolatore (asm.) ❶ sulla piastra di
montaggio ❺ con la vite ❷, la rondella elastica
e il dado ❹ in dotazione con l'unità.
❸
2) Installare gli accoppiamenti ❻ e ❼ sul regolato-
re ❶.
3) Installare la piastra di montaggio ❺ sul lato
inferiore del tavolo.
4) Collegare il tubo dell'aria φ6 proveniente dalla
macchina per cucire all'accoppiamento ❻.
Diminuzione
Aumento
(2) Regolazione della pressione d’aria
La pressione di funzionamento d’aria è da 0,5 a
❽
0,55 MPa.
Regolare la pressione d’aria tramite la mano-
pola di regolazione della pressione d’aria ❽ del
regolatore del ltro.
A
(3) Installazione della valvola solenoide (PLC-2710, 2760, 2760L, 2765)
(Tipo AK)
Foro di scarico
(Tipo AK/BT/DL)
Foro di scarico
❾
A
❾
A
Attaccare la valvola solenoide (asm.) alla parte inferiore del tavolo con le viti per legno ❾ in dotazione
con la macchina.
(4) Tubazioni della valvola solenoide (PLC-2710, 2760, 2760L, 2765 AK tipo e AK/BT/DL tipo)
Collegare il regolatore e la valvola solenoide per mezzo di un tubo dell'aria. (A - A)
Collegare il tubo di scarico (ɸ8) al foro di scarico della valvola solenoide.
In caso di alta umidità, l'acqua può fuoriuscire dal tubo collegato.
– 7 –
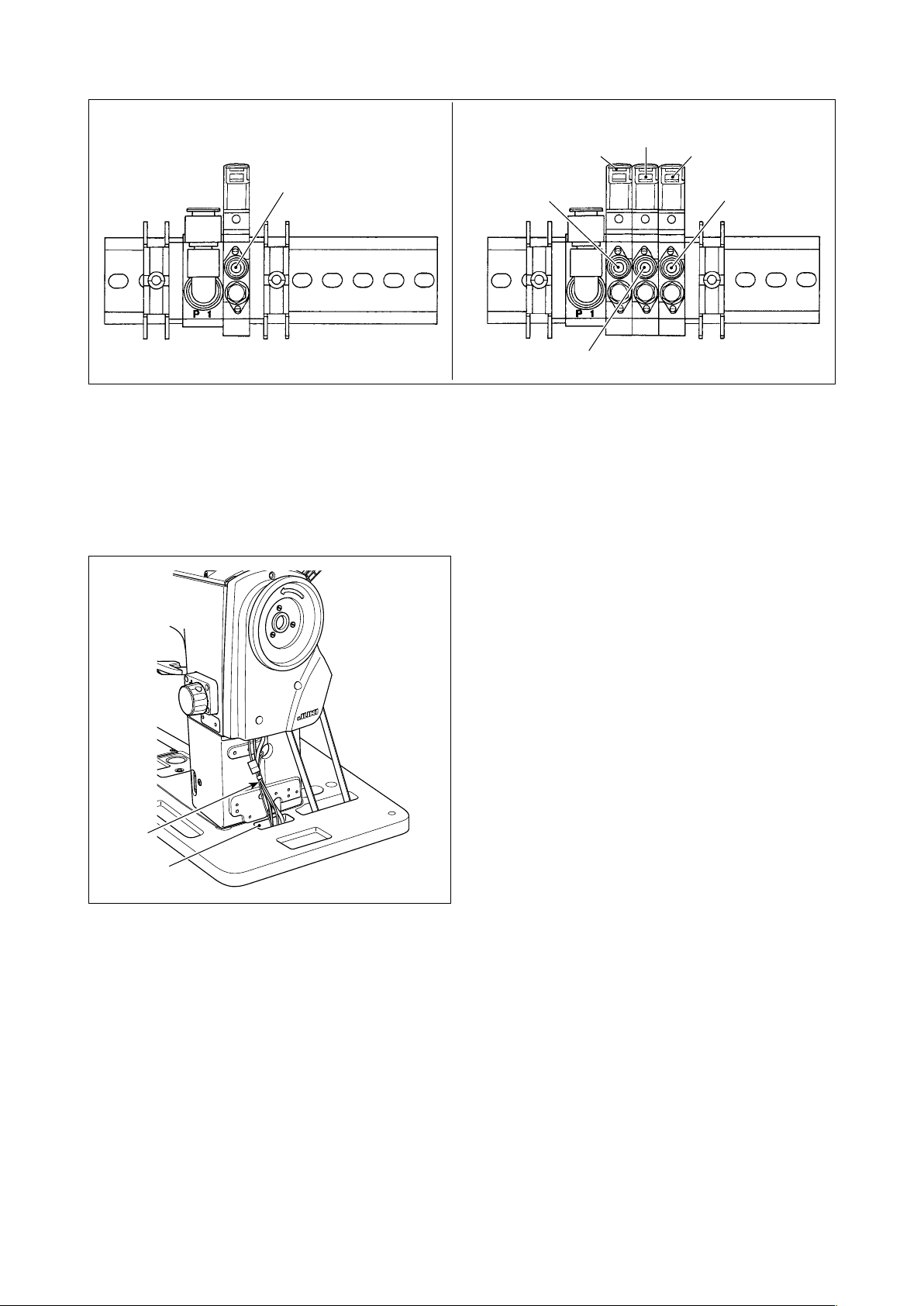
(5) Tubazioni dell'aria (PLC-2710, 2760, 2760L, 2765)
(Tipo AK/BT/DL)(Tipo AK)
CN151
CN152
CN153
AK (segno di filo ⑩)
AK (segno di filo ⑩)
BT (segno di filo ⑧)
DL (segno di filo ⑥)
Collegare il tubo dell'aria proveniente dalla testa della macchina alla posizione indicata qui sopra facen-
do corrispondere il numero del tubo dell'aria al numero della porta.
(6) Instradamento del tubo dell'aria e cavo (PLC-2710, 2760, 2760L, 2765)
Fare passare il cavo e il tubo ❶ dell'aria attraverso il
foro ❷ per l'aria e il cavo per instradarli sotto il tavo-
lo.
❶
❷
– 8 –
2-4. Fissaggio del copricinghia (PLC-2710, 2760, 2760L, 2765)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
❺
❹
❶
❸
Cinghia a V
❷
❷
❷
❺
❹
Tavolo
Allineamento
1) Mettere la cinghia sulla puleggia della macchina per cucire.
2) Installare il coperchio ❷ sul braccio della macchina.
3) Installare il copricinghia ❶ sul braccio della macchina.
4) Montare la sezione di maniglia ❸ della puleggia con una vite.
5) Installare il copricinghia C ❺ sul tavolo. Installare il copricinghia C ❺ con le viti per legno ❹ allineando
la sua estremità posteriore all'estremità del tavolo.
6) Per inclinare la macchina per cucire, allentare le viti per legno ❹ e spostare il copricinghia C ❺ in modo
