

JUKI AMS-224EN/IP-420 Instruction Manual [tr]
AMS-224EN / IP-420
KULLANMA KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.

İÇİNDEKİLER
I. DİKİŞ MAKİNESİ MEKANİK BÖLÜMÜ ....................................................... 1
1. TEKNİK ÖZELLİKLER ................................................................................................ 1
2. DÜZENLEME ............................................................................................................... 2
3. MONTAJ ...................................................................................................................... 3
3-1. Plâka yardımcı kapağının takılması ........................................................................................... 3
3-2. Masa konumunun ayarı: Sadece 6030 için ............................................................................... 4
3-3. Kumanda panelinin takılması.....................................................................................................6
3-4. İplik çardağının takılması ...........................................................................................................6
3-5. Hava hortumunun takılması (Sadece havalı tipte) ................................................................... 7
3-6. Göz koruyucu kapağın takılması .............................................................................................. 7
3-7. Masa ve tezgah yüksekliğinin değiştirilmesi ............................................................................ 8
4. DİKİŞ MAKİNESİNİN HAZIRLANMASI ...................................................................... 9
4-1. Yağlama........................................................................................................................................ 9
4-2. İğnenin takılması ......................................................................................................................... 9
4-3. Makineye iplik takılması ...........................................................................................................10
4-4. Mekiğin çıkartılması ve takılması ............................................................................................10
4-5. Masuranın takılması ................................................................................................................. 10
4-6. İplik tansiyonunun ayarlanması............................................................................................... 11
4-7. Orta baskı ayağı yüksekliği ...................................................................................................... 11
4-8. Hareketli tansiyon yayının ayarlanması .................................................................................. 12
5. DİKİŞ MAKİNESİNİN KULLANILMASI ..................................................................... 12
5-1. Dikiş............................................................................................................................................12
5-2. İğne ipliği kavrama cihazı ......................................................................................................... 13
5-3. Plastik boş plakanın kullanımı (makineyle birlikte aksesuar olarak temin edilir) ............... 14
II.KUMANDA BÖLÜMÜ (PANEL İLE İLGİLİ BİLGİLER) ............................. 15
1. GİRİŞ ......................................................................................................................... 15
2. IP-420 KULLANIRKEN .............................................................................................. 19
2-1. IP-420 bölümlerinin isimleri ........................................................................................................19
2-2. Müşterek kullanılan düğmeler.....................................................................................................20
2-3. IP-420 Temel kullanma yöntemi .................................................................................................. 21
2-4. Dikiş biçiminin seçimi sırasında LCD ekran bölgesi ................................................................ 23
(1) Dikiş biçimi veri giriş ekranı ........................................................................................................23
(2) Dikiş ekranı ................................................................................................................................. 25
2-5. Dikiş biçimi seçme işleminin gerçekleştirilmesi ....................................................................... 27
2-6. Konu verilerinin değiştirilmesi....................................................................................................29
2-7. Desen biçiminin seçilmesi ..........................................................................................................31
2-8. İğne giriş noktası değiştirme işleminin gerçekleştirilmesi ......................................................32
(1)
İplik gerginliğinin ayarlanması ..............................................................................................32
(2) Ara baskı ayağı yüksekliğinin ayarlanması .................................................................................33
2-9. Geçici durma nasıl kullanılır .......................................................................................................34
(1) Dikişin herhangi bir noktasından itibaren dikiş işlemine devam edilmesi ................................... 34
(2) Başlangıçtan itibaren tekrar dikiş işleminin gerçekleştirilmesi .................................................... 35
2-10. İğne ucundaki sorun nedeniyle dikilen ürünün düzenlenmesi zor olduğu takdirde ...........36
2-11. Masura ipliğinin sarılması .........................................................................................................37
(1) Dikiş dikerken, masura ipliği sarma işleminin gerçekleştirilmesi ................................................. 37
i

(2) Sadece masura ipliği sarma işleminin gerçekleştirilmesi ............................................................ 37
2-12. Sayacın kullanılması .................................................................................................................. 38
(1) Sayaç düzenleme yöntemi ..........................................................................................................38
(2) Sayaç sıfırlama yöntemi .............................................................................................................40
(3) Dikiş sırasında sayaç değeri nasıl değiştirilir .............................................................................. 40
2-13. Kullanıcı deseni yeni kayıt işleminin gerçekleştirilmesi ........................................................41
2-14. Kullanıcı desenine isim verilmesi ............................................................................................. 42
2-15. Desen tuşu yeni kayıt işleminin gerçekleştirilmesi ................................................................43
2-16. Desen tuşunun seçimi sırasında LCD ekran bölgesi..............................................................44
(1) Desen tuşu veri giriş ekranı ........................................................................................................44
(2) Dikiş ekranı ................................................................................................................................. 46
2-17. Desen tuş numarası seçme işleminin gerçekleştirilmesi .......................................................48
(1) Veri giriş ekranından seçim yapılması ........................................................................................48
(2) Kısa yol tuşları ile seçme ............................................................................................................ 49
2-18. Desen tuşu içeriğinin değiştirilmesi.........................................................................................50
2-19. Desen tuşunun kopyalanması ..................................................................................................51
2-20. Dikiş kipinin değiştirilmesi ........................................................................................................ 52
2-21. Bileşik dikiş sırasında LCD ekran bölgesi ............................................................................... 53
(1) Desen giriş ekranı ....................................................................................................................... 53
(2) Dikiş ekranı ................................................................................................................................. 55
2-22. Bileşik dikişin gerçekleştirilmesi .............................................................................................. 57
(1) Bileşik veri seçimi .......................................................................................................................57
(2) Bileşim verileri prosedürünün oluşturulması ............................................................................... 58
(3) Bileşim verileri prosedürünün silinmesi .......................................................................................59
(4) Bileşim verileri adımı prosedürünün silinmesi .............................................................................59
(5) Adımların atlanmasının ayarlanması ..........................................................................................60
2-23. Basit çalışma modunu kullanarak ............................................................................................ 60
2-24. Basit çalışma seçildiği zaman LCD ekran: ..............................................................................61
(1) Veri giriş ekranı (tek dikiş) ...........................................................................................................61
(2) Dikiş ekranı (tek dikiş) .................................................................................................................64
(3) Veri giriş ekranı görünümü (birleşik dikiş) ...................................................................................67
(4) Dikiş ekranı (birleşik dikiş) ..........................................................................................................69
2-25. Hafıza tuşu verilerinin değiştirilmesi .......................................................................................71
2-26. Bilgilerin kullanılması ................................................................................................................ 72
(1) Bakım ve kontrol bilgilerinin gözlemlenmesi ............................................................................... 72
(2) Uyarı sıfırlama yöntemi ............................................................................................................... 73
2-27. Hafıza kartı biçimlendirme işleminin gerçekleştirilmesi.........................................................74
(1) Kullanılabilir verilere işlem yapılması .......................................................................................... 74
(2) Hafıza kartı kullanılarak iletişimin gerçekleştirilmesi ................................................................... 74
(3) USB kullanılarak iletişimin gerçekleştirilmesi .............................................................................. 74
(4) Verilerin alınması ........................................................................................................................75
(5) Çok sayıda verinin bir arada alınması ........................................................................................76
2-28. Hafıza kartı biçimlendirme işleminin gerçekleştirilmesi.........................................................78
2-29. 2 adim strok fonksiyonunun kullanimi.....................................................................................79
(1) 2 adım strok fonksiyonunu ayarlamak ........................................................................................79
(2) 2 adım strok konumunu ayarlamak .............................................................................................79
(3) 2-adım strok fonksiyonu hareketi ................................................................................................ 81
2-30. X/Y motor konumu kayması sırasında çalışma ....................................................................... 83
(1) Dikiş sırasında ekranda hata görülürse ......................................................................................83
(2) Dikiş bitiminde ekranda hata görülürse .......................................................................................84
ii

(3) Sıfırlama düğmesi ekranda görülmezse .....................................................................................84
3. HAFIZA DÜĞMESİ VERİ LİSTESİ ............................................................................85
3-1. Veri listesi .....................................................................................................................................85
3-2. Başlangıç değer listesi ................................................................................................................ 91
4. HATA KOD LİSTESİ ..................................................................................................93
5. MESAJ LİSTESİ ...................................................................................................... 100
III. DİKİŞ MAKİNESİNİN BAKIMI ............................................................... 103
1. BAKIM ..................................................................................................................... 103
1-1. İğne mili yüksekliğinin ayarlanması (İğne uzunluğunun değiştirilmesi) ........................... 103
1-2. İğne-çağanoz bağlantısının ayarlanması ............................................................................. 103
1-3. Ana mil ve çağanoz sürücü mil zamanlamasının ayarlanması ........................................... 105
1-4. Taşıyıcı kalıp yüksekliğinin ayarlanması .............................................................................. 105
1-5. Orta baskı ayağı dikey hareket mesafesinin (strok) ayarlanması ...................................... 106
1-6. Hareketli bıçak ile sabit bıçak ................................................................................................ 106
1-7. İğne ipliği kavrama cihazı ....................................................................................................... 107
1-8. İplik kopması algılama plâkası ............................................................................................... 107
1-9. Atık yağın boşaltılması ........................................................................................................... 108
1-10. Çağanoz yağ besleme miktarı ................................................................................................ 108
1-11. Sigortanın değiştirilmesi ........................................................................................................ 108
1-12. Gereken bölgelerde gres yağının yenilenmesi ..................................................................... 109
(1) JUKI Gres A sürülecek noktalar ................................................................................................ 110
(2) JUKI Gres B sürülecek noktalar .................................................................................................111
1-13. Sorunlar ve Çözümler (dikiş koşulları).................................................................................. 112
2. İSTEĞE BAĞLI ........................................................................................................ 114
2-1. İğne Deliği kılavuz Tablosu .................................................................................................... 114
2-2. Silikon yağ haznesi ................................................................................................................. 114
2-3. Bar kod okuyucu ..................................................................................................................... 115
iii
I. DİKİŞ MAKİNESİ MEKANİK BÖLÜMÜ
1. TEKNİK ÖZELLİKLER
1 Dikiş Alanı
AMS-224EN-4530 :
AMS-224EN-6030 :
2 Azami dikiş devri 2.500 sti/min (dikiş adımı 3 mm veya daha az olduğu zaman)
3 Masa ilmek uzunluğunu belirleyin 0.1 ilâ 12.7 mm (asgari boyut: 0.05 mm)
4 Taşıyıcı kalıp transport hareketi Aralıklı transport (kademeli motorla 2 milden tahrikli)
5 İğne mili hareket mesafesi 41.2 mm
6 İğne DP x 17
7 Taşıyıcı kal kalkma yüksekliği Azami 30 mm
8 Orta baskı ayağı hareket mesafesi 4 mm (standart) (0 ilâ 10 mm)
9 Orta baskı ayağı kalkma yüksekliği 20 mm
10 Orta baskı ayağı ALT konumu
değişken ölçüsü
11 Çağanoz Çift kapasiteli, yarı döner tip çağanoz
12 Yağ New Defrix Oil No. 2 (Yağdanlık ile)
13 Desen veri hafızası • Ana gövde : Azami 999 desen (Azami 50,000 dikiş/desen)
14 Geçici durma işlemi Dikiş çevrimi sürecinde, makinenin çalışmasını durdurmak için kullanılır.
15 Genişletme/Daraltma işlemi Desenin X ekseni ve Y ekseni üzerinde genişletilmesini veya
16 Genişletme/Daraltma yöntemi Desen genişletme/ daraltma işlemi uygulanırken; ya dikiş uzunluğu, ya
17 Azami dikiş devrinin
sınırlandırılması
18 Desen seçim işlemi Desen Numarası seçme yöntemi
19 Masura iplik sayacı YUKARI/AŞAĞI yöntemi ile (0 ilâ 9.999)
20 Dikiş sayacı YUKARI/AŞAĞI yöntemi ile (0 ilâ 9.999)
21 Hafıza yedekleme Elektrik kesilmesi durumunda, kullanılmakta olan desen otomatik olarak
22 2. orjin ayar işlemi Sürgülü tuşları kullanarak, 2. orjin noktası (dikiş çevriminden sonraki iğne
23 Dikiş makine motoru Servo motor
24 Ölçüler AMS-224EN-4530 : 1.703 mm (Genişlik) X 1.370 mm (Uzunluk) X 1.200
25 Ağırlık (brüt ağırlık) AMS-224EN-4530 : 401 kg
26 Güç tüketimi 550 VA
27 Çalışma alanı sıcaklık sınırları 5 C ila 35 C
28 Çalışma alanı bağıl nem sınırları % 35 ilâ % 85 (yoğunlaşmasız)
29 Şebeke voltajı Nominal voltaj ± % 10 50 / 60 Hz
30 Kullanılan hava basıncı AMS-224EN-4530 : 0.5 ila 0.55 MPa (Azami 0.55 Mpa)
31 Hava tüketimi 1.8 dm
32 İğneyi en yüksek konumda
durdurma işlemi
33 Gürültü ‘
Standart; 0 ilâ 3.5 mm (Azami; 0 ilâ 7.0 mm)
• Harici kart : Azami 999 desen (Azami 50,000 dikiş/desen)
daraltılmasını sağlar Desen işlenirken bağımsız olarak uygulanır.
Ölçek: % 1 ilâ % 400 aralığında (% 0.1 ‘lik adımlarla) değiştirilir.
da dikiş adedi arttırılıp/azaltılarak desenin de genişlemesi/daralması
sağlanır. (Dikiş uzunluğunun arttırılması / azaltılması; sadece desen
düğmesinin seçildiği durumlarda mümkün olur.)
200 ilâ 2,500 sti/min (Ölçü: 100 sti/min adımlarla).
hafızaya kaydedilir.
konumu); dikiş alanı içindeki istenilen herhangi bir konuma kaydırılabilir.
Ayarlanan bu 2. merkez noktası, hafızaya da alınır.
AMS-224EN-6030 : 1.923 mm (Genişlik) X 1.370 mm (Uzunluk) X 1.200
AMS-224EN-6030 : 410 kg
AMS-224EN-6030 : 0.5 ila 0.55 MPa (Azami 0.55 Mpa)
3
(ANR)/Dakika
Dikiş işlemi tamamlandıktan sonra, iğne en yüksek konumuna getirilerek
durdurulabilir.
- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk :
A-83.5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821C.6.3 -ISO 11204 GR2 uyarınca 2,500 sti/min
‘-Ses şiddeti seviyesi (L
dBA dahil) ; ISO 10821- C.6.3 -ISO 3744 GR2 uyarınca 2,500 sti/min
X (yatay) yönünde
450 mm
600 mm
mm (Yükseklik) (İplik çardağı hariç)
mm (Yükseklik) (İplik çardağı hariç)
) : A-92.5 dBA’nın ağırlıklı değeri; (KWA = 2.5
WA
×
×
Y (boyuna) yönünde
300 mm
300 mm
– 1 –
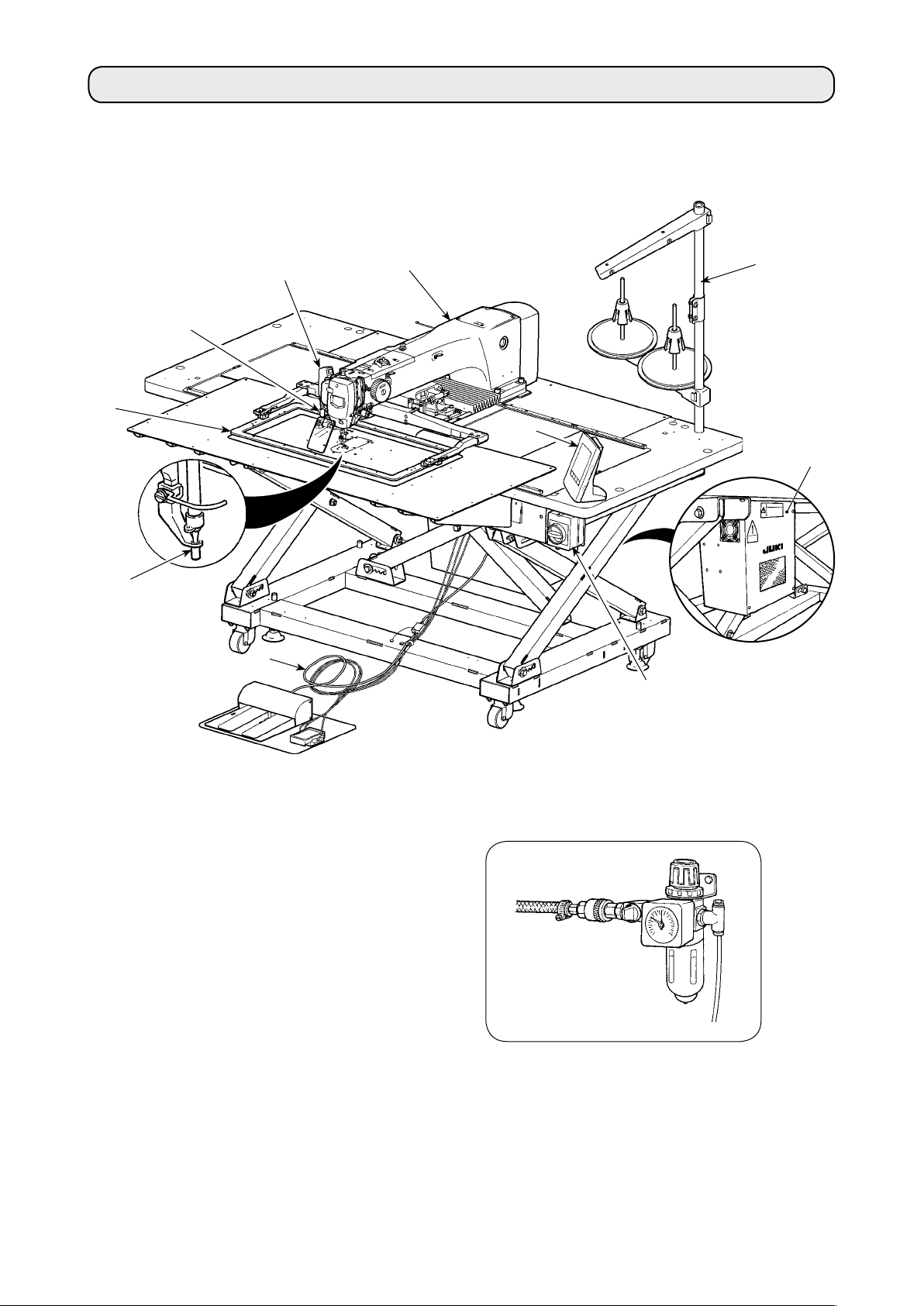
2. DÜZENLEME
❹
❺
❸
❷
❶
❻
❼
❾
❽
Makine kafası
❶
Tokatlama düğmesi
❷
Geçici durdurma düğmesi
❸
Taşıyıcı kalıp
❹
Orta baskı ayağı
❺
İplik çardağı
❻
Kumanda paneli (IP-420)
❼
Elektrik şalteri
❽
(ayrıca acil durumda durdurma şalteri olarak)
Kontrol kutusu
❾
Ayak pedalı
Hava regülatörü
– 2 –
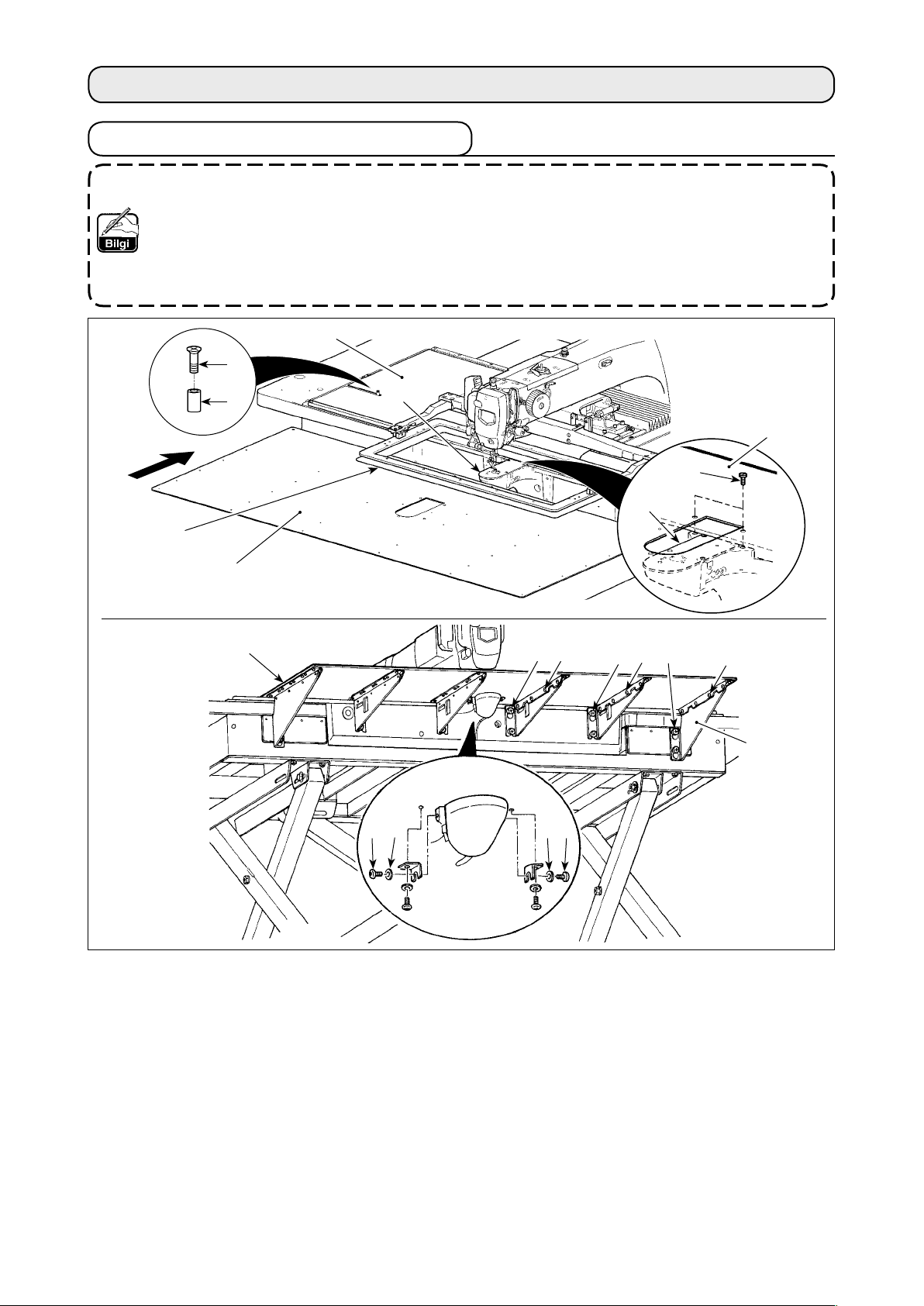
3. MONTAJ
3-1. Plâka yardımcı kapağının takılması
1. Boğaz plakası yardımcı kapağı çok ağır olduğu için, montaj işlemini iki ya da daha çok
kişiyle birlikte yapın.
2. Tespit braketi, ilgili benzer plâka parçaları ile kapak, gerekli vidalar, pullar; teslimat sırasında hepsi bir arada olacak şekilde paketlenmiş ve makinenin diğer aksesuarlarıyla
birlikte makine yatağına yerleştirilmişlerdir.
3. Aksesuar olarak makine ile birlikte verilen kapak plâkasını kullanırken; parçayı takmadan
önce bu parçayı makinenin plâkasına takınız.
❶
❸
❸
❷
❸
❽
❷
❼
❾
❹❺
❹
❺
❼
❾
❼
❾
❻
1) Kumaş besleme tabanını arkaya kaydırın ve boğaz plakası yardımcı kapağını (montaj) ❸ alt plaka
ile boğaz plakası ❷ arasına yerleştirin.
❶
Alt plakayı ❶ bükmemeye dikkat edin.
2) Boğaz plakası yardımcı kapağını (montaj) ❸ boğaz plakası yardımcı kapak tespit vidalarıyla ❺ ve
pullarla
geçici olarak tespit edin.
❹
3) Plâka yardımcı kapak desteğini ❻, vidaları ❼ kullanarak makine yatağına tutturun.
4) Boğaz plakası yardımcı kapağını (montaj) ❸ iki adet gömme vida ❽ ile makine yatağına tespit edin.
5) Kumaş besleme tabanının kapağı
ile boğaz plakası yardımcı kapağı (montaj) ❸ arasına burç
takıp tespit vidasıyla sabitleyin.
6) Tespit vidalarını ❼ iyice sıkın.
7) Boğaz plakası yardımcı kapağı setuskurunu
❺
sıkın.
8) Boğaz plakası yardımcı kapağını yerleştirirken aşağıdaki uyarıyı göz önüne alın. Konum yeterli değil-
se, boğaz plakası yardımcı kapağı setuskurunu ❺ ve boğaz plakası yardımcı kapak taban setuskurlarını ❾ gevşettikten sonra tekrar yerleştirmeyi deneyin.
– 3 –
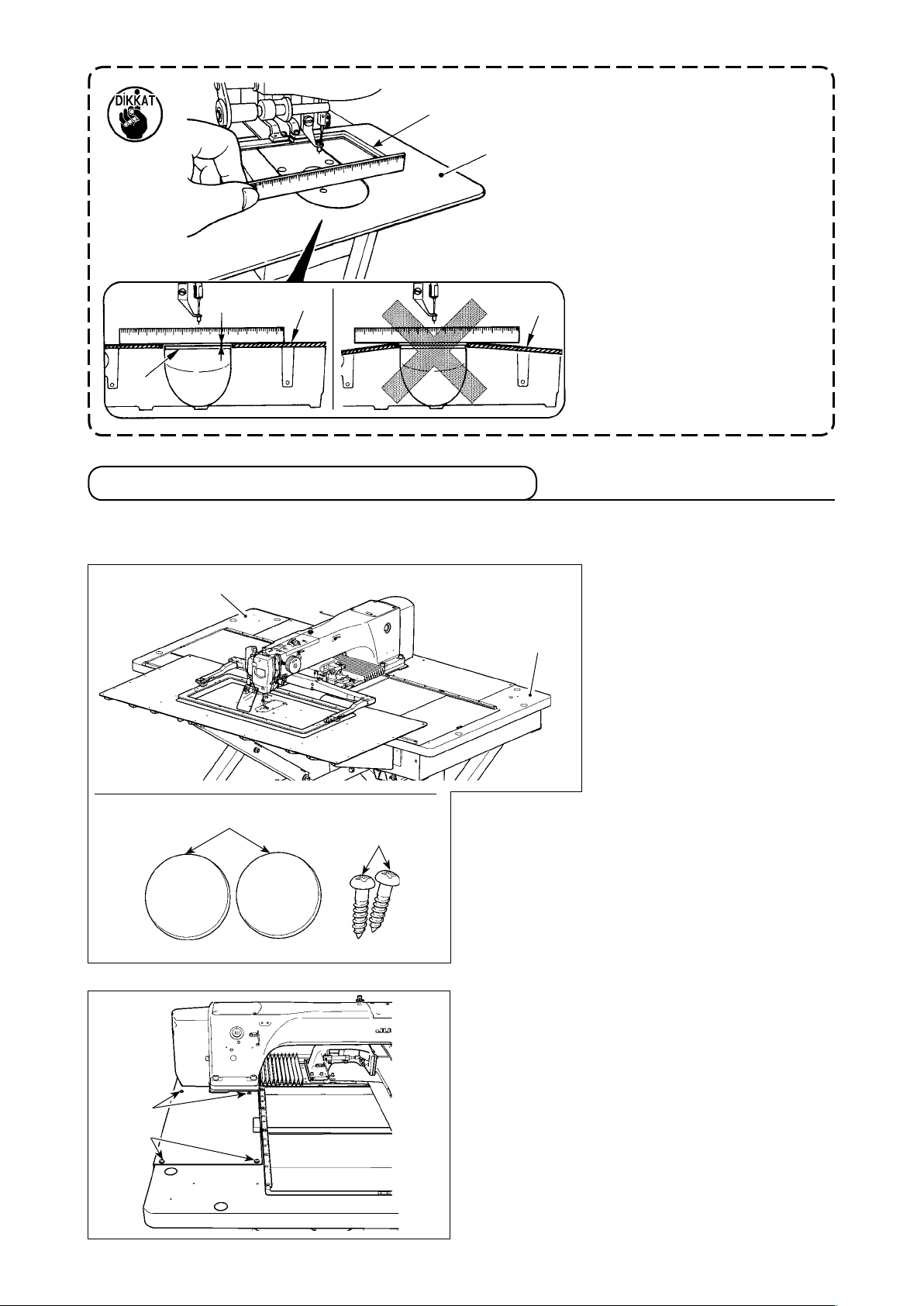
1. Plâka kapağını ❸, plâkadan
daha yüksek (0.3 mm sınırı içinde)
olacak şekilde tespit edin. Plâkadan
de, hatalı transport nedeniyle iğne
kırılması ve benzeri sorunlara yol
açar.
rarlanıp ölçerek, yardımcı plâka
kapağının ❸ yatay takıldığını doğrulayın. Tam olarak yatay değilse,
❸
plâka yardımcı kapağı ❸ ile alt
plâka ❶ birbirlerine kısmen temas
ederler ve anormal aşınmaya yol
açarlar.
daha aşağıda kaldığı takdir-
❷
❷
0.3 mm sınırı
içinde
❶
❸
2. Bir cetvel veya benzerinden ya-
❸
3-2. Masa konumunun ayarı: Sadece 6030 için
6030 modelinde masa, sevkıyat öncesinde fabrikadayken normal konumundan geri çekilmiştir.
Ambalajını açtıktan sonra, aşağıda 1) ile 9) arasındaki adımları mutlaka uygulayın.
❷
L
Masanın sol konum ayarı L
örnek olarak tanımlanmıştır.
Masanın R sağ konum ayarını
R
A
B
[Kullanılacak aksesuarlar]
A: Masa tespit cıvatası kapağı
benzer şekilde yapın.
HX00326000B x 2
B: Güç şalteri tespit vidası
SK3512001SE x 2
(Makinenin masasında JE için dört adet tespit
vidası kullanılmaktadır.)
1) Kapağı çıkarmak için
* Vidayı
sökerken, masanın altında sıkılı hal-
❷
ve ❷ vidalarını sökün.
❶
de duran somunu gevşetmemeye dikkat edin.
❶
❷
– 4 –
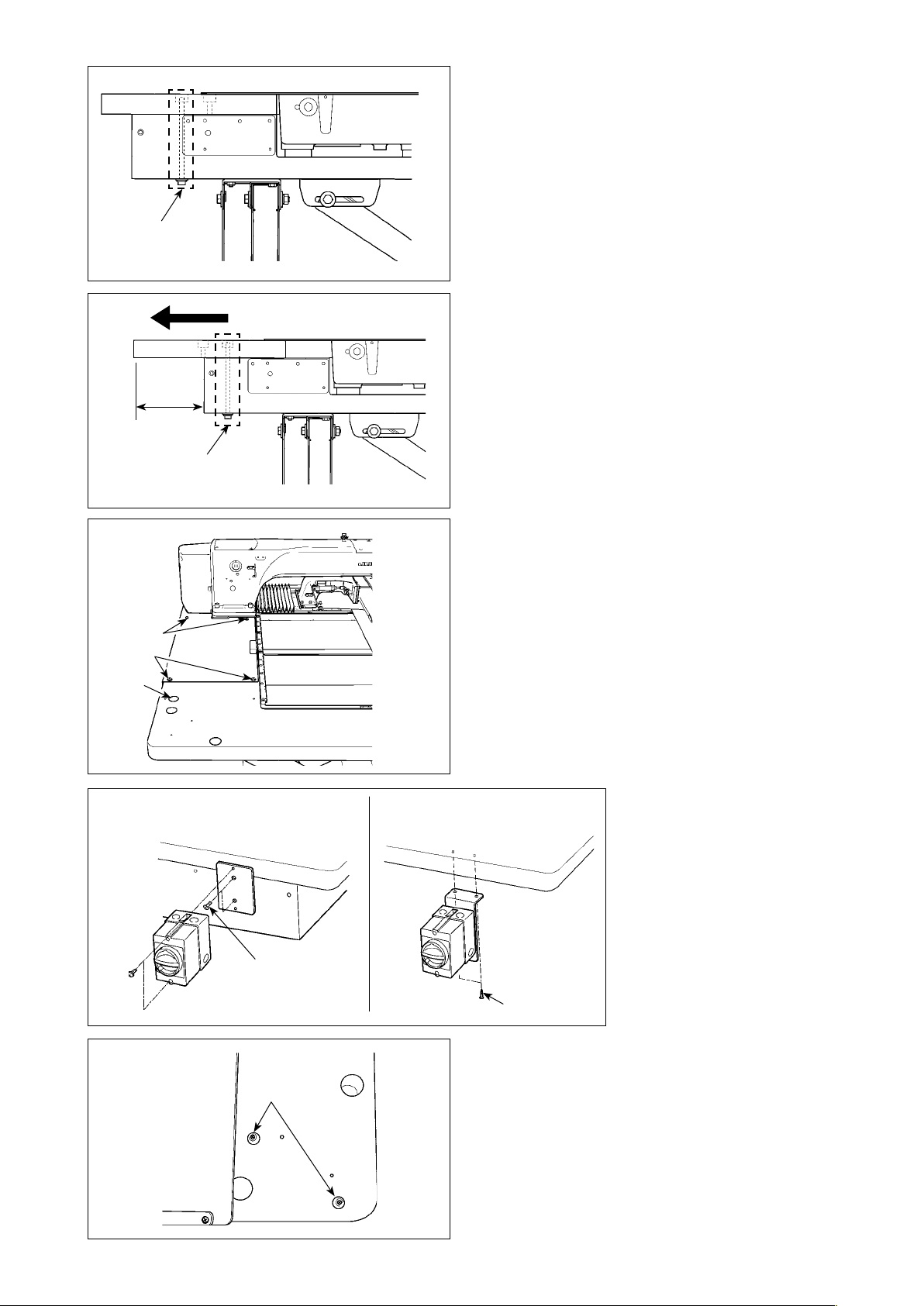
2) Masa standının iki yerinde bulunan tespit cıvatalarını ❸ sökün.
❸
175mm
❶
❷
A
❸
* Aşağıdaki 3) ile 7) arasındaki adımlar, masanın
yeniden monte edilmesi prosedürüdür.
