

Page 1
TÜRKÇE
KULLANMA KILAVUZU
Page 2
İÇİNDEKİLER
1. TEKNİK ÖZELLİKLER .....................................................................................................1
2. MAKİNA AKSAM TANITIMI .............................................................................................3
3. MONTAJ ...........................................................................................................................4
3-1. Kurulum ve düzenleme sırasında dikkat edilmesi gereken noktalar ................................................................ 4
3-2. Dikiş makinesi montaj ........................................................................................................................................... 5
3-3. Dizlik ayak kaldırma yüksekliğinin ayarlanması ................................................................................................. 7
3-4. İplik çardağının takılması ...................................................................................................................................... 7
4. DİZLİK AYAK KALDIRMA YÜKSEKLİĞİNİN AYARLANMASI........................................8
4-1. Yağlama yöntemi ................................................................................................................................................... 8
4-2. Yağ deposunun yağlanması ................................................................................................................................. 9
4-3. Yağ deposundaki yağın boşaltılması .................................................................................................................10
4-4. Çağanozdaki yağ miktarının ayarlanması ......................................................................................................... 10
4-5. Besleme kutusundaki yağ .................................................................................................................................. 12
4-6. Yağ sürmek...........................................................................................................................................................13
4-7. Kayış muhafazası ve bobin iplik sarıcısının takılması ..................................................................................... 16
4-8. İğnelerin takılması ............................................................................................................................................... 16
4-9. Mekiğin takilmasi - çikartilmasi .......................................................................................................................... 17
4-10. Masuranın mekiğe takılması ............................................................................................................................. 17
4-11. Makine başına iplik takılması ............................................................................................................................ 18
4-12. İplik tansiyonu ................................................................................................................................................... 19
4-13. Hareketli tansiyon yayi ......................................................................................................................................20
4-14. Dikiş uzunluğunun ayarlanması .......................................................................................................................21
4-15. İğne – çağanoz bağlantısı ................................................................................................................................. 21
4-16. İğne durma konumunun ayarlanması .............................................................................................................. 23
4-17. Pedal basıncı ve pedal stroku .......................................................................................................................... 24
4-18. Pedalın ayarlanması ......................................................................................................................................... 24
5. DİKİŞ MAKİNESİNİN KULLANILMASI ....................................................................... 25
5-1. Pedalın çalışması .................................................................................................................................................25
5-2. Elle ayak kaldırma kolu ....................................................................................................................................... 25
5-3. Baskı ayağı basıncı ayarı .................................................................................................................................... 26
5-4. Micro-kaldırıcı ......................................................................................................................................................26
5-5. Dizlik ayak kaldırma kullanıldiği zaman iplik tansiyonu düşürme .................................................................. 27
5-6.
Bir dokunuşta el kumandalı geriye doğru dikiş (Bir dokunuşta geriye doğru dikiş tipi) ..................................................27
6. BAKIM ............................................................................................................................ 28
6-1. Alt beslemenin değiştirme ve ayar yöntemi ......................................................................................................28
6-2. İğne beslemenin değiştirme ve ayar prosedürü ............................................................................................... 29
6-3. Çağanoz iğne mahfazasının ayarlanması ..........................................................................................................30
6-4. İç çağanoz mahfazasının ayarlanması ...............................................................................................................30
6-5. Transport dişlisi yüksekliğinin ve eğiminin ayarlanması ................................................................................ 31
6-6. Ölçünün değiştirilmesi ........................................................................................................................................ 32
6-7. İplik baskı yayının ayarlanması .......................................................................................................................... 33
6-8. Hareketli bıçak konumunun ayarlanması .......................................................................................................... 34
6-9. Tokatlama konumu .............................................................................................................................................. 35
6-10. Parça monte ederken dikkat edilecek noktalar ...............................................................................................35
6-11. Masura ipliği boşluk önleme yayının değiştirilmesi (Sadece LH-3568, 3568-7, 3588, 3588-7 için) ............ 36
6-12. İğne milinin durması ve köşe dikişlerinde köşelerin açısı (Sadece LH-3568, 3568-7, 3588, 3588-7 için) .. 36