che il coperchio ❷ del montante non venga a contatto con il copricinghia C ❺.
Dopo aver ssato il copricinghia, controllare che i rispettivi li non tocchino la cinghia e il volantino. Scollegamento dei li si vericherà quando essi si toccano.
– 9 –
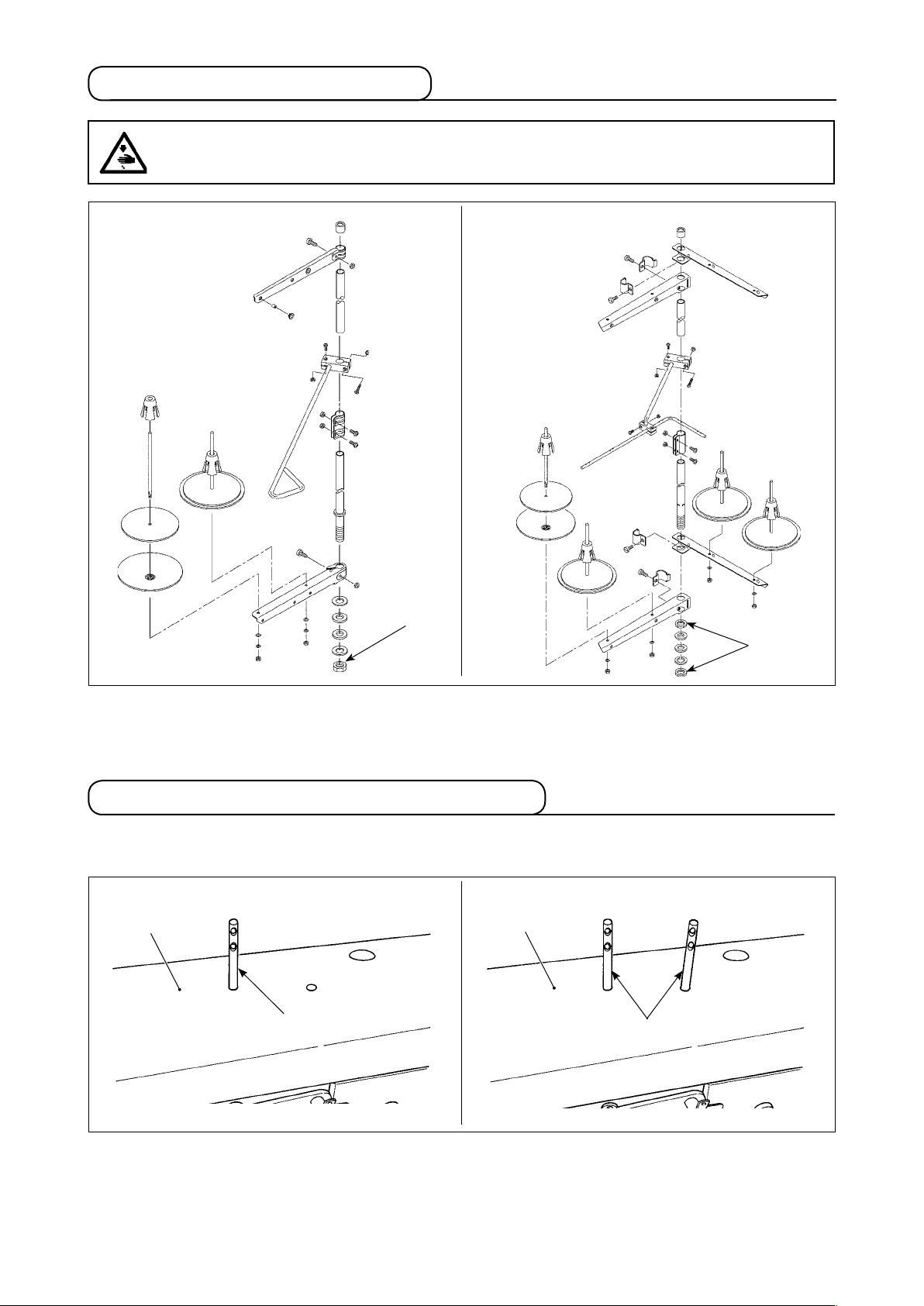
2-5. Installazione del portalo
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
PLC-2710, 2710-7
PLC-2760, 2760-7, 2760L, 2765
❶
❶
Montare il portalo ed inserire lo stesso nell'apposito foro posto sul tavolo della macchina. Serrare il dado ❶
senza stringere eccessivamente.
2-6. Installazione del perno di guida del lo
Inserire il perno di guida ❶ del lo dell'ago nel foro corrispondente del coperchio superiore ❷.
PLC-2710, PLC-2710-7
❷
PLC-2710, PLC-2710-7:
·
Un perno di guida del lo dell'ago
❶
PLC-2760, 2760-7, 2760L, 2765
❷
❶
PLC-2760, PLC-2760-7, PLC-2760L, PLC-2765:
·
Due perni di guida del lo dell'ago
– 10 –
3. PREPARAZIONE DELLA MACCHINA PER CUCIRE
3-1. Come impostare il modello della testa della macchina
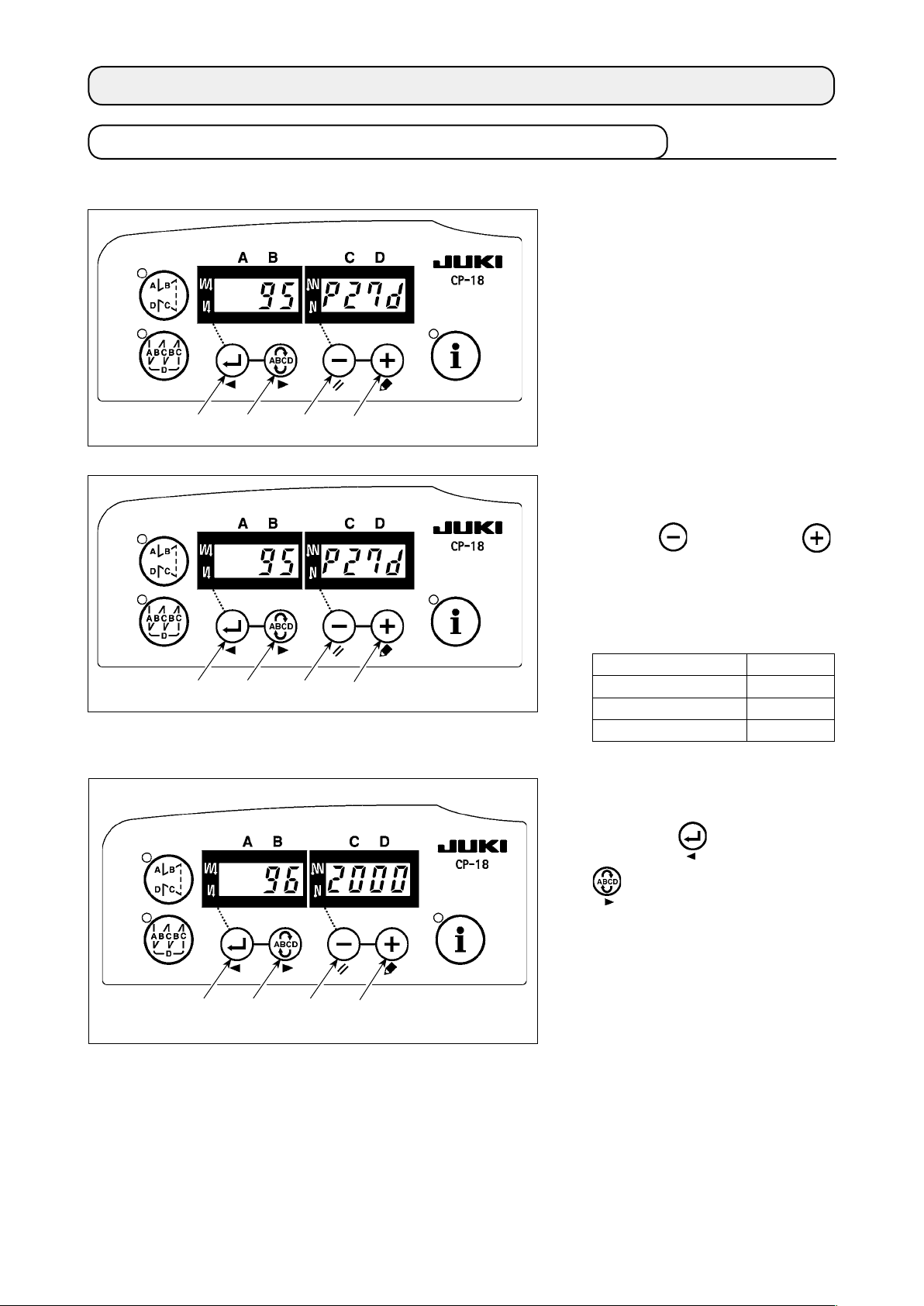
CP-18
•
1) Chiamare l'impostazione della fun-
zione No. 95 facendo riferimento a
"III-6. Impostazione delle funzioni della SC-922" nel Manuale
d'Istruzioni per la SC-922
.
❺❹❸
❺❹❸
❻
❻
2) Il tipo di testa della macchina può
essere selezionato premendo l'in-
terruttore ❺ (l'interruttore
).
❻
Selezionare il tipo di testa della
macchina secondo la tabella sotto
indicata.
Tipo Indicazione
PLC-2710-7, 2760-7 P27d
PLC-2710, 2760, 2765 PL27
PLC-2760L PL2L
3) Dopo aver selezionato il tipo di
testa della macchina, premendo
l'interruttore ❸ (l'interruttore
❹), il passo procede a 94 o
96, e l'indicazione cambia automa-
ticamente al contenuto dell'impo-
stazione corrispondente al tipo di
❺❹❸
❻
– 11 –
testa della macchina.
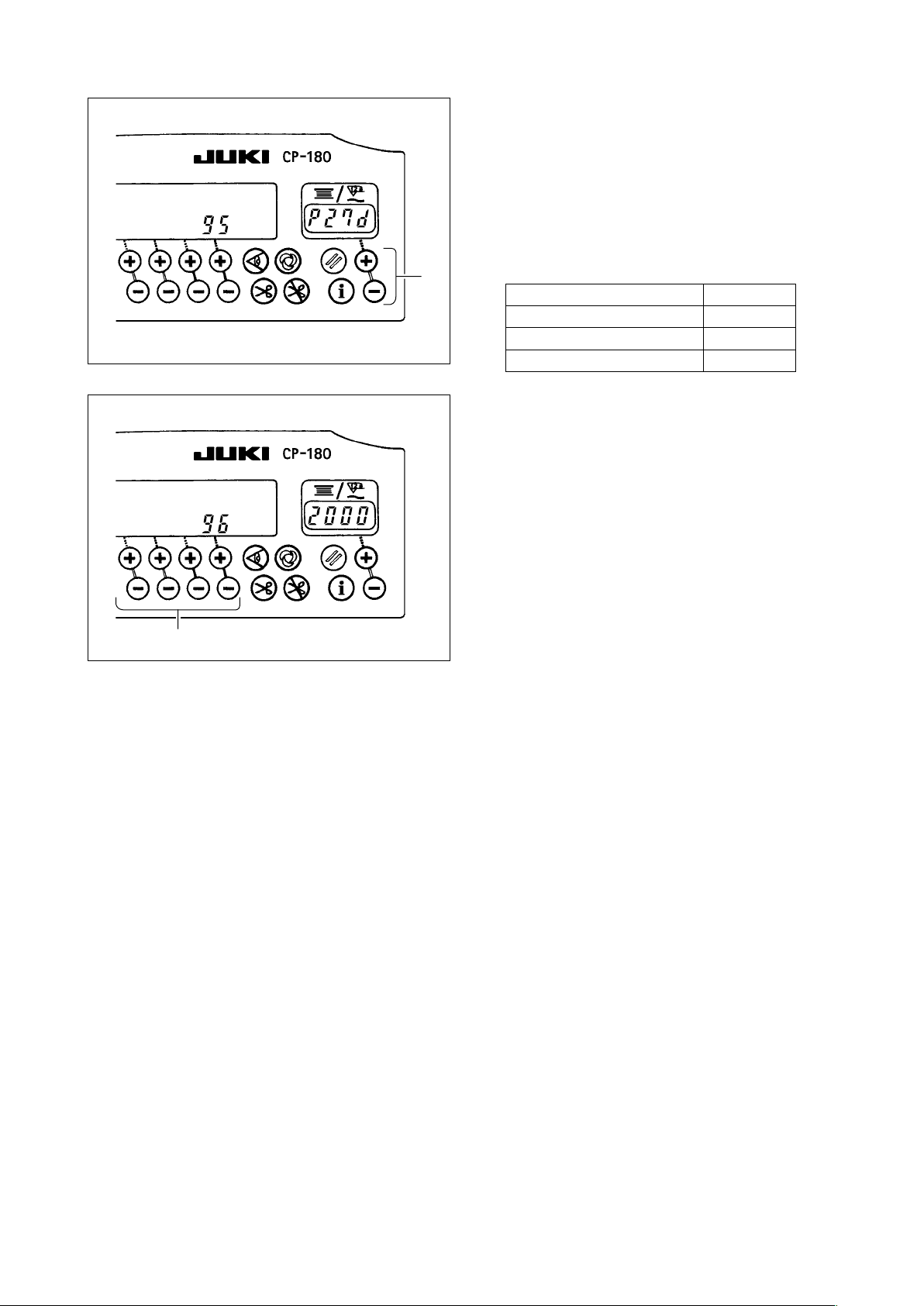
CP-180
•
❶
1) Chiamare l'impostazione della funzione No. 95
facendo riferimento a
"18. INTERRUTTORE
DI IMPOSTAZIONE DELLA FUNZIONE" nel
Manuale d'Istruzioni per la CP-180
.
2) Il tipo di testa della macchina può essere sele-
zionato premendo l’interruttore ❶.
Selezionare il tipo di testa della macchina se-
condo la tabella sotto indicata.
Tipo Indicazione
PLC-2710-7, 2760-7 P27d
PLC-2710, 2760, 2765 PL27
PLC-2760L PL2L
3) Dopo aver selezionato il tipo di testa della
macchina, premendo l'interruttore ❷, il pas-
so procede a 96 o 94, e l'indicazione cambia
automaticamente al contenuto dell'impostazione
corrispondente al tipo di testa della macchina.
❷
– 12 –

