


USER GUIDE

1. Preface
......................................................................................................................................................................................
2
1.1 Introduction
..............................................................................................................................................................
2
1.2 Safety advice
............................................................................................................................................................
2
1.3 Filament requirements
.............................................................................................................................................
2
1.4 Environmental requirements
...................................................................................................................................
2
2. About A5
...................................................................................................................................................................................
3
2.1 Basic reference
.........................................................................................................................................................
3
2.2 O
verview of A5
.........................................................................................................................................................
3
2.3 Extruder Nozzle Assembly (Exploded View Diagram)
............................................................................................
4
2.4 Tool box lists
.............................................................................................................................................................
5
2.5 Input Power adjustment................................................................................................................................................... 5
3. About JGcreat software
...........................................................................................................................................................
6
3.1 Software installation
................................................................................................................................................
6
3.2 JGcreat introduction
.................................................................................................................................................
7
4. Basic printing
..........................................................................................................................................................................
11
4.1 Control menu introduction
....................................................................................................................................
11
4.2 Main menu introduction
........................................................................................................................................
12
4.3 Platform leveling
....................................................................................................................................................
12
4.4 Filament loading
.....................................................................................................................................................
13
4.5 Trial printing
...........................................................................................................................................................
15
4.6 Filament replacement notes
....
.............................................................................................................................
16
5. Common problems and solutions
.........................................................................................................................................
17
6. 3D printer maintenance
.........................................................................................................................................................
18
6.1 Daily maintenance
..................................................................................................................................................
18
6.2 Basic maintenance
.................................................................................................................................................
18
6.3 Maintenance of moving components
....................................................................................................................
18
7. Support and service details
...................................................................................................................................................
19
1
Contents

I.1 Introduction
The JGAURORA A5 User Guide was written to help new A5 users to start their printing journey with the
JGAURORA A5. Even if you are familiar with earlier JGAURORA machines or experienced with 3D printing technology,
we still recommend that you read through this guide, as there is lots of important information about the A5, that will
help you have a better 3D printing experience.
1.2 Safety Advice
1) During printing, the temperature of the printing nozzle tip can heat up to 250℃. To avoid being burned, be
careful to avoid touching the nozzle while it is hot. The heated bed can also heat up to 100C, so please allow the bed
to cool down after printing, before you try to remove your completed prints.
2) While the printer is operating, there is a danger of hands or fingers being crushed by moving parts. To prevent
injury, please keep hands and long hair safely away from moving components, while the printer is operating.
3) Always use the A5 with a
properly grounded outlet. Do not modify the A5 power plug.
Attention: Before power on, please check the input power is compatible with your local standard.( Method:
Observe the power switch at the hole of back base, if your local voltage is 230V, then adjust it to 230V, Similarly,
if the voltage is 115V, then adjust it to 115V. This process is described in detail in Chapter 2 .)
4) When the A5 continuously work over 96 hours, it should be stop for 1-3 hours to restart.
5) Please be ca
reful when removing prints. The print bed is a glass sheet, so to avoid damage, please avoid using
excessive force. We recommend wearing protective glasses while removing prints. If you are using a spatula or
scraper to remove prints, please wear gloves to protect your hands from serious injury, and be careful not to damage
the print bed surface.
1.3 Filament requirements
Do not abuse the filament. Please make sure you use the JGAURORA filament or the filament from the brands
certified by JGAURORA. All polymers degrade with time. Do not unpack until filament is needed. Filament should be
stored at room temperature:15-30ºC, and in dry conditions.
PLA filament in particular can absorb moisture from the air, to become brittle and unsuitable for printing. If you
are not printing for extended periods of time, it is recommended to remove the filament and store it in an air-tight
box. Use the filament holes in the spool to hold the loose end of the filame
nt, to prevent it coming loose and
becoming tangled.
1.4 Environmental requirements
The ambient temperature in the printing enviroment should be between 5 to 4ºC, with humidity between 20%
1. Preface
2
to 50%. Using the printer outside of these conditions may result in reduced or inconsistent printing quality.

