

JUKI AMS-251/IP-420 Instruction Manual [it]
AMS-251 / IP-420
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..

INDICE
I. SEZIONE MECCANICA (QUANTO ALLA MACCHINA PER CUCIRE) ......... 1
1. CARATTERISTICHE TECNICHE ................................................................................ 1
2. CONFIGURAZIONE ....................................................................................................2
3. INSTALLAZIONE .........................................................................................................3
3-1. Rimozione della piastra di ssaggio della testa della macchina...............................................3
3-2. Installazione della macchina ......................................................................................................... 4
3-3. Preparazioni degli interruttori ....................................................................................................... 6
3-4. Collegamento dell'interruttore di alimentazione ......................................................................... 7
3-5. Installazione del pannello..............................................................................................................8
3-6. Installazione del portalo .............................................................................................................. 8
3-7. Come installare il portalo per l'avvolgimento della bobina .....................................................9
3-8. Collegamento del lo ................................................................................................................... 10
3-9. Installazione del tubo dell’aria .................................................................................................... 13
3-10. Avvertenze per l'impianto di alimentazione dell'aria compressa
(fonte dell'aria di alimentazione) ...................................................................................................14
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ...........................................15
4-1. Lubricazione ............................................................................................................................... 15
4-2. Regolazione della quantità di olio nel crochet .......................................................................... 16
(1) Controllo della quantità di olio nel crochet .................................................................................. 16
(2) Regolazione della quantità di olio del crochet (macchie d'olio) ..................................................17
(3) Esempio della corretta quantità di olio del crochet (macchie d'olio) ........................................... 17
4-3. Controllo dell'interruttore di arresto di emergenza ..................................................................18
4-4. Posizionamento dell’ago ............................................................................................................. 18
4-5. Misura dell'ago e calibro .............................................................................................................19
(1) Regolazione ................................................................................................................................ 19
(2) Calibro ........................................................................................................................................19
4-6. Inlatura della testa della macchina...........................................................................................20
4-7. Installazione e rimozione della capsula ..................................................................................... 21
4-8. Inserimento della bobina ............................................................................................................. 21
4-9. Preparazione del morsetto della cassetta .................................................................................22
4-10. Regolazione della tensione del lo ..........................................................................................25
4-11. Altezza del pressore intermedio ...............................................................................................26
4-12. Regolazione della molla chiusura punto .................................................................................26
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ..............................................27
5-1. Cucitura.........................................................................................................................................27
II.
SEZIONE FUNZIONAMENTO (QUANTO AL PANNELLO) ........................................... 28
1. PREFAZIONE ............................................................................................................ 28
2. QUANDO SI USA IL IP-420 ....................................................................................... 32
2-1. Nome di ciascuna sezione del IP-420.........................................................................................32
2-2. Bottoni da usare in comune ........................................................................................................ 33
2-3. Funzionamento fondamentale del IP-420 ..................................................................................34
2-4. Sezione di display a LCD al momento della selezione della forma di cucitura......................35
(1) Schermo di immissione dei dati di forma di cucitura ...................................................................35
(2) Schermo di cucitura .................................................................................................................... 37
2-5. Esecuzione della selezione della forma di cucitura..................................................................39
i

2-6. Cambiamento del dato di articolo ..............................................................................................41
2-7. Controllo della forma del modello .............................................................................................. 43
2-8. Esecuzione della modica del punto di entrata dell’ago .........................................................44
(1) Revisione della tensione del lo .................................................................................................44
(2) Revisione dell'altezza del pressore intermedio ........................................................................... 45
2-9. Modalità di uso dello stop temporaneo .....................................................................................46
(1) Per continuare l’esecuzione della cucitura da qualche punto in cucitura ...................................46
(2) Per eseguire la ricucitura dall’inizio ............................................................................................47
2-10. Quando il posizionamento del prodotto di cucitura è difcile a causa della punta dell’ago
che ostacola ...................................................................................................................................48
2-11. Avvolgimento di una bobina .....................................................................................................49
2-12. Uso del contatore ....................................................................................................................... 51
(1) Procedura di impostazione del contatore ...................................................................................51
(2) Procedura di rilascio del conteggio completato ..........................................................................53
(3) Come modicare il valore del contatore durante la cucitura ....................................................... 53
2-13. Esecuzione della registrazione nuova del modello dell’utente ............................................. 54
2-14. Denominazione del modello di cucitura dell’utente ...............................................................55
2-15. Esecuzione della registrazione nuova del bottone di modello .............................................. 56
2-16. Sezione di display a LCD al momento della selezione del bottone di modello....................57
(1) Schermo di immissione dei dati di bottone di modello ................................................................ 57
(2) Schermo di cucitura .................................................................................................................... 59
2-17. Esecuzione della selezione del no. di bottone di modello ..................................................... 61
(1) Selezione dallo schermo di immissione dei dati .........................................................................61
(2) Selezione per mezzo del bottone di scorciatoia .........................................................................62
2-18. Modica del contenuto del bottone di modello .......................................................................63
2-19. Copiatura del bottone di modello ............................................................................................ 64
2-20. Modica del modo di cucitura ..................................................................................................65
2-21. Sezione di display a LCD al momento della cucitura combinata .......................................... 66
(1) Schermo di immissione del modello ...........................................................................................66
(2) Schermo di cucitura .................................................................................................................... 68
2-22. Esecuzione della cucitura combinata ...................................................................................... 70
(1) Selezione dei dati combinati ....................................................................................................... 70
(2) Procedura di creazione del dato combinato ...............................................................................71
(3) Procedura di cancellazione del dato combinato .........................................................................72
(4) Procedura di cancellazione del passo del dato combinato ......................................................... 72
(5) Impostazione del salto dei passaggi .......................................................................................... 73
2-23. Uso del modo di funzionamento semplice .............................................................................. 73
2-24. Display LCD quando il funzionamento semplice è selezionato ............................................74
(1) Schermo di immissione dei dati (cucitura individuale) ................................................................ 74
(2) Schermo di cucitura (cucitura individuale) .................................................................................. 77
(3) Schermo di immissione dei dati (cucitura combinata) ................................................................80
(4) Schermo di cucitura (cucitura combinata) ..................................................................................82
2-25. Modica dei dati di interruttore di memoria ............................................................................ 84
2-26. Uso dell’informazione ................................................................................................................ 85
(1) Osservazione dell’informazione di manutenzione ed ispezione ................................................. 85
(2) Procedura di rilascio dell’avvertimento .......................................................................................86
2-27. Uso della funzione di comunicazione ...................................................................................... 87
(1) Dati che si possono trattare ........................................................................................................ 87
(2) Effettuazione della comunicazione tramite la carta di memoria .................................................. 87
(3) Comunicazione effettuata usando USB ...................................................................................... 87
ii

(4) Il portare dentro dei dati .............................................................................................................. 88
(5) Per prendere dentro i dati plurali insieme ................................................................................... 89
2-28. Effettuazione della formattazione della carta di memoria ...................................................... 91
2-29. Operazioni da effettuare al momento dello slittamento della posizione del motore X/Y ....92
(1) Quando l'errore è visualizzato durante la cucitura ...................................................................... 92
(2) Quando l'errore è visualizzato dopo il completamento della cucitura ......................................... 93
(3) Quando l'interruttore di ripristino non è visualizzato ................................................................... 93
3. LISTA DEI DATI DI INTERRUTTORE DI MEMORIA .................................................94
3-1. Elenco dei dati .............................................................................................................................. 94
3-2. Elenco dei valori iniziali...............................................................................................................99
4. LISTA DEI CODICI DI ERRORE .............................................................................. 101
5. ELENCO DEI MESSAGGI ....................................................................................... 112
III.
MANUTENZIONE DELLA MACCHINA PER CUCIRE ........................................ 115
1. MANUTENZIONE .................................................................................................... 115
1-1. Regolazione dell’altezza barra ago (Modica della lunghezza dell’ago) .............................. 115
1-2. Regolazione della relazione fase ago-navetta ......................................................................... 116
1-3. Regolazione della corsa verticale del piedino premistoffa intermedio................................. 118
1-4. Coltello mobile e contro-lama ................................................................................................... 118
1-5. Disco rivelatore della rottura del lo ........................................................................................ 119
1-6. Quantità di olio fornito al crochet ............................................................................................. 119
1-7. Pulizia periodica dello scudo para olio .................................................................................... 119
1-8. Sostituzione dei fusibili ............................................................................................................. 120
1-9. Rifornimento dei posti designati con grasso .......................................................................... 121
(1) Tipi di grasso .............................................................................................................................122
(2) Punti di applicazione del Grasso JUKI A ................................................................................... 122
1-10. Inconvenienti e rimedi ............................................................................................................. 124
2. ACCESSORIO A RICHIESTA .................................................................................. 126
2-1. Elenco delle guide del foro dell'ago e pressori intermedi .....................................................126
2-2. Lettore di codici a barre ............................................................................................................127
iii
I. SEZIONE MECCANICA (QUANTO ALLA MACCHINA PER CUCIRE)
1. CARATTERISTICHE TECNICHE
1 Area di cucitura Direzione X (laterale) DirezioneY (longitudinale)
1.000 mm × 600 mm
2 Velocità massima di cucitura 2.500 sti/min (quando passo di cucitura è 3 mm o meno)
3 Lunghezza del punto : Da 0,1 a 12,7 mm (Risoluzione min. : 0,05 mm)
4 Movimento del trasporto pinza Trasporto intermittente (Trasmissione a due alberi tramite motore passo-passo)
5 Corsa barra ago : 41,2 mm
6 Ago GROZ-BECKERT 135 x 17, ago ORGAN DP x 17
7 Quantità di sollevamento del gruppo di
testa della macchina
8 Corsa piedino premistoffa intermedio 4 mm (standard) (Da 0 a 10 mm)
9 Alzata piedino premistoffa intermedio : 20 mm
10 Posizione abbassata variabile del
pressore intermedio :
11 Navetta : Crochet completamente rotativo a triplice capacità
12 Olio lubricante : Olio New Defrix No.2 (rifornito tramite oliatore)
13 Memoria dei dati di modello di cucitura Corpo principale, Carta di memoria
14 Funzione di stop temporaneo Usata per arrestare funzionamento della macchina durante un ciclo di cucitura.
15 Funzione di Ingrandimento/Riduzione Permette di ingrandire o ridurre un modello di cucitura sull’asse X e sull’asse Y
16 Metodo di ingrandimento/riduzione : Ingrandimento/riduzione di modello di cucitura può essere effettuato aumentando/
17 Limitazione della velocità massima di
cucitura :
18 Selezione del modello di cucitura : Tramite la selezione del No. di modello
19 Contatore del lo della bobina Metodo UP/DOWN (addizione/sottrazione) (da 0 a 9.999)
20 Contatore della cucitura Metodo UP/DOWN (addizione/sottrazione) (da 0 a 9.999)
21 Riserva di memoria In caso di mancanza di corrente, il modello di cucitura in corso di esecuzione sarà
22 Funzione di impostazione della
seconda origine
23 Motore della macchina per cucire Servomotore
24 Dimensioni 2.400 mm (LARG) × 1.800 mm (LUNG) × 1.600 mm (ALT)
25 Peso (peso lordo) 947 kg
26 Corrente assorbita 800 VA
27 Campo della temperatura di
funzionamento
28 Campo dell’umidità di funzionamento Dal 35% all’85% (Senza condensazione di rugiada)
29 Tensione di alimentazione Tensione nominale ± il 10% 50/60 Hz
30 Pressione di funzionamento d’aria Da 0,35 a 0,5 MPa (0,55 MPa max)
31 Consumo d’aria 1,8 dm3 / min (ANR)
32 Funzione di stop con ago alla posizione
più alta
33 Rumorosità - Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente
*1
"sti/min" è un'abbreviazione per "punti al minuto."
50 mm
Da 0 a 3,5 mm standard (Da 0 a 7,0 mm max)
• Corpo principale : 999 modelli di cucitura max (50.000 punti/modello max)
• Carta di memoria : 999 modelli di cucitura max (50.000 punti/modello max)
indipendentemente quando si procede alla cucitura di un modello.
Scala : da 1 a 400 volte (gradini di 0,1%)
diminuendo o la lunghezza del punto o il nemero di punti.
(Soltanto l'aumento/diminuzione della lunghezza del punto può essere effettuato
quando il bottone di modello di cucitura è selezionato.)
Da 200 a 2.500 sti/min (gradini di 100 sti/min)
(Corpo principale : da 1 a 999, Carta di memoria : da 1 a 999)
automaticamente immesso in memoria.
Usando i tasti jog, una seconda origine (posizione dell’ago dopo un ciclo di cucitura)
può essere impostata nella posizione desiderata entro l’area di cucitura. La seconda
origine impostata viene anche memorizzata.
Da 5°C a 35°C
Al termine della cucitura, l’ago può essere portato alla sua posizione più alta.
lavorativo :
Valore ponderato A di 78,2 dB ; (Include KpA = 2,5 dB); secondo la norma ISO
10821- C.6.2 -ISO 11204 GR2 a 2.500 sti/min
1
*
.
– 1 –
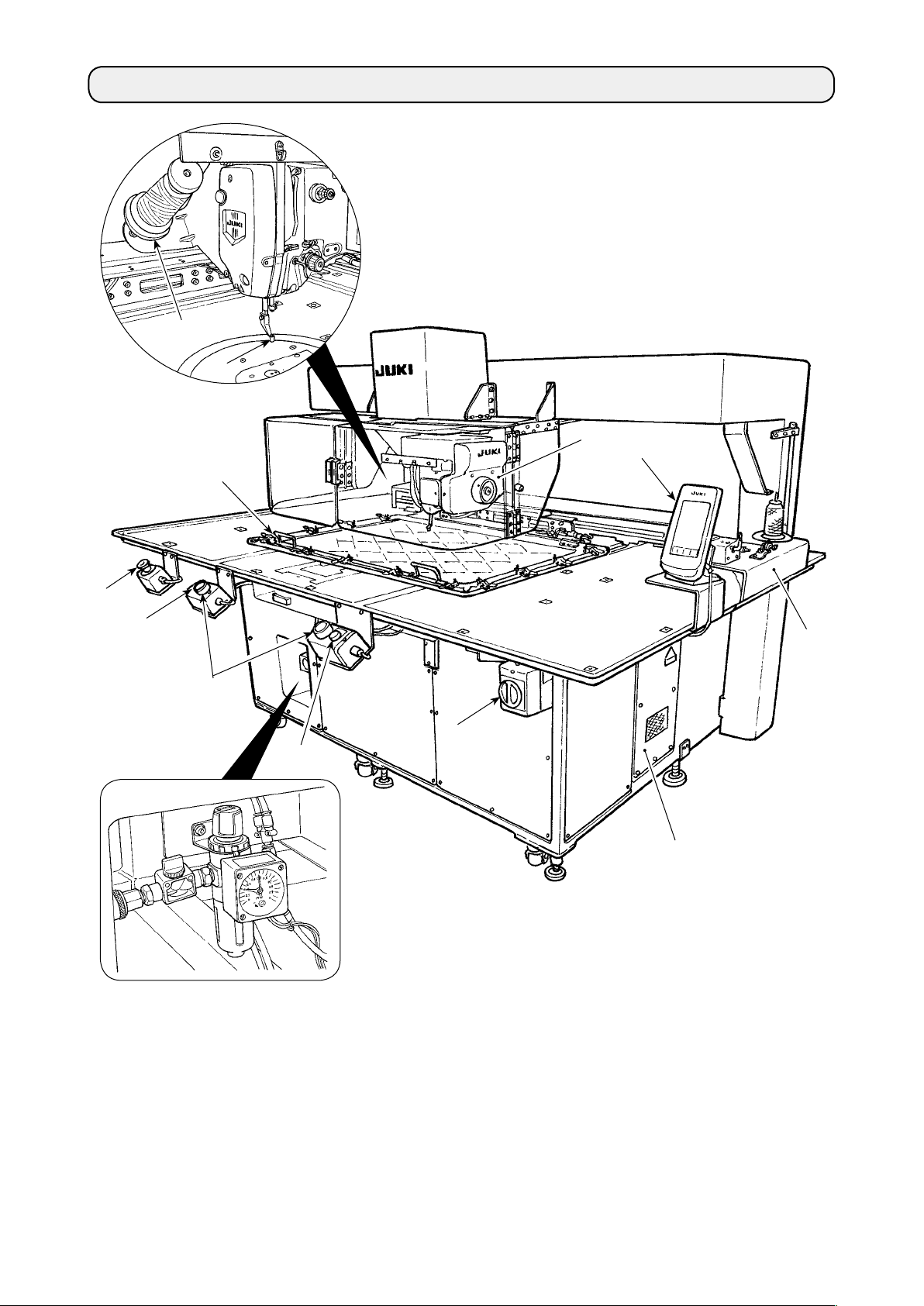
2. CONFIGURAZIONE
❹
❸
❼
❾
❶
❺
❷
❽
❻
Regolatore d’aria
Testa della macchina
❶
Morsetto della cassetta
❷
Piedino premistoffa intermedio
❸
Portalo
❹
Pannello operativo (IP-420)
❺
Interruttore dell’alimentazione
❻
Interruttore di arresto di emergenza
❼
Interruttore di avvio (verde)
❽
Interruttore di pausa (bianco)
❾
Interruttore di espulsione (blu)
Centralina di controllo
Avvolgibobina
– 2 –
3. INSTALLAZIONE
3-1. Rimozione della piastra di ssaggio della testa della macchina
1) Aprire il coperchio ❶ di sicurezza della testa
della macchina.