3-2. Regolazione della testa della macchina (PLC-2710-7, 2760-7)
CP-18
•
A
1) Premendo simultaneamente l'inter-
ruttore ❹ e l'interruttore
❺
mentazione.
2) viene visualizzato A nell'in-
dicatore e il modo operativo viene
commutato al modo di regolazione.
, accendere l'interruttore dell'ali-
❸
❽
❺❹
❺❹❸
❻
❻
❼
B
3) Girare la puleggia della testa della
macchina manualmente nché il
segnale di riferimento dell'albero
principale sia rilevato. In questo
momento, i gradi dell'angolo dal
segnale di riferimento dell'albero
principale vengono visualizzati
sull'indicatore B.
(Il valore è il valore di riferimento.)
4) In questo stato, allineare uno dei
punti di riferimento ❼ sulla puleg-
gia alla linea di riferimento ❽ sul
coperchio della puleggia come
mostrato in gura.
5) Premere l'interruttore ❻ per
terminare il lavoro di regolazione.
(Il valore è il valore di riferimento.)
❺❹❸
❻
– 13 –

CP-180
•
1) Premendo simultaneamente l'interruttore ❶ e
l'interruttore ❷, accendere l'interruttore dell'ali-
mentazione.
❷❶
❽
BA
❼
2) viene visualizzato A nell'indicatore e il
modo operativo viene commutato al modo di
regolazione.
3) Girare la puleggia della testa della macchina
manualmente nché il segnale di riferimento
dell'albero principale sia rilevato. In questo mo-
mento, i gradi dell'angolo dal segnale di riferi-
mento dell'albero principale vengono visualizzati
sull'indicatore B.
(Il valore è il valore di riferimento.)
4) In questo stato, allineare uno dei punti di riferi-
mento ❼ sulla puleggia alla linea di riferimento
sul coperchio della puleggia come mostrato
❽
in gura.
❹
5) Premere l'interruttore ❹ per terminare il lavoro
di regolazione.
(Il valore è il valore di riferimento.)
– 14 –

3-3. Installazione del rilevatore (PLC-2710, 2760, 2760L, 2765; quando il kit opzionale è utilizzato)
1) Installazione della base di montaggio del rileva-
❶
❷
❸
❹
tore
Installare la base di montaggio
del rilevatore
❶
sull'albero principale della macchina per cucire.
2) Installazione del supporto del rilevatore
Rimuovere la vite di montaggio del copricinghia.
Installare l'albero di supporto ❷ del rilevatore.
Installare barra di supporto
del rilevatore
❸
sull'albero di supporto ❷ del rilevatore con la
vite ❹.
❽
❼
❷
❻
❺
(Circa 30 mm)
3) Installazione del rilevatore
Fissare temporaneamente il rilevatore
con la
❺
vite di ssaggio ❻.
4) Regolazione della posizione di arresto
・ Regolazione della posizione di arresto inferiore
Regolare la posizione di arresto inferiore della
macchina per cucire ruotando il giunto ❼ del
rilevatore ❺ in modo che la macchina per cuci-
re si arresti in una posizione in cui la macchina
non venga a contatto con il morsetto ❽ dell'ago
quando il pressore viene sollevato.
Come riferimento, quando la macchina si
arresta nella sua corretta posizione di arre-
sto inferiore, l'estremità inferiore del morsetto
dell'ago è ad una distanza di circa 30 mm
❽
sopra la supercie superiore della placca ago
mentre si sposta verso il basso il morsetto ❽
❾
dell'ago dalla sua posizione superiore.
❾
– 15 –
Assicurarsi di disattivare l'alimentazione
prima di girare il giunto ❼ del rilevatore
.
❺

❽
A
・ Regolazione della posizione di arresto superiore
Togliere il coperchio del rilevatore ❺. Ruota-
re la piastra di rilevamento della posizione
superiore per regolare la posizione di arresto
superiore della macchina per cucire in modo
che la macchina si arresti quando la leva tiralo
raggiunge il suo punto morto superiore.
Al termine della regolazione, installare il coper-
chio del rilevatore ❺.
Per arrestare la macchina per cucire nella sua
posizione superiore, specicare la posizione
superiore dell'ago tramite l'interruttore di com-
pensazione o la funzione di impostazione della
posizione di arresto del regolatore della macchi-
na per cucire.
Come riferimento, quando la macchina si
arresta nella sua corretta posizione di arresto
superiore, l'estremità inferiore del morsetto ❽
dell'ago è ad una distanza di circa 50 mm sopra
la supercie superiore della placca ago ❾.
Quando il rilevatore SY-2 è usato, la posizione
in cui la tacca della piastra di rilevamento
della posizione superiore è allineata al segno A
sulla piastra di rilevamento della posizione
inferiore deve essere utilizzata come riferimento
per la regolazione.
❾
(Circa 50 mm)
Assicurarsi di disattivare l'alimentazione
prima di girare la piastra di rilevamento
della posizione superiore del rilevatore
.
❺
– 16 –

3-4. Apertura/chiusura del coperchio del crochet
3-5. Lubricazione
AVVERTIMENTO :
1. Al ne di evitare incidenti causati dall’avvio improvviso della macchina per cucire, non collegare
la spina elettrica prima che la lubricazione sia stata completata.
2. Al ne di evitare un’inammazione o un esantema, lavare immediatamente le parti relativi se l’olio
aderisce agli occhi o alle altre parti del corpo.
3. Se l’olio viene ingoiato erroneamente, diarrea o vomito può essere provocato. Mettere l’olio in un
luogo dove i bambini non possono raggiungere.
(1) Lubricazione
A
A
B
B
❶
❸
❷
Spostare nel senso B e aprire il coperchio del cro-
chet dopo averlo sollevato nel senso A una volta. In
caso della macchina a 2 aghi, la stessa procedura di
apertura viene presa per ambedue i crochet destro e
sinistro.
Riempire il serbatoio dell’olio con l’olio per la lubricazione del crochet prima di azionare la macchina
per cucire.
1) Riempire il serbatoio dell'olio con JUKI NEW
DEFRIX OIL No.1 (No. di parte: MDFRX1600C0) o JUKI MACHINE OIL No.7 (No. di
parte: MML007600CA) utilizzando l'oliatore in
dotazione con la macchina dalla sezione ❶.
2) Versare l'olio nel serbatoio dell'olio nché l'estremità superiore dell'asta di indicazione della
quantità di olio ❸ sia posizionata tra la linea di
riferimento incisa superiore A e la linea di riferimento incisa inferiore B dell'indicatore visivo
della quantità di olio ❷. Se olio viene versato
eccessivamente, si vericherà la perdita dell’olio
dal foro del cunicolo di ventilazione nel serba-
toio dell’olio o la lubricazione opportuna non
sarà effettuata. Perciò, fare attenzione. Inoltre,
se l'olio viene versato vigorosamente, esso potrebbe traboccare dal foro dell'olio. Perciò, fare
attenzione.
3) Durante il funzionamento della macchina per
cucire, versare di nuovo l’olio se l’estremità superiore dell’asta di indicazione della quantità di
olio ❸ si abbassa alla linea di riferimento incisa
inferiore B dell’indicatore visivo della quantità
di olio ❷.
1. Quando la macchina per cucire viene attivata per la prima volta dopo l’installazione o dopo un
lungo periodo di inattività, effettuare il rodaggio a 1.000 sti/min o meno prima di utilizzare la
macchina per cucire.
2. Per quanto riguarda l'olio per la lubricazione del crochet, acquistare JUKI NEW DEFRIX OIL
No. 1 (No. di parte : MDFRX1600C0) o JUKI MACHINE OIL No.7 (No. di parte : MML007600CA).
3. Non mancare di lubricare con l'olio pulito.
– 17 –

