

Page 1
Page 2

目 录
1. 规格 ..........................................................................................................................................................................1
2. 各部的名称 ............................................................................................................................................................2
3. 安装 ..........................................................................................................................................................................3
3-1. 底罩的安装 ............................................................................................................................................................................................................3
3-2. 关于电气箱 (SC-910) 的开闭 .......................................................................................................................................................................4
3-3. 膝动提升高度的调整 ......................................................................................................................................................................................... 4
3-4. 线架的安装 ............................................................................................................................................................................................................5
3-5. 操作盘的安装 ....................................................................................................................................................................................................... 5
3-6. 电线的连接 ............................................................................................................................................................................................................6
3-7. 电线的处理 ............................................................................................................................................................................................................8
3-8. 膝动提升检测座 ( 组件 ) 的调整 ............................................................................................................................................................... 10
4. 缝纫机的准备 ....................................................................................................................................................11
4-1. 加油 ....................................................................................................................................................................................................................... 11
4-2. 清扫过滤器 ......................................................................................................................................................................................................... 12
4-3. 旋梭油量的调整 ................................................................................................................................................................................................ 13
4-4. 机针的安装 ......................................................................................................................................................................................................... 13
4-5. 梭壳的放入取出方法 ...................................................................................................................................................................................... 14
4-6. 旋梭的放入方法 ................................................................................................................................................................................................ 14
4-7. 上线的穿线方法 ................................................................................................................................................................................................ 15
4-8. 线张力 ................................................................................................................................................................................................................... 16
