

JUKI AMS-221ENTS/IP-420 Instruction Manual [it]
AMS-221ENTS / IP-420
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
i

INDICE
I. SEZIONE MECCANICA (QUANTO ALLA MACCHINA PER CUCIRE) .......... 1
1. CARATTERISTICHE TECNICHE .................................................................................1
2. CONFIGURAZIONE .....................................................................................................2
3. INSTALLAZIONE .......................................................................................................... 3
3-1. Rimozione del bullone di ssaggio della base della macchina .................................................3
3-2. Regolazione dell'interruttore di sicurezza ................................................................................... 3
3-3. Installazione del coperchio ausiliario della placca ago...............................................................4
3-4. Installazione del pannello...............................................................................................................5
3-5. Installazione del portalo ............................................................................................................... 6
3-6. Sollevamento della testa della macchina ....................................................................................6
3-7. Installazione del tubo dell’aria ...................................................................................................... 8
3-8. Avvertenze per l'impianto di alimentazione dell'aria compressa
(fonte dell'aria di alimentazione) ......................................................................................................9
3-9. Installazione della protezione occhi ............................................................................................ 10
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ............................................11
4-1. Lubricazione ................................................................................................................................ 11
4-2. Posizionamento dell’ago .............................................................................................................. 11
4-3. Come inlare il lo dell'ago nella testa della macchina ........................................................... 12
4-4. Procedura per la pinzatura del lo dell'ago ...............................................................................14
4-5. Installazione e rimozione della capsula ...................................................................................... 14
4-6. Inserimento della bobina .............................................................................................................. 15
4-7. Regolazione della tensione del lo .............................................................................................15
4-8. Procedura per la regolazione del sensore di rilevamento della rottura del lo ...................... 16
4-9. Altezza del pressore intermedio ..................................................................................................16
4-10. Regolazione della molla chiusura punto ..................................................................................17
(1) Modica deIIa corsa deIIa molla tiralo ....................................................................................... 17
(2) Modica deIIa tensione della molla tiralo ................................................................................... 17
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ............................................... 18
5-1. Cucitura..........................................................................................................................................18
5-2. Dispositivo pinza del lo dell’ago ...............................................................................................18
II. SEZIONE FUNZIONAMENTO (QUANTO AL PANNELLO) ...................... 19
1. PREFAZIONE .............................................................................................................19
2. QUANDO SI USA IL IP-420 ........................................................................................23
2-1. Nome di ciascuna sezione del IP-420..........................................................................................23
2-2. Bottoni da usare in comune ......................................................................................................... 24
2-3. Funzionamento fondamentale del IP-420 ...................................................................................25
2-4. Sezione di display a LCD al momento della selezione della forma di cucitura.......................27
(1) Schermo di immissione dei dati di forma di cucitura .................................................................... 27
(2) Schermo di cucitura ..................................................................................................................... 29
2-5. Esecuzione della selezione della forma di cucitura...................................................................31
2-6. Cambiamento del dato di articolo ...............................................................................................33
2-7. Come modicare la modalità di commutazione del colore ......................................................35
2-8. Come immettere i comandi di commutazione del colore nei dati di modello di cucitura ..... 36
(1) Immissione dei comandi di commutazione del colore mediante il software per la creazione/edit
dei dati di cucitura PM-1 ...............................................................................................................36
i

(2) Immissione di un comando di commutazione del colore tramite la funzione di immissione
dell'unità principale .......................................................................................................................38
(3) Controllo dei comandi di commutazione del colore mediante la funzione di immissione dell'unità
principale ...................................................................................................................................... 39
(4) Visualizzazione, codicata per colore, della forma del modello di cucitura tramite la funzione di
immissione dell'unità principale ....................................................................................................40
2-9. Controllo della forma del modello ............................................................................................... 41
2-10. Esecuzione della modica del punto di entrata dell’ago ........................................................42
(2) Revisione dell'altezza del pressore intermedio ............................................................................ 42
(2) Come editare la commutazione del colore .................................................................................. 44
2-11. Modalità di uso dello stop temporaneo.....................................................................................46
(1) Per continuare l’esecuzione della cucitura da qualche punto in cucitura .................................... 46
(2) Per eseguire la ricucitura dall’inizio ............................................................................................. 47
2-12. Quando il posizionamento del prodotto di cucitura è difcile a causa della punta dell’ago
che ostacola ...................................................................................................................................48
2-13. Come commutare la barra ago e il premilo da inlare .......................................................... 48
2-14. Come pinzare il lo dell'ago .......................................................................................................49
2-15. Avvolgimento di una bobina ...................................................................................................... 50
(1) Quando si effettua l’avvolgimento del lo della bobina eseguendo la cucitura ............................50
(2) Quando si esegue soltanto l’avvolgimento del lo della bobina .................................................. 50
2-16. Uso del contatore ........................................................................................................................ 51
(1) Procedura di impostazione del contatore .................................................................................... 51
(2) Procedura di rilascio del conteggio completato ........................................................................... 53
(3) Come modicare il valore del contatore durante la cucitura ........................................................ 53
2-17. Esecuzione della registrazione nuova del modello dell’utente .............................................. 54
2-18. Denominazione del modello di cucitura dell’utente ...............................................................55
2-19. Esecuzione della registrazione nuova del bottone di modello ...............................................56
2-20. Sezione di display a LCD al momento della selezione del bottone di modello....................57
(1) Schermo di immissione dei dati di bottone di modello ................................................................. 57
(2) Schermo di cucitura ..................................................................................................................... 59
2-21. Esecuzione della selezione del no. di bottone di modello ...................................................... 61
(1) Selezione dallo schermo di immissione dei dati .......................................................................... 61
(2) Selezione per mezzo del bottone di scorciatoia .......................................................................... 62
2-22. Modica del contenuto del bottone di modello ........................................................................63
2-23. Copiatura del bottone di modello ............................................................................................. 64
2-24. Modica del modo di cucitura ...................................................................................................65
2-25. Sezione di display a LCD al momento della cucitura combinata ........................................... 66
(1) Schermo di immissione del modello ............................................................................................ 66
(2) Schermo di cucitura ..................................................................................................................... 68
2-26. Esecuzione della cucitura combinata ....................................................................................... 70
(1) Selezione dei dati combinati ........................................................................................................ 70
(2) Procedura di creazione del dato combinato ................................................................................ 71
(3) Procedura di cancellazione del dato combinato .......................................................................... 72
(4) Procedura di cancellazione del passo del dato combinato .......................................................... 72
(5) Impostazione del salto dei passaggi ........................................................................................... 73
2-27. Uso del modo di funzionamento semplice ............................................................................... 74
2-28. Display LCD quando il funzionamento semplice è selezionato .............................................75
(1) Schermo di immissione dei dati (cucitura individuale) ................................................................. 75
(2) Schermo di cucitura (cucitura individuale) ................................................................................... 78
(3) Schermo di immissione dei dati (cucitura combinata) ................................................................. 81
(4) Schermo di cucitura (cucitura combinata) ................................................................................... 83
ii
2-29. Modica dei dati di interruttore di memoria
2-30. Uso dell’informazione ................................................................................................................. 86
(1) Osservazione dell’informazione di manutenzione ed ispezione
(2) Procedura di rilascio dell’avvertimento ........................................................................................ 87
2-31. Uso della funzione di comunicazione
(1) Dati che si possono trattare
(2) Effettuazione della comunicazione tramite la carta di memoria ..................................................88
(3) Comunicazione effettuata usando USB ....................................................................................... 88
(4) Il portare dentro dei dati ............................................................................................................... 89
(5) Per prendere dentro i dati plurali insieme ................................................................................... 90
2-32. Effettuazione della formattazione della carta di memoria
2-33. Operazioni da effettuare al momento dello slittamento della posizione del motore X/Y .....93
(1) Quando l'errore è visualizzato durante la cucitura
(2) Quando l'errore è visualizzato dopo il completamento della cucitura .......................................... 94
(3) Quando l'interruttore di ripristino non è visualizzato .................................................................... 94
2-34. Precauzioni da adottare durante la creazione dei modelli di cucitura
......................................................................................................... 88
............................................................................. 85
.................................................. 86
....................................................................................... 88
.......................................................92
....................................................................... 93
...................................95
3. LISTA DEI DATI DI INTERRUTTORE DI MEMORIA ..................................................97
3-1. Elenco dei dati .............................................................................................................................. 97
3-2. Elenco dei valori iniziali..............................................................................................................103
4. LISTA DEI CODICI DI ERRORE ............................................................................... 105
5. ELENCO DEI MESSAGGI ........................................................................................ 112
III. MANUTENZIONE DELLA MACCHINA PER CUCIRE ........................... 115
1. MANUTENZIONE ..................................................................................................... 115
1-1. Regolazione della relazione fase ago-navetta .......................................................................... 115
1-2. Regolazione dell’altezza della pinza.......................................................................................... 117
1-3. Regolazione della corsa verticale del piedino premistoffa intermedio.................................. 117
1-4. Posizione dello scartalo ........................................................................................................... 118
1-5. Coltello mobile e contro-lama .................................................................................................... 119
1-6. Dispositivo pinza del lo ............................................................................................................ 119
1-7. Rifornimento dei posti designati con grasso .......................................................................... 120
(1) Posto dove i grassi esclusivi sono custoditi
(2) Punti di applicazione del Grasso JUKI A ....................................................................................121
(4) Punti di applicazione del grasso esclusivo per la guida LM ....................................................... 124
1-8. Drenaggio dell’olio di scarico
1-9. Quantità di olio fornito al crochet ..............................................................................................125
1-10. Sostituzione dei fusibili ............................................................................................................ 125
1-11. Inconvenienti e rimedi ..............................................................................................................126
.................................................................................................... 125
2. ACCESSORIO A RICHIESTA .................................................................................. 128
2-1. Tabella di Guida foro ago ........................................................................................................... 128
2-2. Guidalo a feltro .........................................................................................................................128
2-3. Lettore di codici a barre .............................................................................................................129
............................................................................... 121
iii
I.
SEZIONE MECCANICA (QUANTO ALLA MACCHINA PER CUCIRE)
1. CARATTERISTICHE TECNICHE
1 Area di cucitura Direzione X (laterale) Direzione Y (longitudinale)
300 mm x 200 mm
2
Velocità massima di cucitura
3 Lunghezza del punto Da 0,1 a 12,7 mm (Risoluzione min. : 0,05 mm)
4
Movimento del trasporto pinza
5 Corsa barra ago 41,2 mm
6 Ago
7 Alzata pinza 30 mm max
8 Corsa piedino
premistoffa intermedio
9 Alzata piedino
premistoffa intermedio
10
Posizione abbassata variabile
del pressore intermedio
11 Navetta Crochet semi-rotante con doppia capacità
12 Olio lubricante Olio New Defrix No.2 (rifornito tramite oliatore)
13 Memoria dei dati di
modello di cucitura
14
Funzione di stop temporaneo
15 Funzione di
Ingrandimento/
Riduzione
16 Metodo di
ingrandimento/riduzione
17
Limitazione della velocità
massima di cucitura
18 Selezione del modello
di cucitura
19
Contatore del lo della
bobina
20 Contatore della cucitura Metodo UP/DOWN (addizione/sottrazione) (da 0 a 9.999)
21 Riserva di memoria In caso di mancanza di corrente, il modello di cucitura in corso di esecuzione sarà
22 Funzione di
impostazione della
seconda origine
23
Motore della macchina per
cucire
24 Dimensioni
25 Peso (peso lordo) 210 kg
26 Corrente assorbita 700 VA
27 Campo della temperatura
di funzionamento
28
Campo dell’umidità di
funzionamento
29
Tensione di alimentazione
30 Pressione di
funzionamento d’aria
31 Consumo d’aria 2,8 dm
32
Funzione di stop con ago
alla posizione più alta
33
Rumorosità -
2.500 sti/min (quando passo di cucitura è 3,5 mm o meno)
Trasporto intermittente (Trasmissione a due alberi tramite motore passo-passo)
GROZ-BECKERT 135 x 17(#90 a #120), ago ORGAN DP x 17 (#14 a #20)
* La differenza permissibile del numero di ago tra gli aghi destro e sinistro è due o
meno.
4 mm (standard) (Da 0 a 10 mm)
20 mm
Da 0 a 3,5 mm standard (Da 0 a 7,0 mm max)
Corpo principale, Carta di memoria
• Corpo principale : 999 modelli di cucitura max (50.000 punti/modello max)
• Carta di memoria : 999 modelli di cucitura max (50.000 punti/modello max)
Usata per arrestare funzionamento della macchina durante un ciclo di cucitura.
Permette di ingrandire o ridurre un modello di cucitura sull’asse X e sull’asse Y
indipendentemente quando si procede alla cucitura di un modello.
Scala: da 1 a 400 volte (gradini di 0,1%)
Ingrandimento/riduzione di modello di cucitura può essere effettuato aumentando/diminuendo o
la lunghezza del punto o il nemero di punti. (Soltanto l'aumento/diminuzione della lunghezza del
punto può essere effettuato quando il bottone di modello di cucitura è selezionato.)
Da 200 a 2.500 sti/min (gradini di 100 sti/min)
Tramite la selezione del No. di modello
(Corpo principale : da 1 a 999, Carta di memoria : da 1 a 999)
Metodo UP/DOWN (addizione/sottrazione) (da 0 a 9.999)
automaticamente immesso in memoria.
Usando i tasti jog, una seconda origine (posizione dell’ago dopo un ciclo di cucitura)
può essere impostata nella posizione desiderata entro l’area di cucitura. La seconda
origine impostata viene anche memorizzata.
* Fare riferimento a “II-2-34. Precauzioni da adottare durante la creazione dei
modelli di cucitura” p.95 per il campo in cui una seconda origine può essere
impostata.
Servomotore
1.200 mm (LARG) x 1.070 mm (LUNG) x 1.200 mm (ALT)
Da 5°C a 35°C
Dal 35% all’85% (Senza condensazione di rugiada)
Tensione nominale ± il 10% 50/60 Hz
0,6 MPa (0,65 MPa max)
3
/ min (ANR)
Al termine della cucitura, l’ago può essere portato alla sua posizione più alta.
Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavorativo :
Valore ponderato A di 85 dB ; (Include LpA = 2,5 dB); secondo la norma ISO 10821C.6.3 -ISO 11204 GR2 a 2.500 sti/min.
- Livello di potenza acustica (L
Valore ponderato A di 94 dB; (Include K
C.6.3 -ISO 3744 GR2 a 2.500 sti/min.
