

JUKI AMS-210EN/IP-420 Instruction Manual [tr]
AMS-210EN / IP-420
KULLANMA KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.

İÇİNDEKİLER
I. DİKİŞ MAKİNESİ MEKANİK BÖLÜMÜ ....................................................... 1
1. TEKNİK ÖZELLİKLER ................................................................................................ 1
2. DÜZENLEME ............................................................................................................... 2
3. MONTAJ ...................................................................................................................... 3
3-1. Elektrik kutusunun takılması ........................................................................................................3
3-2. Elektrik şalterinin takılması ve bağlanması ................................................................................. 3
3-3. Dikiş makinesi kafasının takılması ............................................................................................... 5
3-4. Yağ boşaltma kabının ve kafa lâstik takozunun takılması .......................................................... 5
3-5. Güvenlik şalteri ..............................................................................................................................6
3-6. Plâka yardımcı kapağının takılması .............................................................................................. 6
3-7. Kumanda panelinin takılması........................................................................................................8
3-8. Pedal zincirinin takılması (Sadece S sınıfı Teknik Özelliklere sahip ünitelerde) ...................... 8
3-9. İplik çardağının takılması ..............................................................................................................8
3-10. Makine kafasının kaldırılması......................................................................................................9
3-11. Kablonun Bağlanması................................................................................................................10
3-12. Motor kapağının takılması ......................................................................................................... 13
3-13. Kablonun döşenmesi ................................................................................................................. 13
3-14. Havalı parçaların bağlanması (Sadece havalı tipte) ................................................................ 14
3-15. Hava hortumunun takılması (Sadece havalı tipte) .................................................................. 17
3-16. Basınçlı hava tesisatıyla (hava temin eden kaynak) ilgili dikkat edilecek noktalar ............. 18
3-17. Göz koruyucu kapağın takılması .............................................................................................. 19
4. DİKİŞ MAKİNESİNİN HAZIRLANMASI .................................................................... 19
4-1. Yağlama ......................................................................................................................................... 19
4-2. İğnenin takılması .......................................................................................................................... 19
4-3. DİKİŞ MAKİNESİNİN HAZIRLANMASI ........................................................................................20
(1) Ayar ............................................................................................................................................. 20
(2) Aparat .........................................................................................................................................20
4-4. Makineye iplik takılması ..............................................................................................................21
4-5. Mekiğin çıkartılması ve takılması................................................................................................21
4-6. Masuranın takılması ..................................................................................................................... 22
4-7. İplik tansiyonunun ayarlanması..................................................................................................22
4-8. Orta baskı ayağı yüksekliği ......................................................................................................... 23
4-9. Hareketli tansiyon yayının ayarlanması ..................................................................................... 23
5. DİKİŞ MAKİNESİNİN KULLANILMASI ..................................................................... 24
5-1. Dikiş...............................................................................................................................................24
5-2. İğne ipliği kavrama cihazı ............................................................................................................ 25
II.KUMANDA BÖLÜMÜ (PANEL İLE İLGİLİ BİLGİLER) ............................. 27
1. GİRİŞ ......................................................................................................................... 27
2. IP-420 KULLANIRKEN .............................................................................................. 31
2-1. IP-420 bölümlerinin isimleri ........................................................................................................31
2-2. Müşterek kullanılan düğmeler.....................................................................................................32
2-3. IP-420 Temel kullanma yöntemi .................................................................................................. 33
2-4. Dikiş biçiminin seçimi sırasında LCD ekran bölgesi ................................................................ 35
(1) Dikiş biçimi veri giriş ekranı ........................................................................................................35
(2) Dikiş ekranı ................................................................................................................................. 37
i

2-5. Dikiş biçimi seçme işleminin gerçekleştirilmesi ....................................................................... 39
2-6. Konu verilerinin değiştirilmesi....................................................................................................41
2-7. Desen biçiminin seçilmesi ..........................................................................................................43
2-8. İğne giriş noktası değiştirme işleminin gerçekleştirilmesi ......................................................44
(1)
İplik gerginliğinin ayarlanması ..............................................................................................44
(2) Ara baskı ayağı yüksekliğinin ayarlanması .................................................................................45
2-9. Geçici durma nasıl kullanılır .......................................................................................................46
(1) Dikişin herhangi bir noktasından itibaren dikiş işlemine devam edilmesi ................................... 46
(2) Başlangıçtan itibaren tekrar dikiş işleminin gerçekleştirilmesi .................................................... 47
2-10. İğne ucundaki sorun nedeniyle dikilen ürünün düzenlenmesi zor olduğu takdirde ...........48
2-11. Masura ipliğinin sarılması .........................................................................................................49
(1) Dikiş dikerken, masura ipliği sarma işleminin gerçekleştirilmesi ................................................. 49
(2) Sadece masura ipliği sarma işleminin gerçekleştirilmesi ............................................................ 49
2-12. Sayacın kullanılması .................................................................................................................. 50
(1) Sayaç düzenleme yöntemi ..........................................................................................................50
(2) Sayaç sıfırlama yöntemi .............................................................................................................52
(3) Dikiş sırasında sayaç değeri nasıl değiştirilir .............................................................................. 52
2-13. Kullanıcı deseni yeni kayıt işleminin gerçekleştirilmesi ........................................................53
2-14. Kullanıcı desenine isim verilmesi ............................................................................................. 54
2-15. Desen tuşu yeni kayıt işleminin gerçekleştirilmesi ................................................................55
2-16. Desen tuşunun seçimi sırasında LCD ekran bölgesi..............................................................56
(1) Desen tuşu veri giriş ekranı ........................................................................................................56
(2) Dikiş ekranı ................................................................................................................................. 58
2-17. Desen tuş numarası seçme işleminin gerçekleştirilmesi .......................................................60
(1) Veri giriş ekranından seçim yapılması ........................................................................................60
(2) Kısa yol tuşları ile seçme ............................................................................................................ 61
2-18. Desen tuşu içeriğinin değiştirilmesi.........................................................................................62
2-19. Desen tuşunun kopyalanması ..................................................................................................63
2-20. Dikiş kipinin değiştirilmesi ........................................................................................................ 64
2-21. Bileşik dikiş sırasında LCD ekran bölgesi ............................................................................... 65
(1) Desen giriş ekranı ....................................................................................................................... 65
(2) Dikiş ekranı ................................................................................................................................. 67
2-22. Bileşik dikişin gerçekleştirilmesi .............................................................................................. 69
(1) Bileşik veri seçimi .......................................................................................................................69
(2) Bileşim verileri prosedürünün oluşturulması ............................................................................... 70
(3) Bileşim verileri prosedürünün silinmesi .......................................................................................71
(4) Bileşim verileri adımı prosedürünün silinmesi .............................................................................71
(5) Adımların atlanmasının ayarlanması ..........................................................................................72
2-23. Basit çalışma modunu kullanarak ............................................................................................ 72
2-24. Basit çalışma seçildiği zaman LCD ekran: ..............................................................................73
(1) Veri giriş ekranı (tek dikiş) ...........................................................................................................73
(2) Dikiş ekranı (tek dikiş) .................................................................................................................76
(3) Veri giriş ekranı görünümü (birleşik dikiş) ...................................................................................79
(4) Dikiş ekranı (birleşik dikiş) ..........................................................................................................81
2-25. Hafıza tuşu verilerinin değiştirilmesi .......................................................................................83
2-26. Bilgilerin kullanılması ................................................................................................................ 84
(1) Bakım ve kontrol bilgilerinin gözlemlenmesi ............................................................................... 84
(2) Uyarı sıfırlama yöntemi ............................................................................................................... 85
2-27. Hafıza kartı biçimlendirme işleminin gerçekleştirilmesi.........................................................86
(1) Kullanılabilir verilere işlem yapılması .......................................................................................... 86
ii

(2) Hafıza kartı kullanılarak iletişimin gerçekleştirilmesi ................................................................... 86
(3) USB kullanılarak iletişimin gerçekleştirilmesi .............................................................................. 86
(4) Verilerin alınması ........................................................................................................................87
(5) Çok sayıda verinin bir arada alınması ........................................................................................88
2-28. Hafıza kartı biçimlendirme işleminin gerçekleştirilmesi.........................................................90
2-29. 2 adim strok fonksiyonunun kullanimi.....................................................................................91
(1) 2 adım strok fonksiyonunu ayarlamak ........................................................................................91
(2) 2 adım strok konumunu ayarlamak .............................................................................................91
(3) 2 adım strok fonksiyonunun hareketi .......................................................................................... 93
2-30. X/Y motor konumu kayması sırasında çalışma ....................................................................... 95
(1) Dikiş sırasında ekranda hata görülürse ......................................................................................95
(2) Dikiş bitiminde ekranda hata görülürse .......................................................................................96
(3) Sıfırlama düğmesi ekranda görülmezse .....................................................................................96
3. HAFIZA DÜĞMESİ VERİ LİSTESİ ............................................................................97
3-1. Veri listesi .....................................................................................................................................97
3-2. Başlangıç değer listesi .............................................................................................................. 103
4. HATA KOD LİSTESİ ................................................................................................105
5. MESAJ LİSTESİ ...................................................................................................... 112
III. DİKİŞ MAKİNESİNİN BAKIMI ................................................................115
1. BAKIM ..................................................................................................................... 115
1-1. İğne mili yüksekliğinin ayarlanması (İğne uzunluğunun değiştirilmesi) .............................. 115
1-2. İğne-çağanoz bağlantısının ayarlanması ................................................................................ 115
1-3. Parça tutucu yüksekliği ve açısı ............................................................................................... 117
(1) Parça tutucu yüksekliği (S tipi) .................................................................................................. 117
(2) Parça tutucu yüksekliği (L tipi) .................................................................................................. 118
(3) Parça tutucu açısı (1306L tipi hariç tüm modeller) .................................................................... 118
1-4. Orta baskı ayağı dikey hareket mesafesinin (strok) ayarlanması ......................................... 119
1-5. Hareketli bıçak ile sabit bıçak ................................................................................................... 119
1-8. Atık yağın boşaltılması ..............................................................................................................120
1-6. İğne ipliği kavrama cihazı .......................................................................................................... 120
1-7. İplik kopması algılama plâkası .................................................................................................. 120
1-9. Çağanoz yağ besleme miktarı ................................................................................................... 121
1-10. Sigortanın değiştirilmesi ......................................................................................................... 121
1-11. Gereken bölgelerde gres yağının yenilenmesi ......................................................................122
(1) Özel gres kullanılan yer ............................................................................................................123
(2) JUKI Gres A sürülecek noktalar ................................................................................................ 123
(3) JUKI Gres B sürülecek noktalar ................................................................................................125
(4) Diğer bölümlere gres sürülmesi ................................................................................................ 126
1-12. Sorunlar ve Çözümler (dikiş koşulları)...................................................................................127
2. İSTEĞE BAĞLI ........................................................................................................ 129
2-1. İğne Deliği kılavuz Tablosu ....................................................................................................... 129
2-2. Silikon yağ haznesi .................................................................................................................... 129
2-3. Bar kod okuyucu ........................................................................................................................ 130
iii
I. DİKİŞ MAKİNESİ MEKANİK BÖLÜMÜ
1. TEKNİK ÖZELLİKLER
1 Dikiş Alanı X (yatay) yönünde Y (boyuna) yönünde
AMS-210EN-1306 : 130 mm × 60 mm
AMS-210EN-1510 : 150 mm × 100 mm
AMS-210EN-2210 : 220 mm × 100 mm
2 Azami dikiş devri 2.800 sti/min (dikiş adımı 4 mm veya daha az olduğu zaman)
3 Dikiş uzunluğu 0,1 ilâ 12,7 mm (asgari boyut: 0,05 mm)
4 Taşıyıcı kalıp transport hareketi Aralıklı transport (kademeli motorla 2 milden tahrikli)
5 İğne mili hareket mesafesi 41,2 mm
6 İğne GROZ-BECKERT 134, 135 × 17, ORGAN iğne DP × 5, DP × 17
7 Taşıyıcı kal kalkma yüksekliği Azami 25 mm (Sadece havalı tipte; Azami 30 mm)
8 Orta baskı ayağı hareket mesafesi 4 mm (standart) (0 ilâ 10 mm)
9 Orta baskı ayağı kalkma yüksekliği 20 mm
10 Orta baskı ayağı ALT konumu
değişken ölçüsü
11 Çağanoz Çift kapasiteli, yarı döner tip çağanoz
12 Yağ New Defrix Oil No. 2 (Yağdanlık ile)
13 Desen veri hafızası Ana gövde, Hafıza Kartı
14 Geçici durma işlemi Dikiş çevrimi sürecinde, makinenin çalışmasını durdurmak için kullanılır.
15 Genişletme/Daraltma işlemi Desenin X ekseni ve Y ekseni üzerinde genişletilmesini veya
16 Genişletme/Daraltma yöntemi Desen genişletme/ daraltma işlemi uygulanırken; ya dikiş uzunluğu, ya
17 Azami dikiş devrinin
sınırlandırılması
18 Desen seçim işlemi Desen Numarası seçme yöntemi
19 Masura iplik sayacı YUKARI/AŞAĞI yöntemi ile (0 ilâ 9,999)
20 Dikiş sayacı YUKARI/AŞAĞI yöntemi ile (0 ilâ 9,999)
21 Hafıza yedekleme Elektrik kesilmesi durumunda, kullanılmakta olan desen otomatik olarak
22 2. orjin ayar işlemi Sürgülü tuşları kullanarak, 2. orjin noktası (dikiş çevriminden sonraki iğne
23 Dikiş makine motoru Servo motor
24 Ölçüler 1,200 mm (Genişlik) × 710 mm (Uzunluk) × 1,200 mm (Yükseklik) (İplik
25 Ağırlık (brüt ağırlık) Makine kafası; 69 kg, kontrol kutusu; 16,5 kg.
26 Güç tüketimi 450 VA
27 Çalışma alanı sıcaklık sınırları 5 C ila 35 C
28 Çalışma alanı bağıl nem sınırları % 35 ilâ % 85 (yoğunlaşmasız)
29 Şebeke voltajı Nominal voltaj ± % 10 50 / 60 Hz
30 Kullanılan hava basıncı 0,35 ila 0,4 MPa (Azami 0,55 Mpa) (Sadece havalı tip)
31 Hava tüketimi 1,8 dm
32 İğneyi en yüksek konumda
durdurma işlemi
33 Gürültü -
*1
“sti/min”, dakikadaki ilmek sayısını ifade eden bir kısaltmadır.
Standart ; 0 ilâ 3,5 mm (Azami; 0 ilâ 7,0 mm)
• Ana gövde : Azami 999 desen (Azami 50,000 dikiş/desen)
• Hafıza kartı : Azami 999 desen (Azami 50,000 dikiş/desen)
daraltılmasını sağlar Desen işlenirken bağımsız olarak uygulanır.
Ölçek : % 1 ilâ % 400 aralığında (% 0,1 ‘lik adımlarla) değiştirilir.
da dikiş adedi arttırılıp/azaltılarak desenin de genişlemesi/daralması
sağlanır. (Dikiş uzunluğunun arttırılması / azaltılması; sadece desen
düğmesinin seçildiği durumlarda mümkün olur.)
200 ilâ 2.800 sti/min (Ölçü : 100 sti/min adımlarla).
(Ana gövde : 1 ilâ 999, Hafıza Kartı: 1 ila 999)
hafızaya kaydedilir.
konumu); dikiş alanı içindeki istenilen herhangi bir konuma kaydırılabilir.
Ayarlanan bu 2. merkez noktası, hafızaya da alınır.
çardağı hariç)
3
(ANR)/Dakika (Sadece havalı tip)
Dikiş işlemi tamamlandıktan sonra, iğne en yüksek konumuna getirilerek
durdurulabilir.
İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk :
A-82 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2
-ISO 11204 GR2 uyarınca 2.800 sti/min
- Ses gücü seviyesi (LWA);
A-91 dBA’nın ağırlıklı değeri; (KWA = 2,5 dBA dahil) ; ISO 10821- C.6.2
-ISO 3744 GR2 uyarınca 2.800 sti/min
102 Numaralı Dikiş Çeşidini kullanarak yapılan dikiş için gerekli süre: 2,2
saniye
*1
.
*1
.
– 1 –
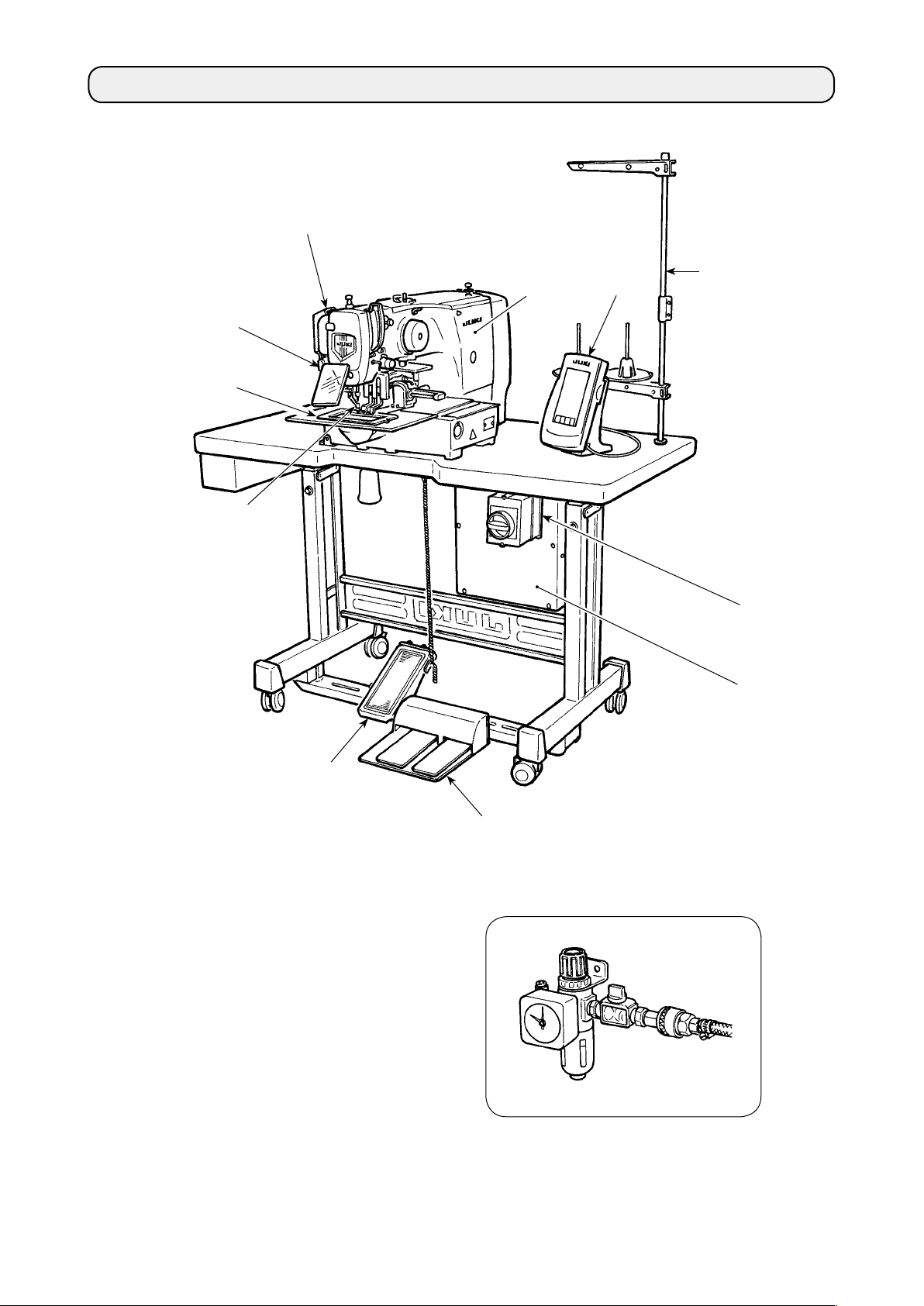
2. DÜZENLEME
❸
❹
❺
❷
❶
❻
❼
Makine kafası
❶
Tokatlama düğmesi
❷
Geçici durdurma düğmesi
❸
Taşıyıcı kalıp
❹
Orta baskı ayağı
❺
İplik çardağı
❻
Kumanda paneli (IP-420)
❼
Elektrik şalteri
❽
(ayrıca acil durumda durdurma şalteri olarak)
Kontrol kutusu
❾
Ayak pedalı
Mekanik pedal (Havalı tip hariç)
❽
❾
Hava regülatörü
(Sadece havalı tip için)
– 2 –
3. MONTAJ
3-1. Elektrik kutusunun takılması
❺
❻
❼
❶
Makineyle birlikte verilen yassı başlı vidalar
düz pullar ❷, rondelalar ❸ ve somunlar ❹ ile
Allen cıvataları ❺, düz pulları ❼ ve rondelaları
kullanarak; elektrik kutusunu makine tablasının
❻
altına; çizimde gösterilen yere bağlayın.