7. ÖLÇÜYE GÖRE DİKİŞ AÇI TABLOSU (ADIM VE mm DÖNÜŞTÜRME TABLOSU) .. 37
8. ÖLÇÜ AYARLARI...........................................................................................................38
9. SORUNLAR VE ÇÖZÜMLER ........................................................................................45
10. MOTOR KASNAĞI VE KAYIŞI ....................................................................................46
Page 3
1. TEKNİK ÖZELLİKLER
Model ismi LH-3528
Uygulama
Çağanoz Küçük çağanoz Küçük çağanoz
İplik keskisi Mevcut değildir Provided
Bağımsız
tahrikli iğne mili
mekanizması
Azami dikiş devri 3,000 dev/dak
İğne DP x 5 #9 ilâ #16 (S,F ve A tipleri için), DP x 5 #16 ilâ #22 (G tipi)
İğne ebadı
Baskı ayağı kalkma
yüksekliği
Yağlama JUKI NEW DEFRIX OIL No. 1 ya da JUKI MACHINE OIL #7
Gürültü seviyesi
S tipi : standart, F tipi: temel, A tipi : haf metaller, G tipi : jean kumaşlar
Mevcut değildir Mevcut değildir
3/32" ilâ 1-1/2" 1/8" ilâ 1-1/4"
2.4 ilâ 38.1 mm 3.2 ilâ 31.8 mm
ayak kaldırma dizliği ile 13 mm, elle kaldırma kolu ile 7 mm
Nominal 2,280 dev/dak’da işyeri bağıl gürültü seviyesi : LPA 84 dB(A) Gürültü
seviye ölçümü DIN 45635-48-A-1. ‘e göre yapılmıştır.
İnce ve orta kalınlıkta malzemeler için
(otomatik iplik keskisi ile)
LH-3528-7
Model ismi
Uygulama
Çağanoz Küçük çağanoz Küçük çağanoz
İplik keskisi Mevcut değildir Mevcuttur
Bağımsız
tahrikli iğne mili
mekanizması
Azami dikiş devri 3,000 dev/dak
İğne DP x 5 #9 ilâ #16 (S tipi), DP x 5 #16 ilâ #22 (G tipi)
İğne ebadı
Baskı ayağı kalkma
yüksekliği
Yağlama JUKI NEW DEFRIX OIL No. 1 ya da JUKI MACHINE OIL #7
Gürültü seviyesi
Nominal 2,140 dev/dak’da işyeri bağıl gürültü seviyesi : LPA 84 dB(A) Gürültü
LH-3568
(köşe dikişi içeren)
İnce ve orta kalınlıkta malzemeler için
S tipi : standart, G tipi : jean kumaşlar
Mevcuttur Mevcuttur
1/8" ilâ 3/4"
3.2 ilâ 19.1 mm
ayak kaldırma dizliği ile 13 mm, elle kaldırma kolu ile 7 mm
seviye ölçümü DIN 45635-48-A-1. ‘e göre yapılmıştır.
(otomatik iplik keskisi ile köşe dikişine
LH-3568-7
birleşik)
– 1 –
Page 4
– 2 –
Model ismi LH-3578
(otomatik iplik keskisi ile)
LH-3578-7
Orta ağırlıktaki – ağır malzemeler için
Uygulama
G tipi : jean kumaşlar
Çağanoz Büyük çağanoz Büyük çağanoz
İplik keskisi Mevcut değildir Mevcuttur
Bağımsız
tahrikli iğne mili
Mevcut değildir Mevcut değildir
mekanizması
Azami dikiş devri 3,000 dev/dak
İğne DP x 5 #16 ilâ #22 (G tipi)
3/16" ilâ 1-1/12" 3/16" ilâ 3/8"
İğne ebadı
4.8 ilâ 38.1 mm 4.8 ilâ 9.5 mm
Baskı ayağı kalkma
yüksekliği
ayak kaldırma dizliği ile 13 mm, elle kaldırma kolu ile 7 mm
Yağlama JUKI NEW DEFRIX OIL No. 1 ya da JUKI MACHINE OIL #7
Gürültü seviyesi
Nominal 1,800 dev/dak’da işyeri bağıl gürültü seviyesi : LPA 84 dB(A) Gürültü
seviye ölçümü DIN 45635-48-A-1. ‘e göre yapılmıştır.
LH-3588-7
birleşik)
Model ismi
LH-3588
(köşe dikişi içeren)
(otomatik iplik keskisi ile köşe dikişine
Orta ağırlıktaki – ağır malzemeler için
Uygulama
G tipi : jean kumaşlar
Çağanoz Büyük çağanoz Büyük çağanoz
İplik keskisi Mevcut değildir Mevcuttur
Bağımsız
tahrikli iğne mili
Mevcuttur Mevcuttur
mekanizması
Azami dikiş devri 3,000 dev/dak
İğne DP x 5 #16 ilâ #22 (G tipi)
3/16" ilâ 3/8"
İğne ebadı
4.8 ilâ 9.5 mm
Baskı ayağı kalkma
yüksekliği
ayak kaldırma dizliği ile 13 mm, elle kaldırma kolu ile 7 mm
Yağlama JUKI NEW DEFRIX OIL No. 1 ya da JUKI MACHINE OIL #7
Gürültü seviyesi
Nominal 2,050 dev/dak’da işyeri bağıl gürültü seviyesi : LPA 84 dB(A) Gürültü
seviye ölçümü DIN 45635-48-A-1. ‘e göre yapılmıştır.
Page 5
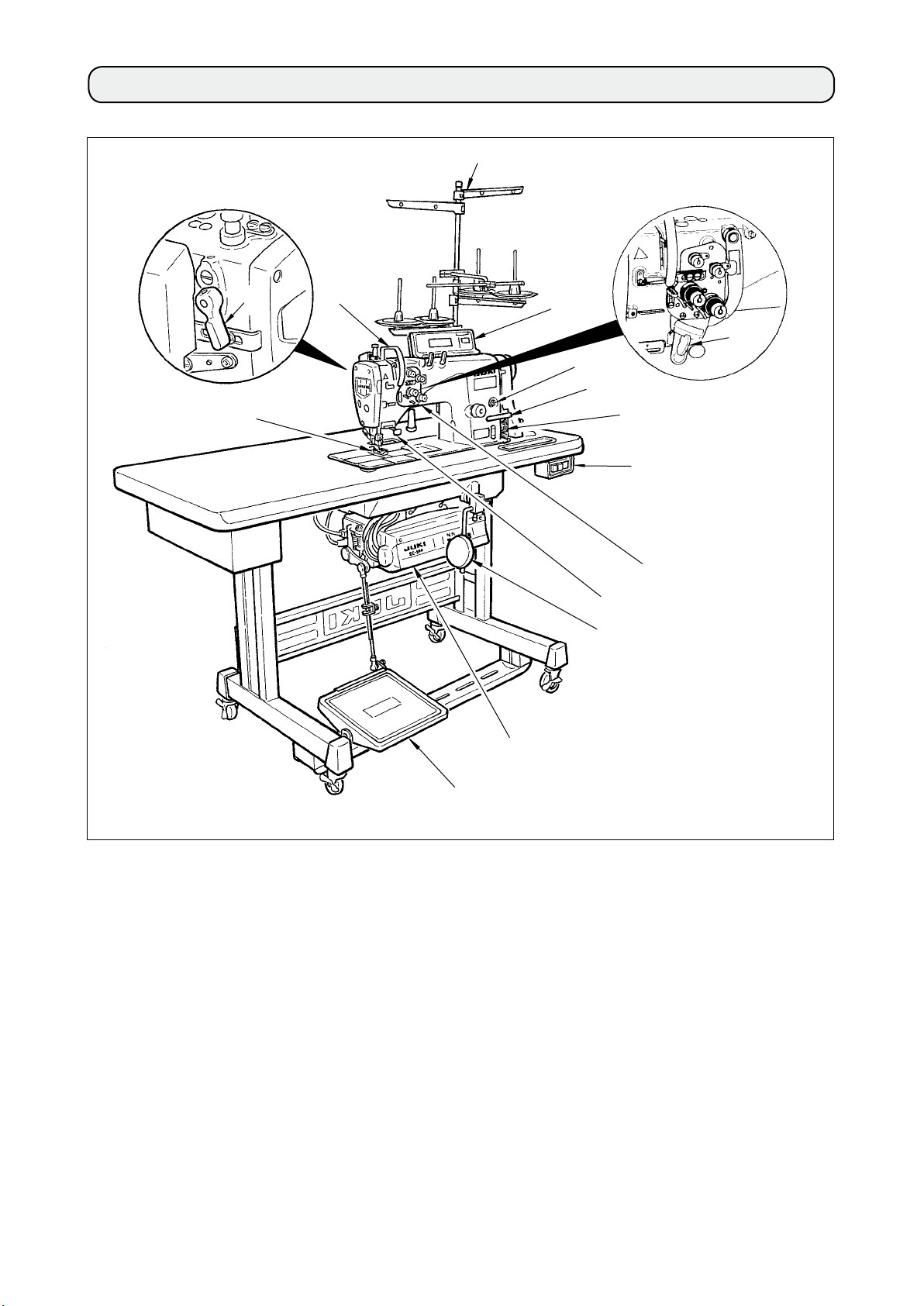
2. MAKİNA AKSAM TANITIMI
!2
!5
3
2
!0
1
!3
!4
!1
8
4
9
7
5
Birbirinden bağımsız tahrik iğne değiştirme
1
kolu
(sadece LH-3568 ve 3568-7, 3588, 3588-7, 3588, 3588-7
modellerinde mevcut)
Horoz tertibatı koruması
2
Parmak kalkanı
3
Iplik tansiyonu kontrol mekanizmasi
4
Kumanda kutusu
5
Pedal
6
6
Dizlik dolgusu
7
Elektrik (açma/kapama) anahtarı
8
Ters transport düğmesi
9
Kumanda paneli
!0
Masura sarma ünitesi
!1
İplik çardağı
!2
Yağ koyma kanalı
!3
İleri-geri zig-zag kolu
!4
Ayak kaldirma kolu
!5
– 3 –
Page 6
– 4 –
3. MONTAJ
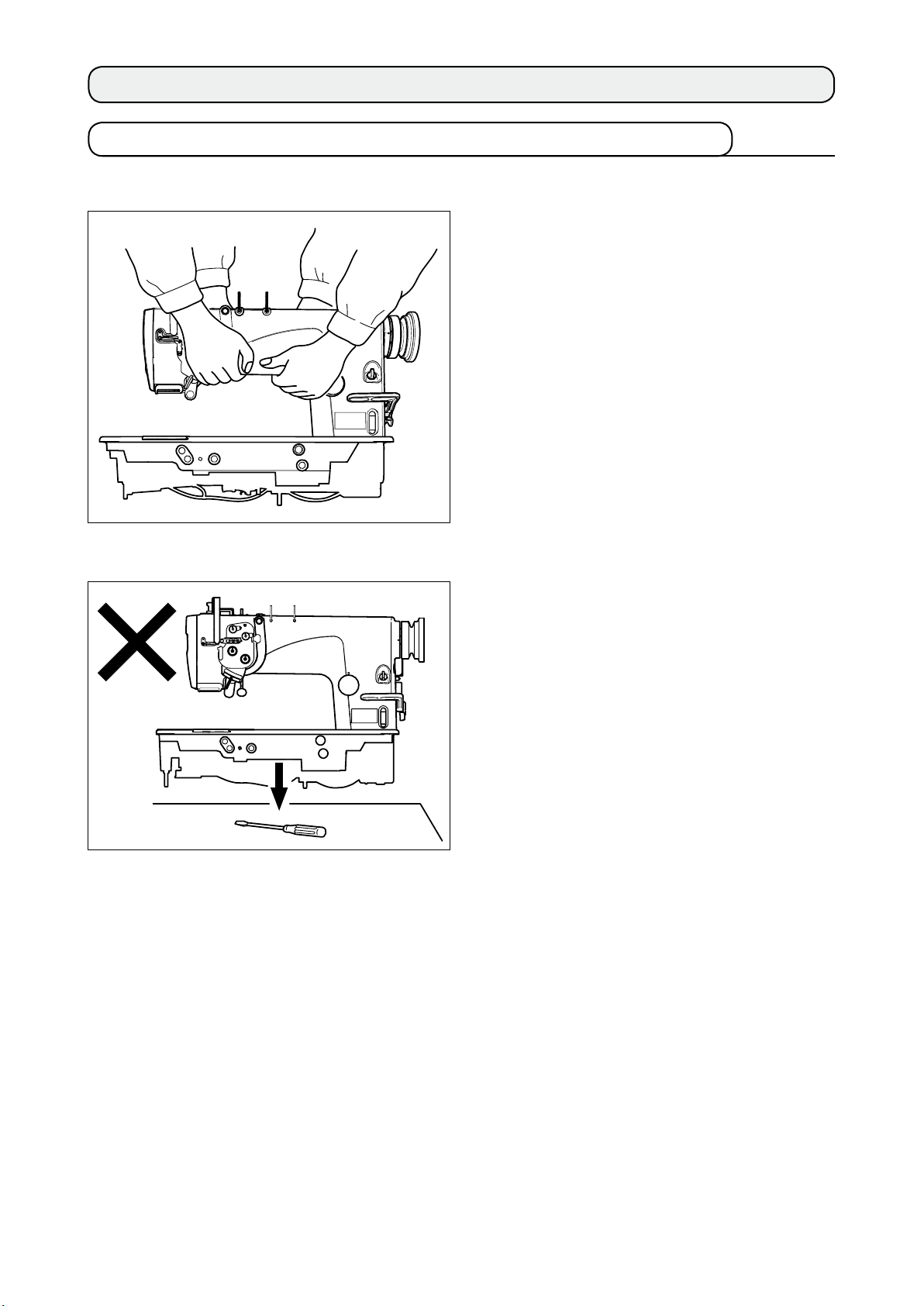
3-1. Kurulum ve düzenleme sırasında dikkat edilmesi gereken noktalar
1) Dikiş makinesi nakliye yöntemi
Dikiş makinesini, iki kişi çizimde gösterilen şekilde
tutmalı ve taşımalıdır.
2) Dikiş makinesini yerleştirirken dikkat edilmesi gereken noktalar
Tornavida ve benzeri, dengeyi bozacak nesnelerin,
dikiş makinesinin altında kalmamasına çok dikkat
edin.
Page 7
3-2. Dikiş makinesi montaj
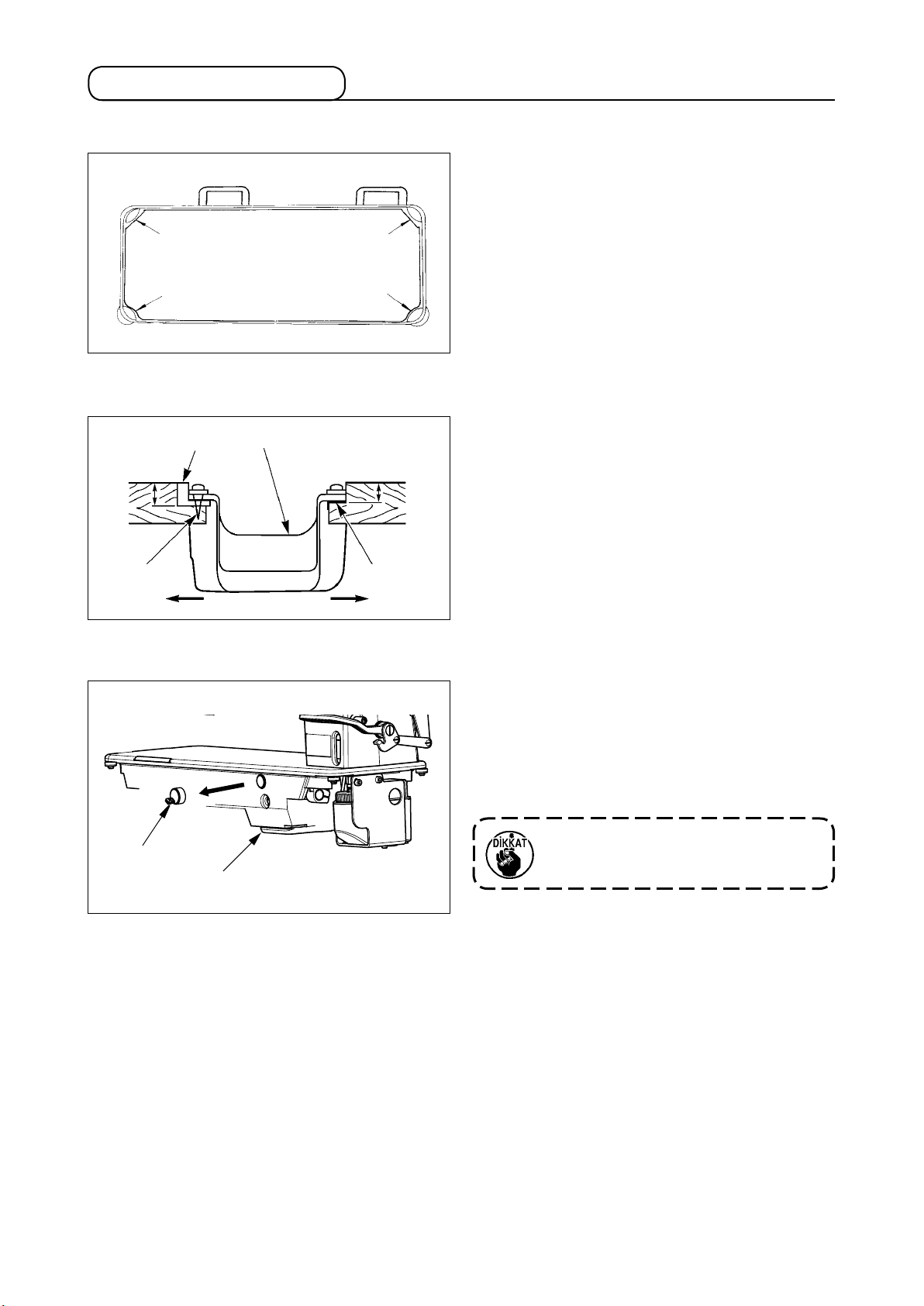
(1) Alt kapağın takılması
1) Alt kapak, makine tablasındaki kanalın dört
köşesine oturmalıdır.
22.5 mm
2
3
1
1
A
4
B
3
1
18.5 mm
3
2) Çivilerden 2 yararlanarak; iki adet kauçuk
kulağı 1, ön tarafa A (operatör tarafı) tespit
edin. İki adet mesnedi 3; kauçuk esaslı bir
yapıştırıcı kullanarak, arka tarafa B (menteşeli taraf) yapıştırın. Sonra alt kapağı, bu 4
destek elemanının üzerine oturtun.
5
C
3) Makine yatağına takılmış olan havalandırma
kapağını 5 çıkartın. (Makine başının taşınması sırasında makine başının makine tablasından çıkartılması gerektiği zaman, kapağın
yerine takıldığından emin olun.)
5
Havalandırma kapağı 5 çıkartılmadan
makine çalıştırıldığı takdirde, şanzıman
bölümünde C yağ kaçağı meydana gelir.
– 5 –
Page 8
– 6 –
8
7
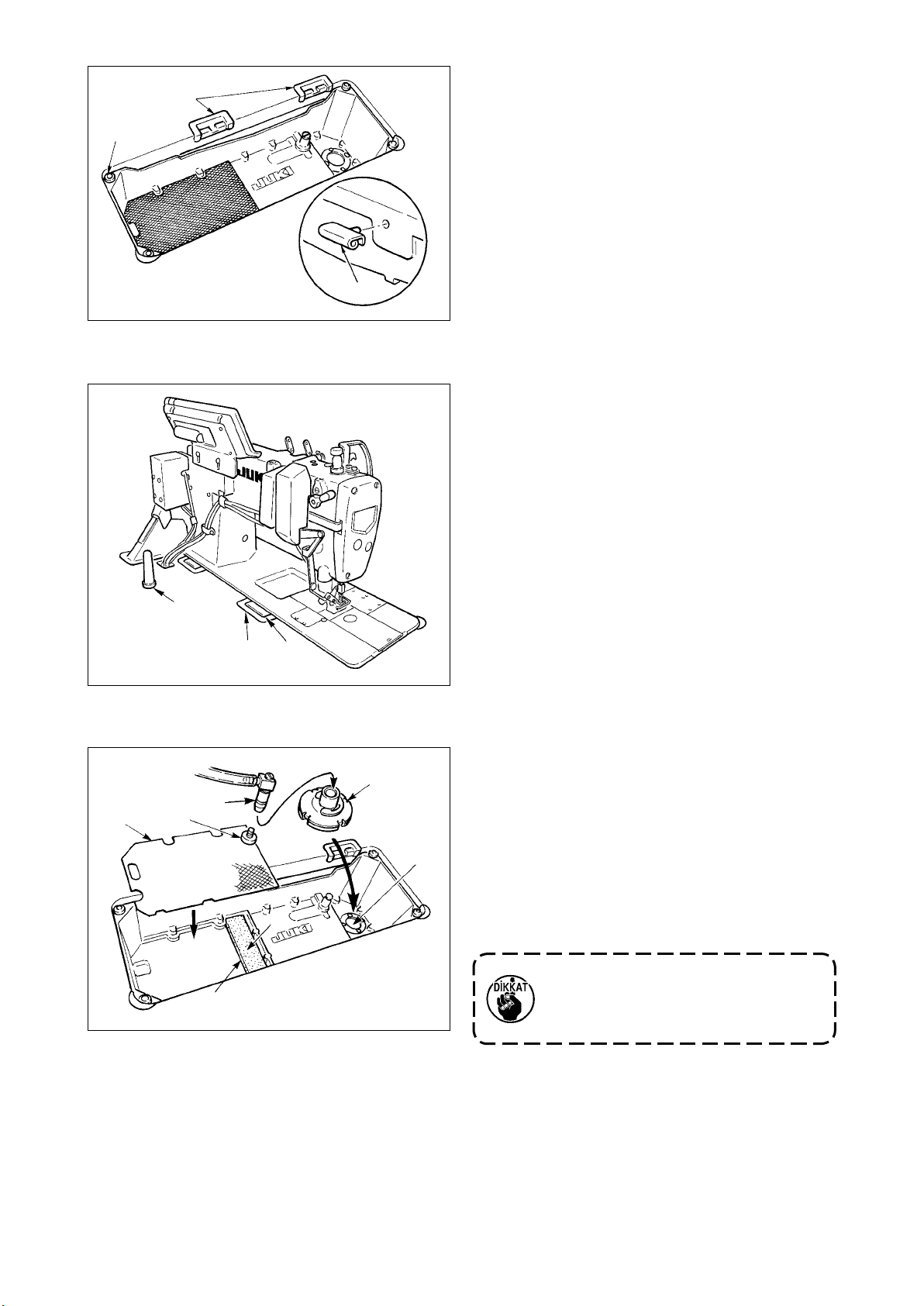
4) Makinenin ana gövdesine menteşeyi 6 yerleştirin.
Makine başını tabladaki kauçuk menteşeçuk menteşeşe
yataklarına 7 yerleştirin ve dört kösedeki başört kösedeki başsedeki baş
mesnetlerinin 8 üzerine oturtun.
6
5) Makine kafasını destekleyen durdurucuyu 9
masaya takın.
!3
9
!4
!2
!0
7
E
6
!1
D
6) Yağ deposunun montaj plakasına takılı olan
sirkülasyon giriş portunu !0 çıkarın; giriş portunun sonuna takılı olan kapağı !4 çıkardıktan
sonra ltreyi !1 sonuna kadar ittikten sonra
sağlam şekilde takın. Ardından giriş portunu
’ye yerleştirin. Üretan ltreyi !2; E ‘e takın
D
ve ince plâka tipi (ince ltreli plâka) ltreyi !3
üzerine yerleştirin.
Sirkülasyon giriş portu !0 sonuna kadar
itildikten sonra ltreye !1 sağlam bir
şekilde tespit edilmezse sirkülasyonda
sorun yaşanabilir.
Page 9
3-3. Dizlik ayak kaldırma yüksekliğinin ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1) Dizlik ayak kaldırma elemanı kullanıldığı zaman baskı ayağının standart kalkma yüksekliği 12 mm. dir.
2) Ayak kaldırma dizlik ayar vidasından 1 yararlanarak; dizlik ayak kaldırma yüksekliğini 13
mm. ye kadar ayarlayabilirsiniz.
İğne mili 2 baskı ayağına 3 çarpacağı
1
2
için; baskı ayağı 3 12 mm veya daha
yükseğe kaldırılmış durumdayken,
kesinlikle dikiş makinesini çalıştırmayın.
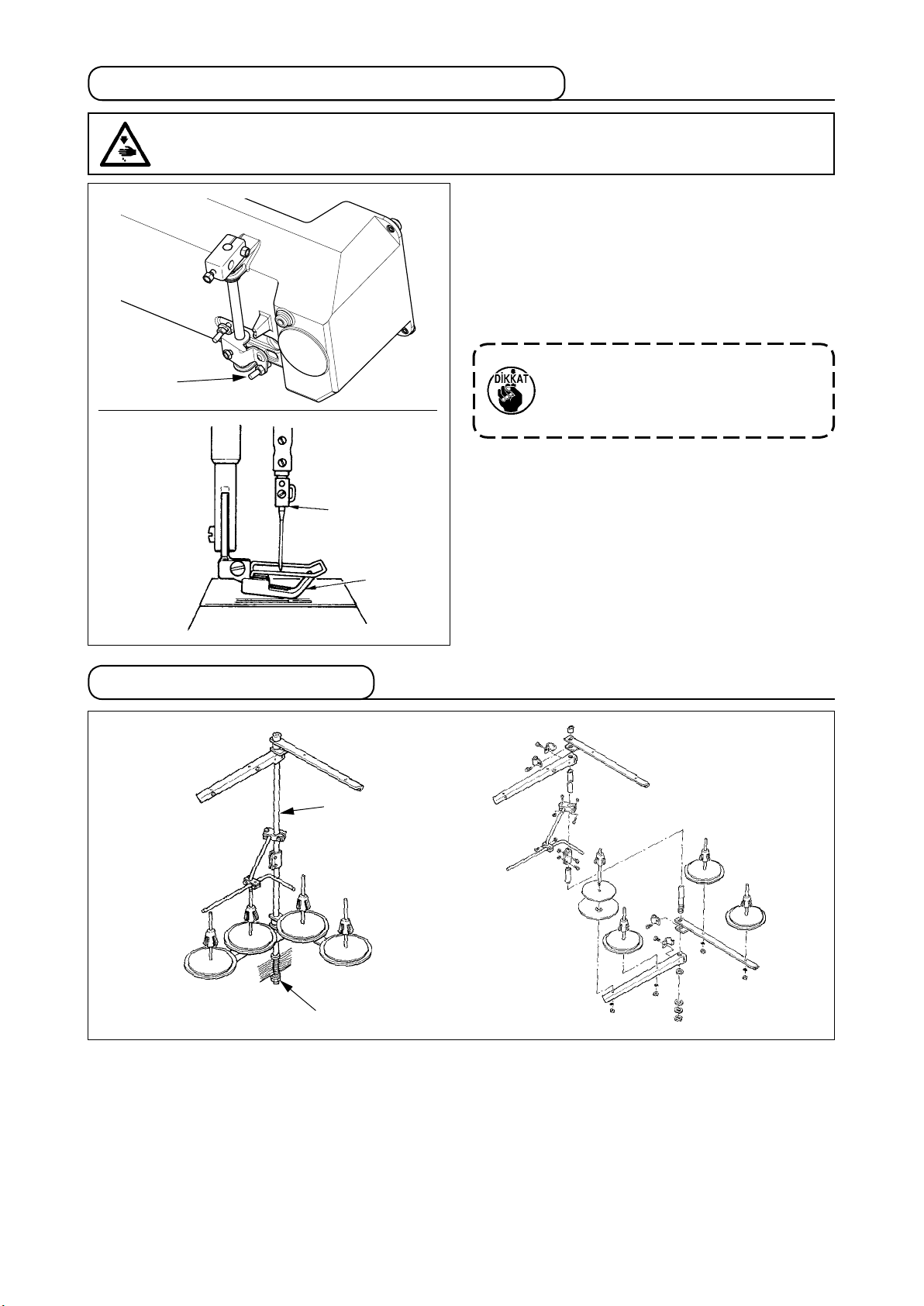
3-4. İplik çardağının takılması
2
1
3
İplik çardağını toplayın; tabla üzerindeki takma deliğinden yararlanarak tabladaki yerine oturtun ve
somunu 1 hafçe sıkın.
Elektrik beslemesini tavan hatlarından aldığınız zaman; elektrik besleme kablosunu boş masura mili 2
boyunca döşeyin.
– 7 –
Page 10
– 8 –
4. DİZLİK AYAK KALDIRMA YÜKSEKLİĞİNİN AYARLANMASI
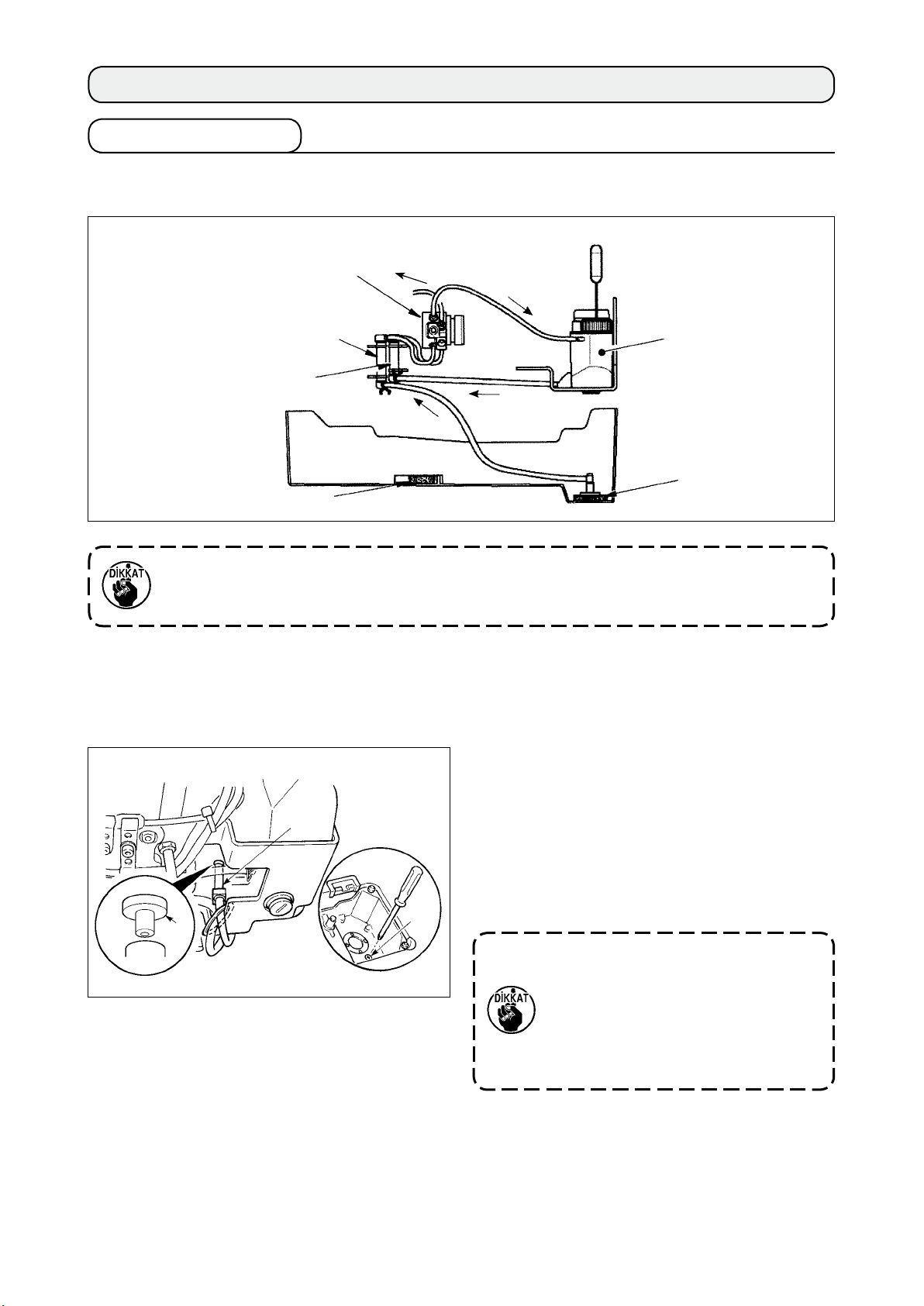
4-1. Yağlama yöntemi