Tempo necessario per la cucitura: 2,8 sec., utilizzando il modello di cucitura No. 102
WA
) ;
= 2,5 dB) ; secondo la norma ISO 10821-
WA
– 1 –
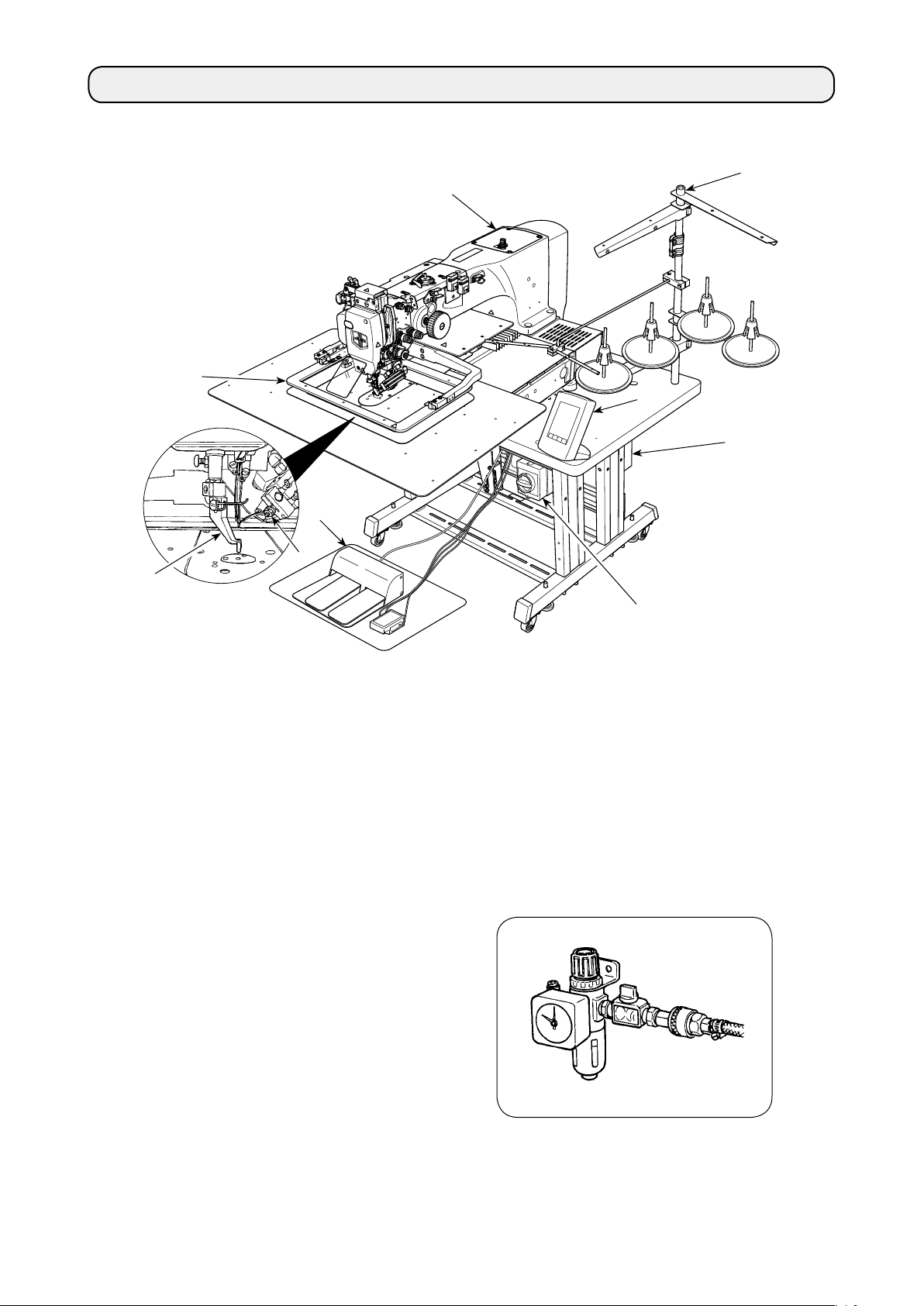
2. CONFIGURAZIONE
❸
❾
❺
❶
❻
❽
❷
❹
❶ Testa della macchina
❷ Scartalo, Dispositivo di aspirazione
del lo dell'ago
❸ Interruttore di stop temporaneo
❹ Pinza
❺ Piedino premistoffa intermedio
❻ Portalo
❼ Pannello operativo (IP-420)
❽ Interruttore dell’alimentazione
(utilizzato anche come l'interruttore di
arresto di emergenza)
❾ Centralina di controllo
Pedale di comando
❼
Regolatore d’aria
– 2 –
3. INSTALLAZIONE
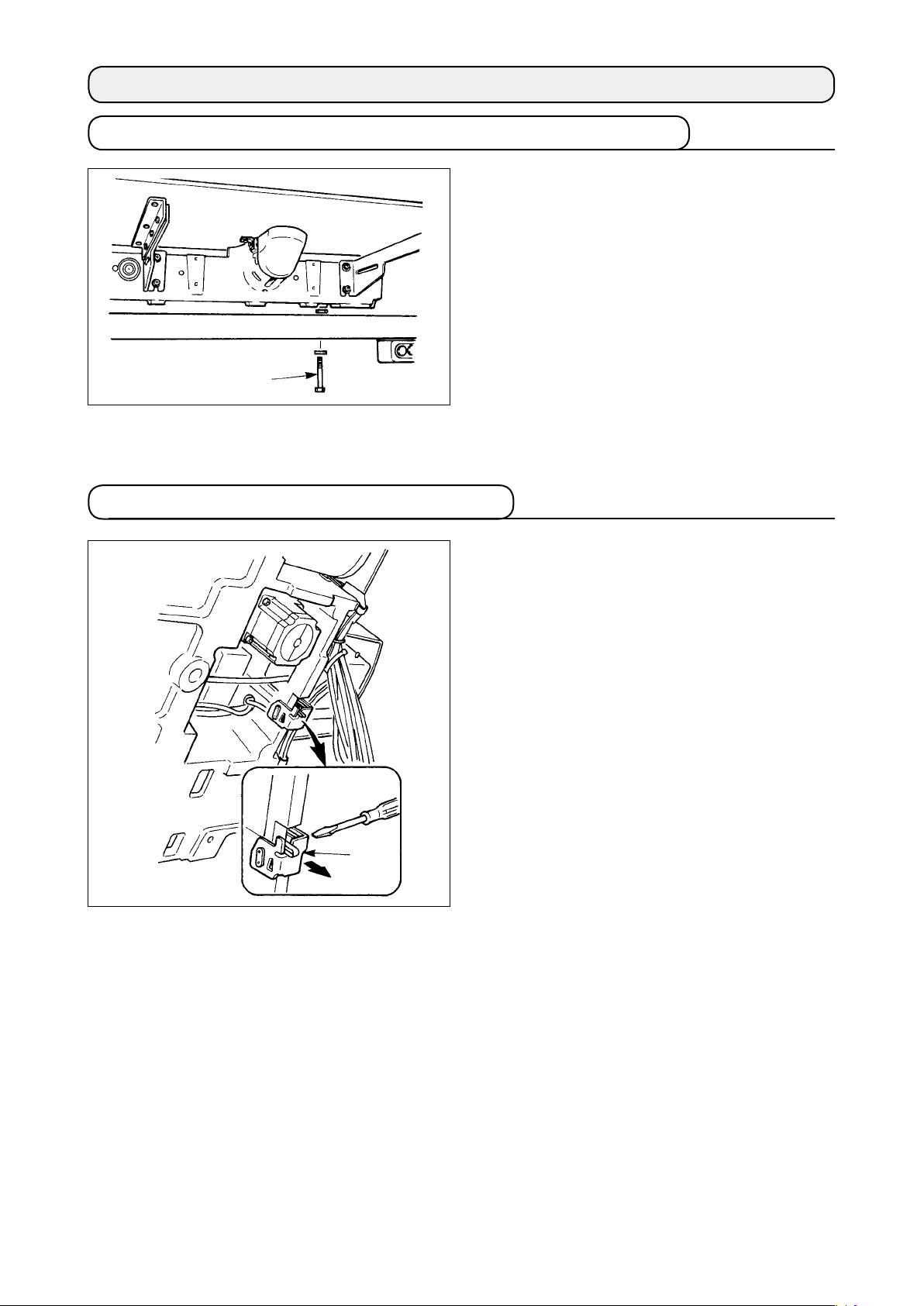
3-1. Rimozione del bullone di ssaggio della base della macchina
Rimuovere il bullone di ssaggio della base della
macchina ❶.
Questo bullone è necessario al momento di
trasportare la macchina per cucire.
❶
3-2. Regolazione dell'interruttore di sicurezza
❶
Nel caso che l’errore 302 si verichi quando la
macchina per cucire viene azionata dopo la messa a
punto, allentare la vite di montaggio dell’interruttore di
sicurezza con un cacciavite, e abbassare l’interruttore ❶ verso la parte inferiore della macchina per
cucire.
– 3 –
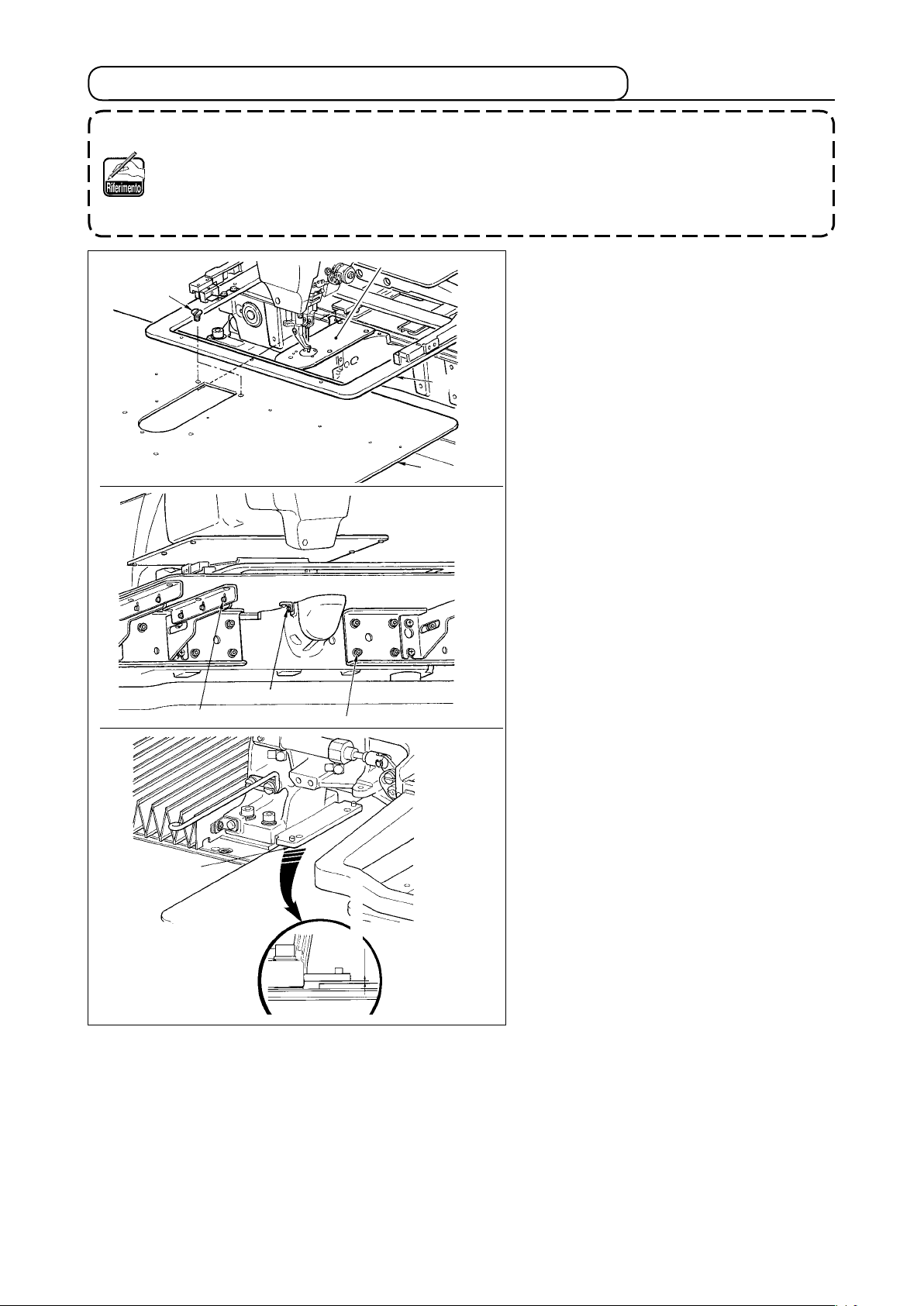
3-3. Installazione del coperchio ausiliario della placca ago
1. I sostegni e cose simili sono ssati al coperchio ausiliario della placca ago e le viti di
ssaggio e le rondelle per ssare il coperchio ausiliario alla base della macchina sono
imballate insieme con gli accessori al momento della consegna.
2. Quando si usa il foglio del coperchio fornito come accessori, incollarlo al coperchio
ausiliario della placca ago prima dell'installazione del coperchio ausiliario.
1) Spostare la base di trasporto del tessuto
verso il dietro, e mettere il coperchio au-
❼
❾
❽
❶
❸
❹❺
❻
Da 0,8 a 1,0mm
siliario della placa ago ❸ tra la piastra
inferiore ❶ e la placca ago ❷. In questo
momento, fare attenzione a non piegare
la piastra inferiore ❶.
2) Fissare temporaneamente il coperchio
ausiliario della placca ago con le viti di
ssaggio del coperchio ausiliario della
placca ago ❺ e le rondelle ❹.
3) Fissare temporaneamente il coperchio
ausiliario della placca ago (asm.) ❸ alla
base della macchina con le viti di ssaggio del supporto del coperchio ausiliario
della placca ago ❻ (10 pezzi).
4) Fissare il coperchio ausiliario della placca ago (asm.) ❸ alla base della macchi-
na con le due viti a testa svasata ❼.
5) Spostare la base di trasporto del tessuto
verso la parte anteriore sinistra, muovere su e giù il coperchio ausiliario della
placca ago (asm.) ❸ in modo che una
distanza da 0,8 a 1,0 mm sia lasciata
tra la supercie inferiore della base di
montaggio della piastra inferiore ❽ e
la superficie superiore del coperchio
ausiliario della placca ago (asm.) ❸, e
ssare le viti di ssaggio ❻.
6) Eseguire il lavoro similare spostando la
base di trasporto del tessuto verso la
parte anteriore destra.
7) Fissare la vite di ssaggio del coperchio
ausiliario della placca ago ❺.
8) Consultando la Attenzione indicata qui
sotto, effettuare il posizionamento del
coperchio ausiliario della placca ago.
Quando il posizionamento non può essere effettuato sufcientemente, effettuare
il posizionamento dopo aver allentato
una volta la vite di ssaggio del coperchio ausiliario della placca ago ❺ e le
viti di ssaggio della base del coperchio
ausiliario della placca ago ❾.
– 4 –
❷
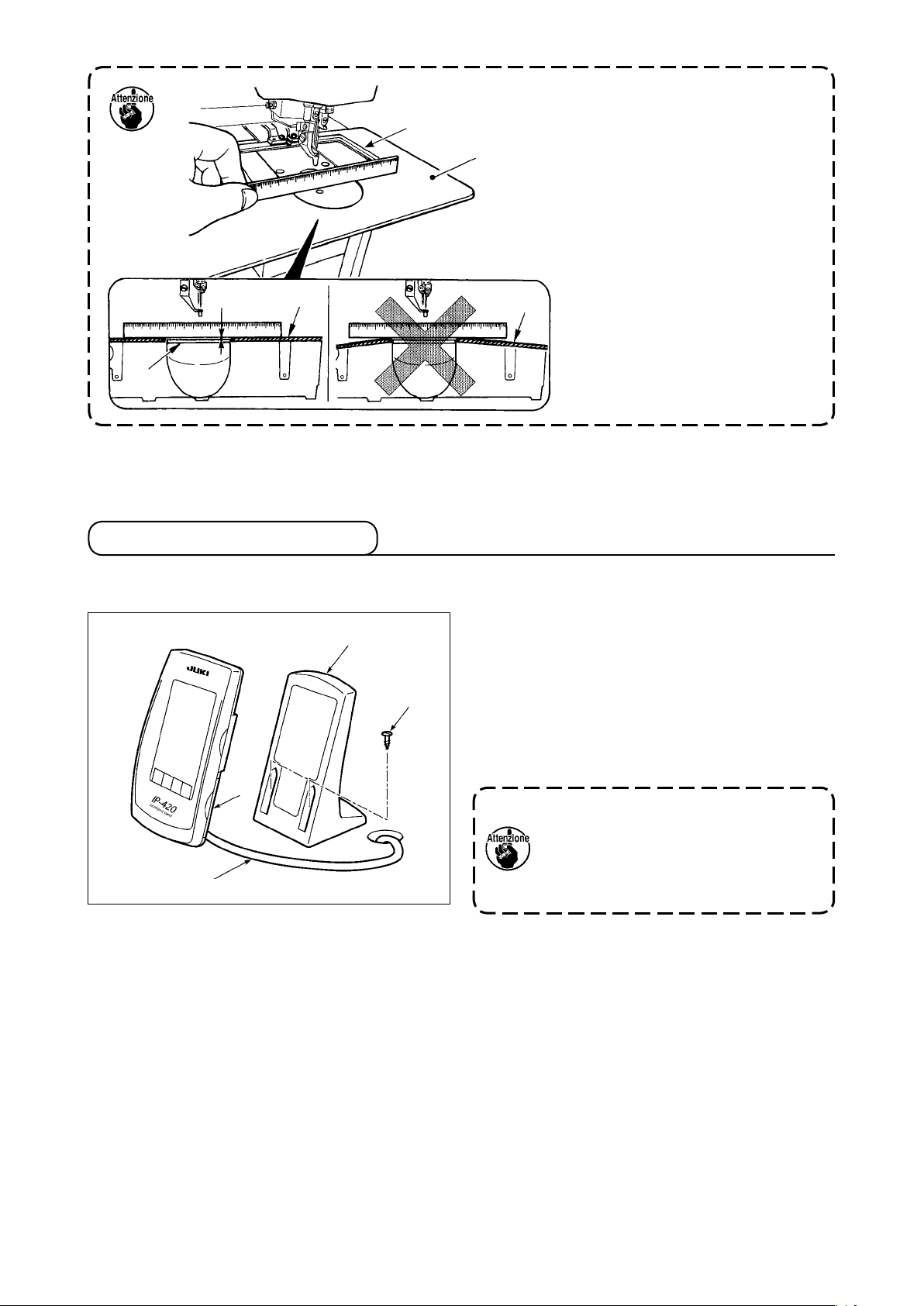
Entro 0,3 mm
❸
❶
1. Fissare il coperchio ausiliario della
placca ago ❸ in modo che esso sia
più alto della placca ago ❷ (entro
0,3 mm). Quando esso è più basso
❸
2. Controllare, mettendo un regolo o
della placca ago ❷, rottura dell’ago o qualcosa di simile a causa del
trasporto difettoso sarà causata.
qualcosa di simile, che il coperchio
ausiliario della placca ago ❸ sia in-
stallato orizzontalemente. In caso
contrario, il coperchio ausiliario
della placca ago ❸ e la piastra inferiore ❶ si toccano parzialmente,
e usura anormale sarà causata.
3-4. Installazione del pannello
1) Installazione del IP-420
❶
❷
❸
❹
1) Aprire il coperchio ❶ e rimuovere il cavo ❷
una volta. Quindi collegarlo di nuovo al pannello sulla supercie superiore del tavolo dopo
averlo fatto passare attraverso il foro nel tavolo.
2) Fissare la piastra di montaggio del pannello
operativo ❸ a un posto facoltativo sul tavolo
con le due viti per legno ❹.
Installare il pannello alla posizione
in cui il coperchio dello spostamento
X o l'impugnatura della testa non lo
intralcia poiché la rottura del pannello
sarà causata.