❷
❸
❹
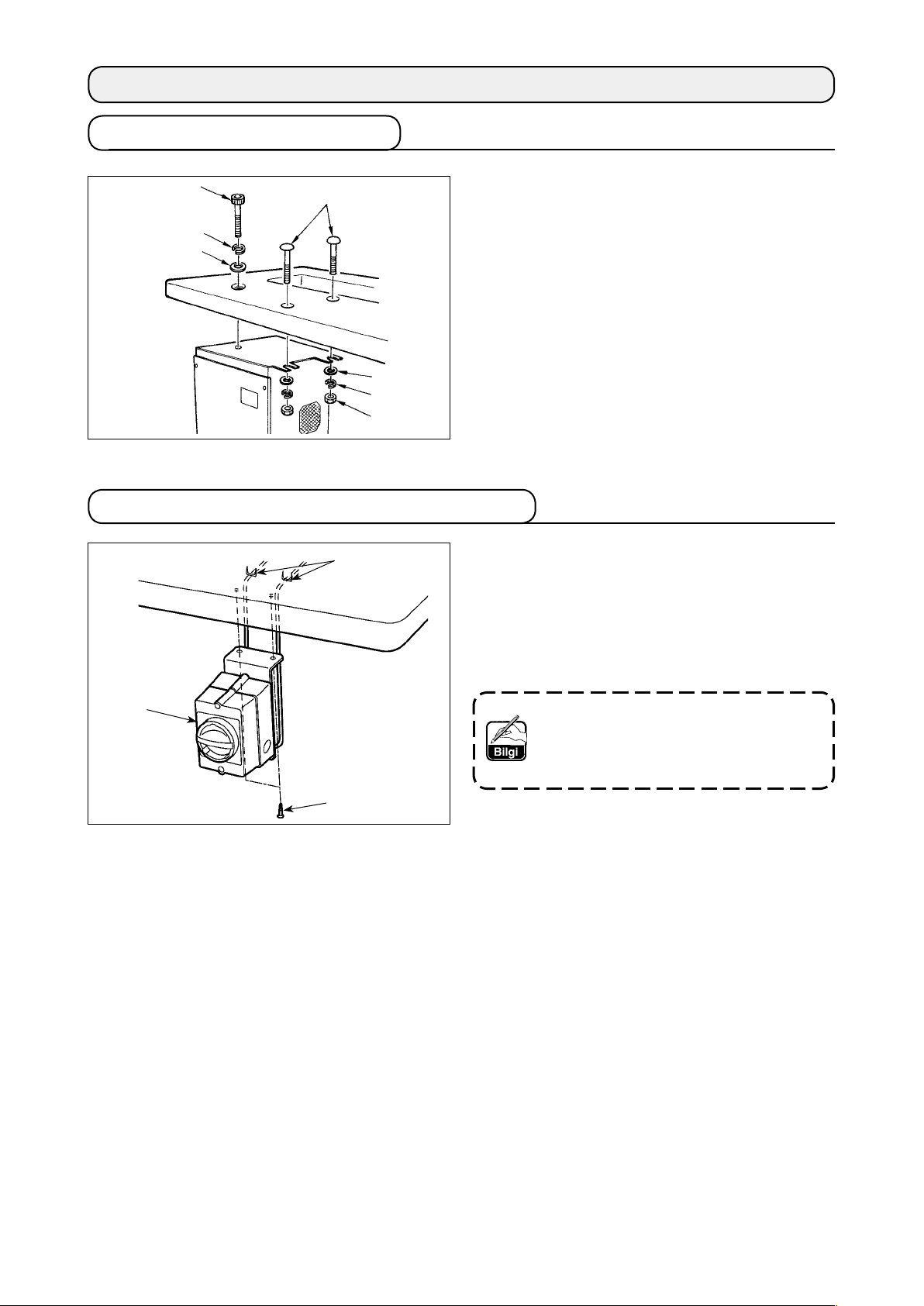
3-2. Elektrik şalterinin takılması ve bağlanması
❸
1) Elektrik şalterinin takılması
Elektrik şalterini
Makine ile birlikte aksesuar olarak verilen
,
❶
; makine tablasının altına
❶
ve ağaç vidalarını ❷ kullanarak takın.
❸
kroşeleri yapılarına uygun biçimde kullanarak,
elektrik kablosunu döşeyin.
❶
Kumanda panelinin kablosu da dahil
olmak üzere, kabloların döşenmesi
için aksesuar olarak 5 adet kroşe ❸
verilmiştir.
❷
– 3 –
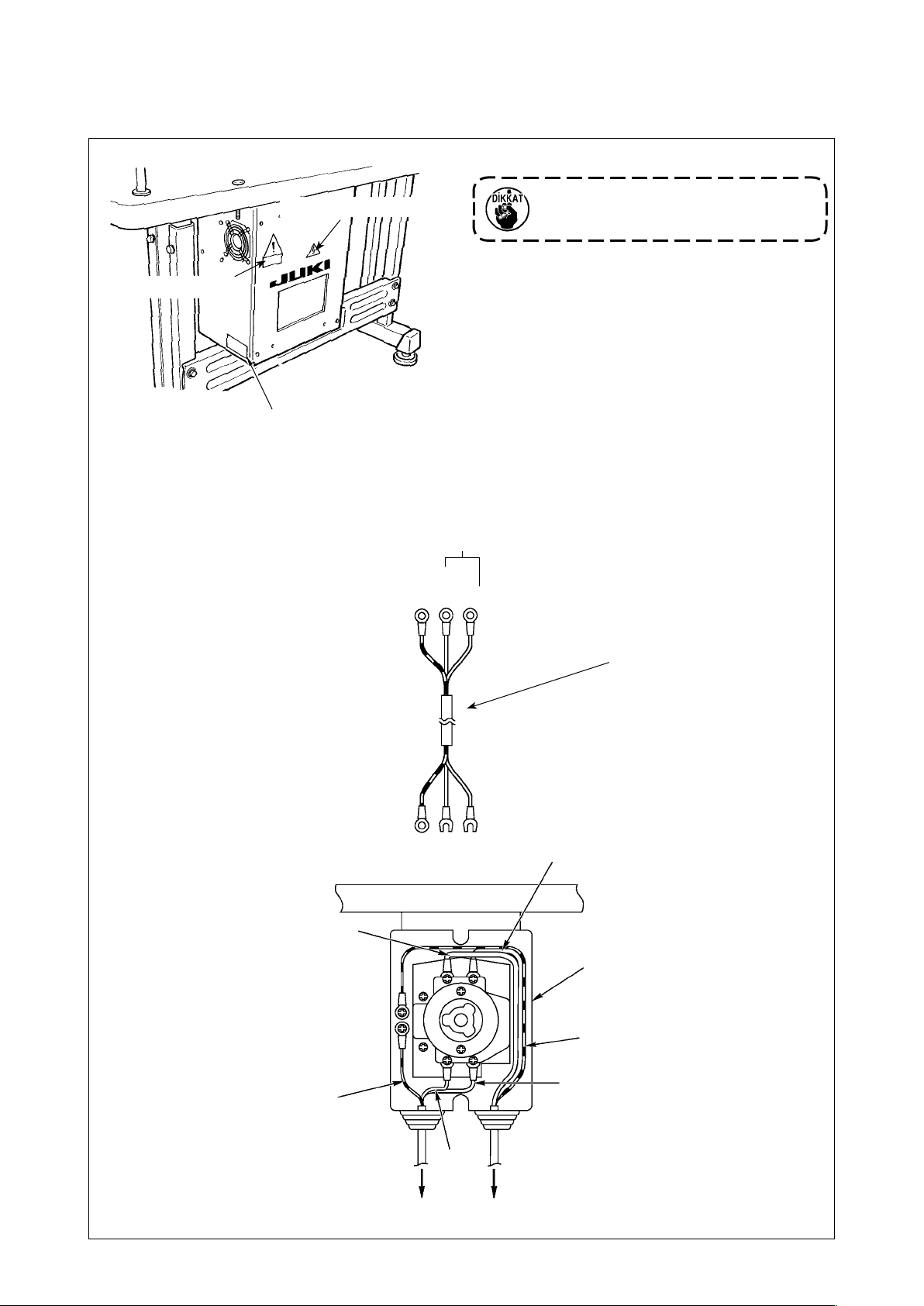
2) Güç kaynağı kablosunun bağlanması
Fabrika varsayılan voltaj değeri, voltaj değer plakasında belirtilir. Kablo uçlarını, Teknik Özelliklere
uygun şekilde bağlayın.
Elektrik şoku uyarı etiketi
Voltaj uyarı etiketi
Değer etiketi
• Mono faze 200 V, 220 V, 230 V ve 240 V bağlantısı
AC200 V, AC220 V
AC230 V, AC240 V
– GND
Kahverengi
Açık mavi
Yeşil/Sarı
Yanlış voltaj, faz ve frekansla asla
kullanmayın.
Kahverengi
Yeşil/Sarı
Elektrik kablosu
Açık mavi
Tabla
Elektrik şalteri
Yeşil/Sarı
Açık mavi
Kahverengi
Kumanda kutusu
Fiş
– 4 –
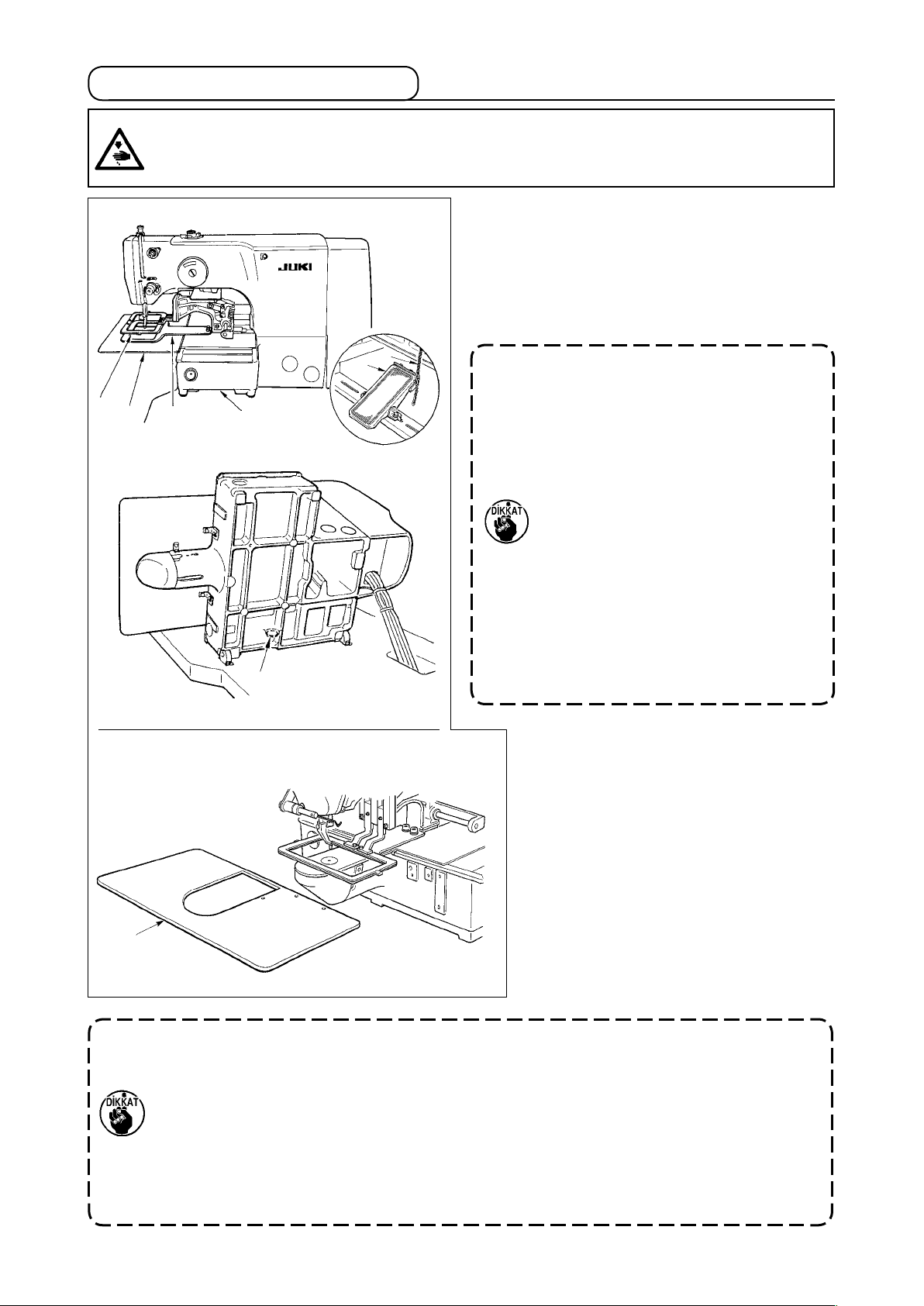
3-3. Dikiş makinesi kafasının takılması
UYARI:
Dikiş makinesinin düşmesi sonucu ortaya çıkabilecek kazaları önlemek için, dikiş makinesinin taşıma
işlemlerini daima iki veya daha fazla kişi ile yapın.
1) Menteşelerin A delikleri ile tablanın deliklerini
aynı hizaya getirin ve çizimde gösterilen şekilde tespit edin.
Havalı tip olması durumunda, solenoid
valf tespit tablasını da ❶ aynı şekilde
yerine takın.
A
❶
3-4. Yağ boşaltma kabının ve kafa lâstik takozunun takılması
1) Yağ boşaltma kabını
ile tabladaki ❶ deliğe takın.
❸
2) Yağ boşaltma kanalını
bına ❷ vidalayın.
3) Dikiş makinesi yağ boşaltma borusunu
yağ boşaltma kanalına ❹ geçirin.
4) Kafa destek takozlarını
yatağına ❼ oturtun.
5) Kablo bağlarını
❽
de gösterilen şekilde döşeyin. (hava borusu
hariç)
1. Yağ boşaltma borusunu
ileri gitmez hale gelinceye kadar
ve makine kafası yatırıldığı zaman
yerinden çıkmayacak şekilde yağ
boşaltma kanalına ❹ takın.
2. Yağ boşaltma borusunu
eden bandı çıkartın.
❼
❶
❻
❻
❻
❸
❻
❷
❻
❺
, iki adet tespit vidası
❷
, yağ boşaltma ka-
❹
, dikiş makinesi
❻
kullanarak, kabloları şekil-
❽
, daha
❺
tespit
❺
❺
,
❹
❻
– 5 –
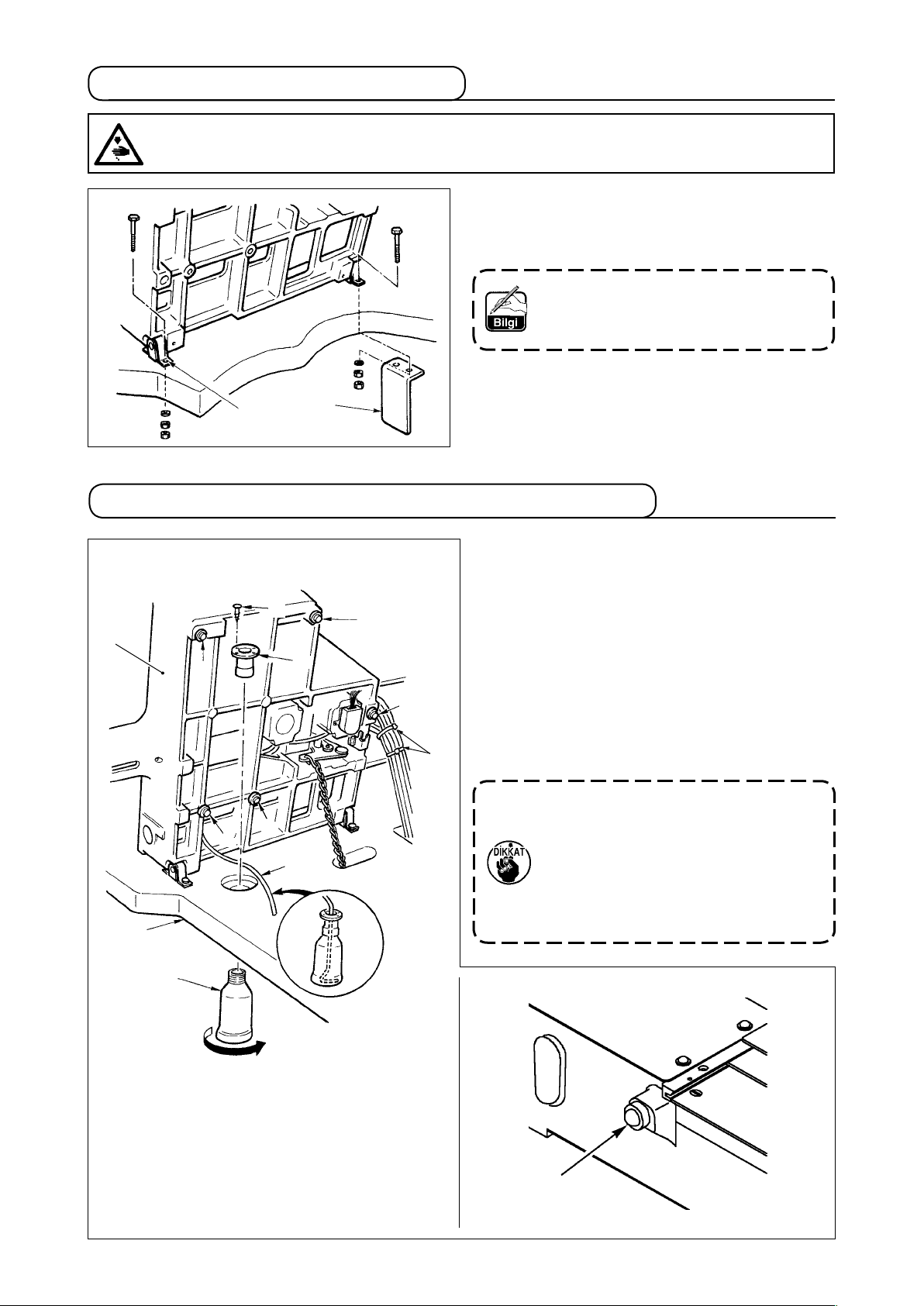
3-5. Güvenlik şalteri
❷
❶
Güvenlik şalterinin
kol bölümünü tespit eden
❷
bandı ❶ çıkartın.