4-9. 挑线弹簧 .............................................................................................................................................................................................................. 16
4-10. 缝距长度的调节 ............................................................................................................................................................................................. 17
4-11. 底线卷绕方法 .................................................................................................................................................................................................. 18
4-12. 机针停止位置的调整 .................................................................................................................................................................................... 19
4-13. 踏板压力和行程 ............................................................................................................................................................................................. 20
4-14. 踏板的调整 ....................................................................................................................................................................................................... 20
5. 缝纫机的操作 ....................................................................................................................................................21
5-1. 踏板操作 .............................................................................................................................................................................................................. 21
5-2. 关于压脚提升 .................................................................................................................................................................................................... 22
5-3. 压脚压力的调节 ................................................................................................................................................................................................ 22
5-4. 膝动提升时的松线变换 .................................................................................................................................................................................. 23
5-5. 单针变换开关 ( 仅限 LH-4168-7, 4188-7) .......................................................................................................................................... 24
5-6. 单触手动倒缝 ( 点击规格 ) ......................................................................................................................................................................... 25
6. 保养 .......................................................................................................................................................................25
6-1. 下送的变换方法和调整 ( 仅 LH-4128 无切线 ) .................................................................................................................................. 25
6-2. 送针的变换方法 ( 仅 LH-4128) ................................................................................................................................................................ 27
6-3. 中旋梭导向器的调整 ...................................................................................................................................................................................... 28
6-4. 机针和旋梭的关系 ........................................................................................................................................................................................... 29
6-5. 送布牙的高度和倾斜的调整 ........................................................................................................................................................................ 32
6-6. 压脚的调整 ......................................................................................................................................................................................................... 32