– 5 –
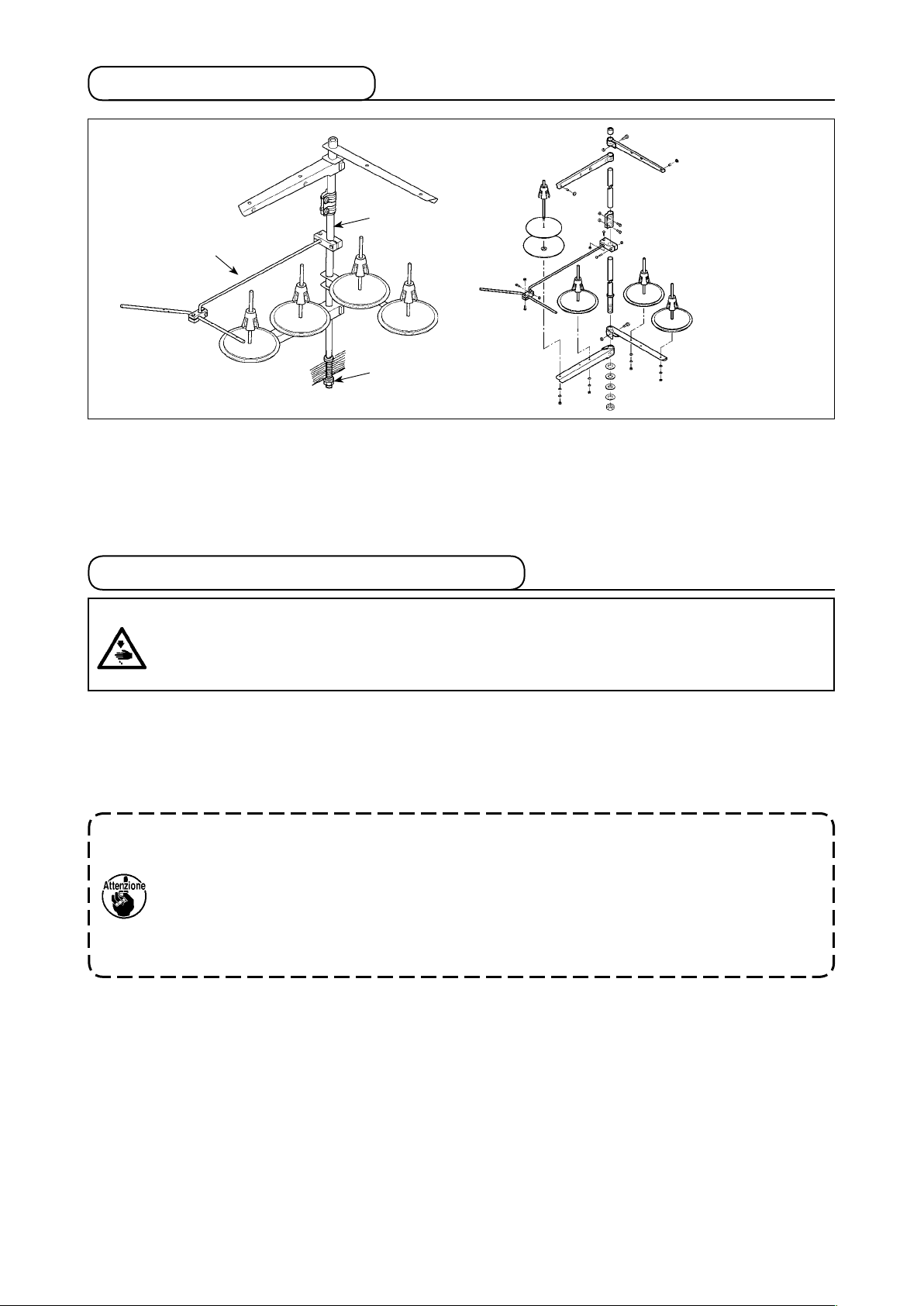
3-5. Installazione del portalo
❷
Guidafilo
intermedio
❶
1) Montare il portalo e inserirlo nel foro nell’angolo superiore di sinistra del tavolo della macchina.
2) Stringere controdado ❶ per ssare il portalo.
3) Per il cablaggio ad una presa di alimentazione aerea far passare il cavo di alimentazione attraverso
l’asta porta rocchetto ❷.
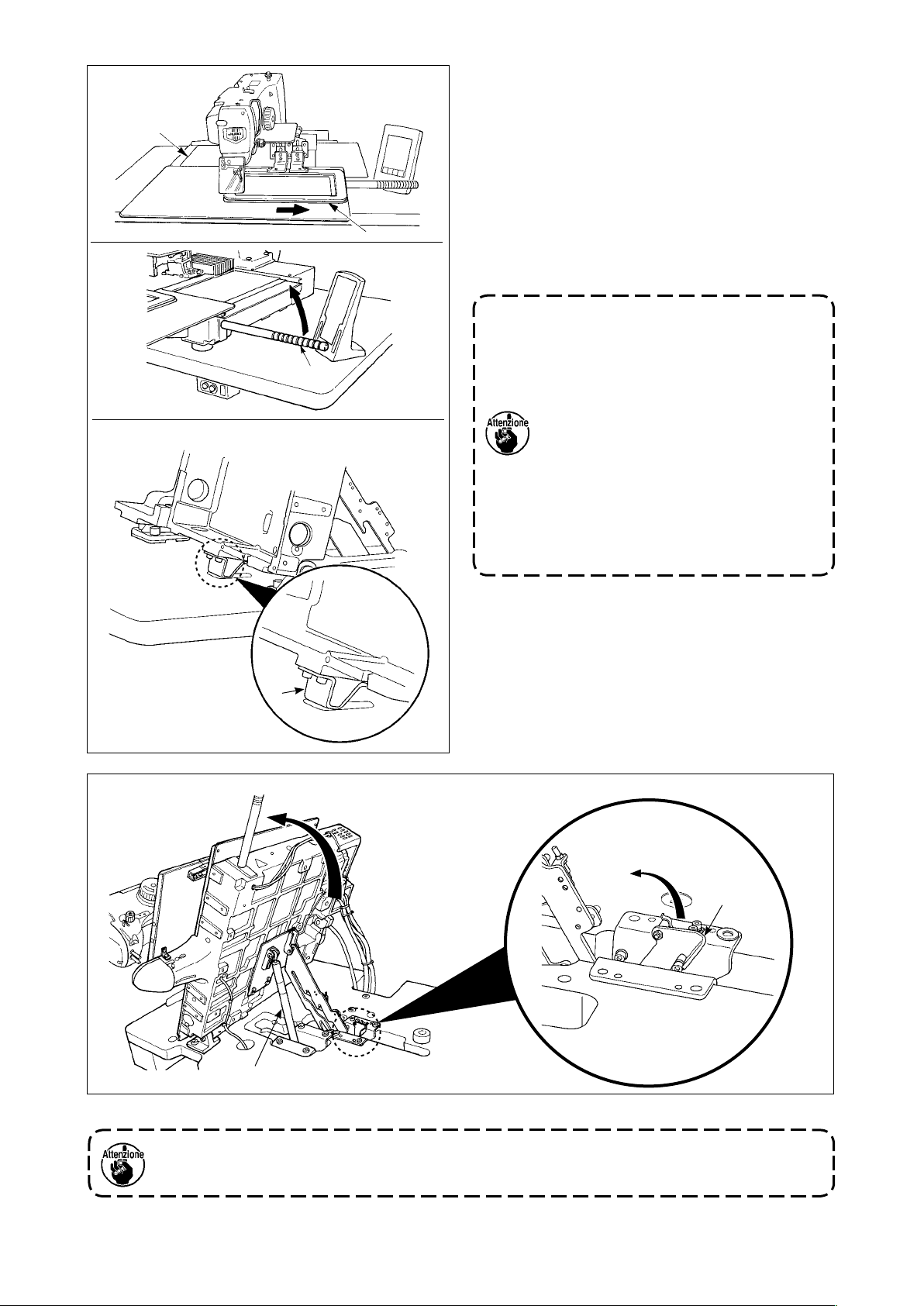
3-6. Sollevamento della testa della macchina
AVVERTIMENTO :
iInclinare / sollevare la testa della macchina con tutte le due mani facendo attenzione che le dita non
vengano intrappolate nella testa della macchina. Spegnere l'interrutore dell'alimentazione prima
di effettuare le seguenti operazioni al ne di evitare ferimenti causati dall'avvio improvviso della
macchina per cucire.
Questa macchina per cucire non può essere sollevata a meno che non venga rimosso il coperchio ausiliario
(asm.) della placca ago. Sollevare la macchina per cucire dopo aver rimosso il coperchio ausiliario della
placca ago (asm.) consultando “I-3-3. Installazione del coperchio ausiliario della placca ago” p.4.
Quando si usa la macchina per cucire, installare il coperchio ausiliario della placca ago (asm.) consul-
tando “I-3-3. Installazione del coperchio ausiliario della placca ago” p.4.
1. Per prevenire la caduta della macchina per cucire, prima di sollevare la testa della mac-
china non mancare di ssare il tavolo/supporto (rotelle) al luogo livellato in modo che
essi non si muovano.
2. Non mancare di sollevare la macchina dopo aver spostato la pinza ❸ alla posizione più
a destra poiché il coperchio del trasporto X ❹ e il tavolo della macchina si intralciano
causando la rottura.
3. Quando la macchina è sollevata, pulire la parte A del fondo della macchina per preveni-
re che la supercie del tavolo della macchina sia macchiata di olio.
– 6 –
❹
❸
❶
Posizione di manutenzione della macchina per cucire
Per effettuare i lavori con la macchina per cucire sollevata, seguire i passaggi della procedura descritta di seguito.
1. Spostare la pinza ❸ alla posizione più a destra
e ssarla lì. Poi montare il manico ❶ della
testa della macchina in dotazione con l'unità
avvitandolo pienamente.
2.
Tenendo il manico ❶ della testa della macchina,
sollevare la macchina per cucire nel senso della
freccia nché la posizione di manutenzione (in cui
il sostegno ❷ della testa della macchina viene a
contatto con il tavolo) non sia raggiunta.
• Se è necessario applicare un carico di
20 kg o più al manico ❶ della testa della macchina per sollevare la testa della
macchina, la molla a gas ❺ è degassata. Assicurarsi di sostituire la molla a
gas con una nuova.
•
Mentre si solleva la macchina per cucire, la molla a gas ❺ lavora per spostare
la macchina per cucire nel senso della
freccia quando la macchina per cucire
è inclinata di circa 45 gradi rispetto al
tavolo. È quindi necessario sollevare
attentamente la macchina per cucire nché la posizione di manutenzione non
sia raggiunta sostenendo la macchina
per cucire con entrambe le mani.
❷
❻
❺
3. Girare la leva di rilascio ❻ del fermo nel senso della freccia per ssare la macchina per cucire.
Mai azionare la leva di rilascio ❻ del fermo in altre posizioni all'infuori della posizione di manuten-
zione al ne di evitare che la mano o altra parte del corpo venga intrappolata tra la macchina per
cucire e il tavolo.
– 7 –
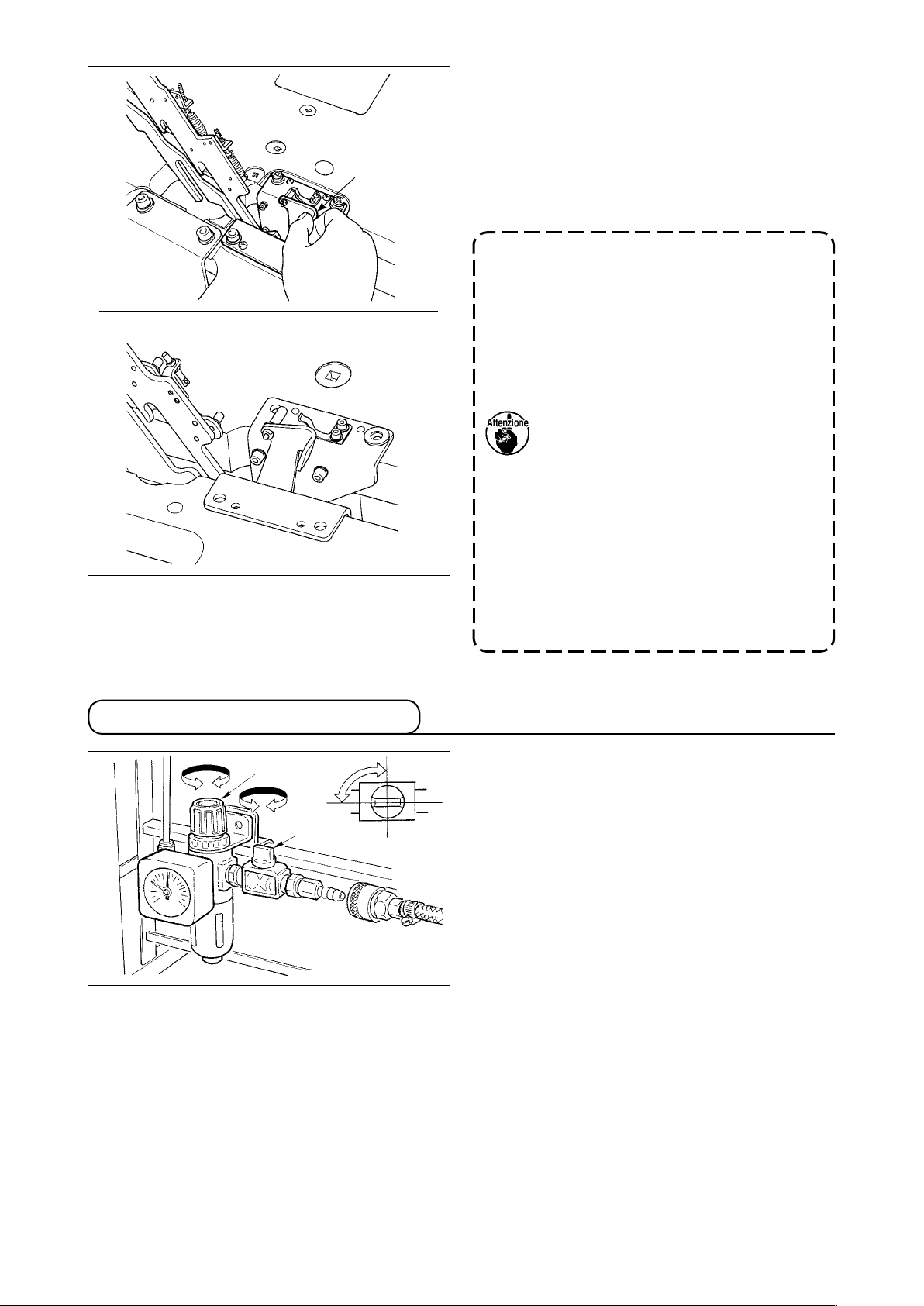
❻
Per riportare la macchina per cucire alla sua posizione iniziale, seguire i passaggi della procedura descritta di seguito.
1. Riportare la leva di rilascio ❻ del fermo alla
sua posizione iniziale. (Riportare la leva no
alla posizione in cui essa è ssata.)
2.
Riportare attentamente la macchina per cucire
alla sua posizione iniziale tenendo il manico ❶
della testa della macchina con entrambe le mani.
Testa della macchina nello stato di ssaggio
•
• Se si riporta rapidamente la macchina
Mentre si riporta la macchina per
cucire alla sua posizione iniziale,
la molla a gas ❺ lavora quando la
macchina per cucire è inclinata di
circa 70 gradi per tenere la macchina in quella posizione prima che la
macchina raggiunga la sua posizione
iniziale. Quindi applicare una forza
ulteriormente nel senso di ritorno per
riportare la macchina per cucire alla
sua posizione iniziale.
per cucire alla sua posizione iniziale,
il meccanismo di bloccaggio dell'apertura/chiusura della macchina per
cucire funzionerà. In questo caso,
sollevare leggermente la macchina
per cucire dalla posizione in cui essa
è bloccata per ripristinare il meccanismo di bloccaggio. Quindi riportare
attentamente la macchina per cucire
alla sua posizione iniziale di nuovo.