1. Güvenlik şalterindeki bandı
çıkartmadan dikiş makinesinin
kullanılması; dikiş makine kafası
yatırıldığı zaman da dikiş makinesinin kaza sonucu çalışmasına yol
açacağı için, çok tehlikelidir.
2. Kurulum işlemi tamamlandıktan
sonra dikiş makinesi çalışırken 302
hata mesajı gösterilirse; güvenlik
şalterinin ❷ tespit vidalarını bir tornavida ile gevşetin ve şalteri makinenin alt tarafına doğru kaydırarak
aşağı alın.
❶
3-6. Plâka yardımcı kapağının takılması
UYARI:
Çalıştığınız parçanın üzerine eğilirseniz, başınızı ya da bedeninizin başka bir yerini boğaz plakası yardımcı kapağına çarpmamaya dikkat edin.
[Alan 1306]
❽
❶
❷
❹
❻
❺
❸
❹
❼
[Alan 1306 ‘yı kullanırken]
1) A
ve B ❸ plaka yedek kapağı
❷
desteğini; tespit vidalarından (M5) ❻
yararlanmak suretiyle makine yatağına geçici olarak takın.
2) Kumaş transport tabanını arkaya alın
ve plâka yardımcı kapağını ❶, alt
plâka ❼ ile plâkanın ❽ arasına yerleştirin. Bu işlem sırasında, alt plâkanın ❼ bükülmemesine çok dikkat edin.
3) Plâka yardımcı kapağını ❶; plâka
yardımcı kapağı tespit vidalarını ❺ ve
pullarını ❹ kullanarak yerine takın.
– 6 –
[1510 ve 2210 alanları]
❶
[1510 ve 2210 alanları]
❺
❽
❷
❹
❻
❺
❹
❸
❼
[Alan 1510 ve 2210 ‘yı kullanırken]
1) A
ve B ❸ plaka yedek kapağı
❷
desteğini; tespit vidalarından (M5) ❻
yararlanmak suretiyle makine yatağına
geçici olarak takın.
Plâka yardımcı kapak desteğini
A ❷ sıkacak vida ❻ olarak; artı
ve eksi kanallar arasında kolayca kullanılabilecek ve Allen
anahtarla rahatça sıkabilecek
vidayı seçin.
2) Kumaş transport tabanını arkaya alın
ve plâka yardımcı kapağını ❶, alt
plâka ❼ ile plâkanın ❽ arasına yerleştirin. Bu işlem sırasında, alt plâkanın ❼
bükülmemesine çok dikkat edin.
3) Plâka yardımcı kapağını
; plâka
❶
yardımcı kapağı tespit vidalarını ❺
ve somunlarını (küçük) ❹ kullanarak
yerine takın.
4) Plâka yardımcı kapak desteğini
,
vidaları (M6) kullanarak makine
yatağına tutturun.
5) Tespit vidalarını
ve somunlarını
(büyük) kullanarak; plâka yardımcı
kapak tabanını , plâka yardımcı
kapak desteğine tutturun.
6) Plâka yardımcı kapağını ❶; plâka
yardımcı kapağı tespit vidalarını
❺
ve somunlarını (büyük) kullanarak
yerine takın.
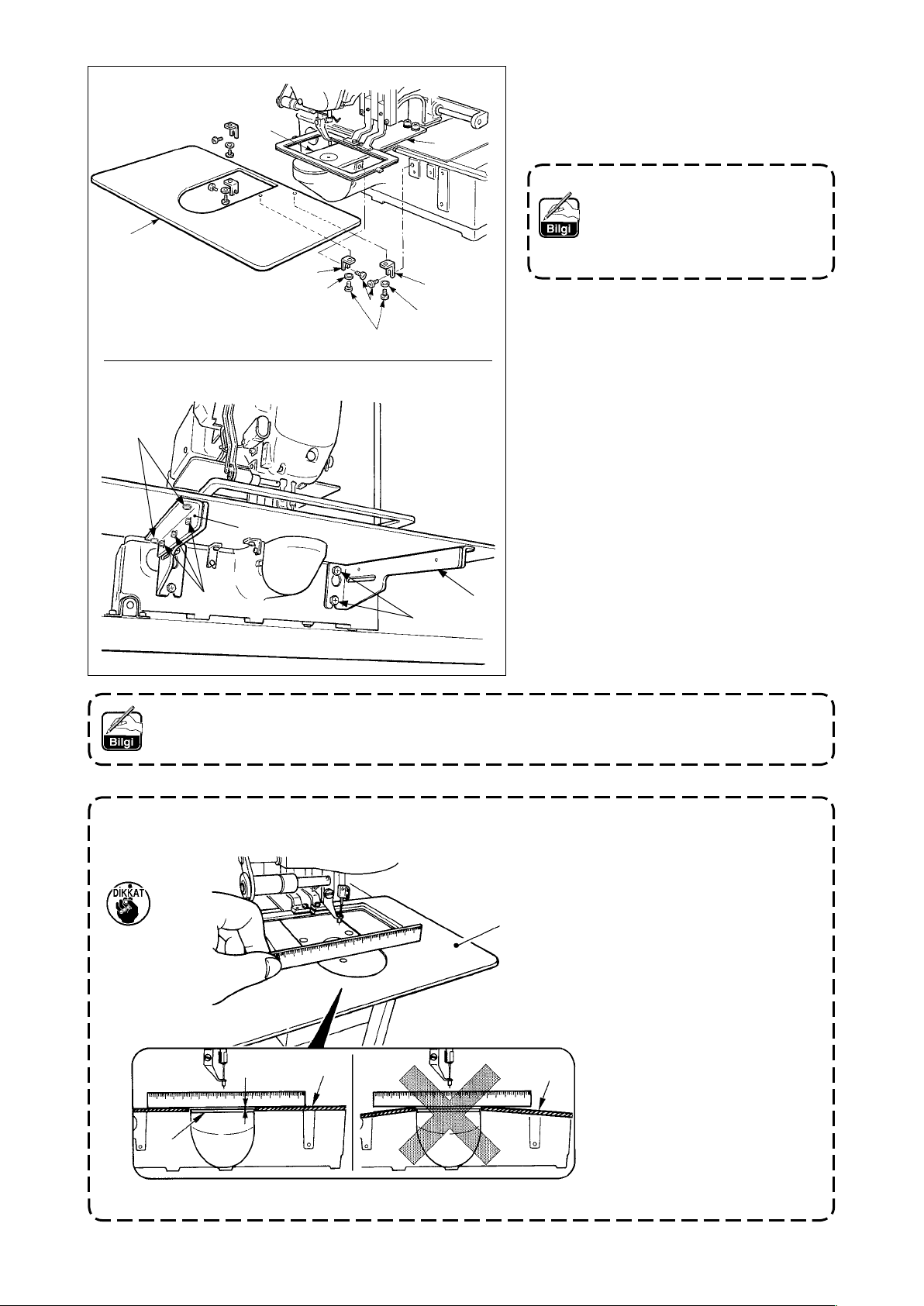
Plâka yardımcı kapak desteğinin sol tarafı ile sağ taraarının biçimleri birbirlerinden
farklıdır. Bu nedenle, dikkatli olun.
1. Plâka yardımcı kapak desteğinin takma yönüne ve hata
yapmamaya çok dikkat edin.
2. Plâka kapağını ❶, plâkadan
daha yüksek (0.3 mm sınırı
içinde) olacak şekilde tespit
edin. Plâkadan
ğıda kaldığı takdirde, hatalı
transport nedeniyle iğne kırılması ve benzeri sorunlara yol
açar.
yararlanıp ölçerek, yardımcı
plâka kapağının ❶ yatay takıldığını doğrulayın.Tam olarak
yatay değilse, plâka yardımcı
kapağı ❶ ile alt plâka ❼ birbirlerine kısmen temas ederler ve anormal aşınmaya yol
açarlar.
daha aşa-
❽
❽
0.3 mm sınırı
içinde
❶
❶
3. Bir cetvel veya benzerinden
❶
– 7 –
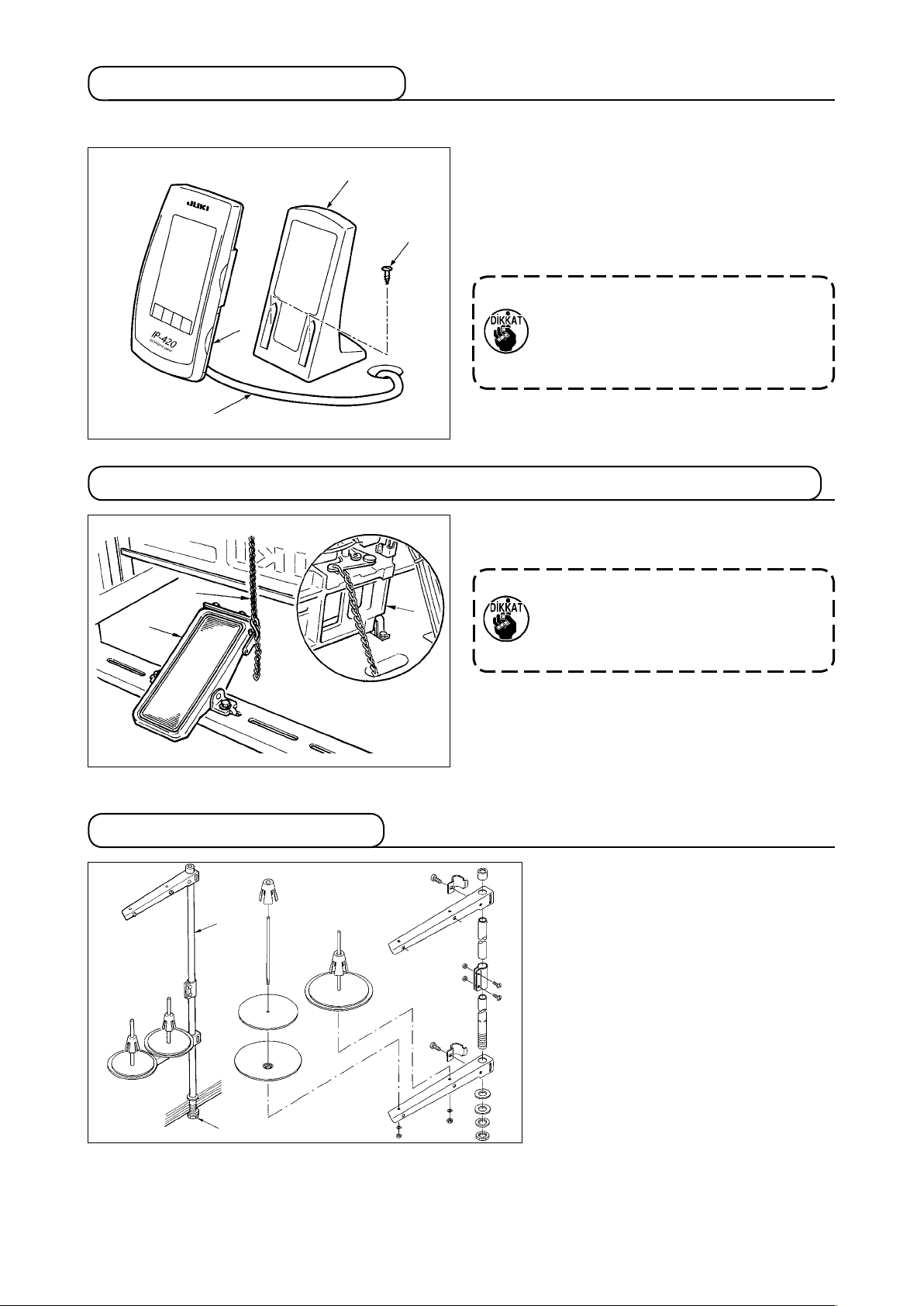
3-7. Kumanda panelinin takılması
1) IP-420 kumanda panelinin takılması
1)
❸
kapağını açın ve ❷ kablosunu çıkarın. Daha
❶
sonra masadaki delikten kabloyu geçirdikten sonra
masanın üst yüzeyindeki panele tekrar bağlayın.
, tabla üze-
❸
❹
2) Kumanda paneli tespit tablasını
rinde çalışmaya uygun olan istediğiniz bir noktaya; iki adet ağaç vidasını ❹ kullanarak takın.
Çarptığı takdirde kapağın kırılmasına
❶
❷
yol açacağı için; paneli, X yönü hareket
kapağının veya makine kafası taşıma
sapının temas etmeyeceği şekilde takmaya çok dikkat edin.
3-8. Pedal zincirinin takılması (Sadece S sınıfı Teknik Özelliklere sahip ünitelerde)
Makineyi ❶ ve mekanik pedalı ❸; zinciri ❷
kullanarak birbirlerine bağlayın.
❷
❶
❸
Dikiş makinesinin kafasın yatırmak
gerektiği takdirde, yatırma işleminden
önce zincirin ❷ mekanik pedaldan ❸
çıkartıldığından emin olun.
3-9. İplik çardağının takılması
❷
❶
1) İplik çardağının parçalarını toplayarak ünite haline getirin ve dikiş
makine tablasının sol köşesindeki
deliğine oturtun.
2) İplik çardağını tespit etmek için
kontra somunu ❶ sıkın.
3) Tavan tesisatı kullanıldığı zaman,
gelen elektrik besleme kablosunu
destek mili ❷ üzerinden geçirin.
– 8 –
3-10. Makine kafasının kaldırılması
UYARI:
Dikiş makinesini yatırırken ya da yükseltirken, parmaklarınızı dikiş makinesiyle masa arasına sıkıştırmamaya dikkat edin. Ayrıca makinenin istem dışı çalışmasından kaynaklanan kazalara karşı korunmak
için, dikiş makinesini yatırmadan/yükseltmeden önce gücü mutlaka kapatın.
❷
❶
❹
❻
❺
A
❸
[Alan 1306 ve 1510 ‘yı kullanırken]
Dikiş makinesini yükseltmek için, dikiş makinesi
yatağının elle yerleştirileceği tutuş yerini A tutarken yatak destek lastiği ❸ masayla temas edene
kadar masayı dikkatli şekilde kaldırın. S tipinde,
önce zinciri ❷ el kumandalı pedaldan ❶ çıkartın,
işlemi sonra yapın.
1. Makine kafasını kaldırırken makinenin düzgün bir zemin üzerinde
durduğundan ve makinenin devrilmeyeceğinden emin olun.
2.
Makine kafasını kaldırırken, önce
transport kasasını ❹ sonuna kadar sağa alın ve bant veya benzeri
malzeme ile o konumda tespit edin.
Makine kafası hareket edebileceği şekilde kaldırıldığı veya tespiti
yetersiz olduğu takdirde; X hareket
kapağının veya X hareket kızağının
kırılmasına yol açar. Bunun yanı sıra
transport kasası ❹ sola yatırıldığı
zaman kendi ağırlığı ile orta baskı
ayağına veya çevresindeki parçalara
takılır ve bu parçaların kırılmasına ya
da arızalanmasına yol açar.
[Alan 2210]
[Alan 2210 ‘yı kullanırken]
1) Plâka yardımcı plâkasını
dikiş ma-
❻
kinesinden çıkartın.
2) Makine yatağının geçme bölümünü
elinizle tutun ve yatak destek lâstik
A
takozu ❸, tablaya temas edinceye
kadar yavaşça kaldırın.
3) Dikiş makinesini normal konumuna
getirdikten sonra, 6. Sayfada
❻
“I-3-6. Plâka yardımcı kapağının
takılması” bölümüne bakın ve plâka
yardımcı kapağını tekrar yerine takın.
1. Makine kafasını kaldırırken makinenin düzgün bir zemin üzerinde durduğundan ve makinenin devrilmeyeceğinden emin olun.
2. Plâka yardımcı kapağını
de; plâka yardımcı kapağı tablaya takılarak eğilebilir veya kırılabilir ya da plâka yardımcı
kapağının takılması sonucu yeterince kalkamayan makine kafası düşebilir!
3. Makine kafasını kaldırırken, önce transport kasasını
veya benzeri malzeme ile o konumda tespit edin. Makine kafası hareket edebileceği
şekilde kaldırıldığı veya tespiti yetersiz olduğu takdirde; X hareket kapağının veya X
hareket kızağının kırılmasına yol açar. Bunun yanı sıra transport kasası ❹ sola yatırıldığı zaman kendi ağırlığı ile orta baskı ayağına veya çevresindeki parçalara takılır ve bu
parçaların kırılmasına ya da arızalanmasına yol açar.