3) Masayı ayarlamak için kaydırırken, masa
standının sonunda yana doğru 175 mm dışarı
çıkmasını sağlayın.
Masayı, masa standının sonunda yine eşit
olarak dışarı çıkacak şekilde (her iki taraftan
yaklaşık 3 mm) yanlamasına ayarlayın.
* Masa eğer boylamasına olarak doğru konumda
değilse, boğaz plakası yardımcı kapağı çıkarılamayabilir.
4) Masa tespit cıvatalarını
, masa standında iki
❸
yerde geçici olarak takın.
5) Kapağı takmak için
ve ❷ vidalarını sıkın.
❶
* Kapak ve diş çekilmiş delik aynı hizada değil-
se, masayı kaydırarak hizalayın.
* Somunu masanın altına taktıktan sonra vidayı
sıkın.
❷
6) Masa tespit cıvatalarını, masa standında iki
yerde iyice sıkın. (Referans olarak: Sıkma
torku : 6 N•m)
7) Kapağı taktıktan sonra, masa tespit cıvatasının
kapağını (A aksesuarı) yerine takın.
AMS-224EN-4530
B
D, E
AMS-224EN-6030
9) Çalışma paneli durdurucularını (
8) AMS-224EN-4530
Düğme montaj plakası-
nı, havşa başlı vida (B
aksesuarı) kullanarak
masaya tespit edin.
Sonra sems vidası kullanarak elektrik düğmesini tespit edin.
AMS-224EN-6030
C
Elektrik düğmesini,
dişi vida (C aksesuarı)
kullanarak masanın sağ alt tarafındaki delikli
yere tespit edin.
D aksesuarı),
ahşap vidaları (E aksesuarı) kullanarak masanın sağında yakındaki delikli yere tespit edin.
– 5 –
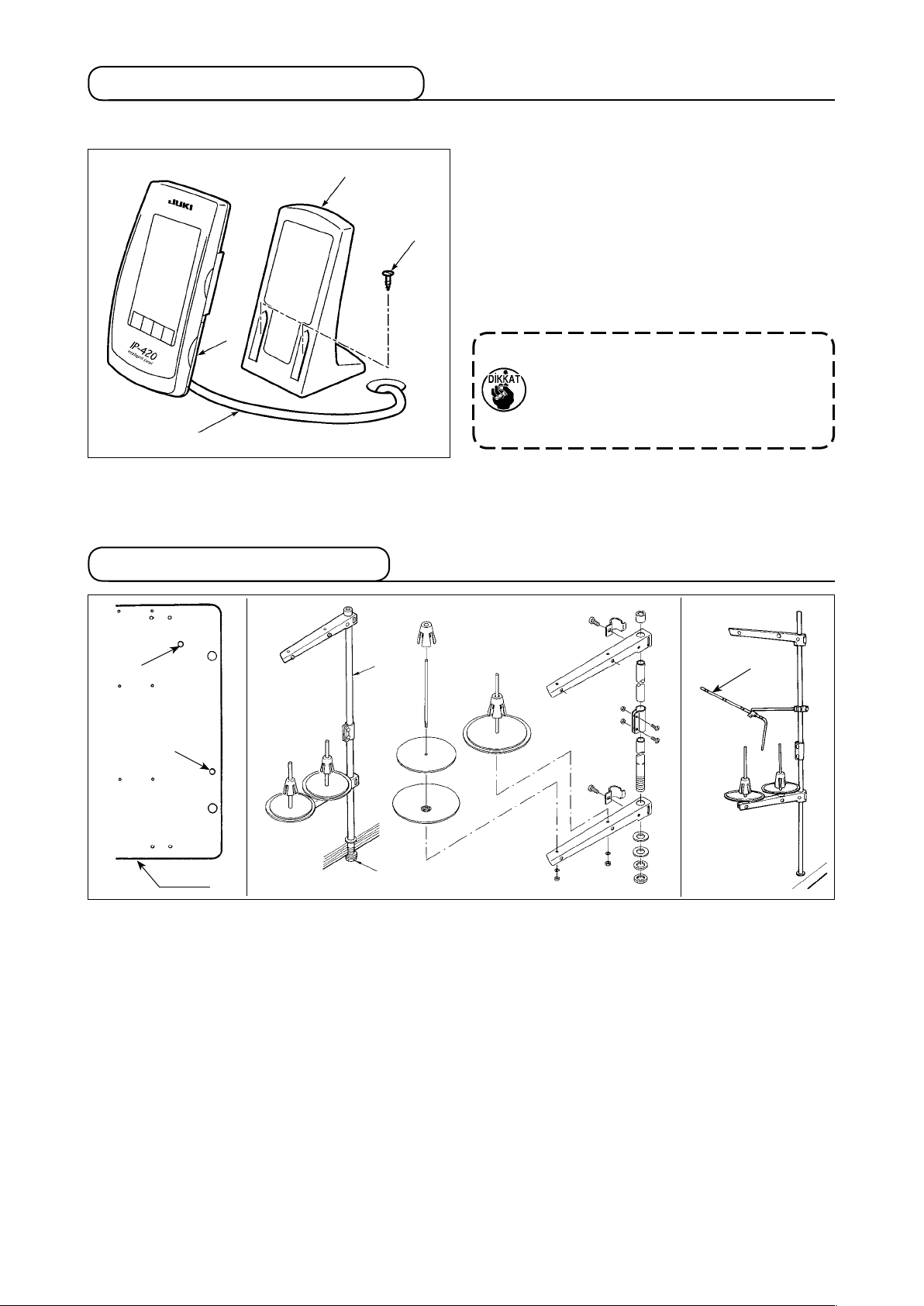
3-3. Kumanda panelinin takılması
1) IP-420 kumanda panelinin takılması
❸
❶
❷
❹
kapağını açın ve ❷ kablosunu çıkarın. Daha
1)
❶
sonra masadaki delikten kabloyu geçirdikten
sonra masanın üst yüzeyindeki panele tekrar
bağlayın.
2) Kumanda paneli tespit tablasını
❸
, tabla
üzerinde çalışmaya uygun olan istediğiniz bir
noktaya; iki adet ağaç vidasını ❹ kullanarak
takın.
Çarptığı takdirde kapağın kırılmasına
yol açacağı için; paneli, X yönü hareket
kapağının veya makine kafası taşıma
sapının temas etmeyeceği şekilde takmaya çok dikkat edin.
3-4. İplik çardağının takılması
A
B
masa
1) İplik çardağını takın. Ardından makine masasının içindeki iplik çardağı montaj deliği
yerleştirin.
2) İplik çardağını tespit etmek için kontra somunu
3) Tavan tesisatı kullanıldığı zaman, gelen elektrik besleme kablosunu destek mili
4) İplik sarkarsa iplik çardağı kılavuz kolunu (montaj)
❷
❶
❶
sıkın.
kullanın.
❸
üzerinden geçirin.
❷
❸
A ya da B’ye
– 6 –
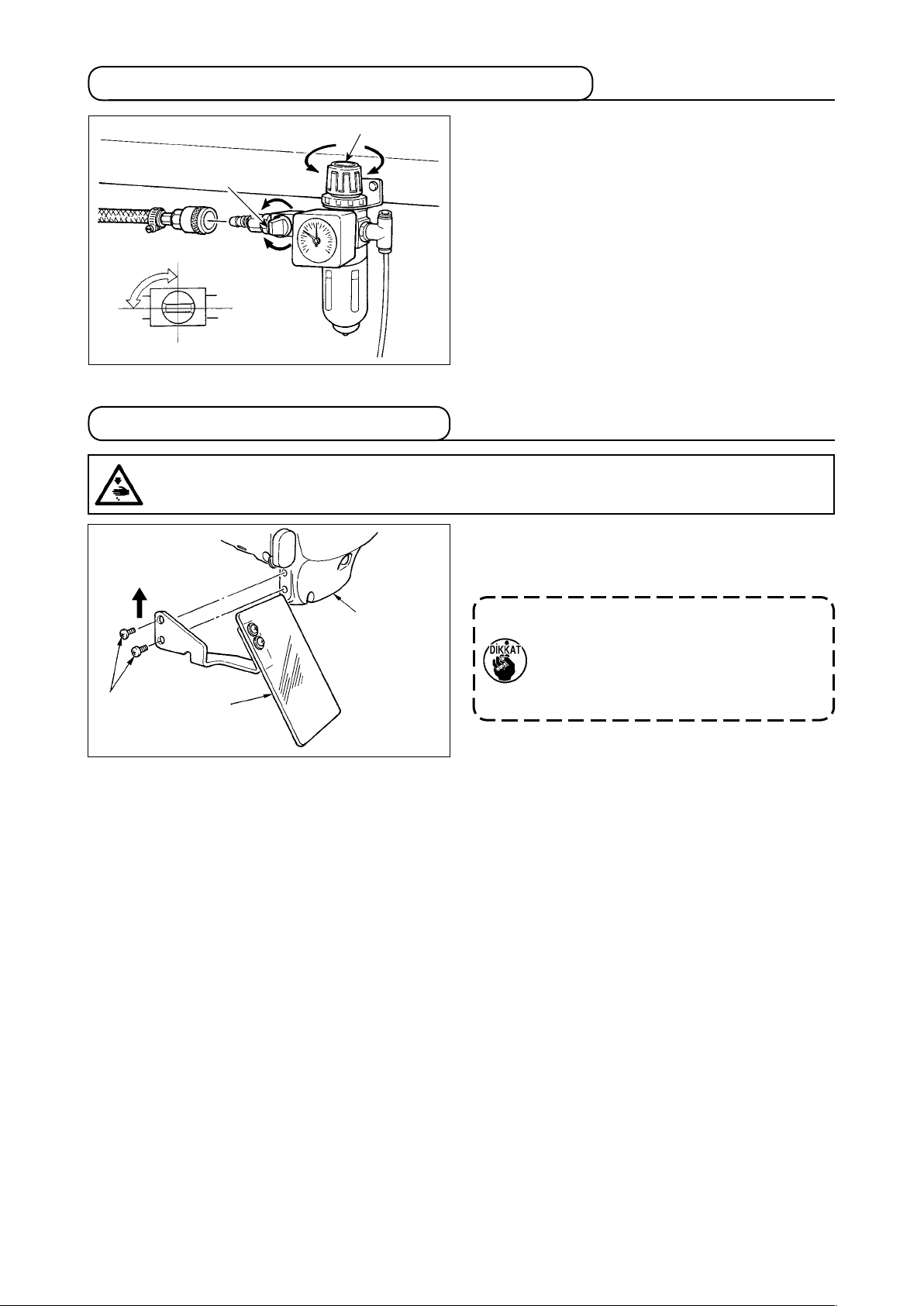
3-5. Hava hortumunun takılması (Sadece havalı tipte)
❷
❶
Kapalı
Açık
3-6. Göz koruyucu kapağın takılması
UYARI:
İğnenin kırılması sonucunda sıçrayacak parçalardan gözünüzü korumak için, bu kapağın takıldı-
ğından kesinlikle emin olun.
A
1) Hava hortumunun bağlanması
Hava hortumunu regülâtöre bağlayın.
2) Hava basıncının ayarlanması
Hava musluğunu
yukarı doğru çekerek çevirin ve hava basın-
❷
açın, hava ayar topuzunu
❶
cını 0.5 ilâ 0.55 Mpa (Azami 0.55 Mpa) arasında olacak şekilde ayarlayın.
* Hava kaçmasını önlemek için; hava musluğunu
kapatın.
❶
Vidalarla
sağlam biçimde plâka kapağına ❸
❷
tespit ettikten sonra, göz koruyucu kapağı ❶ kullanın.
❷
❶
❸
Besleme çerçevesiyle temas etmesini önlemek için, iplik çardağı kılavuz
kolunun (montaj) göz koruyucu kapak
A yönünde basılı olarak takılmış olduğunu kontrol edin.
– 7 –
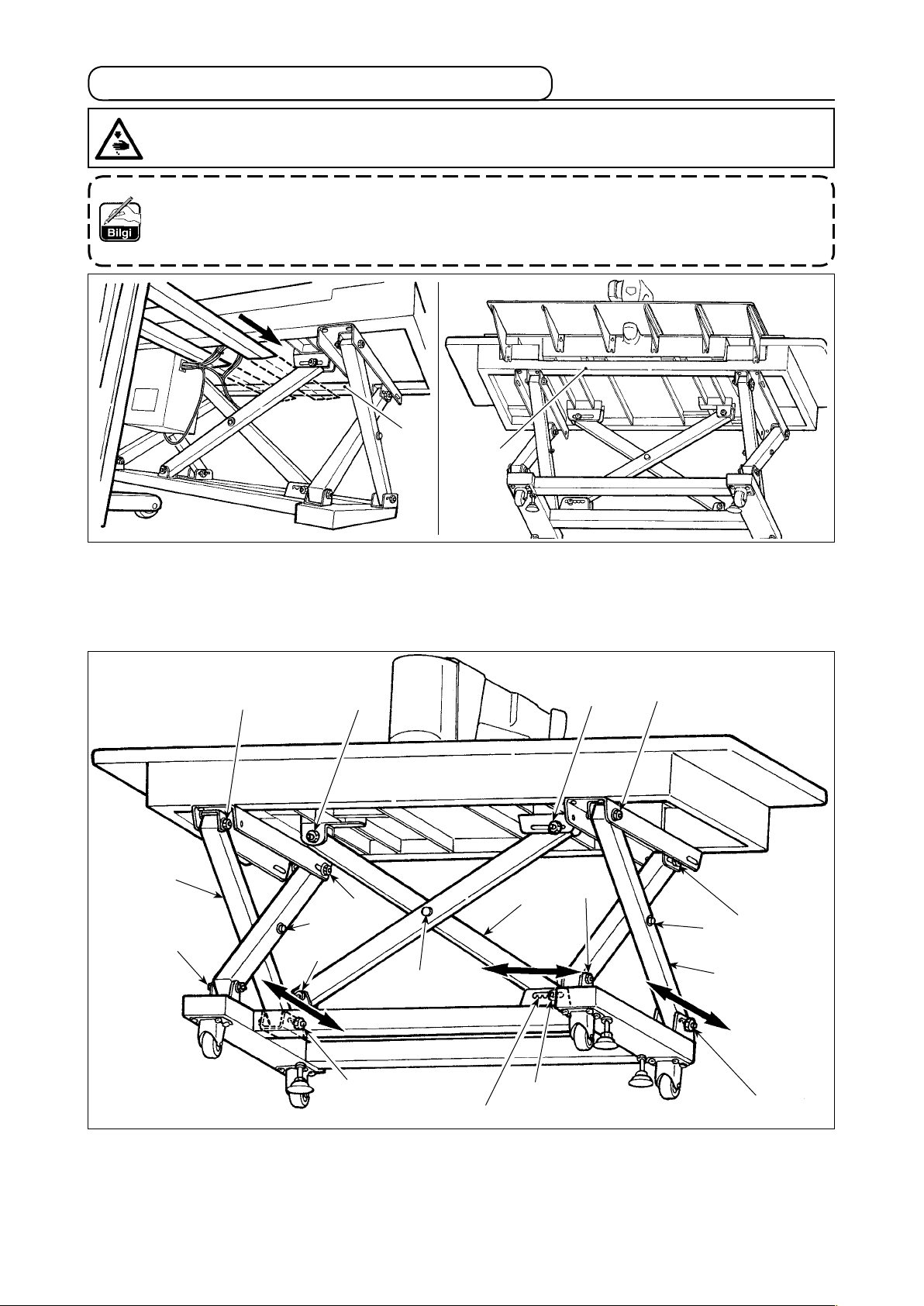
3-7. Masa ve tezgah yüksekliğinin değiştirilmesi
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
Masanın yüksekliği (yerden masaya kadar ölçülen mesafe) altı farklı yükseklik değerine göre
ayarlanabilir.
Makine, teslimat sırasında ②’ye ayarlanmıştır.
870mm ② 897mm ③ 922mm ④ 945mm ⑤ 967mm ⑥ 988mm
①
A
A
1) Şekilde dikiş makinesinin arkasında gösterilen noktada, forklift çatalını üst tezgahın önündeki enine
kirişe A geçirin.
2) Forkliftin çatalını, üst tezgahın alt yüzeyi ile çatalın temas ettiği konuma kadar yükseltin, bu durumda
üst tezgah düşmez.
* Forklift çatalının kabloyu ezmemesine dikkat edin.
❷
❺
❶
❼
❽
❻
❹
ile arasındaki tüm cıvataları gevşetin.
3)
❶
4) Forkliftin çatalını kaldırın,
❸, ❾
Düzenleyici yivler
ve cıvatalarını düzenleyici yivden çıkarın, , ve tezgahla-
❾
❸
rını ok işareti yönünde ilerletin, forklift çatalını ilgili yiv konumlarının birbiriyle çakıştığı konuma indirin.
5)
ve cıvatalarının yivlere emniyetli şekilde yerleştirilmiş olduğunu kontrol edin.
❸, ❾
ile arasındaki tüm cıvataları 45 ± 2 N•m torkla emniyetli şekilde sıkın.
❶
– 8 –

4. DİKİŞ MAKİNESİNİN HAZIRLANMASI
4-1. Yağlama
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
A
B
1) Alttaki
B çizgisi ile üstteki A çizgisi arasında kalan kısmın yağla
dolu olup olmadığını kontrol edin. Yağ miktarı belirtilen seviyeden
daha düşük olduğu takdirde, makine ile birlikte aksesuar olarak
verilen yağı ekleyerek, seviyeyi tamamlayın.