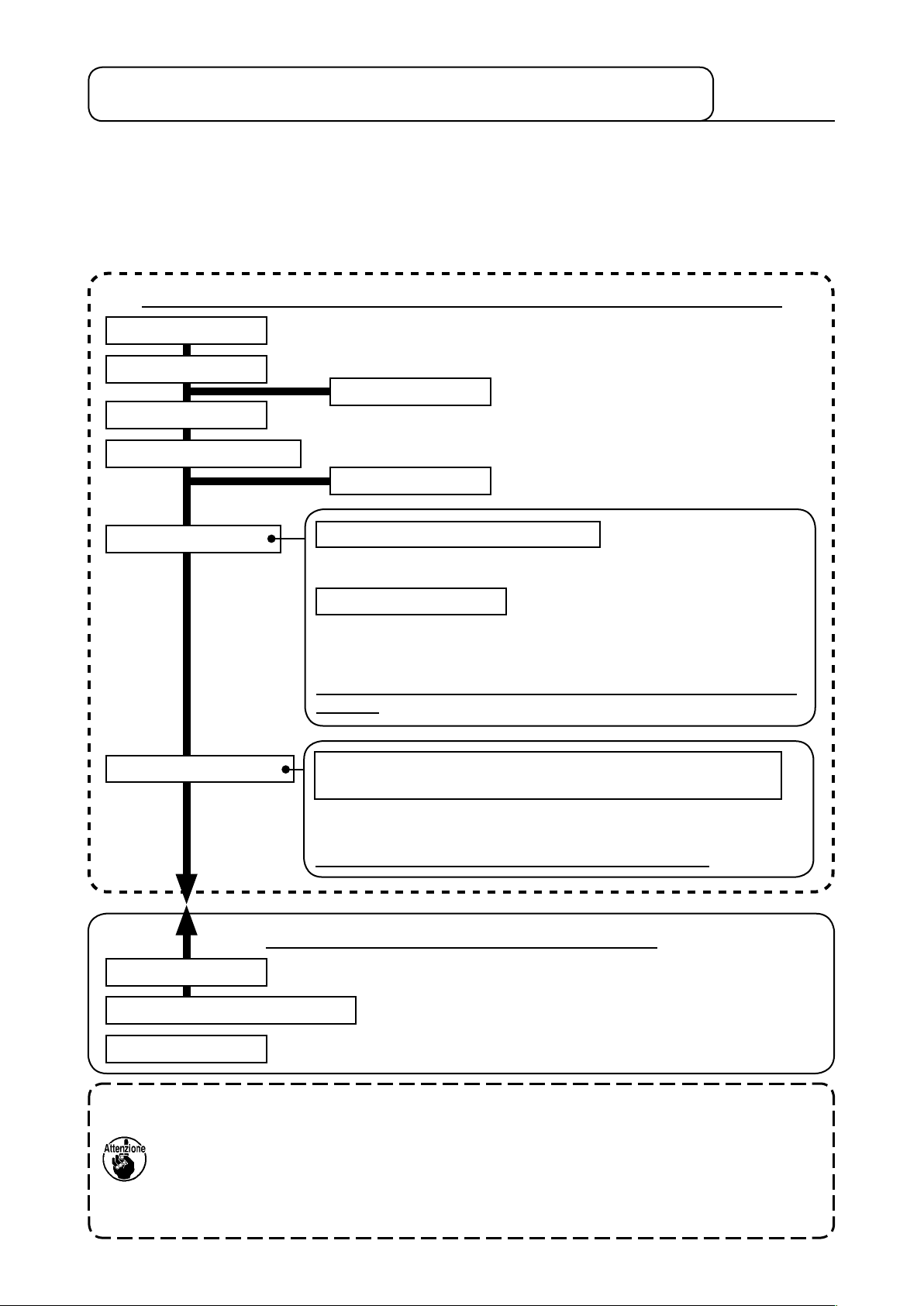
3-7. Installazione del tubo dell’aria
❷
Aprire
❶
Chiudere
1) Collegamento del tubo dell’aria
Collegare il tubo dell’aria al regolatore.
2) Regolazione della pressione di aria
Aprire il rubinetto dell’aria ❶, sollevare e girare
la manopola di regolazione dell’aria ❷ e regolare in modo che la pressione di aria indichi un
valore compreso tra 0,6 Mpa. (0,65 MPa max)
Abbassare quindi la manopola e ssarla.
* Chiudere il rubinetto dell’aria ❶ per espellere
l’aria.
– 8 –
3-8. Avvertenze per l'impianto di alimentazione dell'aria compressa
(fonte dell'aria di alimentazione)
Il 90% dei guasti in apparecchiatura pneumatica (cilindri dell'aria, elettrovalvole a solenoide dell'aria) sono
causati da "aria contaminata."
L'aria compressa contiene molte impurità quali umidità, polvere, olio deteriorato e le particelle di carbonio. Se
tale "aria contaminata" è usata senza approntare nessuna misura, questo può essere una causa di inconvenienti, apportando la riduzione della produttività dovuta a guasti meccanici e tasso ridotto di funzionamento.
Non mancare di installare l'impianto standard di alimentazione dell'aria indicato qui sotto quando si utilizza la
macchina dotata di apparecchiatura pneumatica.
Impianto standard di alimentazione dell'aria che va preparato dall'utente
Compressore d'aria
Postrefrigeratore
Auto-drenaggio
Serbatoio dell'aria
Filtro della linea principale
Auto-drenaggio
Essiccatore dell'aria
Separatore della nebbia
Filtro-regolatore
Qualità dell'alimentazione dell'aria
Quando l'aria alimentata contiene una considerevole quantità di umidità
Ambiente circostante
Quando la nostra macchina è installata in un luogo dove la differenza
di temperatura tra giorno e notte è notevole o in un luogo dove è probabile che si verichi il fenomeno di congelamento
Nei casi sopraccennati, non mancare di installare un essiccatore
dell'aria.
Quando l'aria di alimentazione contiene una considerevole
quantità di carbonio e polvere
(La maggior parte degli inconvenienti nelle elettrovalvole a solenoide
dell'aria è causata da carbonio.)
Non mancare di installare un separatore della nebbia.
Apparecchiatura standard fornita dalla JUKI
Elettrovalvola a solenoide dell'aria
Cilindro dell'aria
Avvertenze per le condutture principali
• Non mancare di pendere le condutture principali con una pendenza in discesa di 1 cm per 1 m nel
senso della corrente d'aria.
• Se le condutture principali si ramicano, l'uscia dell'aria compressa deve essere posta alla parte
superiore delle condutture tramite un T per impedire che lo scolo che si deposita all'interno delle
condutture uisca fuori.
• Tutti i punti bassi e tutte le estremità senza uscita devono essere forniti di auto-drenaggi per
impedire che lo scolo si depositi in quelle parti.
– 9 –
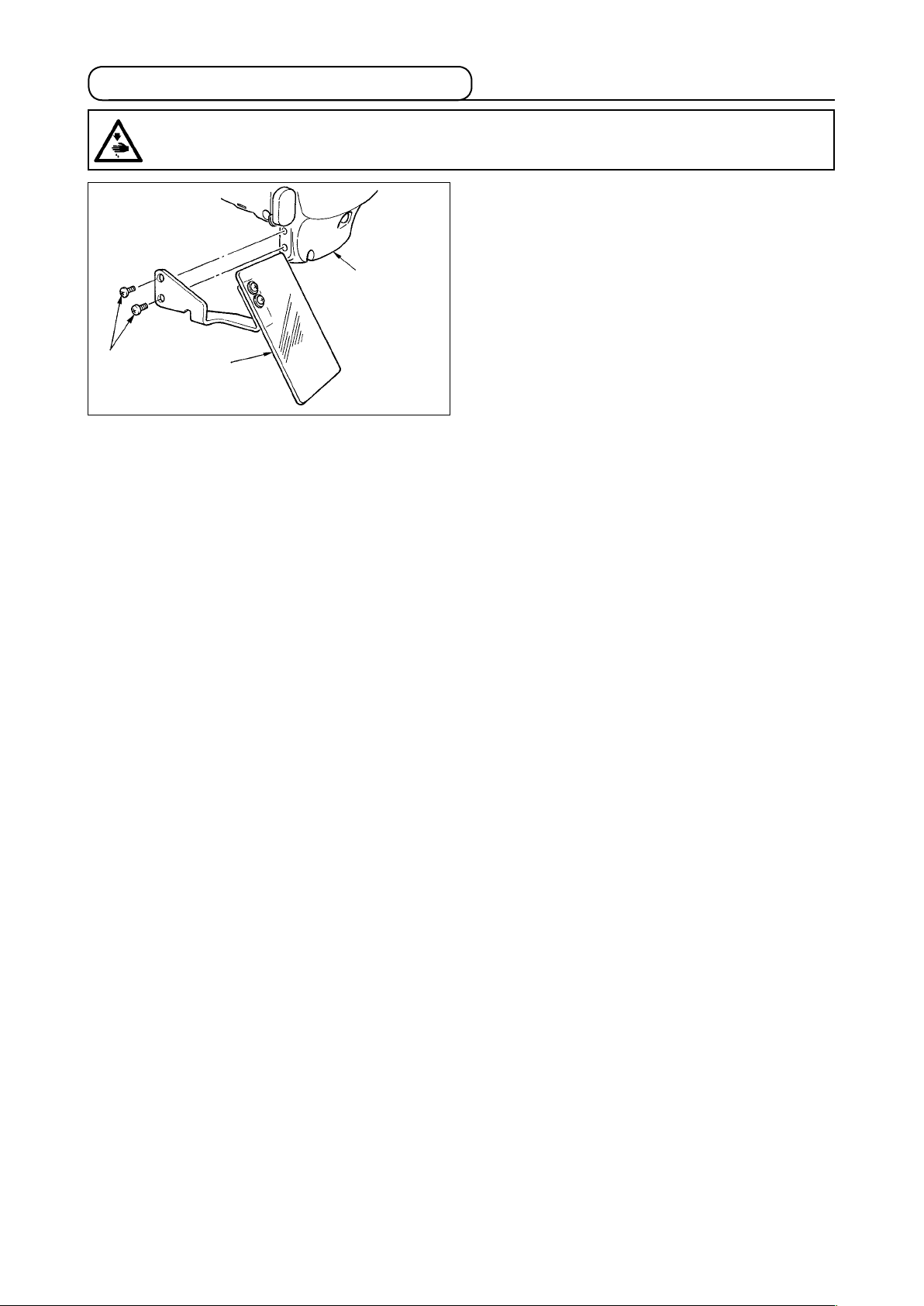
3-9. Installazione della protezione occhi
AVVERTIMENTO :
Assicurarsi di installare questo coperchio per proteggere gli occhi dalla dispersione della rottura
dell’ago.
❸
Usare protezione occhi ❶ dopo averla saldamente attaccata su piastra frontale ❸ con vite ❷.
❷
❶
– 10 –
4. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
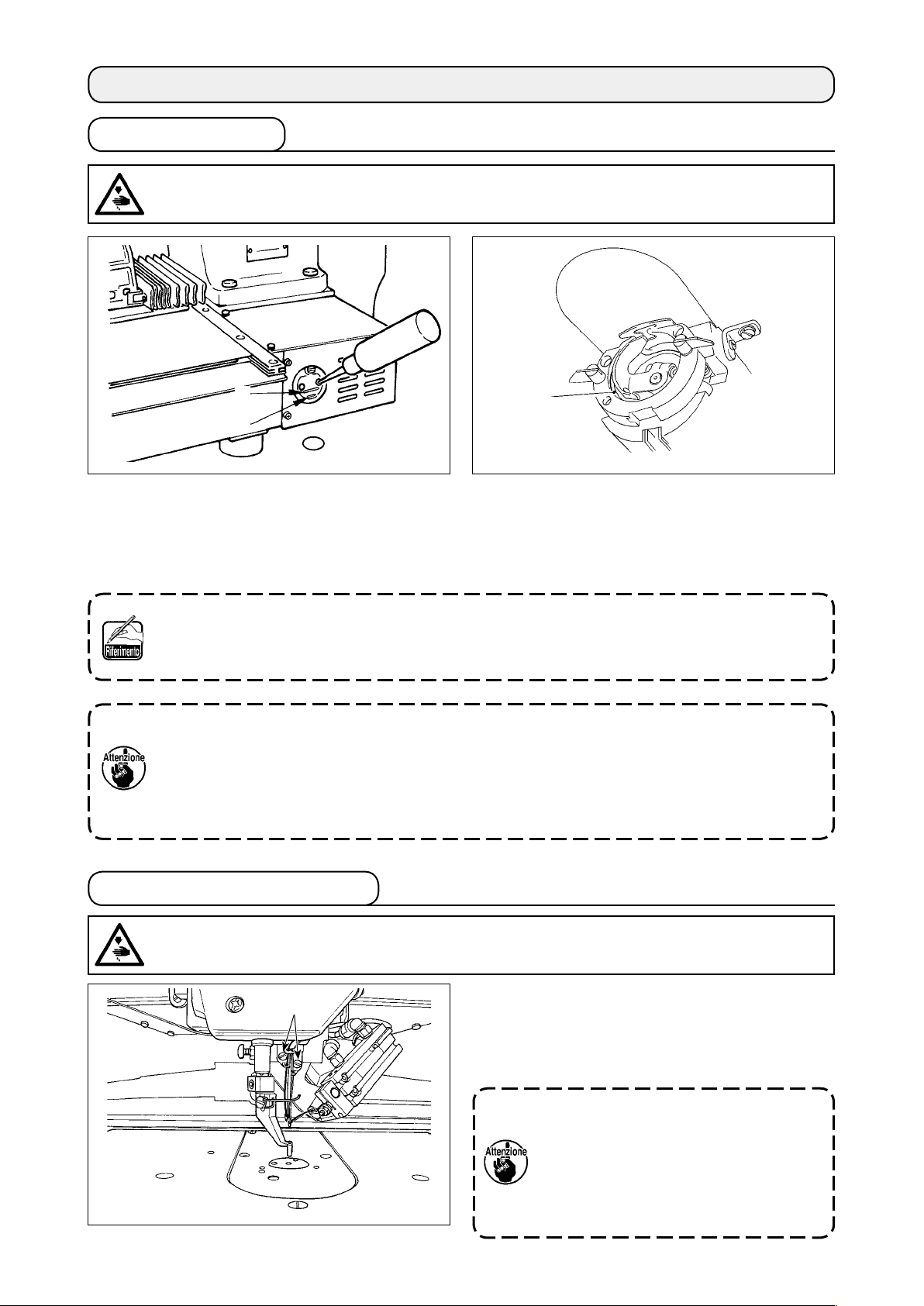
4-1. Lubricazione
AVVERTIMENTO :
Prima di effettuare le seguenti operazione assicurarsi di spegnere la macchinaper cucire al ne di
evitare incidenti causati dall’avvio improvviso della macchina per cucire.
A
B
1) Controllare che lo spazio tra la linea inferiore B
e la linea superiore A sia riempito con olio. Ri-
2) Applicare una goccia di olio alla guida di scorrimento ❶ del crochet per stenderlo sopra.
❶
empirlo con olio usando l’oliatore in dotazione
con la macchina come accessori quando olio è
scarso.
Il serbatoio dell’olio che viene riempito con olio è solo per lubricare la parte di crochet. È
possibile ridurre la quantità di olio quando il numero di giri usato è basso e la quantità di
olio nella parte di crochet è eccessiva. (Consultare “III-1-9. Quantità di olio fornito al cro-
chet” p.125.)
1. Non lubricare i posti tranne il serbatoio dell’olio e il crochet di Attenzione 2 sottostante. Guasto dei componenti sarà causato.
2. Quando si usa la macchina per cucire per la prima volta o dopo un lungo periodo di
inattività, usare la macchna dopo aver applicato una piccola quantità di olio alla parte di
crochet. (Per la rimozione del crochet, vedere “III-1-1. Regolazione della relazione fase
ago-navetta” p.115.)
4-2. Posizionamento dell’ago
AVVERTIMENTO :
Prima di effettuare le seguenti operazione assicurarsi di spegnere la macchinaper cucire al ne di
evitare incidenti causati dall’avvio improvviso della macchina per cucire.
❶
Allentare vite di ssaggio ❶, e tenere l’ago con
la parte incava volta verso l’operatore. Inlarlo
quindi il più possibile nel foro nella barra ago, e
stringere vite di ssaggio ❶.
Quando si stringe la vite di ssaggio
❶, assicurarsi di utilizzare il cacciavite a taglio (No. di parte: 12347308) in
dotazione con l'unità.
La differenza permissibile del numero
di ago tra gli aghi destro e sinistro è
due o meno.
– 11 –
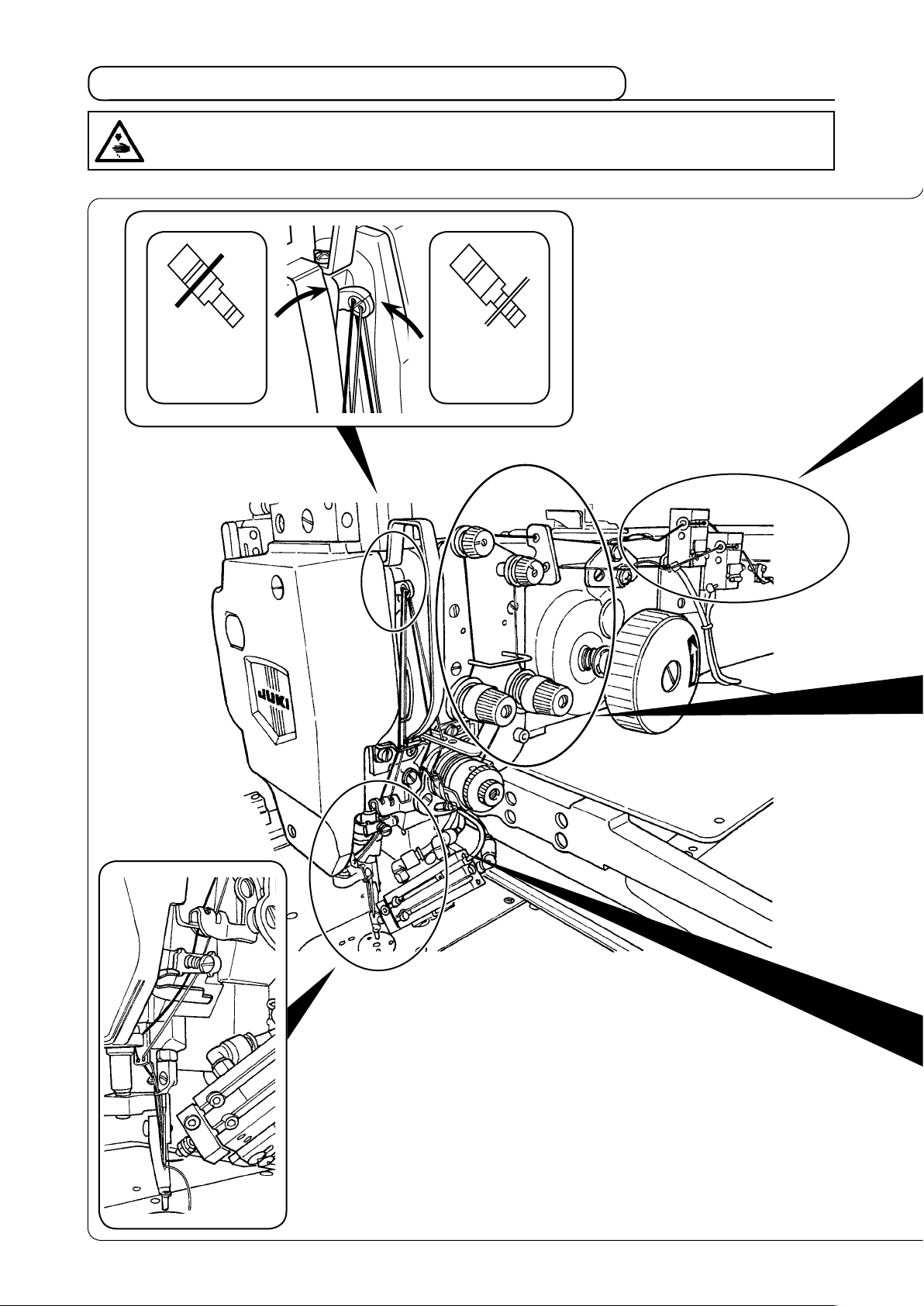
4-3. Come inlare il lo dell'ago nella testa della macchina
AVVERTIMENTO :
Assicurarsi di disattivare l'alimentazione prima di inlare il lo nell'ago al ne di prevenire gli incidenti causati dall'avvio improvviso della macchina per cucire.