çıkartmadan dikiş makinesinin kafasını kaldırdığınız takdir-
❻
sonuna kadar sağa alın ve bant
❹
– 9 –
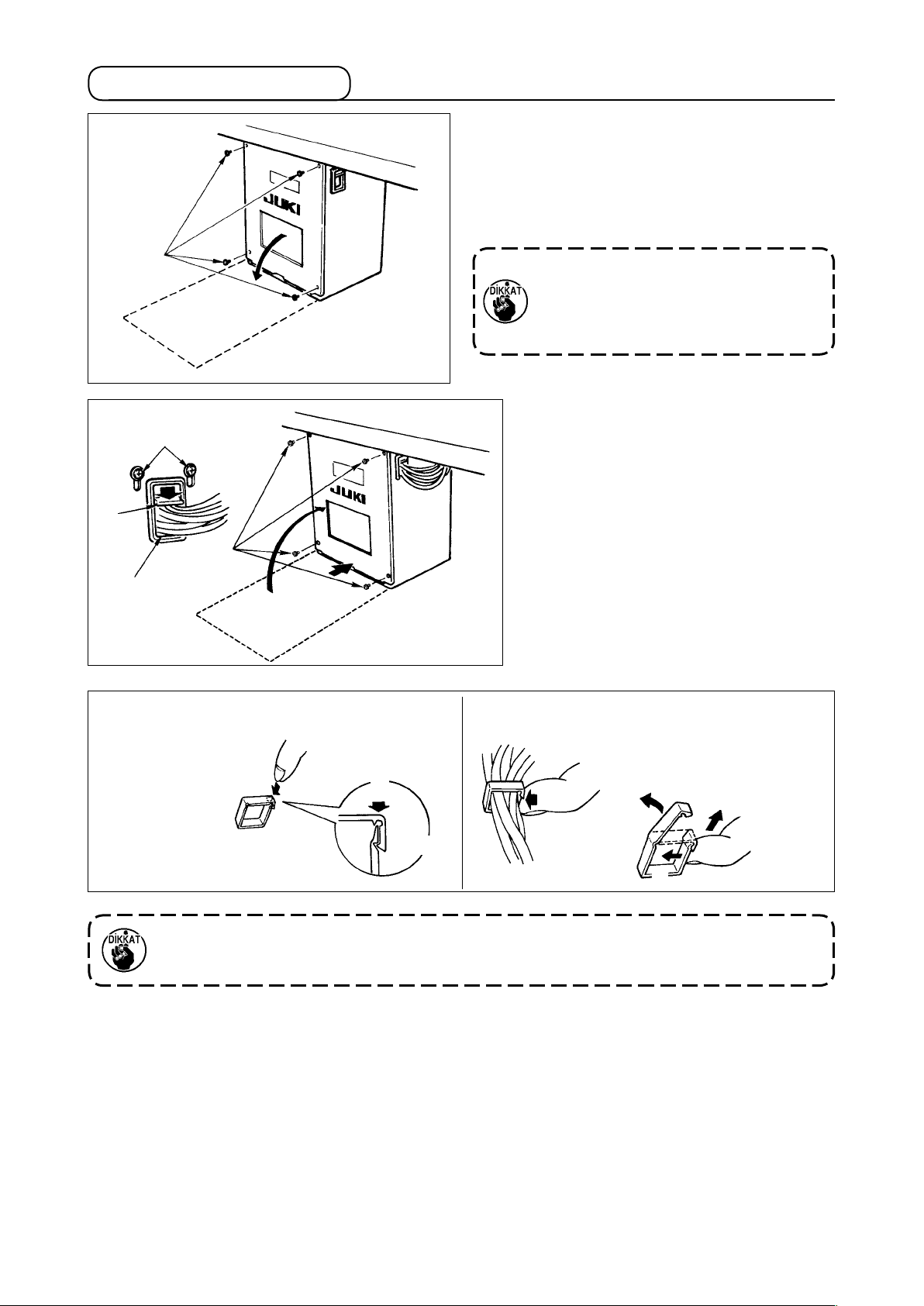
3-11. Kablonun Bağlanması
❶
Yavaşça
❷
C
❶
B
A
[Kontrol kutusu nasıl açılır]
Elektrik kutusunun arka kapağını tespit eden dört
adet vidayı
sökün. Elinizle hafçe bastırarak ve
❶
çizimde gösterildiği gibi desteklerine dayanarak
90° açı ile duracak şekilde arka kapağı yavaşça
açın.
Arka kapağın düşmemesi için, kapağı
açarken elinizle arkadan desteklemeye
dikkat edin. Bunun yanı sıra arka kapağı açarken, gereğinden fazla zorlamayın.
[Kontrol kutusu nasıl kapatılır]
1) Kabloların elektrik kutusu ile elektrik
kutusunun arka kapağı arasında sıkışmamasına çok dikkat ederek ve arka
kapağın alt bölümündeki A bölümüne
bastırarak arka kapağı kapatın, dört
adet tespit vidasını ❶ sıkın.
2) Kabloyu kontrol kutusunun yanından
aşağı doğru alın, kablo deliğinden B
geçirin ve baskı kuşağını C kablonun
üzerine bastırarak (kabloyu ezmeden)
vidalarını 1 sıkın.
Kablo kelepçesi nasıl kilitlenir
Kelepçenin
①
köşesine hafçe
bastırın.
(Kablo
kelepçesi, bir tık
sesi çıkartarak
kilitlenir.)
①
Kabloyu kablo askıları ile tespit ederken, kablonun döşeme şekline ve kablonun gerilmesine ya da zorlanmasına yol açacak bir etken bulunmamasına çok dikkat edin.
①
②
Kelepçe
Kablo kelepçesi nasıl açılır
Hafçe basın
①
①
③
Kelepçeyi aşağı çekin.
②
Kelepçe yukarı kalkar.
③
②
①
– 10 –
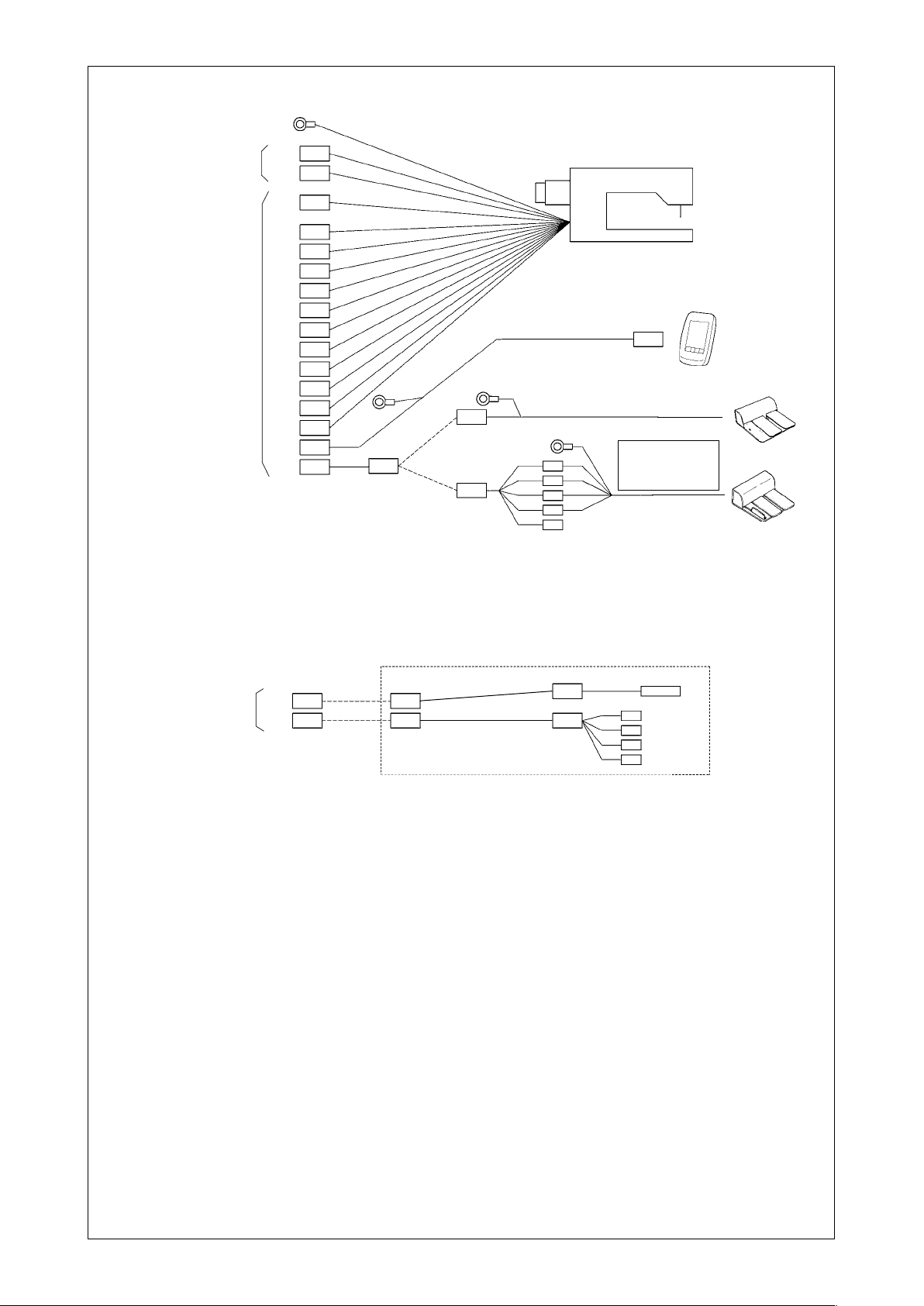
[Devre kartı tesisat şeması]
FG
SDC Baskılı Devre Kartı
ANA Baskılı Devre kartı
CN14
CN16
CN22
CN40
CN53
CN41
CN54
CN42
CN55
CN43
CN56
CN39
CN47
CN38
CN34
CN51
20P
26P
12P
9P
4P
5P
4P
7P
4P
7P
4P
7P
4P
7P
2P
2P
CN88
10P
FG
FG
10P
10P
CN1
CN2
CN3
CN4
CN5
Dikiş makine kafası
FG
P1
2P
P2
2P
P3
2P
P4
2P
2P
IP-420F
CN100
26P
2P
Hava tahrikli tip
3P
ANA Baskılı Devre kartı
Hava tahrikli tip
2P
CN52
12P
CN85
CN52
2P
12P
CN85
CN78
4P
12P
CN98
2P
CN1
CN2
CN3
CNS
2P
2P
2P
2P
– 11 –
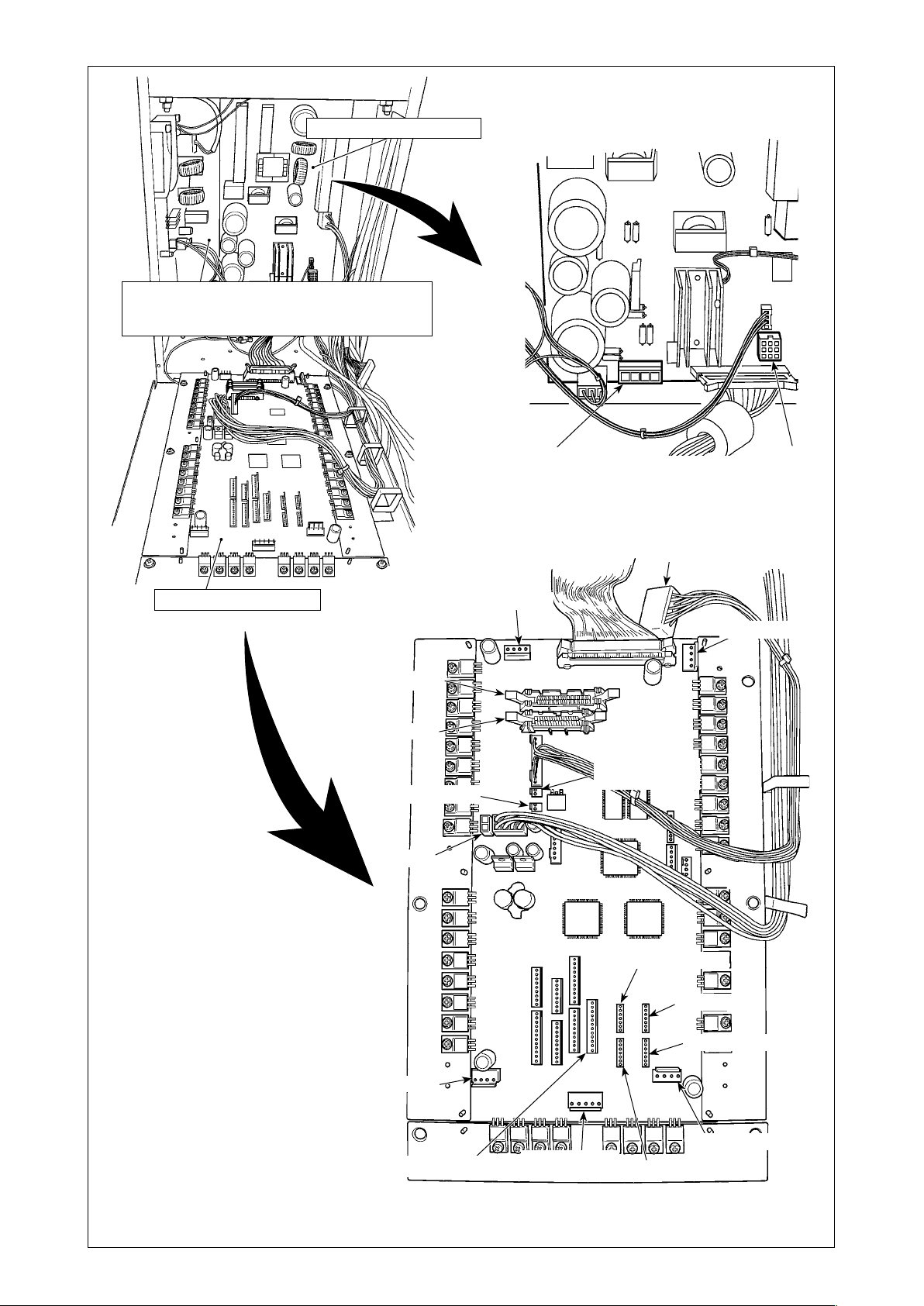
SDC baskılı devre kartı
FLT-T Baskılı Devre Kartı (tek faz 100-200 V, 3 faz 200-240 V)
FLT Baskılı Devre Kartı
FLT-S Baskılı Devre Kartı (tek faz 100-200 V, 3 faz 200-240 V)
ANA baskılı devre kartı
CN34 26P
CN38 20P
CN16 4P
CN40 4P Kırmızı
CN14 9P
CN88 10P
CN42 4P Siyah
CN39 2P Sarı
CN47 2P
CN41 4P Beyaz
CN85 12P Siyah (Hava tahrikli tip)
CN52 2P Beyaz
(Hava tahrikli tip)
CN22 5P Beyaz
CN55 7P Siyah
CN56 7P
CN54 7P Beyaz
CN43 4P Mavi
CN53 7P Kırmızı
Sarı
– 12 –
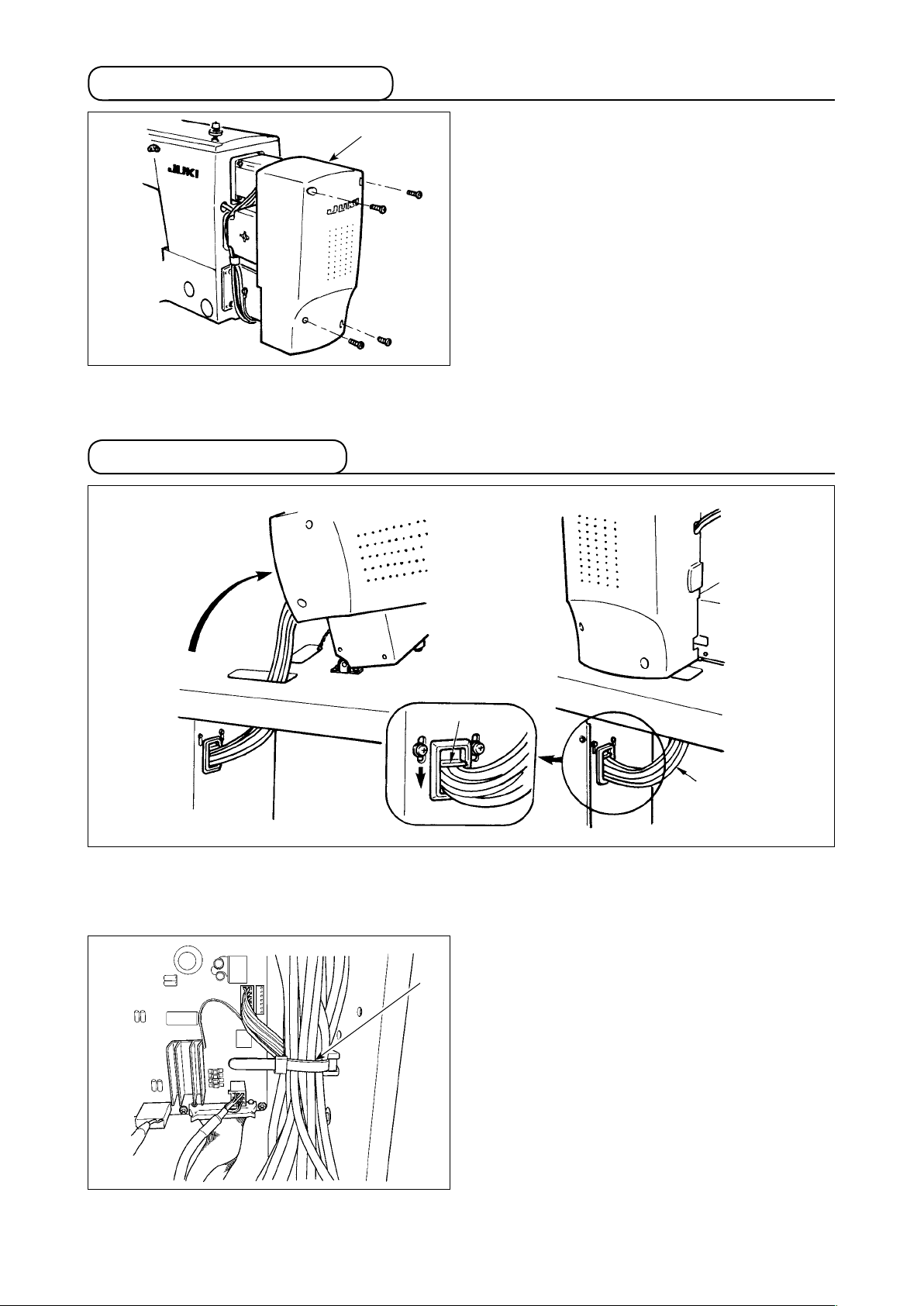
3-12. Motor kapağının takılması
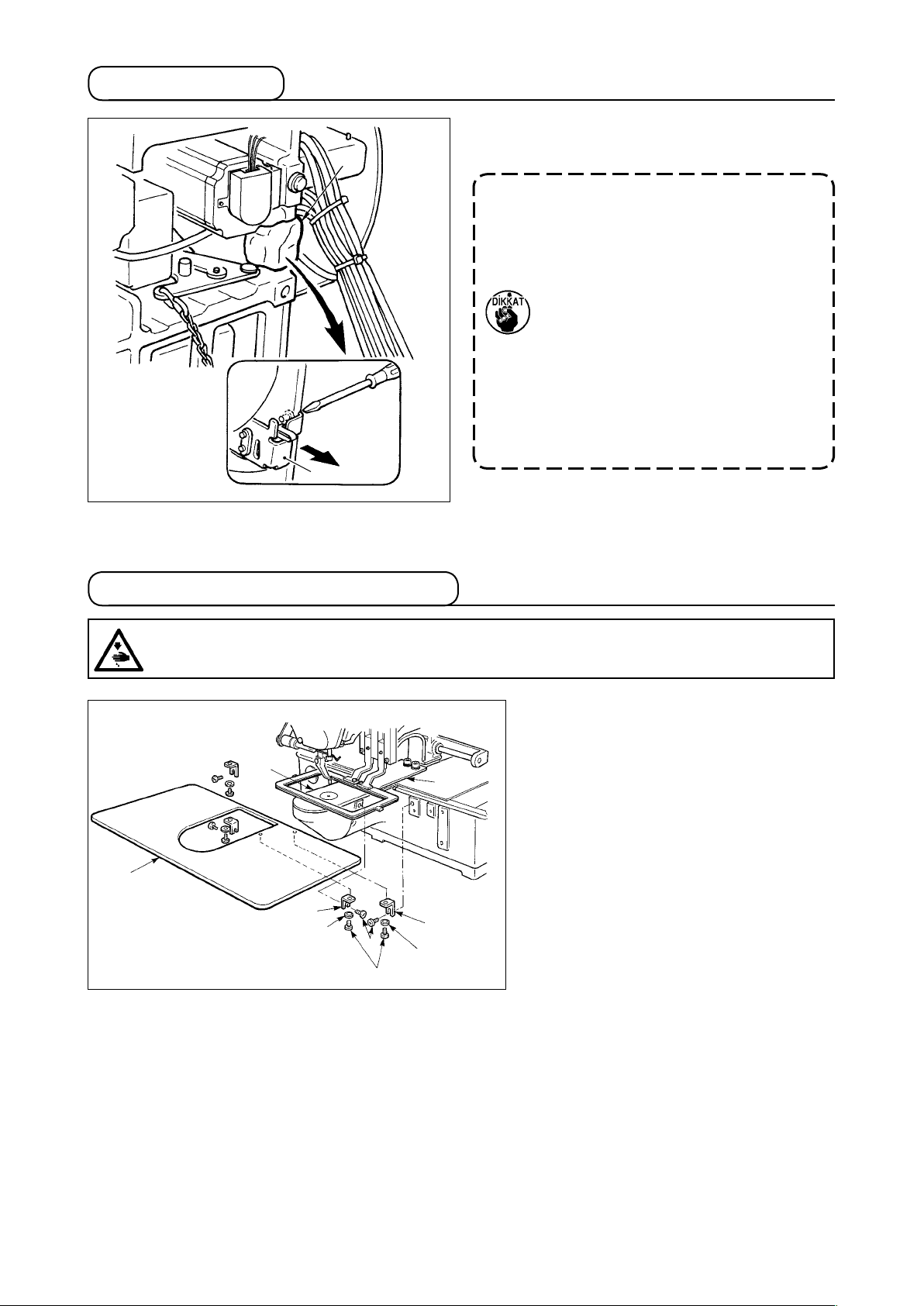
3-13. Kablonun döşenmesi
❶
Makine ile birlikte aksesuar olarak verilen vidaları
kullanarak, motor kapağını ❶ makine ana ünitesine takın.