2.1 Basic reference
Model number: A5 Device size: 536*480*543mm
Layer thickness: 0.1 to 0.3mm Device weight: 13.8kg
Printing speed: 10 to 150mm/s (suggest 30 to 60mm/s) Package size: 640*610*280mm
Nozzle temperature: Room temperature to 250ºC Package weight: 17kg
Nozzle diameter: 0.4mm Build size: 305*305*320 mm
Hot bed temperature: Room temperature to 110ºC Platform material: Black Diamond Glass heated plate
Support material: PLA /ABS/WOOD+PLA/PETG LCD displa
y: 2.8” Touch Screen
Filament diameter: 1.75mm Connectivity: USB cable/ USB stick
Language: English/German/French/Spanish/Japanese Support Formats: STL/OBJ/G-Code
Environmental requirements:
Temperature 5 to 40ºC, Humidity 20% to 50%
OS: Windows, Linux, Mac
AC Input: AC115 OR 230V, manually switchable Software: Cura/Simplify 3d/JGcreat(Win 7 64 bit)
2.2 Views of A5
2. About A5
3

Item No. Parts Name
1
1
Extruder cover
2
2
PTFE Tube Quick-coupler
3
3
Square Extruder Cooling fan
4
4
Blower Part Cooling Fan
5
5
Limit switch
6
6
Linear bearing
7
7
Threaded Extruder Throat
Item No. Parts Name
8
8
Cooling Duct
9
9
Extruder Nozzle
10
10
11
11
12
12
13
13
Heater block
Bearing seat II
Bearing seat I
Wiring harness block
2.3 Extruder Nozzle Assembly (Exploded View Diagram)
4

5
2.4 Tool box lists
2.5 Input Power Voltage adjustment
The Input Power of A5 is selectable, AC 115/230, please adjust it according to your local voltage standard as below:
Observe the voltage
data in the hole of
back base.
If the voltage shows
230V, then the i nput
power is 230V.
Move the toggle
switch to left side,
then shows 115V.
Move the toggle
switch to right side,
then shows 230V.

3.1 Software installation
Copy the files in USB stick to your PC, then double click the software installation icon. Then, follow the
installation instructions, as shown in the photos below.
Double click
3. About JGcreat software
6

7
After clicking the “Finish” icon, the software is installed, and ready for use.
3.2 JGcreat introduction
1) Open the software(JGcreat)
Double click to
Open “JGcreat”

2) Choose the language you prefer (English as an example):
8

4) Load 3d file and slice it
Load an stl or obj 3d file. Select the appropriate print quality. The lower right corner of the software shows "Slicing",
which converts the 3D model file, into the standard GCode instructions that the printer uses to run.
Choose the
print quality
you prefer
Choose A-5
9