Tenere chiuso il coperchio ❶ di sicurezza della testa della macchina mentre
la macchina per cucire è in funzione.
❶
2) Rimuovere le due viti ❷ di ssaggio. Staccare
la piastra ❸ di ssaggio della testa della macchina.
❷
3) Avvitare di nuovo le due viti ❷ di ssaggio che
sono state rimosse al passaggio 2) nei loro fori
lettati.
❸
– 3 –
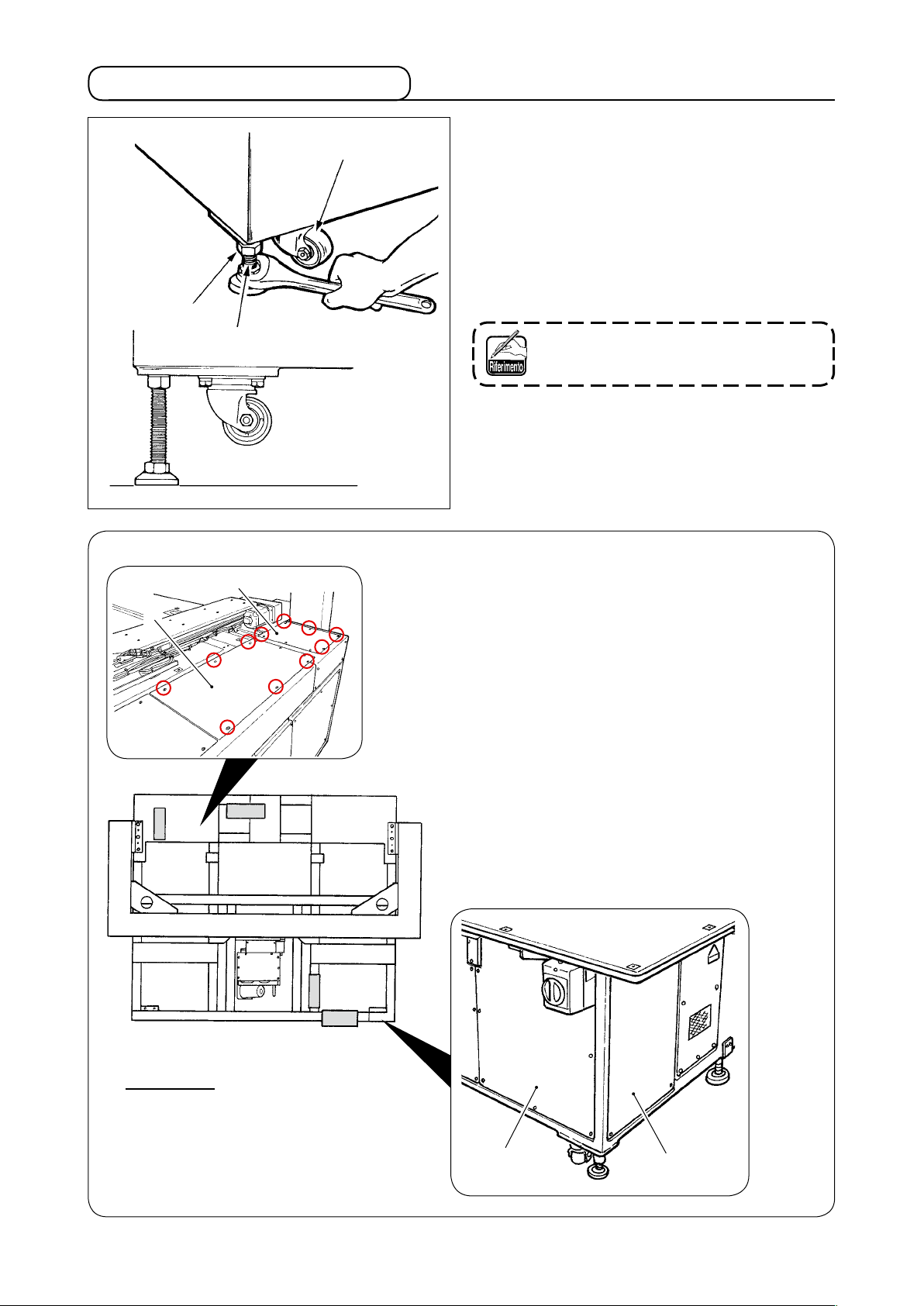
3-2. Installazione della macchina
❸
❶
❷
1) Installare la macchina in orizzontale su una
supercie piana e robusta.
2) Allentare il dado ❶ e ruotare il regolatore ❷
del livello per sollevare la macchina nché la
rotella ❸ non giri a vuoto.
3) Dopo che la macchina è stata installata correttamente, stringere il dado ❶ e ssare il regolatore ❷ del livello.
Utilizzare la livella 0,3 mm/m per livellare il corpo principale del dispositivo.
❺
A
❹
A
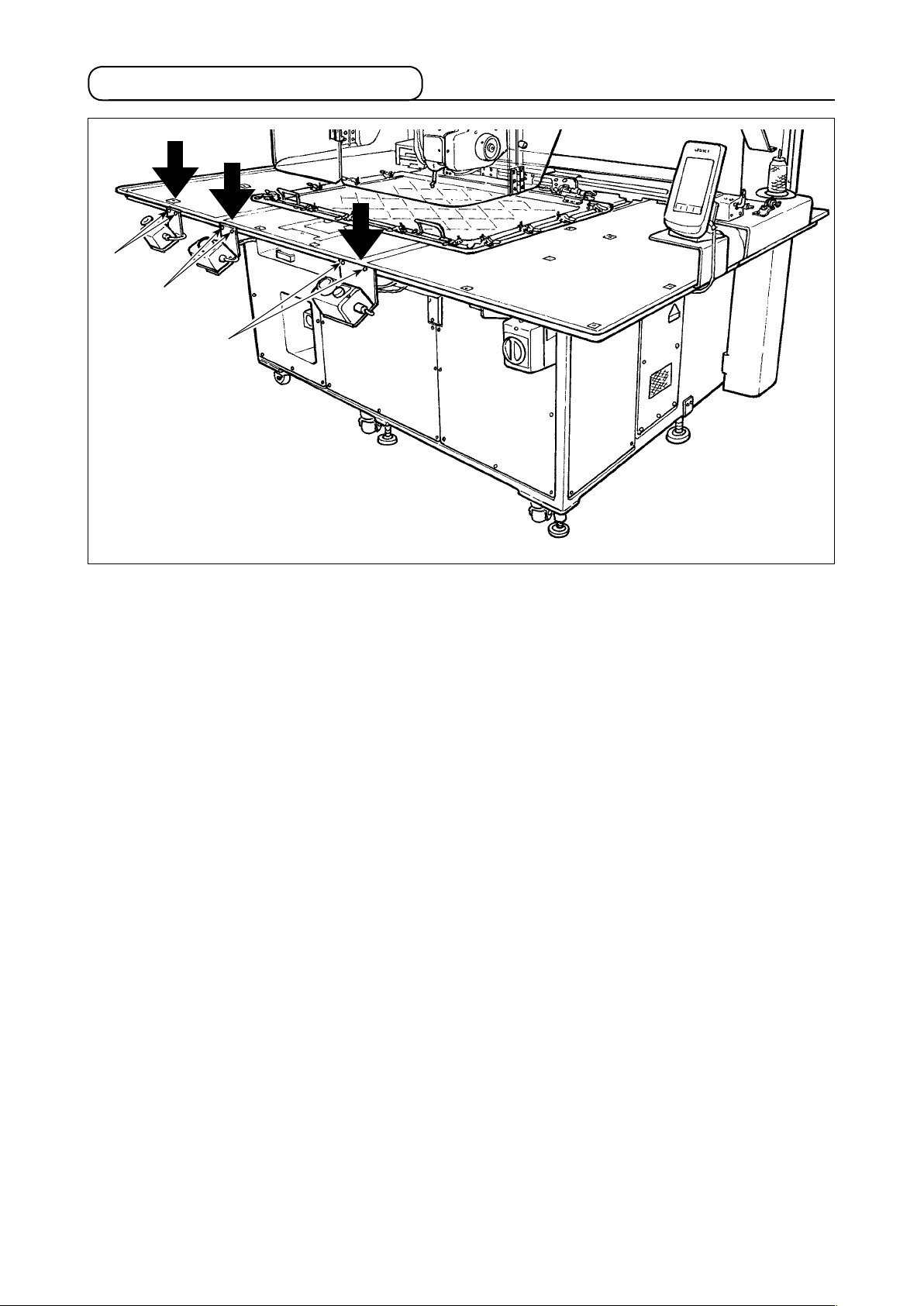
[Posizioni per controllare con le livelle]
1) Staccare i coperchi ❹, ❺, ❻ e ❼ del corpo
principale del dispositivo in quattro punti togliendo le loro viti.
2) Posizionare la livella rispettivamente nelle posizioni A indicate in gura. Regolare i regolatori
montati ai quattro angoli in modo che la bolla
d'aria della livella stia al centro.
Dopo aver controllato il livellamento, regolare il
regolatore situato nella parte centrale di ciascun
supporto nché il regolatore non risulti teso. Poi,
girarlo di 1/8 giro per tenderlo ulteriormente. In
questo stato, ssare ciascun regolatore.
3) Al termine della regolazione, rimettere i coperchi al loro posto.
A
Lato dell'operatore
Vista dall'alto
– 4 –
❼
❻
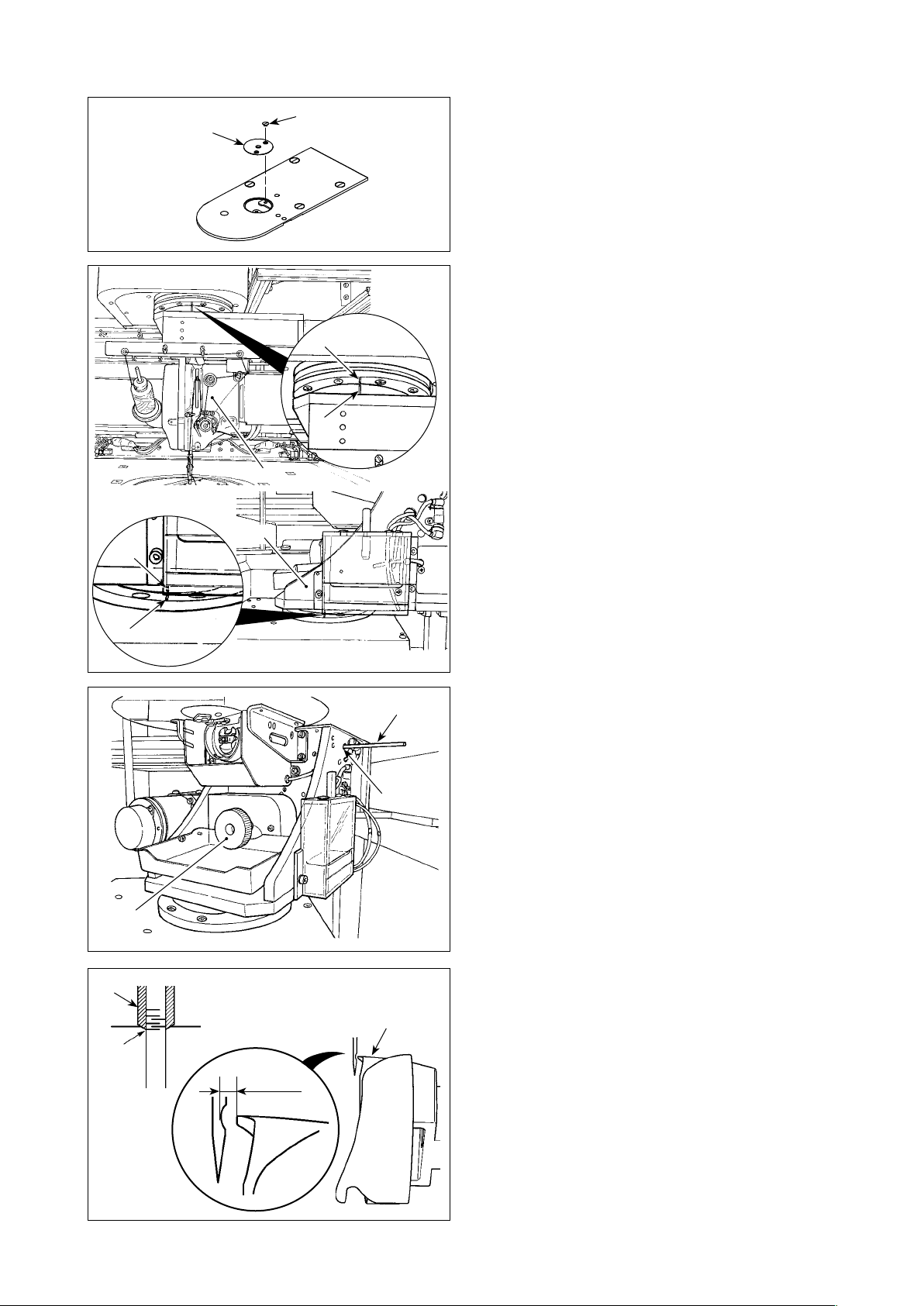
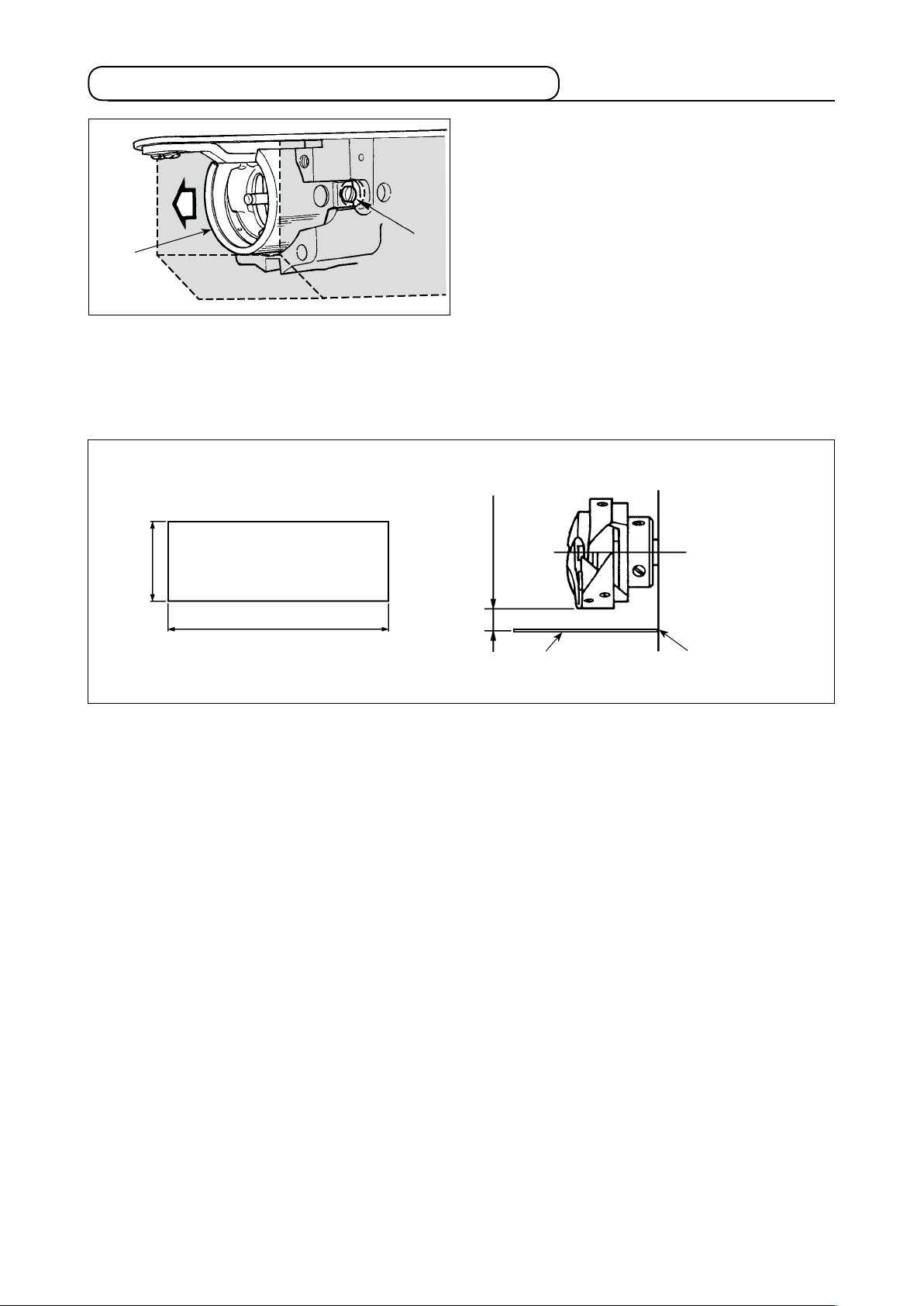
[Controllo dell'entrata dell'ago]
B
❷
❹
❸
❶
A
B
1) Rimuovere la vite ❶. Staccare la guida ❷ del
foro dell'ago.