(2) Pulizia del ltro dell'olio
❶
❺
❹
❻
❷
❸
1) Allentare la fascetta metallica di tenuta ❶ sul lato riusso. Rimuovere il giunto (asm.) ❷ del ltro dell'o-
lio sul lato riusso.
2) Pulire i ltri ❸, ❹ e ❺ e il serbatoio ❻ dell'olio della vaschetta dell'olio.
Assicurarsi di pulire il serbatoio dell'olio della vaschetta dell'olio e la cassa del ltro circa una
volta al mese.
Se il ltro è intasato di sporcizia, la lubricazione diventa anomala avendo come risultato un
inconveniente.
(3) Regolazione della quantità di olio nel crochet
Crochet destro
C
❷
❶
1) Allentare il dado ❶ e girare la vite di regola-
zione della quantità di olio ❷ per regolare la
quantità di olio nel crochet destro.
Girando la vite di regolazione in senso orario A,
la quantità di olio nel crochet viene aumentata
o girandola in senso antiorario B, la quantità
viene diminuita.
La vite di regolazione C della quantità di
olio è ssa. Non regolarla.
Crochet sinistro
❸
❷❹
A
❹
❶❸
B
2) Allentare il dado ❸ e girare la vite di regola-
zione della quantità di olio ❹ per regolare la
quantità di olio nel crochet sinistro.
Girando la vite di regolazione in senso orario A,
la quantità di olio nel crochet viene aumentata
o girandola in senso antiorario B, la quantità
viene diminuita.
3) La corretta quantità di olio, quando un foglio
di carta è posizionato vicino alla periferia del
crochet, è a tal punto che gli spruzzi di olio dal
crochet appariscono in circa cinque secondi
come mostrato nella gura sulla sinistra.
Foglio di carta
– 18 –

(4) Pulizia del ltro di lubricazione del crochet (stoppino dell'olio)
1) Allentare la vite di collegamento ❶ della lubri-
cazione per rimuoverla.
❶
2) Estrarre il tubo ❸ del raccordo a occhio per
lubricazione ❷.
3) Estrarre il ltro ❹ dal raccordo a occhio per
lubricazione ❷.
4) Pulire il ltro ❹ o sostituirlo con uno nuovo.
❷
❻
❺
❹
❼
❸
5) Estrarre gli stoppini ❻ e ❼ dell'olio dalla vite
forata ❺ per raccordo a occhio per lubricazio-
ne e dal tubo ❸.
6) Pulire gli stoppini ❻ e ❼ dell'olio o sostituirli
con quelli nuovi.
Il ltro ❹ e gli stoppini ❻ e ❼ dell'olio
devono essere puliti quando la quantità
di olio nel crochet è diminuita o periodicamente circa una volta al mese.
Se il ltro è molto sporco, cambiarlo con
uno nuovo.
Se il ltro è intasato, il crochet non può
essere lubricato in modo adeguato con
conseguenti guasti della macchina.
– 19 –

3-6. Posizionamento ago
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
PLC-2710, 2710-7
Scanalatura lunga
PLC-2760, 2760-7, 2760L
❷
❶
PLC-2765
❶
❷
❷
❶
❷
Scanalatura lunga
❷
Spegnere il motore.
Utilizzare aghi tipo 135×17.
1) Far girare il volantino per sollevare la barra ago
no al punto più alto della sua corsa.
2) Allentare la vite di arresto ❷ dell'ago. Tenere
l'ago in modo che la scanalatura lunga sull'a-
go ❶ sia volta esattamente verso destra per
la PLC-2710 e PLC-2710-7, e in modo che la
scanalatura lunga su ciascuno dei due aghi sia
volta verso l'interno per la PLC-2760, -2760-7,
-2760L, e -2765.
3) Inserire l’ago ❶ completamente nel foro nella
barra ago nché il fondo del foro venga raggiunto.
4) Stringere la vite di ssaggio dell’ago ❷ salda-
mente.
Quando si sostituisce l’ago, controllare
il gioco lasciato tra l’ago e la punta della
lama del crochet. (Fare riferimento al par.
"4-4. Relazione fase ago-crochet" p.30
e "4-5. Regolazione della protezione ago
del crochet" p.31.)
Se non c’è gioco, l’ago e il crochet saranno danneggiati.
❶
❶
Scanalatura lunga
– 20 –

3-7. Inserimento e rimozione della bobina
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
PLC-2710, 2760, 2760L
PLC-2710-7, 2760-7
❶
❶
1) Sollevare il chiavistello ❶ del crochet, ed estrar-
re la bobina.
2) Mettere la bobina sull’albero nel crochet corret-
tamente e rilasciare il chiavistello ❶.
1. Non fare funzionare la macchina a
vuoto con la bobina (lo della bobina).
Il lo della bobina viene intrappolato
nel crochet. Di conseguenza, il crochet
potrebbe essere danneggiato.
2. Fare attenzione al ne di evitare possibili ferimenti con l’estremità del contro-lama.
3. In caso della macchina a 2 aghi, la stessa procedura viene presa per ambedue
i crochet destro e sinistro.
PLC-2765
❶
– 21 –

3-8. Inlatura del lo nel crochet
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
[PLC-2710, 2760, 2760L]
❷
❶
[PLC-2710-7, 2760-7]
1) Fare passare il lo attraverso il percorso del lo
nel crochet interno e attraverso lo spazio ❷
❶
tra il apricrochet e il crochet interno, e tirare len-
tamente il lo. A questo punto, il lo passa sotto
la molla di tensione.
2) Assicurarsi che la bobina giri nel senso inverso
al senso di rotazione del crochet quando si tira
il lo della bobina.
1) Fare passare il lo attraverso il percorso del lo
nel crochet interno e attraverso il foro del lo
❶
nella leva, e tirare lentamente il lo. A questo
❷
punto, il lo passa sotto la molla di tensione.
2) Assicurarsi che la bobina giri nel senso inverso
al senso di rotazione del crochet quando si tira
il lo della bobina.
[PLC-2765]
❶
❷
❷
❹
❶
❸
❺
1) Inserire la bobina nella capsula della bobina in
modo che il lo sia avvolto in senso orario.
2) Fare passare il lo nella fenditura di inlatura
sulla capsula della bobina. Tirare quindi il lo
❶
attraverso la fenditura per instradarlo sotto la
molla di tensione, e tirarlo ulteriormente.
3) Fare passare il lo attraverso la fenditura di
inlatura ❷. Poi fare passare il lo attraverso la
fenditura di inlatura ❸ dall'interno.
4) Mettere il lo sulla molla di prevenzione ❹
dell'allentamento del lo della bobina.
5) Fare passare il lo attraverso il foro ❺ nella
capsula della bobina.
6) Tirare il lo della bobina per assicurarsi che la
bobina giri nella direzione opposta rispetto alla
direzione di rotazione del crochet.
– 22 –

3-9. Avvolgimento della bobina
❻
❼
❽
❺
❹
❸
❷
❶
1) Far passare il lo attraverso le sezioni da ❶ a
in ordine numerico.
❹
2) Inserire il lo dal lato posteriore della pinza ❺ del
lo del crochet e tagliare il lo. (L'estremità del
lo è trattenuta sotto la pinza del lo del crochet.)
3) Caricare una bobina sull'albero ❻ dell'avvolgi-
bobina.
4) Sollevare la leva ❼ dell'avvolgibobina nella
direzione della freccia.
5) Quando si avvia la macchina per cucire, la bobi-
na ruota per avvolgere automaticamente il lo
sulla stessa.
6) Al termine dell’avvolgimento, la leva dell'avvol-
gibobina automaticamente rilascia la bobina e
l'avvolgibobina si ferma.
1. La quantità di avvolgimento del lo
della bobina viene regolata allentando
la vite di ssaggio ❽. La quantità di
avvolgimento del lo della bobina viene
aumentata spostando la leva ❼ dell'avvolgibobina verso l'alto.
2. Se il lo si sla dal regolatore di tensio-
ne del lo, avvolgere il lo sul guidalo
intermedio di un giro.
1. Questo è l'avvolgibobina azionabile con
un semplice tocco. Quando la bobina
è completamente avvolta con il lo, la
pinza ❺ del lo della bobina ritorna
automaticamente alla posizione iniziale.
2. Per interrompere l'avvolgimento della
bobina prima che la bobina sia com-
pletamente avvolta con il lo, ruotare
il volantino con la leva di inlatura ❼
tenuta leggermente premuta per riportare la pinza ❺ del lo della bobina alla
posizione iniziale.
– 23 –

3-10. Inlatura del lo nella testa della macchina
[PLC-2710, 2710-7]
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
❷
❶
❾
❽
❼
❸
❹
❺
❻
❸
❹
❺
❻
❼
Inlare il lo nella testa della macchina
seguendo l'ordine indicato nella gura.
PLC-2710-7 PLC-2710
* Fare passare il lo
attraverso il lato destro
del guidalo .
– 24 –