❶
Gevşeklik
1) Kabloları, makine kafası yatırıldığı zaman kabloların gerilmesine yol açmayacak yeterli payı bırakarak ve tespit plâkasının ❶ yardımı ile kabloları çizimde gösterilen şekilde tespit edin.
POWER
❷
❷
2) Kabloyu dahili bir kablo klipsiyle
BOX’a sabitleyin.
– 13 –

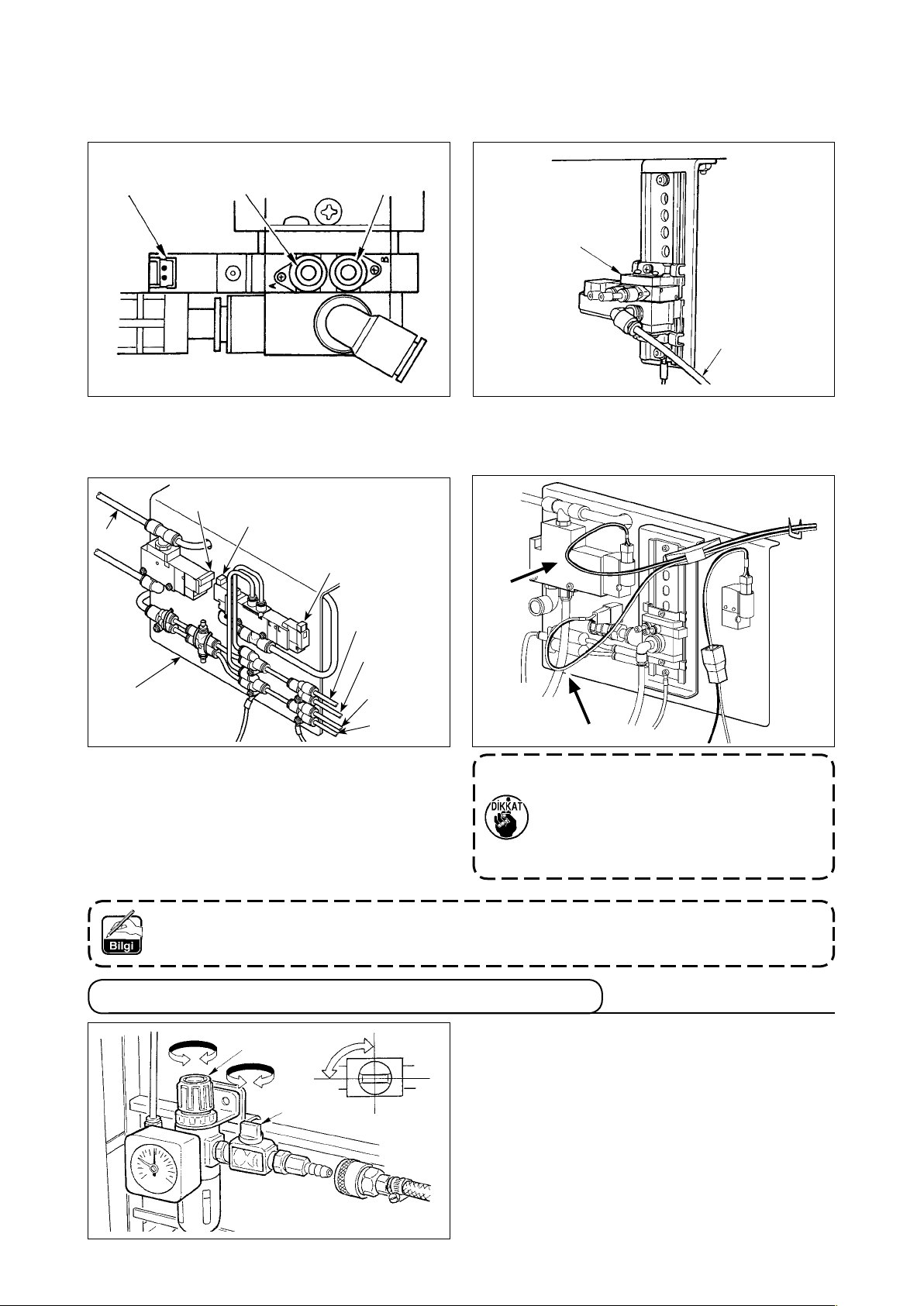
3-14. Havalı parçaların bağlanması (Sadece havalı tipte)
[Tüm alanlardaki ortak bağlantı]
Hava tahrikli tipteki modeli kullanırken, pnömatik parçaları aşağıdaki gibi bağlayın.
❶
❽
❼
❻
❸
❹
❷
❺
1) Regülatörü
, tespit tablasına ❷ takın ve vi-
❶
dayı ❸, pulu ❹, somunu ❺ kullanarak makine şasesine tespit edin.
2) Regülatörden gelen kablonun (havalı röle
kablosu) CN78 soketini takın. (11. Sayfada
“I-3-11.Kablonun Bağlanması [Devre kartı
tesisat şeması] bölümüne bakın.)
3) Aksesuar olarak verilen tespit vidalarını
kullanarak; solenoid valf grubunu ❽, solenoid valf tespit tablasına ❻ takın.
Ayrıca, aksesuar topraklama kablosunu
(uzunluk: 20 cm) ❾ solenoid vana montaj
plakası ❻ ile birlikte, tespit vidası ❼ kullanarak sabitleyin.
❼
❼
❾
4) Makineyle birlikte aksesuar olarak verilen
kablo kroşelerini kullanarak; hava borusunu döşeyin. (Tespit vidası olarak, motor
kapağındaki tespit vidasını kullanın.)
– 14 –
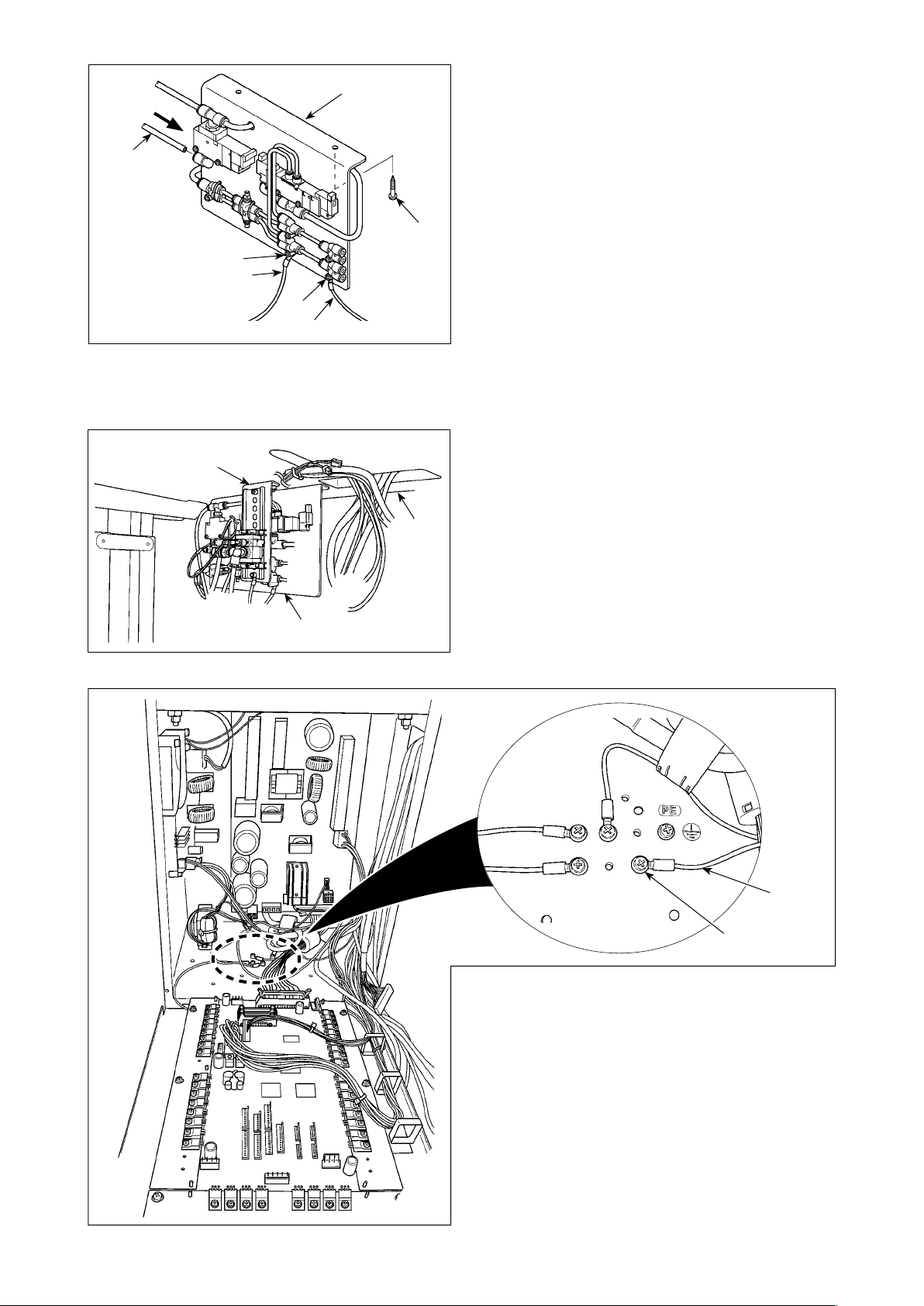
❻
5) Solenoid valf montaj plakası A grubunu
tespit vidasıyla masanın üzerine takın.
Solenoid valf montaj plakası A grubunu
iki
ve
regülatörü ❶, makineyle birlikte aksesuar
olarak temin edilen uzun hava borusuyla
birlikte bağlayın.
A
❾
B
Ayrıca, yukarıda açıklanan Adım 3’te takılmış
olan topraklama kablosunun ❾ (uzunluk: 20
cm) diğer ucunu, bağlantı elemanını sabitleyen A vidası ile, bağlantı elemanıyla birlikte
sabitleyin. Ardından, aksesuar topraklama
kablosunun (uzunluk: 80 cm) bir ucunu,
bağlantı elemanını sabitleyen B vidası ile,
bağlantı elemanıyla birlikte sabitleyin.
İlgili parçaları şekle göre bağlayın.
Tabla
6) Topraklama kablosunun
(uzunluk: 80 cm), aksesuar olarak verilen M4
vida ile kontrol kutusunun içindeki alt bölüme sabitleyin.
– 15 –
diğer ucunu
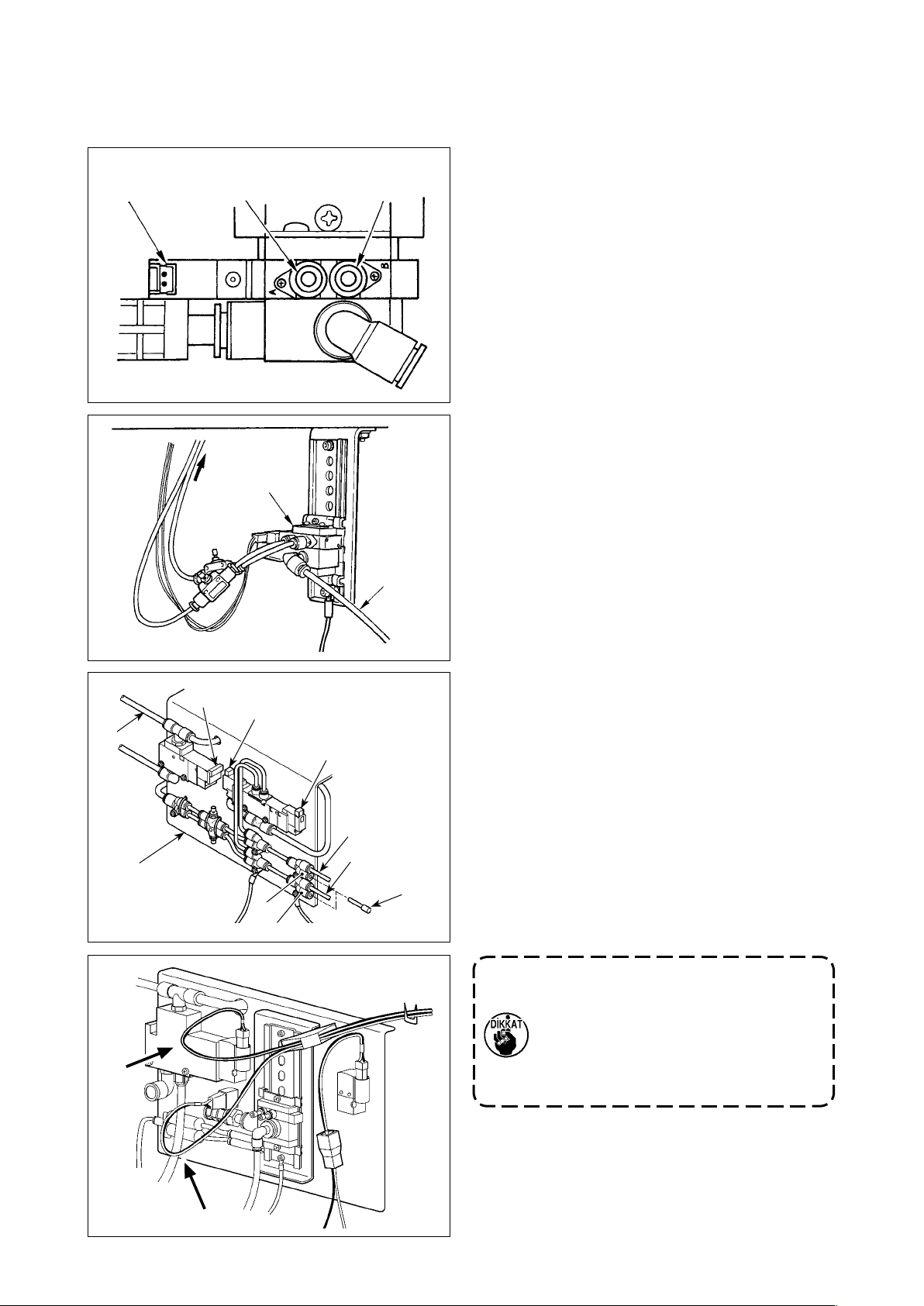
[Alan 1306 ‘yı kullanırken]
1306 alanı kullanıldığı zaman, [Tüm alanlardaki ortak bağlantı] işlemini tamamladıktan sonra pnömatik parçaları bağlayın.
CN1 Soketi
Hava borusu
1A
❽
Hava borusu
1B
6) Makine kafasından gelen hava borularını ve
kumanda kutusundan gelen kabloları; çizimde
gösterilen şekilde döşeyin. Bu işlem sırasında, hava boruları ile kabloların üzerideki harf
ve sayı işaretlerine çok dikkat edin. (Hava
hortumlarındaki harere bakın ve aynı har
taşıyan solenoid valfe takın. Ayrıca soket etiketleri üzerindeki işaretlerin de karşı karşıya
gelmesine dikkat edin.)
7) Solenoid valf montaj plakası A grubunun
hava borusunu solenoid valf grubuna ❽
bağlayın.
CNS
CN2
CN3
Hava borusu 2B
Hava borusu 2A
8) Makine kafasından gelen hava borularını, solenoid valf montaj plakası A grubu bağlantısına şekildeki gibi takın.