2) Girare la testa ❸ della macchina e la sezione
di crochet in modo che esse siano rivolte in
❹
avanti.
Allineare la linea A di riferimento sul cuscinetto
alla linea B di riferimento sulla corona dentata.
❾
❽
A
❼
0,03 a
0,1mm
❺
❻
3) Inserendo l'asta ❻ di ssaggio dell'albero del
crochet nel foro ❺ di inserimento dell'asta di
ssaggio dell'albero del crochet, girare la puleggia ❼ nché l'asta ❻ di ssaggio dell'albero
del crochet non venga completamente inserita
nel foro. (Come riferimento, girare la puleggia
nché la punta della lama del crochet non venga portata nella posizione in cui essa è rivolta
verso l'alto.)
4) Girare la puleggia a mano della testa della
macchina nché la linea ❽ di riferimento non
sia allineata all'estremità inferiore della boccola
della barra ago.
❾
5) Assicurarsi che una distanza da 0,03 a 0,1 mm
sia lasciata tra l'ago e la punta della lama
del crochet quando la punta della lama crochet
è allineata al centro dell'ago.
Per ciascuna delle quattro direzioni, vericare
i passaggi da 2) a 4) ruotando la testa della
macchina e la sezione di crochet in incrementi
di 90 gradi.
Se la distanza da 0,03 a 0,1 mm non è lasciata
tra l'ago e la punta della lama del crochet, regolare di nuovo il livellamento del corpo principale del dispositivo.
– 5 –
3-3. Preparazioni degli interruttori
❶
❶
❶
Svitare le rispettive viti ❶ dell'interruttore di alimentazione, interruttore di avvio e interruttore di arresto
di emergenza che sono posti a testa in giù. Posizionare quindi gli interruttori in modo che essi siano
rivolti verso il lato dell'operatore e stringere di nuovo le viti.
– 6 –
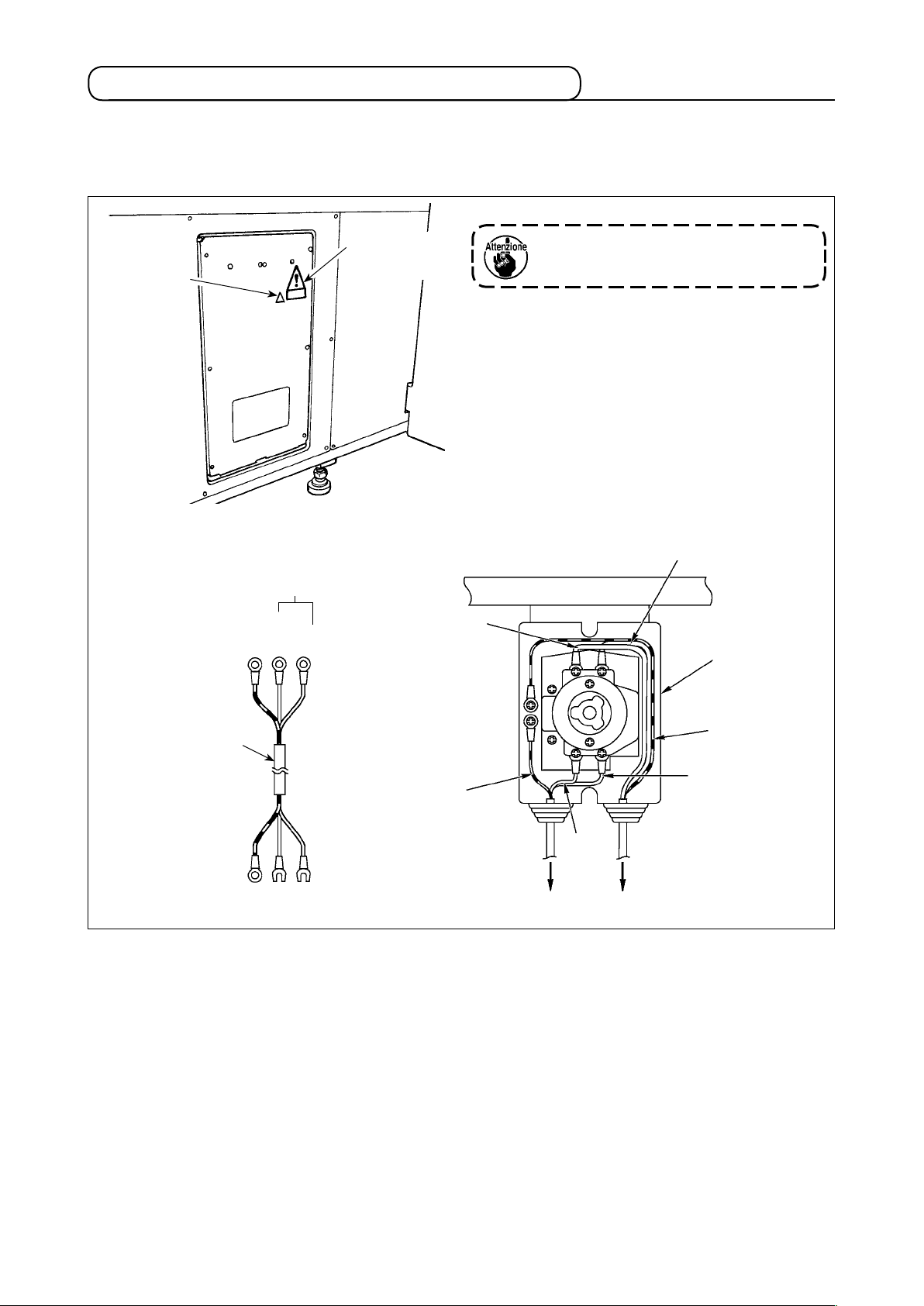
3-4. Collegamento dell'interruttore di alimentazione
Caratteristiche della tensione
Il tipo di tensione al momento della consegna dalla fabbrica è indicato sulla targhetta di indicazione del-
la tensione. Collegare il lo secondo il tipo.
Etichetta di
avvertimento
di scosse
elettriche
•
Collegamento monofase 200V, 220V, 230V e 240V
AC200 V, AC220 V
AC230 V, AC240 V
Marrone
Verde/giallo
– GND
o neroNo.1
Blu chiaro o
nero-No.2
Etichetta
“Attenzione alla
tensione”
Marrone o
nero-No.1
Mai usare la macchina sotto la tensione e fase scorretta.
Blu chiaro o
nero-No.2
Tavolo
Interruttore
dell’alimentazione
Cavo di alimentazione
Verde/
Amarillo
Centralina di controllo
Verde/
Amarillo
Blu chiaro o
nero-No.2
Marrone
o neroNo.1
Spina
– 7 –
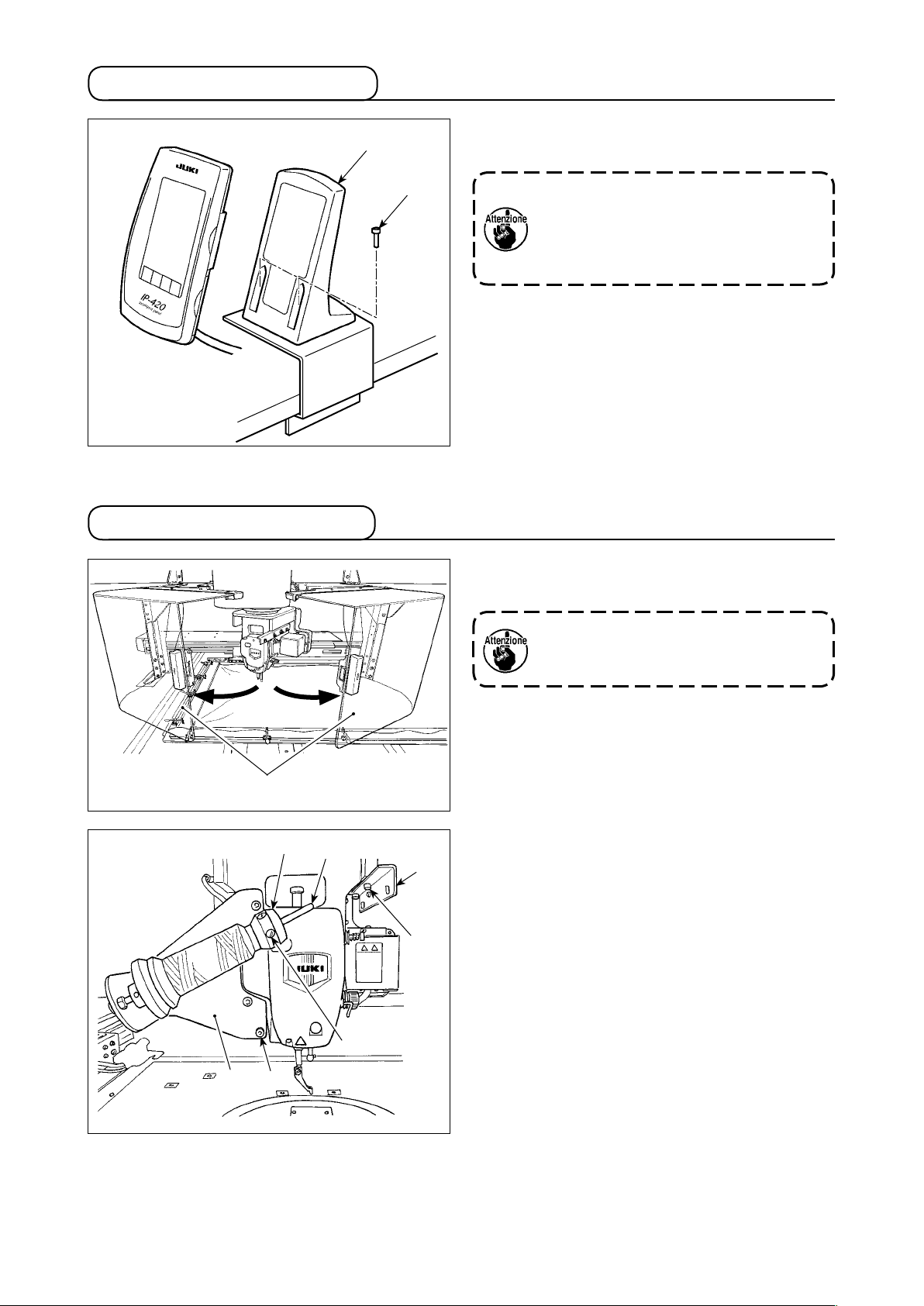
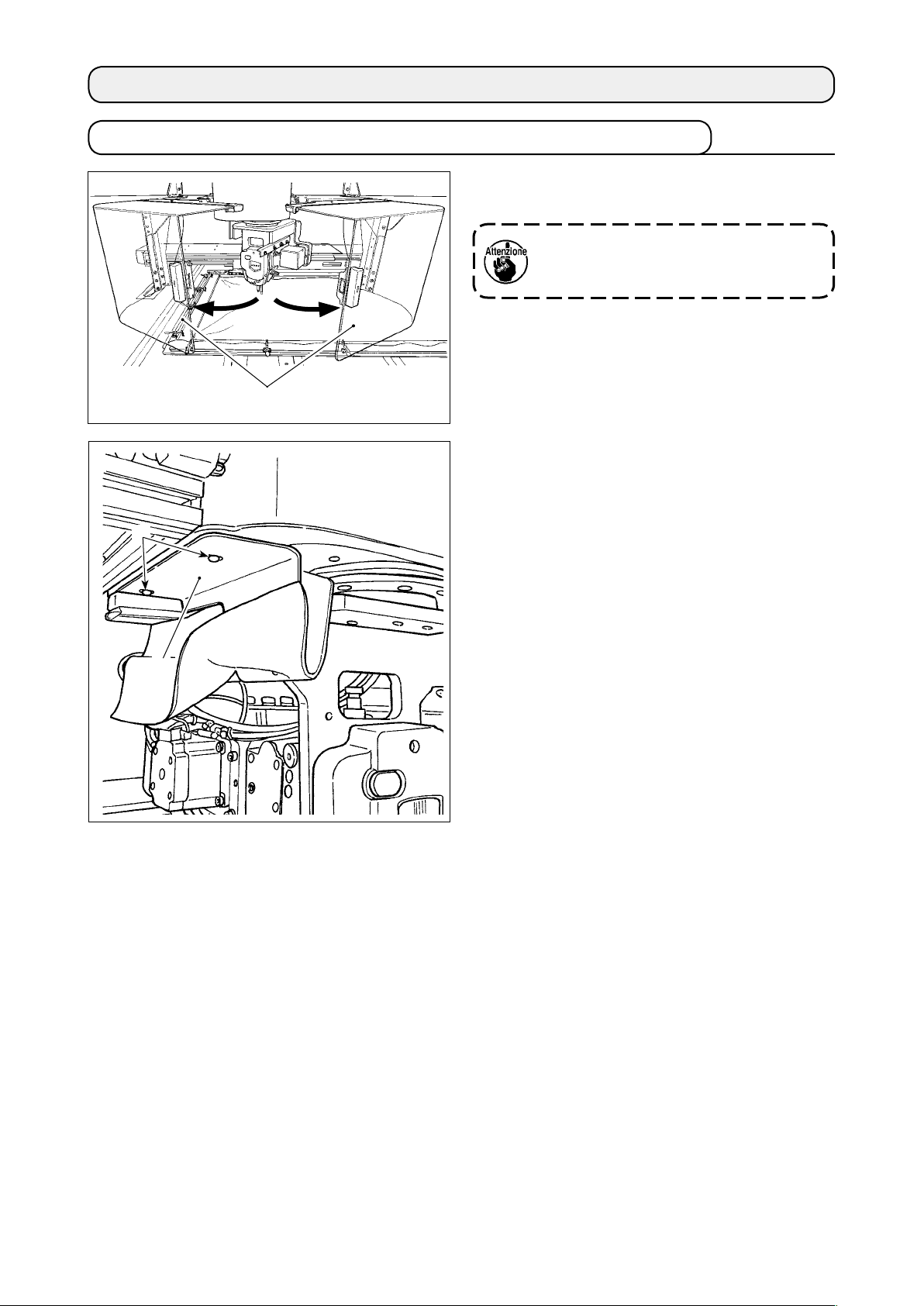
3-5. Installazione del pannello
❶
1) Fissare la piastra ❶ di montaggio della centra-
lina operativa con le due viti ❷ per legno.
3-6. Installazione del portalo
❷
Installare il pannello alla posizione in
cui il coperchio dello spostamento X o
l'impugnatura della testa non lo intralcia poiché la rottura del pannello sarà
causata.
1) Aprire il coperchio ❶ di sicurezza della testa
della macchina.
Tenere chiuso il coperchio ❶ di sicurezza della testa della macchina mentre
la macchina per cucire è in funzione.
❹
❶
❺
❻
❽
❼
❸
❷
2) Fissare la piastra ❷ di guida del lo con le viti
di ssaggio (due viti piccole).
❸
3) Fissare la piastra ❹ di montaggio del portalo
con le viti ❺ di ssaggio (tre viti grandi).
4) Avvitare la vite ❼ di ssaggio nel blocco ❻ di
supporto del rocchetto.
5) Posizionare il lo sull'asta ❽ di supporto
dell'avvolgibobina, mettere il blocco ❻ di supporto dell'avvolgibobina sull'asta ❽ di supporto
dell'avvolgibobina e ssarlo con la vite ❼ di
ssaggio.