Yağlamada amaçlı yağ haznesi, çağanoz ve dişli kutusunu yağlamak içindir.
Devir sayısı düşük ve yağ miktarı fazlayken, çağanoz için yağ miktarı azaltılabilir.
(108. Sayfada “III-1-10. Çağanoz yağ besleme miktarı” bölümüne bakın.)
1. Aşağıda verilen 2. uyarıya dikkat edin ve yağ haznesi ile çağanoz dışında kalan yerleri
yağlamayın. Parçaların sorun çıkartmasına neden olur.
2. Dikiş makinesini ilk defa veya uzun bir bekleme süresinden sonra kullanırken, makineyi
çalıştırmaya başlamadan önce çağanoz bölümünü bir-kaç damla yağla yağlayın. (Mekiği
çıkarmak için, bakınız
3. Yağlama sırasında, dikiş makinesi masasının ya da makine tezgahının üzerine ayağınızı
koymayın ve tırmanmayın.
103. Sayfada “III-1-2. İğne-çağanoz bağlantısının ayarlanması”
A
B
❶
2) Çağanozun yatağına
❶
bir
damla yağ damlatın ve yüzeye dağılmasını sağlayın.
.)
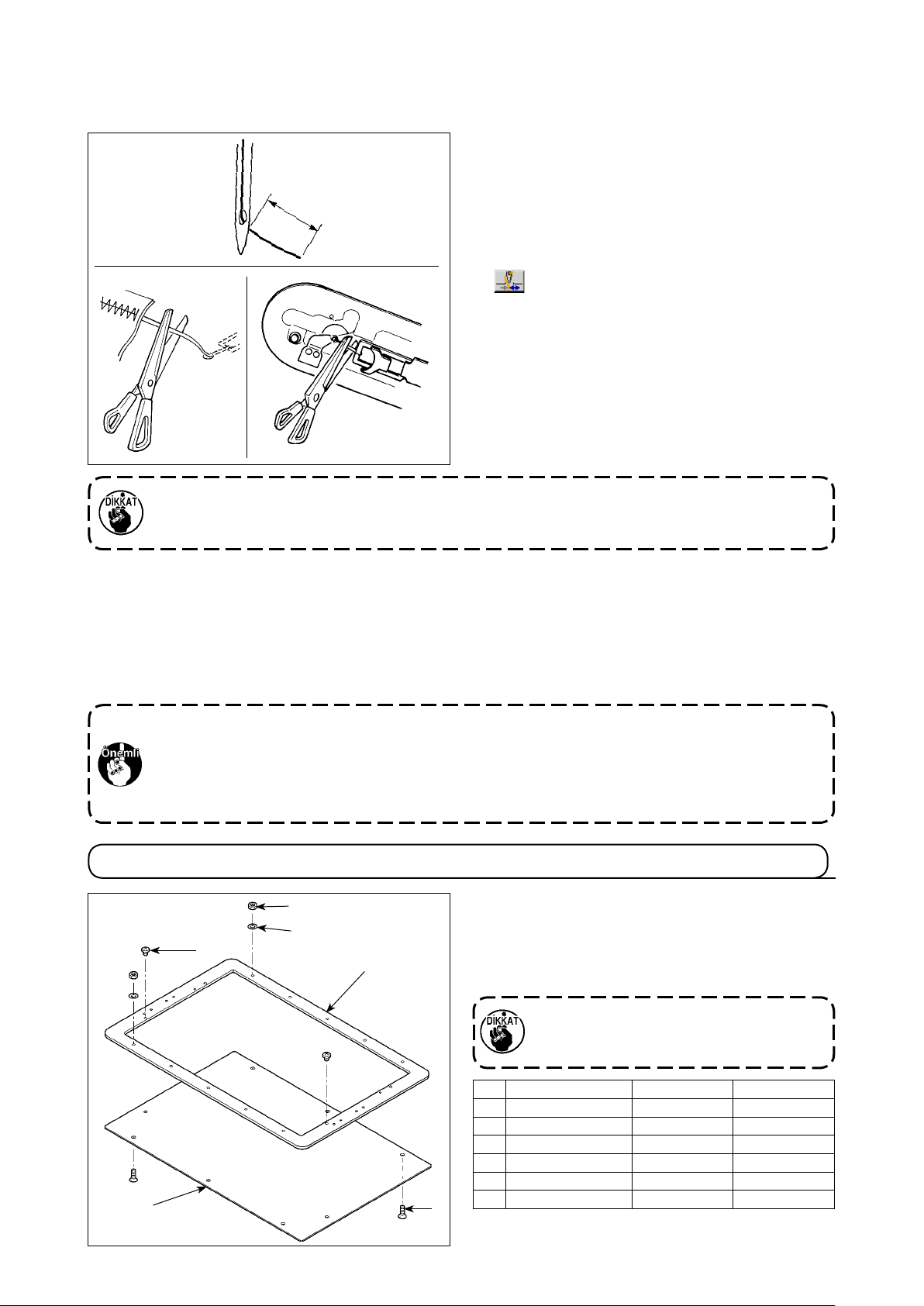
4-2. İğnenin takılması
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
❶
1.5mm
❷
Tespit vidasını ❶ gevşetin ve iğneyi ❷; uzun
kanallı tarafın size bakacak şekilde tutun. Sonra
iğneyi, iğne milindeki kanalına tamamen geçirin ve
tespit vidasını ❶ sıkın.
Tespit vidasını
tornavida kullanmaya çok dikkat edin
(Parça No: 40032763; aksesuar olarak
verilir.) Allen anahtarı (L biçimli, altı
köşeli) kullanmayın. Tespit vidasının ❶
kırılma tehlikesi vardır.
– 9 –
❶ sıkarken, sadece
4-3. Makineye iplik takılması
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
※
Büyük dönüş olması
※
halinde L tipi iplik
kılavuzuna iplik takılması
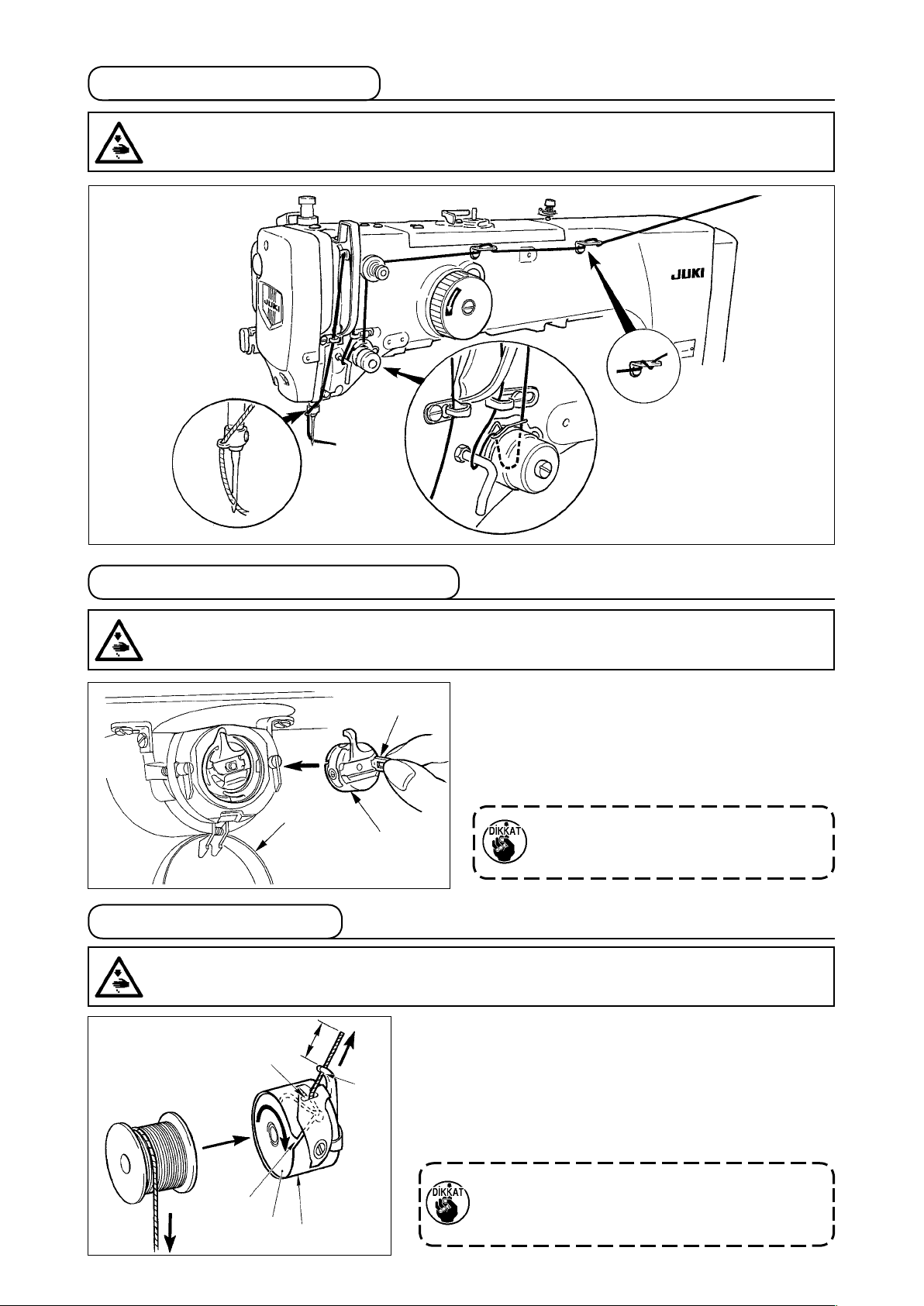
4-4. Mekiğin çıkartılması ve takılması
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
❸
❶
❷
4-5. Masuranın takılması
UYARI:
Makinenin istenmeyen şekilde çalışmasını ve kazalara yol açmasını önlemek için, çalışmaya başla-
madan önce elektriği kesinlikle KAPATIN.
2.5 cm
❹
❺
1) Masurayı
2) İpliği, mekiğin
3) İpliği boynuz bölümünün iplik deliğinden
1) Çağanoz kapağını
2) Mekiğin
mandalını ❸ kaldırıp tutun ve meki-
❷
❶
açın.
ği çıkartın.
3) Mekiği takarken, “tık” sesi duyuluncaya kadar,
mandalı yatırılmış olarak geçirin.
Yerine tam olarak geçirilmediği takdirde, dikiş sürecinde çağanoz ❷
yerinden çıkar.
, çizimde gösterilen yönde mekiğe ❷ takın.
❶
iplik kanalından ❸ geçirin ve geçti-
❷
ği yönde çekin. Bunu yaparken ipliği tansiyon yayının
altından geçirin ve yarıktan ❹ dışarı çıkartın.
geçirin ve iplik
❺
deliğinden dışarıya doğru yaklaşık 2.5 cm kadar çekin.
❸
❶
❷
Masura ters yöne bakacak şekilde mekiğe
takıldığı takdirde, çağanoz ipliğinin masuradan
çekilişi ve buna bağlı olarak masuranın dönüşü
düzensiz olur.
– 10 –
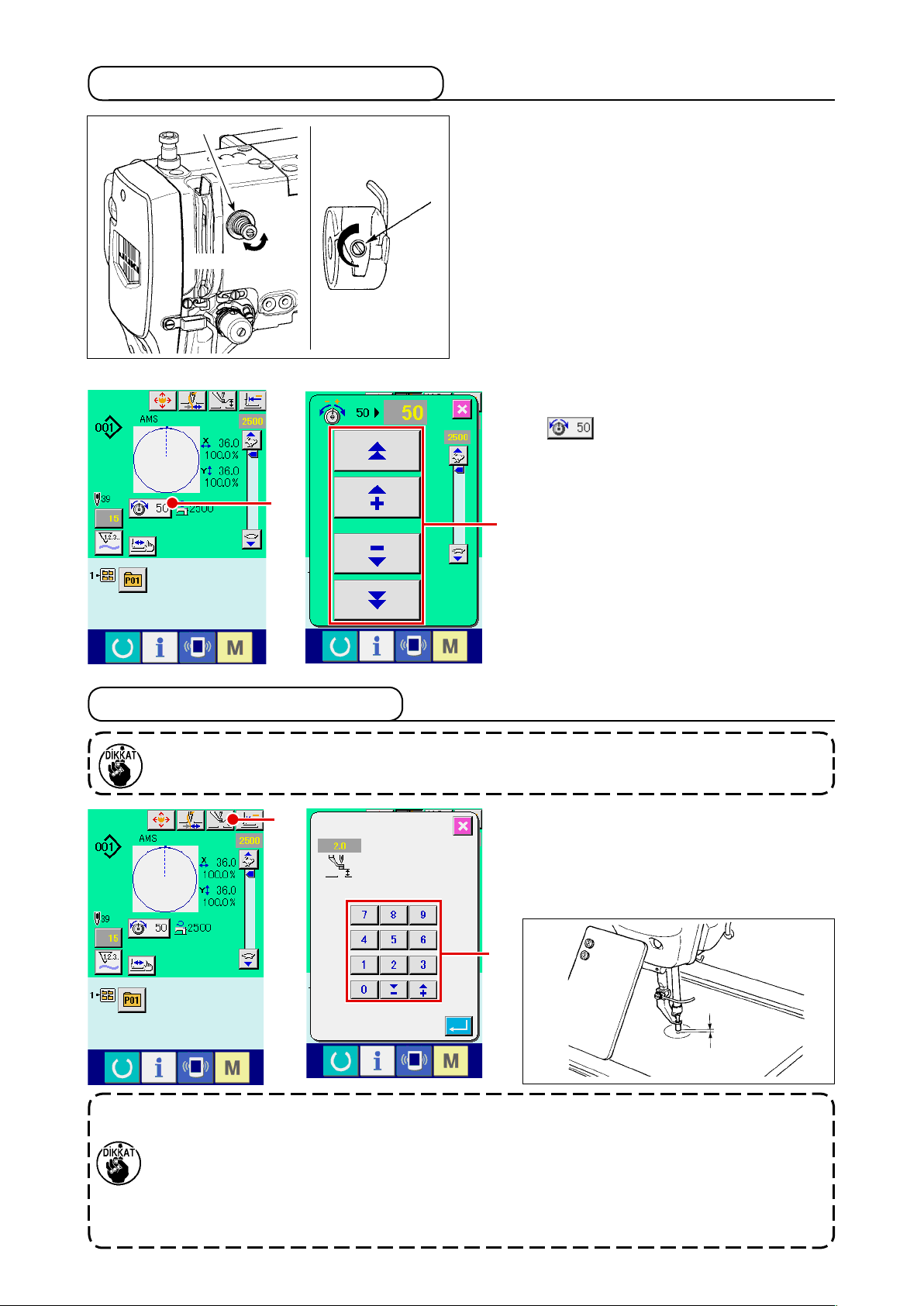
4-6. İplik tansiyonunun ayarlanması
❶
Daha
uzun
Daha kısa
İğne iplik tansiyonunun ayarlanması
A
1 Numaralı iplik tansiyon ünitesi ❶ saat yönüne
çevrildiği takdirde, iplik kesme işleminden sonra
iğnede kalan iplik miktarı kısalır. Saat yönünün
tersine çevrildiği zaman, iplik miktarı daha uzun
❷
olur.
İğnede kalan iplik miktarını, ipliğin iğneden kaçmasına neden olmayacak kadar kısaltın.
İğne ipliğinin tansiyonunu; kumanda panelinden
ve masura ipliği tansiyon ünitesinden ❷ ayarlayın.
1) Dikiş ekranında, İPLİK TANSİYONU tuşunu
2) Kaydırma düğmesini
A
seçin.
kullanarak üst iplik
B
gerginliğini ayarlayın. Ayar aralığı 0 ile 200
arasındadır.
Düzenleme değeri arttığı zaman, tansiyon
B
B
daha yüksek olur.
* Standart teslimat sırasında ayar değeri 50
ise, iplik gerginliği 2.35 N olarak ayarlanmıştır (50 numara bükümlü iplik).
(1. Numaralı iplik tansiyon elemanı serbest
bırakıldığı zaman.)
4-7. Orta baskı ayağı yüksekliği
Orta baskı ayağının yüksekliğini arttırırken, iğne milini indirmek için kasnağı elinizle yavaşça çevirin ve iğne milinin orta baskı ayağına çarpmadığından emin olun.
A
2. Orta baskı ayağının yüksekliğini arttırırken veya daha kalın bir iğne kullanırken, tokatlama
1. Orta baskı ayağının ayar kademesi, standart olarak 3.5 mm yüksekliğe kadardır. Ancak
U112 bellek düğmesi kullanılarak ayar aralığı maksimum 7 mm’ye kadar çıkarılabilir.
ile parçalar arasında yeterli mesafe bulunduğundan emin olun. Güvenli mesafe olmadığı
takdirde, tokatlama kullanılamaz. Tokatlama anahtarını KAPATIN. Bunların yanı sıra, fabrikadan teslim sırasında yapılan ayar yerine; orta baskı ayağı yüksekliğinin; sadece orta baskı
ayağı en alt konumdayken tokatlamanın süpürmeyi gerçekleştirebileceği şekilde ayarlanması
gerektiğini unutmayın. (Hafıza düğmesi U105)
ORTA BASKI AYAĞI DÜZENLEME tuşuna
basın ve SAYISAL tuşları B kullanarak,
A
orta baskı ayağının alt ucu ile kumaş arasındaki mesafeyi 0.5 mm olarak (kullanılan
iplik kalınlığı) ayarlayın.