(1) Yağ sirkülasyon yöntemi (alt kapakta toplanan yağ yeniden kullanılırken)
Pompa pistonu
Pompa piston ltresi
Pompa piston ltresi 2
Üretan ltre
Makinenin ömrünün uzun olması için, yukarıda belirtilen ltre kısımlarının (dört yerde) bakımını
periyodik olarak (yaklaşık altı ayda bir) yapın.
Buna ek olarak yeni ltre kirlendiği zaman, yağ haznesindeki ve kapağın altındaki yağı değiştirin.
Kanca tarafında yağlama
Sirkülasyon
Yağ deposu
Yağlama
Sirkülasyon
Sirkülasyon ltresi
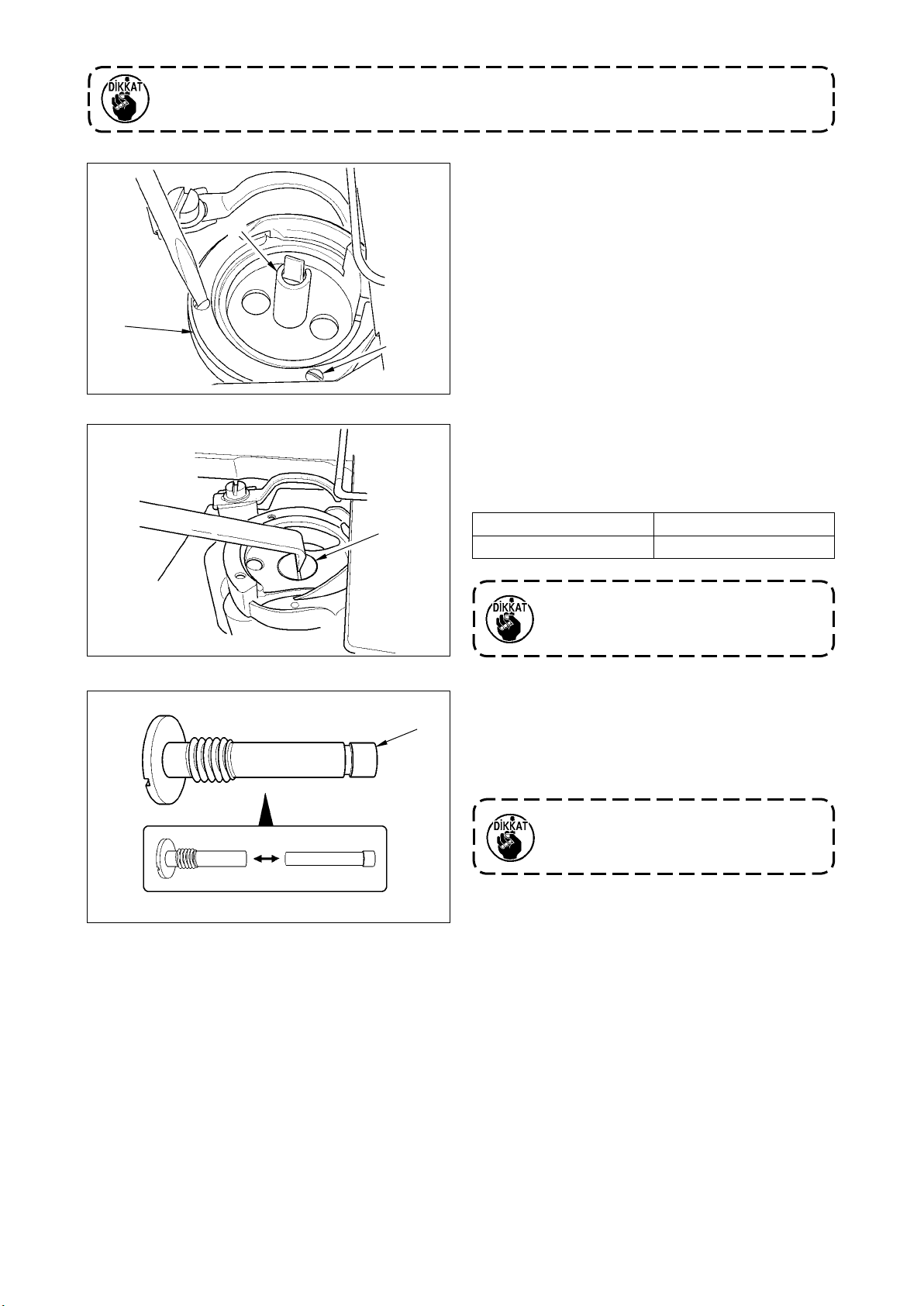
(2) Devriidaimsiz tipte yağlama yöntemi (daima ve sadece temiz yağ kullanılmalıdır)
Kapakçığı 3, ürünü teslim aldığınız anda olduğu
gibi aynı şekilde sirkülasyon giriş noktasına 1
yerleştirin ve hareketli kısımla temas etmeyecek
şekilde yerine sıkıca tespit edin.
* Boşaltma vidasını 2 sökün ve alt kapakta
biriken yağı boşaltın.
3
212
Sirkülasyon giriş noktası 1 yağ yüzeyiyle
temas ederse, yağ ltreden geçmeden
emilir. Sonuç olarak arızaya sebep olur.
Ayrıca kapakçık 3 takılmazsa, sirkülasyon
giriş noktasında 1 yağ sızıntısı ya da
çağanozdaki yağ miktarında dengesizlik
olabilir.
Page 11
4-2. Yağ deposunun yağlanması
UYARI :
1. Dikiş makinesinin kaza sonucu aniden çalışması gibi tehlikeler yaratacağı için, yağlama işlemi
tümüyle tamamlanmadan makinenin elektrik şini prize TAKMAYIN.
2. Tahriş veya iltihaplanma gibi tehlikeleri önlemek için; yağın gözünüze kaçması veya
vücudunuzun diğer yerlerine bulaşması durumunda, bu bölgeleri derhal yıkayın.
3. Yağın yanlışlıkla yutulması sonucu; diyare veya kusma meydana çıkabilir. Yağı, daima
çocukların erişemeyeceği bir yerde muhafaza edin.
Alt kanallı
işaret çizgisi
3
2
1
Üst kanallı
işaret
çizgisi
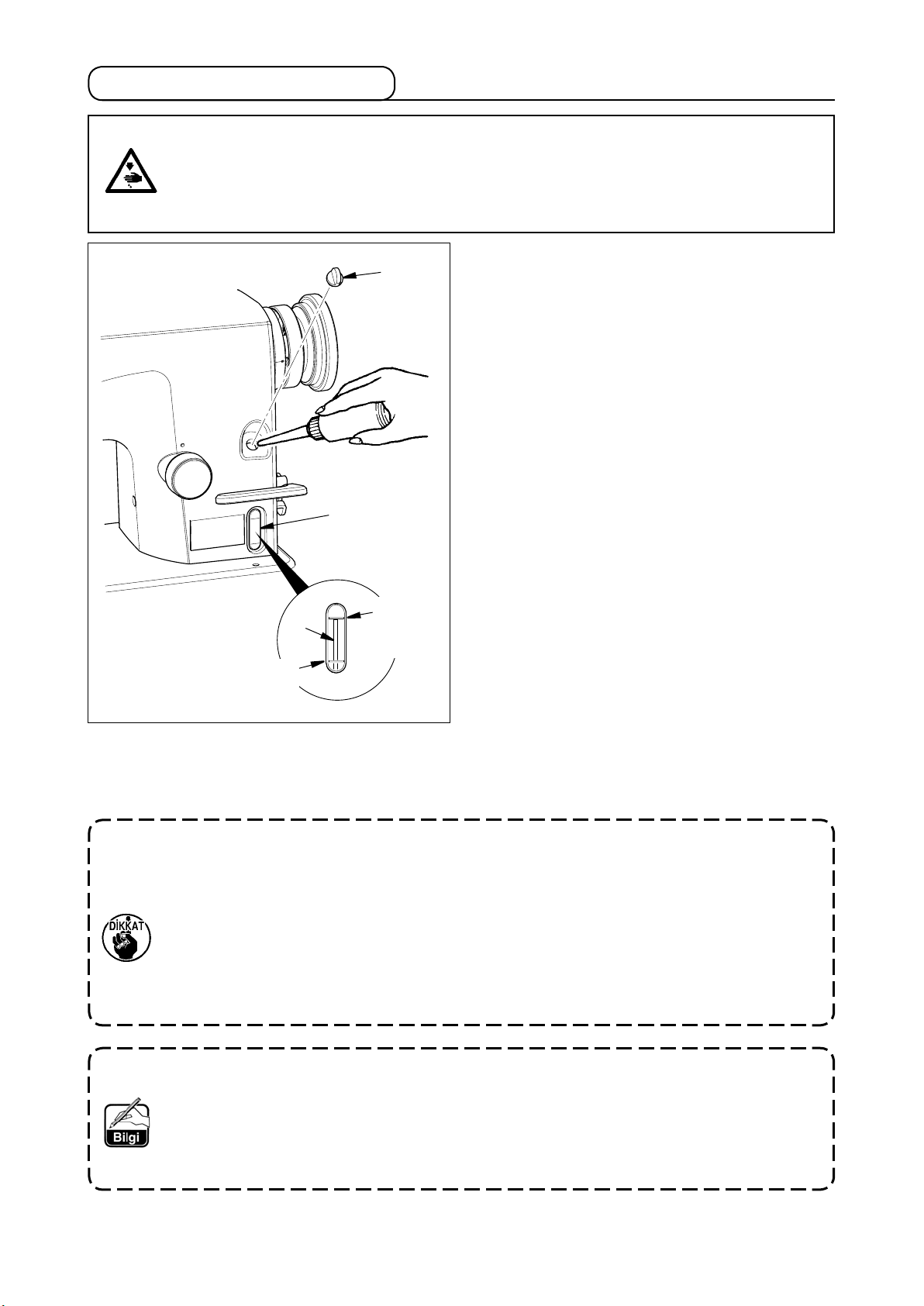
Dikiş makinesini çalıştırmadan önce, makinenin
yağ haznesine çağanoz yağı koyun.
1) Yağ deliği kapağını 1 çıkarıp yağ deposunu
JUKI NEW DEFRIX OIL No. 1 ile (Parça No.
: MDFRX1600C0) ya da JUKI MACHINE OIL
#7 (Parça No. : MML007600CA) ile doldurun
ve bu işlem için makineyle birlikte temin edilen yağlayıcıyı kullanın.
2) Yağ haznesine, yağ seviyesi gösterge çubuğunun 3 üst kenarı; yağ seviyesi kontrol
penceresinin 2 üst tarafındaki kanallı işaret
çizgisi ile alt tarafındaki kanallı işaret çizgisinin arasına gelinceye kadar yağ koyun.
İnceye kadar Yağ gerekenden fazla konuldu-
ğu takdirde, yağ deposunun üzerinde bulunan
havalandırma kanalından dışarı akar veya
yağlama işleminin gereken şekilde gerçekleşmesi mümkün olmaz. Bu nedenle, dikkatli
olun.
3) Dikiş makinesini çalıştırdığınız zaman; yağ
seviye çubuğunun 3 üst kenarı, yağ seviyesi
kontrol penceresindeki 2 işaret çizgisinden
aşağı düşerse, makinenin yağını yeniden
tamamlayın.
• Yağ haznesine yağ koyarken, öncelikle yağ miktarı gösterge çubuğunun doğru çalışıp
çalışmadığını kontrol edin. Bu kontrol sırasında seviye çubuğunun doğru çalışmadığını görürseniz,
önce dikiş makinesini yatırarak doğru biçimde çalışmasını sağlayın.
• Yeni bir dikiş makinesini veya uzun süre kullanılmamış bir dikiş makinesini işletmeye aldığınız
zaman; alıştırma dönemi (rodaj) süreci boyunca makineyi 3.000 dev/dak veya daha düşük devirde
kullanın.
• Kancayı yağlamak için JUKI NEW DEFRIX OIL No. 1 (Parça No.: MDFRX1600C0) ya da JUKI
MACHINE OIL #7 (Parça No. : MML007600CA) kullanın.
• Mutlaka temiz yağ koyun.
Devridaim tipi yağlama yönteminin kullanılması durumunda, dikiş makinesi ilk defa çalıştırıldığı
zaman; devridaim doldurma kanalındaki yağ emilip devridaime dahil oluncaya kadar, yağ miktarında
düşüş görülür.
Yağ seviyesi gösterge çubuğu, yağ seviyesi kontrol penceresinin alttaki kanallı seviye çizgisinden
aşağı düştüğü takdirde; yağ seviye çubuğunun üst kenarı, seviye penceresindeki üst ve alt kanallı
seviye çizgilerinin arasına gelinceye kadar yağ koyarak yağı tamamlayın.
– 9 –
Page 12
– 10 –
4-3. Yağ deposundaki yağın boşaltılması
UYARI :
1. Dikiş makinesinin aniden çalışarak kazaya neden olmaması için, yağı boşaltma işlemi
tamamlanana kadar prize bağlamayın.
2. Tahriş veya iltihaplanma gibi tehlikeleri önlemek için; yağın gözünüze kaçması veya
vücudunuzun diğer yerlerine bulaşması durumunda, bu bölgeleri derhal yıkayın.
3. Yağın yanlışlıkla yutulması sonucu; diyare veya kusma meydana çıkabilir. Yağı, daima
çocukların erişemeyeceği bir yerde muhafaza edin.
1
Yağ deposundaki yağı boşaltırken, aksesuar
olarak temin edilen L şeklindeki tornavidayla (Parça
No.: B9101490000) tahliye vidasını 1 gevşetip
çıkarın.
4-4. Çağanozdaki yağ miktarının ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
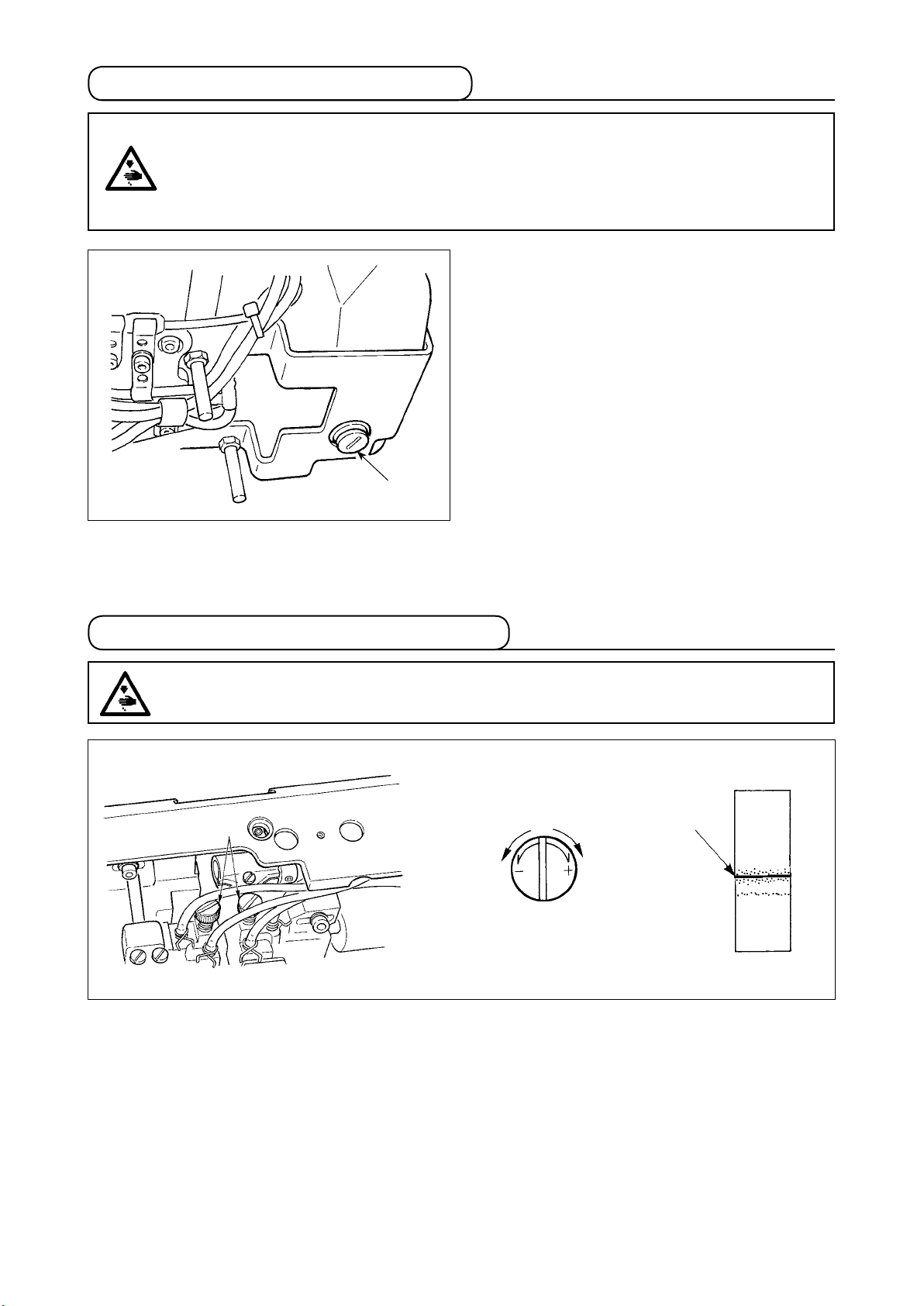
1
Yağ miktarı
azalır
Yağ miktarını, ayar vidasından 1 yararlanarak ayarlayın.
Çağanozdaki yağ miktarını arttırmak için ayar vidasını 1 saat yönüne çevirin veya azaltmak için saat
yönünün tersine çevirin.
Savrulan yağ
Yağ miktarı
artar
Page 13
Güvenli şekilde kullanmak için, çağanozun yağ tili kısmını aşağıdaki prosedüre uygun olarak
yaklaşık yılda bir kez değiştirin.
1
3
4
2
1) Tespit vidalarını
gevşetin (küçük çağanoz:
2
2 yerde, büyük çağanoz: 3 yerde) ve çağanoz
pimini 1 çıkarın.
2) İç çağanozu 3 çıkarın.
3) L şeklindeki tornavidayı kullanarak (Parça
No.: B9101490000) yağ tapasını 4 gevşetip
çıkarın.
4) Yağ tapasına
çekerek çıkarın ve yenisiyle değiştirin.
5
yerleştirilmiş olan yağ tilini
4
[Yağ tili 5 Parça No.]
Küçük çağanoz 11015906
Büyük çağanoz 11404704
Yağ tiline 5 kuvvetli bastırırsanız
kırılabilir. Dışarı çıkmayacak şekilde
hafçe yerleştirin.
5
Değiştirdikten sonra, yukarıdaki işlemi
tersinden uygulayarak yağ tapasını 4, iç
çağanozu 3 ve çağanoz pimini 1 takın.
Yağ sıçrayıp sıçramadığını kontrol edin.
Sıkarken/gevşetirken, yağ tapasının 4
yarık kısmında çapak oluşmasını önleyin.
– 11 –
Page 14
– 12 –
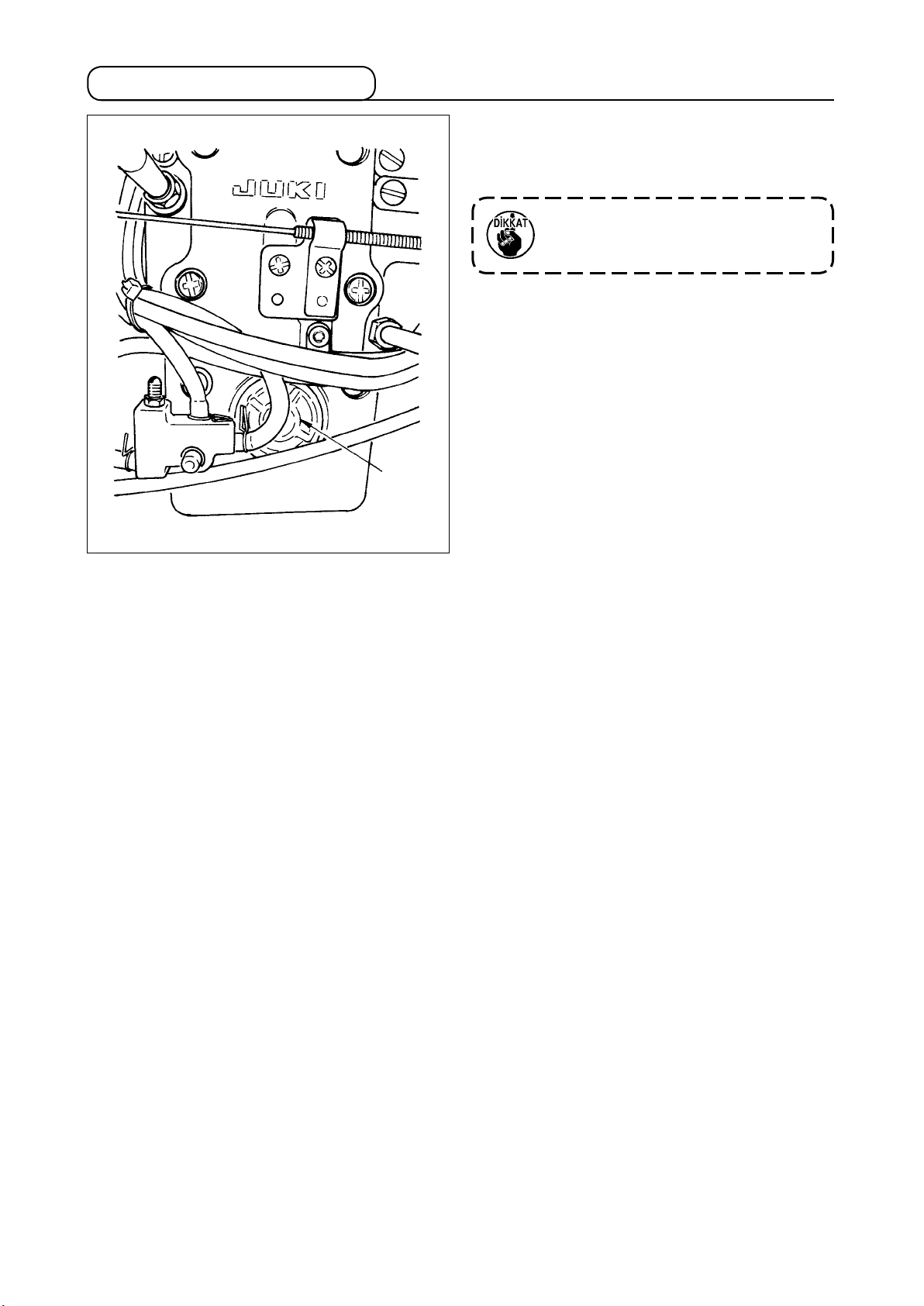
4-5. Besleme kutusundaki yağ
1
Dikiş makinesini kullanırken, yağ onay
penceresindeki
besleme kutusuna yağ
1
dolduğundan emin olun.
Çağanoz yağından farklı bir yağ besleme
kutusuna yeterli miktarda konduğu için,
besleme kutusuna yağ eklemeyin.
Page 15
4-6. Yağ sürmek
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
Dikiş makinesini emniyetli bir şekilde kullanmak için, pamuklu çubukla ya da benzeri bir şeyle ilgili
modellerin yağlama noktalarına periyodik olarak yağ sürün (standart olarak 2 ile 3 yıl arasında yağlama
yapılır). SC-500 kullanıyorsanız, yağlama zamanı geldiğinde bir uyarı sesi duyulur. Uyarı sesini
duyduğunuz zaman yağlama yapın.
• Gres sürülen yerlere sakın yağ sürmeyin.
• Gresle yağlama sırasında gerekenden daha fazla gres yağı kullanıldığı takdirde; iplik verici kolu
kapak bölgesinden veya iğne mili bölgesinden yağ sızıntıları görülür. Bu nedenle, dikkatli olun.
• Mutlaka makine kafasıyla birlikte aksesuar olarak temin edilen JUKI GREASE A TUBE (Parça No. :
40006323) içindeki yağı kullanın.
[Gres yağı muhafaza yeri]
Gres yağı borusu (tüpü), pencere plakasının A iç
A
tarafına takılmıştır.
[LH-3528, 3528-7, 3578, 3578-7]
İplik alma kolu
(yağ tili)
İğne mili
Kare blok
[LH-3528-7, 3568-7, 3578-7, 3588-7]
1
Plâka yağlama
keçesi
2
3
Tokatlama kapağını 1 çıkartın ve tokatlama solenoid tabanının kanallı kısmı 2 ile tokatlama kol
burcunu 3 gres yağı ile yağlayın.
– 13 –
Page 16