6-7. 更换标尺时的旋梭轴座的移动 ( 调整 ) .................................................................................................................................................. 33
6-8. 关于变更针幅时的加油经路 ........................................................................................................................................................................ 33
6-9. 压线弹簧的调整 ................................................................................................................................................................................................ 33
6-10. 活动刀的位置调整 ......................................................................................................................................................................................... 34
6-11. 底线吸收弹簧的更换 (LH-4168-7, 4188-7) ..................................................................................................................................... 35
6-12. 旋梭针座的调节 ............................................................................................................................................................................................. 35
6-13. 关于针杆停止和角缝的弯曲角度 (LH-4168-7, 4188-7) ............................................................................................................. 36
6-14. 往滑板安装量规时的注意事项 ................................................................................................................................................................. 36
6-15. 挑线杆的位置 .................................................................................................................................................................................................. 37
6-16. 向指定部位补充润滑脂 (LH-4168-7, 4188-7) ................................................................................................................................ 37
7. 缝迹标准部件针数速查表 (1mm 间隔换算表 ) ..................................................................................39
8. 标准部件一览表 ................................................................................................................................................40
9. 缝纫中出现的现象和原因、对策 ...............................................................................................................45
iv
Page 3
1. 规格
机种名称 LH4128 LH-4128-7 LH-4168-7 LH-4188-7
( 自动切线 ) ( 带角缝自动切线 ) ( 带角缝自动切线 )
用途 薄〜中厚料 薄〜中厚〜厚料 薄〜中厚〜厚料 中厚料〜厚料
S 规格 : 标准、F 规格 : 内衣、G 规格 : 牛仔料
旋梭 小旋梭 小旋梭 小旋梭 大旋梭
切线 无 有 有 有
单针 无 无 有 有
最高缝制速度 4000rpm * 4000rpm * 3200rpm 3200rpm
使用机针 DP × 5 #9 〜 #16 (S 规格 )、DP × 5 #9 〜 #11 (F 规格 )、DP × 5 #16 〜 #22 (G 规格 )
标尺尺寸 1/8" 〜 1-1/2" 5/32" 〜 1-1/4" 5/32" 〜 1" 5/32" 〜 1"
3.2 〜 38.1mm 4 〜 31.8mm 4 〜 25.4mm 4 〜 25.4mm
压脚高度 膝动提升 12mm 、压脚提升拨杆 5.5mm 、带挑线杆膝动提升 9mm
使用机油 New Defrix Oil No.1
※ 超过缝制间距 4mm 时为 3500rpm
– 1 –
Page 4
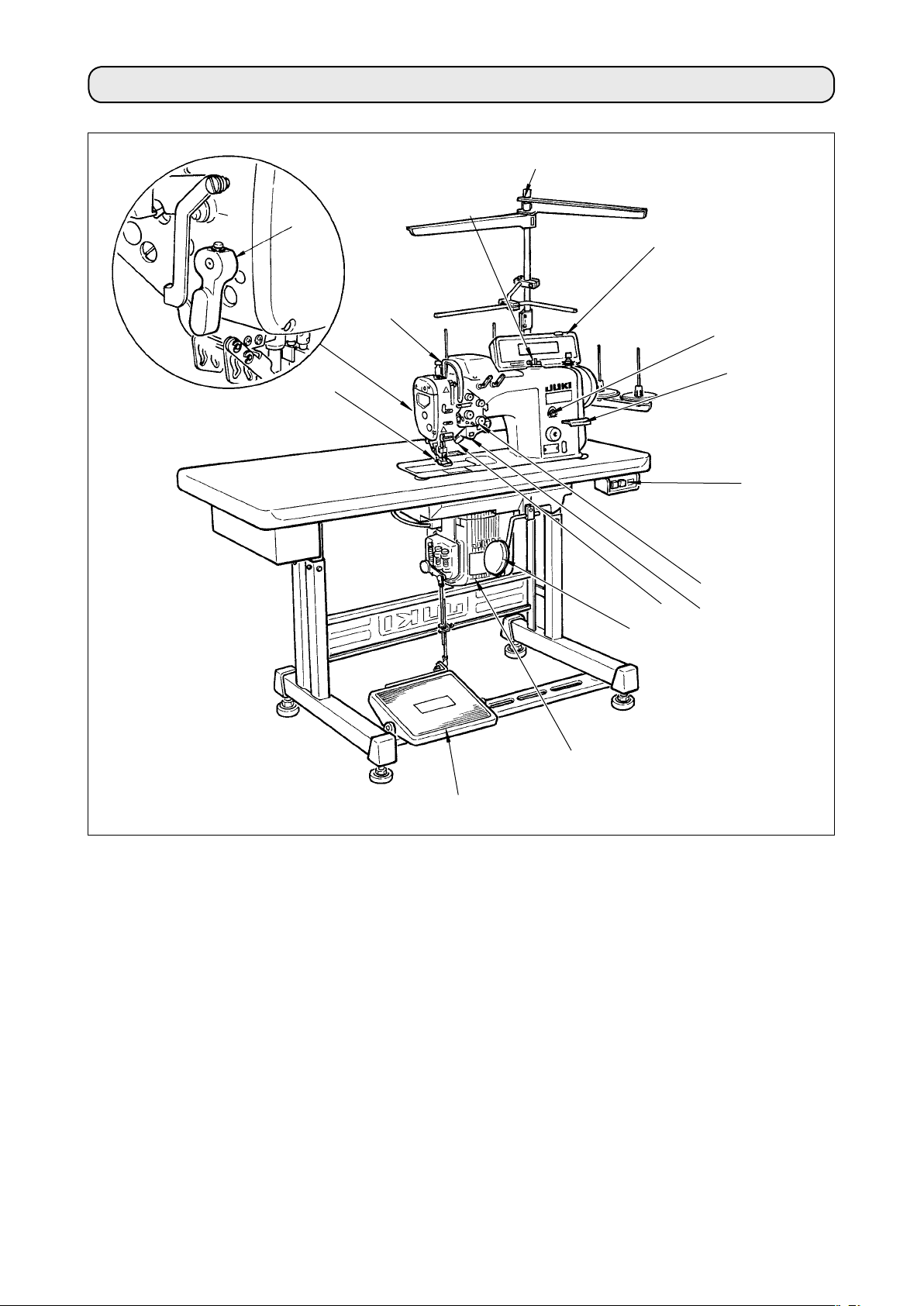
2. 各部的名称
!2
!5
3
2
!1
7
!0
9
!3
!4
8
4
1
单针变换开关
1
挑线杆护罩
2
手指防护器
3
线张力器
4
电气箱
5
踏板
6
膝动提升拨杆
7
电源开关
8
手持开关
9
操作盘
!0
6
5
绕线装置
!1
线架装置
!2
加油口
!3
送布拨杆
!4
压脚提升拨杆
!5
– 2 –
Page 5
3. 安装
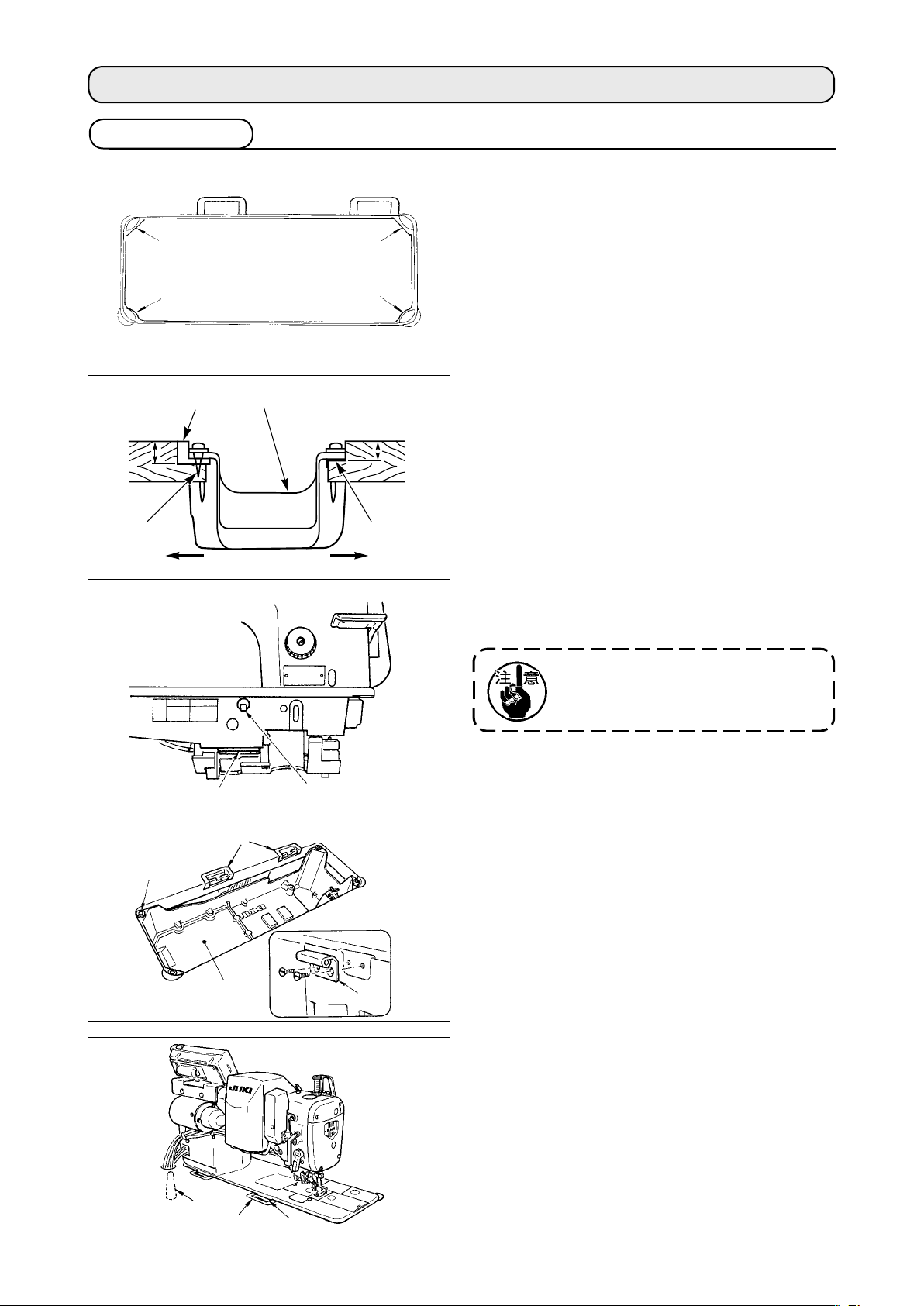
3-1. 底罩的安装
1) 请把底罩用机台槽的四角支撑好。
23.5 mm
2
3
1
1
A
4
B
3
1
19.5 mm
3
2) 前侧
的 2 处 , 请用钉子2把机头支撑橡胶
A
座1钉到机台突出的部 , 铰链侧B的 2 处 ,
请用橡胶粘合剂固定好缓冲座3, 然后再放上
底罩4。
3) 请卸下机台的放气盖
。( 在从机台卸下的状
5
态下搬动机头时,请一定把放气盖5盖上。)
不卸下放气盖5运转缝纫机的话 , 从
齿轮箱C就会有油漏出。
8
9
C
4
7
7
6
5
6
4) 用螺丝把合页6固定到缝纫机主体。镶进机
台的橡胶合页7, 把机头放到四角的机头减震
垫8上。
5) 没有安装 AK 装置时 , 请把机头支撑杆
9
安装
到机台上。
– 3 –
Page 6
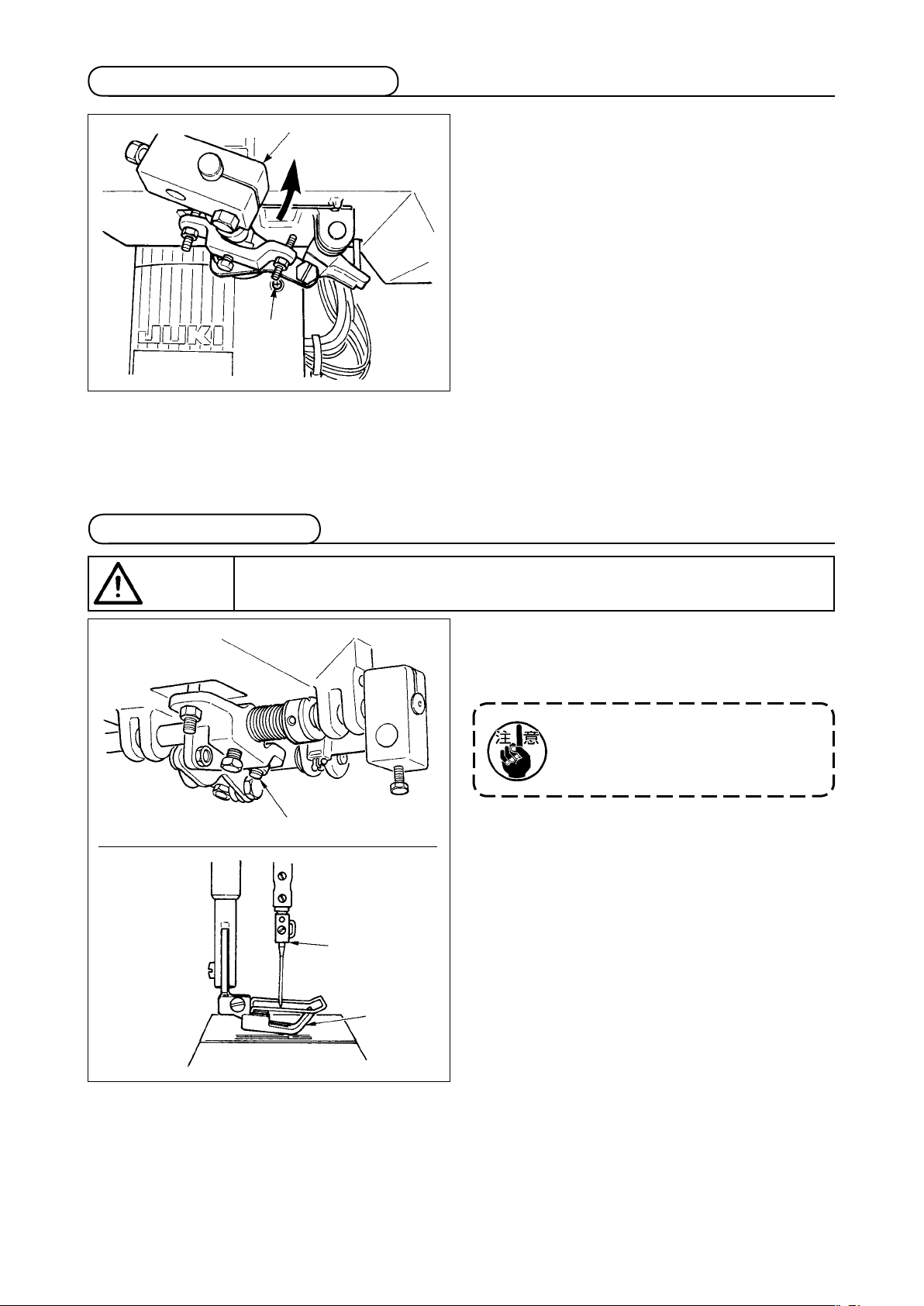
3-2. 关于电气箱 (SC-910) 的开闭
2
1
3-3. 膝动提升高度的调整
开闭电气箱时 , 请移动膝动提升装置2到可以看见螺丝孔
的位置之后再进行操作。
1
有关电线的连接和电气箱的设定,请参照
一同 SC-910 使用说明书。
注意
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
1) 膝动提升压脚的标准高度为 12mm 。
2) 调节膝动提升调节螺丝1可以把压脚最高提
升到 13mm。
在把压脚3提升 12mm 以上的状态 ,
因为针杆2与压脚3相碰 , 所以请
不要运转缝纫机。
1
2
3
– 4 –
Page 7
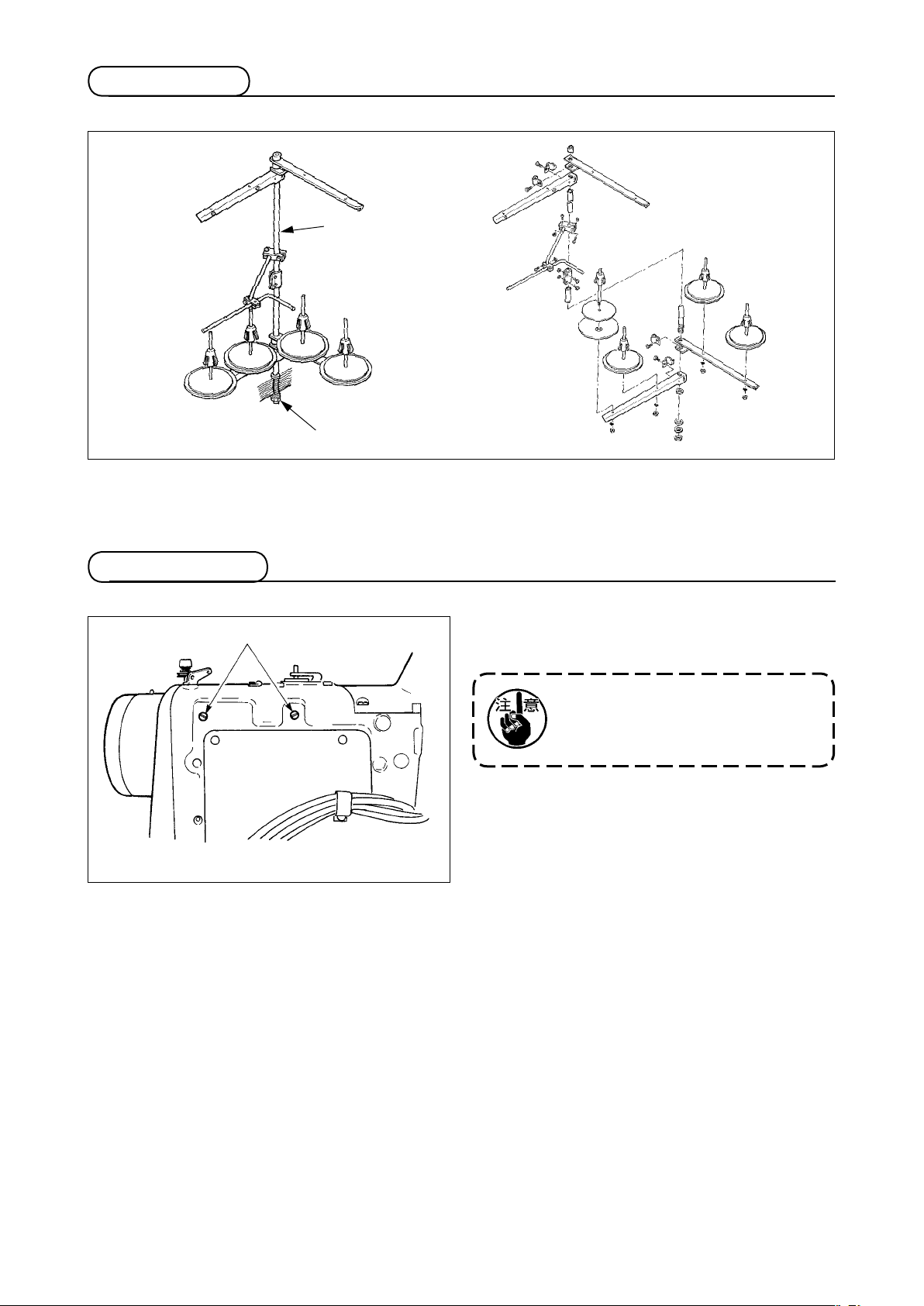
3-4. 线架的安装
2
1
组装线架 , 把线架安装到机台的孔上 , 拧紧螺母1固定好线架。
另外 , 可以进行顶部配线时 , 请把电源线从线架杆2的里面穿过。