Filo sinistro:
Fare passare il
filo attraverso
la parte spessa.
Filo destro:
Fare passare il
filo attraverso
la parte sottile.
– 12 –
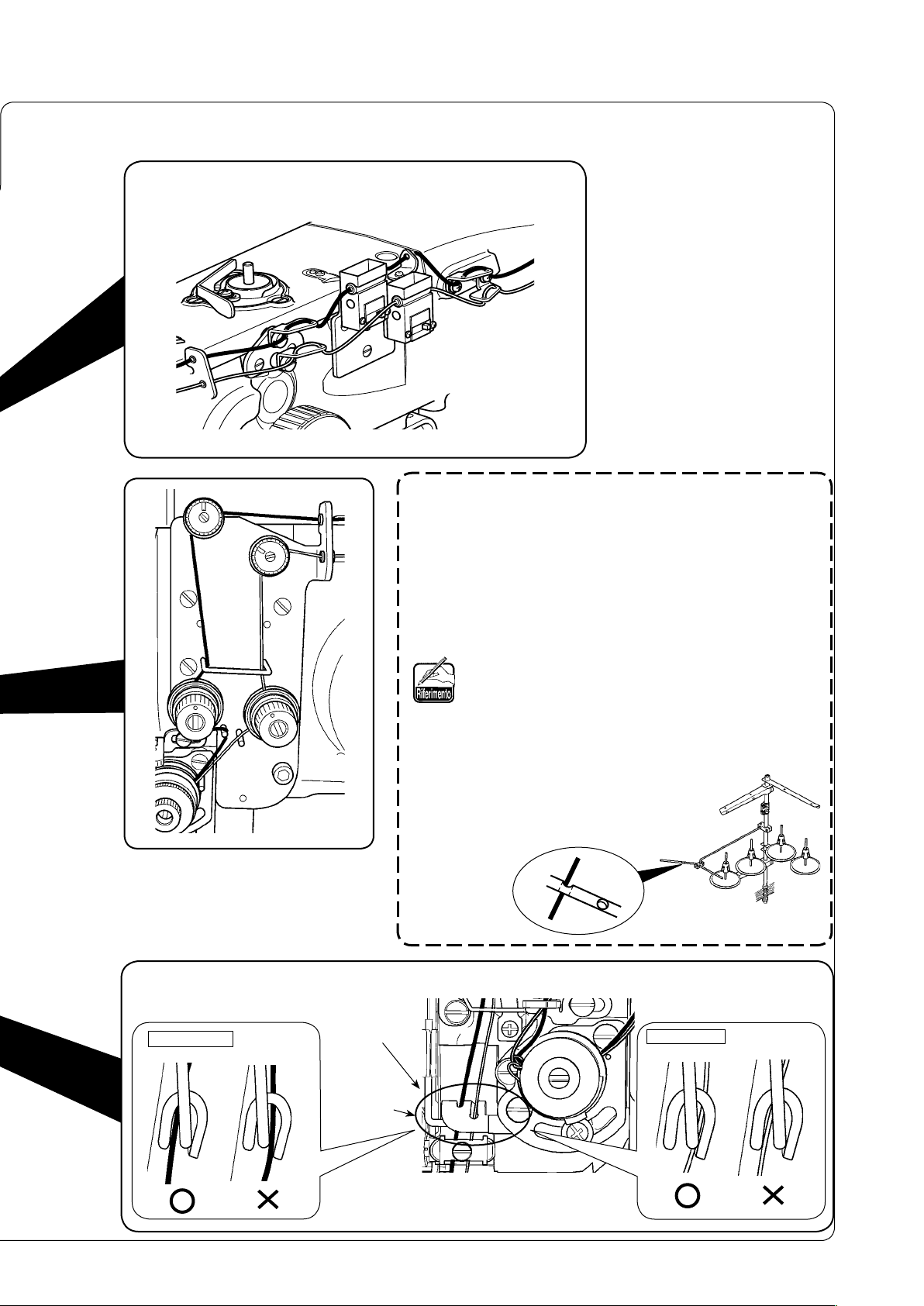
Quando si utilizza un lo rivestito, inlare il lo nei fori
di passaggio del lo dei primo e secondo guidalo senza
avvolgere il lo sui fori.
1.
Si consiglia di commutare la posizione della bar-
ra ago sul pannello operativo prima di inlare il
lo nell'ago per facilitare il lavoro di inlatura.
Fare riferimento a
"II-2-13. Come commutare la
barra ago e il premilo da inlare" p.48
ulteriori informazioni su come commutare la
posizione della barra ago.
2.
Si consiglia di commutare la posizione della barra
premilo sul pannello operativo prima di inlare
il lo nella sezione di premilo per facilitare il
lavoro di inlatura. Fare riferimento a "II-2-13.
Come commutare la barra ago e il premilo da
inlare" p.48 per ulteriori informazioni su come
commutare la posizione della barra premilo.
3. Quando si utilizza un lo rivestito, inlare il lo nel foro di
passaggio del lo del guidalo
intermedio senza avvolgere il
lo sul foro. Con questa operazione la resistenza generata
dal lo viene ridotta.
per
Fare passare il lo sinistro
attraverso il lato opposto
della barra premilo.
Filo sinistro
左糸
Barra
premilo
Sezione di
premilo
Fare passare il lo destro
attraverso il lato vicino
della barra premilo.
Filo destro
– 13 –
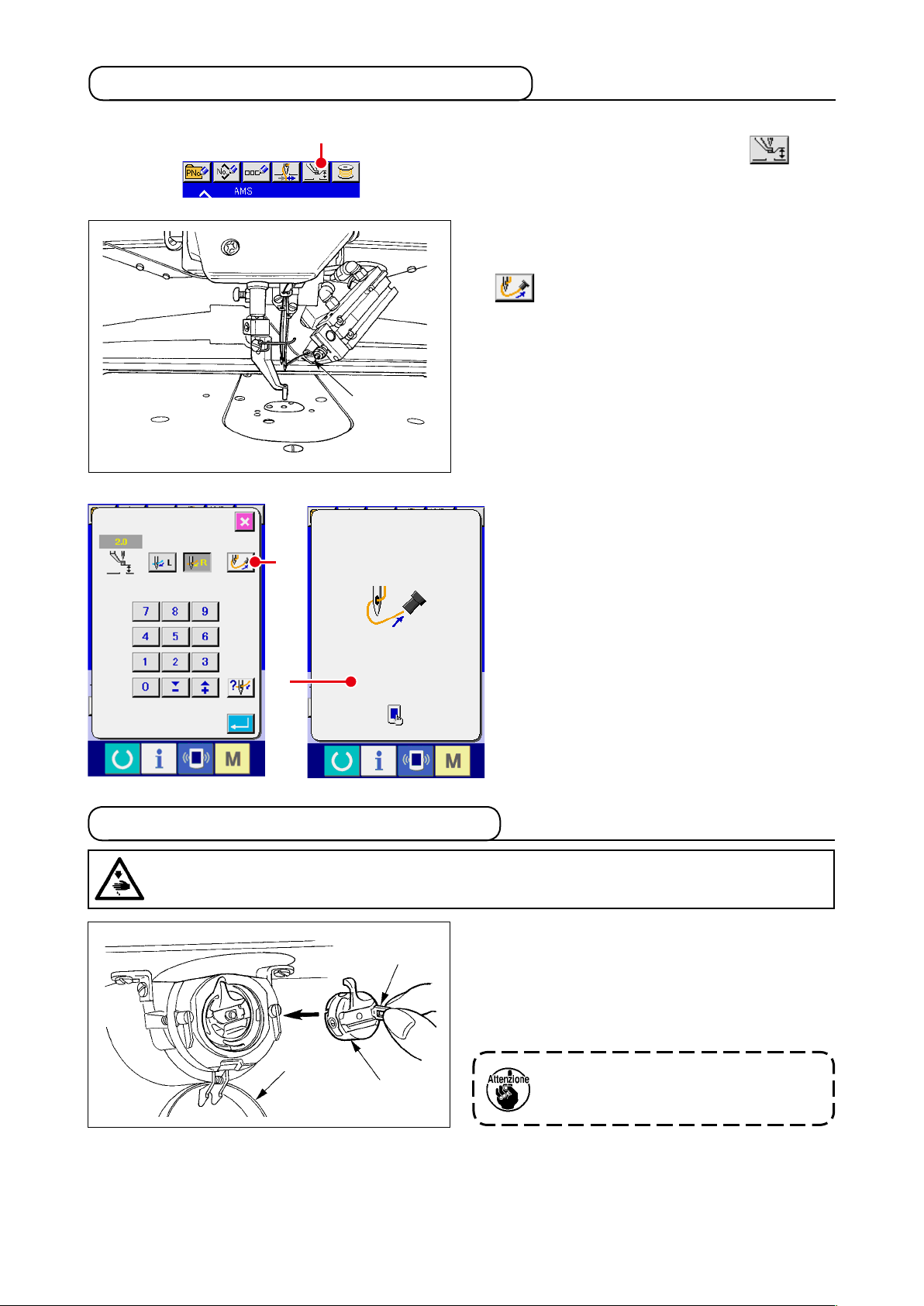
4-4. Procedura per la pinzatura del lo dell'ago
B
A
❶
1) Premere il bottone di impostazione A del
pressore intermedio per visualizzare il bottone
di aspirazione del lo dell'ago.
2) Quando si preme il bottone di aspirazione
B del lo dell'ago, viene visualizzata la
schermata di aspirazione del lo e il dispositivo
di aspirazione del lo viene portato allo stato
di aspirazione dell'aria. Fare aspirare i due li
dell'ago degli aghi destro e sinistro al dispositivo di aspirazione ❶ del lo.
3) Dopo che il dispositivo di aspirazione del
lo ha aspirato i li dell'ago, sorare C
nella schermata di aspirazione del lo per
arrestare l'aspirazione dell'aria per pinzare
i li dell'ago.
C
4-5. Installazione e rimozione della capsula
AVVERTIMENTO :
Prima di effettuare le seguenti operazione assicurarsi di spegnere la macchinaper cucire al ne di
evitare incidenti causati dall’avvio improvviso della macchina per cucire.
❸
❶
❷
1) Aprire il coperchio del crochet ❶.
2) Sollevare chiavistello ❸ di capsula ❷, e rimuovere la capsula.
3) Quando si inserisce la capsula, inserirla con il
chiavistello inclinato nché si senta il “click”.
Se l’inserimento non è completo,
capsula ❷ può scivolare via durante
la cucitura.
– 14 –
4-6. Inserimento della bobina
AVVERTIMENTO :
Prima di effettuare le seguenti operazione assicurarsi di spegnere la macchinaper cucire al ne di
evitare incidenti causati dall’avvio improvviso della macchina per cucire.
2,5 cm
❹
❺
❸
❶
❷
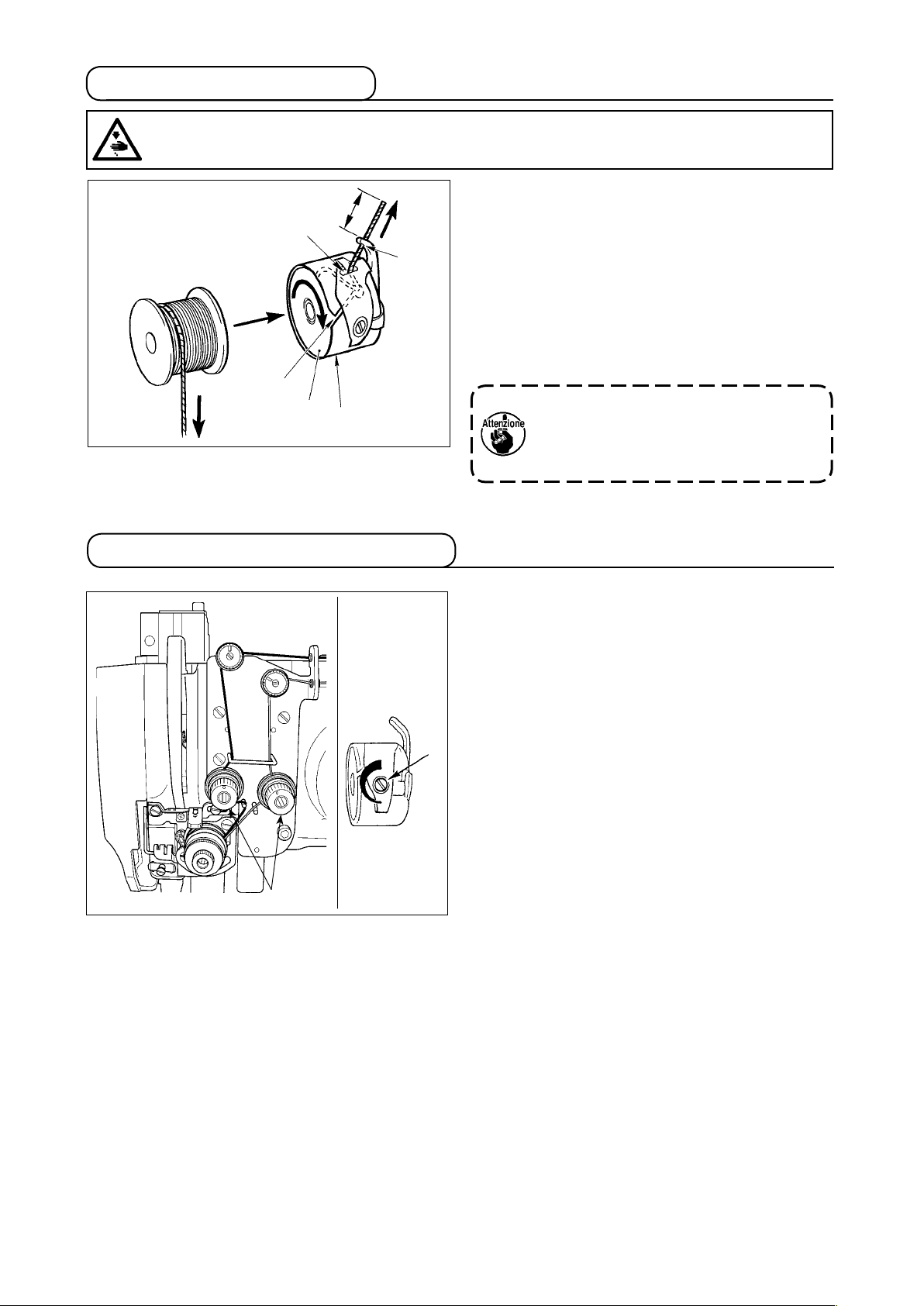
4-7. Regolazione della tensione del lo
❷
1) Inserire bobina ❶ in capsula ❷ nel senso mostrato nella gura.
2) Far passare il lo attraverso scanalatura ❸ di
capsula ❷, e tirare quindi il lo. Con questa
operazione, il lo passerà sotto la molla di
tensione e verrà fuori dal foro del lo ❹.
3) Far passare il lo attraverso foro del lo ❺, ed
estrarre il lo di 2,5 cm dal foro del lo.
Se la bobina è caricata nella capsula
nel senso inverso, per conseguenza il
lo della bobina estratto si troverà in
una condizione incostante.
1) Tensione deI lo dell'ago Ruotare iI dado
tensione deI Io No.2 ❶ in senso orario per
aumentare Ia tensioner deI Io deII'ago, oppure in senso antiorario per diminuirIa.