– 14 –
[LH-3568, 3568-7, 3588, 3588-7]
İplik alma kolu
(yağ tili)
Keçe
İğne mili
Kare blok
İğne mil desteğ
[Genel]
Plâka yağlama
keçesi
A
Lâstik kapağı açın, içerideki keçeyi A dışarı alın,
keçedeki ve kanaldaki eski gres yağının artıklarını
tamamen temizledikten sonra kanala taze gres
yağı doldurun, keçeye gres yağı emdirin, keçeyi
yerine oturtun.
Daha sonra keçenin üstünde kalan kısma da gres
yağı basın ve kapağı kapatın.
Page 17

[Yağ ilave etme uyarısını kaldırma prosedürü] SC-500 için
1
2
3
Belirli sayıda dikiş yapıldıktan sonra, güç şalterini AÇIK konuma getirdiğinizde, kumanda kutusunda
220 No.’lu hata kodu 1 görülür ve sesli uyarı sinyali kesik kesik beş kez çalar. Bu uyarı, belirlenen yerde
yağ ilave zamanının geldiğini bildirir. Belirlenen noktada yağ ilavesi yapmayı unutmayın.
için, bakınız s.13 ve 14, "4-6. Gresleme"
ve 3 düğmelerine birlikte basarak, gücü açın.
2
. Greslemeden sonra uyarıyı kaldırma prosedürü için,
Gresleme yeri
[Yağ ilavesi “hata mesajını” kaldırma prosedürü] SC-500 için
No. 220 hata kodunun görüntülenmesinden sonra makine gresleme yapılmadan belli bir süre kullanıldığı
zaman, No. 221 hata kodu görüntülenir ve makinenin çalışması durur. Bu durumda, belirlenen noktada
mutlaka yağ ilavesi yapın ve yukarıdaki tanıma uygun olarak hata mesajını iptal edin.
– 15 –
Page 18