– 8 –
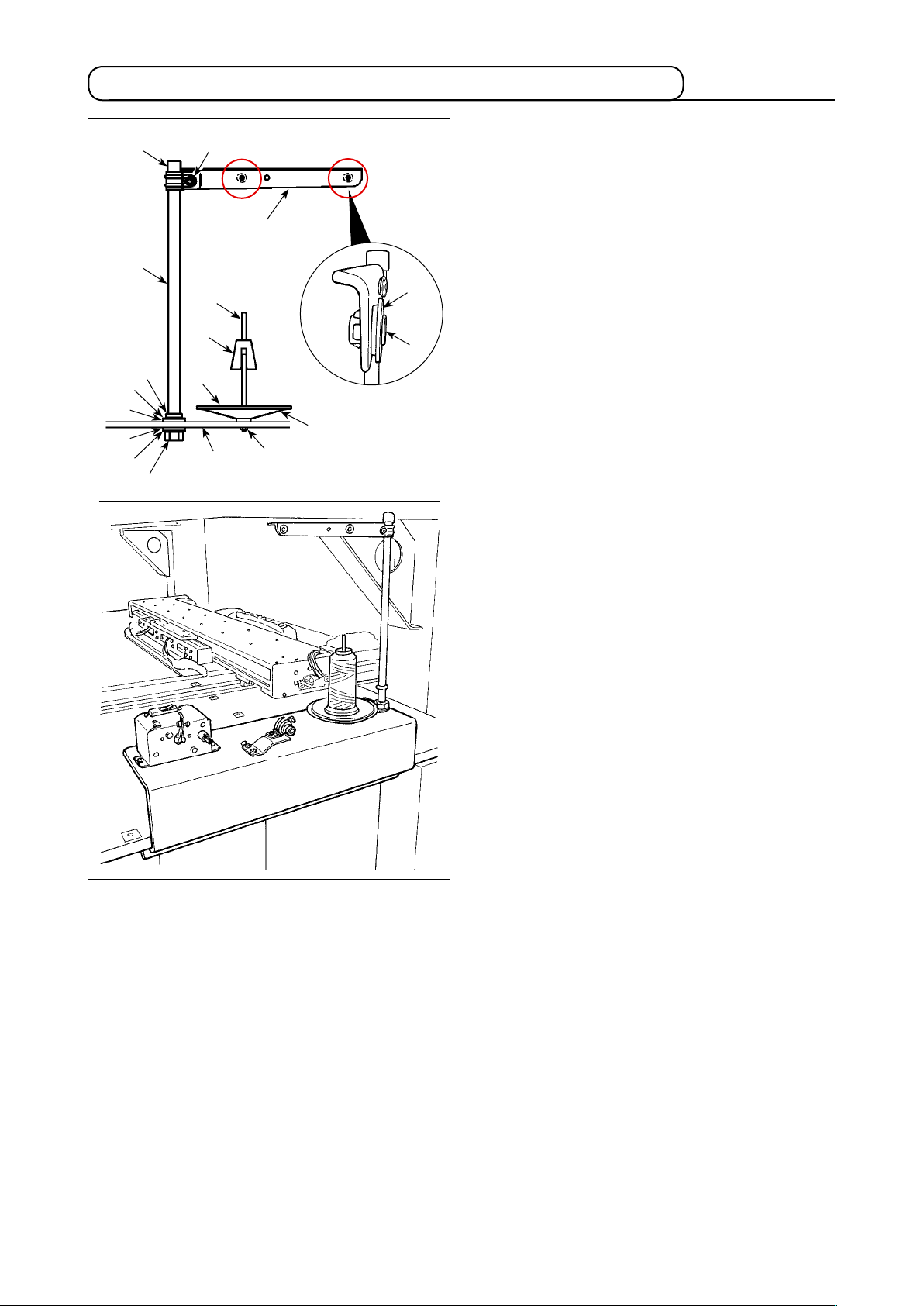
3-7. Come installare il portalo per l'avvolgimento della bobina
1) Posizionare il braccio ❷ del portalo sull'a-
❸❹
❷
❻
❼
sta ❶ del portalo e ssarlo con la vite ❸ di
ssaggio del braccio del portalo e il dado ❹ di
bloccaggio del braccio del portalo.
Incastrare il cappuccio ❺ di protezione dell'a-
sta del portalo sull'estremità superiore dell'asta ❶ del portalo.
2) Mettere la boccola ❻ del percorso del lo e il
percorso ❼ del lo nei fori (due punti) nel braccio ❷ del portalo nell'ordine scritto.
3) Attaccare il dado (piccolo) ❽ di bloccaggio
dell'asta del portalo, la rondella ❾ di gom-
ma e la rondella di bloccaggio dell'asta del
portalo all'estremità inferiore dell'asta ❶ del
portalo. Inserire quindi l'asta del portalo nel
foro della base dell'avvolgibobina e ssarla
con il dado (grande) di bloccaggio dell'asta
del portalo.
4) Attaccare l'antivibratore del rocchetto, il
cuscino del vassoio del rocchetto e il vassoio del rocchetto all'asta di supporto del
rocchetto. Fissarli quindi sulla base dell'avvolgibobina con la vite.
5) Attaccare la rondella piana di bloccaggio
dell'asta di supporto del rocchetto, la rondella
elastica di bloccaggio dell'asta di supporto del rocchetto e il dado di bloccaggio
dell'asta di supporto del rocchetto alla vite che
sporge dalla supercie inferiore della base
dell'avvolgibobina e ssarli.
❾
❾
❺
❶
❽
– 9 –
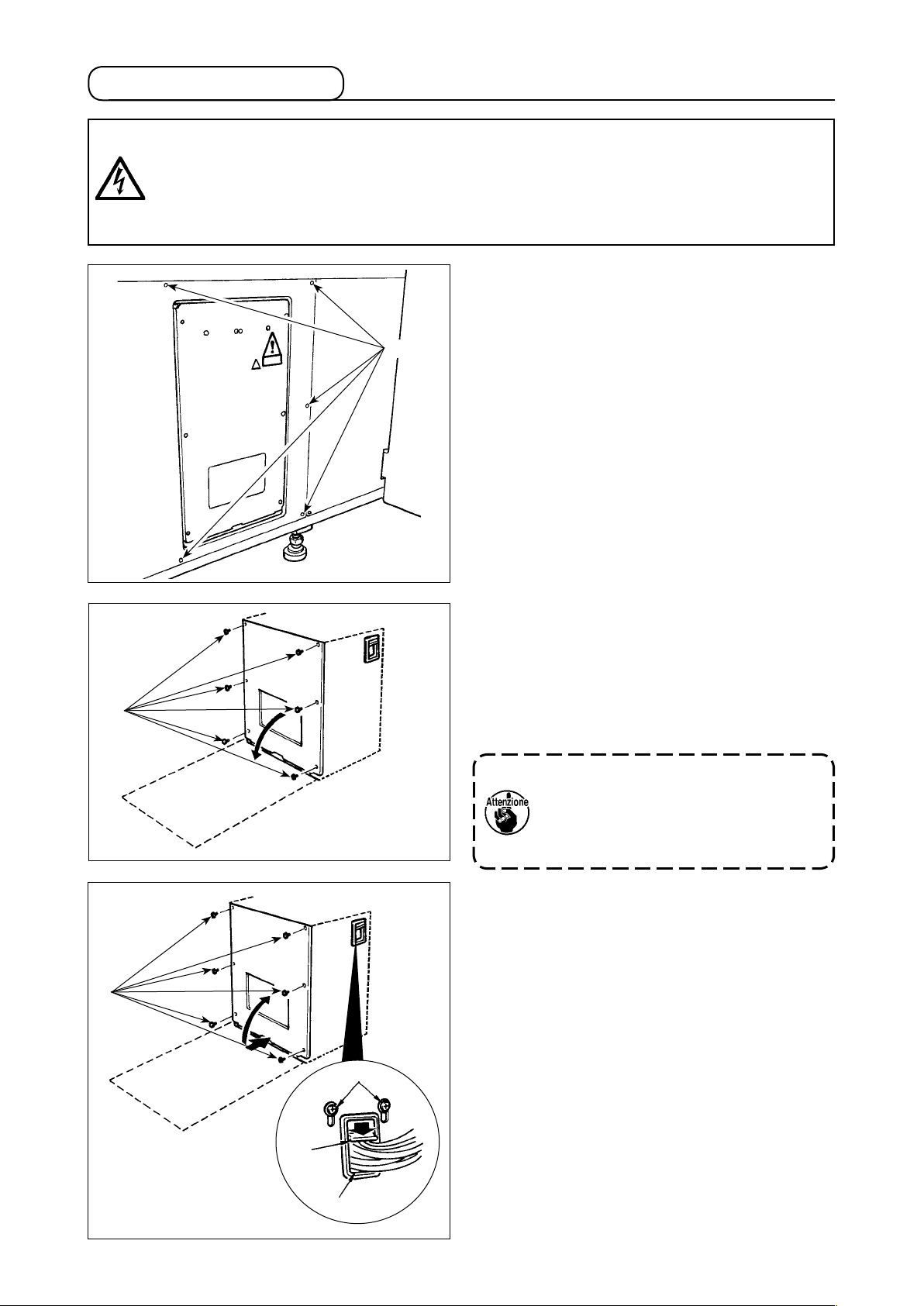
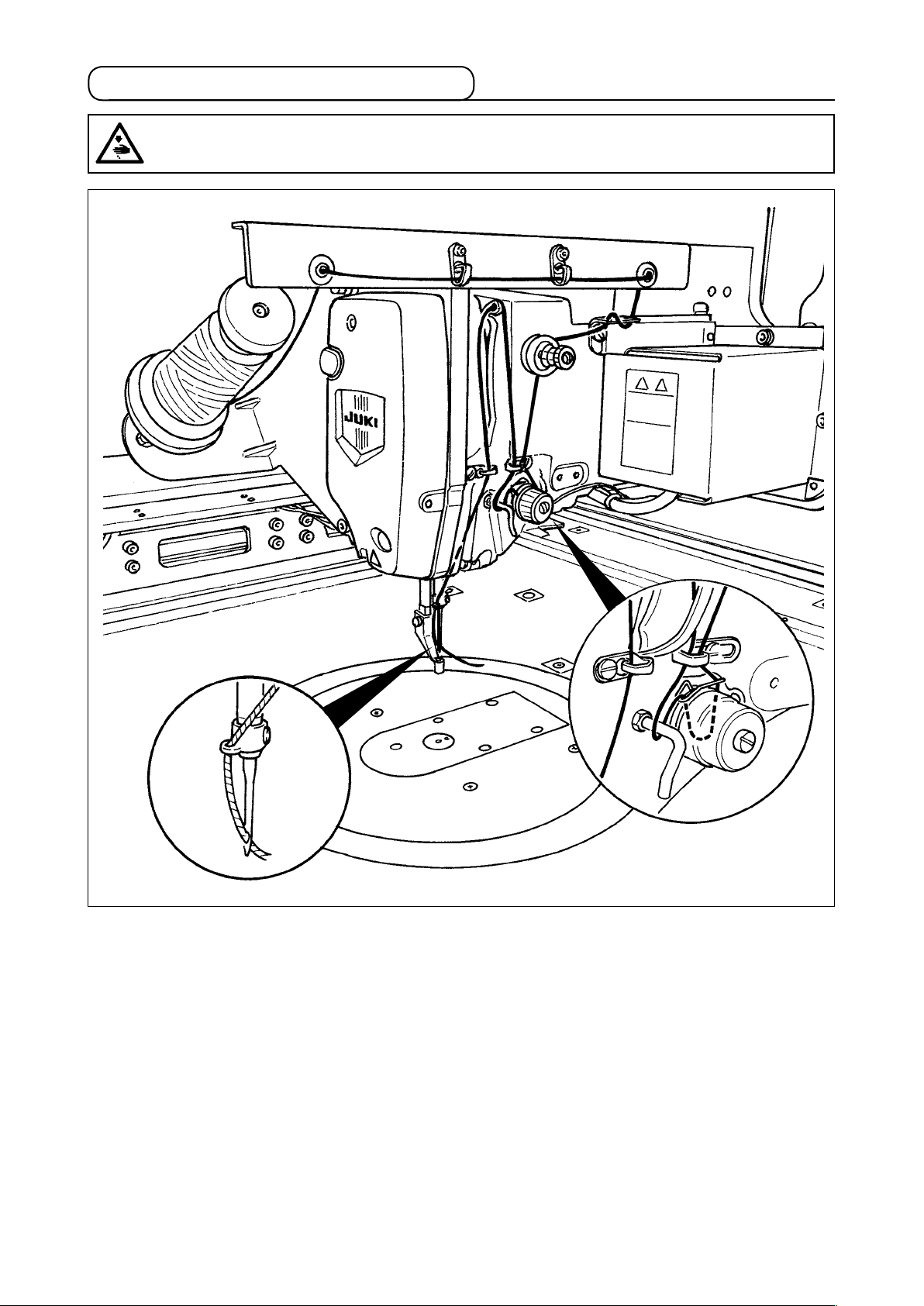
3-8. Collegamento del lo
PERICOLO :
1. Al ne di evitare lesioni causate da scosse elettriche o dall'avvio improvviso della macchina per
cucire, assicurarsi di disattivare l'interruttore dell'alimentazione e attendere almeno 5 minuti prima
di eseguire il lavoro.
2. Al ne di evitare incidenti causati dalla mancanza di familiarità con la macchina per cucire o da
scosse elettriche, afdare la regolazione dei componenti elettrici a elettricisti professionisti o a tecnici dei nostri rivenditori.
[Come staccare il coperchio]
Rimuovere le otto viti ❶ di ssaggio del coperchio
laterale.
❶
❷
❷
Lentamente
[Come aprire la centralina di controllo]
Rimuovere le sei viti ❷ che ssano il coperchio
anteriore della centralina di controllo. Quando si
apre il coperchio anteriore, aprirlo tenendolo e
girandolo attentamente di circa 90° no a quando
non andrà oltre, come mostrato in gura.
Assicurarsi di tenere il coperchio con
le mani per evitare che cada.
In questo caso, non applicare un ca-
rico eccessivo al coperchio anteriore
che è stato aperto.
[Come chiudere la centralina di controllo]
1) Chiudere il coperchio anteriore spingendo il
suo lato inferiore A e ssare con le sei viti ❷
prestando particolare attenzione che i cavi non
vengano intrappolati tra il coperchio anteriore e
la centralina di controllo.
2) Abbassare verso il basso il lo posto sul lato
A
❸
della centralina di controllo e la piastra premilo C nel foro di spinta B, premere il lo e stringere le viti ❸.