3-5. 操作盘的安装
1
安装操作盘时 , 请使用机头上安装的螺丝、垫片、菊花垫
片1。
操作盘上附属的螺丝与机头上的螺丝
孔间距不同 , 安装错误有弄坏螺丝孔
的危险。
– 5 –
Page 8
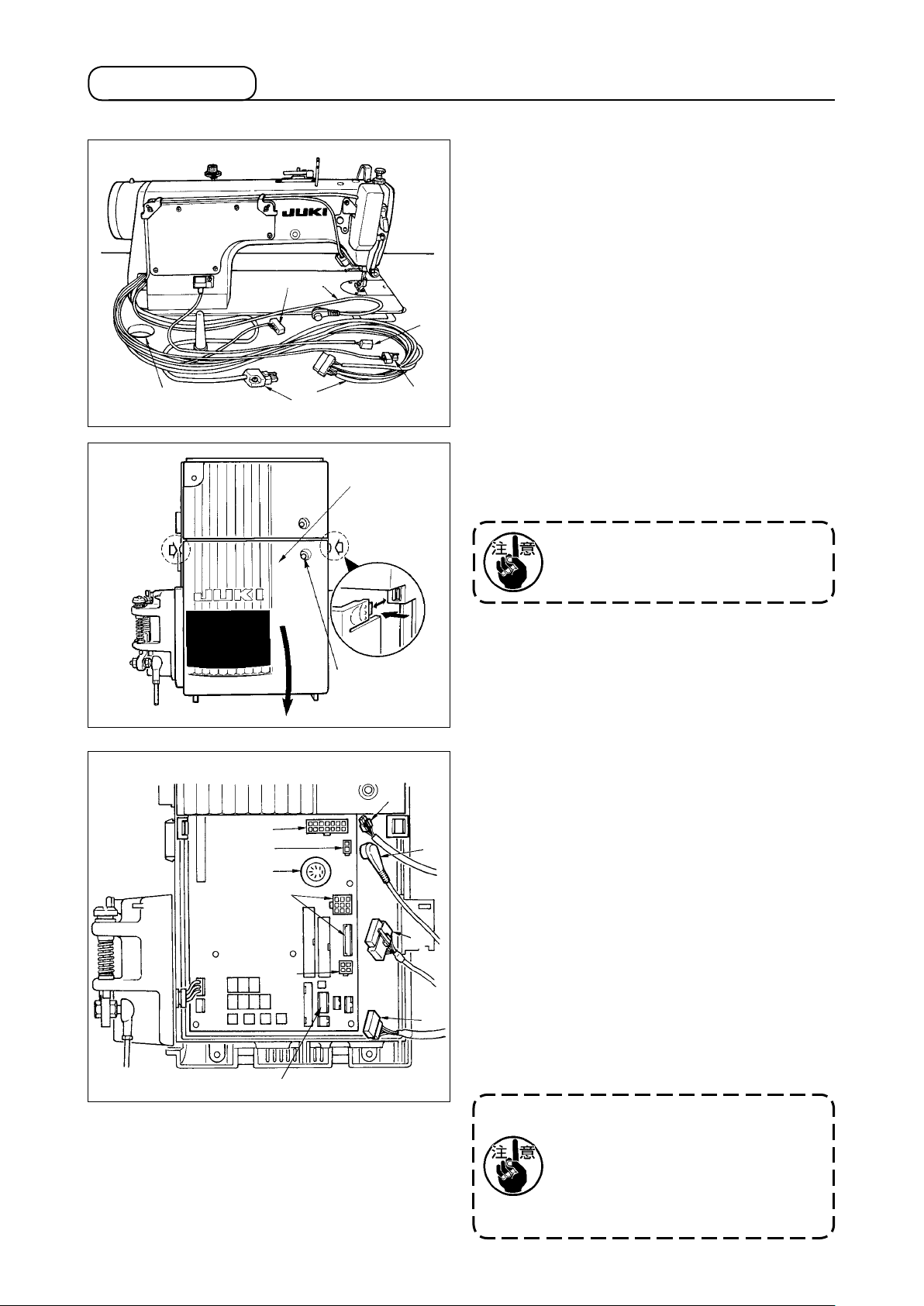
3-6. 电线的连接
(1) LH-4128,4128-7,4168-7,4188-7
2
5
4
1)
把切线继电器、倒缝继电器等的电线笊检测器
电线笆、安全开关电线笳、机头 4P 插头4、
马达信号电线笙、马达输出电线笞穿过机台孔
A,再从机台下穿过去。
A
6
1
3
2) 拧松前护罩筌的固定螺丝笄。
3)
!5
向箭头方向按住前护罩筌,把前面外罩向前面
打开。
开闭盖子时,请一定用手扶着开闭。
!2
4) 把从机头过来的 14P 插销笊插进接头笵里
(CN46)。
7
!0
@0
!1
!9
2
3
5) 把从机头过来的 4P 插销笘插进接头笨里
(CN31)。
6) 把从机头来的 4P 插头(安全开关插头 )笳插
到插头笶(CN48) 上。
7) 把从机头过来的 7P 插销笆插进接头筐里
(CN30)。
8
1
9
4
5
8)
把从机头过来 8P 插销笙插进接头筺里
(CN38,CN39)。所有的插入方向均有规定,请
插入时确认。(8P 插头插到 CN38,9P 插头时
插到 CN39。)
9) 安装着本公司选购品 AK125 装置时,请把 AK
装置出来的 2P 插头筴插到插头筧(CN40)上。
$5
请把各插头确实地插好。(带锁定卡
头的机种,请把卡头锁定好)如果没
有插好,缝纫机就不能动作。不仅会
发出警报音,而且缝纫机以及电气箱
会被损坏。
– 6 –
Page 9
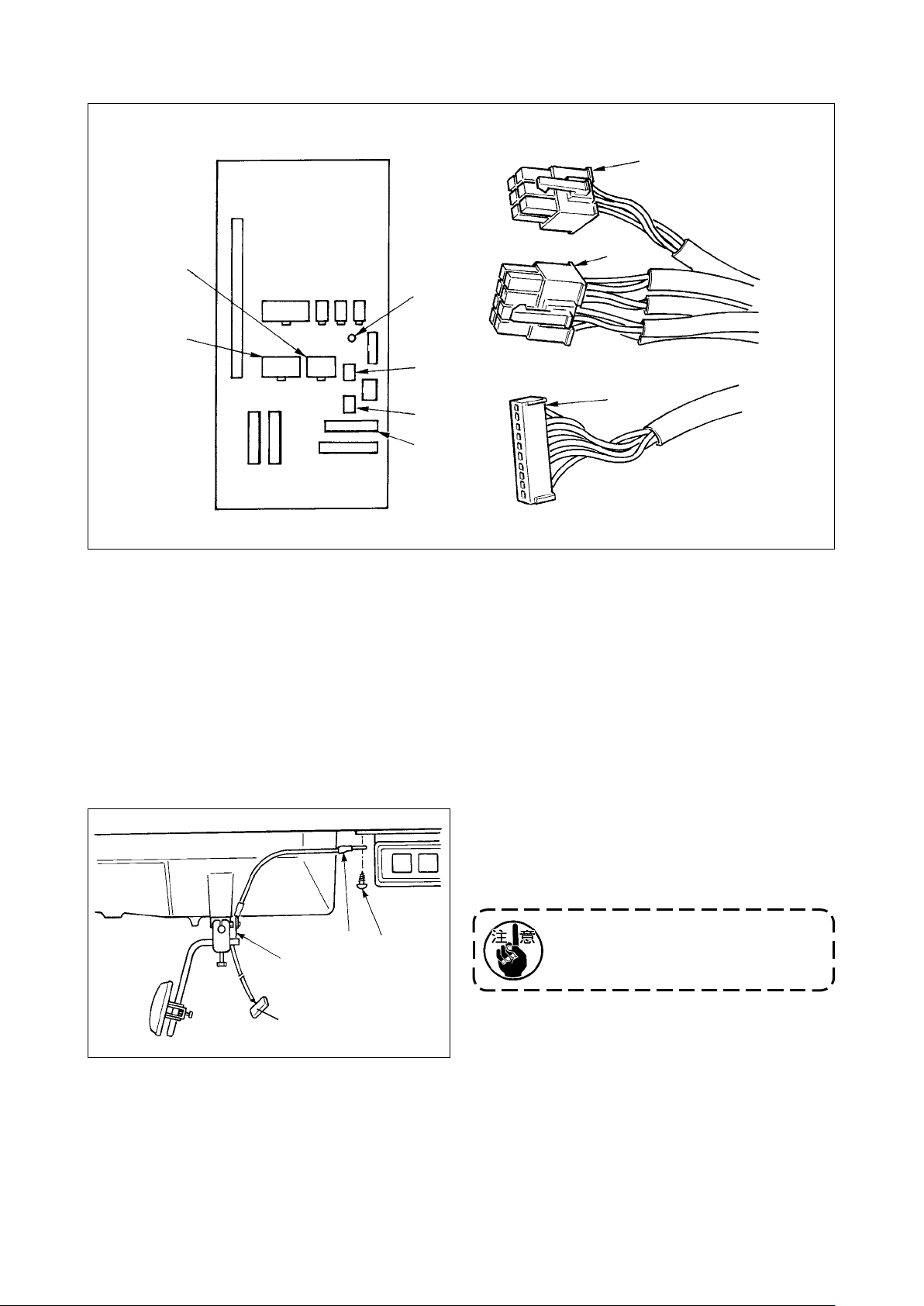
(2) 4168-7,4188-7
选购装置 A
@3
@6
#2
@5
#0
#1
@4
@2
@1
除 3-6.(1) 以外,请再连接以下的电线。
1) 把单针变换开关电线@1、单针电磁电线@2、单针传感器电线@3穿过机台孔 A,拉到机台下面。
2) 把从机头过来的 10P 连接器@1插入连接器@4(CN125) 里。
3) 把从机头过来的 8P 连接器@2插入连接器@5(CN129) 里。
4) 把从机头过来的 6P 连接器@3插入连接器@6(CN128) 里。
5) 从#0(BNC) 卸下连接#2(COM) 的电线,然后插入#1(LH)。
$2
$4
$3
$0
6) 卸下电源开关左侧的固定螺丝$0,把从膝动提
升检测传感器板 ( 组件 ) $2连接出来的地线 ( 组
件 ) $3的前端插入固定螺丝,然后再把此固定
螺丝拧紧。
如果不连接地线,会发生误动作。
7) 把膝动提升检测传感器连接器
(CN32)。
$5
插入连接器
$4
– 7 –
Page 10
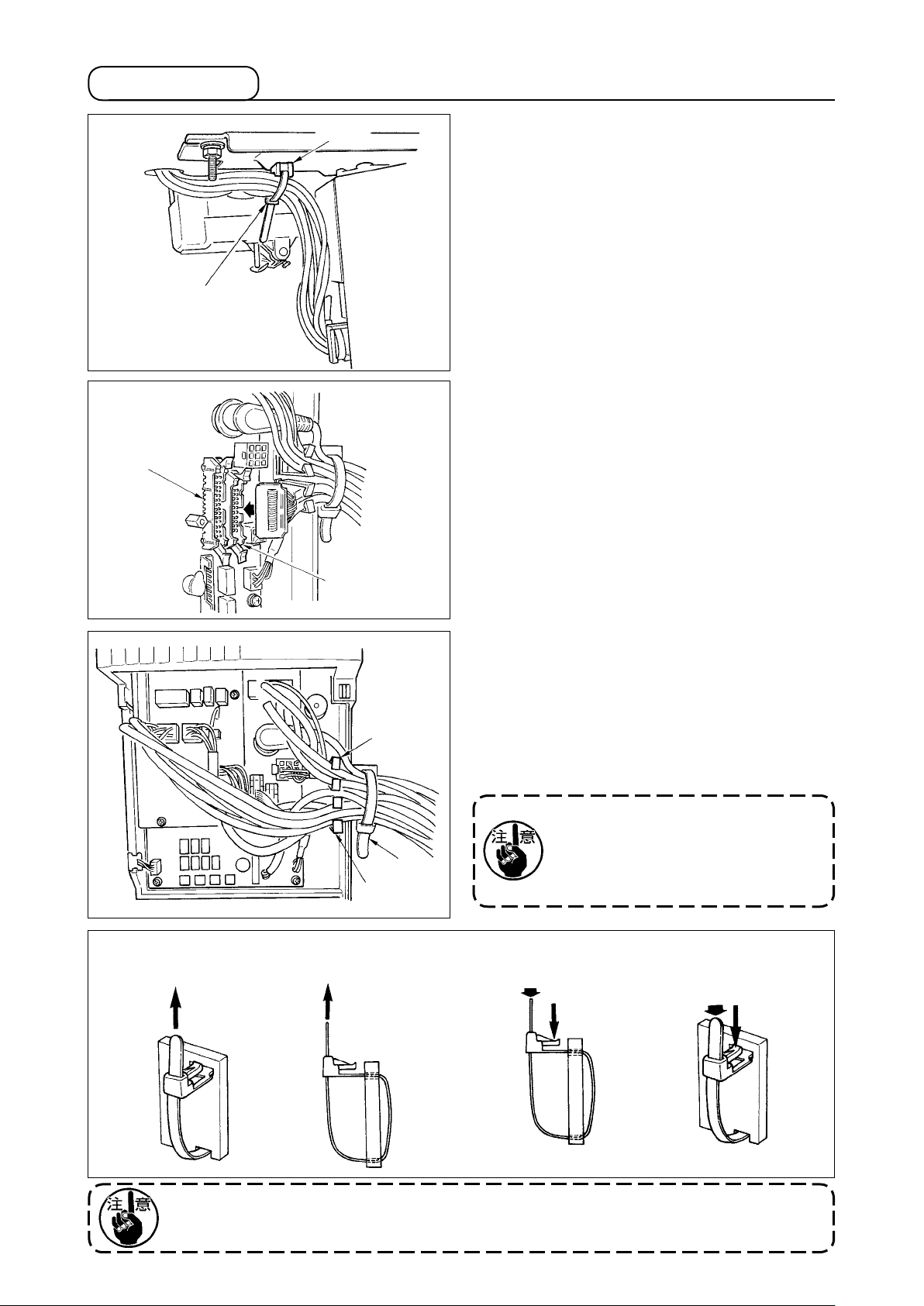
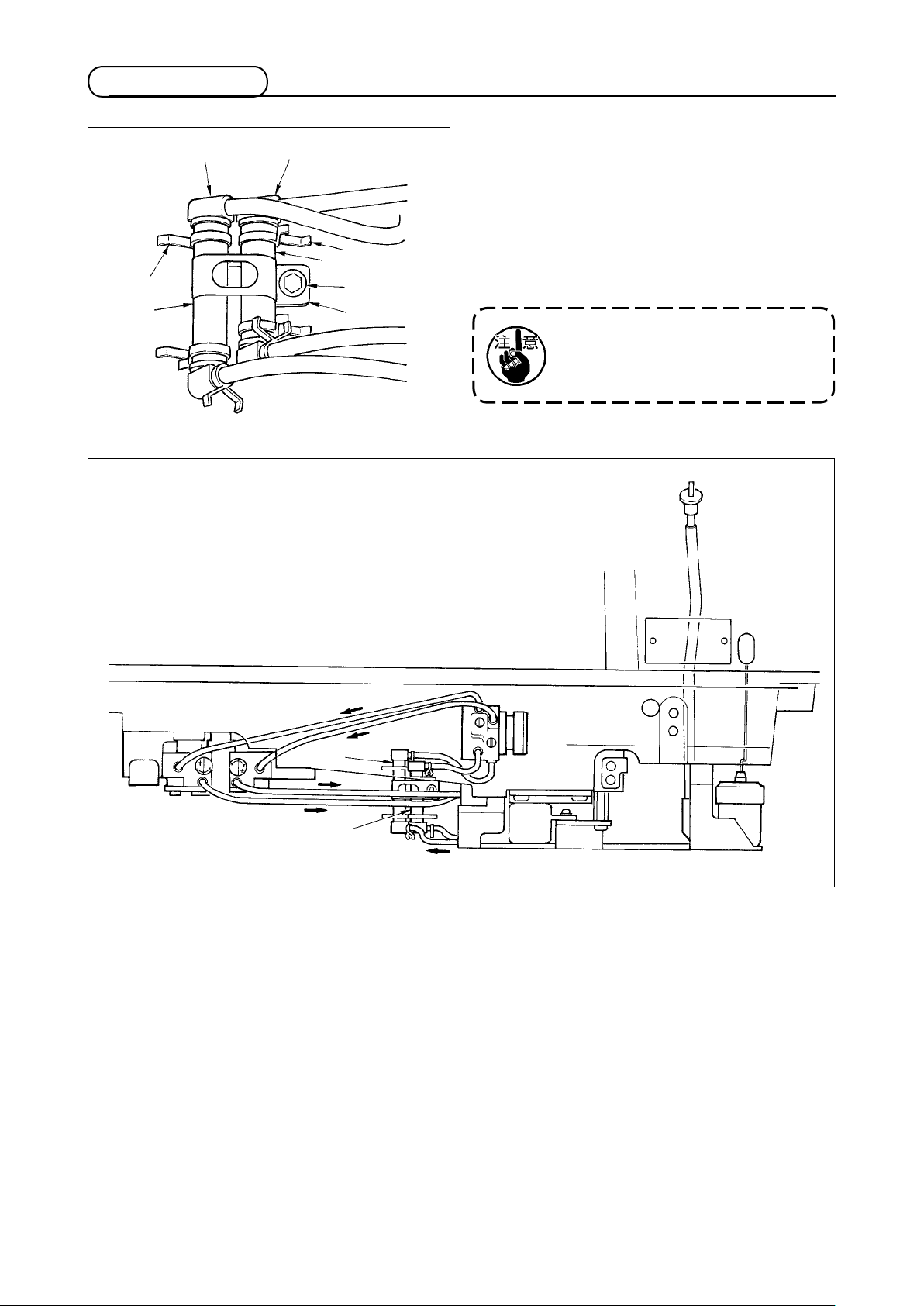
3-7. 电线的处理
B
@3
A
1) 从机头引来的所有电缆线,请用接线架綏上安
装的扎线带絽固定好。
[CP 操作盘用插头的连接]
本机备有 CP-160 连接用的专用插头。
请注意插头的方向,插到电路基板上的插座笋上。
插入后,请锁紧不要让它脱落下来。
[IP 操作盘的连接]
本机备有 IP-100、IP-110 连接用的专用连接器。
连接时,请把连接器插入到筬直至被锁定。
线束扎带筍的固定方法
拉
拉
!4
@6
@5
!3
2) 插入连接器之后,用箱侧面的扎线带
有的电线捆到一起固定。此时,请把切线电磁、
倒缝电磁等的电线 ( 连接器 CN46)、AK 电线
( 连接器 CN40)、马达信号电线 ( 连接器 CN39)
捆扎到钢丝鞍@5上,把检测器电线 ( 连接器
CN30) 捆扎到钢丝鞍@5的上方,把膝动提升
检测传感器电线 ( 连接器 CN32) 捆扎到钢丝鞍
@5和@6
之间,把其他电线捆扎到钢丝鞍@6上。
1. 有关电缆线夹和捆线带的固定方
法,请按照安装顺序进行捆扎固定。
2. 拆卸时,打开钢丝鞍座,按住扎线
带的卡钩卸下来。
线束扎带的拆卸方法
按
按
按扣钩
!3
把所
按住扣钩部,按进线束扎带就可以拆卸。
1.
线束扎带的固定方法,请按图示的顺序进行。
2. 拆卸时,请按住线束扎带的扣钩,然后按图示的打开顺序按压扎带拔出来。
– 8 –
Page 11
筌
絽
笄
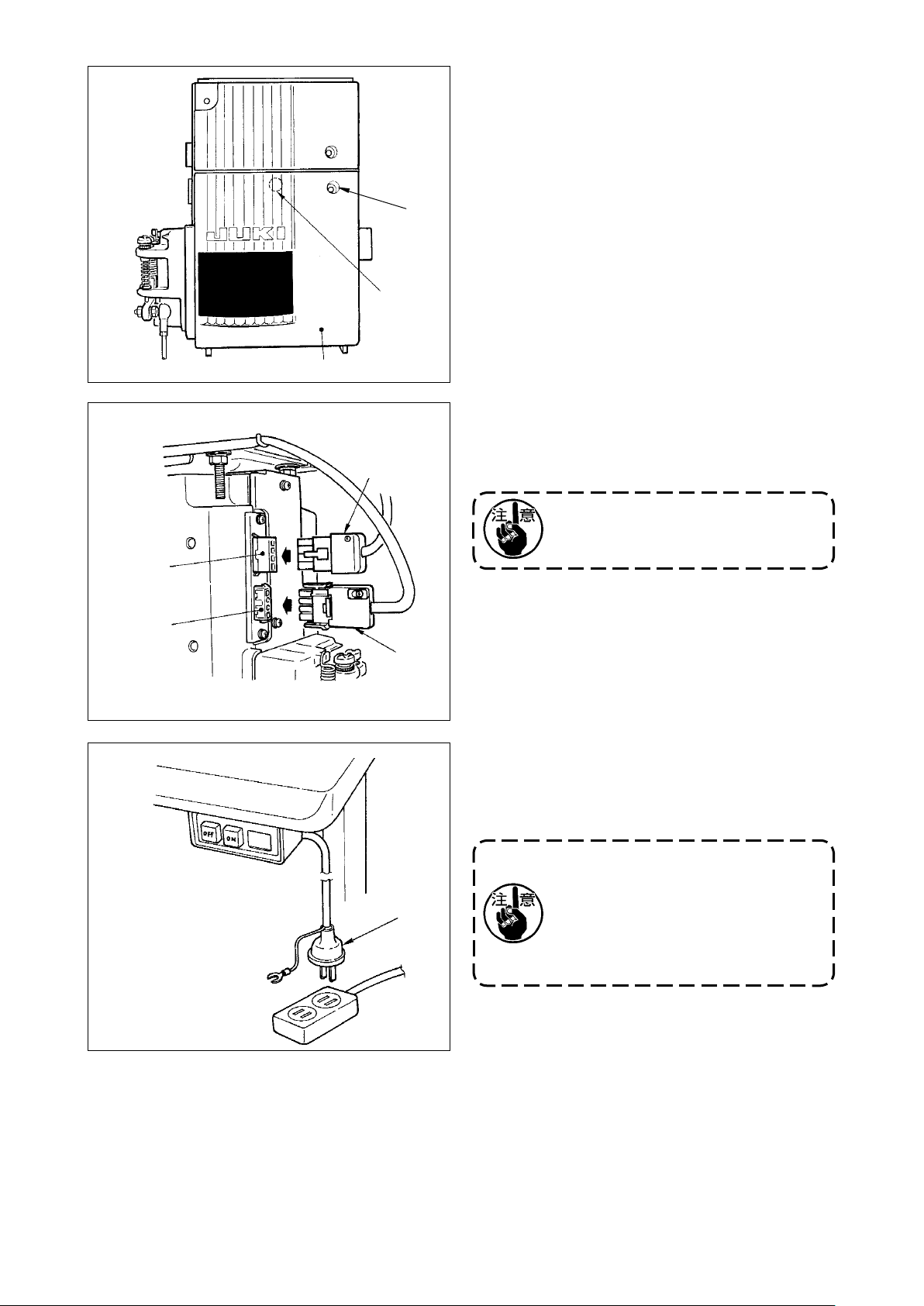
3)
请注意不要让前面外罩筌夹住电线,把外罩扣好。
轻轻地按絽部,听到喀喳的声音后前外罩筌就被
盖好。
4) 然后,用螺丝笄固定好。
筅
筥
笞
筵
筰
5) 把马达输出电缆
插到电气箱侧面的插头
笞
筅
上。
6) 把电源开关的插头 4P筵插到插头筥上。
请把马达输出电缆从电气箱前面绕出
来。
7) 请先确认电源开关是否关闭 (OFF),然后把从
电源开关来的电源线筰插进电源插座。(图示
为日本国内 100V 规格的情形)
1. 连接电源线之前,请再次确认电源
箱上表示的电源电压规格。
2. 请一定准备符合安全标准的电源开
关。
3. 请一定连接好地线 ( 绿 / 黄 )。
– 9 –
Page 12
3-8. 膝动提升检测座 ( 组件 ) 的调整
条件:在压脚头上升 5mm 的位置 LED 开始亮灯
LED
7
3
检测部
与端面一致
!3
4
3
3
1) 打开 (ON) 电源。
2) 按膝挡板7,把压脚提升到距离针板上面
5mm 高。
3) 向箭头方向转动膝动提升检测座 ( 组件 )4,在
膝动提升检测传感器3的 LED 开始亮灯的位
置,用固定螺丝!3进行固定。此时,请把检
测座 ( 组件 )4的端面和膝动提升检测传感器
的端面调整一致。
3
如果膝动提升检测传感器
3
的和膝
动提升检测座 ( 组件 )4的端面不一
致的话,就会发生检测不良。
4) 离开膝挡板
后,请确认 LED 是否灭灯。
7
本调整是设定为把压脚提升了 5mm
后进行膝动提升检测。使用此以下的
上升亮时,请降低标准调整值,按照 3)
的步骤重新调整。
4
※为了说明,上图中省略了膝挡板等。
磁铁
LED
5) 膝动提升检测座 ( 组件 )
的磁铁靠近到膝动
4
提升检测传感器3的检测部 ( +标记部 ) 之后,
立即检测膝动提升,LED 亮灯。
– 10 –
Page 13
4. 缝纫机的准备
4-1. 加油
注意
1
1. 为了防止缝纫机的突然起动造成事故 , 加油结束之前 , 请不要连接电源插头。
2. 为了防止炎症或斑疹 , 如果油沾到眼睛或身上后 , 请立即洗净。
3. 误饮油后有可能发生腹泻或呕吐。请把油放到小孩子拿不到的地方。
运转缝纫机之前 , 请一定往旋梭油槽中加油。
1) 卸下加油口盖1, 使用附属的加油壶加入 JUKI
New Defrix No.1 机油。
2) 请把油量指示棒3的前端插到与油量指示窗
的上刻线相一致的位置。
2
请注意油加入得过多的话 , 油会从油箱的气孔
漏出 , 而不能正常地加油。
3) 使用缝纫机时 , 如果油量指示杆3指到油量指
2
上刻线
3
2
下刻线
示窗2的下刻线以下 , 请进行加油。
· 新缝纫机或较长时间没有使用的缝
纫机时 , 请进行 3000rpm 以下的磨
合运转之后再使用。
· 请购买 JUKI New Defrix Oil
No.1(货号MDFRX1600C0)旋梭油。
· 在底罩上如果积存了机油 , 会发生加
油不良的故障 , 因此不要再次使用。
– 11 –
Page 14
4-2. 清扫过滤器
!0
8
9
!0
9
8
7
6
请定期地 ( 每 3 个月 1 次左右 ) 清扫一次过滤器4、
(2 处 )。
5
1) 拧松加油软管支架6的固定螺丝7,然后从
机台卸下。
2) 拧松管固定器8,然后卸下软管9和接头!0。
3) 清除掉粘到接头!0网上的垃圾之后,请返回
到原来的状态。
过滤器发生堵塞后,因加油不良会发
生机器故障。另外,机油脏污后,请
更换机油槽内的机油。
向旋梭加油
循环
4
5
加油
– 12 –
Page 15
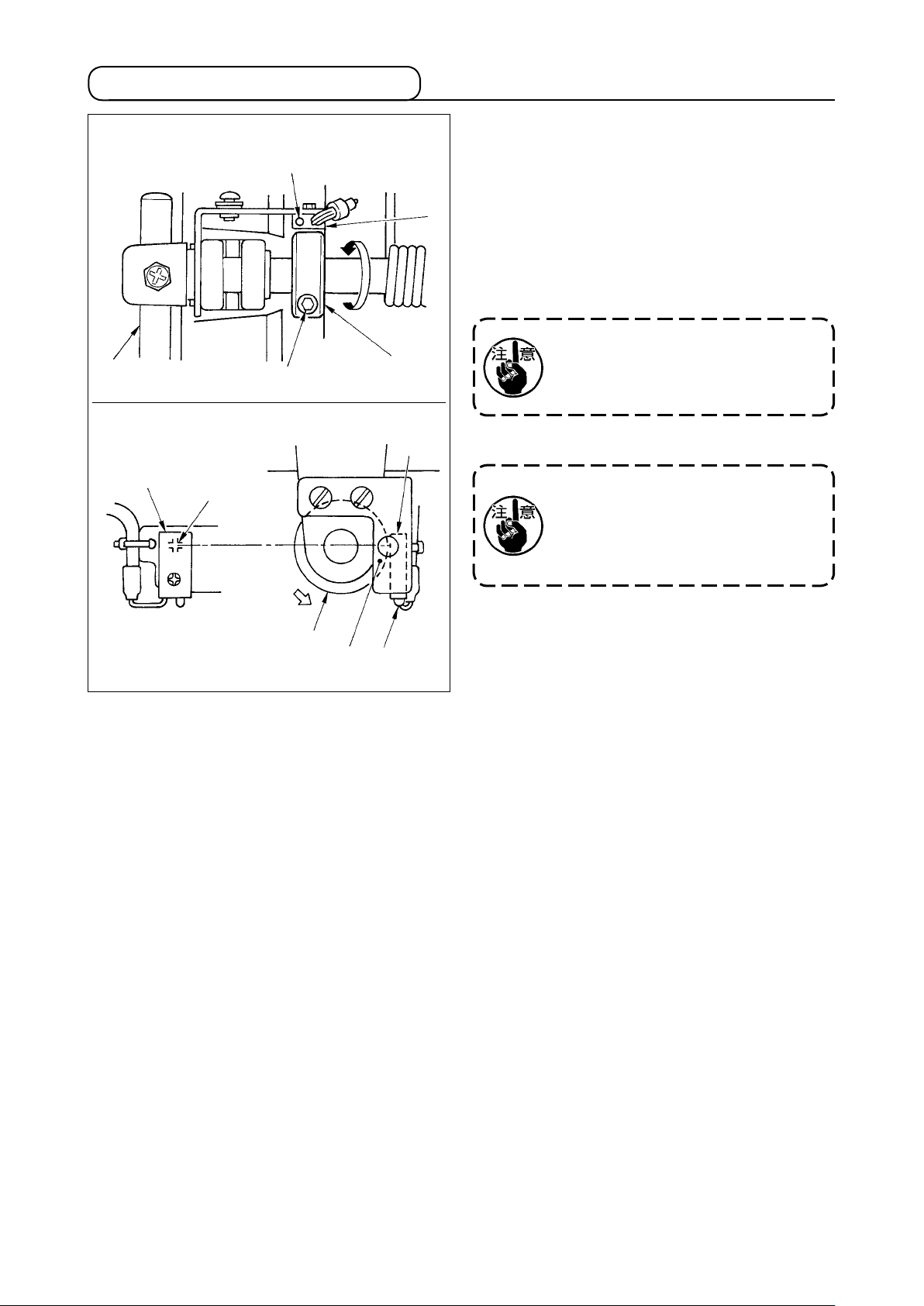
4-3. 旋梭油量的调整
注意
请用安装在旋梭轴台的油量调节螺丝1来进行调整。向顺时针方向转动螺丝1油量变多 , 逆时针方向转
动则变少。油量用 5 秒钟进行测定。油量调整得过少的话 , 会发生故障 , 敬请注意。
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
1
油量少
油迹
油量多
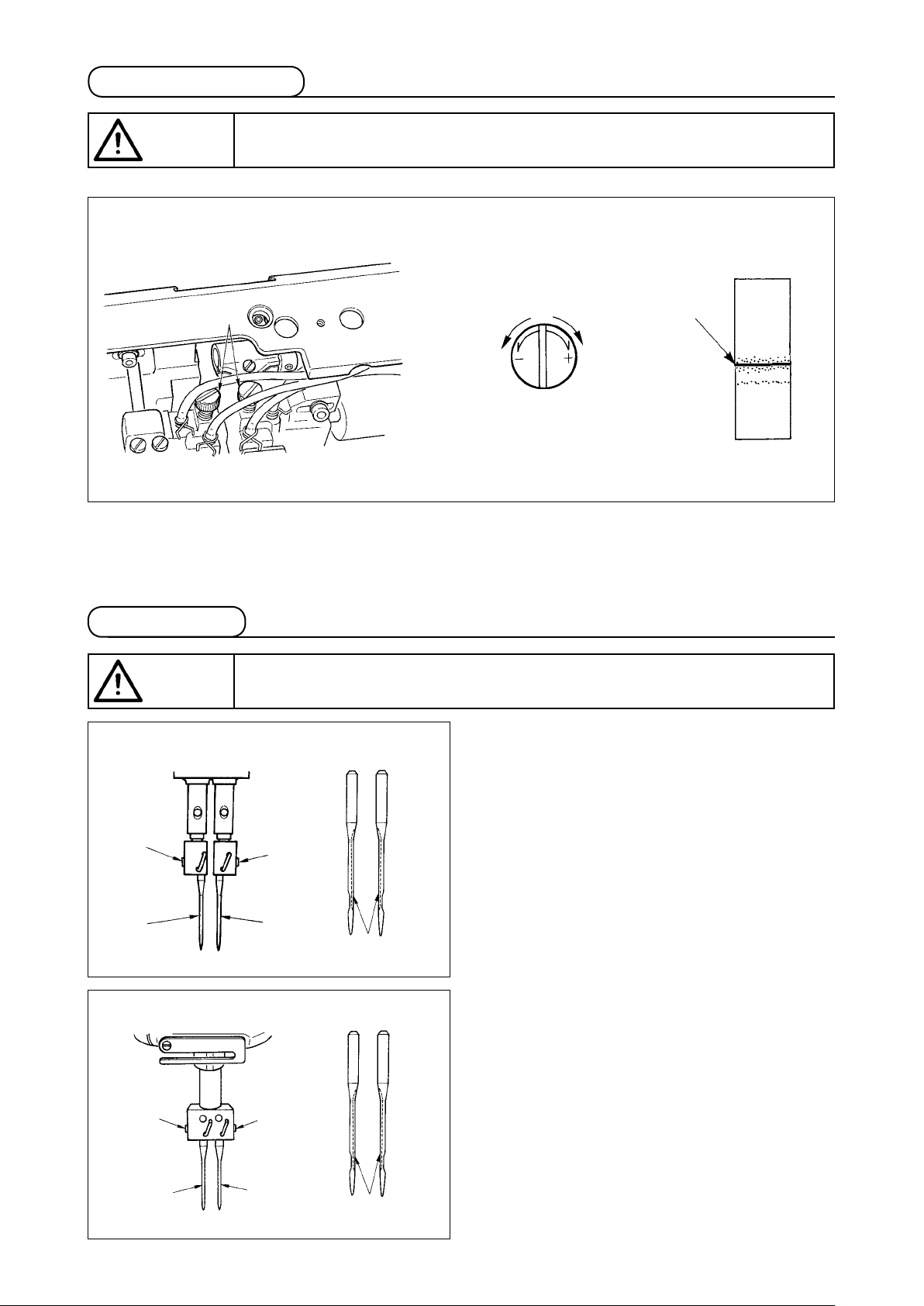
4-4. 机针的安装
注意
LH-4168-7, 4188-7
2
1
LH-4128, 4128-7
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
请关掉马达电源。
请使用 DP × 5 机针。
1) 转动飞轮 , 把针杆上升到最高点。
2) 拧松机针固定螺丝2, 把机针1的长槽3分
别朝向外侧。
2
1
3
3) 把机针深深地插到针孔的里面。
4) 拧紧机针固定螺丝2。
2
1
1
2
3
– 13 –
Page 16