4-7. Kayış muhafazası ve bobin iplik sarıcısının takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
47
3
1
2
67
D
44
75.5
(mm)
C
12
A
95
B
1) Ahşap vidalar için masa üzerinde A, B, C ve D kılavuz deliklerini açın.
2) Bobin iplik sarıcısının 3 konumunu ayarlayın, ahşap vidalarla A ve B kılavuz deliklerine tespit
edin.
3) B kayış muhafazasını 1, geçici olarak C ve D kılavuz deliklerinin olduğu yere tespit edin.
4) A kayış mahfazasını 2 kol montaj bölgesine monte edin.
5) B kayış mahfazasının 1 konumunu ayarlayın ve ahşap vidayla tespit edin.
4-8. İğnelerin takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
[LH-3568, 3568-7, 3588, 3588-7]
2
1
[LH-3528, 3528-7, 3578, 3578-7]
2
2
1
2
3
Motoru “KAPATIN”.
DPx5 İğneler kullanın.
1) İğne mili hareket mesafesinin en üst
noktasına gelinceye kadar, volan kasnağı
çevirin.
2) İğne kelepçe vidalarını 2 gevşetin ve iki adet
iğneyi 1; kanalları 3 dış tarafa bakacak
şekilde yerlerine yerleştirin.
3) İğneleri, iğne kelepçelerine gidebildikleri yere
kadar geçirin.
4) İğne kelepçe vidalarını 2, sağlam biçimde
sıkın.
1
1
3
– 16 –
Page 19

4-9. Mekiğin takilmasi - çikartilmasi
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
4-10. Masuranın mekiğe takılması
1) Mandalı 1 kaldırın ve mekiği, masurası ile
birlikte dışarı alın.
2) Mekiği, mandal kaldırılmış olarak tutun,
çağanozdaki mile doğru biçimde oturtun ve
mandalı bırakın
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
[LH-3568, 3568-7, 3588, 3588-7]
A
3
2
1
[LH-3528, 3528-7, 3578, 3578-7]
A
4
1) Masurayı; masura dönüş yönü ok işaretine A
uygun olacak şekilde mekiğe takın.
2) İpliği, mekikteki iplik yarığından 1 dışarıya
alın ve tansiyon yayının altından geçecek
şekilde çekin.
3) İpliği diğer iplik yarığından da 2 geçirin,
sonra ipliği mekiğin iç tarafından dolaştırarak
mekikteki iplik yarığından 3 dışarı alın.
4) Masuradan gelen ipliği, iplik boşluğu alma
yayına 4 yerleştirin.
1) Masurayı; masura dönüş yönü ok işaretine A
uygun olacak şekilde mekiğe takın.
2) pliği, çağanozdaki iplik yarığından 1 dışarıya
alın ve iplik tansiyon yayının altından geçecek
şekilde çekin.
1
– 17 –
Page 20

4-11. Makine başına iplik takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
Sol iğne ipliği
-
!0
K
-
!1
L
-
!2
M
-
!3
N
!0
K
Sağ iğne ipliği
Ara iplik
kılavuzu
Şekil C
2
1
Şekil D
A
B
!4
!5
P
O
J
D
34
C
9
8
-
6
I
5
F
E
Şekil A
Şekil B
7 H G
İpliği, aşağıdaki şekilde gösterilen sırayı izleyerek makine başına takın.
den !5 e kadar olan sırayı izleyerek, sol iğnenin ipliğini makine başına takın. A dan, P a kadar olan
1
sırayı izleyerek; sağ iğnenin ipliğini takın.
1. İpliği iğne kelepçelerindeki iplik kılavuzlarından (!4; O) geçirirken dikkatli olun.
• Şekil A; 60 Numara veya daha ince laman iplik için
• Şekil B; 50 Numara veya daha kalın laman iplik veya polyester büküm iplik için
2. Sağ taraftaki iğnenin ipliğini, iplik kılavuz piminin H üst tarafından geçirin.
3. İpliği, aşağıda anlatılan şekilde LH-3528-7 ve 3568-7, 3578-7, 3588-7 ‘nin ara iplik kılavuzundan
geçirin.
• Çizim C; polyester makara ipliği
• Şekil D, laman iplik için
– 18 –
Page 21

4-12. İplik tansiyonu
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1) İğne ipliğinin tansiyonu
İğne ipliğinin tansiyonunu arttırmak için;
tansiyon somununu 1 saat yönüne veya
tansiyonu azaltmak için saat yönünün tersine
çevirin.
2) Masura ipliğinin tansiyonu
Masura ipliğinin tansiyonunu arttırmak için
tansiyon ayar vidasını 2 saat yönüne veya
tansiyonu azaltmak için saat yönünün tersine
çevirin.
1
2
– 19 –
Page 22

4-13. Hareketli tansiyon yayi
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(1) Hareketli tansiyon yayının hareket mesafesini değiştirmek istediğiniz zaman;
!1
!0
Çevirin
!2
6
4
5
1
3
2
7
9
8
1) Hareketli tansiyon yayının 1 sağ taraftaki hareketi, 2 Numaralı tespit vidasını 2 gevşettikten
sonra, 2 Numaralı iplik tansiyon grubunu 3 sola veya sağa hareket ettirerek ayarlanabilir.
2) Hareketli tansiyon yayının 4 sol taraftaki hareketi, 2 Numaralı tespit vidasını 5 gevşettikten sonra,
2 Numaralı iplik tansiyon grubunu 6 sola veya sağa hareket ettirerek ayarlanabilir.
3) 2 Numaralı iplik tansiyon grubunun (3 ve 6) sağa alınması, iplik verici yayının hareket mesafesini
arttırır ve sola alınması hareket mesafesini azaltır.
Hareketli tansiyon yaylarının (1 ve 4) hareket mesafesi ayarlanırken; iplik verici pimlerinin (7 ve 8)
disk bırakma tablasına 9 temas etmemesi şarttır.
Ayrıca LH-3528, 3528-7, 3578 ve 3578-7 için, elle kaldırma kolu !0 ok yönünde çevrildiği zaman,
ve !2 iplik gerginlik disklerinin emniyetli bir şekilde yükseldiğini kontrol edin.
!1
(2) Hareketli tansiyon yayının tansiyonunu değiştirmek istediğiniz zaman;
1) Hareketli tansiyon yayının 1 sağ taraftaki
tansiyonu; yay saplamasını !3 sağa doğru
çevirerek arttırmak veya sola doğru çevirerek
azaltmak suretiyle ayarlanabilir.
4
2) Hareketli tansiyon yayının 4 sol taraftaki
tansiyonu; yay saplamasını !4 sağa doğru
çevirerek arttırmak veya sola doğru çevirerek
azaltmak suretiyle ayarlanabilir.
!4
1
!3
– 20 –
Page 23

4-14. Dikiş uzunluğunun ayarlanması
3
1
2
4-15. İğne – çağanoz bağlantısı
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
İstenilen ilmek uzunluğunu ayarlamak için; ilmek
kadranını 1 saat yönünün tersine (veya saat
yönüne) çevirin ve kadrandaki istenilen ilmek
değerini, makine kolunun üzerinde bulunan
gömme nokta işaretinin 3 karşısına getirin. İlmek
kadranını 1 hareket ettirmek zor olursa; ters dikiş
kontrol koluna 2 hafçe bastırarak çevirin.
• Ters dikiş işlemi
1) Ters dikiş kontrol koluna 2 basın.
2) Ters dikiş kolunu 2 basılı tuttuğunuz
müddetçe, ters dikiş işlemi devam eder.
3) Kol bırakıldığı zaman, makine ileriye doğru
çalışmaya başlar.
[LH-3528, 3528-7, 3578, 3578-7]
B
1.2mm
2.2mm
1
3
A
2
· İğne çağanoz ayarını aşağıdaki gibi yapın.
1) İlmek kadranını skalaya göre ayarlayın (A ya da F tipi: 2, S tipi: 2,5, G tipi: 3)
2) Volanı döndürerek, iğne milini en alt konumuna getirin; iğne mili bağlantı saplaması kelepçe
vidasını 1 gevşetin.
3) İğne milinin yüksekliğini saptayın. Üstteki iki gömme işaret hattı DP X 5 iğne içindir; alttaki iki işaret
ise DP X 17 iğne içindir.
[DP X 5 iğne için ayarlama yöntemi]
İğne milinin 2 en üstünde olan gömme işaret çizgisini A, iğne mili tahrik tabanının 3 alt kenarı ile aynı
hizaya getirin ve iğne mili irtibat saplamasının kerye vidasını 1 sıkın. Bu işlem sırasında iğne mili, en
alt konumundan yukarıya doğru yaklaşık 2.2 mm gider (ikinci gömme işaret çizgisini B; iğne mili tahrik
tabanının 3 alt kenar düzlemi hizasına ayarlayın) ve çağanozun bıçak ağzı, iğnenin ortası ile aynı
hizaya gelir. Bu ayar işleminden sonra iğne gözünün üst ucu ile çağanozun bıçak noktası arasındaki
mesafe 1.2 mm olur.
[DP X 17 iğne için ayarlama yöntemi]
Üstteki iki gömme işaret çizgisini kullanın, [DP x 5 iğne için ayar prosedürü] ile aynı prosedürü
uygulayarak ayar yapın.
– 21 –
Page 24

[LH-3568, 3568-7, 3588, 3588-7]
4
• İğne çağanoz ayarını aşağıdaki gibi yapın.
[DP X 5 iğne için ayarlama yöntemi]
2
1) İlmek kadranını skalaya göre ayarlayın
(S tipi: 2,5, G tipi: 3)
3
1.2mm
2) İğne milini en alt konumundan
yukarıya doğru 2.2 mm aldıktan sonra;
çağanozun bıçak ağzı ile iğnenin
ortasını aynı hizaya getirmek için volan
kasnağı çevirin (iğne milinin alt gömme
1
işaret çizgisi, iğne mili tahrik tabanının
alt kenar düzlemi ile aynı hizaya gelir).
Bu ayar işleminden sonra iğne gözünün
2.2mm
üst ucu ile çağanozun bıçak noktası
arasındaki mesafe 1.2 mm olur ve bu
standart ölçüdür.
3) İğne-çağanoz bağıntısı, daha önce belirtilen standart ayardan farklı olduğu takdirde; iğne kerye
vidasını 2 sökün ve iğne kelepçesini 1 bir tur (ayar mesafesi : 0.6 mm) çevirin. İğne-çağanoz
bağıntısı; yay pabucunun vidasını 4 çıkartarak ve yay pabucunu 3 yarım tur (ayar mesafesi : 0.3
mm) çevirerek de ayarlanabilir.
[DP X 17 iğne için ayarlama yöntemi]
İğneyi değiştirip DP X 17 kullanırken, iğne kelepçesini de 1 değiştirin. (DP X 17 iğne kelepçesi, isteğe
bağlı bir parçadır.) DP X 5 için olan aynı gömme ayar çizgisini kullanın. Ayar yöntemi, DP X 5 ayar
işleminde kullanılan yöntemin aynısıdır.
[Genel]
1
0.01 ilâ 0.05mm
2
3
3
4
2
5
5
• Çağanoz konumunu belirleyin.
1) Dişlideki (küçük) üç adet setuskuru 1 gevşetin, iğne milini en düşük konumdan 2.2 mm
yükseltmek için volanı çevirin.
2) Şimdi çağanoz tahrik mili yatağındaki 4 dört
adet setuskuru 5 gevşetin; çağanoz tahrik mili
yatağını 4 sağa ya da sola kaydırarak, çağanoz bıçak ağzı 2 ile iğne 3 arasında 0.01 ilâ
0.05 mm arasında bir boşluk kalacak şekilde
ayarlayın.
3) Daha sonra, 1). adımda tarif edilen durumdayken, çağanoz bıçak ağzı ile iğne merkezini
hizalayın ve dişlideki (küçük) setuskurları 1
sıkın.
5
5
– 22 –
Page 25

4-16. İğne durma konumunun ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
[Sadece LH-3528-7 ve LH-3568-7 modellerinde mevcut]
1
3
F
A
B
C
D
E
2
(1) İplik kesme işleminden sonraki durma
konumu
1) Standart iğne durma konumu, volan kasnak
üzerindeki beyaz işareti
, kasnak kapağı
B
üzerindeki işaret noktasıyla A aynı hizaya
getirerek tespit edilir.
2) İğneyi YUKARI konumda durdurun, elektrik
anahtarını KAPATIN ve vida 1 kanalı içinde
ayar yapmak için vidayı 3 gevşetin. Vidayı
yönüne aldığınız takdirde, iğnenin durma
C
zamanı avansa alınır.
Vidayı D yönüne aldığınız takdirde, iğnenin
durma zamanı rötara alınır.
Vida 1 gevşek durumdayken, makineyi
çalıştırmayın. Vidayı sadece gevşetin,
yerinden çıkartmayın.
(2) Alt durma konumu
1) Pedalın ön tarafına basıldıktan sonra pedal
boşa döndüğü zaman iğnenin durduğu ALT
konum, aynen ÜST durma konumunda olduğu
gibi ayarlanabilir. İğneyi 2 ALT konumda
durdurun, elektrik anahtarını KAPATIN ve
vida kanalı içinde ayar yapmak için vidayı 3
gevşetin. Vidayı E yönünde kaydırırsanız,
iğnenin durma zamanı avansa alınır ve vidayı
yönünde kaydırırsanız, iğne durma zamanı
F
rötara alınır.
Vida 3 gevşek durumdayken, makineyi
çalıştırmayın. Vidayı sadece gevşetin,
yerinden çıkartmayın.
– 23 –
Page 26

4-17. Pedal basıncı ve pedal stroku
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
1
4
3
(1) Pedalın ön kısmına basmak için gerekli
basıncın ayarlanması
1) Bu basınç, pedal basıncı ayar yayının 1
konumunda değişiklik yaparak ayarlanabilir.
Yayı sola kancaladığınız zaman basınç azalır.
Sağa kancaladığınız zaman, tersine basınç
artar.
(2) Pedalın arka kısmına basmak için gerekli
basıncın ayarlanması
1) Ayar vidası 2 kullanılarak bu basınç
ayarlanabilir. Ayar vidasını içe doğru
çevirdikçe basınç artar, dışa doğru çevirdikçe
azalır.
(3) Pedal strokunun ayarlanması
1) İrtibat milini 3 sol taraftaki deliğe 4 yerleştir-
diğiniz zaman pedal stroku azalır.
4-18. Pedalın ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
2
3
2
(1) İrtibat milinin takılması
1) Pedalı 3 oklarla gösterilen şekilde sağa veya
sola doğru alın ve motor kontrol kolu 1 ile
irtibat milinin 2 düz durmasını sağlayın.
(2) Pedal açısının ayarlanması
1) Pedal eğimi, irtibat milinin uzunluğunu
değiştirmek suretiyle serbestçe ayarlanabilir.
2) Ayar vidasını 4 gevşetin ve irtibat milinin 2
uzunluğunu ayarlayın.
4
– 24 –
Page 27