Aksesuar olarak temin edilen iki adet durdu-
rucu tapayı
ve ’e takın.
Kumanda kutusundan gelen kabloları (CN2,
CN3, CNS) solenoid valfe takın.
Herhangi bir kablo gevşekse, üniteyle
birlikte temin edilen zımba yardımıyla
kabloyu masaya sabitleyin.
Ardından, ilgili konektöre aşırı yük
gelmesini önlemek için kabloya yeterli
boşluk (hareket mesafesi) bırakın.
– 16 –
[Alan 1510 ya da 2210 ‘u kullanırken]
1510 ya da 2210 alanı kullanıldığı zaman, [Tüm alanlardaki ortak bağlantı] işlemini tamamladıktan
sonra pnömatik parçaları bağlayın.
Konektör
bağlı değil
6)
Makineyle birlikte aksesuar olarak temin edilen
Durdurma tapası
Durdurma tapası
tutucu tapaları solenoid valf grubuna ❽ takın.
CNS
CN2
CN3
❽
7) Solenoid valf montaj plakası A grubunun
hava borusunu solenoid valf grubuna ❽
bağlayın.
Hava borusu
Hava borusu
Hava borusu
Hava borusu
8) Makine kafasından gelen hava borularını, solenoid valf montaj plakası A grubu
sına şekildeki gibi takın.
Kumanda kutusundan gelen kabloları (CN2,
CN3, CNS) solenoid valfe takın.
2B
1B
2A
1A
bağlantı-
Herhangi bir kablo gevşekse, üniteyle
birlikte temin edilen zımba yardımıyla
kabloyu masaya sabitleyin.
Ardından, ilgili konektöre aşırı yük
gelmesini önlemek için kabloya yeterli
boşluk (hareket mesafesi) bırakın.
Tek parça baskı ayağı tipinin 1510, 2210 alanını sağ/sol ayrı baskı ayakları olarak kullanırken bağlantı yapın [1306 alanının kullanılması halinde].
Özel sipariş üzerine ayrı tip besleme kasası üretilir.
3-15. Hava hortumunun takılması (Sadece havalı tipte)
❷
Kapalı
Açık
❶
1) Hava hortumunun bağlanması
Hava hortumunu regülâtöre bağlayın.
2) Hava basıncının ayarlanması
Hava musluğunu
nu ❷ yukarı doğru çekerek çevirin ve hava
basıncını 0,35 ilâ 0,4 Mpa (Azami 0,55 Mpa)
arasında olacak şekilde ayarlayın.
* Hava kaçmasını önlemek için; hava musluğu-
nu ❶ kapatın.
açın, hava ayar topuzu-
❶
– 17 –
3-16.
Basınçlı hava tesisatıyla (hava temin eden kaynak) ilgili dikkat edilecek noktalar
Pnömatik ekipmandaki (hava silindirleri, solenoid valer) arızaların %90’ının nedeni "kirli hava”dır.
Basınçlı havada nem, toz, yanmış yağ ve karbon parçacıkları gibi çok sayıda kirletici madde vardır. “Kirli
hava" önlem alınmadan kullanılırsa sorun yaratabilir, mekanik arızalardan dolayı verimi ve makinenin kullanılabilir durumda olduğu süreyi azaltır.
Makinede pnömatik ekipman varsa, aşağıda gösterilen standart hava tesisatını mutlaka takın.
Standart hava tesisatının hazırlanması kullanıcıya aittir
Hava kompresörü
Son soğutucu
Otomatik tahliye
Hava deposu
Ana hat ltresi
Otomatik tahliye
Hava kurutucu
Sis ayırıcı
Filtre regülatörü
Solenoid valf
Hava silindiri
Hava beslemesinin kalitesi
Hava beslemesinde önemli miktarda nem varsa
Çevre
Makinemizin kurulduğu yerde sabah ve akşam saatlerindeki sıcaklık farkı
büyükse ya da donma ihtimali varsa
Yukarıda belirtilen durumlarda mutlaka hava kurutucusu takın.
Hava beslemesinde önemli miktarda karbon ve toz varsa
(Solenoid valerdeki sorunların büyük kısmının sebebi karbondur.)
Mutlaka sis ayırıcı takın.
JUKI tarafından temin edilen standart ekipman
Ana boruda dikkat edilecek noktalar
• Ana boruda hava akışı yönünde ve her 1 metrede 1 cm aşağıya doğru bir eğim mutlaka verin.
• Ana boru kollara ayrılıyorsa, dışarı akan drenajın boru içinde kalmasını önlemek için basınçlı hava
çıkış noktasını borunun üst kısmına bir T bağlantıyla yerleştirin.
• Aşağıda kalan noktalarda ya da tüm boru uçlarında drenajın birikmesini önlemek için otomatik
tahliye sağlanmalıdır.
– 18 –
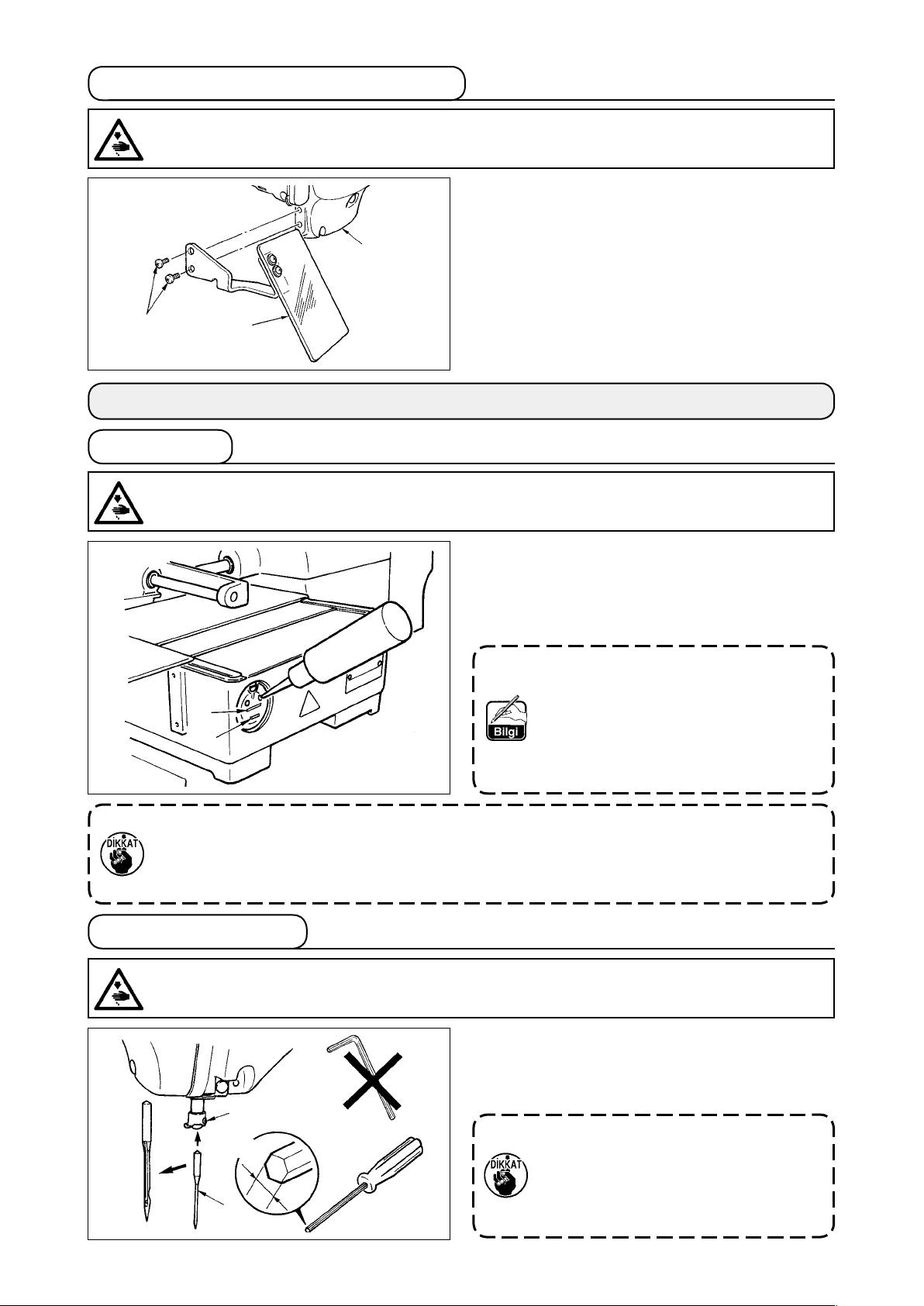
3-17. Göz koruyucu kapağın takılması
UYARI:
İğnenin kırılması sonucunda sıçrayacak parçalardan gözünüzü korumak için, bu kapağın takıldığından
kesinlikle emin olun.
Vidalarla
tespit ettikten sonra, göz koruyucu kapağı ❶ kullanın.
❷
❸
❶
4. DİKİŞ MAKİNESİNİN HAZIRLANMASI
4-1. Yağlama
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce güç şalterini KAPALI konuma getirin.
Alttaki
kısmın yağla dolu olup olmadığını kontrol edin.
Yağ miktarı belirtilen seviyeden daha düşük olduğu takdirde, makine ile birlikte aksesuar olarak
verilen yağı ekleyerek, seviyeyi tamamlayın.
sağlam biçimde plâka kapağına ❸
❷
B çizgisi ile üstteki A çizgisi arasında kalan
Yağ ile dolu olan bu hazne, sadece
çağanoz bölgesinin yağlanması için
kullanılır. Dönüş devri düşük olduğu
A
B
1. Aşağıda verilen 2. uyarıya dikkat edin ve yağ haznesi ile çağanoz dışında kalan yerleri
yağlamayın. Parçaların sorun çıkartmasına neden olur.
2. Dikiş makinesini ilk defa veya uzun bir bekleme süresinden sonra kullanırken, makineyi
çalıştırmaya başlamadan önce çağanoz bölümünü bir-kaç damla yağla yağlayın.
(115. Sayfada “III-1-2. İğne-çağanoz bağlantısının ayarlanması” bölümüne bakın.)
ve çağanoza giden yağ miktarı çok
fazla geldiği takdirde, yağ miktarının
azaltılması mümkündür.
(121. Sayfada “III-1-9. Çağanoz yağ
besleme miktarı” bölümüne bakın.)
4-2. İğnenin takılması
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce güç şalterini KAPALI konuma getirin.
Tespit vidasını ❶ gevşetin ve iğneyi ❷; uzun
kanallı tarafın size bakacak şekilde tutun. Sonra
iğneyi, iğne milindeki kanalına tamamen geçirin ve
❶
1.5mm
❷
tespit vidasını ❶ sıkın.
Tespit vidasını
tornavida kullanmaya çok dikkat edin
(Parça No: 40032763; aksesuar olarak
verilir.)Allen anahtarı (L biçimli, altı
köşeli) kullanmayın. Tespit vidasının
kırılma tehlikesi vardır.
❶
❶ sıkarken, sadece
– 19 –
4-3. DİKİŞ MAKİNESİNİN HAZIRLANMASI
İğne büyüklüğünü değiştirirken çağanozu ayarlamak ve mastarı değiştirmek gerekir.
(1) Ayar
1510 ya da 2210 alanı kullanıldığı zaman, [Tüm alanlardaki ortak bağlantı] işlemini tamamladıktan
sonra pnömatik parçaları bağlayın.
İğne kalınlığını değiştirirken sayfa 115. Sayfada “III-1-2. İğne-çağanoz bağlantısının ayarlanması”
uyarınca ayar yapın.
İğne uzunluğunu değiştirirken sayfa
(İğne uzunluğunun değiştirilmesi)” uyarınca ayar yapın.
Çağanoz ve sürücü ayarının iğne kalınlığına uygun olmaması, ilmek atlama ve çağanozun
keskin kenarının aşınması gibi dikişte sorunlara yol açar.
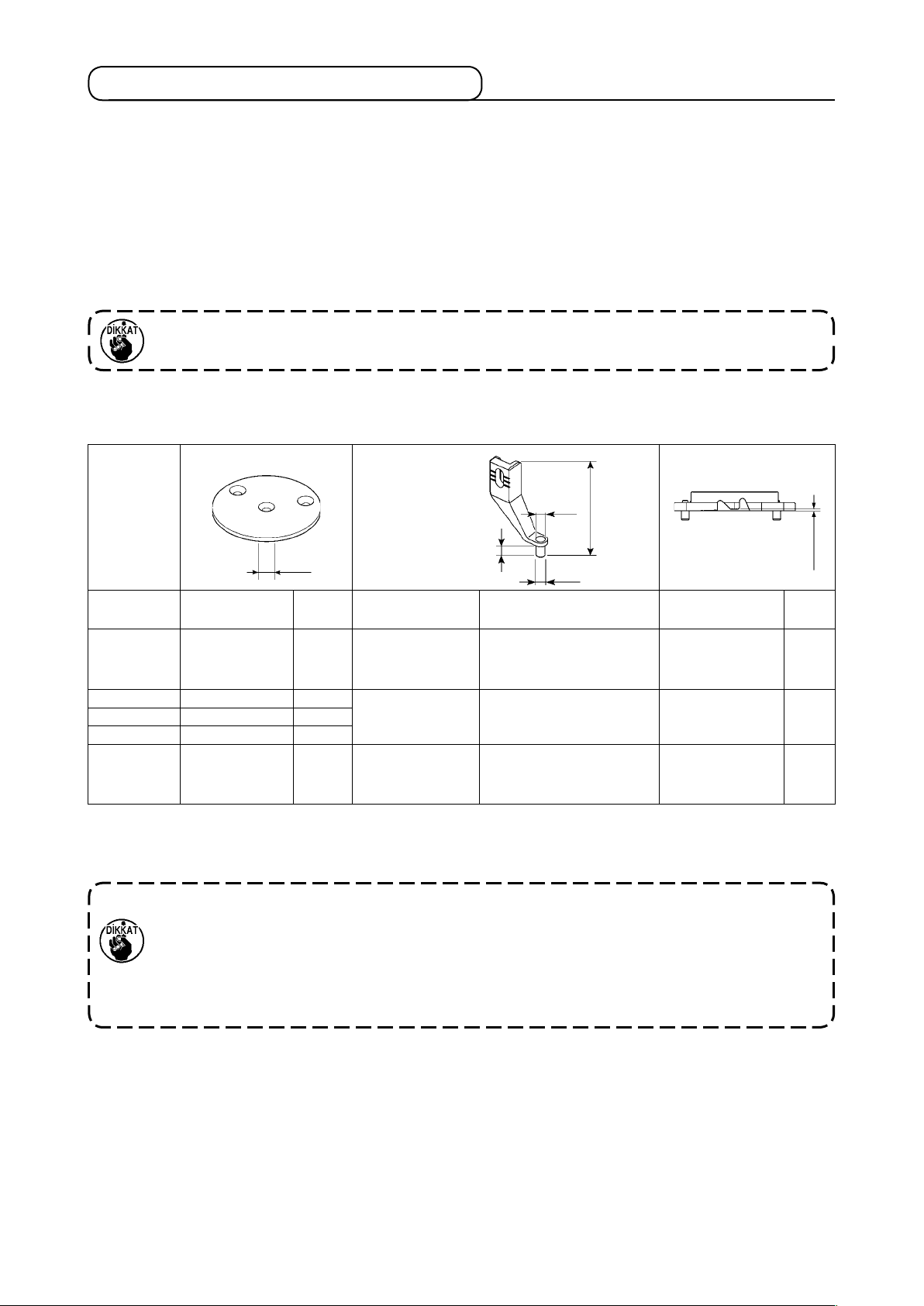
(2) Aparat
İğne büyüklüğünü değiştirirken, mevcut aparatı denklik tablosundaki isteğe bağlı aparatla değiştirin.
115. Sayfada “III-1-1. İğne mili yüksekliğinin ayarlanması
İğne
Numara
(Kalınlık)
#09 ile
#11 arası
(Örgü)
#11 ile #14 B242621000A
#14 ile #18 B242621000B φ2,0
#18 ile #21 B242621000D φ2,4
#21 ile #25 B242621000F φ3,0 B1601210D0BA
1
*
Dikiş koşullarına bağlı olarak aparatı diğer aparatla değiştirerek dikiş kalitesinin iyileştirildiği bir durum vardır.
Örnek 1 : #14 iğnede ilmik atlama olduğu takdirde, 14103352 ara baskı ayağını 14103253 ile değiştirin.
Örnek 2 : #19 iğnede ilmikler yeterince sıkı değilse, 40023632 ara baskı ayağını B1601210D0BA ile değiştirin.
İğne deliği kılavuzu Ara baskı ayağı
φA
Parça
Numarası
B242621000C φ1,6 B1601210D0E
İğne delik
çapı (øA)
φ1,6
Parça Numarası Boyutlar
40023632
ya da
B1601210D0CA
*1
φA
H
φB
(φA × φB × H × L)
φ1,6 × φ2,6 × 5,7 × 37,0
φ2,2 × φ3,6 × 5,7 × 38,5
φ2,7 × φ4,1 × 5,7 × 38,5
φ3,5 × φ5,5 × 5,7 × 38,5
İç çağanoz baskı ayağı
L
A Boyutu
Parça Numarası A
Boyutu
14103253 0,8
14103352
14103659
ya da
B1817210DAD
*1
1,3
1,7
1,9
1. Yukarıdaki tablo, isteğe bağlı tipik aparat seçeneklerini göstermektedir.
Diğer özel aparatlar için satış distribütörlerimize danışın.
2. İğne kalınlığına uygun olmayan aparat kullanılırsa iğne kırılması, dahili çağanoz gibi par-
çaların aşınması, ilmek atlama gibi dikiş sorunları görülür.
Örnek :
Büyük boy iğne kılavuzu ya da dahili çağanoz baskı ayağıyla spor ayakkabı dikerken, üst iplik ilmeği dengesiz olur ve ilmek atlama ya da iplik kopması görülür.