2) Tensione deI Io deIIa bobina Ruotare Ia vite
di regoIazione deIla tensione ❷ in senso orario
per aumentare, o in senso antiorario per diminuire Ia tensione deI lo delIa bobina.
❶
– 15 –
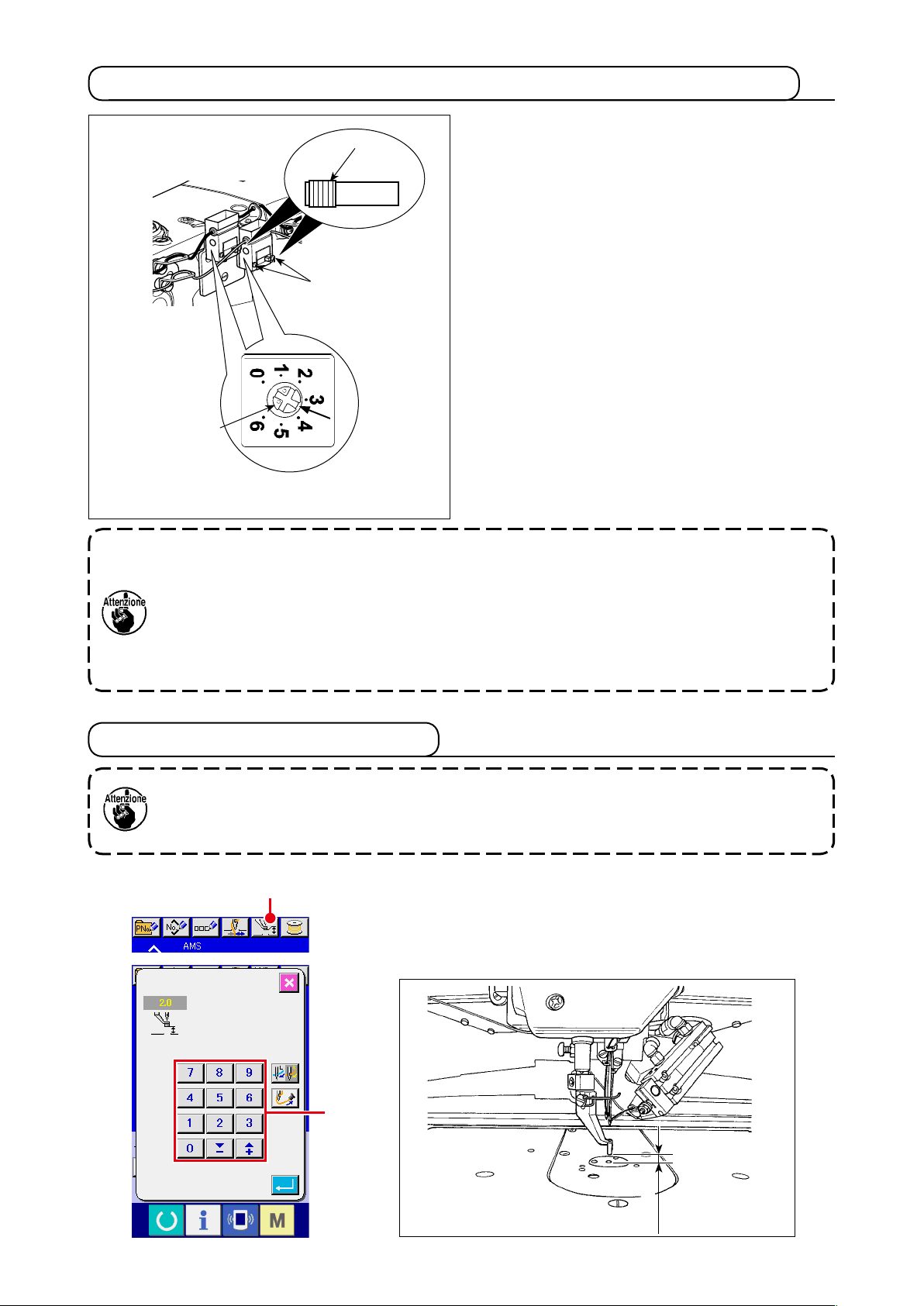
4-8.
Procedura per la regolazione del sensore di rilevamento della rottura del lo
❷
ON
❸
❶
* Şekilde 3,5 olan ayar değeri gösterilmektedir.
OFF
Il sensore di rilevamento della rottura del filo è
progettato per rilevare l'arresto dell'alimentazione
(movimento) del lo a causa della rottura del lo.
La sensibilità del sensore è stata regolata in fabbrica sul valore standard di regolazione al momento della consegna. Nei seguenti casi, tuttavia,
il sensore deve essere riregolato.
La macchina per cucire si arresta anche se il
◦
lo non si rompe.
(Nel caso in cui un lo sottile sia utilizzo, la ten-
sione del lo sia troppo alta, la macchina per
cucire funzioni a bassa velocità, ecc)
Girare la manopola di regolazione ❶ in senso
⇒
orario per aumentare la sensibilità.
La macchina per cucire non si arresta anche se
◦
il lo si rompe.
(Nel caso in cui la macchina per cucire funzioni
ad alta velocità, ecc)
Girare la manopola di regolazione ❶ in senso
⇒
antiorario per diminuire la sensibilità.
*
La sensibilità del sensore deve essere regolata
entro un intervallo compreso tra 3 e 4,5, come riferimento, secondo la tensione del lo e il tipo di lo.
1. Il sensore di rilevamento della rottura del lo è dotato di interruttore ON-OFF ❷. Il sen-
sore non funziona a meno che l'interruttore non sia posizionato su ON.
2. Il valore standard di regolazione della manopola di regolazione ❶ è 3,5.
3.
4. Nel caso in cui la manopola di regolazione della sensibilità del sensore sia impostata su
Una graduazione della scala corrisponde all'angolo di circa 45°. Dopo la regolazione, allenta-
re le viti di ssaggio ❸ per rimuovere il coperchio e controllare la graduazione della scala.
5 o su un valore maggiore, il sensore può essere suscettibile alle vibrazioni o al rumore
della macchina per cucire e può funzionare male.
4-9. Altezza del pressore intermedio
1.
2. Fare attenzione che le mani e le dita non vengano intrappolate nella pinza o nel presso-
Quando si solleva l’altezza del pressore intermedio, girare la puleggia manualmente per
abbassare la barra ago, e controllare che la barra ago non ostacoli il pressore intermedio.
re intermedio.
A
Premere il bottone INTERMEDIATE PRESSER SETTING A e
regolare con i dieci tasti B in modo che la distanza tra l’estremità
inferiore del pressore intermedio e il tessuto sia di 0,5 mm (spessore del lo utilizzato).
B
0,5 mm
– 16 –
I 1. l campo di impostazione del pressore intermedio è no allo standard di 3,5 mm. Tuttavia,
quando si usa l’ago DPX17 per il tipo H o qualcosa di simile, il campo di impostazione
può essere cambiato no a 7 mm al massimo con l’interruttore di memoria .
2. Quando si aumenta l’altezza del pressore intermedio o si fa più spessa la misura dell’a-
go, controllare la distanza tra lo scartalo ed i componenti. Lo scartalo non può
essere usato a meno che la distanza non sia assicurata. Spegnere l'interruttore dello
scartalo. Inoltre, si tenga presente che lo scartalo è posizionato in modo da spazzare
alla posizione in cui il pressore intermedio è nella posizione più bassa nonostante l'impostazione dell'altezza del pressore intermedio al momento della consegna. (Interruttore di memoria )
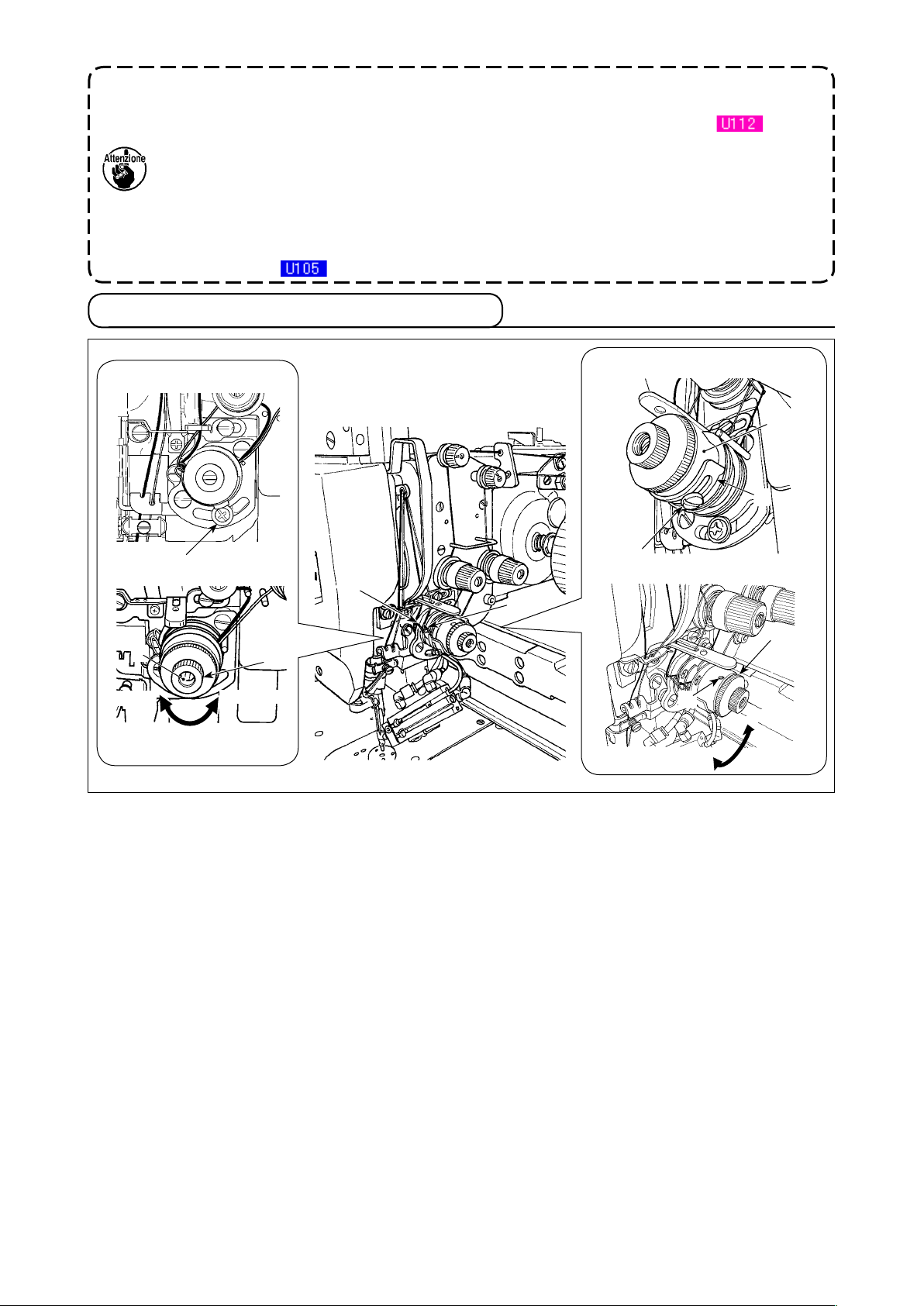
4-10. Regolazione della molla chiusura punto
❻
❺
❷
❹
❶
❸
❽
Aumento
❼
Diminuzione
❾
Diminuzione
Aumento
(1) Modica deIIa corsa deIIa molla tiralo
1) Per la molla tiralo ❶ sul lato sinistro, allentare la vite ❷ e regolare la corsa della molla spostando la
vite lungo la scanalatura per la regolazione.
2) Per la molla tiralo ❸ sul lato destro, allentare la vite ❹ e regolare la corsa della molla spostando la
piastra di regolazione ❺ della molla tiralo lungo la base ❻ della molla tiralo.
(2) Modica deIIa tensione della molla tiralo
1) Per cambiare la tensione della molla tiralo ❶ sul lato sinistro, allentare il dado ❼ e girare il perno ❽
della molla in senso orario per aumentare o in senso antiorario per diminuire la tensione della molla.
Dopo la regolazione, ssare il perno stringendo il dado ❼.
2) Per cambiare la tensione della molla tiralo ❸ sul lato destro, allentare la vite ❾ e girare il dado in
senso orario per aumentare o in senso antiorario per diminuire la tensione della molla.
Dopo la regolazione, ssare il dado stringendo la vite ❾.
– 17 –
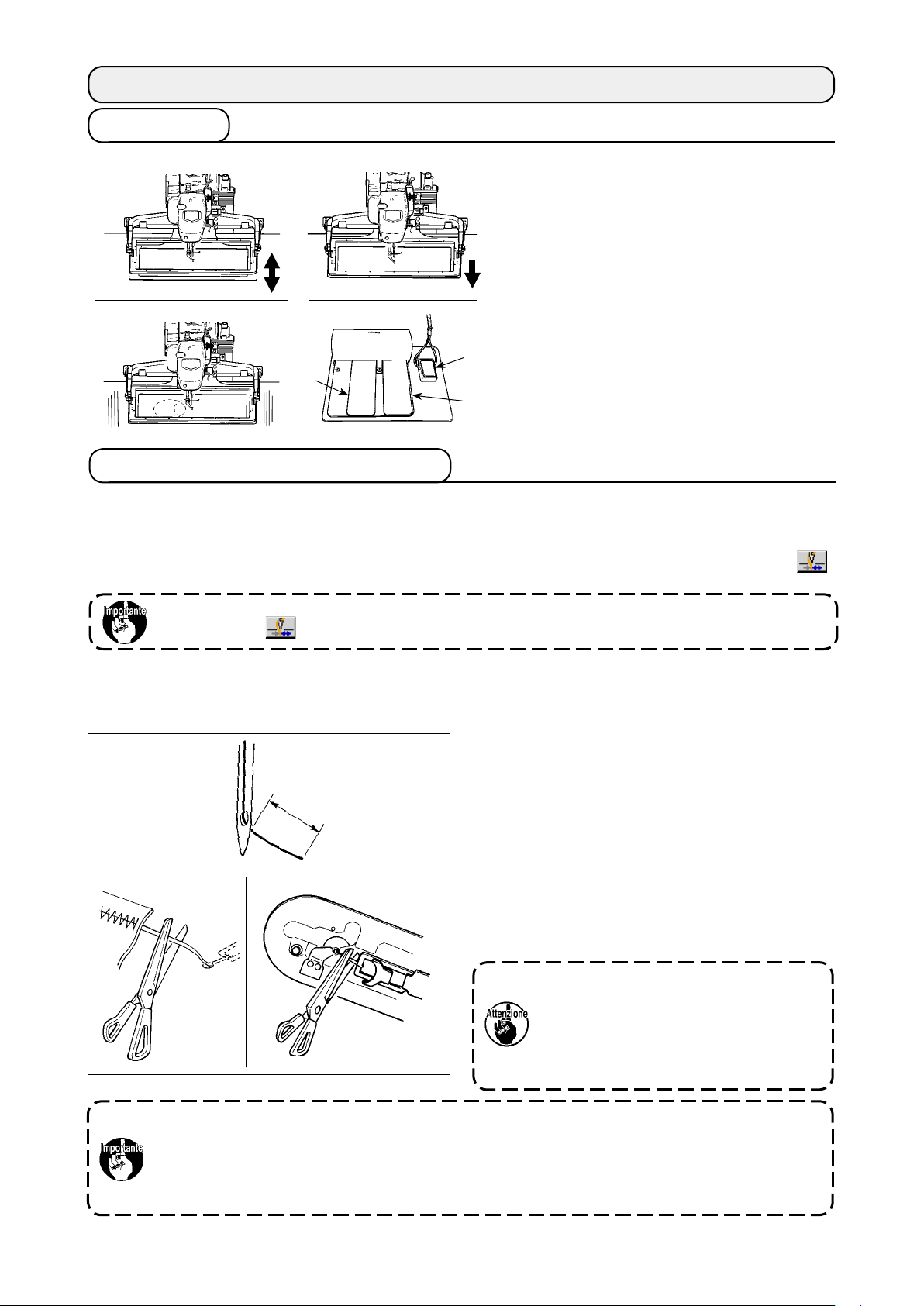
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
5-1. Cucitura
1)
2)
[In caso del pedale a valvola meccanica]
1)
Posizionare un materiale da cucire sotto la
pinza e premere il pedale A dell'interruttore a pedale. La pinza quindi si abbassa.
Quando si stacca il piede dal pedale, la
pinza ritorna alla sua posizione iniziale.
Questo viene utilizzato per il posizionamen-
to delle parti del materiale da cucire.
3)
2) Quando si preme il pedale
posizionato il materiale da cucire, la pin-
dopo aver
B
za si abbassa completamente e mantie-
A
C
B
ne il materiale da cucire.
Premere il pedale C quando la pinza è com-
3)
pletamente abbassata e la cucitura comincerà.
5-2. Dispositivo pinza del lo dell’ago
Azionando il dispositivo pinza del lo dell’ago, inconvenienti di cucitura alla partenza ad alta velocità
(slamento del lo dell’ago, salti di punto o macchia sul lo dell’ago) vengono prevenuti, e si può ridurre
l’aggrovigliamento (nido d’uccello) del lo dell’ago sul rovescio del tessuto mantenendo stabile la cucitura.