B
0.5 mm
– 11 –
4-8. Hareketli tansiyon yayının ayarlanması
1) Strok ayarı
❶
❸
Tespit vidasını
grubunu ❸ çevirin.
Grubun saat yönüne çevrilmesi, hareket mik-
❹
tarını arttırır ve buna bağlı olarak çekilen iplik
miktarı artar.
2) Basıncın ayarlanması
Hareketli tansiyon yayının
Artar
Azalır
tirmek için; iplik tansiyon milinin ❹ kanalına
düz tornavidayı oturtun ve vidayı ❷ sıkarak mili
çevirin. Milin saat yönüne çevrilmesi, hareketli
tansiyon yayının basıncını arttırır. Saat yönünün tersine çevrildiği zaman, hareketli tansiyon
❷
yayının tansiyonu azalır.
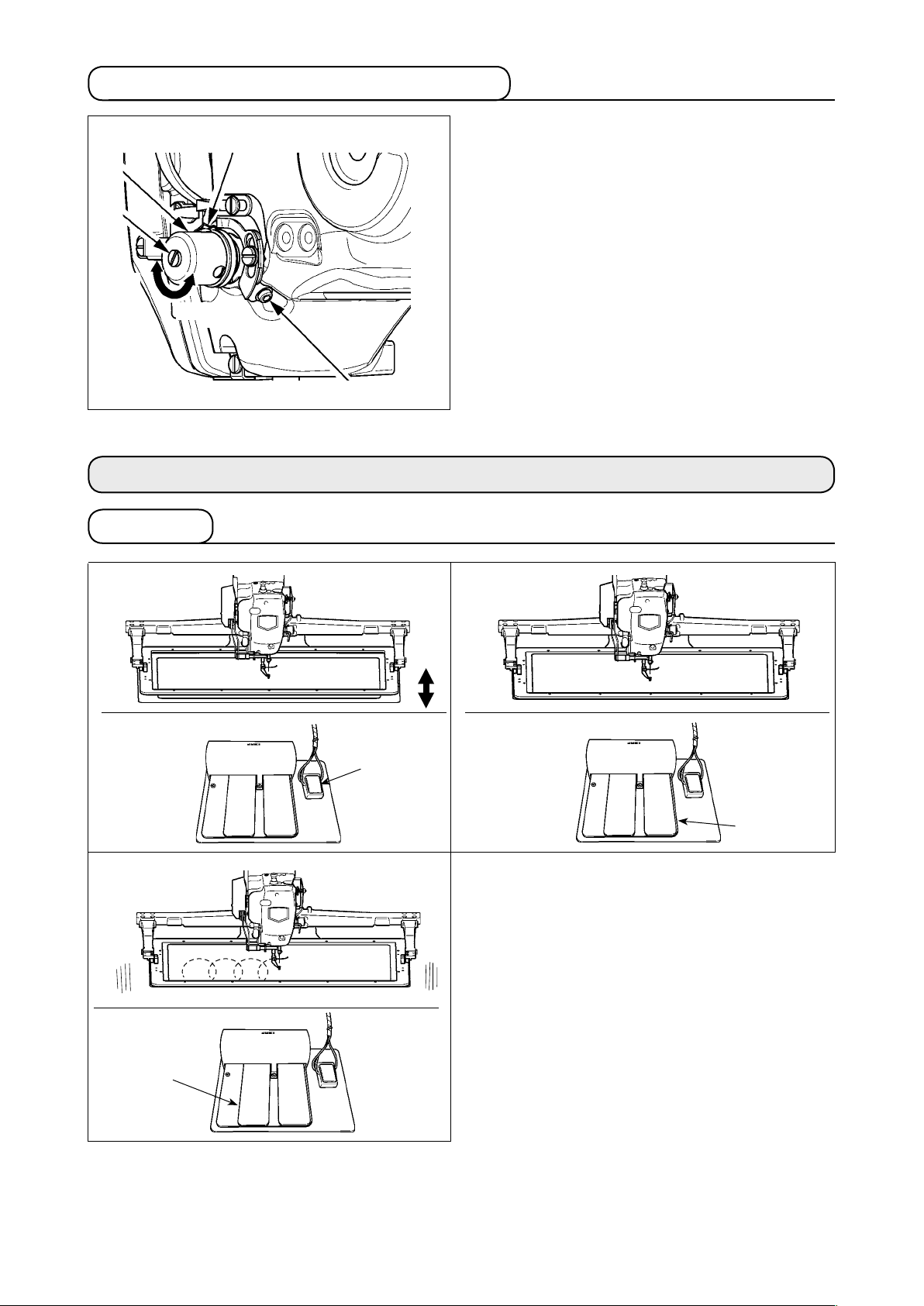
5. DİKİŞ MAKİNESİNİN KULLANILMASI
5-1. Dikiş
gevşetin ve iplik tansiyon
❷
basıncını değiş-
❶
1) 2)
A
3)
C
B
[Mekanik valf pedalı halinde]
1) Besleme çerçevesinin altına iş parçası koyun,
pedal düğmesinin pedalına A basın. Bu durumda besleme çerçevesi aşağı iner.
Pedala basılmadığı zaman, besleme çerçevesi
başlangıçtaki konumuna döner.
Besleme çerçevesinin iniş hızı, basma gücüne
bağlı olarak değişir.
Parçaları yerleştirirken kullanılır.
2) İş parçasını ve baskı pedalını
yerleştirirken,
B
besleme çerçevesi alta inip iş parçasını tutar.
3) Besleme çerçevesi en aşağı indiğinde pedala
basınca dikiş başlar.
C
[2-adım stroklu pedal için (PK47)]
* Bakınız 79. Sayfada “II-2-29. 2 adim strok fonksiyonunun kullanimi”.
– 12 –
5-2. İğne ipliği kavrama cihazı
İğne ipliği kavrama cihazını kullanarak, yüksek devirli dikiş başlangıcındaki sorunlar (iğne ipliğinin kaçması, dikiş atlatma veya iğne ipliğinin lekelenmesi) önlenir ve bir yandan dikişin dengeli olması sağlanırken, öte yandan da kumaşın ters tarafında ipliğin toplanması (düğüm olması) önlenir. IP-420 takıldığı
zaman; AÇIK/KAPALI değiştirme hareketi,
tuşu ile gerçekleştirilir. İğne ipliği kavrama cihazı KAPALI
olduğu zaman, makine dikiş işlemine otomatik olarak yavaş başlar.
U35 Numaralı hafıza düğmesi : konumuna getirildiği zaman (engellenmiş), iplik kav-
rama cihazı çalışmaz. Buna ek olarak
tuşu da etkisiz hale gelir.
* İğne ipliği kavrama cihazını kullanırken özel olarak dikkat edilmesi gereken noktalardır.
İplik tutucu cihazın belirlendiği bellek düğmelerinin içeriği için aşağıdaki listeye bakınız.
Dikiş makinesi tipi
AMS-224ENHS H tipi
İplik kavrama
cihazı tipi
U69 U70
1 : H tipi ince iplik (standart) (#50 ilâ #8)
2 : H tipi orta (#20 ilâ #5)
3 : H tipi kalın iplik (#5 ilâ #2)
Hafıza tuşu
0 : Ön
1 : Arka (standart)
[İplik kavrama ünitesine göre]
U69 bellek düğmesinin ayar değerini, iğne ipliğinin kalınlığına bağlı olarak değiştirin. Değer 1 olarak
ayarlanmıştır: Teslimat sırasında ince iplik. Komut edilebilir değer, Ayar Değeridir. Ayar Değeri: #50 ilâ
#8 iplik değeri için 1; Ayar Değeri: #20 ilâ #5 iplik değeri için 2 ve Ayar Değeri: #5 ilâ #2 iplik değeri için 3.
(Değer gerçek iplik kalınlığına ve dikilen kumaşın cinsine bağlı olarak değişir.)
İğne ipliğinin kumaşın yanlış tarafında kalması durumunda, ayar değerini yeniden düzenleyin. Buna ek
olarak U70 hafıza tuşunun yardımıyla iğne ipliği kavrama konumunun seçilmesi de mümkündür. Dikiş
malzemesi, 5 ile 2 numara arasında kalın iplik kullanımı ya da başka bir nedenle dikiş başlangıcında içe
doğru kıvrılır ya da gömülürse, Bellek tuşu U70 yardımıyla iplik tutucunun
Hafıza tuşunun, iplik kavrama ünitesi tipine göre düzenlenmiş olan değerini kullanın. Ayar
değeri yanlış olduğu zaman, iplik kavrama ünitesi işlevlerini doğru biçimde yerine getiremez. Bu nedenle, dikkatli olun.
arka konumunu seçin.
– 13 –
(1) İplik kavrama işlevinden (hareket) yararlanılacağı zaman, dikiş başlangıcındaki iğne ipliği miktarını
40 ilâ 50 mm olarak ayarlayın. İğne ipliğinin boyu çok fazla uzun olduğu takdirde, iğne ipliği kavrama
ünitesi tarafından tutulan iplik, dikişin içine çekilir ve sarılır.
1)
1) İğne ipliği kavrama ünitesi kullanıldığı zaman,
iğne ipliğinin standart ölçüsü 40 ilâ 50 mm arasındadır.
40 ilâ 50 mm
2) İplik değiştirme veya benzer işlemlerden sonra
ya da dikiş sırasında iğne ipliğinin elle tutulması sonucu iğne ipliği uzun kaldığı takdirde; tuşa
3)
basarak; İPLİK KAVRAMAYI KAPATIN.
3) İğne ipliği kavrama cihazı tarafından tutulan
iğne ipliği dikişin içine çekildiği, dikiş hatasına
yol açtığı veya iğne ipliği, iğne ipliği kavrama
cihazına dolaştığı zaman; kumaşı zorlayarak
çekmeye teşebbüs etmeyin, dolaşan veya
takılan iplikleri makas ya da benzeri ile keserek kumaşı çıkartın. Dikiş başlangıcındaki iğne
ipliği nedeniyle dikişler sökülemez.
Kalın iplik kullanırken iğnedeki iplik aşırı uzun ise, iğne ipliği tutucusunun yakaladığı iğnenin ucu dikiş yerinde yuvarlanır, bu da malzemenin yerinden kaymasına ya da iğnenin
kırılmasına neden olabilir.
(2) İplik kavrama cihazı kullanıldığı ve dikiş başlangıcındaki iğne ipliği kumaşın yüz tarafında görüldüğü
takdirde, dikiş başlangıcındaki (2 ilâ 3 dikiş) iplik tansiyonunu düşürün ve masura ipliğinin daha az
göze çarpmasını sağlayın.
[Ayar örneği]
Tansiyon ayarı “35” olarak seçildiği zaman; dikiş başlangıcındaki 1 ilâ 2 dikiş için dikiş tansiyonu “20” olur.
* Dikiş başlangıcındaki iplik tansiyon ayarı için;
32. Sayfada “II-2-8. İğne giriş noktası değiştirme
işleminin gerçekleştirilmesi” bölümüne bakın.
1. Bazı desenlerde iplik, dikiş başlangıcında içeriye çekilebilir. Ayarlar (1). veya 2). basamaktaki yapıldıktan sonra da iplik içeri çekildiği takdirde, dikiş makinesini kullanırken iplik
kavrama ünitesini KAPATIN.
2. İplik kavrama cihazına atık iplikler dolaştığı veya hav biriktiği zaman, iplik kavrama ünitesinin işlevleri hatalı olabilir. 107. Sayfada “III-1-7. İğne ipliği kavrama cihazı”
bölümüne bakarak, iplik atıklarını ve havları temizleyin.
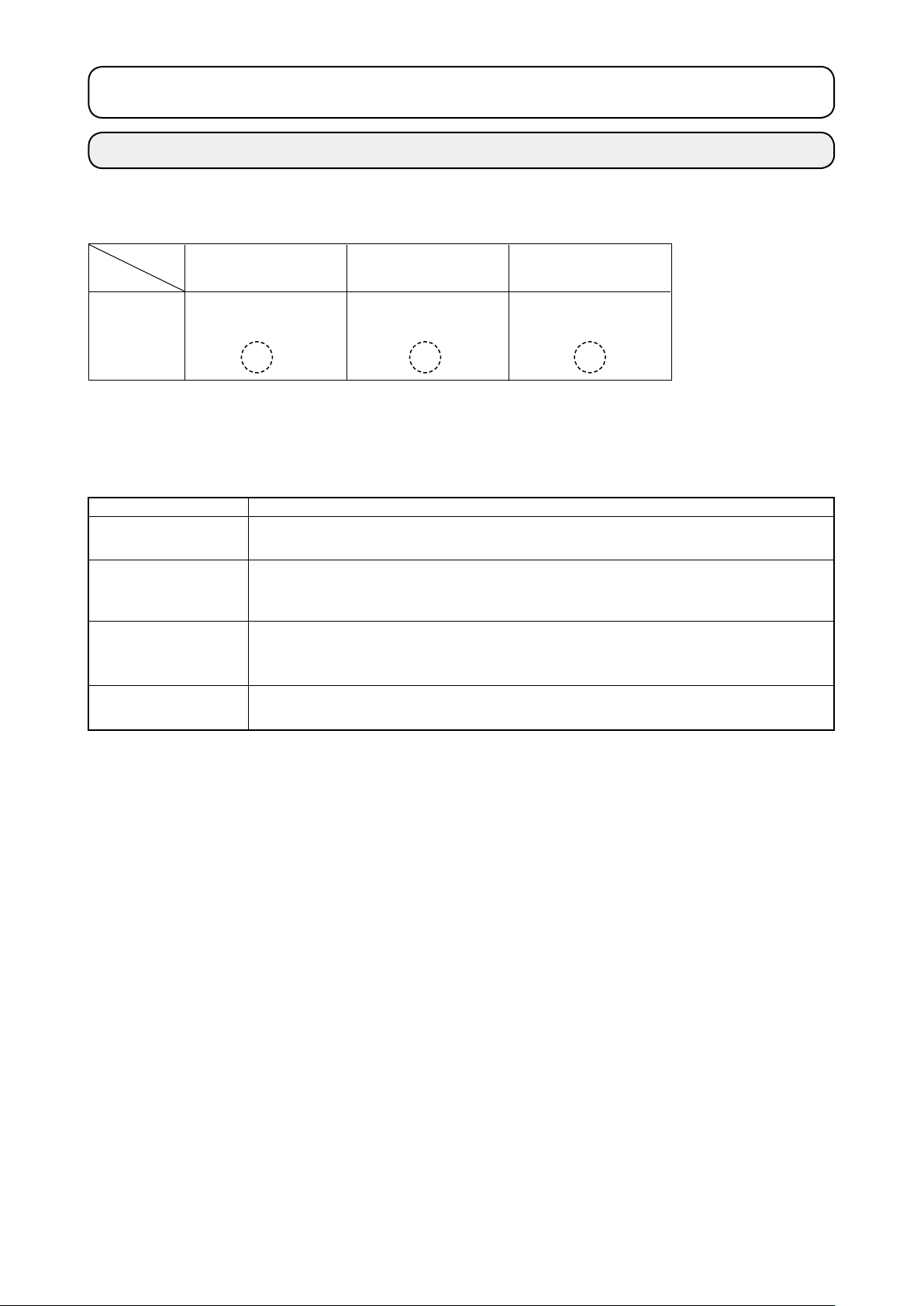
5-3. Plastik boş plakanın kullanımı (makineyle birlikte aksesuar olarak temin edilir)
❺
❹
❻
❷
1) Makineyle birlikte temin edilen plastik boş plakayı dikiş desenine göre şekillendirin.
2) Plastik plastik boş plakayı şekilde gösterildiği
gibi besleme çerçevesine takın.
Gerekiyorsa plastik boş tabaka ile birlikte
makineyle temin edilen bir sünger tabakası
ya da lastik bir tabaka kullanın.
❶
❸
– 14 –
4530 6030
Plastik boş tabaka 40072147 40072148
❶
Besleme çerçevesi
❷
Setuskur SM1041401SN SM1041401SN
❸
Pul WP0430801SC WP0430801SC
❹
Somun NM6040001SC NM6040001SC
❺
Tespit vidası SM4040501SP SM4040501SP
❻
40072138 40072139
II.
KUMANDA BÖLÜMÜ (PANEL İLE İLGİLİ BİLGİLER)
1. GİRİŞ
Üniteyle birlikte temin edilen ortam, aşağıdaki servis özelliklerini taşır.
AMS-224EN çalışma paneli aşağıdaki üç tipten biridir.
Alan
4530
6030
H tipi, G tipi
(Suni deri)
ø 60 Adım 3.6 mm
Desen No. 101
H tipi, G tipi
(Blucin)
ø 60 Adım 3 mm
Desen No. 102
1) IP-420 ile kullanılan dikiş veri türü
Her panelin kullandığı dikiş verileri, aşağıda gösterilmiştir.
Desen isim
Kullanıcı deseni
Vektör biçemli veri
M3 veri
Dikiş standart biçemi
Karta kaydedilebilen desenler
Azami 999 adet desen kaydedilebilir.