4-5. 梭壳的放入取出方法
注意
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
1
4-6. 旋梭的放入方法
1) 扳起旋梭的拨杆1, 连同梭芯一起取出梭壳。
2) 放入时 , 把旋梭正确地插到旋梭轴上 , 然后放
倒拨杆。
LH-4168-7, 4188-7
3
2
LH-4128, 4128-7
[ LH-4168-7, 4188-7 ]
1) 让线朝 A 方向卷绕把旋梭安装到缝纫机上。
A
4
1
A
1
2) 把线穿过梭壳穿线槽1, 拉线 , 从线张力弹簧
的下面穿过并拉出来。
3) 把拉出的线穿过穿线槽2, 再从内侧穿过穿线
槽3。
4) 最后把线挂到底线吸收弹簧4。
[ LH-4128, 4128-7 ]
1) 让线朝 A 方向卷绕把旋梭安装到缝纫机上。
2) 把线穿过旋梭的穿线槽1, 然后拉动机线 , 再
从线张力器弹簧的下面穿过拉出。
– 14 –
Page 17

4-7. 上线的穿线方法
注意
LH-4188-7
!0
-
!1
L
-
!2
M
-
!3
N
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
中间导线器
K
2
9
6
-
8
I
A1
B
4
3
J
D
C
5
F
E
!4
!5
O
P
A 图
B 图
如图所示穿上线。
面向缝纫机 , 左侧为机线1〜!5, 右侧为机线A〜P。
请注意留针导线器 (!4、O) 的穿线方法。
· 60 号以下的细长纤维线如 A 图所示
· 50 号以上的粗长纤维线和聚酯化纤线如 B 图所示
7
H
LH-4188-7
G
– 15 –
Page 18

4-8. 线张力
2
1
1) 上线张力的调节
向右转动第二线张力螺母
向左转动张力变弱。
4-9. 挑线弹簧
注意
(1) 改变挑线弹簧的动作量时
4
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
6
5
1
, 上线张力变强 ,
1
9
2
7
2) 底线张力的调节
向右转动线张力螺丝2, 底线张力变强 , 向左
转动张力变弱。
!1
!0
转动
3
1) 调整右侧的挑线弹簧1时 , 拧松第 2 线张力固定螺丝2, 左右转动第 2 线张力器 ( 组件 )3来进行调整。
2) 调整左侧的挑线弹簧4时 , 拧松第 2 线张力固定螺丝5, 左右转动第 2 线张力器 ( 组件 )6来进行调整。
3) 第 2 线张力器 ( 组件 )3 6, 向右转动挑线量变大 , 向左转动挑线量变小。
调整挑线弹簧1 4的动作量时 , 应注意不让松线销7 8碰到盘形松线板9。另外 , 向箭
头方向转动了压脚提升拨杆!0后 , 请确认线张力盘!1 !2是否确实上升。
8
– 16 –
!2
Page 19

(2) 改变挑线弹簧的强度时
4
4-10. 缝距长度的调节
3
!4
1
!3
1) 改变右侧的挑线弹簧
的强度时 , 向右转动弹
1
簧轴!3变强 , 向左转动变弱。
2) 变更左侧的挑线弹簧4的强度时 , 向右转动弹
簧轴!4变强 , 向左转动变弱。
向左 ( 右 ) 转动送布调节盘1, 让机架的刻点3对
准希望的数字。
不容易转动送布调节盘1时 , 请轻轻地向下按压送
布杆2一边转动。
1
2
倒缝
•
1) 向下按压送布拨杆2。
2) 在按下的时间可以进行倒缝。
3) 手放开后 , 立即变为正送布。
– 17 –
Page 20

4-11. 底线卷绕方法
2
4
B
A
1
C
3
1) 把梭心推到卷线轴1的最里面。
2) 把线架右侧的卷线如图所示穿线 , 并把线端向
右缠绕数圈。
( 铝旋梭时 , 把线端向右缠绕后 , 再把线张力盘
过来的线向左缠绕数圈后 , 就容易绕线了。)
3) 把卷线拨杆2推到 A 方向 , 转动缝纫机。梭
心向 C 方向转动 , 线卷绕到梭心上。
卷绕结束后卷线轴1自动停止。
4) 取下梭心 , 用切线保持板3切断机线。
5) 调整底线卷绕量时,请拧松固定螺丝4,把卷
线调整杆2向 A 或 B 方向移动,然后再拧紧
固定螺丝4。
A 方向∶变少
B 方向∶变多
7
卷线张力器 , 调整线张力盘7的高度。
· 旋梭中心和线张力盘中心高度一样时为标准位
6) 如果线不能平绕梭心时 , 请拧松螺母6, 转动
D
8
7
6
置。
· 下部卷得多时 , 如图的 D 方向 , 上部卷得多时 ,
如图的 E 方向 , 移动线张力盘7的位置。
调整后 , 把固定螺丝6拧紧。
E
7
7) 调整底线卷绕张力时 , 请转动线张力螺母8进
行调整。
1. 卷绕底线时 , 请在梭芯和线张力盘7之间拉线的状态开始绕线。
2. 不进行缝制的状态 , 卷绕底线时 , 请把上线从挑线杆线道上卸下来 , 从旋梭里把梭芯卸下
来。
3. 线架装置引出的线受到风吹影响 ( 风向 ) 会出现悬垂 , 而卷绕到皮带轮上。因此请注意风
向等。
– 18 –
Page 21

4-12. 机针停止位置的调整
注意
A
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
(1) 切线后的停止位置
1) 标准的机针停止位置是皮带轮外罩的刻点
和飞轮的白刻点B一致时的位置。
2) 让机针上停止 , 关闭电源之后 , 拧松螺丝3,
在长孔的范围内进行调整。向C的方向移动
的话 , 机针停止变早 , 向D的方向移动则变晚。
拧松螺丝1的状态下请不要运转缝
纫机。此螺丝只能拧松而不能拧下来。
(2) 下停止位置
1) 把踏板向前踩踏到中立位置后的机针下停止位
置是机针扎到送布牙,或比针孔上端与送布牙
上面一致的位置下降 3mm 的位置。
2) 与上停止一样,让机针2下停止,关闭电源
之后,拧松螺丝3,在长孔的范围内进行调整。
向E方向移动机针停止变快,向F方向移动
机针停止变慢。
B
1
2
D
C
E
F
3
A
0 〜 3 mm
拧松螺丝3的状态下请不要运转缝
纫机。此螺丝祗能拧松而不能拧下来。
送布牙上面
– 19 –
Page 22

4-13. 踏板压力和行程
4
2
1
3
注意
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
(1) 踏板踩踏压力的调整
1) 把踏板压力调节弹簧1挂到拨杆4上变换位
置可以进行调整。
2) 把弹簧挂到左侧压力变轻。
3) 挂到右侧压力变大。
(2) 踏板返回力的调整
1) 用返踩调节螺丝2可以进行调节。
2) 拧紧调节螺丝压力变大。
3) 拧松螺丝压力变轻。
(3) 踏板踩踏行程的调整
1) 把连接杆5安装到左侧的孔3内 , 行程变小。
( 踏板的前踩踏和重踩踏均变重。)
5
4-14. 踏板的调整
1
3
2
2
(1) 连接杆的安装
1) 向箭头方向移动踏板调节板1, 让马达控制杆
2
(2) 踏板的角度
1) 调节连接杆的长度即可以改变踏板的角度。
2) 拧松调节螺丝4, 移动连接杆2进行调节。
4
和连接杆3成一直线。
– 20 –
Page 23