5. DİKİŞ MAKİNESİNİN KULLANILMASI
5-1. Pedalın çalışması
(1)
Pedal, aşağıda anlatılan dört kademede çalışır:
A
B
C
D
E
* Otomatik ayak kaldırma (AK135) kullanıldığı zaman, durma ve iplik kesme arasında anahtarlama
işlemi 1 basamak artar. Pedalın arka tarafına hafçe basıldığı zaman D baskı ayağı yukarı kalkar
ve pedalın arka tarafına biraz daha kuvvetli basıldığı zaman baskı ayağı tekrar aşağı iner.
Daha sonra iplik keskisi çalıştırılır ve baskı ayağı tekrar yukarı kalkar.
1) Pedalın ön tarafına hafçe bastığınız zaman,
makine düşük dikiş devrinde çalışır. B
2) Pedalın ön tarafına biraz daha bastığınız
zaman, makine yüksek dikiş devrinde çalışır.
A
(Otomatik geri dikiş önceden ayarlanmış ise;
makine geri dikiş işlemini tamamladıktan
sonra yüksek devirde çalışır.)
3) Pedalı orijinal konumuna getirdiğiniz zaman
makine (iğnesi yukarıda veya aşağıda olarak)
durur. C
4) Pedalın arka tarafına tam olarak bastığınız
zaman, makine iplikleri keser. E
• Otomatik geri dikiş sırasında dikiş başladığı zaman pedalı tekrar boş konuma getirirseniz, makine
geri dikiş işlemini tamamladıktan sonra durur.
• Yüksek veya düşük hızda dikiş işleminden hemen sonra pedalın arka tarafına bassanız dahi,
makine normal iplik kesme işlemini yerine getirir.
• Makine iplik kesme işlemine başladıktan hemen sonra pedalı orijinal konumuna getirseniz dahi,
makine iplik kesme işlemini normal şekilde tamamlar.
5-2. Elle ayak kaldırma kolu
1) Baskı ayağını kaldırılmış konumda tutmak
için, elle ayak kaldırma kolunu 1, ok yönünde
çevirin. Bu işlemi yaptığınız zaman, baskı
ayağı 7 mm yükselir.
2) Baskı ayağını indirmek istediğiniz zaman, elle
ayak kaldırma kolunu aşağı alın. Bu işlem,
baskı ayağını tekrar önceden belirlenmiş olan
alt konumuna getirir.
1
Çevirin
3) Ayak kaldırma dizliğini kullandığınız takdirde,
baskı ayağı yaklaşık 12 mm ye kadar
kalkabilir.
Baskı ayağı yukarıdayken asla iplik kesme
işlemi yapmayın, çünkü tokatlayıcının
baskı ayağı ile temas ettiği bir durum
vardır ve baskı ayağı yukarıdayken dikiş
makinesi çalıştırılırsa iğne kırılabilir.
– 25 –
Page 28

– 26 –
5-3. Baskı ayağı basıncı ayarı
Azaltma
1
2
Arttırma
Saat yönünün tersine çevirerek somunu 2
gevşetin ve basıncı ayarlamak için baskı ayağı
yay regülatörünü 1 çevirin.
Basıncı arttırmak için regülatörü saat yönüne ve
basıncı azaltmak için saat yönünün tersine çevirin.
Ayar işlemi tamamlandıktan sonra, somunu 2
sıkın.
5-4. Micro-kaldırıcı
1
2
Vidayı 1 gevşetin, mikro kaldırıcı pimini 2 çevirin;
baskı ayağının yüksekliği 0 ilâ 0.5 mm arasında
ayarlanabilir.
Page 29

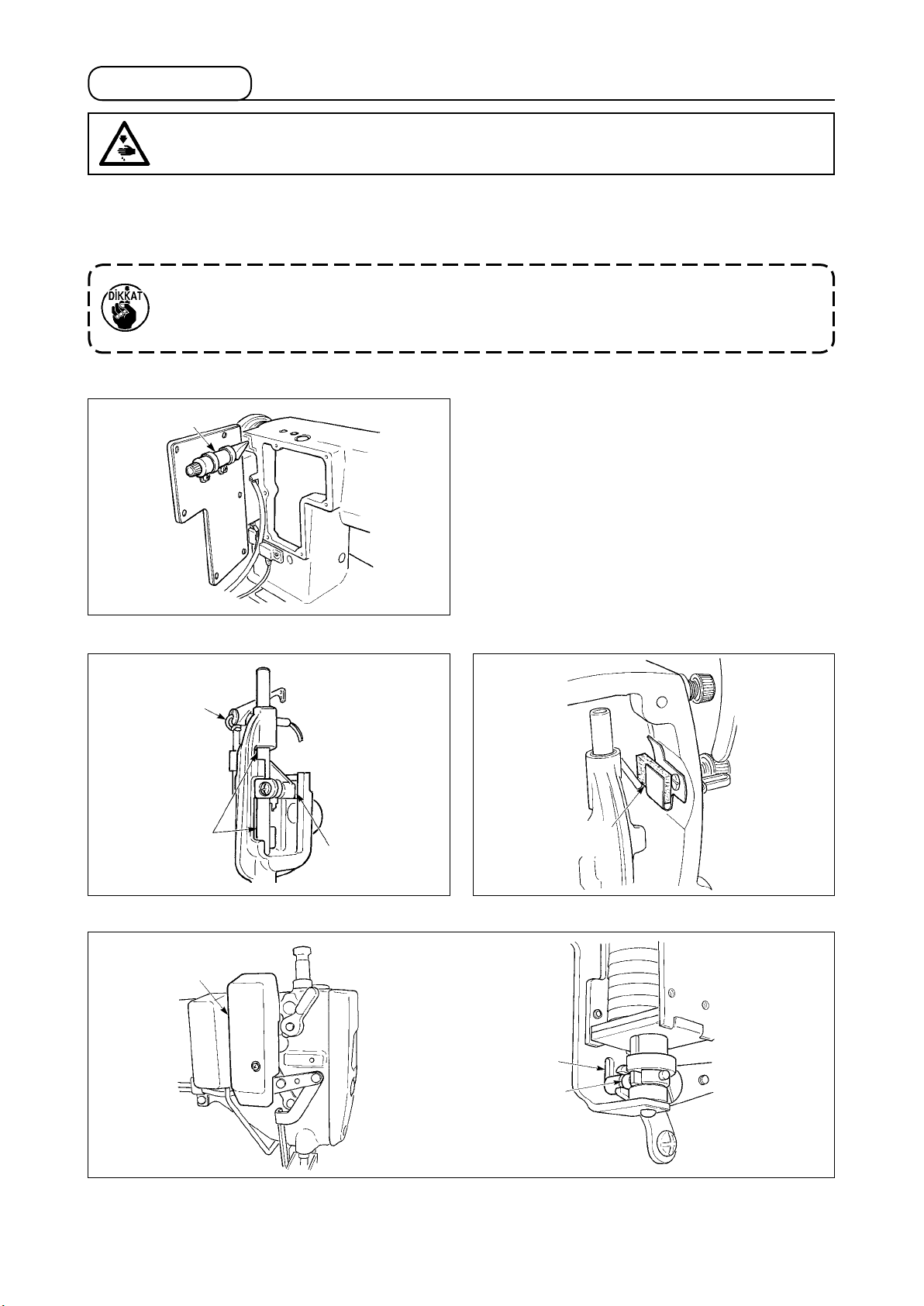
5-5. Dizlik ayak kaldırma kullanıldiği zaman iplik tansiyonu düşürme
LH-3568 ve 3568-7, 3588, 3588-7’nin teslimatı
sırasında dizlik ya da AK cihazının iplik gergi
kumandasıyla karşılıklı kontrollü çalışma özelliği
yoktur. İplik gergisini serbest bırakırken, diskleri
yükseltmek için kola 1 basın.
1
• İplik tansiyonu düşürücüyü birbiriyle
kilitlerken
Makinede tokatlama varsa, tokatlama solenoidini
çıkarın. Arkadaki kapağı çıkarın, vidayı 2
gevşetin, vidayı 2 ok yönünde ve kaldırma
kolunun 3 sonuna kadar götürün ve tespit edin.
İplik tansiyonu gevşetme bağlantısını
yaparken :
2
3
5-6.
Bir dokunuşta el kumandalı geriye doğru dikiş (Bir dokunuşta geriye doğru dikiş tipi)
[LH-3528, 3528-7, 3578-7]
1. Köşe dikişlerinde, kumaşı dönerken
iplik gevşeyebilir ve iplik tansiyonu
gevşeme sorunları ortaya çıkabilir.
2. İplik kesme işlemi sırasında tokatlama
kullanılmadığında, kumaş çıkartılırken
iğne ipliği dışarı çekilebilir.
3. Vidayı 2 sadece gevşetin, çıkartmayın.
[LH-3568, 3588-7]
1
1
• Kullanım şekli
1) Swiçe 1 basın, dikiş makinesi derhal ters yönde çalışmaya başlayarak geriye doğru dikiş
yapacaktır.
2) Bu swiçe bastığınız sürece geriye doğru dikiş yapılır.
3) Swiçi bırakın, makine normal yönde çalışacaktır.
– 27 –
Page 30

– 28 –
6. BAKIM
6-1. Alt beslemenin değiştirme ve ayar yöntemi
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1) Besleme kadranını minimuma ayarladıktan
3
1
2
Menteşe vidasının 1 sökülmesi zor
sonra menteşe vidasını 1 gevşetin, iğne mili
külbütörünü 2 iğne mili külbütör kolundan
çıkarıp iğne külbütör tabanına 4 takın ve
3
menteşe vidasıyla sıkın 1.
olduğu takdirde, çalışmayı yapmadan
önce yağ haznesini 6 çıkartın.
4
C
A
1
8
İğne
B
5
Şekil a
!0
!1
Şekil b
!0
!1
7
!3
9
9
!3
6
!2
!2
2) Alt besleme için parçaları içeren transport
dişlisi ve boğaz plakasını yerine taktıktan
sonra, iğne külbütör tespit tabanının 4
konumunu ayarlarken iğne merkezini boğaz
plakasındaki 8 iğne delikleriyle 7 hizalayın
ve setuskurlarla 5 tespit edin.
Ardından baskı ayağını, alttan beslemeli için
olan baskı ayağı ile değiştirin.
3) Zincir dişlisindeki !2 setuskurları 9’yı ve
sonra !3’yı (2yerde) gevşetin. Setuskurlardan
önce !3’yı ve sonra 9’yı gevşetin. Şimdi
zincir dişlisindeki !2 vida deliğine A
yerleştirilen 1 No.’lu vidayı9 çıkarıp, 180˚
ters yönde yerleştirilmiş olan vida deliğine C
koyun. (Şekil a)
Kanca tahrik milini döndürmeden, kasnağı
180˚ döndürün; kanca tahrik milinin düz
kısmını, zincir dişlisindeki C vida deliğiyle
hizalayın ve setuskurlarla 9 tespit edin.
!2
Kanca tahrik mili rulmanındaki !0 1 No.’lu vida
, kanca tahrik milinin düz kısmıyla hizalama
!1
sağlar. Standart olmasına dikkat edin. (Şekil b)
Ardından zincir dişlisindeki !2 vida deliğine
B
konan 2 No.’lu vidayı !3 sıkın.
Page 31

6-2. İğne beslemenin değiştirme ve ayar prosedürü
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
Bu prosedür, “6-1. Alt beslemenin değiştirme ve
ayar yöntemi” nün tersidir.
Menteşe vidayı 1 gevşetin; iğne hareket milini
, iğne hareket mili tespit tablasından 3 iğne
2
3
1
4
1
2
hareket mili koluna 4 kaydırın, menteşe vidası ile
tespit edin.
1
Transport dişlisini, boğaz plakasını ve baskı
ayağını, iğne besleme için olan parçalarla
değiştirin.
C
A
B
Şekil a
7
8
Şekil b
7
8
6
9
9
6
2
5
5
Zincir dişlisindeki 5 setuskurları 6’yı ve sonra
’yı (2yerde) gevşetin. Setuskurlardan önce 9’
9
yı ve sonra 6’yı gevşetin. Şimdi vida deliğine
yerleştirilmiş olan vidayı 6 çıkarıp, 180˚ ters
C
yönde yerleştirilmiş olan vida deliğine A koyun.
(Şekil a)
Kanca tahrik milini döndürmeden, kasnağı
180˚
döndürün; kanca tahrik milinin düz kısmını,
zincir dişlisindeki 5 vida deliğiyle A hizalayın ve
setuskurlarla 6 tespit edin. Standart olarak, kanca
tahrik mili rulmanındaki 7 1 No.’lu vida 8, kanca
tahrik milinin düz kısmıyla hizalama sağlar. (Şekil b)
Ardından zincir dişlisindeki 5 vida deliğine B
konan 2 No.’lu vidayı 9 sıkın.
– 29 –
Page 32

– 30 –
6-3. Çağanoz iğne mahfazasının ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(Dışa doğru eğin.)
2
0 ilâ 0.05 mm
(İçe doğru eğin.)
1
2
2
Çağanozu değiştirirken, iğne mahfazasını konumunu kontrol edin.
Standart konumda, çağanoz iğne mahfazası 2 ile iğnenin kenarı 1 temas halindedir; ve iğne, çağanoz
iğne mahfazasına 0 ilâ 0.05 mm iner. Aksi takdirde, çağanoz iğne mahfazasını eğerek ayar yapın.
1) Çağanoz iğne mahfazasını içe doğru eğmek için, bir tornavidayı çağanoz iğne mahfazasının dışına
sokun.
2) Çağanoz iğne mahfazasını dışa doğru eğmek için, bir tornavidayı çağanoz iğne mahfazasının içine
sokun.
Şimdi iğne ile çağanozun ağız noktası arasında 0.01 ile 0.05 mm boşluk olduğunu kontrol edin.
(
Sayfa 22’de “4-15. İğne ve çağanoz ilişkisi [genel]”
bölümüne bakınız.)
6-4. İç çağanoz mahfazasının ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
3
4
0.2 ilâ 0.3 mm
A
1
5
2
1) İç çağanoz mahfazasını 1 optimum konuma
getirmek için, volanı normal yönde döndürün.
2) Mekiği 2 ok yönünde döndürün, içteki
çağanoz durdurucunun 3 boğaz plakasının
yivleri ile temas etmesini sağlayın.
4
3) İçteki çağanoz kılavuzu tespit vidasını 5
gevşetin, içteki çağanoz kılavuzu ile mekik
çıkıntısı A arasındaki boşluğu 0,2 ile 0,3 mm
arasında ayarlayın ve içteki çağanoz kılavuzu
tespit vidasını 5 iyice sıkın.
Page 33

6-5. Transport dişlisi yüksekliğinin ve eğiminin ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(1) Yüksekliğin ayarlanması
1mm
3
2
1
4
3
1) Alt transport hattı tespit vidasını 1 gevşetin
ve transport tahrik hattı milini 2 çevirerek
yüksekliği ayarlayın. En yüksek noktada
standart yükseklik, boğaz plakasına göre 1
mm dir.
(2) Eğim
1) Makine yatağının yan tarafındaki kapağı
çıkartın, transport çubuk milinin tespit
4
vidalarını 3 gevşetin ve eğimi ayarlamak
için, tırtıllı bölümü 5 çevirin. Standart eğim,
transport çubuk kolundaki gömme işaret
noktası A ile transport çubuk milindeki
gömme işaret noktasının B aynı hizaya
getirilmesiyle elde edilir.
(Diğer gömme işaret noktası C, LH-4100
içindir.)
B
5
A
C
– 31 –
Page 34

– 32 –
6-6. Ölçünün değiştirilmesi
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
7
6
3
2
A
2
Tahrik kolu pimi
4
Tahrik kolu pimi
9
3
1
2
B
9
8
6
2
• Ölçüyü değiştirirken çağanoz mili yatağını
çıkarın.
1) Çağanoz tahrik mili dişlilerinin 3 2 No’lu
vidalarını 4 gevşetin.
2) İğneyi çağanozun bıçak ağzı ile hizalayın.
3) Çağanoz tahrik mili dişlilerinin 3 1 No’lu
vidalarını 5 biraz gevşetin, böylece çağanoz
tahrik milinin düz kısmındaki vidalar çıkmaz.
İplik kesicili dikiş makinesi
• Bağlantı parçasının (montaj) 9 dört tespit
vidasını 6 gevşetin.
5
4) Çağanoz mil yatağının 1 iki setuskurunu 2 gevşetin, çağanoz mil yatağını kaydırın.
(Bu durumda, çağanoz sürücü mil dişlisi de hareket eder.)
5) İğne ve çağanoz bıçak ağzı arasındaki mesafeyi 0,01 ilâ 0,05 mm olarak ayarlayın.
6) Çağanoz mil yatağındaki iki setuskuru 2 sıkın.
7) 1 numaralı vidaları 5, çağanoz sürücü mil dişlileri 3 ile çağanoz mili taşıyıcıları 1 arasında 0,5 mm boşluk
olacak şekilde sıkın. Ardından 2 numaralı vidaları 4 sıkın.
İplik kesicili dikiş makinesi
• Tahrik kollarını (7 ve 8), tahrik kol pimine sırasıyla A ve B doğrultusunda temas ettirdikten sonra;
irtibat hattındaki (grup) 9 dört adet tespit vidasını 6 sağlam biçimde sıkın.
Page 35