[PLC-2760, 2760-7, 2760L]
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
Filo dell'ago
di sinistra
Filo dell'ago
di destra
❾
❷
❽
❻
❼
❸
❹
❺
❺
❻
❶
❹
❸
❶
❸
❹
❺
❻
PLC-2760-7
PLC-2760, 2760L
❼
Inlare il lo nella testa della macchina
seguendo l'ordine indicato nella gura.
– 25 –

[PLC-2765]
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
Filo dell'ago
di sinistra
❾
Filo dell'ago
di destra
❷
❽
❼
❻
❸
❹
❺
❺
❻
❹
❸
❶
❶
❸
❹
❺
❻
PLC-2765
❼
Inlare il lo nella testa della macchina
seguendo l'ordine indicato nella gura.
– 26 –

4. REGOLAZIONE DELLA MACCHINA PER CUCIRE
4-1. Regolazione della lunghezza del punto
Girare la manopola standard di regolazione ❶ della
lunghezza del punto e la manopola 2P di regolazione
della lunghezza del punto per allineare il numero
❷
desiderato al punto di riferimento ❸ sul braccio della
macchina.
(1) Affrancatura
1) Abbassare la leva di controllo del trasporto ❹.
2) Punti di affrancatura vengono realizzati nché la
leva è tenuta abbassata.
3) Rilasciare la leva, e la macchina funzionerà nel
normale senso di trasporto.
(2) Affrancatura manuale con un semplice tocco
1) Premere l’interruttore di inversione facile ❺.
2) Punti di affrancatura vengono realizzati nché
l’interruttore è tenuto premuto.
3) Rilasciare l’interruttore, e la macchina funzio-
nerà nel normale senso di trasporto.
(3) Commutazione del passo della cucitura
(PLC-2710-7, PLC-2760-7)
1) Premere l'interruttore di commutazione ❻ del
passo della cucitura per commutare la lunghez-
za del punto a quella corrispondente al valore
impostato dalla manopola 2P di regolazione del-
la lunghezza del punto. (Il LED sull'interruttore
si accende.)
❹
❷
❶
❸
❺
❻
1. Impostare la manopola 2P di regolazione ❷ della lunghezza del punto su
un valore inferiore al valore impostato
dalla manopola standard di regolazione
della lunghezza del punto.
❶
2. Regolare la manopola 2P di regolazione della lunghezza del punto quando
l'interruttore di commutazione del passo della cucitura è sulla posizione OFF.
3. Nel caso in cui il passo del punto venga
ridotto regolando la manopola standard
di regolazione ❶ della lunghezza del
punto, spostare la leva di trasporto ❹
su e giù diverse volte prima di utilizzare
la macchina per cucire.
Fare riferimento a "5-5. Interruttori di fun-
zionamento (PLC-2710-7, 2760-7)" p.37
per ulteriori dettagli sul dispositivo 2P.
– 27 –

4-2. Tensione del lo
(1) Regolazione della tensione del lo dell’ago
PLC-2710, 2710-7, 2760, 2760-7, 2760L
B A
PLC-2765
❶
A
B
B
A
❷
A
B
❸
❷
B
A
❸
1) Girare il dado di tensione del lo No.1 ❶ in senso orario A per diminuire la lunghezza del lo rimanente
sull’estremità dell’ago dopo il taglio del lo. Girare il dado in senso antiorario B per aumentarla (PLC-
2710-7, 2760-7).
2) In caso di utilizzo del sistema a singola tensione
Girare il dado di tensione del lo No.2 ❸ in senso orario A per aumentare la tensione del lo dell’ago, o
in senso antiorario B per diminuirla.
3) In caso di utilizzo del sistema a doppia tensione
Girare il dado di tensione del lo No.2
in senso orario A per aumentare la tensione del lo dell’ago,
❷❸
o in senso antiorario B per diminuirla.
Regolare in modo che le tensioni controllate dai dadi di regolazione No. 2 ❷ e ❸ della tensione
siano le stesse.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
(2) Regolazione della tensione del lo della bobina
PLC-2710, 2760, 2760L
A
❸
B
❸
PLC-2765PLC-2710-7, 2760-7
❸
A
B
A
B
Girare la vite di regolazione della tensione ❸ in senso orario A per aumentare la tensione del lo della bobi-
na, o in senso antiorario B per diminuirla.
– 28 –

4-3. Molla tiralo
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
(1) Modica della corsa della molla tiralo
PLC-2710, 2710-7, 2760, 2760-7, 2760L
PLC-2765
❹
❷
❸
❶
❺
❻
(2) Modica della tensione della molla tiralo
1) Per regolare la tensione della molla tiralo ❶, allenta-
❾
2) Per cambiare la tensione della molla tiralo ❸, allenta-
❼
❶
❸
❽
* La PLC-2710 e PLC-2710-7 non hanno la molla tira-
❹
❷
1) Allentare la vite ❷. Regolare la molla tiralo ❶
spostandola nella scanalatura.
2) Allentare la vite ❹. Regolare la molla tiralo
spostando la piastra di regolazione ❺ della
❸
molla tiralo lungo la base ❻ della molla tiralo.
* La PLC-2710 e PLC-2710-7 non hanno la
molla tiralo ❸.
re il dado ❼ per primo. Girare l'albero ❽ della molla in
senso antiorario A per aumentare la tensione o in senso
orario B per diminuirla. Dopo la regolazione, ssare il
perno stringendo il dado ❼.
re la vite ❾ per primo. Girare il dado in senso antiorario A per aumentare la tensione o in senso orario
B
per diminuirla. Dopo la regolazione, ssare il dado
stringendo la vite ❾.
lo ❸.
PLC-2710, 2710-7, 2760, 2760-7, 2760L
B
A
PLC-2765
B
A
– 29 –

4-4. Relazione fase ago-crochet
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
❺
❹
2,3 mm
Da 0,05 a
0,1 mm
❼
❻
❶
❶
1,5 mm
(2760L : 2,0mm)
❸
❷
1) Allentare le viti di ssaggio ❶ nel coperchio della base della macchina. Rimuovere il coperchio ❷ della
base della macchina.
2) Regolare la manopola di regolazione del trasporto standard a “0”.
3) Allentado la vite ❸ di ssaggio dell’anello di posizionamento dell’albero di movimento del crochet, far girare
il volantino in senso antiorario per alzare la barra ago di 2,3 mm dalla posizione più bassa della sua corsa.
• Per la PLC-2710, -2710-7, -2760, -2760-7 e -2765
4) Nella condizione descritta al punto 3), allineare la punta ❹ del crochet al centro dell’ago ❺ e stringere
la vite ❸ di ssaggio dell’anello di posizionamento dell’albero di movimento. Dovrà esserci uno spazio
di 1,5 mm tra la punta del crochet e l’estremità superiore della cruna dell’ago.
• Per la PLC-2760L
4) Nella condizione descritta al punto 3), allineare la punta ❹ del crochet al centro dell’ago ❺ e stringere
la vite ❸ di ssaggio dell’anello di posizionamento dell’albero di movimento. Dovrà esserci uno spazio
di 2,0 mm tra la punta del crochet e l’estremità superiore della cruna dell’ago.
5) Allentare le viti di ssaggio ❻ e ❼ della sella dell'albero di azionamento del crochet sulla supercie
superiore della base della macchina. Regolare lo spazio tra la punta della lama del crochet e l'ago a 0,05
- 0,1 mm spostando la sella dell'albero di azionamento del crochet a destra o a sinistra per cambiare la
sua posizione. Stringere quindi le viti di ssaggio ❻ e ❼.
6) Allineare la graduazione più grande della scala della manopola standard di regolazione della lunghezza del punto al punto di riferimento sul braccio della macchina. Assicurarsi che la punta della lama del
crochet non venga a contatto con l'ago.
Il pannello di comando potrebbe toccare il portalo quando la testa della macchina viene inclinata. Per proteggere queste parti spostare il portalo nella posizione in cui lo stesso non possa
toccare il pannello di comando.
[Solo per la PLC-2710-7 e PLC-2760-7]
Per controllare la posizione della barra ago come descritto nel suddetto 3) [vale a dire, "... la barra ago si solleva di 2,3 mm dalla posizione più bassa della sua corsa"], è possibile utilizzare la
visualizzazione dell'angolo di rotazione dell'albero principale nella "modalità di regolazione della
testa della macchina" della SC-922.
La barra ago si solleva di 2,3 mm avanzando l'angolo di rotazione dell'albero principale di 25°
(angolo dell'albero superiore = 205°) rispetto al valore visualizzato quando la barra ago è nella posizione più bassa della sua corsa sotto la "modalità di regolazione della testa della macchina."
(Quando la barra ago si solleva di 2,3 mm dalla posizione più bassa della sua corsa, l'angolo di
rotazione dell'albero principale è di 25 gradi.)
* Nel caso di regolazione della relazione fase ago-crochet nella "modalità di regolazione della
testa della macchina," non premere l'interruttore .
Fare riferimento a "3-2. Regolazione della testa della macchina (PLC-2710-7, 2760-7)" p.13 per
la modalità di regolazione della testa della macchina.
– 30 –