Uzantısı “VDT” olan dosyalar.
Veriler hafıza kartından okunur.
Azami 999 adet desen kullanılabilir.
AMS-210D serisi desen verisi.
AMS-210D serisinin disketinden, hafıza kartına kopyalanarak kullanılır.
Azami 999 adet desen kullanılabilir.
Uzantısı “DAT” olan dosyalar.
Hafıza kartından okunur. Azami 999 adet desen kullanılabilir.
Tanımlama
H tipi, G tipi
ø 60 Adım 2.5 mm
Desen No. 103
2) AMS-210D serisi verilerinin (M3 veri); AMS-224EN ile kullanılması
M3 verilerin AMS-210E ile kullanılması için iki yöntem vardır.
IP-420 kullanarak okuma
①
PC (bilgisayar) kullanarak AMS-210D disketindeki M3 verileri okuyun ve dosyayı (¥AMS¥AMS00xxx.
M3) hafıza kartının ¥AMS dosyasına kopyalayın. Hafıza kartını IP-420 ‘e takın ve M3 verilerinden
Desen No. xxx 2 seçin.
PM-1 kullanılarak verilerin vektör biçemli veriye dönüştürülmesi
②
PM-1 ile verileri vektör biçemli veriye dönüştürün (Ayrıntılar için PM-1 ‘in Yardım 'ına bakın). Vektör
biçemine dönüştürülen verileri, hafıza kartının ¥VDATA klasörüne kopyalayın.
Hafıza kartını IP-420 ‘ye takın ve Desen numarasını seçin.
– 15 –
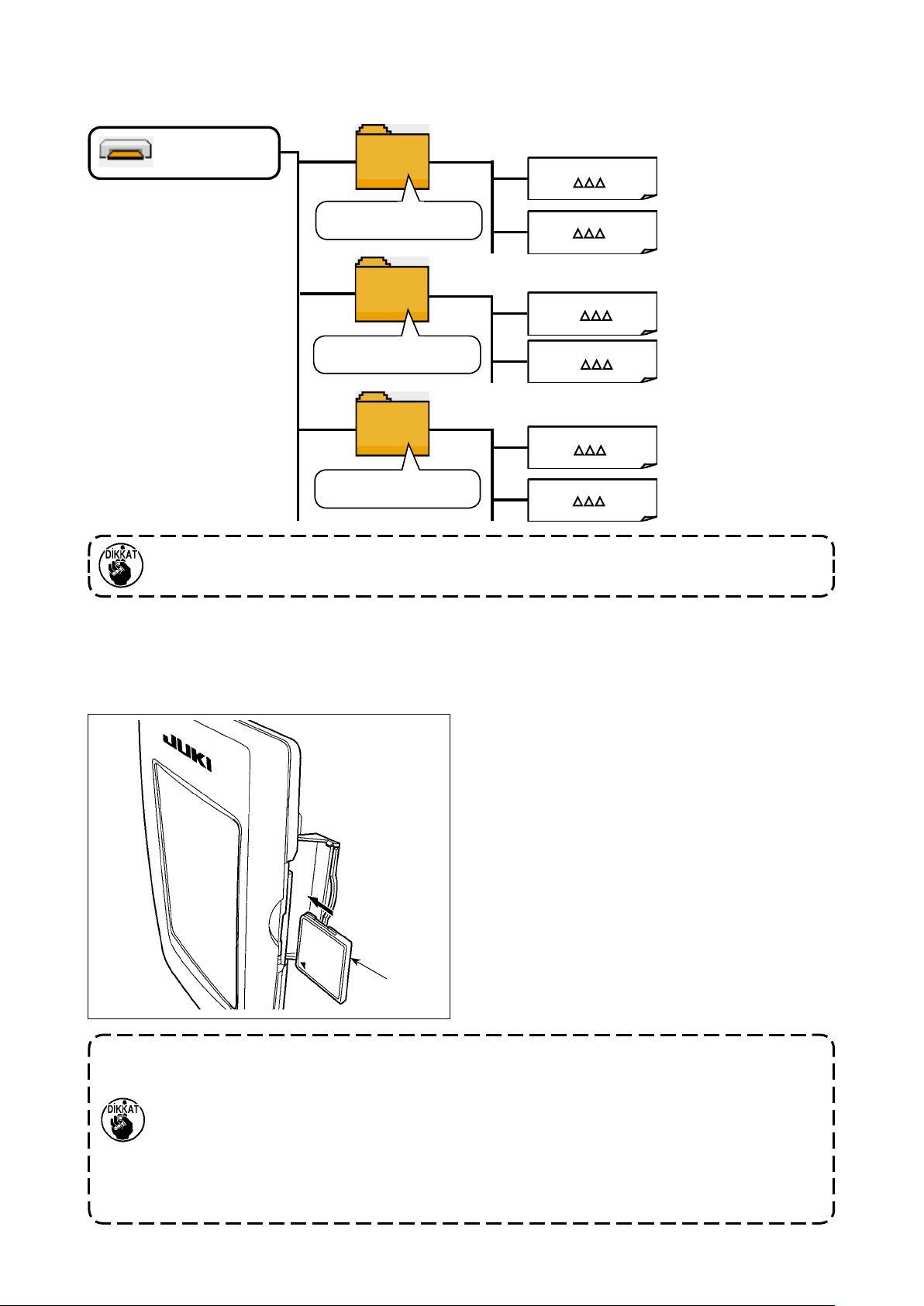
3) Hafıza kartı klasör yapısı
Her bir dosyayı, hafıza kartının aşağıdaki dizinine kaydedin.
Hafıza kartı
sürücüsü
VD ATA
Vektör biçemli veriyi
kaydedin.
VD00
VD00
. VDT
. VDT
Vektör biçemli veri :
¥VDATA ‘ya kaydedin.
M3 veriyi kaydedin.
Dikiş standart verisini
Yukarıda belirtilen dizinlere kaydedilmeyen veriler, okunamazlar. Bu nedenle, dikkatli olun.
4) CompactFlash (TM)
CompactFlash’ın (TM) yerleştirilmesi
■
AMS
SD ATA
kaydedin.
Hafıza kartı
AMS0
. M3
M3 veri :
¥AMS ‘a kaydedin.
AMS0
SD00
SD00
. M3
. DAT
. DAT
Dikiş standart biçemi :
¥DATA ‘ya kaydedin.
1) “CompactFlash (TM)” ürününün etiketli yanını
bu tarafa doğru çevirin (kenardaki çentiği arkaya
getirin) ve üzerinde küçük delik olan parçayı
panele yerleştirin.
2) Bellek aracının yerleştirdikten sonra kapağı
kapatın.
Bellek ortamı temas ettiği için kapak
kapanmıyorsa şu kontrolleri yapın:
• Bellek aracı güvenilir şekilde arka yönde
itildi mi?
• Bellek aracının yerleştirilme doğrultusu doğru
mu?
1. Ortamın takma yönü yanlışsa, panel veya ortam zarar görebilir.
2. “CompactFlash (TM)” dışında başka bir şey takmayın.
3. IP-420’deki ortam yuvası, 2 GB ya da daha düşük CompactFlash (™) içindir.
4. IP-420’deki ortam yuvası, CompactFlash (TM) formatı olan FAT16’yı destekler. FAT32
desteklenmez.
5.
Mutlaka IP-420 ile formatlanmış “CompactFlash (TM)” kullanın. “CompactFlash (TM)” formatlama prosedürü için
leştirilmesi”
bölümüne bakınız.
; 78. Sayfada “II-2-28. Hafıza kartı biçimlendirme işleminin gerçek-
– 16 –
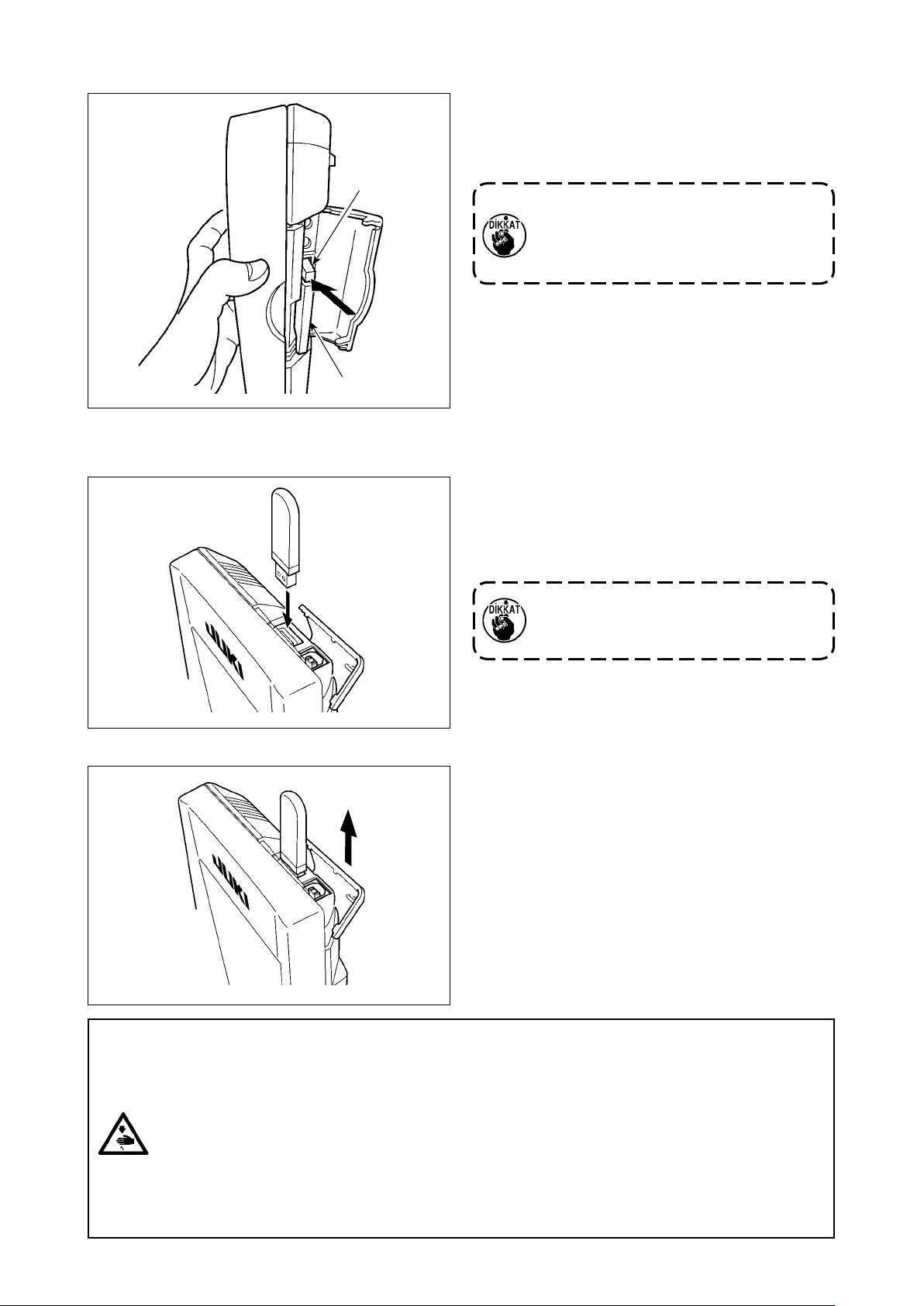
CompactFlash’ın (TM) çıkarılması
■
1) Paneli bir elinizle tutun, diğeri ile kapağı açın
ve hafıza kartı çıkartma koluna ❶ basın. Hafıza kartı ❷ dışarıya itilir.
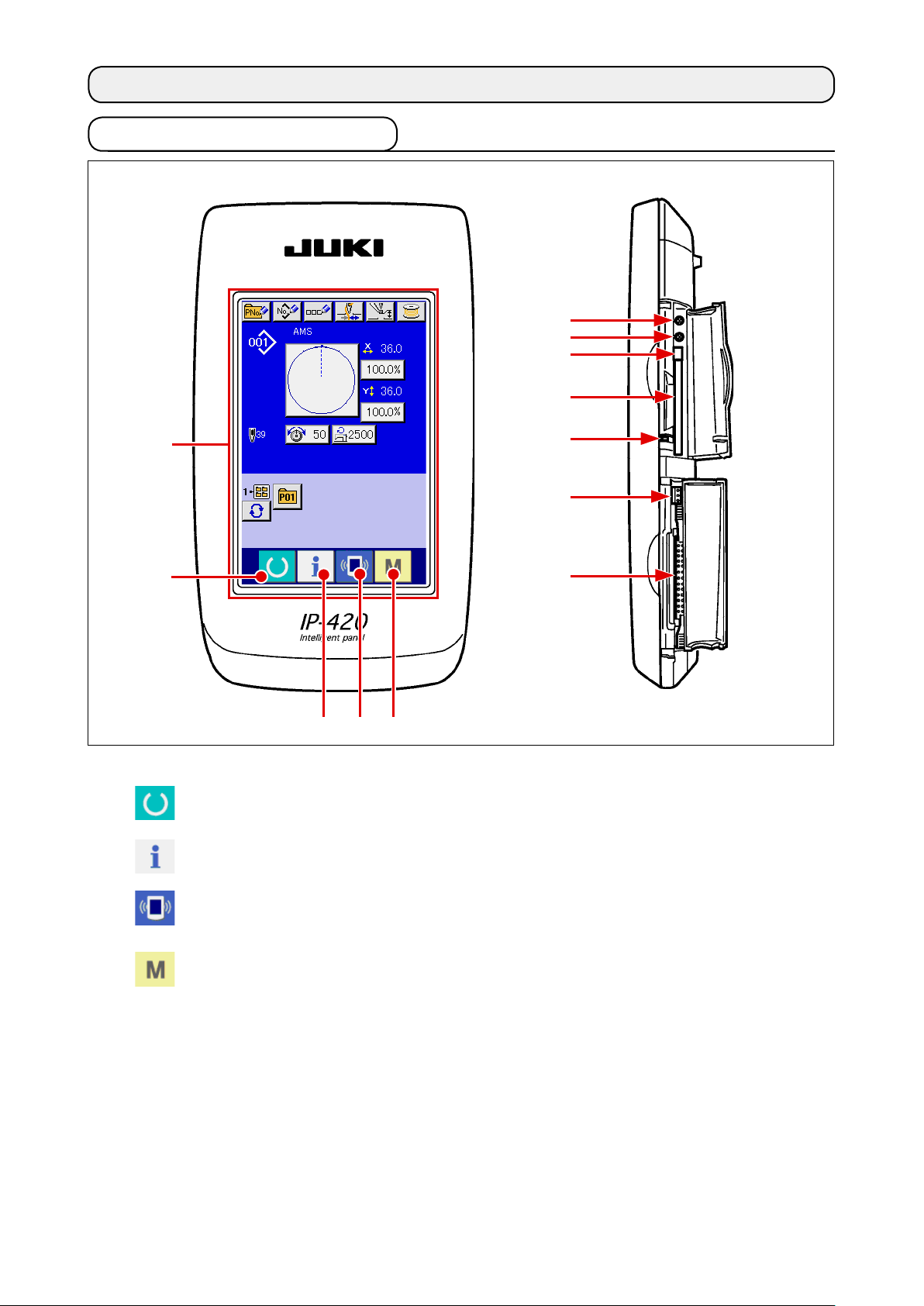
5) USB port
USB porta cihaz yerleştirilmesi
■
❷
❶
Kola ❶ çok sert veya hızlı basıldığı
takdirde hafıza kartı ❷ kırılabilir ya da
dışarı fırlayıp yere düşerek hasar görebilir.
2) Hafıza kartını
, bulunduğu konumu bozma-
❷
dan tutup çekerek, çıkartma işlemini tamamlayın.
Üst kapağı kaydırın ve USB cihazı USB girişine
takın. Ardından, USB cihazdan kullanılacak olan
verileri ana gövdeye kopyalayın.
Verileri kopyaladıktan sonra USB cihazı çıkarın.
USB terminalini korumak için, USB aş
bellek dikiş makinesine takılıyken en
çok 10 dikiş yapın.