C
B
– 10 –
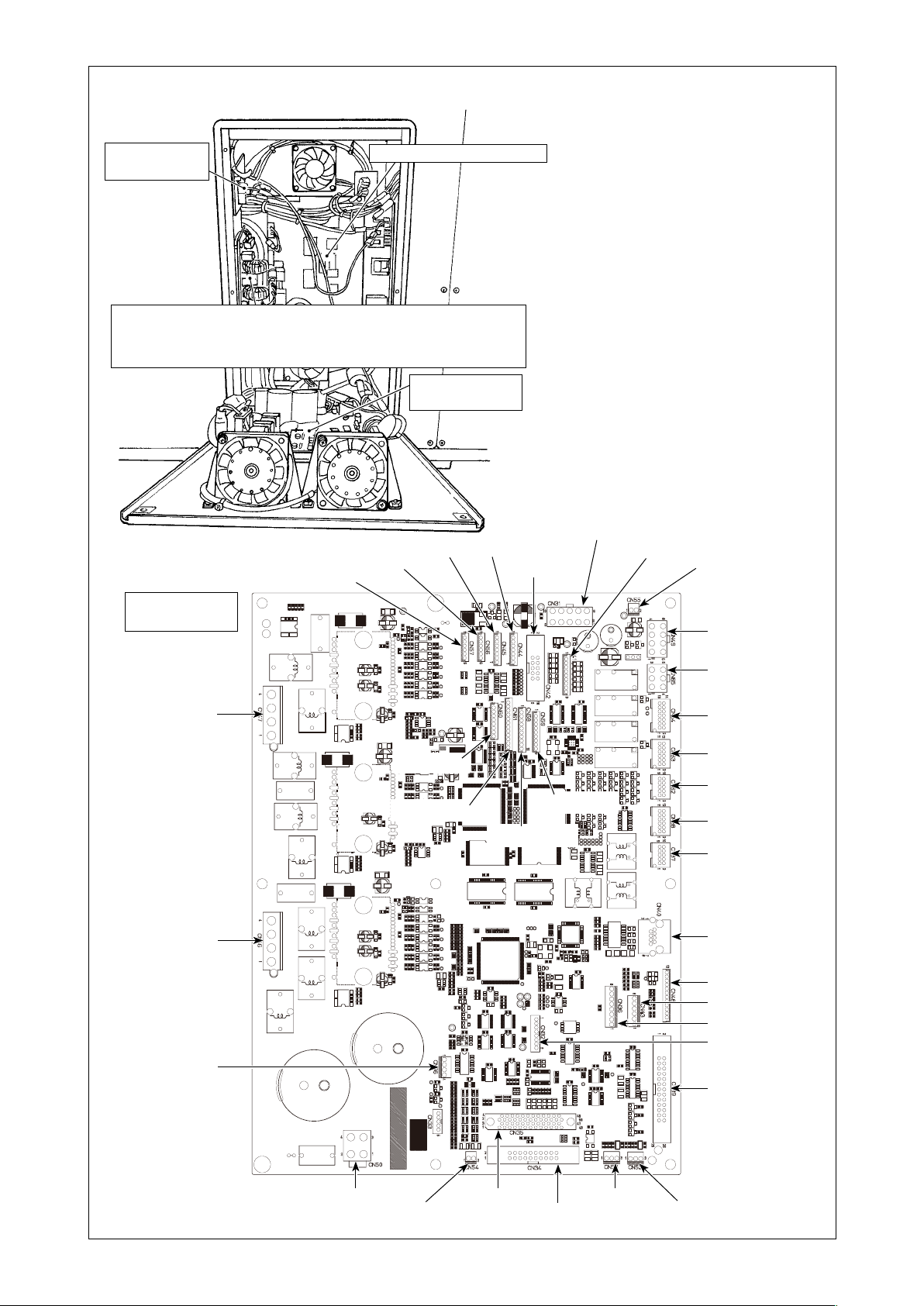
[Interno della centralina di controllo]
Circuito
Circuito stampato MAIN
stampato PWR
Circuito stampato FLT
Circuito stampato FLT-T (monofase 100-200 V, trifase 200-240 V)
Circuito stampato FLT-T (monofase 200-240 V)
Circuito
stampato SDC
CN45 7P
CN56 6P
CN57 6P
CN44 7P
Circuito
stampato MAIN
CN42 10P
CN31 10P
CN41 9P
CN55 2P
CN49 8P
CN47 4P
CN46 4P
CN66 4P
CN60 8P
CN61 12P
CN58 10P
CN65 6P
CN64 14P
CN63 12P
CN62 10P
CN59 9P
CN38 12P
CN37 10P
CN40 8P
CN48 12P
CN43 6P
CN36 8P
CN32 8P
CN39 26P
CN54 2P
CN35 50P
– 11 –
CN34 20P
CN53 3PCN50 4P
CN52 3P
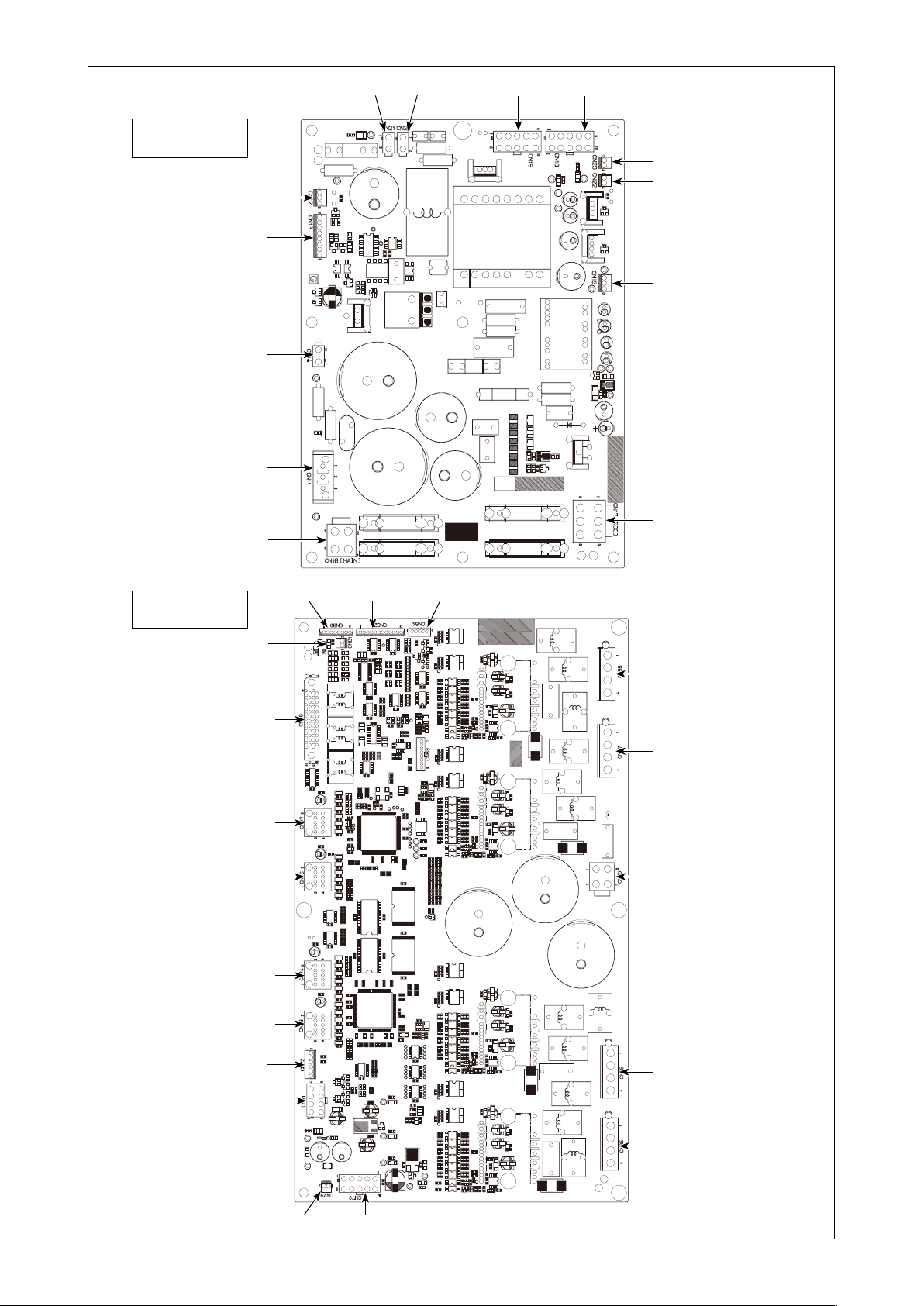
Circuito
stampato PWR
CN12 3P
CN13 8P
CN14 2P
CN11 3P
CN16 4P
CN18 10PCN20 2P CN19 10PCN21 2P
CN23 2P
CN22 2P
CN15 3P
CN17 6P
Circuito
stampato SDC
CN81 2P
CN78 50P
CN77 10P
CN76 10P
CN74 10P
CN73 10P
CN84 5PCN82 12PCN80 8P
CN88 4P
CN87 4P
CN75 4P
CN72 6P
CN71 8P
CN86 4P
CN85 4P
CN70 10PCN79 2P
– 12 –
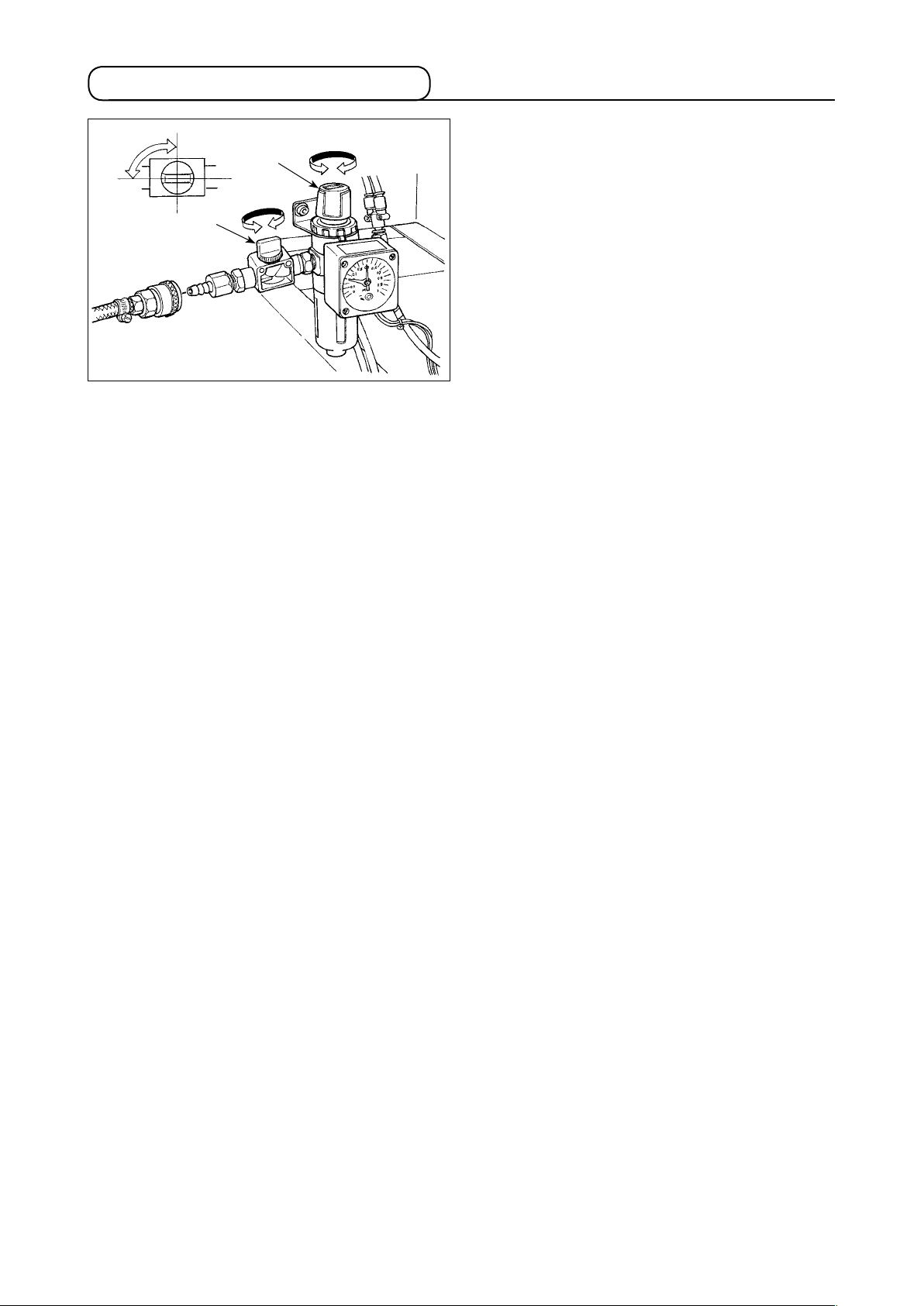
3-9. Installazione del tubo dell’aria
Chiudere
❷
Aprire
❶
1) Collegamento del tubo dell’aria
Collegare il tubo dell’aria al regolatore.
2) Regolazione della pressione di aria
Aprire il rubinetto dell’aria ❶, sollevare e girare
la manopola di regolazione dell’aria ❷ e regolare in modo che la pressione di aria indichi un
valore compreso tra 0,45 e 0,5 Mpa. (0,55 MPa
max) Abbassare quindi la manopola e ssarla.
* Chiudere il rubinetto dell’aria ❶ per espellere
l’aria.
– 13 –
3-10. Avvertenze per l'impianto di alimentazione dell'aria compressa
(fonte dell'aria di alimentazione)
Il 90% dei guasti in apparecchiatura pneumatica (cilindri dell'aria, elettrovalvole a solenoide dell'aria)
sono causati da "aria contaminata."
L'aria compressa contiene molte impurità quali umidità, polvere, olio deteriorato e le particelle di carbonio. Se tale "aria contaminata" è usata senza approntare nessuna misura, questo può essere una causa di inconvenienti, apportando la riduzione della produttività dovuta a guasti meccanici e tasso ridotto
di funzionamento.
Non mancare di installare l'impianto standard di alimentazione dell'aria indicato qui sotto quando si utilizza la macchina dotata di apparecchiatura pneumatica.
Impianto standard di alimentazione dell'aria che va preparato dall'utente
Compressore d'aria
Postrefrigeratore
Auto-drenaggio
Serbatoio dell'aria
Filtro della linea principale
Auto-drenaggio
Essiccatore dell'aria
Separatore della nebbia
Filtro-regolatore
Qualità dell'alimentazione dell'aria
Quando l'aria alimentata contiene una considerevole quantità di umidità
Ambiente circostante
Quando la nostra macchina è installata in un luogo dove la differenza
di temperatura tra giorno e notte è notevole o in un luogo dove è pro-
babile che si verichi il fenomeno di congelamento
Nei casi sopraccennati, non mancare di installare un essiccatore
dell'aria.
Quando l'aria di alimentazione contiene una considerevole
quantità di carbonio e polvere
(La maggior parte degli inconvenienti nelle elettrovalvole a solenoide
dell'aria è causata da carbonio.)
Non mancare di installare un separatore della nebbia.
Apparecchiatura standard fornita dalla JUKI
Elettrovalvola a solenoide dell'aria
Cilindro dell'aria
Avvertenze per le condutture principali
• Non mancare di pendere le condutture principali con una pendenza in discesa di 1 cm
per 1 m nel senso della corrente d'aria.
• Se le condutture principali si ramicano, l'uscia dell'aria compressa deve essere posta
alla parte superiore delle condutture tramite un T per impedire che lo scolo che si depo-
sita all'interno delle condutture uisca fuori.
• Tutti i punti bassi e tutte le estremità senza uscita devono essere forniti di auto-drenag-
gi per impedire che lo scolo si depositi in quelle parti.
– 14 –
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
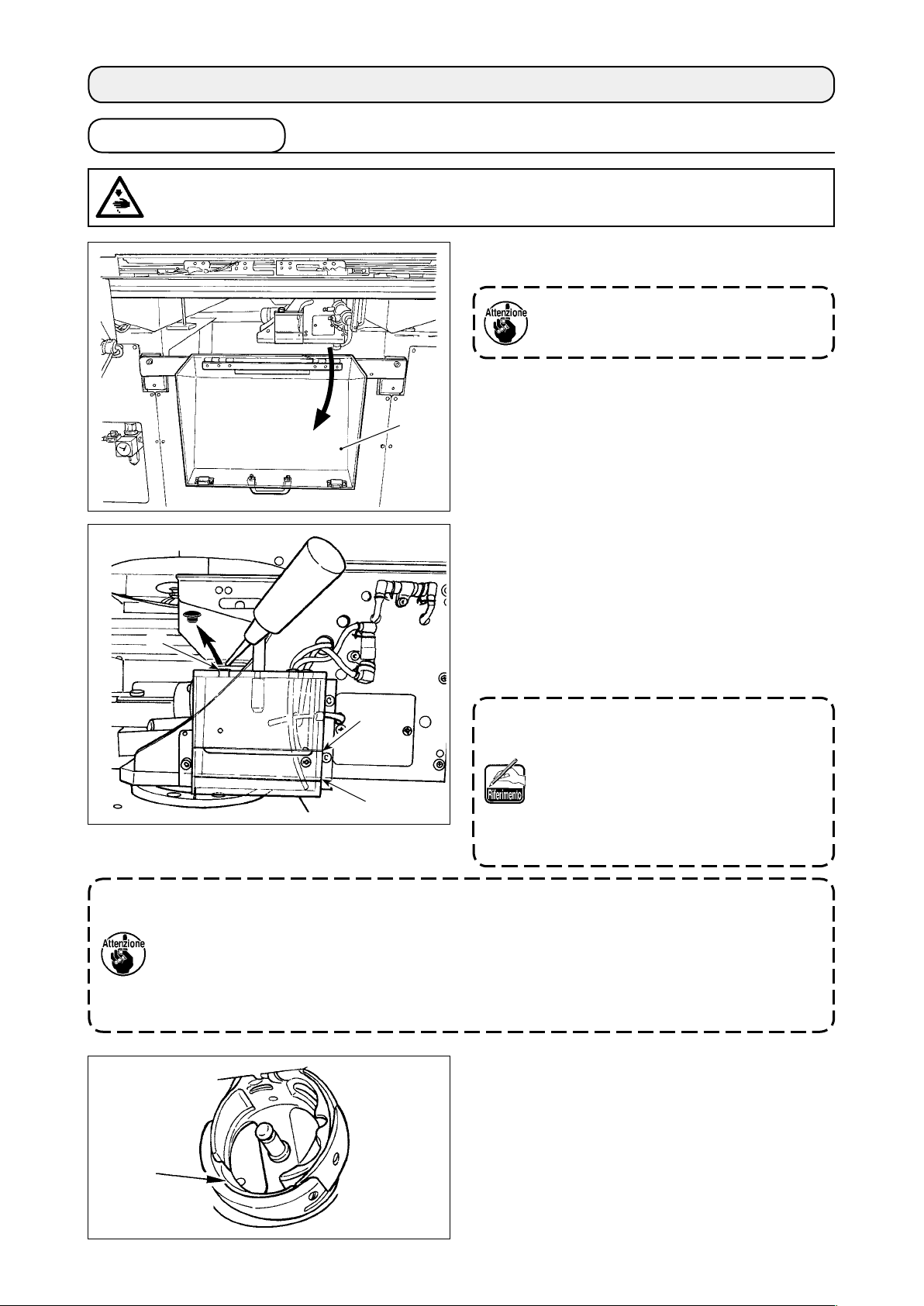
4-1. Lubricazione
AVVERTIMENTO :
Al ne di evitare incidenti causati dall'avvio improvviso della macchina, spegnere la macchina prima
di effettuare le seguenti operazioni.