4-5. Regolazione della protezione ago del crochet
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
Quando si sostituisce il crochet, aver cura di controllare la posizione della protezione ago del crochet.
Quando la protezione ago del crochet è nella posizione standard, la protezione ago del crochet ❷
tocca la faccia laterale dell’ago ❶ a tal punto che
l’ago viene piegato di 0,05 a 0,2 mm.
Se lo stato del crochet non è come sopra indicato,
inserire la chiave esagonale ❹ in ❸ della vite di regolazione della protezione ago e regolare come segue:
1) Per piegare la protezione ago del crochet in
2) Per piegare la protezione ago del crochet in
Da 0,05
a 0,2 mm
❶
❷
❹
B
a
b
A
❸
direzione a, girare la vite di regolazione della
protezione ago in direzione A.
direzione b, girare la vite di regolazione della
protezione ago in direzione B.
4-6. Regolazione della leva di apertura della capsula della bobina
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
PLC-2710, 2710-7, 2760, 2760-7, 2760L
❷
Da 0,6 a 0,7 mm
2760L :
Da 0,8 a 0,9
mm
❶
A
PLC-2765
A
❸
❹
❸
❹
1) Aprire il coperchio del crochet. (Modalità di
apertura : spostare il coperchio del crochet
verso destra o sinistra dopo averlo sollevato
esattamente in alto.)
2) Far girare il volantino nel normale senso di
rotazione per portare la leva di apertura della
capsula della bobina ❶ alla sua posizione più
retratta.
3) Girare il crochet interno ❷ nella direzione della
freccia nché il fermo ❸ non venga premuto
contro le fenditure nella placca ago ❹.
● PLC-2710, 2710-7, 2760, 2760-7, 2765
4) Allentare la vite di ssaggio ❺ della manovella
della leva di apertura della capsula della bobina. Regolare lo spazio tra la leva di apertura
della capsula della bobina e la parte sporgente
A
della capsula della bobina di 0,6 a 0,7 mm.
❶
Da 0,6 a 0,7 mm
❷
● PLC-2760L
4) Allentare la vite di ssaggio ❺ della manovella
della leva di apertura della capsula della bobina. Regolare lo spazio tra la leva di apertura
della capsula della bobina e la parte sporgente
A
della capsula della bobina di 0,8 a 0,9 mm.
– 31 –

❻
5) Stringere la vite di ssaggio ❺ premendo giù la
manovella ❻ della leva di apertura della capsula della bobina.
6) Muovere la leva di apertura della capsula della
bobina ❶ su e giù per assicurarsi che non ci sia
gioco nella direzione della spinta.
❺
In caso della macchina a 2 aghi, effettuare la stessa regolazione per i crochet
destro e sinistro.
4-7. Posizione del contro-lama e regolazione della pressione del coltello
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
• Regolazione della pressione del coltello
1) Spostare il coltello mobile manualmente all’estremità in avanti della sua corsa.
2) Allentare la vite di ssaggio ❷ nella base del-
la controlama. Per una regolazione standard,
regolare in modo che la pressione del coltello
venga applicata quando la base ❶ della controlama viene girata nché l'estremità della controlama non sia distanziata di 5 a 7 mm dall'estremità del coltello mobile.
Fare attenzione al ne di evitare possibili
ferimenti causati dal coltello mobile, dalla
controlama, dalla punta della lama del
crochet, ecc.
❷
❸
❹
5 a 7mm
❶
Pressione
a essere
comincia
del coltello
applicata
• Regolazione della molla di pinzatura
1) Portare il coltello mobile nella sua posizione iniziale.
2) Allentare le viti di ssaggio ❹ della molla di pinzatura. Nella posizione in cui la molla di pinzatura ❸ vie-
ne leggermente a contatto con la lama mobile, premere la supercie inferiore della molla contro la base
❶ della controlama. In questo stato, ssare la molla di pinzatura con le viti di ssaggio ❹.
4-8. Regolazione della pressione del piedino premistoffa
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
Girare la manopola di regolazione della molla del
B
A
❶
piedino ❶ in senso orario A per aumentare la pres-
sione del piedino premistoffa, o in senso antiorario B
per diminuirla.
Aver cura di azionare la macchina per
cucire con la pressione del piedino premistoffa minimizzata purché il piedino premistoffa tenga sicuramente il materiale.
– 32 –

4-9. Regolazione della quantità di movimento verticale alternato
del piedino mobile e del piedino premistoffa
Regolare la quantità di movimento verticale alter-
❶
nato del piedino mobile e del piedino premistoffa
utilizzando la manopola ❶. Girare la manopola in
senso orario per aumentare la quantità di movimento
verticale alternato del piedino mobile e del piedino
premistoffa, o in senso antiorario per diminuirla.
La quantità di movimento verticale alternato del pie-
dino mobile e del piedino premistoffa è stata limitata
in fabbrica a 6,5 mm al momento della consegna.
Per annullare il limite di quantità di movimento verti-
cale alternato del piedino mobile e del piedino premi-
stoffa, rimuovere il coperchio superiore, allentare le
viti di ssaggio ❷ e spostare il fermo ❸ a destra.
❷
❸
Tenere presente che il piedino premistoffa e il piedino mobile possono interferire l'uno con l'altro quando si rilascia
il fermo. Il piedino premistoffa potrebbe
anche interferire con la barra ago quando
un materiale pesante è utilizzato.
Assicurarsi che il piedino premistoffa
non interferisca né con il piedino mobile
né con la barra ago prima di azionare la
macchina per cucire.
– 33 –

5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
5-1. Alzapiedino manuale
Per sollevare il piedino premistoffa manualmente,
tirare l'alzapiedino manuale ❶ nella direzione della
freccia.
Con questa operazione il piedino premistoffa si solle-
❶
5-2. Ripristino della frizione di sicurezza
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore
abbia completamente cessato di ruotare.
verà di 10 mm e resterà a quella posizione.
❶
La frizione di sicurezza funziona quando un carico
eccessivo è applicato al crochet o agli altri compo-
nenti durante la cucitura.
Allora, il crochet non girerà mai anche se il volantino
viene fatto girare. Quando la frizione di sicurezza
ha funzionato, rimuovere la causa e ripristinare la
frizione di sicurezza come mostrato nella seguente
procedura.
1) Premendo il pulsante ❶ posto sulla supercie
superiore del letto della macchina, far girare
fortemente il volantino nel senso inverso.
2) La procedura di ripristino viene completata
quando il volantino fa uno scatto.
Girare il volantino manualmente, e controllare che il pulsante ❶ sia ritornato.
– 34 –

5-3. Fissaggio della manopola di regolazione della lunghezza del punto
1) Allentare le viti di ssaggio ❸ (o ❹) della ma-
nopola di regolazione del trasporto.
2) Premere la manopola di regolazione ❶ (o ❷)
❹
❷
❸
❶
A
del trasporto in direzione A.
L'intaglio ❺ della manopola e le sezioni spor-
genti ❻ del coperchio si incastrano per ssare
la manopola in modo che essa non giri ulterior-
mente.
❻
3) Nello stato descritto al punto 2), stringere le viti
di ssaggio ❸ (o ❹) della manopola di regola-
zione del trasporto alternamente per ssare la
manopola ❶ (o ❷).
❺
❻
– 35 –

5-4. Allineamento dei punti di entrata dell'ago della cucitura normale/ad
inversione del trasporto al momento dell'affrancatura automatica
Quando la velocità di cucitura o il passo del punto viene modicato, i punti di entrata dell'ago della cucitura
normale e quelli della cucitura ad inversione del trasporto potrebbero essere non allineati al momento dell'affrancatura automatica.
In tal caso, correggere l'allineamento dei punti di entrata dell'ago modicando il tempismo ON/OFF del cilindro di inversione automatica del trasporto.
Nel caso in cui la compensazione del tempismo sia difcile poiché il passo del punto è grande, si consiglia
di diminuire la velocità dell'affrancatura o di utilizzare la funzione di arresto temporaneo ad ogni sezione di
angolo del materiale.
Fare riferimento a
tempestività dell'avvio del solenoide per affrancatura"
dettagli.
1) Come allineare i punti di entrata dell'ago dell'affrancatura con quelli della cucitura a trasporto normale
Effettuare la "correzione del tempismo dell'affrancatura" in base alla differenza tra i punti di entrata
dell'ago dell'affrancatura e quelli della cucitura a trasporto normale.
Fare riferimento a
SC-922
"III-8. Descrizione dettagliata della selezione di funzioni ⑯ Compensazione della
nel Manuale d'Istruzioni per la SC-922 per ulteriori
"III-6. Impostazione delle funzioni della SC-922" nel Manuale d'Istruzioni per la
per ulteriori informazioni su come effettuare la "correzione del tempismo dell'affrancatura."
Correzione del tempismo ON
①
dell'affrancatura all'inizio della cucitura
(Impostazione della funzione No.
51)
Correzione del tempismo OFF
②
dell'affrancatura all'inizio della
cucitura
(Impostazione della funzione No.
52)
Correzione del tempismo OFF
③
dell'affrancatura alla ne della cucitura
(Impostazione della funzione No.
53)
Posizione di inizio della cucitura
La lunghezza del
punto è piccola.
Diminuire il valore di
impostazione del No. 51.
La lunghezza del punto è piccola.
Diminuire il valore di
impostazione del No. 52.
La lunghezza del punto è piccola.
Aumentare il valore di
impostazione del No. 51.
Aumentare il valore di
impostazione del No. 52.
Posizione di ne
della cucitura
Diminuire il valore di
impostazione del No. 53.
Aumentare il valore di
impostazione del No. 53.
2) Velocità dell'affrancatura secondo il passo del punto (funzione No. 8) e la funzione di arresto temporaneo ad ogni sezione di angolo del materiale (funzione No. 151)
Valore predenito Valore consigliato Valore consigliato
Passo del punto (mm) 3 a 7 8 a 9 10 a 12
Velocità dell'affrancatura (sti/min) 600 550 550
Funzione di arresto temporaneo ad
ogni sezione di angolo del materiale
0 (OFF) 0 (OFF) 1 (ON)
– 36 –