– 20 –
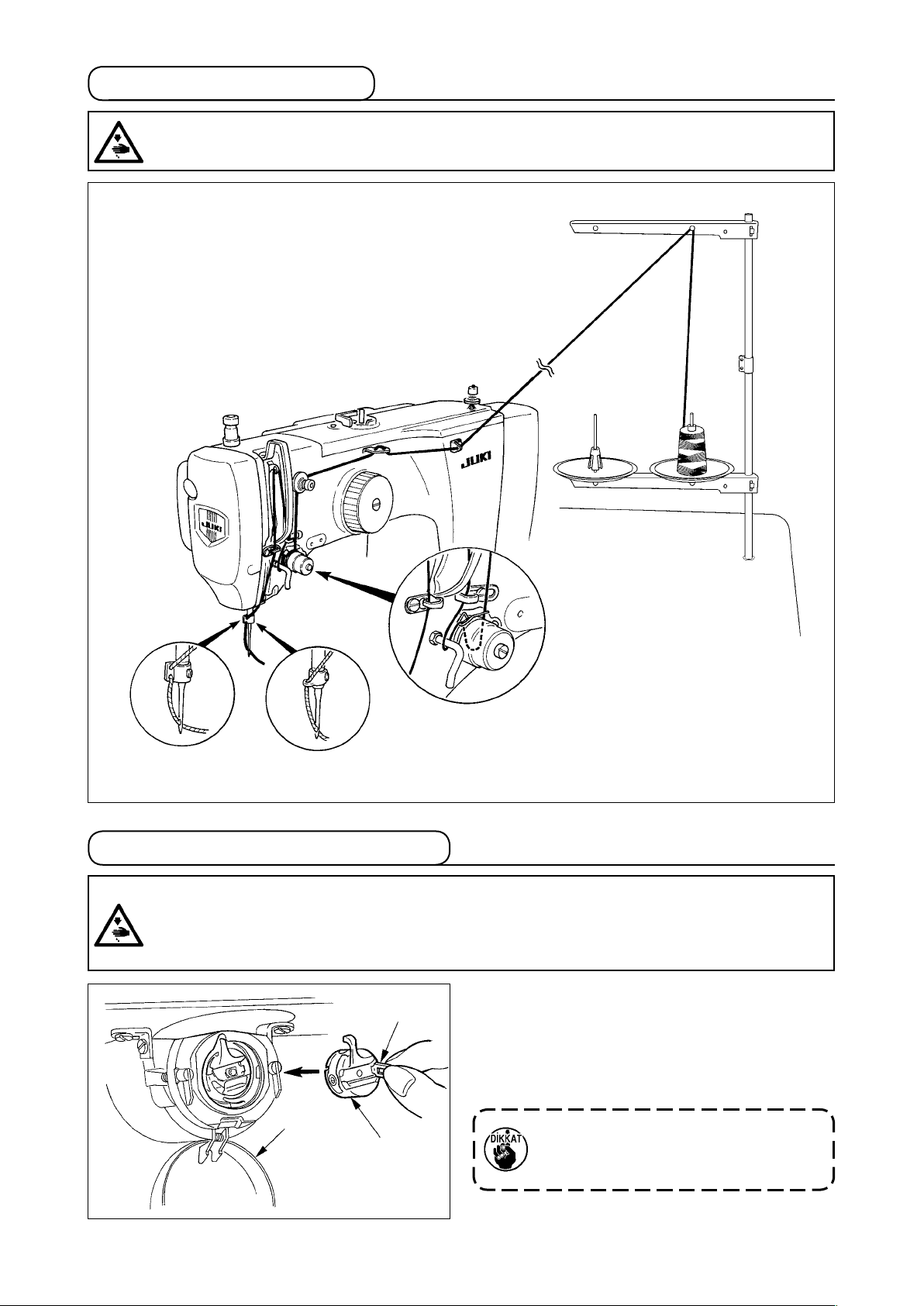
4-4. Makineye iplik takılması
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce güç şalterini KAPALI konuma getirin.
AMS-210ENSS
AMS-210ENSL
AMS-210ENHS
AMS-210ENHL
4-5. Mekiğin çıkartılması ve takılması
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce güç şalterini KAPALI konuma getirin.
Yaralanmaların ve ölümlerin önüne geçmek için, dikiş makinesini yeniden çalıştırırken çağanoz kapağını da mutlaka kapatın.
❸
❶
❷
1) Çağanoz kapağını
2) Mekiğin
mandalını ❸ kaldırıp tutun ve me-
❷
❶
açın.
kiği çıkartın.
3) Mekiği takarken, “tık” sesi duyuluncaya kadar,
mandalı yatırılmış olarak geçirin.
Yerine tam olarak geçirilmediği
takdirde, dikiş sürecinde çağanoz ❷
yerinden çıkar.
– 21 –
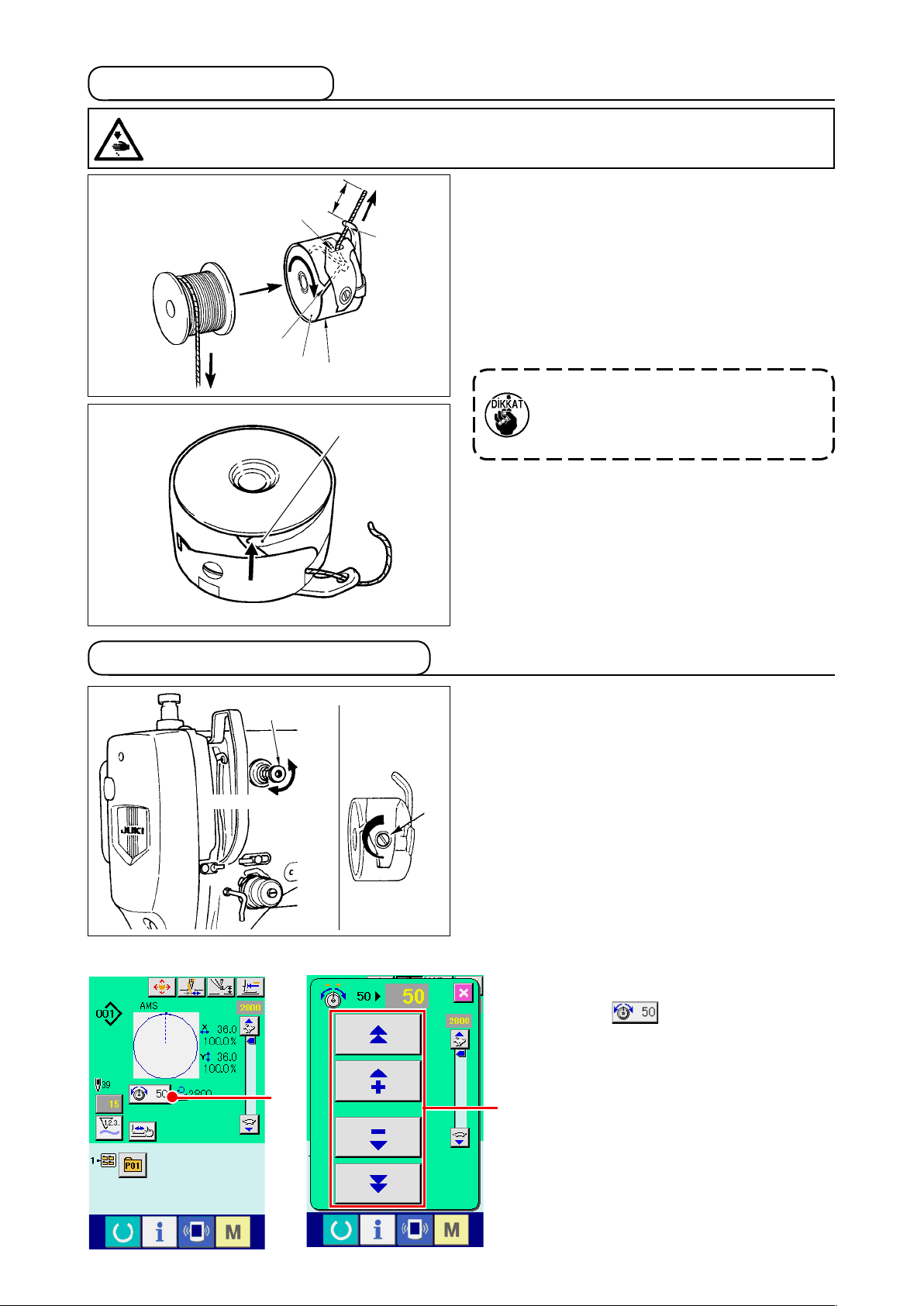
4-6. Masuranın takılması
UYARI:
Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan
önce güç şalterini KAPALI konuma getirin.
2,5 cm
❹
❸
❶
❷
❻
❺
1) Masurayı
, çizimde gösterilen yönde meki-
❶
ğe ❷ takın.
2) İpliği, mekiğin
iplik kanalından ❸ geçirin
❷
ve geçtiği yönde çekin. Bunu yaparken ipliği
tansiyon yayının altından geçirin ve yarıktan
dışarı çıkartın.
❹
3) İpliği boynuz bölümünün iplik deliğinden
geçirin ve iplik deliğinden dışarıya doğru yaklaşık 2,5 cm kadar çekin.
Masura ters yöne bakacak şekilde mekiğe takıldığı takdirde, çağanoz ipliğinin
masuradan çekilişi ve buna bağlı olarak
masuranın dönüşü düzensiz olur.
* Çağanozdaki aşırı iplik fazlası nedeniyle
masura ipliği gerginliği değişerek masuranın
boşta dönmesine ya da benzeri problemlere
yol açıyorsa, mekiğin tırnağını ❻ çok az içeri
doğru bükün. Masuranın boşta dönmesi bu
şekilde önlenebilir.
❺
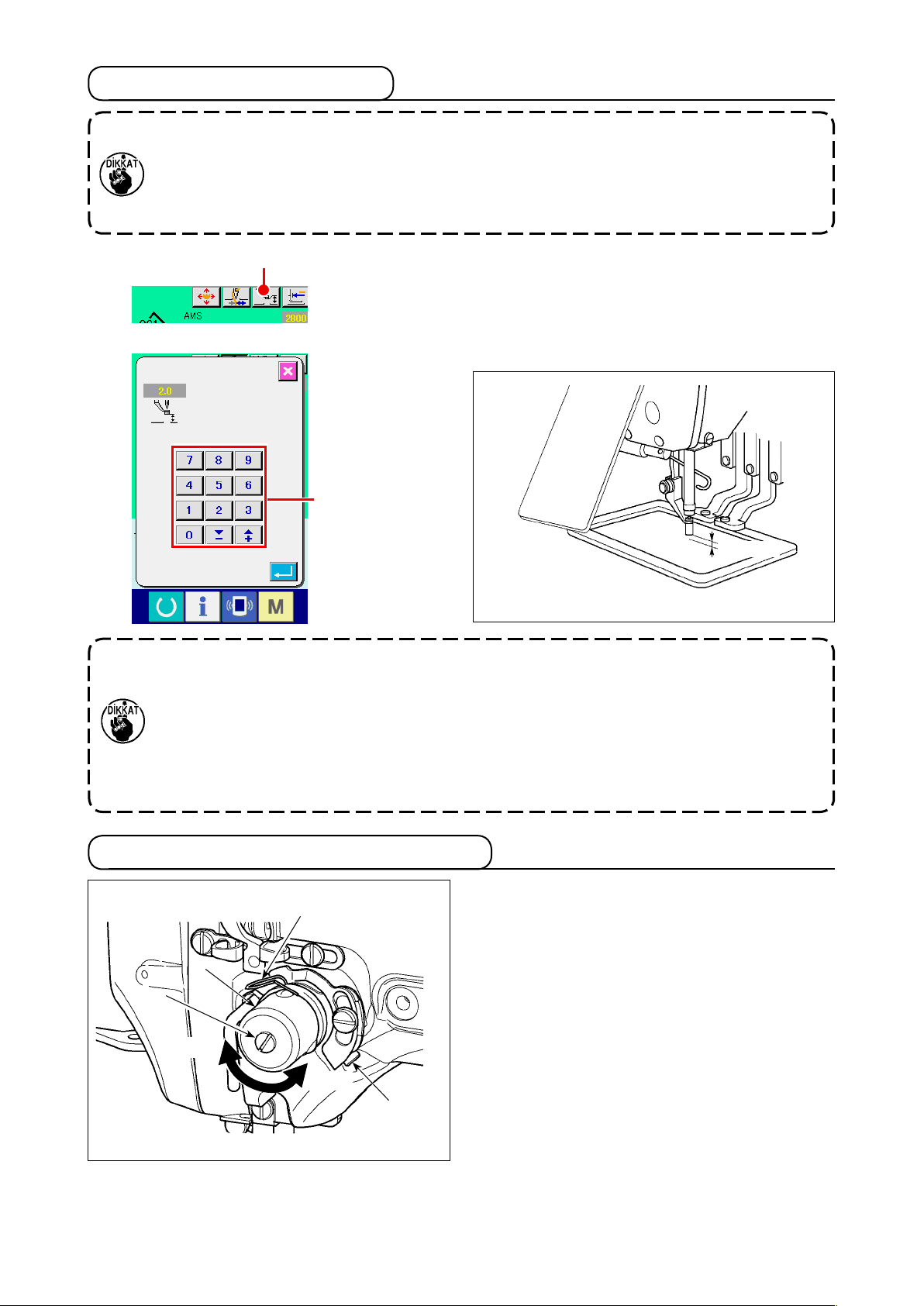
4-7. İplik tansiyonunun ayarlanması
❶
Daha
uzun
Daha kısa
İğne iplik tansiyonunun ayarlanması
A
❷
Numaralı iplik tansiyon ünitesi ❶ saat yönüne
çevrildiği takdirde, iplik kesme işleminden sonra
iğnede kalan iplik miktarı kısalır. Saat yönünün
tersine çevrildiği zaman, iplik miktarı daha uzun
olur.
İğnede kalan iplik miktarını, ipliğin iğneden kaçmasına neden olmayacak kadar kısaltın.
İğne ipliğinin tansiyonunu; kumanda panelinden
ve masura ipliği tansiyon ünitesinden ❷ ayarlayın.
1) Dikiş ekranında, İPLİK TANSİYONU
tuşunu
2) ARTI/EKSİ (+/-) düğmesini
seçin.
A
kullana-
B
rak üst iplik gerginliğini ayarlayın. Ayar
kademesi, 0 ilâ 200 arasında değişir.
Düzenleme değeri arttığı zaman, tan-
B
siyon daha yüksek olur.
* Standart teslimatta tansiyon değeri 50
olarak ayarlanır ve bu değer; H tipinde
2,35 N, S tipinde 1,47 N (#50 makara ipliği ile) iplik tansiyonu sağlayan
değerdir. 1. Numaralı iplik tansiyon
elemanı serbest bırakıldığı zaman.)
– 22 –
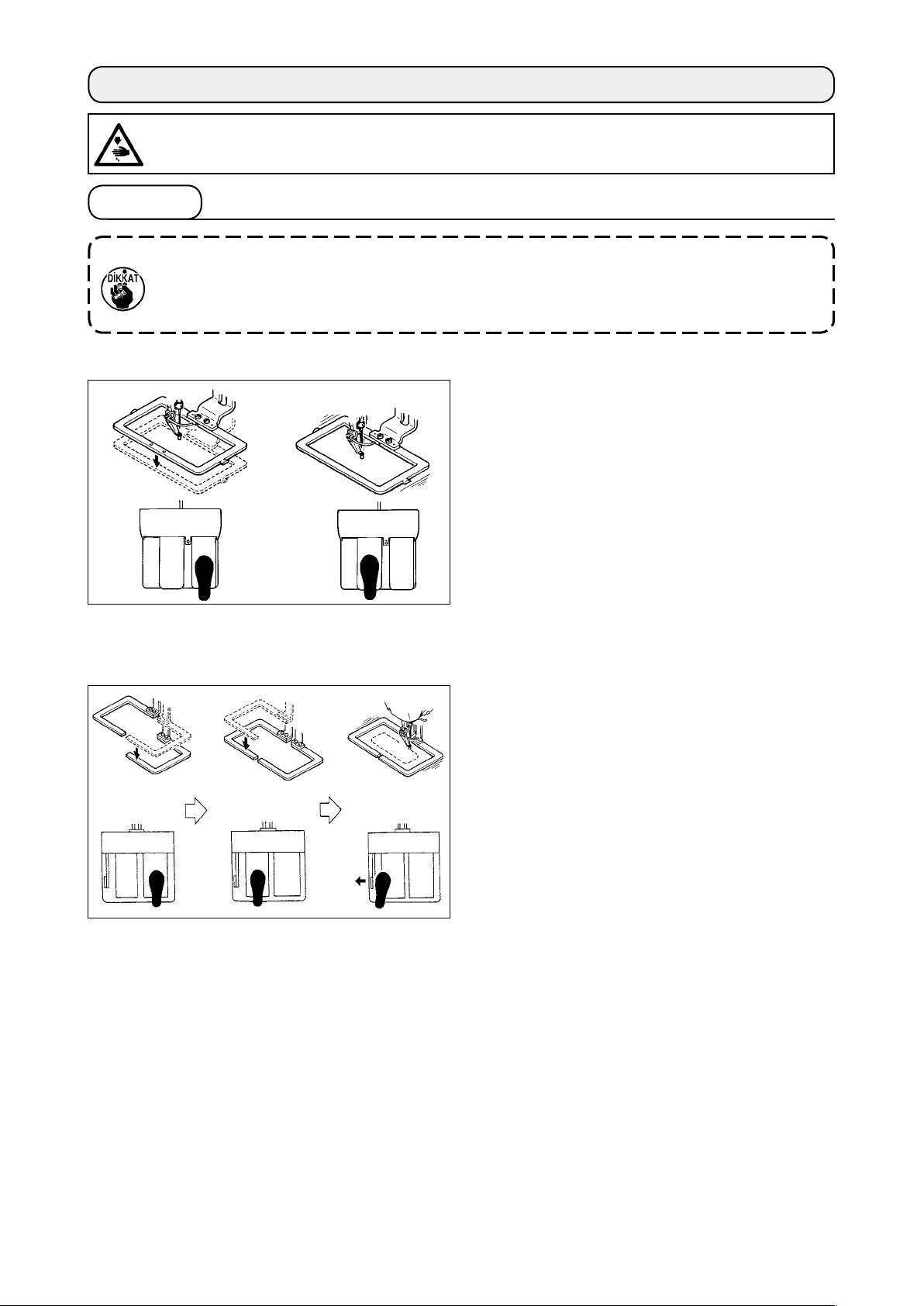
4-8. Orta baskı ayağı yüksekliği
1. Orta baskı ayağının yüksekliğini arttırırken, iğne milini indirmek için kasnağı elinizle yavaşça çevirin ve iğne milinin orta baskı ayağına çarpmadığından emin olun. (DP × 5 iğne
kullanırken, dikiş makinesini 3,5 mm veya daha az yükseklikle çalıştırın.)
2. Elinizi ve parmaklarınızı besleme çerçevesine ya da ara baskı ayağına sıkıştırmamaya
dikkat edin.
A
ORTA BASKI AYAĞI DÜZENLEME tuşuna
basın ve SAYISAL
A
tuşları B kullanarak, orta baskı ayağının alt ucu ile kumaş arasındaki mesafeyi 0,5 mm olarak (kullanılan iplik kalınlığı) ayarlayın.
B
0,5 mm
1. Orta baskı ayağının ayar kademesi, standart olarak 3,5 mm yüksekliğe kadardır.Ancak H
tipi veya benzeri için DP × 17 iğne kullanırken; U112 hafıza düğmesinden yararlanılarak
ayar kademesi azami 7 mm yüksekliğe kadar çıkartılabilir.