6-7. İplik baskı yayının ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
A
İplik baskı yayının tabanındaki 1 ayar deliğine
bir mi (ince bir mil, allen anahtar vs.) geçirin ve
2
tespit vidasını 4, 1.5 mm allen anahtarla gevşetin.
Çubuğu 3 ok işareti A yönünde hareket ettirerek
iplik baskı yayını ayarlayın ve tespit vidası 4 ile
tespit edin.
3
2
1
4
İpli baskı yayının basıncı fazla veya
yetersiz olduğu zaman, kavrama sorunları
ortaya çıkar. Bu nedenle, dikkatli olun.
– 33 –
Page 36

– 34 –
6-8. Hareketli bıçak konumunun ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1) Kontra bıçağın tabanını 1, kontra bıçak 2
2
A
1
2)
2
E
C B
3
4
D
2
3
Operator
tarafı
düzlemi A ile aynı hizaya getirin.
Makine yatağının arkasındaki kelepçe vidasını 5
gevşetip, besleme adımı minimum iken ve iğne
alt ölü noktada iken, bekleme anında hareketli
4
bıçağın 3 üst ucu ile iğnenin 4 merkezi
arasındaki B ve C mesafeleri aşağıdaki listede
verilen değerlere uygun olacak şekilde ayarlayın.
Sol bıçak Sağ bıçak
LH-3528-7
LH-3568-7
LH-3578-7
LH-3588-7
(D Referans
B
6.2 (3.5) 7.5 (2.7)
7.5 (3.6) 8.9 (3.1)
değeri)
C
(E Referans
değeri)
5
6
3
D
5
3) Hareketli bıçak 3 ile içteki çağanoz çıkıntısı
arasındaki boşluğu D 0,3 ± 0,1 mm olarak
6
ayarlayın. 7 ve 8 hareketli bıçak tespit
vidalarını gevşetip boşluğu ayarlayın.
7
8
Page 37

6-9. Tokatlama konumu
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
3
İğne
5
4
2mm
1) Makine kolundaki gömme işaret noktasını
1
volan üzerindeki gömme işaret noktaı 2 lie hizalayın.
1
2
2) Çubuğu 3 ok yönünde kaydırın ve iki adet kerye vidasını 5, iğnenin üst ucu ile tokatlama 4
arasındaki mesafe yaklaşık 2 mm olacak şekilde ayarlayın.
6-10. Parça monte ederken dikkat edilecek noktalar
Parçayı yatak sürgüsüne vidayla monte ederken,
yatağın arka tarafındaki vidanın A çıkıntılı
olmamasına dikkat edin.
Çizimde gösterilen şekilde bir çıkıntı
A
meydana geldiği takdirde, bu çıkıntı diğer
parçalara çarpar ve makine arızalarına yol
açar.
– 35 –
Page 38

– 36 –
6-11. Masura ipliği boşluk önleme yayının değiştirilmesi
(Sadece LH-3568, 3568-7, 3588, 3588-7 için)
1) Vidayı 1 gevşetin ve masura ipliği boşluk
2
önleme yayını 2; mekikteki kanalından
çıkartın.
2) Çıkartılan yayın yerine takılacak olan
masura ipliği boşluk önleme yayını 2 kanala
geçirerek mekikteki yerine oturtun.
Kanal
3) Vidayı 1 sıkarak, masura ipliği boşluk önleme
yayını 2 mekiğe tespit edin. Bu aşamada,
1
yaya, çalışma kademesine ve tansiyonuna
çok dikkat edin.
6-12. İğne milinin durması ve köşe dikişlerinde köşelerin açısı
(Sadece LH-3568, 3568-7, 3588, 3588-7 için)
• İğne milinin durması
Değiştirme kolu 1 L konumuna getirildiği zaman
sol taraftaki iğne mili durur; R konumuna getirildiği
zaman sağ iğne mili durur.
(3/16” iğne ölçüsü)
3 ilmek
90˚
3 ilmek
2
1
• 2 iğneli çalışmaya dönerken
Değiştirme tespit koluna 2 basın. Değiştirme kolu
“0” konumuna döner, makine 2 iğneli dikişe
1
döner.
• Köşelerin açıları ile ilmek uzunlukları
arasındaki bağlantı
Köşe dikişlerinin temiz çıkmasını sağlamak için,
iğne ölçüsüne bağlı ilmek adedi tablosuna uygun
olarak, ilmek uzunlukları belirlenebilir.
Ancak dikiş işlemini gerçekleştirerek; belirlenen
ilmek uzunluğunun köşelere tam uygun olup
olmadığını görmek gerekir.
(Örnek) 3/16” iğne kullanarak 90˚ derece açılı
bir köşeyi dikmek için belirlenen ilmek uzunluğu
1.6 mm olduğu zaman, ilmek adedi aşağıda
açıklanan yolu izleyerek bulunabilir. İlmek
uzunluk ölçüsünden yararlanarak “1.6” değerinin
gösterildiği kolonu bulmak için; ilmek adetlerinin
gösterildiği tabloda “90˚” kolonuna bakın. Bu
tabloda, “1.6” satırının üst tarafında “3” rakamını
görürsünüz. Bu 3 rakamı, ilmek adedini gösterir.
• Dikilen köşenin açısı 40˚ derece veya daha dar ise, masura ipliği boşluk önleme yayının iplik verme
miktarı yetersiz olur. Bu durumda iplik, malzemenin yanlış tarafında kalır.
• Bağımsız tahrikli iğne mili değiştirme işlemlerini yaparken, her türlü çalışmayı dikiş makinesini
tamamen durdurduktan sonra yapın. Değiştirme işlemi 1.000 dev./dak. veya daha yüksek devirlerde
yapıldığı takdirde, işlem makine arızalarına yol açar.
• Dikiş makinesinin bağımsız tahrikli iğne miline sahip olması ve bundan yararlanılarak tek iğneli
dikiş makinesi yerine kullanılması, dikiş makinesinin arızalanmasıyla sonuçlanır. Dikiş makinesini
tek iğneli dikiş makinesi olarak kullanmak gerektiği takdirde, iki iğneden birisini çıkartın ve dikiş
makinesini her iki iğne mili de çalışır durumdayken kullanın.
Page 39

7. ÖLÇÜYE GÖRE DİKİŞ AÇI TABLOSU (ADIM VE mm DÖNÜŞTÜRME TABLOSU)
1/8"(3.17mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 4.4 2.9 2.2 1.7 1.5
50 3.4 2.3 1.7
60 2.7 1.8
70 4.5 2.3 1.5
80 3.8 1.9
90 3.2 1.6
100 2.6
3/16"(4.76mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 3.3 2.6 2.2 1.9 1.6 1.5
50 3.4 2.6 2.0 1.7 1.5
60 2.7 2.1 1.6 1.4
70 3.4 2.3 1.7 1.4
80 2.8 1.9 1.4
90 4.8 2.4 1.6
100 4.0 2.0
1/4"(6.35mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 4.4 3.5 2.9 2.5 2.2 2.0
50 4.6 3.4 2.8 2.3 2.0 1.7 1.6
60 3.7 2.8 2.2 1.9 1.6
70 4.6 3.1 2.3 1.9 1.6
80 3.8 2.6 1.9 1.6
90 3.2 2.2 1.6
100 2.7 1.8
5/32"(3.96mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 3.6 2.7 2.2 1.8 1.6
50 4.2 2.8 2.1 1.7
60 3.4 2.3 1.7
70 2.8 1.9
80 4.7 2.4 1.6
90 4.0 2.0
100 3.3 1.7
7/32"(5.56mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 5.1 3.8 3.1 2.5 2.2 1.9 1.7
50 4.0 3.0 2.4 2.0 1.7 1.5
60 4.8 3.2 2.4 1.9 1.6
70 4.6 2.6 2.0 1.6
80 3.3 2.2 1.7
90 5.6 2.8 1.9 1.4
100 4.7 2.3 1.6
9/32"(7.14mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 4.9 3.9 3.3 2.8 2.5 2.2
50 5.1 3.8 3.1 2.6 2.2 1.9 1.7
60 4.1 3.1 2.5 2.1 1.8 1.5
70 5.1 3.4 2.5 2.0 1.7 1.5
80 4.3 2.8 2.1 1.7 1.4
90 3.6 2.4 1.8 1.4
100 3.0 2.0 1.5
5/16"(7.93mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 4.4 3.7 3.2 2.8 2.5
50 4.3 3.4 2.9 2.5 2.2 1.9
60 4.6 3.5 2.8 2.3 2.0 1.8 1.6
70 3.8 2.9 2.3 1.9 1.7 1.5
80 4.8 3.2 2.4 1.9 1.6
90 4.0 2.7 2.0 1.6
100 3.4 2.3 1.7
1/2"(12.7mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 5.8 5.0 4.4 3.9
50 5.5 4.5 3.9 3.4 3.0
60 5.5 4.4 3.7 3.1 2.8 2.4
70 4.5 3.6 3.0 2.6 2.3 2.0
80 5.1 3.8 3.1 2.5 2.2 1.9 1.7
90 4.2 3.2 2.5 2.1 1.8 1.6 1.4
100 5.3 3.6 2.7 2.1 1.8 1.5 1.3
3/8"(9.52mm)
Dikiş adedi
1 2 3 4 5 6 7 8 9
Dönüş açısı
40 4.4 3.7 3.3 2.9
50 4.1 3.4 2.9 2.6 2.3
60 4.1 3.3 2.7 2.4 2.1 1.8
70 4.5 3.4 2.7 2.3 1.9 1.7
80 3.8 2.8 2.3 1.9 1.6
90 4.8 3.2 2.4 1.9 1.6
100 4.0 2.7 2.0 1.6
– 37 –
Page 40

– 38 –
8. ÖLÇÜ AYARLARI
(1) LH-3528
İğne gaze büyüklüğü Baskı ayağı grubu.
Kod
İnç mm
A
3/32
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
T
1-3/8
U
1-1/2
Batış
spesikasyonları.
2.4
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
A
F
S
G
Alt besleme
22637557
22637656
22637755
22637854
–
22638050
22638258
22638357
22638456
–
22638753
–
22638951
22639157
22639256
22639355
22639454
–
–
★
1.6mm
Uç-bölümlü Uç-bölümlü Alt besleme
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641054
22641252
22641351
22641450
22641658
22641757
22641856
22641955
22642052
22642151
2.0mm
–
22816557
22816755
22816953
22817050
40033941
40033947
40033953
★
2.4mm
–
–
–
–
–
–
–
–
–
–
–
–
★
–
10391852
–
10392058
–
10392256
–
–
–
–
10392751
–
10393056
22844450
22844559
–
–
–
–
★
–
22627152
–
22627350
22627459
*
22627558
22627657
22627756
–
–
–
–
–
–
–
–
–
–
–
★
1.4mm
2.0mm
Fırdöndü mahfazası
–
22647051
–
22647150
22647259
*
22647358
22647457
22647556
–
–
–
–
–
–
–
–
–
–
–
(Kurdele dikişi)
★
0.9mm
İğne gaze büyüklüğü Boğaz Plakası
Kod
İnç mm
A
3/32
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
T
1-3/8
U
1-1/2
Batış
spesikasyonları.
2.4
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
A
F
S
G
Alt besleme
22625008
22625107
22625206
22625305
22625404
22625503
22625602
22625701
22625800
22625909
22626006
22626105
22626204
22626303
22626402
22626501
22626600
22626709
22626808
Genel
spesikasyonlar
Haf vuruş için Alt besleme Alt besleme
–
22628002
–
22628200
22628309
22628408
22628507
22628606
–
–
–
–
–
–
–
–
–
–
–
Genel
spesikasyonlar
–
22845200
–
22845408
–
22845606
–
–
–
–
–
–
–
–
–
–
–
–
–
★
–
–
–
–
–
–
–
–
–
–
22846109
–
22846307
22846406
22846505
–
–
–
–
★
Transport dişlisi
–
23205107
–
23205305
–
23205503
–
–
–
–
–
–
–
–
–
–
–
–
–
★
Alt beslemeAlt besleme
–
–
–
–
–
–
–
–
–
–
22848105
–
22848303
22848402
22848501
–
–
–
–
★
*・・・
Özel sipariş parçaları
Page 41

İğne gaze büyüklüğü Transport dişlisi
1.15
Kod
1.7
1.7 1.71.15 1.7
3.2mm
İnç mm
A
3/32
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
T
1-3/8
U
1-1/2
Batış
spesikasyonları.
İğne gaze büyüklüğü
2.4
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
A
F
S
G
Alt besleme
ø1.2 ø1.4
40033714
40033715
40033716
40033718
–
40033720
40033722
40033723
40033724
–
40033727
–
40033729
40033731
40033732
40033733
40033734
–
–
★
İğne kelepçe grubu.
ø1.4
ø1.7 ø2.2
2.2mm
Opsiyon Opsiyon
–
40035883
–
40035884
40035885
40035886
40035887
40035888
–
–
–
–
–
–
–
–
–
–
–
★
–
40033563
–
40033564
40033565
40033566
40033567
40033568
–
–
–
–
–
–
–
–
–
–
–
★
–
–
40025784
40025785
40025786
40025787
40025788
40025789
40025790
40025791
40025792
40025793
40025794
40025795
40025796
40025797
40025798
40025799
40025800
–
–
–
B1613512D0H
–
B1613512F0H
–
B1613512H0H
B1613512K0H
B1613512W0H
–
–
B1613512N0H
–
–
B1613512R0H
–
–
–
–
–
–
40025801
–
40025803
–
40025805
40025806
40025807
–
–
40025810
–
–
40025813
–
–
–
★
★
★
Kayar plaka
Kod
İnç mm
A
3/32
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
T
1-3/8
U
1-1/2
Batış
spesikasyonları.
2.4
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
A
F
S
G
Alt besleme
40035875
40026027
40026029
40026031
40026033
40026035
40026037
40026039
40026041
40026043
40026045
40026047
40026049
40026051
40026053
40026055
40026057
40026059
40026061
Genel
spesikasyonlar
(Sol) (Sağ)
22601058
22601157
22601256
22601355
Genel
spesikasyonlar
22600555
22600654
22600753
22600852
Genel
spesikasyonlar
Ön)
(
40042874
Genel
spesikasyonlar
Kurdele dikişi
Ön)
(
23206709
(Kurdele dikişi)
★
(Sol) Opsiyon
40051633
40045729
40045730
40045731
Spec. common
– 39 –
Page 42

– 40 –
(2) LH-3528-7
İğne gaze büyüklüğü Boğaz Plakası
Kod
İğne kelepçe grubu.
Transport dişlisi
1.7 1.7 1.7
ø1.7 ø2.4
İnç mm
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
Batış
spesikasyonları.
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
S
G
40035881
40025485
40025490
40025491
40025492
40025493
40025494
40025495
–
40025498
40025499
40025500
40025502
40025503
40025504
40025505
Genel
spesikasyonlar
40026027
40026029
40026031
40026033
40026035
40026037
40026039
40026041
–
40026045
40026047
40026049
40026051
40026053
40026055
40026057
Genel
spesikasyonlar
40035890
40025817
40025818
40025819
40026715
40025820
40025821
40025822
–
40025824
40025825
40025826
40025827
40025828
40025829
40025830
★
–
–
40035891
–
40035892
–
–
–
–
40035894
–
–
–
–
–
–
★
İğne gaze büyüklüğü Baskı ayağı grubu. Kayar plaka
3.2mm
2.2mm
Opsiyon
–
–
40025831
–
40025833
–
–
–
–
40025838
–
–
–
–
–
–
★
Kod
İnç mm
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
W
7/16
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
Batış
spesikasyonları.
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
11.1
12.7
15.9
19.1
22.2
25.4
28.6
31.8
S
G
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
–
22641252
22641351
22641450
22641658
22641757
22641856
22641955
★
2.0mm
Uç-bölümlü (Sol) (Sağ)Uç-bölümlü
–
–
22816557
–
22816755
–
–
–
–
22817159
–
–
–
–
–
–
★
2.4mm
40025247
40025248
40025249
40025250
Genel
spesikasyonlar
40025235
40025236
40025239
40025240
Genel
spesikasyonlar
Ön)
(
40042880
Genel
spesikasyonlar
(Sol) Opsiyon
40051633
40045729
40045730
40045731
Genel
spesikasyonlar
Page 43