1) Aprire il coperchio ❶ di sicurezza della sezione
di crochet.
Tenere chiuso il coperchio ❶ di sicurezza della sezione di crochet mentre
la macchina per cucire è in funzione.
❶
2) Togliere il tappo ❷ di gomma. Aggiungere l'olio
JUKI New Defrix Oil No. 2 fornito con l'unità
nel serbatoio dell'olio. La supercie dell'olio nel
serbatoio dell'olio non deve superare la linea
superiore A.
3) Controllare periodicamente per assicurarsi
che la supercie dell'olio nel serbatoio dell'olio
rimanga tra la linea inferiore B e la linea superiore A durante l'uso della macchina per cucire.
❷
Riempirlo con olio usando l’oliatore in dotazione con la macchina come accessori quando
olio è scarso.
A
B
1. Non lubricare i posti tranne il serbatoio dell’olio e il crochet di Attenzione 2 sottostante. Guasto dei componenti sarà causato.
2. Quando si usa la macchina per cucire per la prima volta o dopo un lungo periodo di
inattività, usare la macchna dopo aver applicato una piccola quantità di olio alla parte
di crochet. Inoltre, fare funzionare a vuoto la macchina per cucire per circa due minuti a
1.000 sti/min prima di usarla per la cucitura. (Consultare “III-1-2. Regolazione della rela-
zione fase ago-navetta” p.116.)
Il serbatoio dell’olio che viene riempito
con olio è solo per lubricare la parte
di crochet. È possibile ridurre la quantità di olio quando il numero di giri
usato è basso e la quantità di olio nella
parte di crochet è eccessiva. (Consul-
tare “III-1-6. Quantità di olio fornito al
crochet” p.119.)
Quando si utilizza la macchina per cucire per la
prima volta dopo l'acquisto, lubricare la supercie
della guida di scorrimento del crochet nché
❸
non si possa osservare una goccia di olio.
❸
– 15 –
4-2. Regolazione della quantità di olio nel crochet
1) Allentare le viti ❶ (destra e sinistra) di ssaggio. Staccare lo schermo para olio ❷.
In questo momento, non tentare di rimuovere
forzatamente lo scudo para olio. Prima di ri-
❶
❷
(1) Controllo della quantità di olio nel crochet
muovere lo scudo para olio, ruotare la puleggia
nché l'ago non si fermi alla sua posizione di
arresto superiore. Rimuovere quindi lo scudo
para olio.
2) Ruotare la sezione di crochet in modo che
essa sia rivolta in avanti.
Carta per il controllo della quantità di olio
①
(macchie d'olio)
25 mm
70 mm
Posizione in cui si controlla la quantità di olio
②
(macchie d'olio)
3 a 10 mm
Carta per il controllo
delle macchie d'olio
Fare aderire bene
la carta alla faccia
laterale
* Quando si esegue il seguente lavoro descritto al passaggio 2), fare molta attenzione che le dita non
vengano a contatto con il crochet.
1) Nel caso in cui la testa della macchina sia fredda, farla funzionare a vuoto per circa tre minuti. (Funzionamento a bassa velocità)
2) Inserire un foglio di carta per il controllo della quantità di olio (macchie d'olio) nella posizione di controllo mentre la macchina per cucire è in funzione.
3)
Assicurarsi che la supercie dell'olio nel serbatoio dell'olio sia al livello tra le linee superiore e inferiore.
4) Controllare la quantità di olio (macchie d'olio) per cinque secondi. (Misurare con un orologio.)
– 16 –
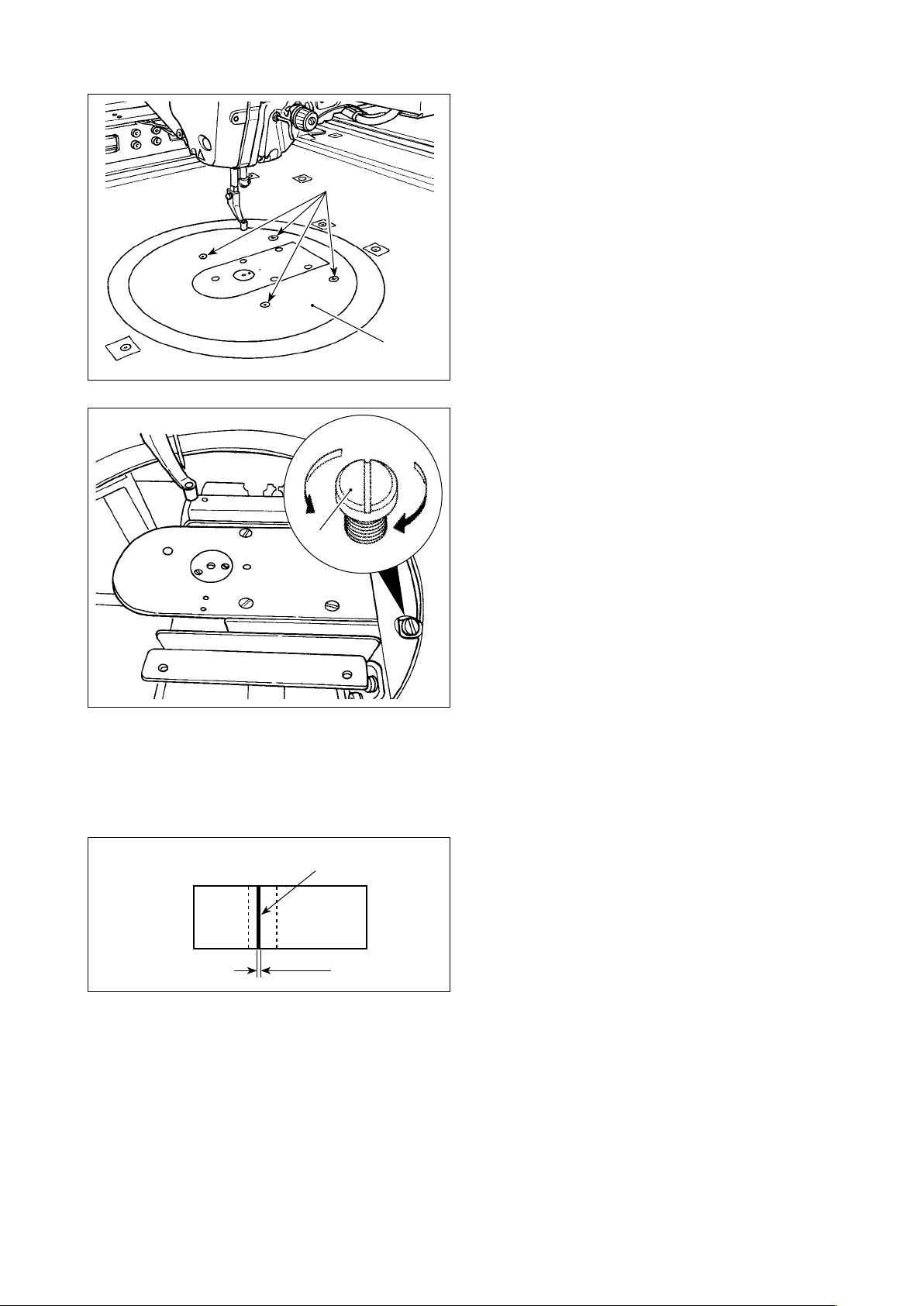
(2) Regolazione della quantità di olio del crochet (macchie d'olio)
1) Rimuovere le quattro viti ❷ di ssaggio della
tavola rotonda ❶. Staccare la tavola rotonda ❶.
2) Girare la vite ❸ di regolazione della quantità di
❷
olio in senso orario A nché non sia completamente serrata.
3) Girare la vite in senso antiorario B di mezzo
giro.
4) La quantità di olio (macchie d'olio) viene aumentata ruotando la vite ❸ di regolazione della
quantità di olio in senso antiorario B o viene
❶
ridotta ruotandola in senso orario A.
Effettuare la regolazione nei seguenti casi.
a. Ridurre la quantità di olio del crochet quando
riduce rapidamente l'olio nel serbatoio dell'olio
B
A
sul lato della base della macchina.
b. Ridurre la quantità di olio del crochet quando
la quantità di spruzzi di olio dal crochet è ele-
❸
vata o quando si verica la perdita di olio dal
coperchio del crochet.
c. Aumentare la quantità di olio del crochet quan-
do il crochet genera grande rumore.
d. Aumentare la quantità di olio del crochet se il
lo dell'ago non viene tirato su adeguatamente
a causa della carenza di olio.
5) Dopo la regolazione della quantità di olio,
rimettere la tavola rotonda ❶ al suo posto e
ssarla con le quattro viti ❷ di ssaggio.
(3) Esempio della corretta quantità di olio del crochet (macchie d'olio)
Corretta quantità
Spruzzi di olio dal crochet
1) Lo stato mostrato in gura rappresenta la
corretta quantità di olio (macchie d'olio). La
regolazione può essere richiesta a seconda
del processo di cucitura. Tuttavia, è importante
non aumentare/diminuire eccessivamente la
1 a 2 mm
quantità di olio. (Se la quantità di olio è troppo
piccola = Grippaggio del crochet (il crochet si
riscalda); Se la quantità di olio è eccessiva =
Macchie di olio sui prodotti cuciti)
2) Controllare la quantità di olio (macchie d'olio)
tre volte (con tre fogli di carta).
– 17 –
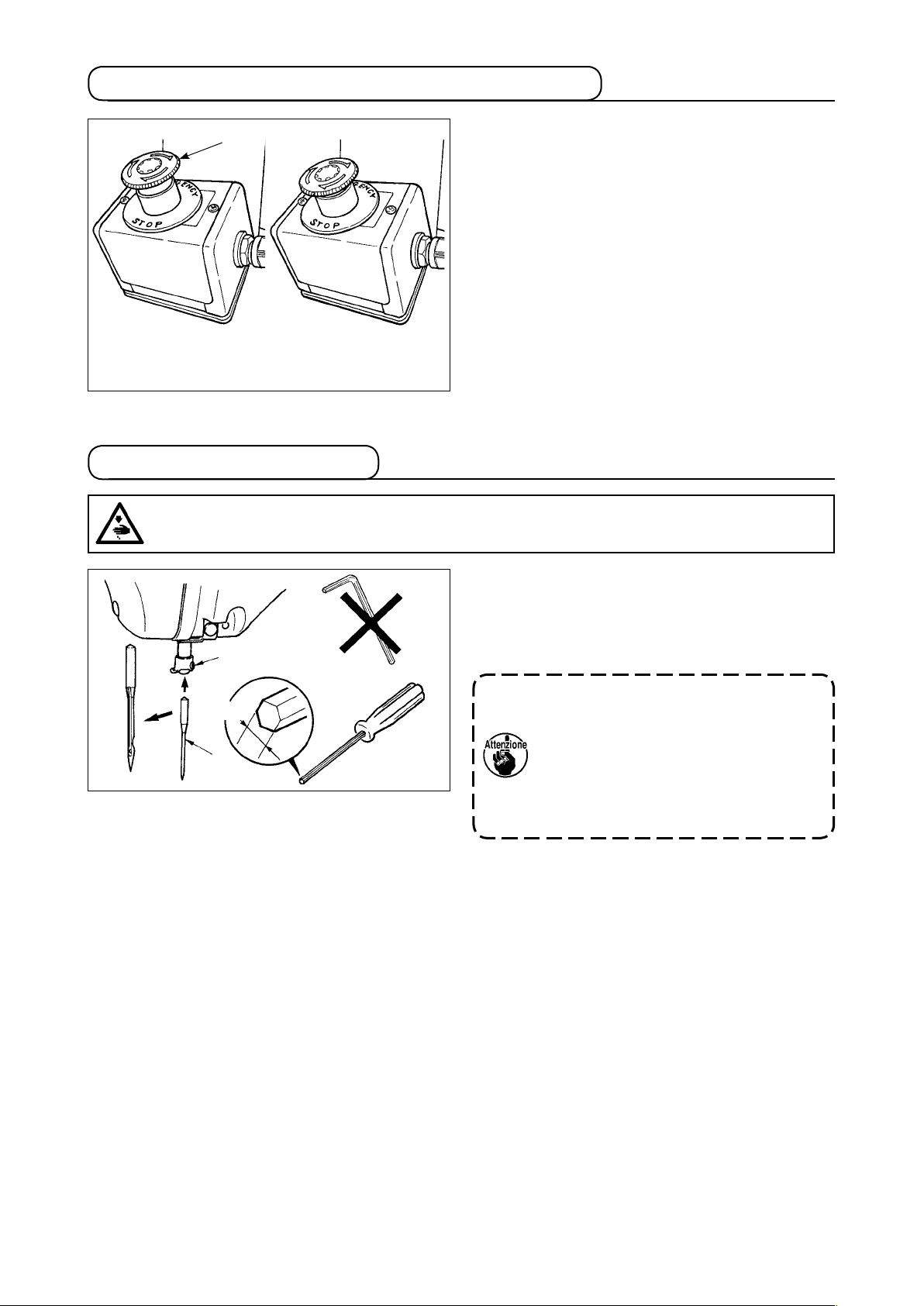
4-3. Controllo dell'interruttore di arresto di emergenza
❶
Stato OFF
dell'interruttore di
arresto di emergenza
Stato ON
dell'interruttore di
arresto di emergenza
4-4. Posizionamento dell’ago
AVVERTIMENTO :
Al ne di evitare incidenti causati dall'avvio improvviso della macchina, spegnere la macchina prima
di effettuare le seguenti operazioni.
Quando il bottone rosso dell'interruttore ❶ di arre-
sto di emergenza viene premuto fortemente no in
fondo, l'interruttore viene posizionato in stato ON.
Quando il bottone viene girato in senso orario, l'interruttore viene posizionato in stato OFF.
Assicurarsi che l'interruttore ❶ di arresto di emergenza si trovi in stato OFF.
Se l'interruttore ❶ di arresto di emergenza è in
stato ON, la schermata del pannello operativo non
si accende anche se l'interruttore di alimentazione
viene acceso.
❶
1,5mm
❷
Allentare la vite ❶ di ssaggio. Inserire l'ago ❷
nel foro nella barra ago no a quando non andrà
oltre rivolgendo la scanalatura lunga dell'ago verso il telaio. Stringere quindi la vite ❶ di ssaggio.
Quando si stringe la vite di ssaggio
, non mancare di usare il cacciavite
❶
esagonale (No. di parte : 40032763)
fornito come accessori.
Non usare la chiave esagonale a forma
di L. C’è pericolo di rompere la vite di
ssaggio ❶.