Quando il IP-420 è montato, la commutazione del movimento ON/OFF viene effettuata con il tasto
Quando il dispositivo pinza del lo dell’ago è OFF, la macchina funziona automaticamente a partenza lenta.
.
Quando l’interruttore di memoria No. 35 è “1” (proibito), la pinza del lo non funziona.
Inoltre, il tasto è non valido.
(1) Quando si usa la macchina per cucire con la pinza del lo (inserita), usare la macchina dopo aver
regolato la lunghezza del lo dell’ago all’inizio della cucitura ad un valore da 45 a 55 mm. Quando
la lunghezza del lo dell’ago è troppo lunga, è possibile che l’estremità del lo dell’ago tenuta con la
pinza del lo dell’ago venga avvolta dentro nelle costure.
1)
1) In caso di “con la pinza del lo dell’ago”, lo
standard della lunghezza del lo dell’ago è da
45 a 55 mm.
45 a 55mm
* Per impedire slittamento del lo dalla cruna
dell'ago all'inizio della cucitura o salti di punto dal primo punto → Regolare la lunghezza
del lo dell'ago ad una lunghezza maggiore
3)
entro la gamma.
* Per impedire salti di punto dal secondo al
decimo punto circa dall'inizio della cucitura
→ Regolare la lunghezza del lo dell'ago ad
una lunghezza minore entro la gamma.
Quando il lo dell'ago è eccessivamente
lungo al momento di usare il lo grosso,
l'estremità del lo dell'ago tenuta con la
pinza del lo dell'ago viene avvolta nelle
costure, e lo slittamento della posizione
del materiale potrebbe vericarsi o la
rottura dell'ago potrebbe essere causata.
1. È possibile che il lo all’inizio della cucitura venga avvolto dentro in caso di alcuni modelli di cucitura. Usare la macchina per cucire con la pinza del lo OFF.
2. Mancata tenuta del lo potrebbe vericarsi nello stato in cui ritagli di lo sono incastrati
nel dispositivo pinza del lo. Rimuovere i ritagli di lo consultando
“III-1-6. Dispositivo pinza del lo” p.119.
– 18 –
II.
SEZIONE FUNZIONAMENTO (QUANTO AL PANNELLO)
1. PREFAZIONE
1) Genere di dati di cucitura trattati con il IP-420
Nome del modello di cucitura
Modello di cucitura dell’utente
Dati a format vettore
Dati M3
Format standard di cucitura
2) Ci sono due modi diversi di usare i dati (dati M3) della Serie AMS-D sulla AMS-221ENTS.
① Lettura tramite il IP-420
Usare PC (personal) e copiare l’archivio (¥AMS¥AMS00xxx.M3) del M3 dal dischetto della AMS-D al
¥AMS della carta di memoria. Inserire la carta di memoria al IP-420, e selezionare il No. di modello
di cucitura xxx dal dato M3.
Descrizione
Modello che può essere memorizzato nel corpo principale.
999 modelli di cucitura max possono essere registrati.
Archivio la cui estensione è “.VDT”
Leggere dalla carta di memoria. 999 modelli di cucitura max possono essere usati.
Dati di modello di cucitura della serie AMS-D
Usati copiando dal dischetto della serie AMS-D alla carta di memoria.
999 modelli di cucitura max possono essere usati.
Archivio la cui estensione è “.DAT”
Leggere dalla carta di memoria. 999 modelli di cucitura max possono essere usati.
② Cambiamento ai dati a format vettore tramite il PM-1
Cambiare ai dati a format vettore con il PM-1. (Per ulteriori dettagli, consultare “Help” del PM-1.)
Copiare i dati a format vettore cambiati al folder ¥VDATA della carta di memoria.
Inserire la carta di memoria al IP-420 e selezionare il No. di modello di cucitura.
– 19 –
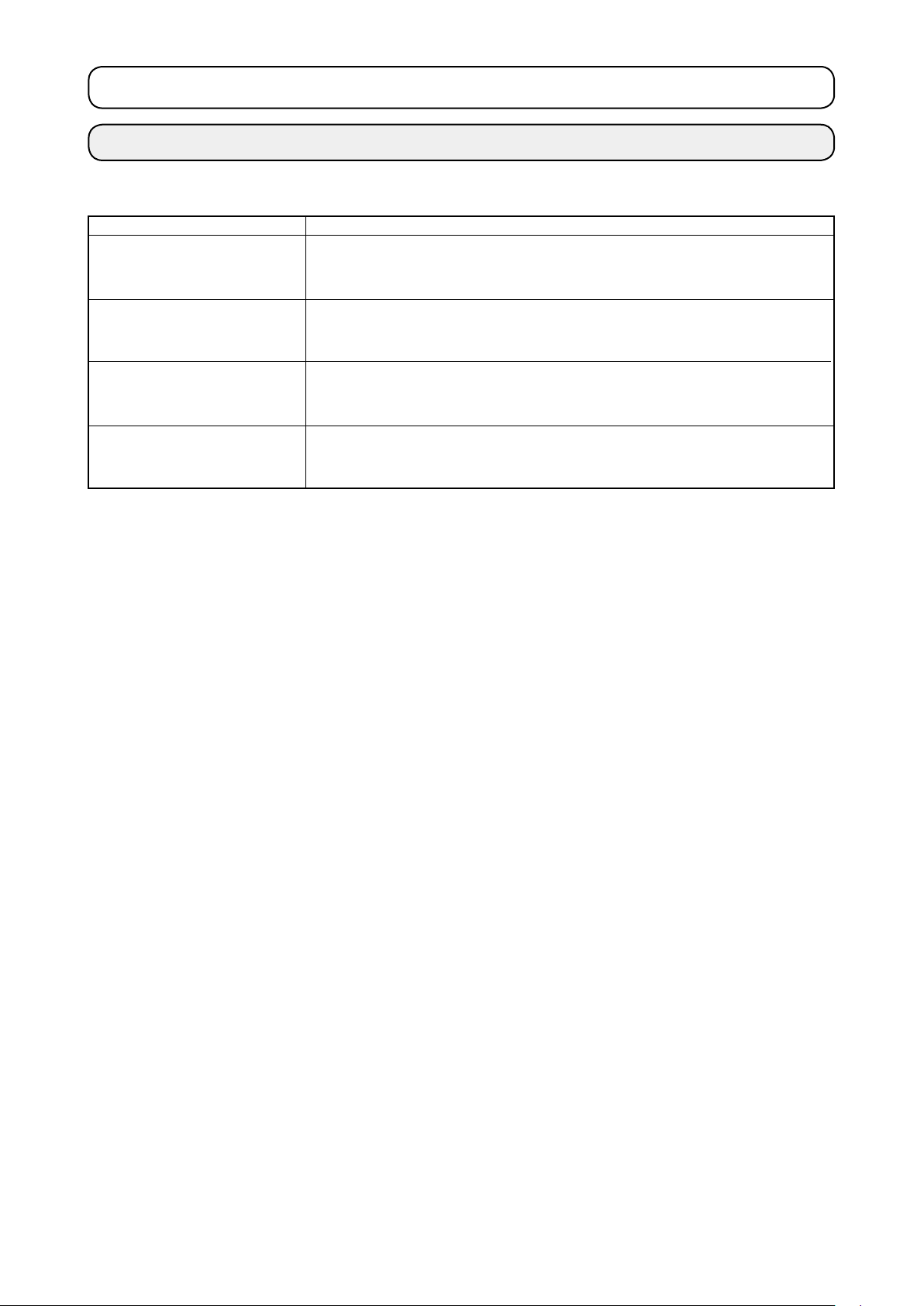
3) Struttura del folder della carta di memoria
Memorizzare ciascun archivio negli elenchi sottostanti della carta di memoria.
Unità carta
di memoria
VD ATA
Memorizzare i dati a
format vettore.
VD00 . VDT
VD00 . VDT
Dati a format vettore :
Memorizzare in ¥VDATA.
Memorizzare i dati
SD ATA
Memorizzare i dati
standard di cucitura.
I dati che non sono memorizzati negli elenchi suddetti non possono essere letti. Perciò,
fare attenzione.
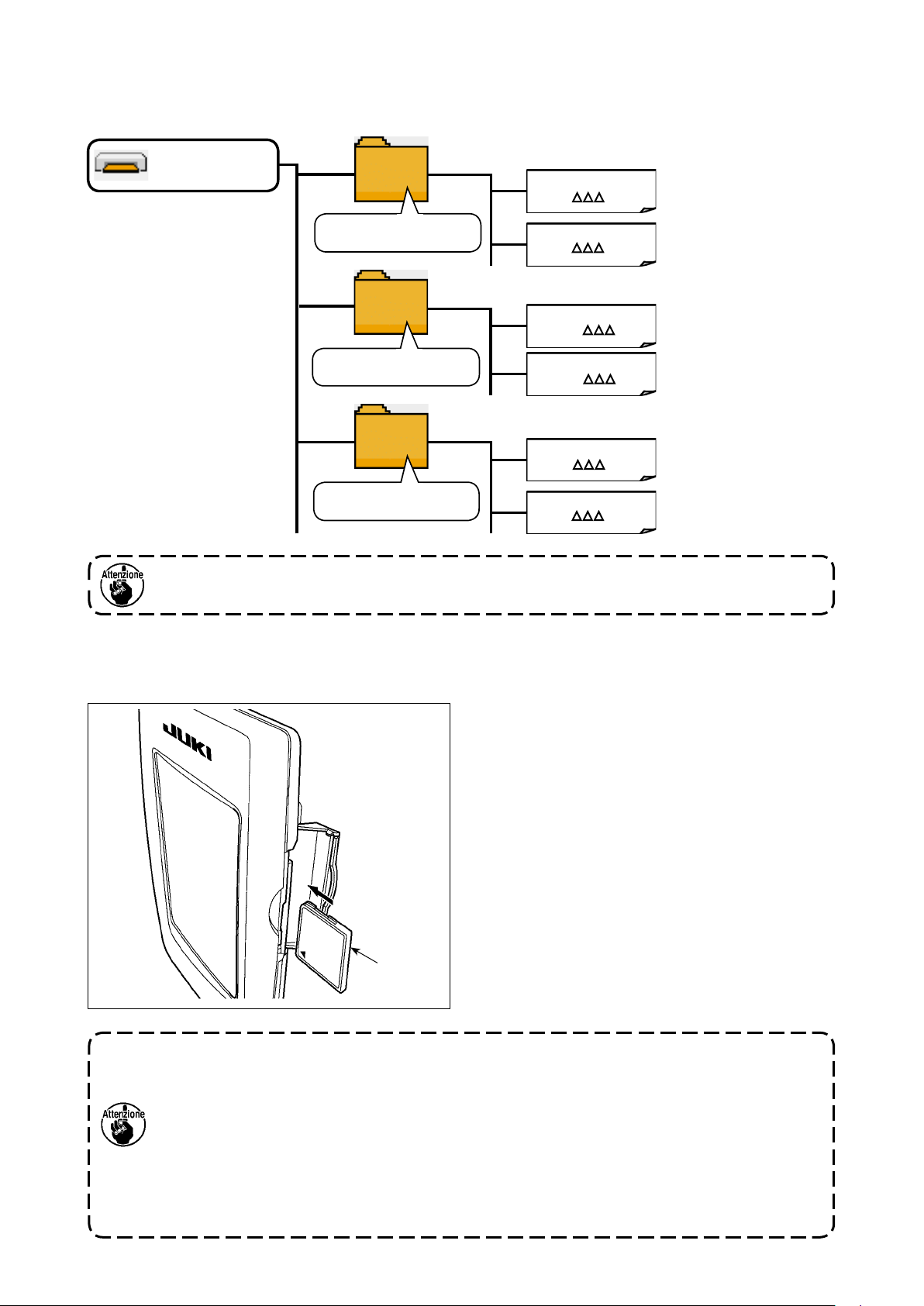
4) CompactFlash (TM)
■ Inserimento del CompactFlash (TM)
AMS
M3.
Carta di
memoria
Dati M3 :
AMS00 . M3
AMS00 . M3
SD00 . DAT
SD00 . DAT
Memorizzare in ¥AMS.
Format standard di
cucitura : Memorizzare
in ¥SDATA.
1) Volgere il lato con l’etichetta del
CompactFlash(TM) verso questo lato
(posizionare la tacca del bordo indietro) e
inserire la parte che ha un foro piccolo nel
pannello.
2) Dopo aver posizionato la carta di memoria,
chiudere il coperchio. Chiudendo il coperchio,
l'accesso è possibile.
Se la carta di memoria e il coperchio vengono
a contatto l'uno con l'altro e il coperchio non si
chiude, controllare le seguenti materie.
• La carta di memoria è sicuramente premuta
nché tocchi il fondo ?
• Il senso di inserimento della carta di memo-
ria è corretto ?
1. Quando il senso di inserimento della carta di memoria è sbagliato, il pannello e la carta
di memoria possono essere danneggiati.
2. Non inserire nessun articolo tranne il CompactFlash(TM).
3. Lo slot del media nel IP-420 è compatibile con il CompactFlash (TM) da 2GB o meno.
4. Lo slot del media nel IP-420 supporta il FAT16 che è il format del CompactFlash (TM). Il
FAT32 non è supportato.
5. Avere cura di usare il CompactFlash(TM) formattato con il IP-420. Per la procedura di
formattazione del CompactFlash(TM), vedere “II-2-32. Effettuazione della formattazione
della carta di memoria” p.92.
– 20 –
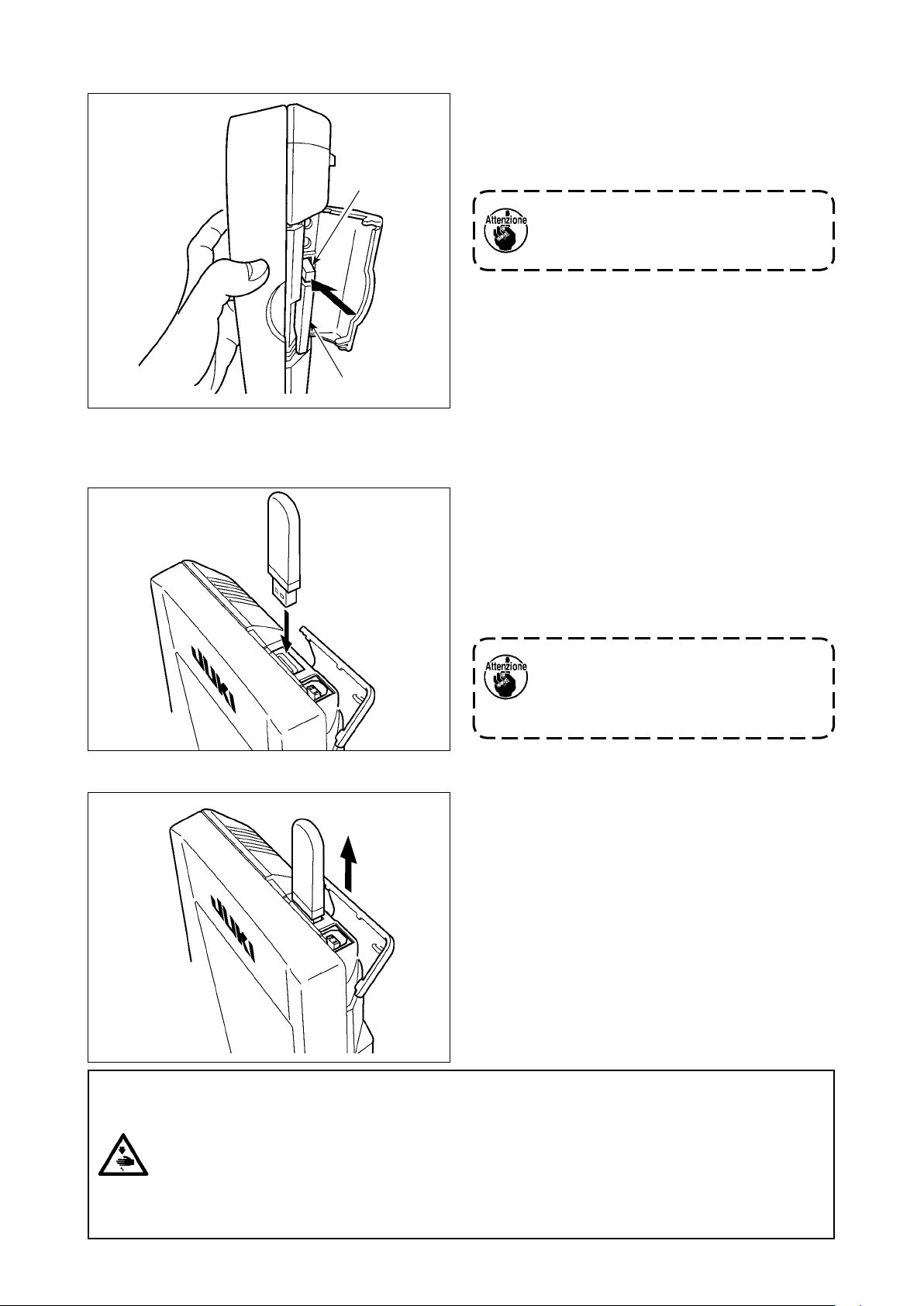
■ Rimozione del CompactFlash (TM)
❶
❷
5) Porta USB
■ Inserimento di un dispositivo nella porta USB
1) Tenere il pannelo manualmente, aprire il coperchio e premere la leva di rimozione della carta
di memoria ❶. La carta di memoria ❷ viene
espulsa.