5. 缝纫机的操作
5-1. 踏板操作
A
B
C
D
E
踏板有 4 级操作。
1) 向前轻轻踩踏板为低速缝纫B。
2) 在继续往前踩踏板为高速缝纫A。
( 但是 , 设定了自动倒缝开关后 , 倒缝结束之后
为高速缝纫 )
3) 轻轻踩踏板然后返回缝纫机停止C( 机针为上
停止或下停止 )。
4) 向后踩踏板为切线动作E。
* 使用自动压较提升装置 ( A K125) 时 , 在停止和
切线之间增加一个开关。向后轻轻地踩踏板之
后 , 压脚提升动作D, 继续向后强力踩踏板之
后 , 压脚下降进行切线动作 , 再次进行压脚提
升动作。
始缝的自动倒缝中 , 把踏板返回中立位置则缝纫机倒缝结束后停止。
•
从高速缝纫或低速缝纫中向后用力踩踏板缝纫机均可切线。
•
缝纫机切线中把踏板返回中立位置但机器仍然把线切完。
•
不使用自动压脚提升装置 (AK125) 时,如果把电气箱 (SC-910) 的踏板规格选择设定为 KF 的话,切
•
线时踏板踩踏量可以变小。有关设定方法请参照 SC-910 的使用说明书。
[ 使用立脚时 ]
使用立脚时 , 因为是通过压脚提升踏板提升压脚的 , 所以请把功能设定 No.117 的内容从 0 变更为 1。
此时 ,LH-4168-7, 4188-7 不能使用简易示教功能。
– 21 –
Page 24

5-2. 关于压脚提升
1
转动
1) 在把压脚提升后的位置停止时 , 向箭头方向转
动提升压脚拨杆1。压脚在上升 5.5mm 的位
置停止。
2) 降下压脚时 , 放下压脚提升拨杆 , 就可以返回
原来的位置。
3) 膝动提升压脚时 , 压脚可以上升约 12mm。
提升了压脚的状态下 , 有时挑线杆和
压脚相碰 , 因此请不要进行切线动作。
5-3. 压脚压力的调节
弱
1
2
强
向左转动螺母2转动拧松螺丝 , 然后转动压脚提升
螺丝1进行调节。向右转动压力变强 , 向左转动则
压力变弱。
调节后 , 请拧紧螺母2。
– 22 –
Page 25

5-4. 膝动提升时的松线变换
LH-4128-7,LH-4168-7,LH-4188-7 出货时膝动提
升或 AK 装置和线张力器的松线不连动。松线时 ,
请按拨杆1让张力盘浮起。
1
让松线连动时
卸下背面的盖子 , 把附属品的螺丝2穿过压脚提升
板3的孔 , 然后固定到压脚提升拨杆 A4上。
3
2
如果让松线连动的话 ,
1. 角缝转动布料时 , 有可能发生松线
缝制不良。
2. 切线时 , 不使用挑线杆的话 , 取下
布料时 , 有可能拉出上线。
2
4
– 23 –
Page 26

5-5. 单针变换开关 ( 仅限 LH-4168-7, 4188-7)
左针变换开关
1
按开关之后 , 左针上升。再次按之后则下降。
右针变换开关
2
按开关之后 , 右针上升。再次按之后则下降。
示教开关
3
单针变换开关
按了3之后按1或2, 按了1或2之后按3,
计数变成单针之后压脚上升位置的针数。压脚下降
之后 , 缝制了计数的针数后 , 机针返回。
3
2
1
示教模式的变换
•
通过下列程序可以变换为示教模式。请根据缝制物的规格适当地使用。
1) 请按住电气箱的最右边的按钮 , 接通电源开关 , 就可以叫出功能设定。
( 请参照 SC-910 的使用说明书。)
2) 请呼出电气箱内显示的功能设定 No.112 。
设定 0 ( 初期设定值 ) : 通常模式 ( 手动示教模式 )
缝制到角部时 , 请按左 ( 右 ) 机针变换开关和示教开关。在单针状态下进行角缝 , 提升压脚转动布料
进行倒缝角缝。
缝制之后自动地解除单针 , 因此作业人员不需要解除倒缝。( 不按示教开关此功能无效。)
设定 1 : 通过单针变换进行自动移行这是按了单针开关之后 , 自动地变成示教模式的设定。
不按示教开关 , 计数变成单针状态之后到压脚上升为止的针数 , 下降压脚 , 计数的针数后 , 机针返回。
因为前进的针数和倒缝的针数经常是相同的 , 所以减少按钮操作的次数。
设定 2 : 禁止示教模式变换
这是按单针开关缝制数针后 , 按示教开关也不能变成示教模式的设定。它可以防止缝制数针后示教开
关作用之后前进针数和倒缝针数不一致。
– 24 –
Page 27

5-6. 单触手动倒缝 ( 点击规格 )
(1) 使用方法
1) 如果按开关
2) 在按下开关的期间 , 可以进行倒缝。
3) 手放开 , 则变成正送。
1
6. 保养
6-1. 下送的变换方法和调整 ( 仅 LH-4128 无切线 )
行倒缝。
, 缝纫机立即变成倒送 , 可以进
1
1
1) 请准备下送用标尺。请用垫片3固定螺丝
把附属品中的机针摆动杆固定座1临时固定
到缝纫机机架的孔2上。
4
2
34
– 25 –
Page 28

7
2) 把送布拨盘调整到 0 后 , 拧送螺母
5
摆动杆6从针杆摆动杆曲柄7移动到机针摆
动杆固定座1, 然后用螺母5进行固定。
, 把针杆
6
5
1
5
1
!2
9
机针
!0
!3
!1
8
3) 把送布牙、针板更换成下送用零件后 , 请调整
机针摆动杆固定座1的位置 , 让机针中心对准
针板9的针孔8, 然后固定临时固定的固定螺
丝4。
4) 拧松链轮
的固定螺丝
!0
(2 处 )。此时 , 卸
!2
下与针杆摆动杆上与刻线!1相同方向的固定
螺丝。
不转动下轴!3, 转动皮带轮 180 ° , 让下轴
!3
的刻印!4对准刻线!1。把卸下的固定螺丝插
到对面的螺丝孔里 , 用固定螺丝
(2 处 ) 进
!2
行固定。
!4
– 26 –
Page 29

6-2. 送针的变换方法 ( 仅 LH-4128)
5
1
与「6-1. 下送的变换方法」的顺序相反。
拧松螺母5,把针杆摆动杆6从针摆动杆固定座
向针杆摆动杆曲柄7移动,然后把螺母5临时
1
固定。此时,请把8的刻线调整得与7的刻线一致。
把送布牙、针板更换成送针用零件。
7
6
刻线
6
8
5
1
然后,进行调整让机针扎入和机针拔出时机针均落
针在送布牙针孔的中心。
调整时,先拧松螺母5,向箭头方向移动机针摆动
调节螺丝8,然后正式固定螺母5。
!2
7
!0
!3
!1
!4
拧松链轮!0的固定螺丝!2, 转动皮带轮 180 ° , 让
刻线!1对准下轴!3的刻印!4, 然后用固定螺丝
进行固定。
请把与刻线相同方向的固定螺丝移动
到对面的螺丝孔里。
– 27 –
!2
Page 30

6-3. 中旋梭导向器的调整
注意
LH-4128, 4128-7, 4168-7
为了防止意外的起动造成人身的伤害,请关闭电源,确认了马达完全停止转动之后再进行操作。
1
[LH-4128, 4128-7, 4168-7]
1) 中旋梭固定器的开放标准调整值为 0.3mm。把
皮带轮对准 3 连刻印的中央的刻印3, 朝箭头
方向按住中旋梭导向器1顶到中旋梭 , 然后固
定。在小刻印2的位置固定中旋梭导向器的话 ,
中旋梭固定的张开变小 , 在大刻印4的位置固
定中旋梭导向器1的话 , 中旋梭固定的张开变
大。
2
3
4
LH-4188-7
4
0.3 〜 0.4 mm
A
1
5
3
2
[LH-4188-7]
1) 向正常方向转动飞轮,把中旋梭导向器1后
退移动到最后的位置。
2) 向箭头方向转动梭壳2,让中旋梭止动器
顶到针板4的槽。
3) 拧松中旋梭导向器固定螺丝5,把中旋梭导
向器和梭壳的凸起部
0.4mm。
的间隙调整为 0.3 〜
A
3
– 28 –
Page 31

6-4. 机针和旋梭的关系
[ LH-4168-7, 4188-7 ]
1
6
2
5
5
-B
-D
3
5
5
-C
-A
1) 决定针高度。
1. 把送布调节拨盘对准刻度 2.5。
2. 转动皮带轮 , 把针杆移动到最下点。
3. 卸下盖子1,拧松机针驱动曲柄3的固定螺
丝2,把针杆4下数第 4 条刻线5-A 对准
针杆下金属部件6的下端,然后用固定螺丝
拧紧到扭矩 5.9Nm(60kgf·cm)。
2
4. 转动飞轮 , 把针杆下面数第 3 条刻线5-B 调
整到针杆下金属部件6的下端。 ( 上升 2.2mm)
此时 , 针孔上端部和旋梭尖的距离为 1.2mm 时
为标准调整值。
上述调整是使用机针 DP×5 时的
情况。使用 DP×17 时 , 则请分别
使用5-C、5-D 进行调整。
拧松和紧固固定螺丝2时 , 请注意
不要让机针驱动曲柄3向左右方
向偏离。偏离的话 , 有发生针杆扭
曲、针杆烧结的危险。
8
!0
9
7
1.2 mm
4
2.2 mm
5. 不是标准值时 , 请卸下机针固定螺丝8, 把机
针固定器7转一圈 ( 调整量 0.6mm) 进行调整 ,
或卸下弹簧座固定螺丝
, 转动弹簧座9半圈
0
!
( 调整量 0.3mm) 进行调整。
– 29 –
Page 32

[ 参考尺寸 ] 在针杆下死点时的机针停止高度
LH-4128,4128-7,4168-7 LH-4188-7
A 尺寸
针板安装面
A
LH-4128,4128-7
LH-4168-7
15.1 ± 0.15 mm 15.8 ± 0.15 mm
9
8
针板安装面
A
LH-4188-7
15.2 ± 0.15 mm
!0
!1
!1
7
0.01〜0.05 mm
7
2) 决定旋梭的位置。
1. 拧松 3 个螺丝齿轮 ( 小 ) 的固定螺丝8。
2. 在此状态下 , 拧松 4 个旋梭轴座!0的固定螺
丝!1, 左右移动旋梭轴座!0, 把旋梭尖7的机
针9的间隙调整为 0.01 〜 0.05mm, 然后拧紧
固定螺丝!1。
3. 然后在 1)-4. 的状态 , 让旋梭尖7对准机针的
中心 , 然后拧紧螺丝齿轮 ( 小 ) 的固定螺丝8。
9
– 30 –
Page 33

[ LH-4128,LH-4128-7 ]
1
3
A
2
B
1) 决定针杆高度。
1. 把送布调节拨盘对准刻度 2.5。
2. 转动飞轮把针杆下降到最下点 , 然后拧松针杆套筒固定螺丝1。
3. 让针杆2的下数第 2 条刻线A对准针摆动座3的下端 , 然后拧紧针杆套紧固螺丝。
4. 转动皮带轮 , 让针杆的下刻线B对准针杆摆动座的下端。 ( 上升 2.2mm)
此时 , 针孔上端部和旋梭尖的距离为 1.2mm。
1.2 mm
2.2 mm
0.01〜0.05 mm
笘
5
笞
6
2) 决定旋梭位置。
1. 拧松 3 个螺丝齿轮 ( 小 ) 的固定螺丝
5
。
2. 在此状态 , 拧松 4 个旋梭轴座7的固定螺丝8,
左右移动旋梭轴座7把旋梭尖4和机针
6
的间隙调整为 0.01 〜 0.05mm, 然后拧紧固定
螺丝8。
3. 然后在 1)-4 的状态 , 让旋梭尖4对准机针的
中心 , 然后拧紧螺丝齿轮 ( 小 ) 的固定螺丝5。
7
8
8
4
– 31 –
Page 34

6-5. 送布牙的高度和倾斜的调整
1mm
2
1
4
3
(1) 高度调整
1) 拧松下送环固定螺丝1, 转动下送环轴2调整
高度。标准高度是在最高点距离针板 1mm。
3
(2) 倾斜调整
1) 卸下机座侧面的盖子4, 拧松送布座轴固定螺
丝3, 转动滚花部5调整倾斜。
标准的倾斜度为在最高点与针板平行。
标准调整为
·LH-4128, 4128-7, 4168-7 : 传送台曲柄的刻
点C与传送台轴的刻点B对齐的位置
( 刻点A是 LH-3500 用 )
·LH-4188-7 : 刻线水平
[LH-4188-7]
水平
6-6. 压脚的调整
[LH-4128, 4128-7, 4168-7]
A
B
C
更换压脚时,请确认地线接地情况。
1)更换压脚金属部件时,拧松压脚杆套筒螺丝
2)调整后,请拧紧固定螺丝1。
5
1
进行调整,就可以改变高度和角度。( 请确认
压脚孔和机针的间隙以及和针板的间隙。)
1
– 32 –
Page 35