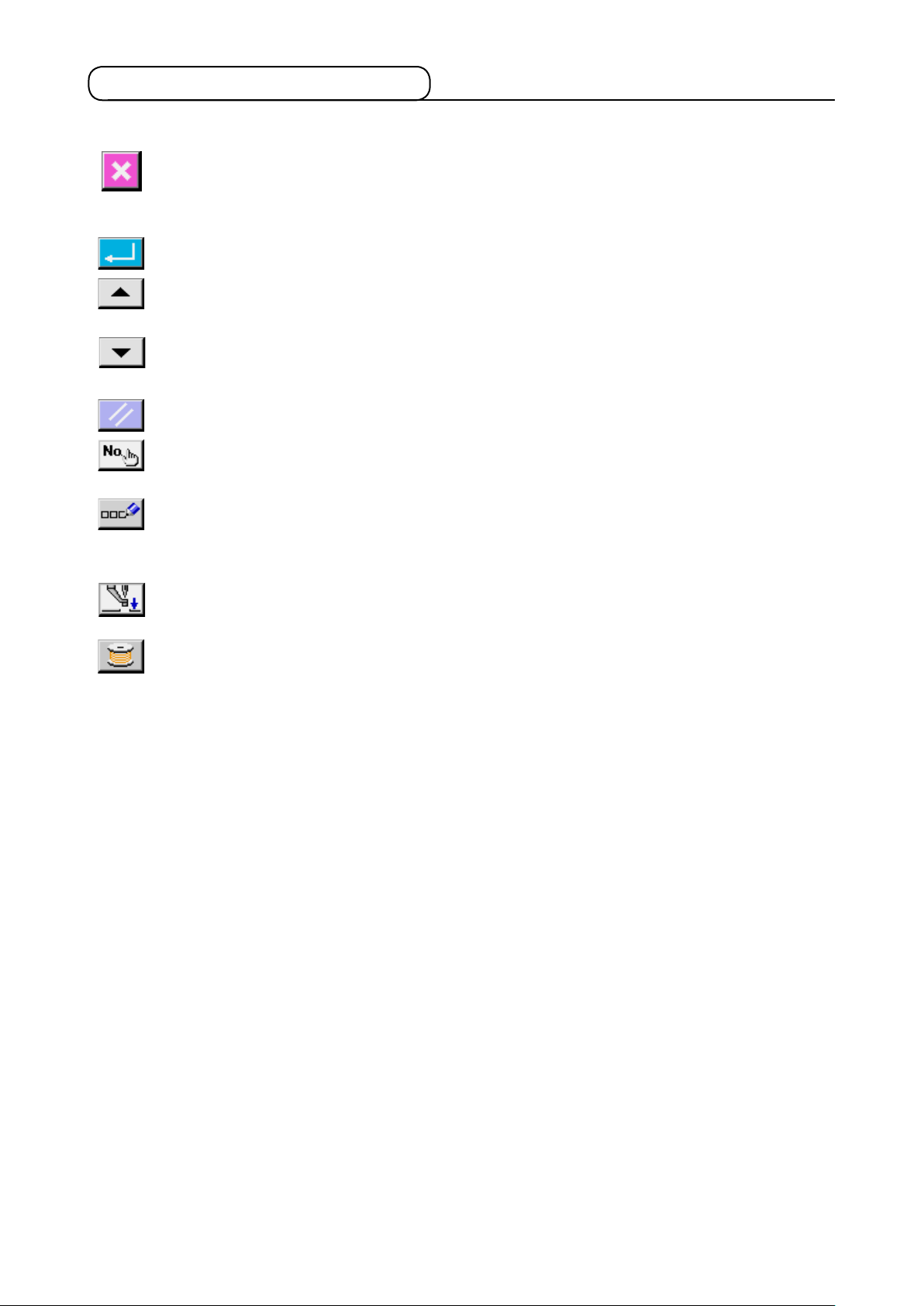
Cihazın USB porttan çıkarılması
■
Hafıza kartı kullanılırken dikkat edilecekler
• Hafıza kartını asla ıslatmayın veya ıslak elle dokunmayın. Yangın veya elektrik çarpmasıyla sonuçlanır.
• Hafıza kartını bükmeyin, zorlamayın ve darbelere maruz bırakmayın.
• Hafıza kartını dağıtmaya veya biçimini değiştirmeye asla teşebbüs etmeyin.
• Kesinlikle kontaklarının kısa devre yapmasına yol açacak metal zeminlerin üzerine koymayın. Verilerin silinmesine yol açar.
• Aşağıda belirtilen yerlerde kullanmaktan veya muhafaza etmekten kaçının.
- Sıcaklık veya bağıl nemin çok yüksek olduğu ortamlar.
- Nemin yoğunlaştığı yerler.
- Çok aşırı tozlu yerler.
- Statik elektrik yükünün fazla veya elektrik parazitinin yüksek olduğu yerler
USB cihazı çıkarın. Kapağı tekrar yerine koyun.
– 17 –

USB cihazlarla çalışırken alınması gereken önlemler
①
• Dikiş makinesi çalışır haldeyken USB cihazı ya da USB kabloyu USB porta bağlı olarak bırakmayın. Makinedeki titreşim, port kısmına zarar vererek USB cihazda depolanmış verilerin kaybolmasına, USB cihazın ya da
dikiş makinesinin arızalanmasına sebep olabilir.
• Bir programı ya da dikiş verilerini okuturken/yazdırırken USB cihaz takmayın/çıkarmayın.
Verilerin bozulmasına ya da hatalı çalışmaya sebep olabilir.
• USB cihazın depolama alanı bölünmüşse sadece bir bölüme ulaşılabilir.
• Bazı USB cihaz tiplerini bu dikiş makinesi uygun şekilde tanımayabilir.
• JUKI, bu dikiş makinesinde kullanılan USB cihazda depolanmış verilerin kaybını tazmin etmemektedir.
• Panelde iletişim ekranı ya da dikiş çeşidi veri listesi görüldüğü zaman, ortamı yuvaya yerleştirmiş olsanız bile
USB sürücü tanınmaz.
• USB cihazlar ve CF kart gibi ortamlar için, dikiş makinesine esas olarak sadece bir cihaz/ortam bağlanır/takılır. İki ya da daha fazla cihaz/ortam bağlanırsa/takılırsa, makine bunlardan sadece birini tanır. USB spesikasyonlarına bakınız.
• USB konektörünü, IP panel üzerindeki USB terminale sonuna kadar takın.
• USB aş sürücü üzerindeki verilere erişim sırasında gücü KAPALI konuma getirmeyin.
USB spesikasyonları
②
• USB 1.1 standardına uygundur
• Geçerli cihazlar *1 ���������� USB bellek, USB hub, FDD ve kart okuyucu gibi depolama cihazları
• Geçerli olmayan cihazlar ����� CD sürücü, DVD sürücü, MO sürücü, bant sürücü vb.
• Desteklenen format ��������� FD (disket) FAT 12
��������� Diğerleri (USB bellek, vb.), FAT 12, FAT 16, FAT 32
• Geçerli ortam boyutu �������� FD (disket) 1.44MB, 720kB
��������� Diğerleri (USB bellek, vb.), 4.1MB ~ (2TB)
• Sürücülerin tanınması ������� USB cihaz gibi harici cihazlarda, ilk erişilen cihaz tanınır. Ancak ankastre
ortam yuvasına bir ortam bağlandığı zaman, o ortama erişim için en yüksek
öncelik verilir. (Örnek: USB porta USB bellek bağlanmış olsa bile, ortam yuvasına bir ortam takıldığı zaman ortama erişim sağlanır.)
• Bağlantıyla ilgili kısıtlar ������ Maks. 10 cihaz (Dikiş makinesine bağlanan depolama cihazı sayısı maksi-
mum sayıyı aştığı zaman, bunlar çıkarılıp yeniden takılmadığı sürece 11.
depolama cihazı ve ötesi tanınmaz.)
• Tüketilen akım ������������� Geçerli USB cihazlarının tüketilen akım anma değeri maksimum 500 mA’dır.
*1: JUKI does not guarantee operation of all applicable devices. Some device may not operate due to a compati-
bility problem.
– 18 –
2. IP-420 KULLANIRKEN
2-1. IP-420 bölümlerinin isimleri
①
②
(Ön)
(Sağ taraf)
⑥
⑦
⑧
⑨
⑩
⑪
⑫
④ ⑤
③
Dokunmatik ekran・LCD ekran bölgesi
①
HAZIR TUŞU
②
BİLGİ tuşu
③
İLETİŞİM tuşu
④
KİP tuşu
⑤
Kontrast kontrolü
⑥
Parlaklık kontrolü
⑦
CompactFlash (TM) çıkarma düğmesi
⑧
CompactFlash (TM) yuvası
⑨
Kapak algılama anahtarı
⑩
Harici anahtar konektörü
⑪
Kumanda kutusu bağlantı konektörü
⑫
Veri giriş ekranı değiştirilir ve dikiş ekranı işlemleri ger-
→
çekleştirilebilir.
Veri giriş ekranı değiştirilir ve bilgi ekranı işlemleri ger-
→
çekleştirilebilir.
Veri giriş ekranı değiştirilir ve iletişim ekranı işlemleri
→
gerçekleştirilebilir.
Veri giriş ekranı değiştirilir ve çeşitli ayrıntıların düzen-
→
lendiği kip değiştirme ekranı işlemleri gerçekleştirilebilir.
– 19 –
2-2. Müşterek kullanılan düğmeler
IP-420 'ün bütün ekranlarında müşterek işlemleri gerçekleştirmek için kullanılan düğmeler, aşağıda belirtilmiştir:
İPTAL düğmesi
Veri değiştirme ekranında, değiştirilen verilerin iptal
GİRİŞ düğmesi
YUKARI KAYDIRMA düğmesi
AŞAĞI KAYDIRMA düğmesi
SIFIRLAMA düğmesi
SAYISAL GİRİŞ düğmesi
KARAKTER GİRİŞ düğmesi
→
ARA BASKI AYAĞI AŞAĞI düğmesi
→
→
→
→
→
→
Bu düğme, iletişim penceresini kapatır.
→
edilmesini sağlar.
Bu düğme, değiştirilen verinin girilmesini sağlar.
Bu düğme ekrandaki tuşları veya verileri yukarı doğru
kaydırır.
Bu düğme ekrandaki tuşları veya verileri aşağı doğru
kaydırır.
bu düğme, hataların sıfırlanmasını sağlar.
Bu düğme sayısal tuşları gösterir ve sayısal
değerlerin girilmesini mümkün kılar.
Bu düğme, karakter giriş ekranını açar.
42. Sayfada "II-2-14. Kullanıcı desenine isim
verilmesi"
Baskı ayağını aşağı indirir ve BASKI AYAĞI
→
AŞAĞIDA ekran görünümüne geçilir.
bölümüne bakın.
Masura sarma düğmesi
Masura ipliği sarma işlemi gerçekleştirilir.
→
37. Sayfada "II-2-11. Masura ipliğinin sarıl-
→
ması"na bakın.
– 20 –
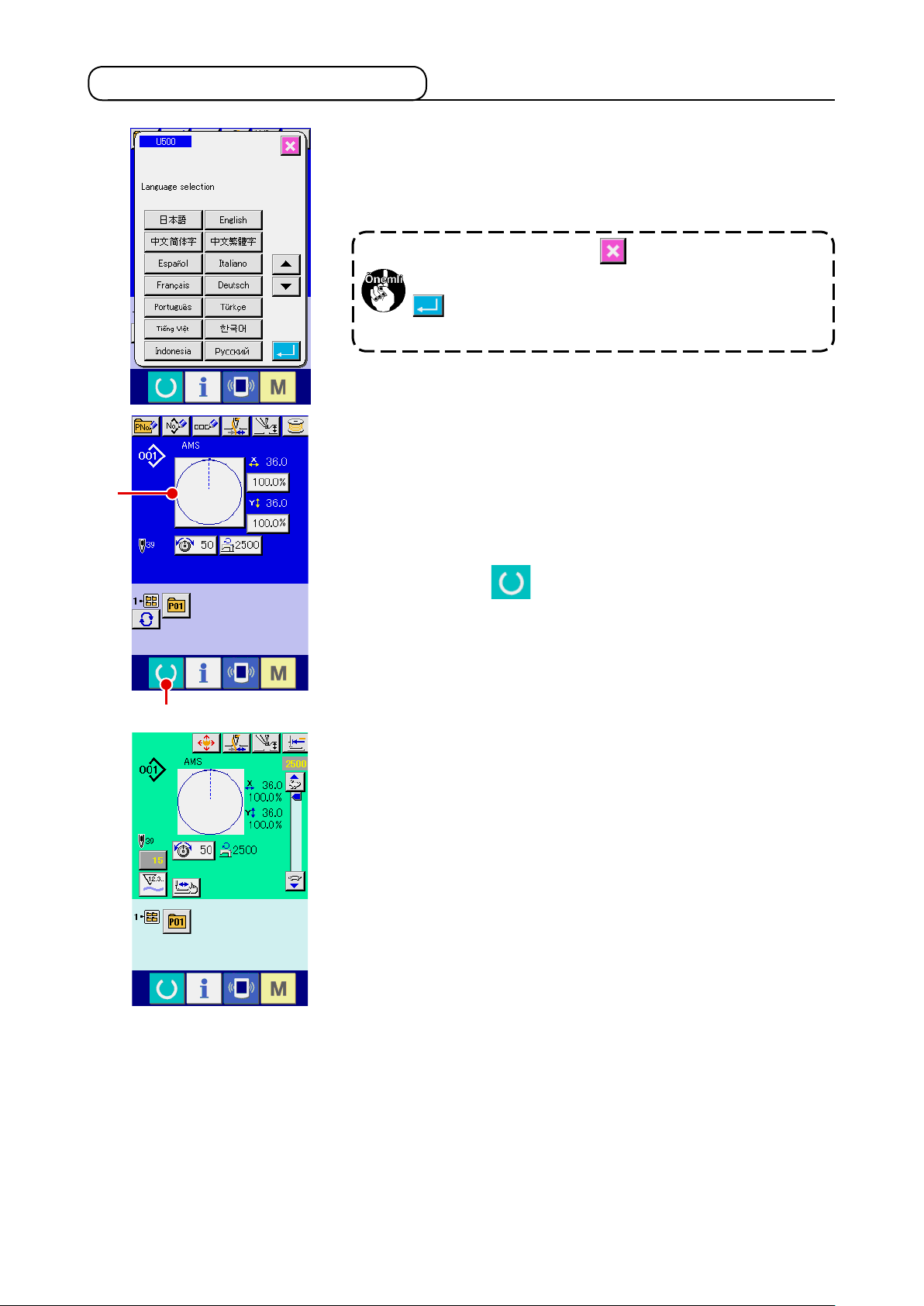
2-3. IP-420 Temel kullanma yöntemi
Elektrik şalterini AÇIN.
①
Elektrik şalteri AÇIK konuma getirildiği zaman; lisan seçme
ekranı açılır. Kullanmak istediğiniz menü lisanını seçin. (Lisanı
U500 hafıza tuşu ile değiştirmek mümkündür.)
Dikmek istediğiniz desen numarasını seçin.
②
Elektrik şalteri AÇIK konuma getirildiği zaman; veri giriş ekranı
açılır. Seçilen geçerli desen numarasının tuşu A, ekranın or-
A
tasında gösterilir. Dikiş biçimini seçmek için, tuşa basın. Dikiş
biçimi seçme yöntemi için; 27. Sayfada “II-2-5. Dikiş biçimi
seçme işleminin gerçekleştirilmesi” bölümüne bakın.
Seçme ekranı İPTÂL tuşuna basılarak ekran kapatılırsa
veya lisan seçme işlemini gerçekleştirmeden GİRİŞ tuşuna
basılırsa; şalterin her AÇIK konuma getirilişinde lisan
seçme ekranı açılır.
B
HAZIR tuşuna
basıldığı zaman, LCD ekranın art alan
B
rengi yeşile döner ve dikiş makinesi, dikiş dikme işleminin
mümkün olduğu duruma ayarlanır.
– 21 –
Dikişin başlatılması.
③
12. Sayfada “I-5-1. Dikiş”
bölümüne
uygun olarak dikişi başlatın.
* Ekranla ilgili bilgiler için; 23. Sayfada “II-
2-4. Dikiş biçiminin seçimi sırasında LCD
ekran bölgesi” bölümüne bakın.
Desenin transport kasansın dışına taşması durumunda; dikiş sırasında iğne taşıyıcı kalı-
2. Baskı ayağı yukarı kalkarken, parmaklarınızın arada kalmamasına çok dikkat edin çünkü
3. HAZIR tuşuna basılmadanh elektrik şalteri KAPATILDIĞI takdirde; “Desen No.”, “X
1. Özel baskı ayağı kullanırken, güvenlik açısından desen biçimini kontrol edin.
ba çarpar ve iğnenin kırılması veya benzeri tehlikeler ortaya çıkar.
baskı ayağı aşağı indikten hemen sonra harekete geçer.
genişletme/daraltma oranı”, “Y genişletme/daraltma oranı”, “Azami dikiş devri”, “İplik
tansiyonu” veya “Orta baskı ayağı yüksekliği” gibi değerlerin hafızaya alınması mümkün
olmaz.