– 18 –
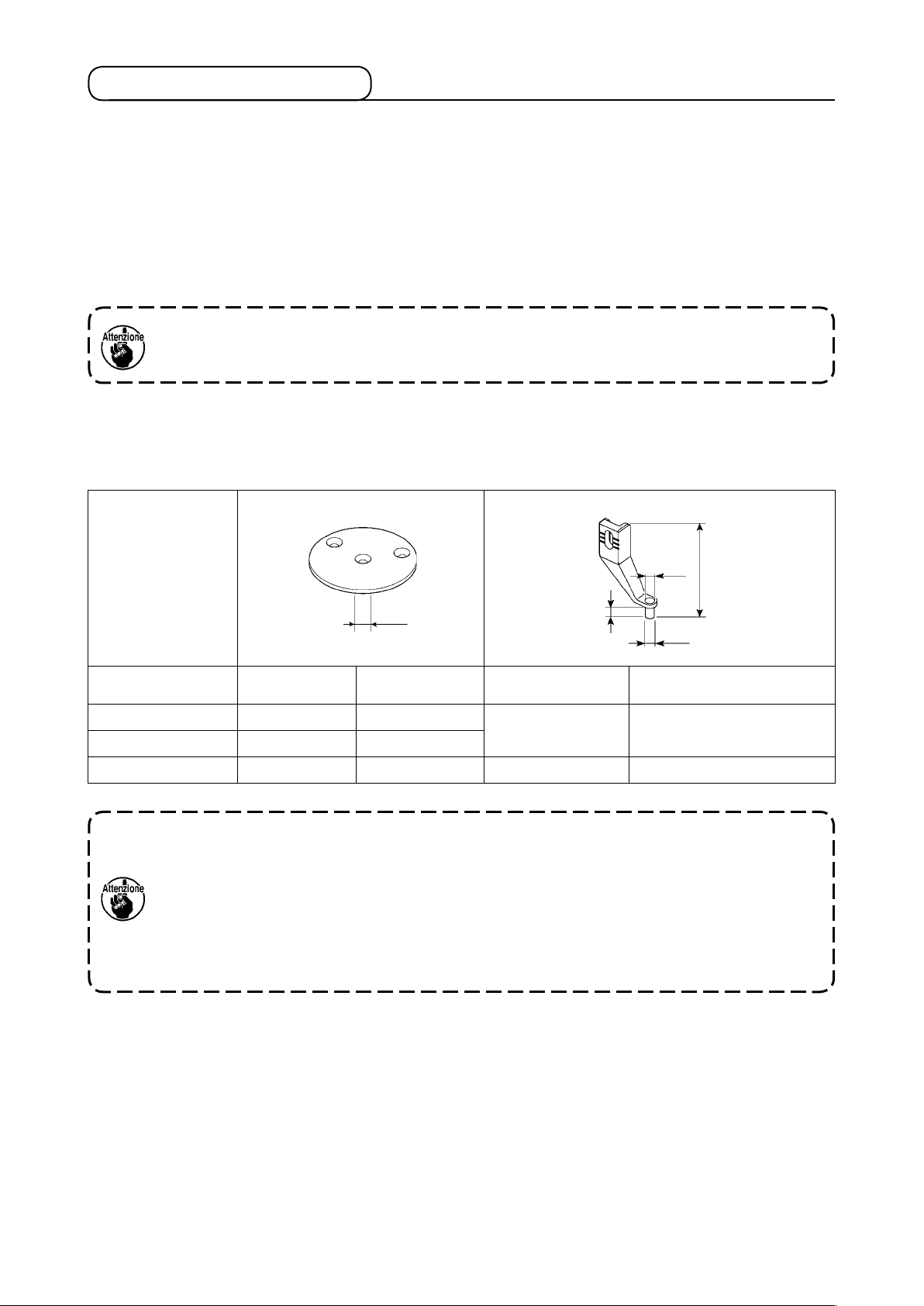
4-5. Misura dell'ago e calibro
Quando si cambia la misura dell'ago, è necessario regolare il crochet e sostituire il calibro.
(1) Regolazione
Nella condizione della consegna standard, il crochet è stato regolato in fabbrica all'ago DP × 17 #23.
Quando si cambia lo spessore dell'ago, effettuare la regolazione di
zione fase ago-navetta” p.116
.
Quando si cambia la lunghezza dell'ago, effettuare la regolazione di
tezza barra ago (Modica della lunghezza dell’ago)” p.115
Quando la regolazione del crochet e dell'azionatore non è adatta allo spessore dell'ago,
inconvenienti di cucitura, quali salti di punto e cose simili o l'abrasione della punta della
lama del crochet saranno causati.
(2) Calibro
Quando si cambia la misura dell'ago, sostituire il calibro con il calibro facoltativo della tabella di corri-
spondenza.
Ago Guida del foro dell'ago Pressore intermedio
“III-1-2. Regolazione della rela-
“III-1-1. Regolazione dell’al-
.
øA
øA
Numero (Spessore) No. di parte
Da #18 a #21 14439509 ø2,3 B1601210D0BA ø2,7 × ø4,1 × 5,7 × 38,5
Da #20 a #23 14439608 ø3,0
#23 o più spesso 14439707 ø4,0 B1601210D0CA ø3,5 × ø5,5 × 5,7 × 38,5
Diametro del foro
dell'ago (øA)
No. di parte Dimensioni (øA × øB × H × L)
H
L
øB
1. La tabella di cui sopra descrive i calibri facoltativi tipici.
Per gli altri calibri speciali, contattare i nostri distributori.
2. Se si usa il calibro che non è adatto allo spessore dell'ago, la rottura dell'ago, l'abrasione dei componenti come il crochet interno e cose simili e gli inconvenienti di cucitura,
quali salti di punto ecc. saranno causati.
Esempio : Se si effettua la cucitura delle scarpe sportive con una guida dell'ago o un
pressore del crochet interno di misura grande, l'ansa del lo dell'ago diventa
instabile e salti di punto o rottura del lo può accadere.
– 19 –
4-6. Inlatura della testa della macchina
AVVERTIMENTO :
Al ne di evitare incidenti causati dall'avvio improvviso della macchina, spegnere la macchina prima
di effettuare le seguenti operazioni.
– 20 –
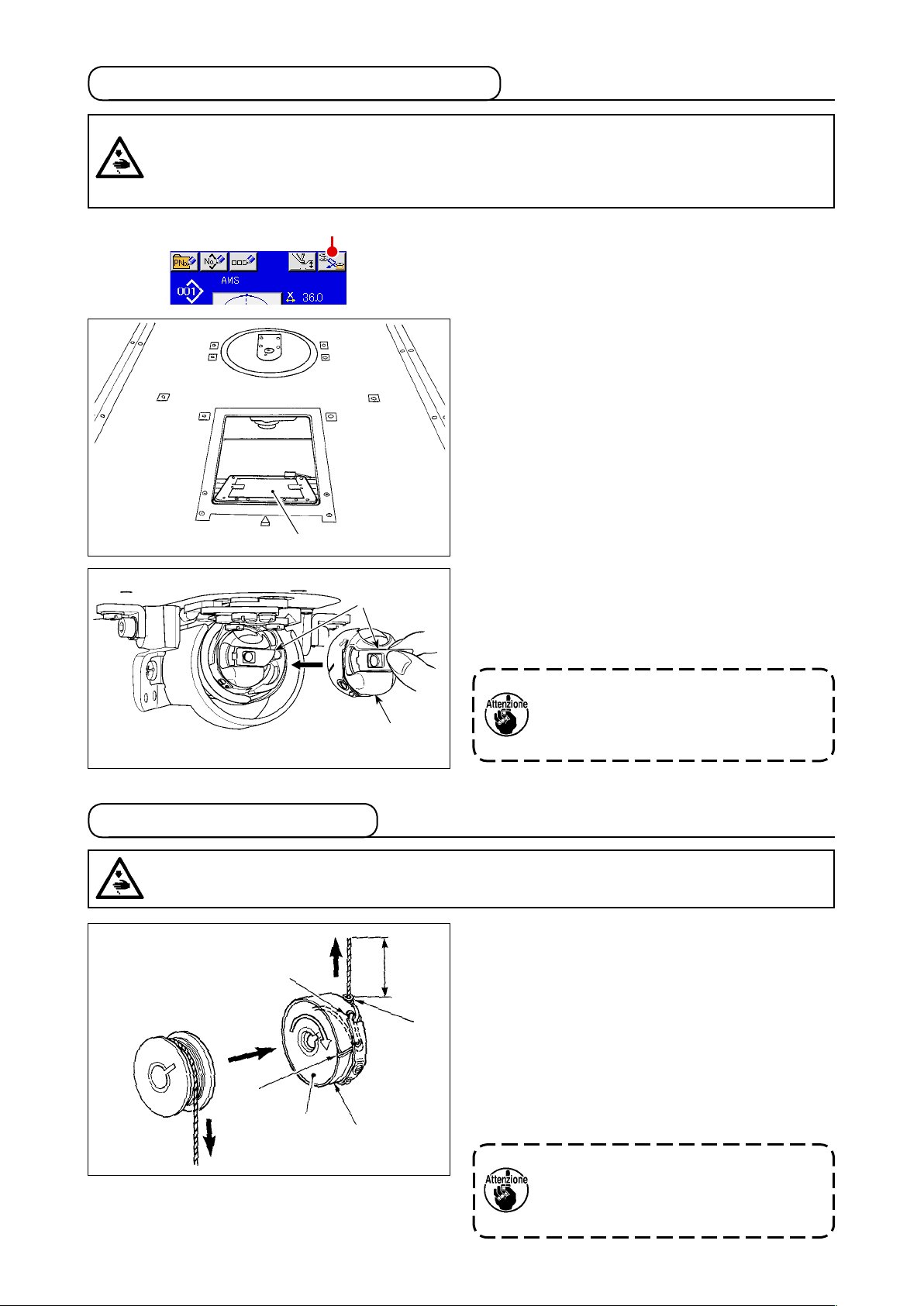
4-7. Installazione e rimozione della capsula
AVVERTIMENTO :
Al ne di evitare incidenti causati dall'avvio improvviso della macchina, spegnere la macchina prima
di effettuare le seguenti operazioni.
Inoltre, assicurarsi di chiudere il coperchio di sostituzione della bobina quando si riavvia il funzionamento al ne di evitare lesioni personali.
❶
A
❸
1) Quando si preme il bottone A, la sezione girevole ruota per consentire al crochet di essere
rivolto in avanti e il coperchio ❶ di sostituzione
della bobina si apre.
2) Sollevare chiavistello ❸ di capsula ❷, e rimuovere la capsula.
3) Quando si inserisce la capsula, inserirla con il
chiavistello inclinato nché si senta il “click”.
4-8. Inserimento della bobina
AVVERTIMENTO :
Al ne di evitare incidenti causati dall'avvio improvviso della macchina, spegnere la macchina prima
di effettuare le seguenti operazioni.
❹
❸
❶
❷
❷
4 cm
❺
Se la capsula ❷ della bobina non è
correttamente inserita nel crochet,
essa può staccarsi dal crochet o l'ago
può rompersi durante la cucitura.
1) Inserire bobina ❶ in capsula ❷ nel senso mo-
strato nella gura.
2) Far passare il lo attraverso scanalatura ❸ di
capsula ❷, e tirare quindi il lo. Con questa
operazione, il lo passerà sotto la molla di tensione e verrà fuori dal foro del lo ❹.
3) Fare passare il lo sotto la guida ❺ del lo della bobina ed estrarre il lo di 4 cm dalla guida
del lo della bobina.
– 21 –
Se la bobina è caricata nella capsula
nel senso inverso, per conseguenza il
lo della bobina estratto si troverà in
una condizione incostante.
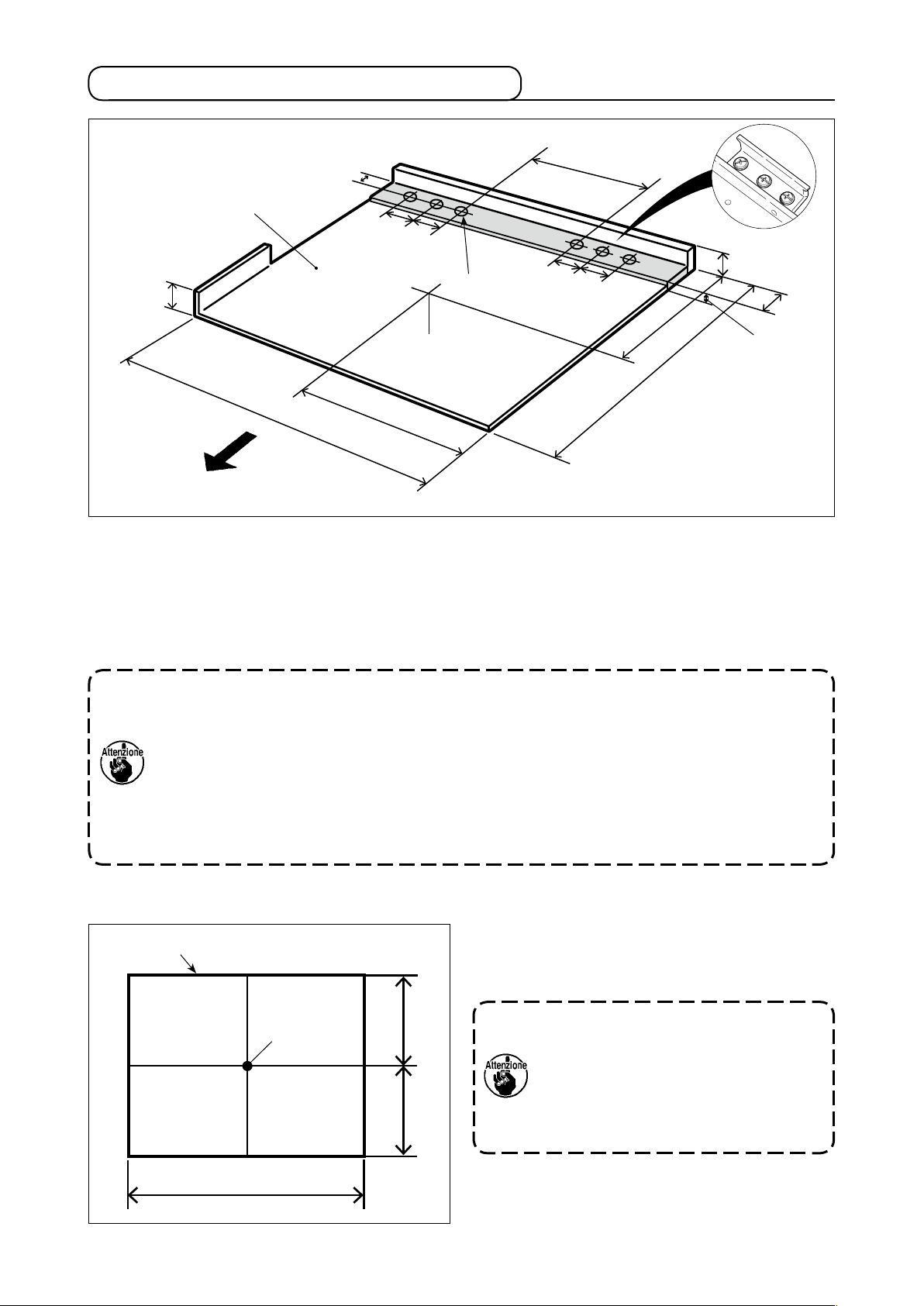
4-9. Preparazione del morsetto della cassetta
15mm
(Dimensione esterna)
Morsetto della cassetta
Altezza
12mm o
meno
Larghezza 1.170mm (riferimento)
Lato operatore
22mm
22mm
22mm
6×M4
Origine
585mm (riferimento)
798mm
8mm o meno
22mm
360,5mm
Profondità 750mm (riferimento)
Peso 9,5 kg o meno
Altezza 5,5mm
(Altezza della
base di montaggio
della piastra del
mandrino)
26mm
1) Il morsetto della cassetta è disponibile separatamente su ordinazione.
Nel caso in cui il cliente prepari il morsetto della cassetta, deve essere preparato il morsetto della
cassetta che è mostrato nella gura sopra.
2) Incollare un pezzo di foglio di Teon (opzione: 40123146) o simili sulla supercie inferiore del mor-
setto della cassetta.
1. Se un pezzo di foglio di Teon o simile non viene incollato sulla supercie inferiore del
morsetto della cassetta, la supercie superiore della placca ago può sporcarsi a causa-
re macchie sul materiale da cucire.
Il foglio di teon è una parte consumabile. È pertanto necessario ispezionarlo periodica-
mente e cambiarlo con uno nuovo se è usurato.
2. Pulire la supercie inferiore e la supercie di appoggio del materiale del morsetto della
cassetta e la supercie superiore del coperchio ausiliario della placca ago prima dell'uso. Dopo la pulizia, assicurarsi che le sezioni di cui sopra siano prive di sporco. Iniziare
quindi a utilizzare la macchina per cucire.
[Area di cucitura]
L'area di cucitura è stata impostata in fabbrica
Area di cucitura
sull'area (1.000 x 600) mostrata in gura al momento della consegna.
Nel caso di utilizzo dell'area di cucitu-
Origine
300mm300mm
ra che è di 600 mm in direzione longi-
tudinale, il morsetto della cassetta può
sporgere dal coperchio ausiliario della
placca ago quando il materiale viene
trasportato in direzione Y. Fare perciò
attenzione.