6-7. 更换标尺时的旋梭轴座的移动 ( 调整 )
2
6-8. 关于变更针幅时的加油经路
1
1
更换标尺时需要移动旋梭轴座时 , 只要拧松螺丝1、
就可以简单地调整。
2
旋梭同步不需要再次调整。
变更了针幅后 , 如图所示请确认不要顶拉加油管 ,
如果需要的话 , 请请修正通向旋梭轴座的加油经路。
拧松螺丝1, 转动钢丝2, 调整管子的松垂度。
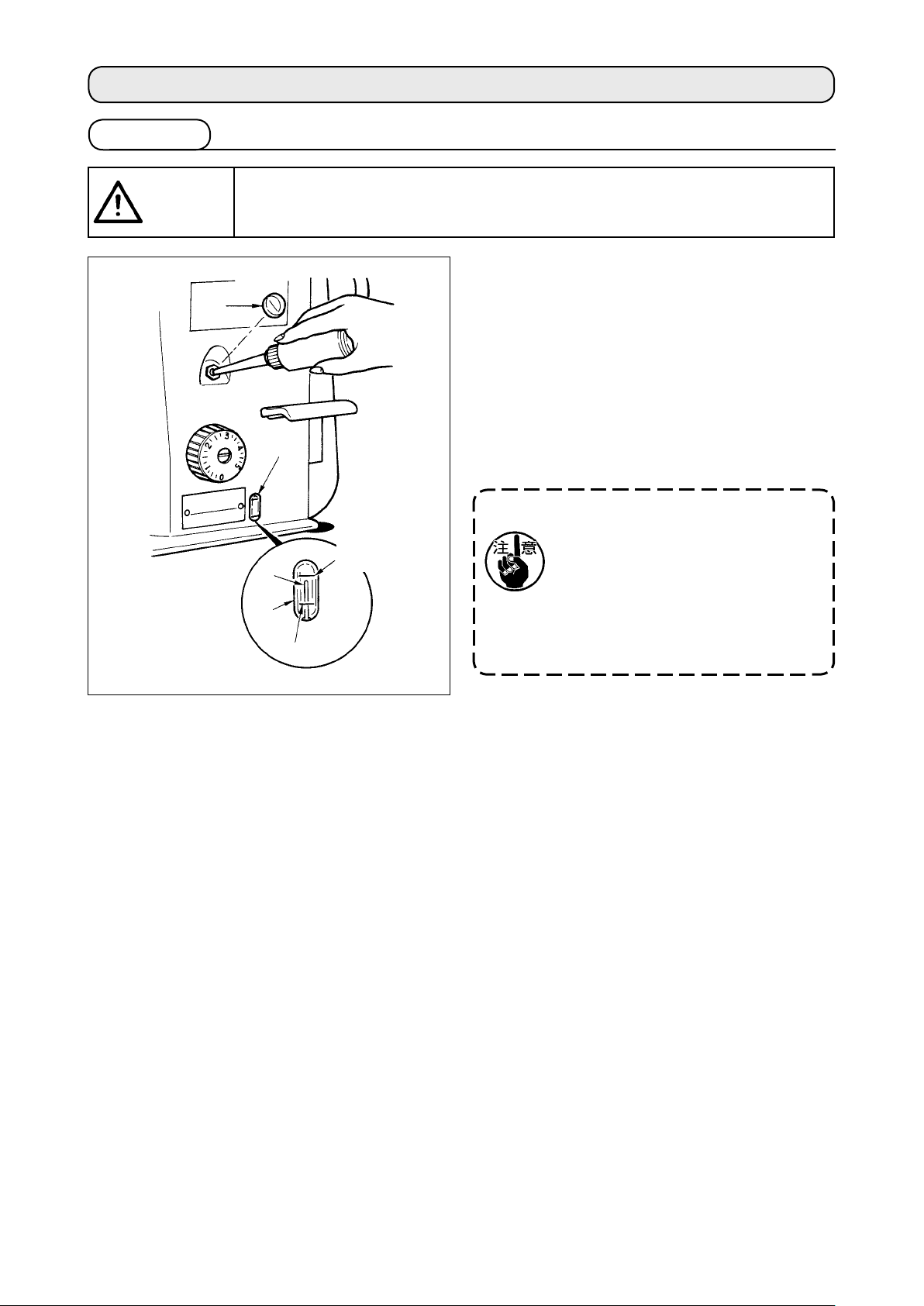
6-9. 压线弹簧的调整
A
2
加油经路如果不良的话 , 就有发生加
油管脱落、油管弯折造成加油不足、
放到缝纫机时夹住加油管、油管破损
造成漏油或加油不足烧缸等危险 , 因
此务请加以注意。
把棒 ( 细棒或扳手等 )3插进压线弹簧座1的调节
孔2, 用 1.5mm 的六角扳手拧松固定螺丝4。
向箭头 A 方向移动棒3, 调整压线弹簧 , 然后用固
定螺丝4进行固定。
3
2
1
压线弹簧压力过强或过弱均有可能发
生夹紧不良 , 请注意。
4
– 33 –
Page 36

6-10. 活动刀的位置调整
2
1
B
A
3
2
1) 让固定刀座1和固定刀2的A面对齐。
2) 拧松机台背面的套筒螺丝4, 把待机时的活动
刀3的前端和固定刀2的前端距离B调整
为尺寸 B。
尺寸 B 4128-7 3.1±0.2 mm
4168-7 3.3±0.2 mm
4188-7 3.3±0.2 mm
4
3
C
4
3) 动作时的活动刀3和中旋梭之间的间隙C为
0.4±0.1 mm。请拧送活动刀固定螺丝6、
7
进行调整。
6
7
– 34 –
Page 37

6-11. 底线吸收弹簧的更换 (LH-4168-7, 4188-7)
1) 拧松底线吸收弹簧2的固定螺丝1, 从梭壳的
2
槽部
1
2) 然后 , 从槽部插入更换的底线吸收弹簧2。
3) 用固定螺丝2拧紧梭壳上的底线吸收弹簧1。
6-12. 旋梭针座的调节
槽部卸下底线吸收弹簧。
此时 , 请注意动作范围和弹簧张力。
注意
1
0 〜 0.1 mm
更换了旋梭后 , 请确认针座的位置。
标准位置是 , 旋梭针座2顶到机针1侧面 , 机针间隙为 0~0.1mm 的位置。如果不是标准位置时 , 请弯曲
旋梭针座进行调整。
1) 向内侧弯曲旋梭针座时 , 请把螺丝刀插到旋梭针座的外侧进行调整。
2) 向外侧弯曲旋梭针座时 , 请把螺丝刀插到旋梭针座的内侧进行调整。
为了防止意外的起动造成人身的伤害,请关闭电源,确认了马达完全停止转动之后再进行操作。
( 向内侧弯曲 ) ( 向外侧弯曲 )
2
2
2
– 35 –
Page 38

6-13. 关于针杆停止和角缝的弯曲角度 (LH-4168-7, 4188-7)
(1) 针杆的停止
缝制中 , 按了机针变换开关1之后左针杆停止 , 按
了开关2之后右针杆停止。高速运转中自动地减
速停止针杆。
再次按针杆变换开关1、2之后 , 返回双针缝制。
把开关灯设定为机针变换状态后,成为以下设定。
机针驱动时 :灭灯
机针变换待机时:闪烁
(3/16" 标准部件 )
90°
1
2
机针停止时 :亮灯
(2) 弯曲角度和缝迹的关系
进行正确的角缝时 , 从标准部件速查表中可以查到
缝迹间距 , 但是最终应通过实际的缝纫进行确认。
(例) 使用 3/16" 标准部件缝制弯曲角度 90 °缝距
1.6mm 时的针数 , 可以从缝距标准部件针数
速查表的角度 90 °栏中横线 1.6 数字的位置
上查到 3, 即为 3 针。
3 针
3 针
6-14. 往滑板安装量规时的注意事项
2
1
弯曲角度 40 °以下时 , 由于底线吸
收弹簧的挑线量不足 , 线会残留到布
背面。
使用滑板中央的螺丝孔1安装量规时 , 请选择螺
丝长度使螺丝的前端不要顶到滑板下面的传送座轴
。
2
如果螺丝前端和传送座轴相碰的话 ,
将出现传送间距将变得不均 , 缝纫机
锁定等现象 , 因此务请加以注意。
– 36 –
Page 39

6-15. 挑线杆的位置
注意
3
5
4
1) 把飞轮的白刻点2( 缝纫机转动方向的第 2 个白刻点 ) 对准机臂的刻点1。
2) 向箭头方向移动杆3, 调节紧固螺丝
为了防止意外的起动造成人身的伤害,请关闭电源,确认了马达完全停止转动之后再进行操作。
针
2 mm
(2 个 ), 把机针尖端和挑线杆4的间隙调整为 2mm。
5
1
2
6-16. 向指定部位补充润滑脂 (LH-4168-7, 4188-7)
使用一定的缝制次数 ( 针数 ) 之后 , 打开 (ON) 电源时 , 电气箱上将显示异常错误代码 No . E220(使用
IP-100、IP-110 等 IP 操作盘时在 I P 操作盘上也显示), 而且间断地鸣响 5 次警告音。这是通知到了应该
向指定部位补充润滑脂的时期 , 请一定补充下列润滑脂 , 并呼出存储器开关 N o .118, 把内容设定为 "1", 然
后关闭 (OFF) 电源。
异常错误 No.E220 显示后也可以继续使用 , 但是下次打开 (ON) 电源时每次均显示异常错误代码 No.E220,
同时鸣响警告音。使用 IP 操作盘时 , 按复位键之后 , 可以解除异常错误。
另外 , 异常错误代码 No. E220 显示后 , 继续使用一定时间的话 , 将显示出异常错误代码 N o .E221, 缝纫机
则变得不能动作。使用 IP 操作盘时 , 按复位键也不能解除异常错误。
异常错误代码 No.E221 被显示之后 , 请一定向下列指定部位补充润滑脂 , 呼出存储器开关 No.118, 把内容
设定为 "1", 然后关闭 (OFF) 电源。
1. 补充润滑脂后 , 呼出存储器开关 No.118, 把内容设定为 "1", 但是不关闭 (OFF) 电源的话 ,
异常错误代码 No.E220 或 No.E221 会再次被显示。
2. 向下列规定部位补充润滑脂时,请使用附属的 JUKI 润滑脂 A 软管(货号 40006323)或
JUKI 润滑脂 B 软管(货号 40013640)。如果使用了规定以外的润滑脂的话,有可能发生
零件损坏的故障。
– 37 –
Page 40

注意
(1) 向针杆驱动凸轮补充润滑脂
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
4
(2) 中心部
3
2
2
3
1
1
1) 卸下上面护罩 , 然后卸下管接头
胶盖。
2) 请用润滑脂 A 软管把润滑脂加到附属的接头
里。
3
3) 请把管子2连接到管接头1,把附属的螺丝
拧进接头3,然后加润滑脂。
4
如果 1 次不能加满时,请反复数次进
行 2) 的步骤加润滑脂。
4) 请把橡胶盖镶嵌到管接头 , 用手转动主轴 , 确
认橡胶盖不与零部件相碰。卸下了橡胶盖的状
态下转动主轴的话,橡胶盖就会弄碎,因此请
一定盖好盖子之后再转动。
1) 卸下机头面部上面的橡胶盖和面板。
2) 请用润滑脂 B 软管把润滑脂加到附属的接头
里。
1
3) 请把管子3连接到管接头右2,把附属的螺
丝4拧进接头1,然后加润滑脂。
上安装的橡
1
3
5
7
1
6
4
7
4
如果 1 次不能加满时,请反复数次进
行 2) 的步骤加润滑脂。
4) 请用与 2)、3)相同的顺序向管接头左5加润
滑脂 B。此时,请把管子穿过机头面部上面橡
胶盖孔,然后再连接到接头左5。
5) 把机头面板、橡胶盖、上护罩装回原来的位置。
・ 请确认所有的润滑脂补充部位均有
润滑脂冒出。
・ 请不要拧松支点轴座6的固定螺
丝7。一旦卸下之后就会由于缝纫
机扭矩变化而发生烧坏事故。
– 38 –
Page 41