5-5. Interruttori di funzionamento (PLC-2710-7, 2760-7)
Interruttore di commutazione del movimento
❶
verticale alternato
Se si preme questo interruttore si ottiene il
massimo del movimento verticale alternato
del piedino oscillante premistoffa e del piedino
premistoffa. (La spia posta sopra l’interruttore si
illumina.)
Usare questo interruttore quando un semilavorato
a più strati non viene trasportato con regolarità.
Per commutare la quantità di movimento verti-
❶
❷ ❸ ❹ ❺ ❻
Interruttore di cancellazione/aggiunta della cucitura ad inversione
❷
cale alternato del piedino mobile e del piedino
premistoffa tramite l'interruttore a ginocchio, unire insieme l'interruttore a ginocchio e la piastra
di montaggio in dotazione con l'unità e ssarli
sul tavolo con viti per legno.
Per il cablaggio, fare riferimento al
ruttore a ginocchio (PLC-2710-7, 2760-7)"
p.40
.
"5-7. Inter-
• Se si preme questo interruttore quando è stata impostata la cucitura ad inversione automatica, la cucitu-
ra ad inversione non avrá luogo (una volta subito dopo aver premuto il pulsante). (Esempio 1)
• Se si preme questo interruttore quando non è stata impostata la cucitura ad inversione automatica, avrá
luogo la cucitura ad inversione (una volta subito dopo aver premuto il pulsante). (Esempio 2)
(Esempio 1) Nel caso in cui sia stata impostata la cucitura ad inversione automatica sia all’inizio
che alla ne della cucitura :
A
B
C
D
C
D
Se l’interruttore viene premuto prima dell’inizio della cucitura, non verrà effettuata la cucitura
ad inversione automatica all’inizio della stessa
(tra A e B).
A
B
C
D
Se l’interruttore viene premuto in fase di
cucitura, non verrà effettuata la cucitura ad inver-
sione automatica alla ne della cucitura (tra C e
D
).
A
B
(Esempio 2) Nel caso in cui non sia stata impostata la cucitura ad inversione automatica né all’i-
nizio né alla ne della cucitura :
A
B
Se l’interruttore viene premuto prima dell’inizio della cucitura, verrà effettuata la cucitura ad
inversione automatica all’inizio della stessa (tra
A
e B).
C
D
Se l’interruttore viene premuto in fase di cucitura, verrà effettuata la cucitura ad inversione
automatica alla ne della cucitura (tra C e D).
– 37 –

Interruttore di sollevamento dell’ago
❸
Se questo interruttore viene premuto, la macchina si sposterà dalla posizione d’arresto con l’ago abbas-
sato aalla posizione d’arresto con l’ago sollevato.
Quando si solleva la testa della macchina che è stata inclinata, non tenere l’interruttore operativo per sollevarla.
Interruttore 2P
Esempio
❹
Se questo interruttore viene premuto, la lun-
Scala della manopola di regolazione del
•
trasporto 2P : 6
ghezza del punto viene commutata a quella
della scala della manopola di regolazione del
trasporto 2P. (La lampada nel bottone è illumi-
nata.)
Non mancare di rendere il numero della
manopola di regolazione del trasporto 2P
minore di quello della manopola di regolazione del trasporto standard.
Scala della manopola di regolazione del
•
trasporto standard : 9
Se questo interruttore viene premuto, la
•
lunghezza del punto viene commutata da 9 a 6.
OFF ON
Se questo interruttore viene premuto di nuovo,
•
la lunghezza del punto ritorna da 6 a 9.
Interruttore di commutazione della tensione del lo dell'ago
❺
Quando l'interruttore viene premuto, la funzione di tensione doppia viene selezionata per aumentare la
tensione del lo dell'ago. (La lampada sull'interruttore si accende.)
Questo non è utilizzato per la PLC-2710-7 e -2760-7.
❻
– 38 –

5-6. Barra ago disinnestabile (PLC-2765)
(1) Arresto delle barre ago (destra e sinistra)
Quando la leva di conversione ❶ viene sposta-
ta alla posizione L, la barra ago sinistra si arre-
sta. Quando la leva viene spostata alla posizio-
ne R, la barra ago destra si arresta.
(2) Ritorno al funzionamento a 2 aghi
Premere la leva di ssaggio ❷ della conversio-
ne.
La leva di conversione ❶ si sposterà alla posi-
zione 0 (zero) per riportare la modalità di funzio-
namento alla modalità di cucitura a 2 aghi.
❶
❷
1. Quando si cuce un angolo del materiale ruotandolo verso destra o sinistra, tenere presente
che salti di punto si vericano in corrispondenza della sezione d'angolo se la barra ago si solleva di 2 mm o più dopo che essa ha passato la posizione più bassa della sua corsa.
2. Allo spigolo il cui angolo è di 40° o meno, il lo potrebbe rimanere sul rovescio del materiale in
quanto la quantità di tiraggio del lo della molla di prevenzione dell'allentamento del lo della
bobina può essere insufciente.
3. Quando si effettua l'operazione di commutazione della barra ago comandata separatamente,
arrestare la macchina per cucire una volta prima di eseguire il lavoro. (Quando l'operazione di
commutazione viene effettuata a 1.000 sti/min o più, guasto sarà causato.)
4. Quando la macchina per cucire viene usata come la sostituta della macchina per cucire a 1
ago nello stato in cui la barra ago è comandata separatamente, guasto della macchina per cucire sarà causato. Quando si effettua la cucitura a 1 ago, rimuovere uno dei due aghi e usare la
macchina per cucire nello stato in cui le due barre ago siano in funzione.
– 39 –

5-7. Interruttore a ginocchio (PLC-2710-7, 2760-7)
(1) Installazione dell'interruttore a ginocchio
Nero (No. 11)
14
8
Bianco (No. 4)
7
Linea bianca
1
❷
Linea nera
❶
Cavi dell’interruttore a ginocchio
1) Fissare l’interruttore a ginocchio ❶ in dotazione con la macchina per cucire come accessori alla posizio-
ne dove si desidera installarlo sulla supercie inferiore del tavolo della macchina con le viti per legno ❷.
2) Collegare l'interruttore a ginocchio al pin No. 4 e No. 11 del connettore 14P della macchina il quale è
collegato al CN36 del controllore della macchina.
(2) Funzioni dell'interruttore a ginocchiera
Se si preme un interruttore a ginocchio ❶ il movimento verticale alternato del piedino oscillante premistoffa e
del piedino premistoffa sarà al massimo.
(La medesima condizione viene ottenuta premendo l’interruttore di commutazione del movimento verticale
alternato “ ” posto sulla testa della macchina)
L’ interruttore a ginocchio può essere usato come l’interruttore di sollevamento del pressore tramite l’impostazione del motore. (Quando l’interruttore è usato come l’interruttore di sollevamento del pressore, la funzione
come l’interruttore di commutazione della quantità di movimento verticale alternato è persa.)
– 40 –

(3) Impostazione della funzione dell'interruttore a ginocchio
CP-18
・
1 2 TPo _
Po T _ni _
3i 1 rEv T
Si accendono alternamente.
2L 4
❸❷❶
❹
1) Entrare nella modalità di impostazione della funzione facendo riferimento a
Manuale d'Istruzioni per la SC-922
"III-6. Impostazione delle funzioni del SC-922, 1)" nel
.
2) Premere l'interruttore ❶ o l'interruttore ❷ per chiamare l'im-
postazione della funzione No. 12 (selezione della funzione di ingresso/uscita opzionale).
3) Premere l'interruttore ❸ o l'interruttore ❹ e selezionare
l'articolo per "in."
4) Premere l'interruttore ❷ e selezionare l'indicazione No. i31.
5) Premere l'interruttore ❸ o l'interruttore ❹ per selezionare la
funzione di interruttore a ginocchio. Fare riferimento alla Lista 1 per i
dettagli delle funzioni.
3i 1
2L 4
Po T i n
nE d
6) Premere l'interruttore ❷ e confermare la funzione.
7) Premere l'interruttore ❷ e terminare l'ingresso opzionale.
8) Selezionare l'articolo "End" con l'interruttore ❸ o l'interruttore
❹.
1 2 TPo _
9) Premere l'interruttore ❶ o l'interruttore ❷ per ritornare alla
modalità di impostazione della funzione.
Lista 1
Codice di funzione Abbreviazione Articolo funzionale Osservazioni
5 FL Funzione di interruttore
dell'alzapiedino
31 ALFL Funzione di interruttore alternato
dell'alzapiedino
24 vErT Funzione di interruttore alternato
della conversione della quantità
di movimento verticale alternato
25 vSW Funzione di interruttore della
conversione della quantità di
movimento verticale alternato
L'uscita del pressore è attivata nché
l'interruttore è tenuto premuto.
L'uscita del pressore viene attivata o disattivata
ogni volta che si preme l'interruttore.
L'uscita della quantità di movimento verticale
alternato viene attivata o disattivata ogni volta
che si preme l'interruttore.
L'uscita della quantità di movimento verticale
alternato è attivata nché l'interruttore è tenuto
premuto.
– 41 –