– 22 –
2-4. Dikiş biçiminin seçimi sırasında LCD ekran bölgesi
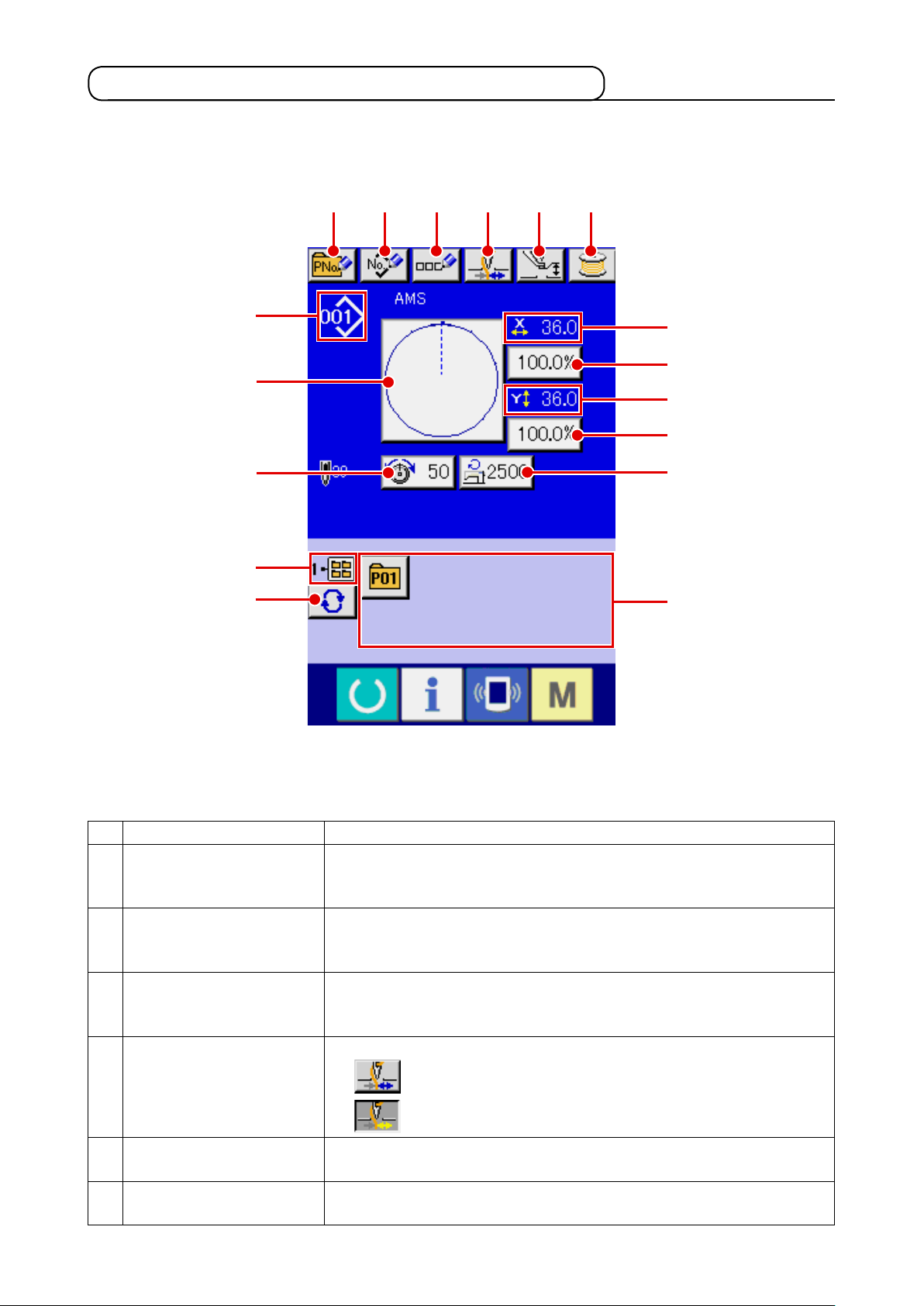
(1) Dikiş biçimi veri giriş ekranı
G
H
I
O
P
A
B C D E F
J
K
L
M
N
Q
Tuş ve ekranda gösterilmesi Tanımlama
DESEN TUŞUNA YENİ
A
KAYIT TUŞU
KULLANICI DESENİ YENİ
B
KAYIT tuşu
DESEN TUŞU İSİM
C
DÜZENLEME tuşu
İPLİK TUTUCU düğmesi İplik kavrama işleminin etkin olduğu/etkin olmadığı durumlar seçilir.
D
ORTA BASKI AYAĞI
E
DÜZENLEME düğmesi
MASURA İPLİĞİ SARMA
F
düğmesi
Desen tuşu Yeni Kayıt ekranı gösterilir.
43. Sayfada “II-2-15. Desen tuşu yeni kayıt işleminin
→
gerçekleştirilmesi”
Kullanıcı deseni Yeni Kayıt ekranı açılır.
41. Sayfada “II-2-13. Kullanıcı deseni yeni kayıt işleminin
→
gerçekleştirilmesi” bölümüne bakın.
Desen tuşu isim giriş ekranı açılır.
42. Sayfada "II-2-14. Kullanıcı desenine isim verilmesi" bölümüne
→
bakın.
: İplik kavraması devrede
Orta baskı ayağı indirme ve orta baskı ayağı referans değeri değiştirme ekranı
açılır.→ 29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi” bölümüne bakın.
Masura ipliğinin sarılmasını sağlar.
37. Sayfada “II-2-11. Masura ipliğinin sarılması”
→
: İplik kavraması devre dışı
bölümüne bakın.
na bakın.
– 23 –
Tuş ve ekranda gösterilmesi Tanımlama
DİKİŞ BİÇİM NUMARASI
G
ekranı
Açılan ekranda seçilen dikiş biçiminin Türü ve Numarası gösterilir. Aşağıda
belirtilen 4 tür dikiş biçimi vardır.
: Vektör biçemli veri
: M3 veri
: Dikiş standart biçemi
* Hafıza kartının IP-420 kullanılarak biçimlendirilmiş olmasına kesinlikle çok
Hafıza kartının biçimlendirme işlemleri için; 78. Sayfada “II-2-28. Hafıza
DİKİŞ BİÇİMİ SEÇME
H
düğmesi
İĞNE İPLİĞİ TANSİYON
I
DÜZENLEME düğmesi
X GERÇEK BOYUT
J
DEĞERİNİN ekranda
gösterilmesi
X ÖLÇEK ORANI
K
DÜZENLEME düğmesi
Y GERÇEK BOYUT
L
DEĞERİNİN ekranda
gösterilmesi
Y ÖLÇEK ORANI
M
DÜZENLEME düğmesi
AZAMİ DEVRİN
N
SINIRLANDIRILMASI
DOSYA NUMARASI ekranı Ekranda gösterilen desen kayıt tuşu, kaydın yapılmış olduğu klasör numarasını
O
KLASÖR SEÇME tuşu Desenlerin açılması için kullanılacak klasör numaraları, sıralı olarak gösterilir.
P
DESEN KAYIT tuşu
Q
Bu düğmeye basıldığı zaman açılan ekranda dikiş biçimi seçilir ve düğmeye
basıldığında seçilen dikiş deseni ekranda gösterilir.
→
bölümüne bakın.
Bu düğmeye basıldığı zaman mevcut ekranda iğne ipliği tansiyonunun
düzenleneceği dikiş deseni seçilir ve bu düğmeye basıldığında veri değiştirme
ekranı açılır.
→
Gösterilen geçerli ekranda, dikiş biçiminin X ekseni doğrultusundaki gerçek
boyut değeri gösterilir.
X gerçek boyut değeri düzenleme tuşu ekranda gösterilir.
→
Bu düğme ile açılan geçerli ekranda, dikiş biçiminin X ekseni doğrultusundaki
gerçek boyut oranı gösterilir.
belirlenirse; tuş ekrandan silinir ve X ölçeği ekranda gösterilir.
→
Gösterilen geçerli ekranda, dikiş biçiminin Y ekseni doğrultusundaki gerçek
boyut değeri gösterilir.
Y gerçek boyut değeri düzenleme tuşu ekranda gösterilir.
→
Bu düğme ile açılan geçerli ekranda, dikiş biçiminin Y ekseni doğrultusundaki
gerçek boyut oranı gösterilir.
girişi seçilmemiş olarak belirlenirse; tuş ekrandan silinir ve Y ölçeği ekranda
gösterilir.
→
Azami devir sınırı bu düğmeye basıldığı zaman ekranda gösterilir ve maddede
yapılan değişiklikler bu ekranda gösterilir. (Ancak ekranda gösterilen azami
devir sınırı; desenle ilgili olarak belirtilen azami devir sınırından farklı olur.)
→
belirtir.
O
gösterilir. → 43. Sayfada “II-2-15. Desen tuşu yeni kayıt işleminin
gerçekleştirilmesi” bölümüne bakın.
* Dikiş biçimi için yeni kayıt yapılmadığı sürece bu düğme ekranda görülmez.
: Kullanıcı deseni
dikkat edin.
kartı biçimlendirme işleminin gerçekleştirilmesi” paragrafına bakın.
27. Sayfada“II-2-5. Dikiş biçimi seçme işleminin gerçekleştirilmesi”
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
hafıza düzenleme tuşu ile girilen gerçek boyut değeri seçildiği zaman,
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
hafıza düzenleme düğmesi ile ölçek girişi seçilmemiş olarak
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
hafıza düzenleme tuşu ile girilen gerçek boyut değeri seçildiği zaman,
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
hafıza düzenleme düğmesi ile ölçek
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
KLASÖR NUMARASI ekranında, hafızaya alınmış DESEN KAYIT tuşları
bölümüne bakın.
bölümüne bakın.
bölümüne bakın.
bölümüne bakın..
bölümüne bakın.
bölümüne bakın.
– 24 –
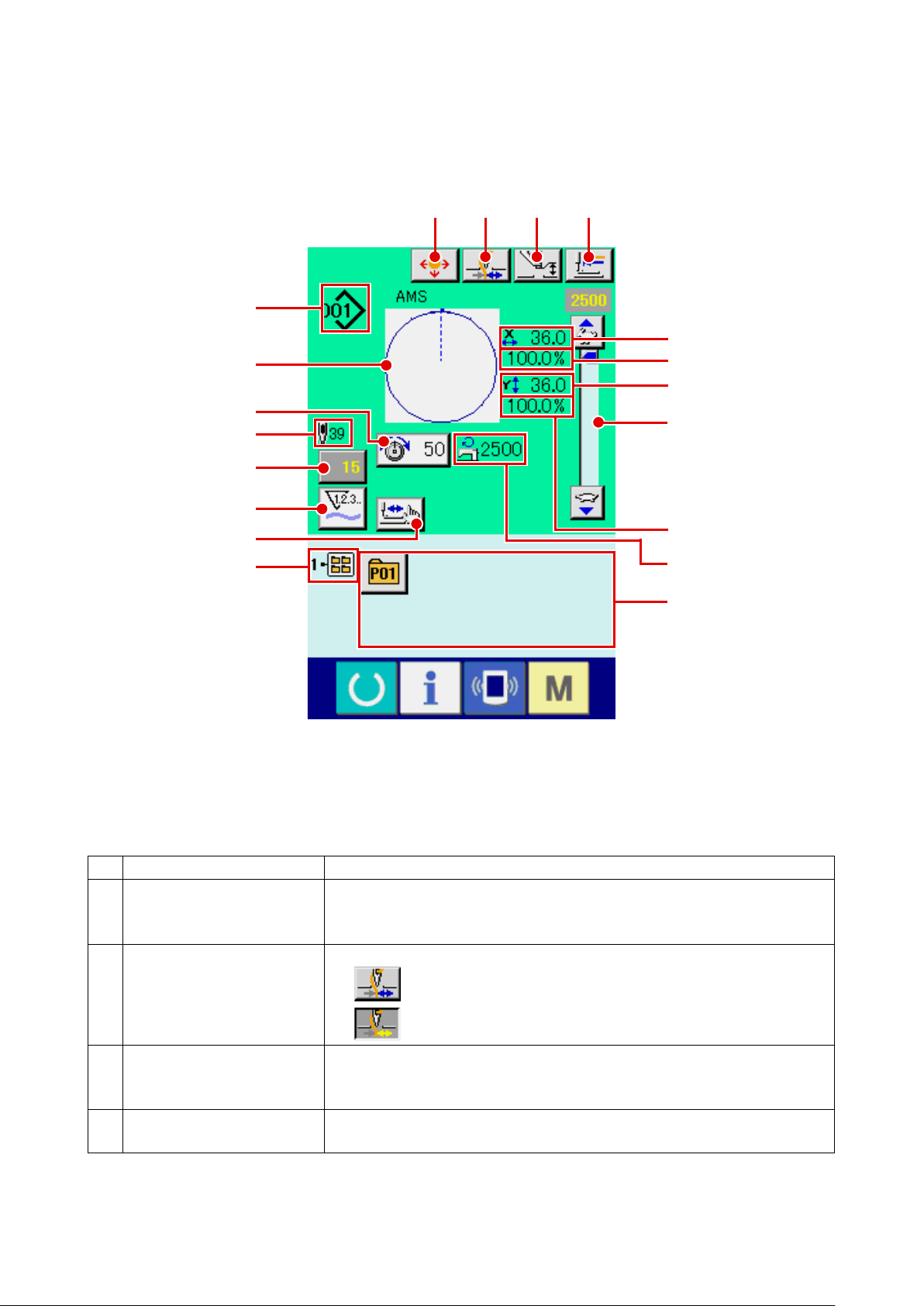
(2) Dikiş ekranı
E
F
G
H
I
J
K
L
A B C D
O
N
P
M
Q
R
Tuş ve ekranda gösterilmesi Tanımlama
HAREKET düğmesi HAREKET ekranına geçer.
A
36. Sayfada "II-2-10. İğne ucundaki sorun nedeniyle dikilen ürünün
→
düzenlenmesi zor olduğu takdirde" bölümüne bakın.
İPLİK TUTUCU düğmesi İplik kavrama işleminin etkin olduğu/etkin olmadığı durumlar seçilir.
B
: İplik kavraması devrede
: İplik kavraması devre dışı
S
ORTA BASKI AYAĞI
C
DÜZENLEME düğmesi
MERKEZE DÖNÜŞ düğmesi Bu düğme baskı ayağını dikiş başlangıcındaki konumuna geri getirir ve dikişin
D
Orta baskı ayağı indirme ve orta baskı ayağı referans değeri değiştirme ekranı
açılır.→
bakın.
geçici olarak durduğu noktalarda baskı ayağını kaldırır.
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi”
bölümüne
– 25 –
Tuş ve ekranda gösterilmesi Tanımlama
DİKİŞ BİÇİM NUMARASI
E
ekranı
Açılan ekranda seçilen dikiş biçiminin Türü ve Numarası gösterilir. Aşağıda
belirtilen 4 tür dikiş biçimi vardır.
: Vektör biçemli veri
: M3 veri
: Dikiş standart biçemi
* Hafıza kartının IP-420 kullanılarak biçimlendirilmiş olmasına kesinlikle çok
Hafıza kartının biçimlendirme işlemleri için; 78. Sayfada “II-2-28. Hafıza
DİKİŞ BİÇİM ekranı Geçerli ekranda dikiş biçimi seçilir.
F
İĞNE İPLİĞİ TANSİYON
G
DÜZENLEME düğmesi
DİKİŞ BİÇİMİ TOPLAM
H
DİKİŞ ADEDİ ekranı
SAYAÇ DEĞERİ
I
DEĞİŞTİRME düğmesi
SAYAÇ DEĞİŞTİRME
J
düğmesi
DİKİŞ BASAMAKLARI
K
düğmesi
KLASÖR NUMARASI ekranı Ekranda gösterilen desen kayıt tuşu, kaydın yapılmış olduğu klasör numarasını
L
DEVİR reostası Dikiş makinesinin devir adedi değiştirilebilir.
M
KLASÖR SEÇME tuşu Desenlerin açılması için kullanılacak klasör numaraları, sıralı olarak gösterilir.
N
X GERÇEK BOYUT
O
DEĞERİNİN ekranda
gösterilmesi
Y GERÇEK BOYUT
P
DEĞERİNİN ekranda
gösterilmesi
Y ÖLÇEK ORANI ekranı Seçilen dikiş biçiminin Y doğrultusundaki ölçek oranı ekranda gösterilir.
Q
AZAMİ DEVİR
R
SINIRLANDIRMA ekranı
DESEN KAYIT tuşu
S
Bu düğmeye basıldığı zaman mevcut ekranda iğne ipliği tansiyonunun
düzenleneceği dikiş deseni seçilir ve bu düğmeye basıldığında veri değiştirme
ekranı açılır.
→
Açılan ekranda seçilen dikiş biçiminin toplam dikiş adedi gösterilir.
* Sadece dikiş biçimi olarak standart desen seçildiği zaman gösterilir.
Mevcut sayaç değeri, bu düğme ile gösterilir.
Bu düğmeye basıldığı zaman, sayaç değeri değiştirme ekranı gösterilir.
→
Sayaç göstergesi, dikiş sayacı ve parça adedi sayacı ile masura sayacı
arasında değiştirilebilir.
→
Kademeli dikiş ekranı açılır. Desen biçimlerinin seçme işlemi gerçekleştirilir.
→
belirtir.
Seçilen dikiş biçiminin X ekseni doğrultusundaki gerçek boyut değeri gösterilir.
Seçilen dikiş biçiminin Y ekseni doğrultusundaki gerçek boyut değeri gösterilir.
Mevcut ekranda, azami devir sınırın belirlenmiş değeri gösterilir. Ancak ekranda
gösterilen değer, desendeki azami devir adedinden farklıdır.
Ancak ekranda gösterilen değer, desendeki azami devir adedinden farklıdır
L
gösterilir. → 43. Sayfada “II-2-15. Desen tuşu yeni kayıt işleminin
gerçekleştirilmesi” bölümüne bakın.
* Dikiş biçimi için yeni kayıt yapılmadığı sürece bu düğme ekranda görülmez.
: Kullanıcı deseni
dikkat edin.
kartı biçimlendirme işleminin gerçekleştirilmesi” paragrafına bakın.
29. Sayfada “II-2-6. Konu verilerinin değiştirilmesi” bölümüne bakın.
38. Sayfada “II-2-12. Sayacın kullanılması” bölümüne bakın.
38. Sayfada “II-2-12. Sayacın kullanılması” bölümüne bakın.
31. Sayfada “II-2-7. Desen biçiminin seçilmesi” bölümüne bakın.
KLASÖR NUMARASI ekranında, hafızaya alınmış desen kayıt tuşları
– 26 –
 Loading...
Loading...