7. 缝迹标准部件针数速查表 (1mm 间隔换算表 )
1/8"(3.17mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 4.4 2.9 2.2 1.7 1.5
50 3.4 2.3 1.7
60 2.7 1.8
70 4.5 2.3 1.5
80 3.8 1.9
90 3.2 1.6
100 2.6
3/16"(4.76mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 3.3 2.6 2.2 1.9 1.6 1.5
50 3.4 2.6 2.0 1.7 1.5
60 2.7 2.1 1.6 1.4
70 3.4 2.3 1.7 1.4
80 2.8 1.9 1.4
90 4.8 2.4 1.6
100 4.0 2.0
1/4"(6.35mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 4.4 3.5 2.9 2.5 2.2 2.0
50 4.6 3.4 2.8 2.3 2.0 1.7 1.6
60 3.7 2.8 2.2 1.9 1.6
70 4.6 3.1 2.3 1.9 1.6
80 3.8 2.6 1.9 1.6
90 3.2 2.2 1.6
100 2.7 1.8
5/32"(3.96mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 3.6 2.7 2.2 1.8 1.6
50 4.2 2.8 2.1 1.7
60 3.4 2.3 1.7
70 2.8 1.9
80 4.7 2.4 1.6
90 4.0 2.0
100 3.3 1.7
7/32"(5.56mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 5.1 3.8 3.1 2.5 2.2 1.9 1.7
50 4.0 3.0 2.4 2.0 1.7 1.5
60 4.8 3.2 2.4 1.9 1.6
70 4.6 2.6 2.0 1.6
80 3.3 2.2 1.7
90 5.6 2.8 1.9 1.4
100 4.7 2.3 1.6
9/32"(7.14mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 4.9 3.9 3.3 2.8 2.5 2.2
50 5.1 3.8 3.1 2.6 2.2 1.9 1.7
60 4.1 3.1 2.5 2.1 1.8 1.5
70 5.1 3.4 2.5 2.0 1.7 1.5
80 4.3 2.8 2.1 1.7 1.4
90 3.6 2.4 1.8 1.4
100 3.0 2.0 1.5
5/16"(7.93mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 4.4 3.7 3.2 2.8 2.5
50 4.3 3.4 2.9 2.5 2.2 1.9
60 4.6 3.5 2.8 2.3 2.0 1.8 1.6
70 3.8 2.9 2.3 1.9 1.7 1.5
80 4.8 3.2 2.4 1.9 1.6
90 4.0 2.7 2.0 1.6
100 3.4 2.3 1.7
1/2"(12.7mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 5.8 5.0 4.4 3.9
50 5.5 4.5 3.9 3.4 3.0
60 5.5 4.4 3.7 3.1 2.8 2.4
70 4.5 3.6 3.0 2.6 2.3 2.0
80 5.1 3.8 3.1 2.5 2.2 1.9 1.7
90 4.2 3.2 2.5 2.1 1.8 1.6 1.4
100 5.3 3.6 2.7 2.1 1.8 1.5 1.3
3/8"(9.52mm)
针数
1 2 3 4 5 6 7 8 9
角度
40 4.4 3.7 3.3 2.9
50 4.1 3.4 2.9 2.6 2.3
60 4.1 3.3 2.7 2.4 2.1 1.8
70 4.5 3.4 2.7 2.3 1.9 1.7
80 3.8 2.8 2.3 1.9 1.6
90 4.8 3.2 2.4 1.9 1.6
100 4.0 2.7 2.0 1.6
– 39 –
Page 42

8. 标准部件一览表
(1) LH-4128
针宽度 针板 送布牙
代号
B
C
D
E
F
G
H
K
W
L
M
N
P
Q
R
S
T
U
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
7/16
1/2
5/8
3/4
7/8
1
1-1/8
1-1/4
1-3/8
1-1/2
S 规格
下送
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
22625107
22625206
22625305
22625404
22625503
22625602
22625701
22625800
22625909
22626006
22626105
22626204
22626303
22626402
22626501
22626600
22626709
22626808
★
★
下送
22845200
-
22845408
-
22845606
-
22845804
-
-
-
-
-
-
-
-
-
-
-
★
下送送针
-
-
-
-
-
-
-
-
-
22846109
-
22846307
22846406
22846505
-
-
-
-
★
ø
40033563
40025784
40025785
40025786
40025787
40025788
40025789
40025790
40025791
40025792
40025793
40025794
40025795
40025796
40025797
40025798
40025799
40025800
★
3.2mm
1.7
2.2mm
-
-
40025801
40025802
40025803
40025804
40025805
40025806
40025807
40025808
40025809
40025810
40025811
40025812
40025813
40025814
40025815
40025816
23205107
-
23205305
-
23205503
-
22847800
-
-
-
-
-
-
-
-
-
-
-
★
-
-
-
-
-
-
-
-
-
22848105
-
22848303
22848402
22848501
-
-
-
-
★
★
针宽度 压脚 针固定器 滑板
代号
B
C
D
E
F
G
H
K
W
L
M
N
P
Q
R
S
T
U
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
7/16
1/2
5/8
3/4
7/8
1
1-1/8
1-1/4
1-3/8
1-1/2
S 规格
下送
G 规格
( 移动式前端开口 )
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641054
22641252
22641351
22641450
22641658
22641757
22641856
22641955
22642052
22642151
★
2.0mm
( 移动式前端开口 )
22816557
22816656
22816755
22816854
22816953
22817050
40033941
22817159
40033945
40033947
40033949
40033951
40033953
40033955
40033957
40033959
2.4mm
下送
-
-
10391852
-
10392058
-
10392256
-
10392454
-
-
10392751
-
10393056
22844450
22844559
-
-
-
-
★
40026027
40026029
40026031
40026033
40026035
40026037
40026039
40026041
40026043
40026045
40026047
40026049
40026051
40026053
40026055
40026057
40026059
40026061
通用规格
左滑板组件
22601058
22601157
22601256
22601355
通用规格
右滑板组件
22600555
22600654
22600753
22600852
通用规格
★
滑板前组件
40034931
通用规格
– 40 –
Page 43

(2) LH-4128F
针宽度 针板 送布牙 压脚 针固定器
代号
钉带用标准
22628002
22628200
22628309
22628408
22628507
22628606
B
D
E
F
G
H
(英寸)
1/8
3/16
7/32
1/4
9/32
5/16
mm
3.2
4.8
5.6
6.4
7.1
7.9
22625107
22625305
22625404
22625503
22625602
22625701
针宽度 滑板
代号
右滑板组件
22600555
B
D
E
F
G
H
(英寸)
1/8
3/16
7/32
1/4
9/32
5/16
mm
3.2
4.8
5.6
6.4
7.1
7.9
左滑板组件
22601058
1.4
ø
40033563
40033564
40033565
40033566
40033567
40033568
滑板前组件
1.4
ø
40035883
40035884
40035885
40035886
40035887
40035888
滑板前组件
(钉带)
40034931 23206709
1.151.7
0.9mm
2.0mm
40026027
40026031
40026033
40026035
40026037
40026039
22627152
22627350
22627459
22627558
22627657
22627756
1.4mm
绞接导向器
22647051
22647150
22647259
22647358
22647457
22647556
– 41 –
Page 44

(3) LH-4128-7
针宽度 针板 送布牙 压脚 针
代号
B
C
D
E
F
G
H
K
W
L
M
N
P
Q
R
S
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
7/16
1/2
5/8
3/4
7/8
1
1-1/8
1-1/4
S 规格
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
40035881
40025485
40025490
40025491
40025492
40025493
40025494
40025495
40025496
40025498
40025499
40025500
40025502
40025503
40025504
40025505
通用规格
40035890
40025817
40025818
40025819
40026715
40025820
40025821
40025822
40025823
40025824
40025825
40025826
40025827
40025828
40025829
40025830
★
3.2mm
1.7
ø
40053705
40025831
40025832
40025833
40025834
40025835
40025836
40025837
40025838
40025839
40025840
40025841
40025842
40025843
40025844
2.2mm
( 移动式前端开口 )
40035896
-
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641054
22641252
22641351
22641450
22641658
22641757
22641856
22641955
★
2.0mm
( 移动式前端开口 )
22816557
22816656
22816755
22816854
22816953
22817050
40033941
22817159
40033945
40033947
40033949
40033951
40033953
40033955
★
2.4mm
-
-
40026027
40026029
40026031
40026033
40026035
40026037
40026039
40026041
40026043
40026045
40026047
40026049
40026051
40026053
40026055
40026057
★
通用规格
固定器
针宽度 滑板 挑线杆
代号
右滑板组件
40025235
40025236
40025239
40025240
通用规格
滑板前组件
40031358
通用规格
10209203
10209500
10209807
10209906
通用规格
B
C
D
E
F
G
H
K
W
L
M
N
P
Q
R
S
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
7/16
1/2
5/8
3/4
7/8
1
1-1/8
1-1/4
S 规格
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
左滑板组件
40025247
40025248
40025249
40025250
通用规格
– 42 –
Page 45

(4) LH-4168-7
针宽度 针板 送布牙 ( 带切线功能 ) 压脚 针固定器 ( 左 ) 针固定器 ( 右 )
3.2mm
1.7
代号
ø
2.2mm
2.0mm
2.4mm
( 移动式前端开口 )
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641252
22641351
22641450
22641757
★
B
C
D
E
F
G
H
K
L
M
N
Q
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
1/2
5/8
3/4
1
S 规格
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
25.4
40035881
40025485
40025490
40025491
40025492
40025493
40025494
40025495
40025498
40025499
40025500
40025503
通用规格
40035890
40025817
40025818
40025819
40026715
40025820
40025821
40025822
40025824
40025825
40025826
40025828
★
40053705
40025831
40025832
40025833
40025834
40025835
40025836
40025838
40025839
40025840
40025842
★
针宽度 滑板 挑线杆
代号
B
C
D
E
F
G
H
K
L
M
N
Q
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
1/2
5/8
3/4
1
S 规格
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
25.4
左滑板组件
40025247
40025248
40025249
通用规格
右滑板组件
40025235
40025236
40025239
通用规格
滑板前组件
40031358
通用规格
10209203
10209500
10209807
10209906
通用规格
( 移动式前端开口 )
-
22816557
22816656
22816755
22816854
22816953
22817050
22817159
40033945
40033947
40033951
★
40035877
40026063
40026065
40026067
40026069
40026070
40026072
40026074
40026076
40026078
40026080
40026082
通用规格
40035878
40026084
40026086
40026088
40026090
40026091
40026093
40026095
40026097
40026099
40026101
40026103
通用规格
– 43 –
Page 46

(5) LH-4188-7
针宽度 针板 送布牙 ( 带切线功能 ) 压脚 针固定器 ( 左 ) 针固定器 ( 右 )
2.4
ø
40035890
40025817
40025818
40025819
40026715
40025820
40025821
40025822
40025824
40025825
40025826
40025828
★
1.7
ø
3.2mm
◎
◎ 40053705
40035891
40050009
40035892
40050010
40050011
40035893
40035894
★
2.2mm
( 移动式前端开口 )
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641252
22641351
22641450
22641757
★
2.0mm
( 移动式前端开口 )
-
22816557
22816656
22816755
22816854
22816953
22817050
22817159
★
2.4mm
B1402-526-BA0-A
B1402-526-CA0-A
B1402-526-DAL-A
102-28559
B1402-526-FAL-A
B1402-526-GAL-A
B1402-526-HAL-A
B1402-526-KAL-A
B1402-526-LAL-A
102-28856
102-28955
102-29151
通用规格
B1402-526-BA0-A
B1402-526-CA0-A
B1402-526-DAR-A
102-28567
B1402-526-FAR-A
B1402-526-GAR-A
B1402-526-HAR-A
B1402-526-KAR-A
B1402-526-LAR-A
102-28864
102-28963
102-29169
通用规格
代号
(英寸)
1/8
B
5/32
C
3/16
D
7/32
E
1/4
F
9/32
G
5/16
H
3/8
K
1/2
L
5/8
M
3/4
N
Q
S 规格
G 规格
针宽度 滑板 挑线杆
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
1
25.4
40035881
40025485
40025490
40025491
40025492
40025493
40025494
40025495
40025498
40025499
40025500
40025503
通用规格
代号
B
C
D
E
F
G
H
K
L
M
N
Q
(英寸)
1/8
5/32
3/16
7/32
1/4
9/32
5/16
3/8
1/2
5/8
3/4
1
S 规格
G 规格
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
25.4
左滑板组件
40025247
40025248
40025249
通用规格
右滑板组件
40025235
40025236
40025239
通用规格
滑板前组件
40031358
通用规格
10209203
10209500
10209807
10209906
通用规格
– 44 –
Page 47

9. 缝纫中出现的现象和原因、对策
现 象
1. 断线
( 绽线 , 或拉断。)
( 布背面上线残留 2 〜
3cm。)
原 因
线道、 针尖、 旋梭 尖、针 板的
1
中旋梭固定槽有伤痕。
上线张力过强。
2
中旋梭导向器间隙过大。
3
机针碰旋梭尖。
4
旋梭部的油量过少。
5
上线张力过弱。
6
挑线弹簧过强 , 动作量过小。
7
机针与旋梭的同步过快或过慢。
8
靠线移动
9
对 策
用细 砂 纸磨旋 梭尖的伤 痕。
™
用锉刀锉针板的中旋梭固定
槽。
调节上线张力。
™
弄小间隙。参照「6-3. 中旋
™
梭导向器的调整」。
参照「6-4. 机针与旋梭的关
™
系」。
调整 油 量。 参 照 (「4-3. 旋
™
梭油量的调整 ( 除干式旋梭
规格 (DS、DF) 外」)。
调节上线张力。
™
减弱挑线弹簧。调大移动量。
™
参照「6-4. 机针和旋梭的关
™
系」。
把线往机针上绕一下。
™
2. 跳针
3. 紧线不良
空缝后 , 线环变得不稳定。
!0
机针与旋梭尖的间隙过大。
1
机针与旋梭的同步过快或过慢。
2
压脚压力过弱。
3
针杆高度不正确。
4
机针大小不合适。
5
使用的机线是化纤、细线。
6
机线进不到 梭 壳的线张力弹簧
1
的二叉里。
线道加工不良。
2
梭心不滑。
3
中旋梭导向器间隙过大。
4
底线张力过弱。
5
底线卷绕不好。
6
使用带毡垫的导线器。
™
参照「6-4. 机针和旋梭的关
™
系」。
参照「6-4. 机针和旋梭的关
™
系」。
拧紧压脚调节螺丝。
™
参照「6-4. 机针和旋梭的关
™
系」。
换成大一号的机针。
™
把线往机针上绕一下。
™
正确地穿梭壳的线。
™
用细砂纸磨或用锉刀锉。
™
更换梭心 , 或更换旋梭。
™
参照「6-3. 中旋梭导向器的
™
调整」。
调节底线张力。
™
减弱底线卷绕张力。
™
– 45 –
 Loading...
Loading...