Quando la leva ❶ viene premuta
fortemente, la carta di memoria ❷ può
essere rotta sporgendo e cadendo.
2) Quindi estrarre la carta di memoria ❷ per com-
pletare la rimozione.
Fare scorrere il coperchio superiore ed inserire il
dispositivo USB nella porta USB. Quindi, copiare i
dati da usare dal dispositivo USB sul corpo principale.
Dopo il completamento della copiatura dei dati,
rimuovere il dispositivo USB.
■ Scollegamento di un dispositivo dalla porta USB
Rimuovere il dispositivo USB. Rimettere il coperchio a posto.
Precauzioni da adottare quando si usa la carta di memoria
• Non bagnare o toccarlo con le mani bagnate. Incendio o scosse elettriche saranno causate.
• Non piegarlo, o applicare forza o colpo forte ad esso.
• Non effettuare mai smontaggio o modiche di esso.
• Non mettere il metallo alla parte di contatto di esso. I dati possono scomparire.
• Evitare di conservarlo o usarlo nei luoghi sottostanti.
Luogo di alta temperatura o umidità / Luogo dove si vericano fenomeni di condensa
Luogo polveroso / Luogo dove è probabile che si verichi elettricità statica o rumore elettrico
Per proteggere il terminale USB, non
eseguire la cucitura per più di 10 volte
con la chiavetta USB collegata alla
macchina per cucire.
– 21 –

① Precauzioni da prendere nella manipolazione di dispositivi USB
• Non lasciare il dispositivo USB o il cavo USB collegato alla porta USB quando la macchina per cucire è in
funzione. La vibrazione della macchina può danneggiare la sezione di porta con conseguente perdita di dati
memorizzati sul dispositivo USB o rottura del dispositivo USB o della macchina per cucire.
• Non inserire/rimuovere un dispositivo USB durante la lettura/scrittura del programma o dei dati di cucitura.
Ciò può causare la rottura dei dati o il malfunzionamento.
• Quando lo spazio di memoria di un dispositivo USB è diviso, solo una partizione è accessibile.
• Alcuni tipi di dispositivi USB potrebbero essere non riconosciuti correttamente da questa macchina per cucire.
• La JUKI declina ogni responsabilità per perdita di dati memorizzati sul dispositivo USB causata dall'uso del
dispositivo con questa macchina per cucire.
• Quando il pannello visualizza lo schermo di comunicazione o di elenco dei dati di modello di cucitura, l'azionamento del USB non è riconosciuto anche se si inserisce un media nello slot.
• Per i dispositivi USB ed i media come le carte dei CF, fondamentalmente soltanto un dispositivo/media dovrebbe essere collegato/inserito alla/nella macchina per cucire. Quando due o più dispositivi/media sono collegati/
inseriti, la macchina riconoscerà soltanto uno di loro. Consultare le caratteristiche tecniche del USB.
• Inserire no in fondo il connettore USB nella porta USB sul pannello IP.
• Non disattivare l'alimentazione, mentre i dati sull'USB ash drive sono in uso.
② Caratteristiche tecniche del USB
• Conforme allo standard USB 1.1
• Dispositivi applicabili *1 ����������Dispositivi di memorizzazione quali la memoria del USB, il mozzo del
USB, FDD ed il lettore di schede
• Dispositivi non applicabili ��������� azionamento CD, azionamento di DVD, unità disco MO, azionamento di
nastro, ecc.
• Format supportato ��������������FD (disco essibile) FAT 12
��������������Altri (memoria del USB, ecc.) FAT 12, FAT 16, FAT 32
• Misura applicabile del media ������FD (disco essibile) 1,44MB, 720kB
������Altri (memoria del USB, ecc.) 4,1MB ~ (2TB)
•
Riconoscimento degli azionamenti
��� Per i dispositivi esterni quale un dispositivo USB, si accede al dispositivo
che è riconosciuto in primo luogo. Tuttavia, quando un media è collegato
allo slot incorporato del media, sarà data la massima priorità all'accesso a
quel media. (Esempio: Se un media viene inserito nello slot del media, si
accederà al media anche quando la memoria del USB è stata già collegata alla porta USB.)
• Limitazione sul collegamento ������ 10 dispositivi max (quando il numero di dispositivi di memorizzazione
collegati alla macchina per cucire ha superato il numero massimo, 11o
dispositivo di memorizzazione e successivi non saranno riconosciuti a
meno che non siano scollegati una volta e ricollegati.)
• Consumo di corrente ������������Il consumo di corrente nominale dei dispositivi applicabili del USB è di
500 mA al massimo.
*1 : La JUKI non garantisce il funzionamento di tutti i dispositivi applicabili. Alcuni dispositivi potrebbero non funzionare a
causa di un problema di compatibilità.
– 22 –
2. QUANDO SI USA IL IP-420
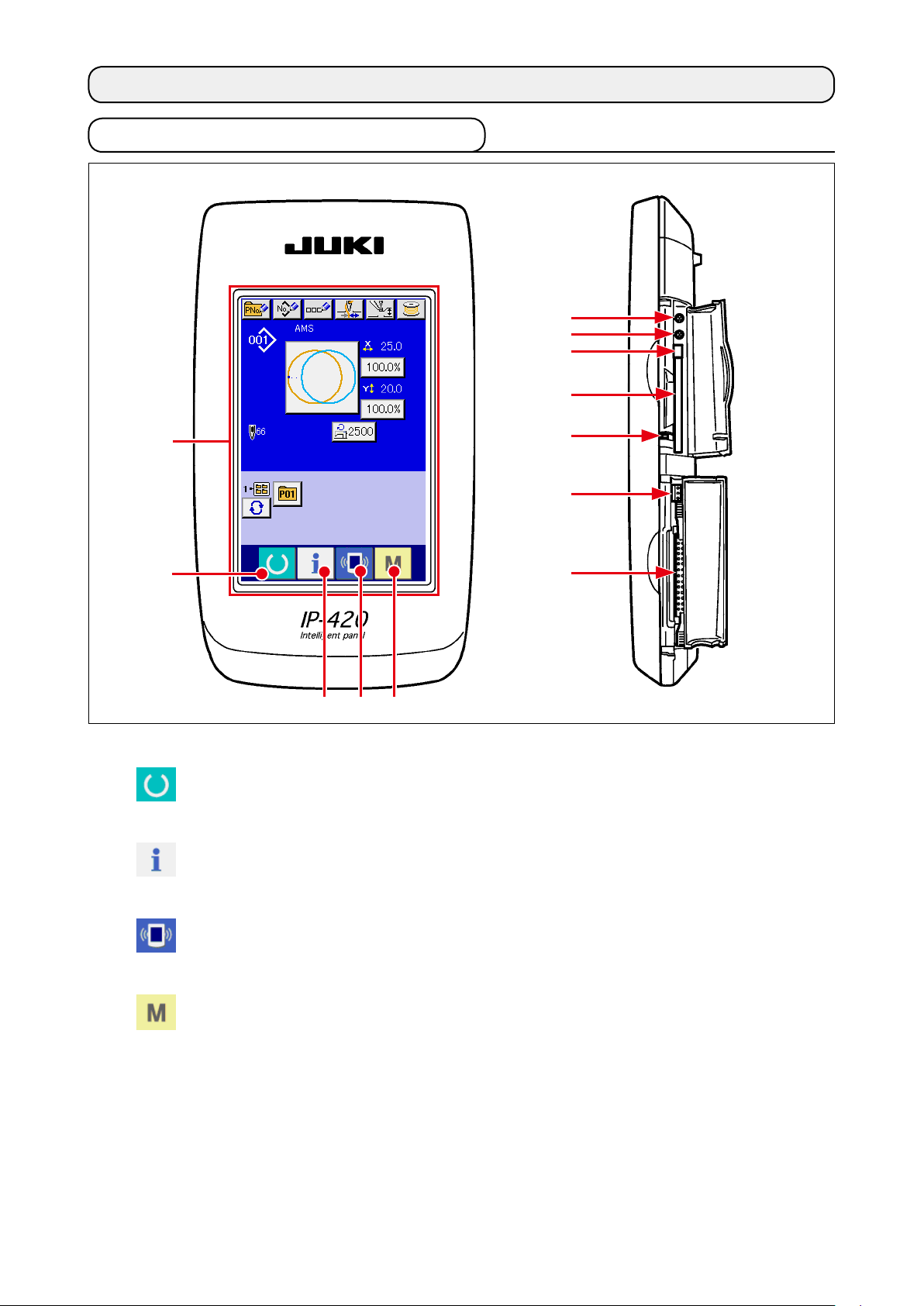
2-1. Nome di ciascuna sezione del IP-420
①
②
(Davanti)
(Lato destro)
⑥
⑦
⑧
⑨
⑩
⑪
⑫
④ ⑤
③
Pannello tattile • Sezione di display LCD
①
Tasto READY (macchina pronta)
②
→ La commutazione tra lo schermo di immissione dei dati e lo schermo di cucitura
viene effettuata.
Tasto INFORMATION (informazione)
③
→ La commutazione tra lo schermo di immissione dei dati e lo schermo di
informazione viene effettuata.
Tasto COMMUNICATION (comunicazione)
④
→ La commutazione tra lo schermo di immissione dei dati e lo schermo di
comunicazione viene effettuata.
Tasto MODE (modo)
⑤
→ La commutazione tra lo schermo di immissione dei dati e lo schermo di
commutazione dello schermo che esegue le varie impostazioni dettagliate può
essere effettuata.
Controllo del contrasto
⑥
Controllo della luminosità
⑦
Pulsante per espulsione CompactFlash (TM)
⑧
Slot del CompactFlash (TM)
⑨
Interruttore di rilevazione del coperchio
⑩
Connettore per l'interruttore esterno
⑪
Connettore per il collegamento della centralina di controllo
⑫
– 23 –
2-2. Bottoni da usare in comune
I bottoni che eseguono le operazioni comuni in ciascuno schermo di IP-420 sono come segue :
Bottone CANCEL → Questo bottone chiude lo schermo rapido.
(annullamento) In caso di cambiare lo schermo di modica dei dati,
il dato in corso di modica può essere annullato.
Bottone ENTER → Questo bottone determina il dato cambiato.
(determinazione)
Bottone UP SCROLL → Questo bottone fa scorrere il bottone o il display nel
(scorrimento verso l’alto) senso verso l’alto.
Bottone DOWN SCROLL → Questo bottone fa scorrere il bottone o il display
(scorrimento verso il basso) nel senso verso il basso.
Bottone RESET (ripristino) → Questo bottone esegue il rilascio dell’errore.
Bottone NUMERAL INPUT →
Questo bottone visualizza i dieci tasti e l’immissione
(immissione del numerale) del numerale può essere effettuata.
Bottone CHARACTER INPUT → Questo bottone visualizza lo
(immissione del carattere) schermo di immissione del carattere.
→ Consultare
modello di cucitura dell’utente” p.55
“II-2-18. Denominazione del
.
Bottone PRESSER DOWN → Questo bottone abbassa il pressure.er sollevare il
(abbassamento del pressore) pressore, premere il bottone PRESSER UP
(sollevamento del pressore) visualizzato nello
schermo di abbassamento del pressore
Bottone BOBBIN WINDER → Questo bottone esegue l’avvolgimento del lo della
(avvolgibobina) bobina.
→ Consultare
bobina” p.50
“II-2-15. Avvolgimento di una
.
– 24 –
2-3. Funzionamento fondamentale del IP-420
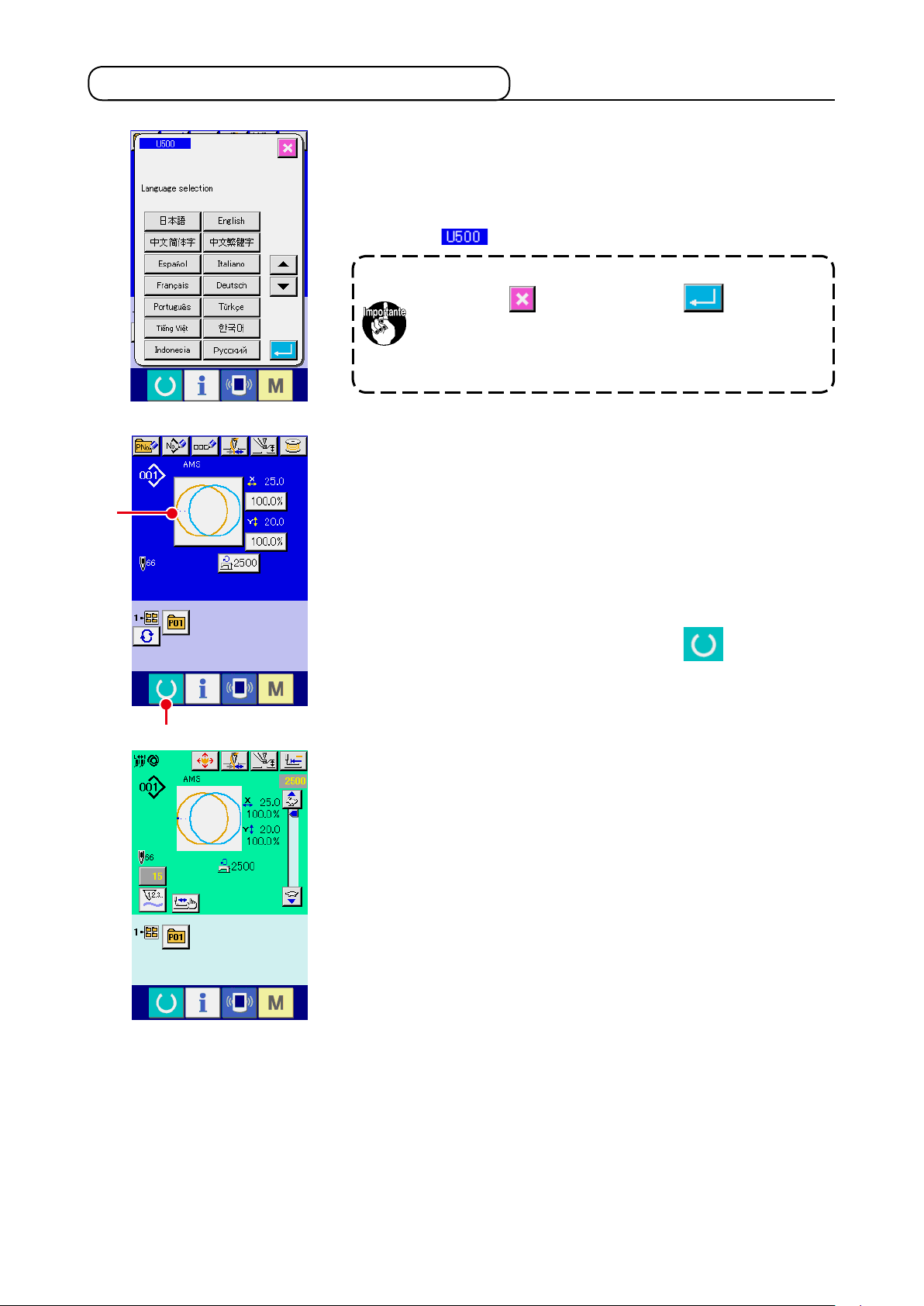
① Accendere l’interruttore dell’alimentazione.
Quando la macchina viene accesa per la prima volta, lo scher-
mo di selezione della lingua viene visualizzato. Impostare la
lingua che si usa. (È possibile cambiare con l’interruttore di
memoria .)
Quando si nisce lo schermo di selezione con il botto-
ne CANCEL o il bottone ENTER senza effettuare la selezione della lingua, lo schermo di selezione
della lingua viene visualizzato ogni volta che la macchina viene accesa.
② Selezionare il No. di modello che si desidera cucire.
Quando la macchina viene accesa, lo schermo di immissione
dei dati viene visualizzato. Il bottone di No. di modello A che
A
è selezionato al momento viene visualizzato nel centro dello
schermo. Premere il bottone per selezionare la forma di cucitura. Per la procedura di selezione della forma di cucitura,
consultare “II-2-5. Esecuzione della selezione della forma di
cucitura” p.31.
B
Quando il tasto READY (macchina pronta) B viene
premuto, il colore di fondo del display a LCD viene cambiato a
verde, e la macchina per cucire viene messa allo stato in cui la
cucitura è possibile.
– 25 –

③ Iniziare la cucitura
Iniziare la cucitura, consultando “I-5-1. Cucitura” p.18.
* Per lo schermo, consultare
“II-2-4. Sezione di display a LCD al momento della sele-
zione della forma di cucitura” p.27.
1. Quando si usa il pressore esclusivo, controllare la forma del modello di cucitura a mo-
tivo di sicurezza. Se il modello di cucitura si sporge dalla pinza, l’ago ostacola la pinza
durante la cucitura, e c’è pericolo di rottura dell’ago o qualcosa di simile.
2. Quando il pressore si sta sollevando, fare attenzione che le dita non vengano intrappo-
late con il pressore poichè il pressore si sposta dopo che si è abbassato.
3. Quando si spegne la macchina senza premere il tasto READY , il valore di im-
postazione del “No. di modello di cucitura”, “Rapporto di ingrandimento/riduzione X”,
“Rapporto di ingrandimento/riduzione Y”, “Velocità di cucitura max”, “Tensione del lo”
o “Altezza del pressore intermedio” non viene immesso in memoria.
– 26 –
 Loading...
Loading...