2. Orta baskı ayağının yüksekliğini arttırırken veya daha kalın bir iğne kullanırken, tokatlama ile parçalar arasında yeterli mesafe bulunduğundan emin olun. Güvenli mesafe
olmadığı takdirde, tokatlama kullanılamaz. Bu durumda, tokatlama anahtarını KAPATIN
veya U105 hafıza tuşunun ayar değerini değiştirin.
4-9. Hareketli tansiyon yayının ayarlanması
❶
❸
❹
Artar
Azalır
❷
– 23 –
1) Strok ayarı
Tespit vidasını
gevşetin ve iplik tansiyon
❷
grubunu ❸ çevirin.
Grubun saat yönüne çevrilmesi, hareket mik-
tarını arttırır ve buna bağlı olarak çekilen iplik
miktarı artar.
2) Basıncın ayarlanması
Hareketli tansiyon yayının
basıncını değiş-
❶
tirmek için; iplik tansiyon milinin ❹ kanalına
düz tornavidayı oturtun ve vidayı ❷ sıkarak
mili çevirin. Milin saat yönüne çevrilmesi, hareketli tansiyon yayının basıncını arttırır. Saat
yönünün tersine çevrildiği zaman, hareketli
tansiyon yayının tansiyonu azalır.
5. DİKİŞ MAKİNESİNİN KULLANILMASI
UYARI:
Dikiş makinesini istem dışı çalıştırmaktan kaynaklanan kazaları önlemek için, PEDAL anahtarına yanlışlıkla basmamaya çok dikkat edin.
5-1. Dikiş
Elinizi ve parmaklarınızı, çalışır haldeki besleme çerçevesine ya da ara baskı ayağına sıkıştırmamaya dikkat edin.
Ayrıca elinizi ve parmaklarınızı, yüksek hızda hareket eden parça tutucusuna çarpmamaya
dikkat edin.
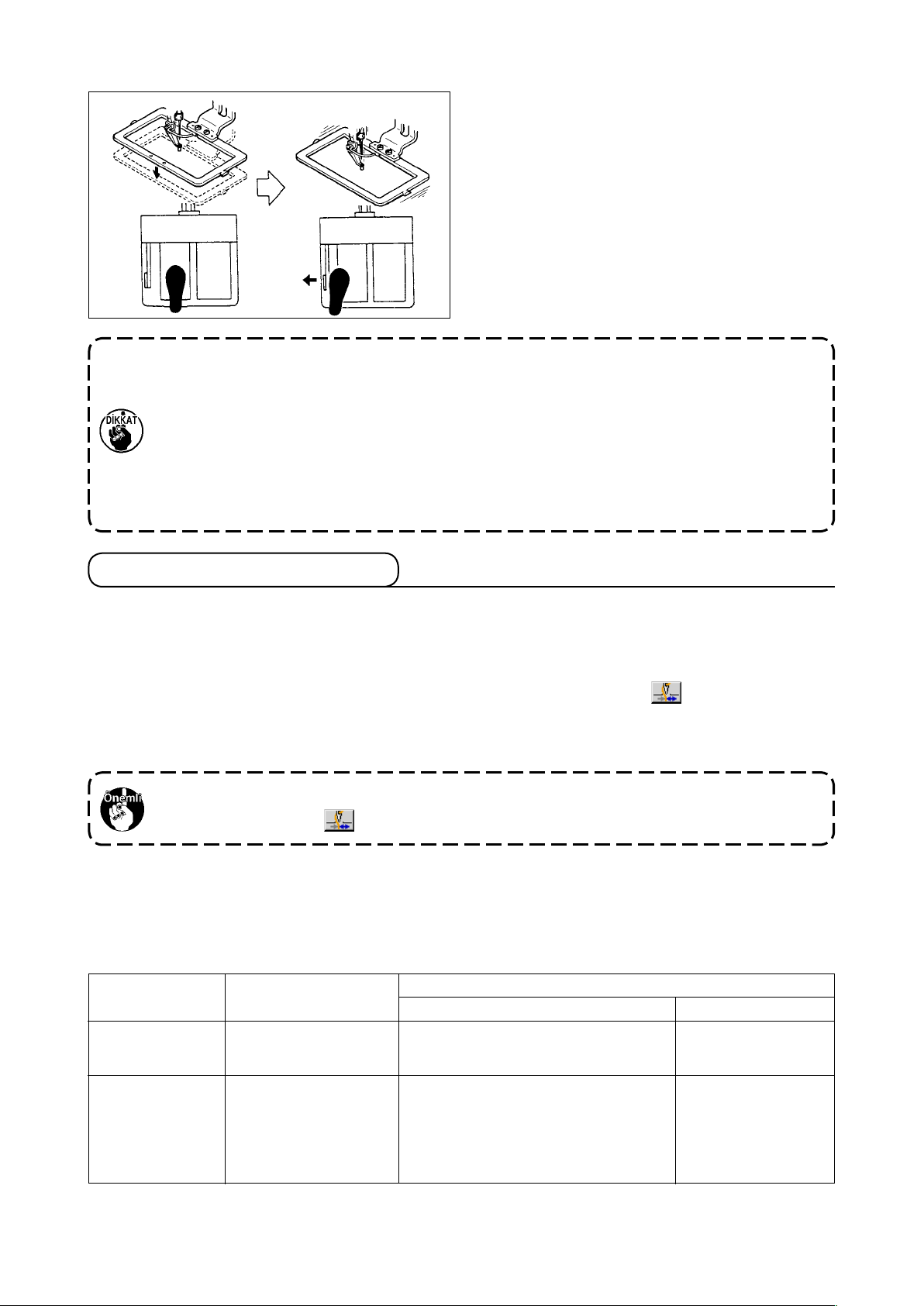
2 pedallı ünite için. S tipi (tüm alanlar)
■
1) İşi makineye yerleştirin.
2) Sağ pedala
3) Taşıyıcı kalıp aşağı indikten sonra pedallı
4) Dikiş makinesi dikiş işlemini tamamladıktan
A
⇨
B
basıldığı zaman, taşıyıcı kalıp
A
aşağı iner. Pedala tekrar basıldığı zaman,
taşıyıcı kalıp yukarı kalkar.
anahtara B basıldığı zaman, dikiş makinesi
dikiş dikmeye başlar.
sonra iğnenin ucu başlangıç konumuna döner
ve taşıyıcı kalıp yukarı kalkar.
3 pedallı ünite için. L tipi (1306)
■
A
B
C
1) İşi makineye yerleştirin.
2) Sağ pedala
ki baskı ayağı aşağı iner ve tekrar basıldığı
zaman baskı ayağı yukarı kalkar. Sağ pedala
basıldığı zaman, sol taraftaki baskı ayağı
B
aşağı iner ve tekrar basıldığı zaman baskı
ayağı yukarı kalkar.
3) Taşıyıcı kalıp aşağı indikten sonra en soldaki
pedala C basıldığı zaman, dikiş makinesi
dikiş dikmeye başlar.
4) Dikiş makinesi dikiş işlemini tamamladıktan
sonra iğnenin ucu başlangıç konumuna döner
ve taşıyıcı kalıp yukarı kalkar.
basıldığı zaman, sağ tarafta-
A
– 24 –
3 pedallı ünite için. L tipi (1510 ve 2210)
■
1) İşi makineye yerleştirin.
2) Sağ pedala
basıldığı zaman, taşıyıcı kalıp
A
aşağı iner. Pedala tekrar basıldığı zaman,
taşıyıcı kalıp yukarı kalkar.
3) Taşıyıcı kalıp aşağı indikten sonra pedallı
anahtara B basıldığı zaman, dikiş makinesi
dikiş dikmeye başlar.
4) Dikiş makinesi dikiş işlemini tamamladıktan
A
B
sonra iğnenin ucu başlangıç konumuna döner
ve taşıyıcı kalıp yukarı kalkar.
1. Standart yöntemle bölge 1510 ‘u kullanırken, 3P pedalın kullanılması; 2P pedalın kullanılması ile aynı işlemleri gerektirir. [2P pedal kullanılması durumunda] bölümüne bakın.
Baskı ayağını yeniden düzenleyerek veya benzeri işlemle 3P pedal kullanıldığı takdirde;
pedalı ile U081 ve U082 hafıza şalterlerinin bağlanma yöntemini değiştirmek gerekir.
2. 2 adımlı strok fonksiyonu kullanılırken, besleme çerçevesini herhangi bir ara konumda
durdurmak mümkündür.
2 adımlı strok fonksiyonunu kullanmak için, ilgili BELLEK anahtarının ayarını değiştir-
mek gereklidir.
* Bakınız 91. Sayfada “II-2-29. 2 adim strok fonksiyonunun kullanimi”.
5-2. İğne ipliği kavrama cihazı
İğne ipliği kavrama cihazını kullanarak, yüksek devirli dikiş başlangıcındaki sorunlar (iğne ipliğinin kaçması, dikiş atlatma veya iğne ipliğinin lekelenmesi) önlenir ve bir yandan dikişin dengeli olması sağlanırken, öte yandan da kumaşın ters tarafında ipliğin toplanması (düğüm olması) önlenir. İplik kavrama
ekranındaki iğne ipliği kavrama cihazı uyarı LED 'i yandığı zaman; iğne ipliği kavrama cihazı çalışır ve
lamba söndüğü zaman cihaz çalışmaz. İşlem AÇIK/KAPALI koşulları arasında
yapılır. İğne ipliği kavrama cihazı KAPALI olduğu zaman, makine dikiş işlemine otomatik olarak yavaş
başlar.
35 Numaralı hafıza düğmesi “1” konumuna getirildiği zaman (engellenmiş), iplik kavrama
cihazı çalışmaz. Ayrıca
düğmesi etkin değildir.
* İğne ipliği kavrama cihazını kullanırken özel olarak dikkat edilmesi gereken noktalardır.
İplik kavrama ünitesinin, dikiş tipine bağlı olarak kullanılan S tipi ve H tipi vardır. İlgili tiplere ve aşağıda
listesi verilen düzenlenebilir hafıza tuşlarının içeriğine bakın.
Dikiş makinesi
tipi
AMS-210ENSS
İplik kavrama cihazı
tipi
S tipi
U69
0 : S tipi (Standart)
Hafıza tuşu
AMS-210ENSL
düğmesiyle geçiş
U69
0 : Ön
1 : Arka (standart)
AMS-210ENHS
AMS-210ENHL
H tipi
1 : H tipi ince iplik (standart)
(#50 ilâ #8)
2 : H tipi orta
3 : H tipi kalın iplik (#5 ilâ #2)
– 25 –
0 : Ön
veya
1 : Arka (standart)
[Bellek anahtarı ayarları]
İğne ipliğinin kalınlığına bağlı olarak U69 hafıza tuşunun ayar değerini değiştirin. Bellek anahtarı U69,
fabrikada S tipi (0: S tipi (standart)) ya da H tipi (1: H tipi) (ince iplik) olarak ayarlanmıştır. Ayar değeri
olarak kullanılacak tavsiye edilebilir değerler: #50 ilâ #8 arasındaki iplik değeri için ayar değeri 1 ‘dir.
#5 ilâ #2 arasındaki iplik değeri için ayar değeri 3 ‘dir. (Değer gerçek iplik kalınlığına ve dikilen kumaşın
cinsine bağlı olarak değişir. İğne ipliğinin kumaşın yanlış tarafında kalması durumunda, ayar değerini
yeniden düzenleyin.)
Buna ek olarak U70 hafıza tuşunun yardımıyla iğne ipliği kavrama konumunun seçilmesi de mümkündür. Dikiş başlangıcında iplik iğne gözünden çıkıyorsa ya da ilk ilmekte ilmek atlama oluyorsa, ayar
değerini 0:Ön olarak belirleyip makineyi kullanın.
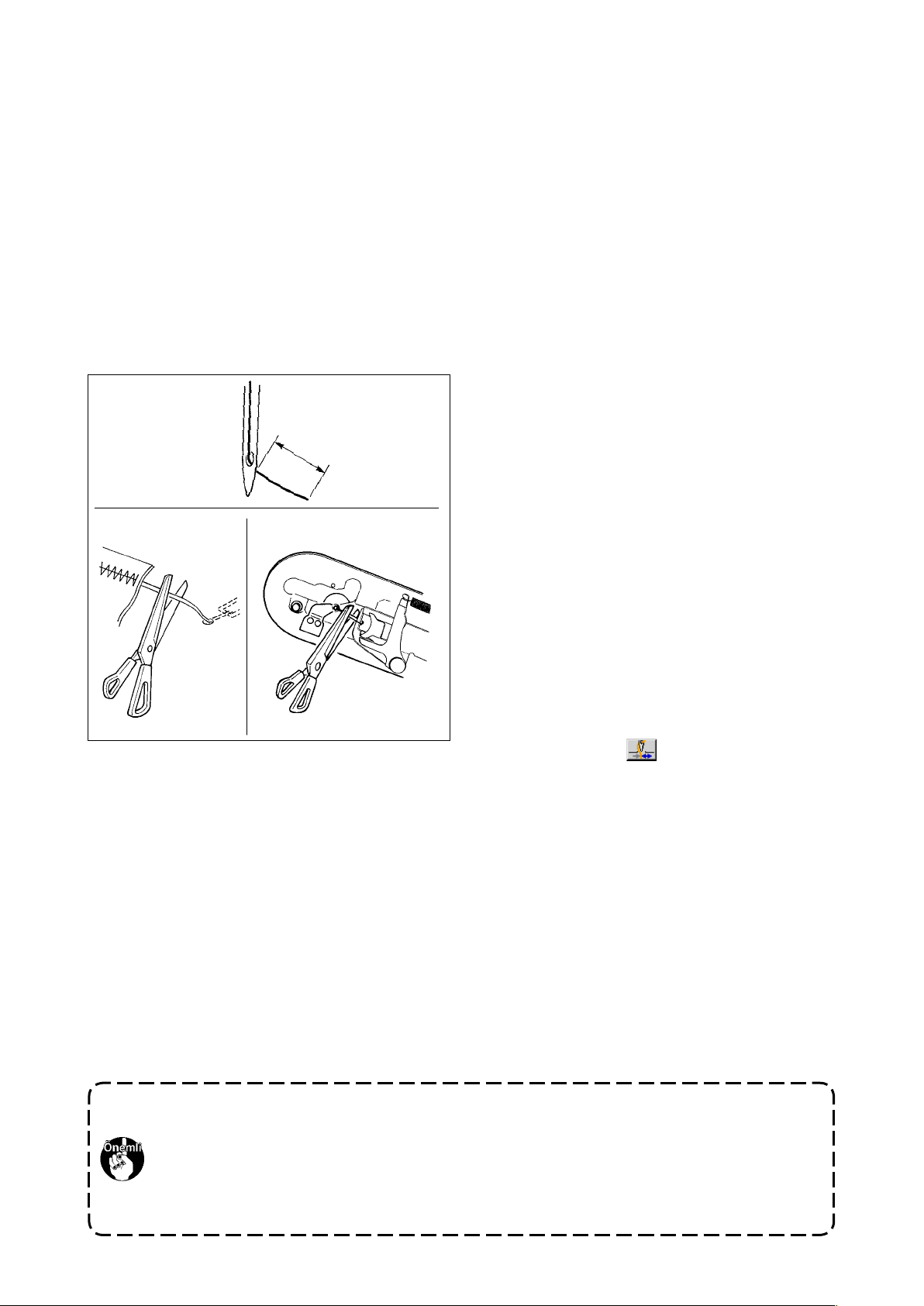
(1) İplik kavrama işlevinden (hareket) yararlanılacağı zaman, dikiş başlangıcındaki iğne ipliği miktarını
40 ilâ 50 mm olarak ayarlayın. İğne ipliğinin boyu çok fazla uzun olduğu takdirde, iğne ipliği kavrama ünitesi tarafından tutulan iplik, dikişin içine çekilir ve sarılır.
1)
1) İğne ipliği kavrama ünitesi kullanıldığı zaman,
iğne ipliğinin standart ölçüsü 40 ilâ 50 mm
arasındadır.
40 ilâ 50 mm
• Dikiş başlangıcında ipliğin iğne deliğinden
kayıp çıkmasını önlemek için ya da ilk ilmekte ilmek atlamasını önlemek için → Üst
3)
iplik boyunu, belirtilen aralıkta kalacak ve
daha uzun olacak şekilde ayarlayın.
• Dikiş başlangıcından itibaren ikinci ilmekten onuncu ilmeğe kadar ilmek atlamasının
önüne geçmek için → Üst iplik boyunu, belirtilen aralıkta kalacak ve daha kısa olacak
şekilde ayarlayın.
2) Üst iplik aşırı uzunsa ya da iplik değiştirdikten
sonra elle düzeltiliyorsa, ÜST İPLİK KELEP-
ÇESİ düğmesini
KAPALI konuma getirin.
3) İğne ipliği kavrama cihazı tarafından tutulan iğne ipliği dikişin içine çekildiği, dikiş hatasına yol açtığı
veya iğne ipliği, iğne ipliği kavrama cihazına dolaştığı zaman; kumaşı zorlayarak çekmeye teşebbüs etmeyin, dolaşan veya takılan iplikleri makas ya da benzeri ile keserek kumaşı çıkartın. Dikiş
başlangıcındaki iğne ipliği nedeniyle dikişler sökülemez.
(2) İplik kavrama cihazı kullanıldığı ve dikiş başlangıcındaki iğne ipliği kumaşın yüz tarafında görüldü-
ğü takdirde, dikiş başlangıcındaki (2 ilâ 3 dikiş) iplik tansiyonunu düşürün ve masura ipliğinin daha
az göze çarpmasını sağlayın.
[Ayar örneği] Tansiyon ayarı “35” olarak seçildiği zaman; dikiş başlangıcındaki 1 ilâ 2 dikiş için dikiş
tansiyonu “20” olur.
* Dikiş başlangıcındaki iplik tansiyon ayarı için;
44. Sayfada “II-2-8.(1) İplik gerginliğinin ayar-
lanması” bölümüne bakın.
1. Bazı desenlerde iplik, dikiş başlangıcında içeriye çekilebilir. Ayarlar (1). veya 2). basa-
maktaki yapıldıktan sonra da iplik içeri çekildiği takdirde, dikiş makinesini kullanırken
iplik kavrama ünitesini KAPATIN.
2. İplik kavrama cihazına atık iplikler dolaştığı veya hav biriktiği zaman, iplik kavrama üni-
tesinin işlevleri hatalı olabilir. 120. Sayfada “III-1-6. İğne ipliği kavrama cihazı” bölümüne bakarak, iplik atıklarını ve havları temizleyin.
– 26 –
 Loading...
Loading...