(3) LH-3568
İğne gaze büyüklüğü
Kod
İnç mm
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç mm
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
Batış
spesikasyonları.
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
S
G
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
S
G
Boğaz Plakası
22625107
22625206
22625305
22625404
22625503
22625602
22625701
22625800
22626006
22626105
22626204
Genel
spesikasyonlar
1.7 1.7 1.7
ø1.7
–
40025784
40025785
40025786
40025787
40025788
40025789
40025790
40025792
40025793
–
★
İğne kelepçe grubu. (DP5)
(Sol) (Sağ)
40035761
40035762
40035763
40035764
40029561
40035765
40035766
40035767
40035768
40035769
40035770
Genel
spesikasyonlar
spesikasyonlar
40035771
40035772
40035773
40035774
40029562
40035775
40035776
40035777
40035778
40035779
40035780
Genel
İğne kelepçe grubu. (DP17)
Opsiyon
(Sol)
40035877
40026063
40026065
40026067
40026069
40026070
40026072
40026074
40026076
40026078
40026080
Genel
spesikasyonlar
spesikasyonlar
Opsiyon
40035878
40026084
40026086
40026088
40026090
40026091
40026093
40026095
40026097
40026099
40026101
Transport dişlisi Baskı ayağı grubu.
ø2.2
–
–
B1613512D0H
–
B1613512F0H
–
–
B1613512K0H
–
–
B1613512N0H
3.2mm
2.2mm
Opsiyon
–
–
40025801
–
40025803
–
–
40025806
–
–
40025810
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641252
22641351
2.0mm
Uç-bölümlüUç-bölümlü
22816557
22816755
22817050
–
40033947
★
★
★
(Sağ)
Genel
2.4mm
–
–
–
–
–
–
–
★
İğne gaze büyüklüğü
Kod
İnç mm
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
Batış
spesikasyonları.
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
S
G
(Sol) (Sağ)
22601058
22601157
Genel
spesikasyonlar
Kayar plaka
22600555
22600654
Genel
spesikasyonlar
Ön)
(
40034931
Genel
spesikasyonlar
– 41 –
(Sol) Opsiyon
40051633
40045729
Genel
spesikasyonlar
Page 44

– 42 –
(4) LH-3568-7
İğne gaze büyüklüğü
Kod
İnç
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
Boğaz Plakası İğne kelepçe grubu. (DP5)
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
22.2
25.4
28.6
31.8
S
G
40035881
40025485
40025490
40025491
40025492
40025493
40025494
40025495
40025498
40025499
40025500
40025502
40025503
40025504
40025505
Genel
spesikasyonlar
(Sol) (Sağ)
40035761
40035762
40035763
40035764
40029561
40035765
40035766
40035767
40035768
40035769
40035770
–
–
–
–
Genel
spesikasyonlar
Transport dişlisi Baskı ayağı grubu.
1.7 1.7 1.7
40035771
40035772
40035773
40035774
40029562
40035775
40035776
40035777
40035778
40035779
40035780
–
–
–
–
Genel
spesikasyonlar
3.2mm
İğne kelepçe grubu. (DP17)
Opsiyon
(Sol)
40035877
40026063
40026065
40026067
40026069
40026070
40026072
40026074
40026076
40026078
40026080
–
–
–
–
Genel
spesikasyonlar
spesikasyonlar
2.0mm
Opsiyon
(Sağ)
40035878
40026084
40026086
40026088
40026090
40026091
40026093
40026095
40026097
40026099
40026101
–
–
–
–
Genel
2.4mm
İnç
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
P
7/8
Q
1
R
1-1/8
S
1-1/4
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç
B
1/8
C
5/32
D
3/16
E
7/32
F
1/4
G
9/32
H
5/16
K
3/8
L
1/2
M
5/8
N
3/4
Q
1
Batış
spesikasyonları.
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
22.2
25.4
28.6
31.8
S
G
mm
3.2
4.0
4.8
5.6
6.4
7.1
7.9
9.5
12.7
15.9
19.1
25.4
S
G
ø1.7
40035890
40025817
40025818
40025819
40026715
40025820
40025821
40025822
40025824
40025825
–
–
–
–
–
★
(Sol) (Sağ)
40025247
40025248
40025249
Genel
spesikasyonlar
ø2.4
–
–
40035891
–
40035892
–
–
40035893
–
–
40035895
–
–
–
–
★
Kayar plaka
40025235
40025236
40025239
Genel
spesikasyonlar
2.2mm
Opsiyon
–
–
40025831
–
40025833
–
–
40025836
–
–
40025840
–
–
–
–
★
Ön)
(
40031358
Genel
spesikasyonlar
Uç-bölümlü Uç-bölümlü
40035896
40035897
22640353
22640452
22640551
22640759
22640858
22640957
22641252
22641351
–
–
–
–
–
–
–
22816557
–
22816755
–
–
22817050
–
–
40033947
–
–
–
–
★
★
(Sol) Opsiyon
40051633
40045729
40045730
Genel
spesikasyonlar
Page 45

(5) LH-3578
4.8
6.4
7.9
9.5
38.1
G
4.8
6.4
7.9
9.5
38.1
G
Boğaz Plakası
22625305
22625503
22625701
22625800
22626808
★ ★
(Sol) (Sağ)
22601058
22601355
★ ★
Baskı ayağı grubu.
Uç-bölümlü
22816557
22816755
22816953
22817050
40033959
Kayar plaka
22600555
22600852
2.4mm
B161351200H
B1613512F0H
B1613512H0H
B1613512K0H
B1613512U0H
40042874
1.7
ø2.2
★ ★ ★
Ön)
(
★
İğne gaze büyüklüğü Transport dişlisi
Kod
İnç mm
D
3/16
F
1/4
H
5/16
K
3/8
U
1-1/2
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç mm
D
3/16
F
1/4
H
5/16
K
3/8
U
1-1/2
Batış
spesikasyonları.
1.7
3.2mm
2.2mm
Opsiyon
40025801
40025803
40025805
40025806
40025816
(Sol) Opsiyon
40051633
40045731
★
İğne kelepçe grubu.
40026031
40026035
40026039
40026041
40026061
(6) LH-3578-7
4.8
6.4
7.9
9.5
G
4.8
6.4
7.9
9.5
G
Boğaz Plakası
Baskı ayağı grubu.
Uç-bölümlü
40025490
40025492
40025494
40025495
22816557
22816755
22816953
22817050
★ ★
(Sol) (Sağ)
40025247 40025235
★ ★
2.4mm
Kayar plaka
1.7
ø2.4
40035891
40035892
40050011
40035893
★
Ön)
(
40042880
★
İğne gaze büyüklüğü Transport dişlisi
Kod
İnç mm
D
3/16
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç mm
D
3/16
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
1.7
3.2mm
2.2mm
Opsiyon
40025831
40025833
40025835
40025836
★ ★
(Sol) Opsiyon
40051633
★
İğne kelepçe grubu.
40026031
40026035
40026039
40026041
– 43 –
Page 46

– 44 –
(7) LH-3588
İğne gaze büyüklüğü
Kod
İnç mm
D
3/16
E
7/32
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç mm
D
3/16
E
7/32
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
4.8
5.6
6.4
7.9
9.5
G
4.8
5.6
6.4
7.9
9.5
G
Boğaz Plakası
İğne kelepçe grubu. (DP5)
İğne kelepçe grubu. (DP17)
Opsiyon
(Sol)
40026065
40026067
40026069
40026072
40026074
22625305
22625404
22625503
22625701
22625800
(Sol) (Sağ)
40035763
40035764
40029561
40035766
40035767
40035773
40035774
40029562
40035776
40035777
★ ★ ★ ★ ★
Transport dişlisi
1.7
3.2mm
ø2.2
2.2mm
Opsiyon
B161351200H
B1613512E0H
B1613512F0H
B1613512H0H
B1613512K0H
40025801
40025802
40025803
40025805
40025806
★ ★ ★
Baskı ayağı grubu.
1.7
Uç-bölümlü
22816557
22816656
22816755
22816953
22817050
2.4mm
(Sol) (Sağ)
22601058 22600555
★ ★
Opsiyon
(Sağ)
40026086
40026088
40026090
40026093
40026095
Kayar plaka
Ön)
(
40034931
★
(Sol) Opsiyon
40051633
★
(8) LH-3588-7
İğne gaze büyüklüğü
Kod
İnç
D
3/16
E
7/32
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
İğne gaze büyüklüğü
Kod
İnç mm
D
3/16
E
7/32
F
1/4
H
5/16
K
3/8
Batış
spesikasyonları.
mm
4.8
5.6
6.4
7.9
9.5
G
4.8
5.6
6.4
7.9
9.5
G
Boğaz Plakası
İğne kelepçe grubu. (DP5)
İğne kelepçe grubu. (DP17)
Opsiyon
(Sol)
40026065
40026067
40026069
40026072
40026074
40025490
40025491
40025492
40025494
40025495
(Sol) (Sağ)
40035763
40035764
40029561
40035766
40035767
40035773
40035774
40029562
40035776
40035777
★ ★ ★ ★ ★
Transport dişlisi
1.7
3.2mm
ø2.4
2.2mm
Opsiyon
40035891
40050009
40035892
40050011
40035893
40025831
40025832
40025833
40025835
40025836
★ ★ ★
Baskı ayağı grubu.
1.7
Uç-bölümlü
22816557
22816656
22816755
22816953
22817050
2.4mm
(Sol) (Sağ)
40025247 40025235
★ ★ ★
Opsiyon
(Sağ)
40026086
40026088
40026090
40026093
40026095
Kayar plaka
Ön)
(
40042880
(Sol) Opsiyon
40051633
★
Page 47

9. SORUNLAR VE ÇÖZÜMLER
SORUNLAR NEDENLERİ ÇÖZÜMLER
1. İplik kopması
(İplik
bükülmemiş
veya aşınmamış)
(Kumaşın yanlış
tarafında 2 ilâ
3 cm iğne ipliği
kalıyor.)
İplik yolu üzerinde keskin bir
1
kenar veya çapak vardır, iğnenin
ucu, çağanoz bıçak ağzı veya
mekik; boğaz plakasındaki kanala
oturmaktadır.
İğne ipliğinin tansiyonu çok yüksektir.
2
Mekik açma kolu, mekikte fazla
3
boşluğun meydana gelmesine neden
olmaktadır.
Çağanoz bıçak ağzı iğneye
4
çarpmaktadır.
Çağanoz gereken şekilde
5
yağlanmamaktadır.
İğne ipliğinin tansiyonu çok düşüktür.
6
İplik verici yayı çok sıkıdır ve hareket
7
mesafesi çok kısadır.
İğne-Çağanoz zamanlaması yanlıştır.
8
İplik bükülmemiştir.
9
Çok ince zımpara kâğıdı kullanarak;
™
keskin kenarları ve çapakları giderin.
Keçeye tutarak, boğaz plakasındaki
mekik yuvası kanalının yüzeyini parlatın.
İğne ipliğinin tansiyonunu ayarlayın.
™
Boşluğu azaltın.
™
çağanoz mahfazasının ayarlanması”
na bakın.
Sayfa 21’de “4-15. İğne – çağanoz
™
bağlantısı”
Sayfa 10’da “4-4. Çağanozdaki yağ
™
miktarının ayarlanması)”
uygun olarak çağanozun yağ besleme
miktarını arttırın.
İğne ipliğinin tansiyonunu ayarlayın.
™
Yayın tansiyonunu düşürün ve hareket
™
mesafesini arttırın.
Sayfa 21’de “4-15. İğne – çağanoz
™
bağlantısı”
İğnedeki ipliği sarın.
™
Sayfa 30’da “6-4. İç
na bakın.
bölümüne
na bakın.
2. İlmek atlatma
3. Gevşek dikiş
İplik düğümlenirken, düzgün iplik
!0
halkaları oluşturulamamaktadır.
İğne ile çağanoz bıçak ağzı
1
arasındaki mesafe çok fazladır.
İğne-Çağanoz bağlantısı yanlıştır.
2
Baskı ayağının basma gücü yeterli
3
değildir.
İğne milinin yüksekliği yanlıştır.
4
İğneler ince gelmektedir.
5
Sentetik iplik veya ince iplik
6
kullanılmaktadır.
Masura ipliği, mekikteki
1
tansiyon yayının çatallı ucundan
geçirilmemiştir.
İplik yolunda aşındırıcı yüzeyler
2
vardır.
Masura rahat bir şekilde
3
dönmemektedir.
Mekik açma kolu, mekikte fazla
4
boşluğun meydana gelmesine neden
olmaktadır.
Masura ipliğinin tansiyonu çok
5
düşüktür.
Masura çok sıkı sarılmıştır.
6
Keçe dolgusu bulunan iplik kılavuzu
™
kullanın.
Sayfa 21’de “4-15. İğne – çağanoz
™
bağlantısı”
Sayfa 21’de “4-15. İğne – çağanoz
™
bağlantısı”
Baskı yay regülatörünü sıkın.
™
Sayfa 21’de “4-15. İğne – çağanoz
™
bağlantısı”
İğneyi, daha kalın bir iğne ile değiştirin.
™
İğnedeki ipliği sarın.
™
Mekik ipliğini doğru biçimde geçirin.
™
İnce zımpara kâğıdı kullanarak
™
çapaklanmış yüzeyleri temizleyin veya
yüzeyleri keçeye tutarak parlatın.
Mekiği veya çağanozu değiştirin.
™
Sayfa 30’da “6-4. İç çağanoz
™
mahfazasının ayarlanması”
Mekik ipliğinin tansiyonunu ayarlayın.
™
Masura sarma ünitesindeki parçaların
™
tansiyonunu ayarlayın.
na bakın.
na bakın.
na bakın.
na bakın.
– 45 –
Page 48

10. MOTOR KASNAĞI VE KAYIŞI
(1)
İplik kesicisiz makinenin motor kasnağı ve kayışı aşağıda tanımlanan şekildedir.
1) Çıkış gücü 400 W (2P) olan kavramalı motor kullanın.
2) M tipi V kayış kullanın.
3) Motor kasnağı, kayış uzunluğu ve dikiş makinesinin devir sayısı arasındaki ilişki aşağıda verilmiştir.
LH-3528, 3568, 3578, 3588
Motor kasnağı Dikiş hızı (dakikadaki devir sayısı) Kayış
Dış çap (mm)
75 MTKP0070000 3000 70 MTKP0065000 2790 65 MTKP0060000 2580 3000
60 MTKP0055000 2370 2740
Parça No. 50Hz 60Hz Uzunluk Parça No.
43 inç MTJVM00430A
42 inç MTJVM00420A
* Etkin motor çapını bulmak için dış çaptan 5 mm çıkarılır.
* Kasnak tarafından bakıldığı zaman, motorun saat yönünün tersine dönmesi gerekir. Motorun saat
yönünde dönmemesine dikkat edin.
(2) İplik kesicili makinenin motor kasnağı ve kayışı aşağıda tanımlanan şekildedir.
LH-3528-7, 3568-7, 3578-7, 3588-7
Motor Motor kasnağı V Kayış
Model Parça No.
SC-500
M50
EC-10B
40018481 φ110 40018577 43 inç MTJVM00430A
MTSE3438803
(Komple setin
parça numarası)
Dış çap
φ80 MTSE8110608 43 inç MTSE8160343
Parça No. Length Parça No.
– 46 –
 Loading...
Loading...