CP-180
・
❶
❸
❷
1) Entrare nella modalità di impostazione della funzione
facendo riferimento a
"18. INTERRUTTORE DI IMPOSTAZIONE DELLA FUNZIONE, 1)" nel Manuale d'Istruzioni per la CP-180
.
2) Selezionare la funzione No. 12 secondo il metodo di
impostazione della funzione.
Si accendono alternamente.
3) Selezionare l'articolo " " con l'interruttore❸.
4) Selezionare il numero di indicazione " " mediante
l'interruttore ❷.
5) Premere l'interruttore❸per selezionare la funzione di
interruttore a ginocchio. Fare riferimento alla Lista 1 per i
dettagli delle funzioni.
6) Premere l'interruttore❷e confermare la funzione.
7) La funzione di cui sopra viene confermata con l'interrut-
tore ❷.
8) L'impostazione dell'ingresso opzionale viene terminata
con l'interruttore ❷.
9) Selezionare l'articolo " " con l'interruttore ❸, e
ritornare al modo di impostazione della funzione.
– 42 –

6. TABELLA VELOCITÀ DI CUCITURA
Azionare la macchina per cucire ad una velocità uguale o inferiore alla velocità massima di cucitura scelta tra
quelle indicate nella tabella seguente in base alle condizioni di cucitura.
Per la PLC-2710-7 e -2760-7, l'impostazione della velocità secondo la quantità di movimento verticale alter-
nato del piedino mobile e piedino premistoffa viene eseguita automaticamente.
[PLC-2710, 2710-7, 2760, 2760-7, 2765]
Quantità di movimento verticale alternato
del piedino premistoffa e del piedino mobile
Minore di 3 mm 2.500 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 3,25 mm e minore di 4 mm 2.200 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 4,25 mm e minore di 5 mm 2.000 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 5,25 mm e minore di 9 mm 1.800 sti/min 1.800 sti/min 1.800 sti/min
Lunghezza del punto :
Non maggiore di 7 mm
Lunghezza del punto :
Maggiore di 7 mm e
minore di 9 mm
[PLC-2760L]
Quantità di movimento verticale alternato
del piedino premistoffa e del piedino mobile
Minore di 3 mm 2.000 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 3,25 mm e minore di 4 mm 2.000 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 4,25 mm e minore di 5 mm 2.000 sti/min 2.000 sti/min 1.800 sti/min
Non minore di 5,25 mm e minore di 9 mm 1.800 sti/min 1.800 sti/min 1.800 sti/min
Lunghezza del punto :
Non maggiore di 7 mm
Lunghezza del punto :
Maggiore di 7 mm e
minore di 9 mm
Lunghezza del punto :
Maggiore di 9 mm e
minore di 12 mm
Lunghezza del punto :
Maggiore di 9 mm e
minore di 12 mm
7. PULEGGIA DEL MOTORE E CINGHIA A V
Utilizzare la cinghia tipo M.
La relazione tra la puleggia del motore, la lunghezza della cinghia e la velocità di cucitura è come mostrata
nella tabella sottostante.
Modello
PLC-2710
PLC-2760
PLC-2765
PLC-2760L 2.000sti/min ø76,0
Velocità di
cucitura
2.500sti/min ø76,0
Diametro
effettivo del
volantino
Numero
di poli
2
4
2
4
Frequenza
50Hz 2.840 rpm ø65 M52
60Hz 3.400 rpm ø55 M51
50Hz 1.430 rpm ø130 M57
60Hz 1.715 rpm ø110 M55
50Hz 2.840 rpm ø55 M51
60Hz 3.400 rpm ø45 M50
50Hz 1.430 rpm ø105 M54
60Hz 1.715 rpm ø90 M53
* Utilizzare un motore a frizione trifase 400 W (1/2 HP) 2P o 4P.
Numero di giri
del motore
Diametro
effettivo della
puleggia del
motore
Dimensioni
della
cinghia a V
– 43 –

8. INCONVENIENTI IN CUCITURA E RIMEDI
Inconvenienti Cause Rimedi
1. Rottura del lo (Il lo si
slaccia o si consuma)
(Rimangono 2 a 3 cm di
lo dell’ago sul retro del
tessuto)
2. Salti di punto
3. Punti lenti
4. Il lo si sla dalla cruna
dell’ago quando viene
effettuato il taglio del lo.
5. Il lo si sla dalla cruna
dell’ago all’inizio della
cucitura.
6. Il lo non viene tagliato
correttamente.
7. Il lo non viene tagliato
dopo l’operazione di
taglio del lo. (Mancato
taglio del lo della bobina
quando la lunghezza del
punto è relativamente
corta.
8. Il lo si rompe all’inizio
della cucitura dopo il
taglio del lo.
9.
Quando un materiale
pesante viene cucito, il
materiale si curva.
La scanalatura del lo, la punta dell’ago, il bor-
①
do del crochet o la scanalatura di alloggiamento
della capsula sulla placca ago presentano bordi
taglienti o sbavature.
La tensione del lo dell’ago è troppo elevata.
②
La linguetta di apertura della capsula lascia
③
troppo spazio nella capsula stessa.
L’ago tocca la punta del crochet.
④
La quantità di olio nel crochet è troppo ridotta.
⑤
La tensione del lo dell’ago è troppo bassa.
⑥
La molla chiusura punto tira eccessivamente il
⑦
lo oppure la corsa della molla è insufciente.
La fase ago/crochet è troppo anticipata o troppo
⑧
ritardata.
La fase ago/crochet è troppo anticipata o troppo
①
ritardata.
La pressione del piedino premistoffa è insuf-
②
ciente.
La distanza tra l’estremità della cruna dell’ago e
③
la punta del crochet non è corretta.
Il salvaago del crochet non è funzionale.
④
Il tipo di ago in uso non è adatto.
⑤
Filo della bobina non passa attraverso la molla
①
di tensione del crochet interno.
La scanalatura passalo non è rinita corretta-
②
mente.
La bobina non si sposta correttamente.
③
La linguetta di apertura della capsula lascia
④
troppo spazio alla bobina.
La tensione del lo della bobina è troppo bassa.
⑤
Il lo è stato avvolto troppo stretto attorno alla
⑥
bobina.
La tensione del lo applicata dalla manopola
①
tensione No.1 è troppo elevata.
La tensione del lo applicata dalla manopola
①
tensine No.1 è troppo elevata.
La molla della pinza ha una forma non adatta.
②
La tensione del lo della bobina è troppo bassa.
③
Le lame del coltello mobile e della control lama
①
non sono state regolate correttamente.
I coltelli non sono aflati.
②
La tensione del lo della bobina è troppo bassa.
③
La posizione di partenza del coltello mobile non
①
è stata regolata correttamente.
La tensione del lo della bobina è troppo bassa.
②
Il lo dell’ago viene agganciato dal crochet.
①
La quantità di trasporto del trasporto superiore
①
è insufciente.
Rimuovere i bordi taglienti o le sbavature
○
sulla punta del crochet usando una tela
smeriglio ne. Lucidare la scanalatura di alloggiamento della capsula sulla placca ago.
Diminuire la tensione del lo dell’ago.
○
Diminuire lo spazio tra la linguetta di apertu-
○
ra della capsula e la bobina. Fare riferimento al par.
di apertura della capsula della bobina"
p.31
.
Fare riferimento al par.
○
fase ago-crochet" p.30
Regolare la quantità di olio nel crochet
○
correttamente. Fare riferimento al par.
Lubricazione" p.17
Aumentare la tensione del lo dell’ago.
○
Diminuire la tensione della molla ed aumen-
○
tare la corsa della molla stessa.
Fare riferimento al par.
○
fase ago-crochet" p.30
Fare riferimento al par.
○
fase ago-crochet" p.30
Stringere il regolatore della molla del premi-
○
stoffa.
Fare riferimento al par.
○
fase ago-crochet" p.30
Fare riferimento al par.
○
della protezione ago del crochet" p.31
Sostituire l’ago con un tipo più grosso
○
rispetto a quello in uso.
Inlare il lo della bobina correttamente.
○
Rimuovere le parti ruvide con carta smeri-
○
glio ne o con tela abrasiva.
Sostituire la bobina o il crochet.
○
Fare riferimento al par.
○
della leva di apertura della capsula della
bobina" p.31
Aumentare la tensione del lo della bobina.
○
Ridurre la tensione applicata all’avvolgibobi-
○
na.
Ridurre la tensione del lo applicata dalla
○
manopola tensione No.1.
Ridurre la tensione del lo applicata dalla
○
manopola tensione No.1.
Sostituire la molla della pinza con una nuo-
○
va oppure regolare quella in uso.
Aumentare la tensione del lo della bobina.
○
Fare riferimento al par.
○
contro-lama e regolazione della pressione del coltello" p.32
Sostituire il coltello mobile e la contro lama
○
oppure regolare quelli in uso.
Aumentare la tensione del lo della bobina.
○
Fare riferimento al Manuale di Manutenzio-
○
ne.
Aumentare la tensione del lo della bobina.
○
Accorciare la lunghezza del lo rimasto
○
sull’ago dopo il taglio del lo. Fare riferimento al par.
Ridurre l'altezza della griffa di trasporto e di-
○
minuire la quantità di trasporto del trasporto
inferiore. (Fare riferimento al Manuale di
Manutenzione per la procedura di regolazione.)
"4-2. Tensione del lo" p.28
"4-6. Regolazione della leva
"4-4. Relazione
.
"3-5.
.
"4-4. Relazione
.
"4-4. Relazione
.
"4-4. Relazione
.
"4-5. Regolazione
.
"4-6. Regolazione
.
"4-7. Posizione del
.
.
– 44 –
 Loading...
Loading...