1.000mm
– 22 –
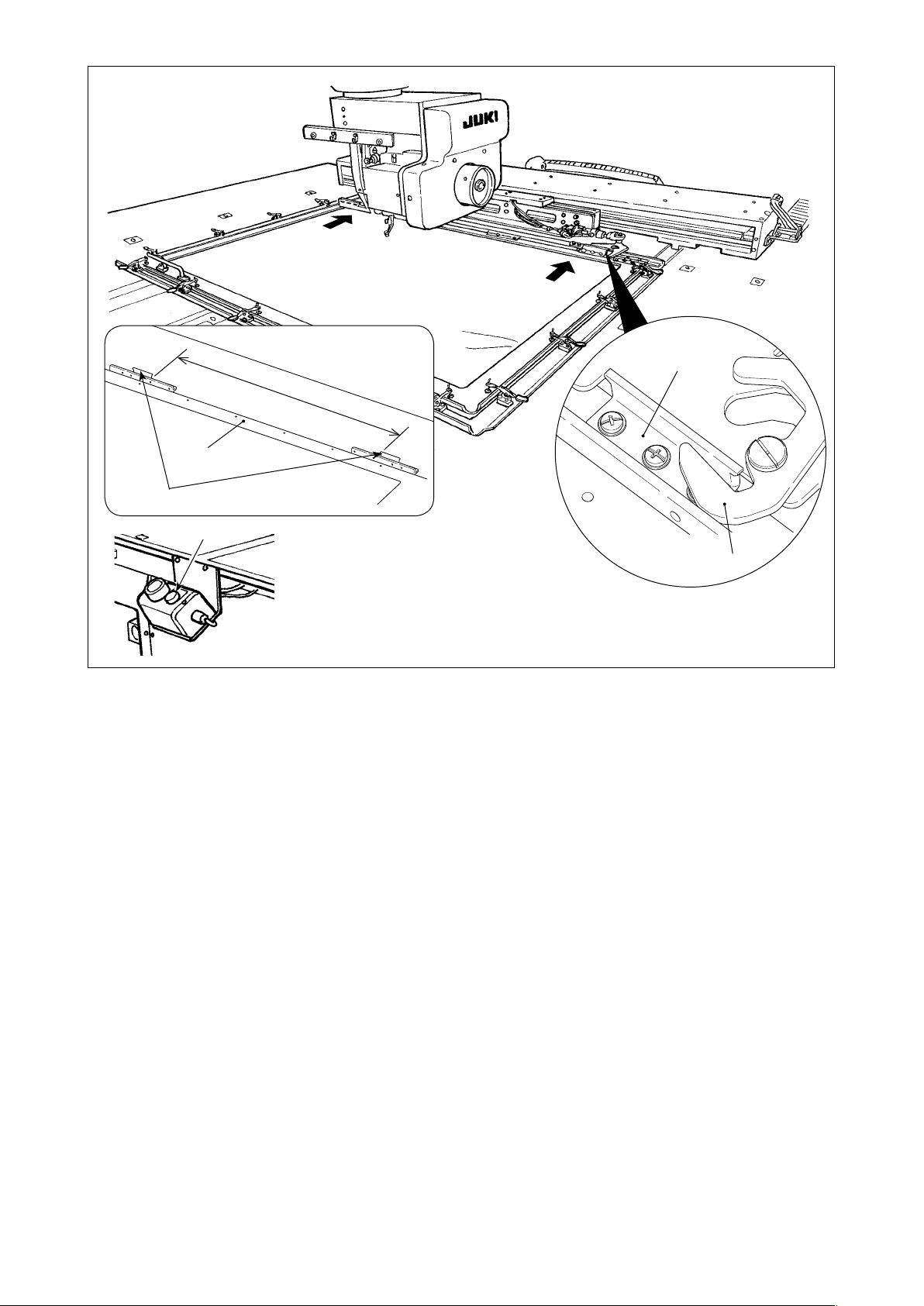
Passo di montaggio della
piastra del mandrino
782mm
❶
❷
❹
❷
❸
3) Fissare temporaneamente le piastre ❷ del mandrino (40181516) nelle posizioni il passo tre le quali
è 782 mm del morsetto ❶ della cassetta con le viti di ssaggio e le rondelle. (Le piastre del mandri-
no, le viti di ssaggio e le rondelle sono imballate nella scatola degli accessori.)
4) Adattando la piastra ❷ del mandrino al mandrino ❸, attaccare il morsetto della cassetta al suo po-
sto. Fissare quindi saldamente le piastre ❷ del mandrino con le viti di ssaggio.
Per staccare il morsetto della cassetta, premere l'interruttore ❹ (blu) di espulsione.
5) Attaccare e staccare il morsetto della cassetta più volte ripetutamente per vericare se può essere
attaccato completamente al suo posto.
Dopo aver attaccato il morsetto della cassetta al suo posto, spostarlo avanti e indietro per assicurar-
si che non vi sia gioco.
– 23 –
[Nel caso in cui vi sia gioco]
Lato rilascio
❼
❽❾ ❸❺❻ ❷
Fig. I
B
0,5 a 1 mm
❽
❾
A
1) Allentare le viti ❻ (3 pezzi). Premere la staffa A ❺ della piastra del mandrino contro la piastra ❷ del
mandrino del morsetto della cassetta e ssarla con le viti ❻.
Regolare la posizione della staffa A ❺ della piastra del mandrino anche sul lato opposto allo stesso
modo. In questo momento, regolare in modo che le piastre ❷ destra e sinistra del mandrino e le
staffe A ❺ della piastra del mandrino siano simmetricamente posizionate.
2) Poi, premendo l'articolazione ❼ del cilindro verso il lato rilascio, allentare le viti ❾ (2 pezzi) della
staffa B ❽ della piastra del mandrino. Regolare la relazione posizionale tra la piastra ❷ del mandrino e il mandrino ❸ in modo che essi siano posizionati come illustrato in Fig. I.
Regolare, premendo la staffa B ❽ della piastra del mandrino nella direzione della freccia, in modo
che una distanza da 0,5 a 1 mm sia lasciata nella sezione B quando il mandrino è allineato alla piastra del mandrino alla sezione A. Fissare quindi la piastra B del mandrino con le viti ❾.
* Applicare il grasso JUKI Grease A alla sezione di contatto indicata dal cerchio tratteggiato in Fig. I.
– 24 –
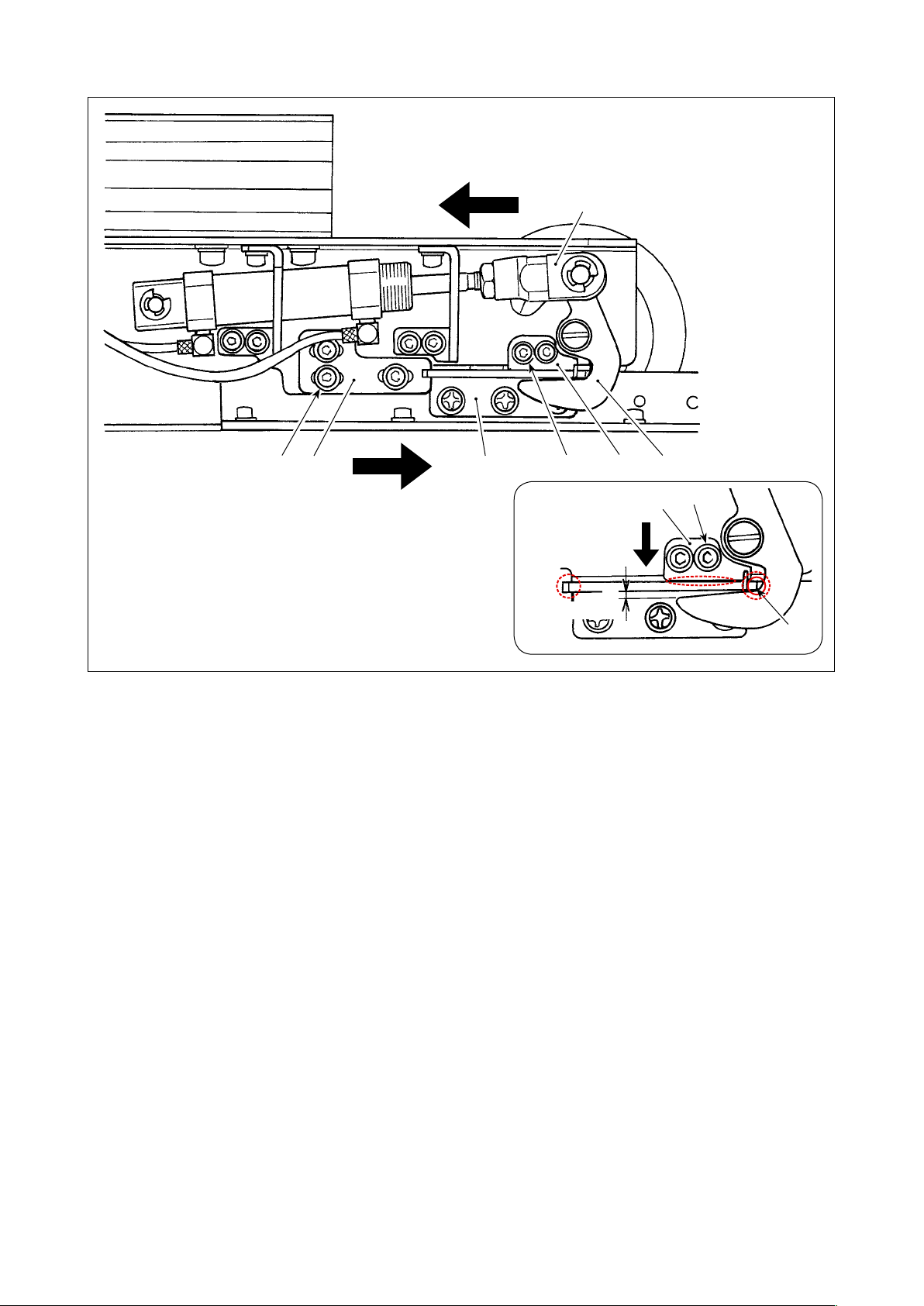
4-10. Regolazione della tensione del lo
❶
Più lungo
Più corto
Regolazione della tensione del lo dell’ago
A
❷
Se il regolatore di tensione del lo No.1 ❶ viene
girato in senso orario, la lunghezza del lo che rimarrà sull’ago dopo il taglio del lo sarà diminuita.
Se il regolatore viene girato in senso antiorario la
lunghezza sarà aumentata.
Accorciare la lunghezza purché il lo non scivoli
via.
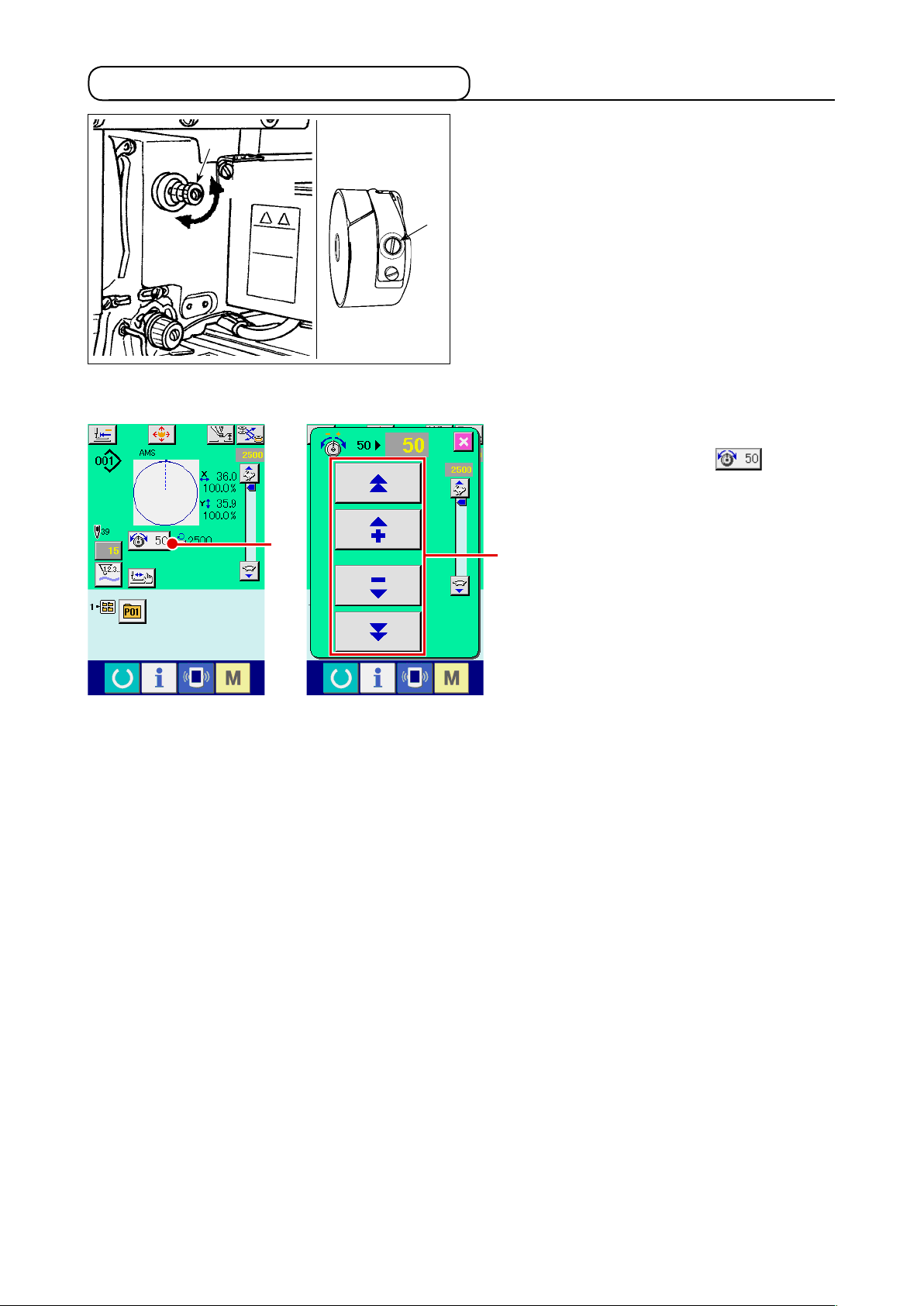
Regolare la tensione del lo dell’ago dal pannello
operativo e la tensione del lo della bobina con ❷.
1) Selezionare il bottone THREAD TENSION (tensione del lo) A nello
schermo di cucitura.
2) Impostare la tensione del lo dell'ago
usando il bottone PLUS/MINUS (+/-)
B
. C'è un campo di regolazione da 0 a
B
200. Quando il valore impostato viene
aumentato, la tensione diventa più alta.
* Quando il valore di impostazione è 50
al momento della consegna standard, la
tensione del lo viene regolata in modo
che il tipo H sia 2,35N e il tipo S sia 1,47N
(lo spun #50). (Quando la tensione del
lo No. 1 è rilasciata.)
– 25 –

4-11. Altezza del pressore intermedio
1.
2. Fare attenzione che le mani e le dita non vengano intrappolate nel morsetto della cas-
Quando si solleva l’altezza del pressore intermedio, girare la puleggia manualmente per
abbassare la barra ago, e controllare che la barra ago non ostacoli il pressore intermedio.
setta o nel pressore intermedio.
A
Premere il bottone INTERMEDIATE PRESSER SETTING A e
regolare con i dieci tasti B in modo che la distanza tra l’estremità inferiore del pressore intermedio e il tessuto sia di 0,5 mm
(spessore del lo utilizzato).
B
0,5 mm
1. l campo di impostazione del pressore intermedio è no allo standard di 3,5 mm. Tuttavia,
quando si usa l’ago DP × 17 per il tipo H o qualcosa di simile, il campo di impostazione
può essere cambiato no a 7 mm al massimo con l’interruttore di memoria .
2. Quando si aumenta l’altezza del pressore intermedio o si fa più spessa la misura dell’ago, controllare la distanza tra lo scartalo ed i componenti. Lo scartalo non può essere usato a meno che la distanza non sia assicurata. In questo caso, spegnere l’inter-
ruttore dello scartalo, o cambiare il valore di impostazione dell’interruttore di memoria
.
(Lo scartalo è disponibile su richiesta.)
4-12. Regolazione della molla chiusura punto
1) Regolazione della corsa
❸
❹
Aumento
❶
Diminuzione
❷
Allentare vite di ssaggio ❸, e girare gruppo
tensione del lo ❷. Girandola in senso orario,
la quantità di movimento viene aumentata e la
quantità di trazione del lo aumenta.
2) Regolazione della pressione
Per cambiare la pressione della molla tirafilo
, inserire un cacciavite fino nella fenditura
❶
del palo di tensione del lo ❷ mentre la vite ❹
è avvitata, e girarlo. Girandolo in senso orario,
la pressione della molla tiralo sarà aumentata.
Girandolo in senso antiorario, la pressione del-
la molla tiralo sarè diminuita.
– 26 –
 Loading...
Loading...