10
After slicing has finished, the lower right corner of the software shows "Save to file".
5) Copy the G-code to the USB stick, and insert it into the USB port on the A5 printer. Then, select the gcode file to
print through the touch screen interface.
Note: Please refer to the JGcreat instructions document on the USB stick for how to operate the JGcreat software.
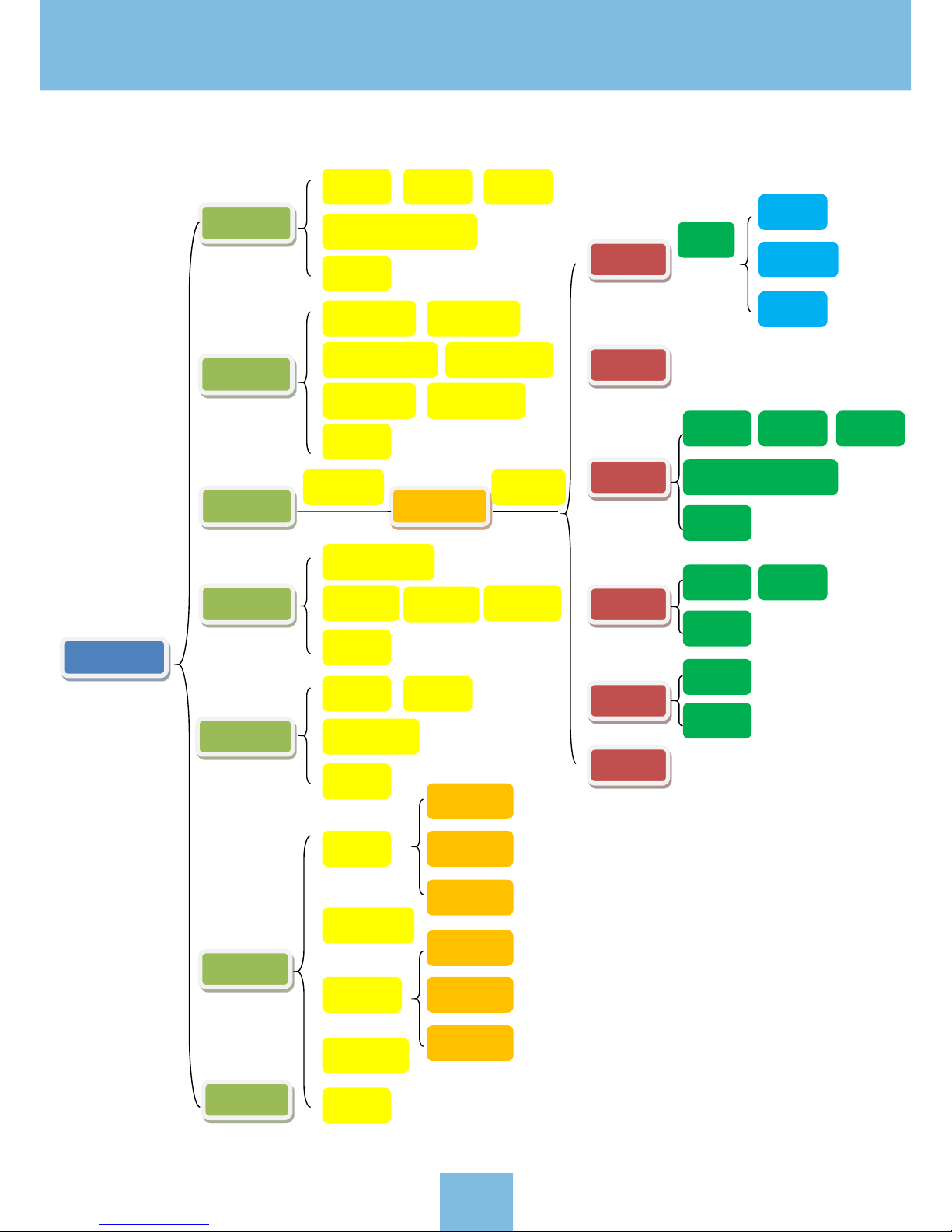
4.1 Control menu introduction
Ready Print
HOME
HEAT
PRINT
Printing
Choose
STOP
PAUSE
ADD
E1 HEAT/BED HEAT
HOME(X/Y/Z)
X HOME
RIGHT(X+
)
SET
EXTRUDER
MORE
MORE
MOVE
DEC CLOSE
BACK
LEFT(X-
)
Backward(Y+) Forward(Y-)
UP(Z+) DOWN(Z-)
Y HOME
Z HOME
BACK
Operate
MORE
BACK
HEAT
SPEED
IN OUT
NORMAL
BACK
FAN
CONTINUE
CHANGE
M-OFF
BACK
ADD DEC CLOSE
E1 HEAT/BED HEAT
MORE
IN
OUT
HEAT
255
125
CLOSE
BACK
FAN
ADD DEC
BACK
MORE
FAN
CHANGE
BACK
4. Print operation
11
4.2 Introduction of main screen
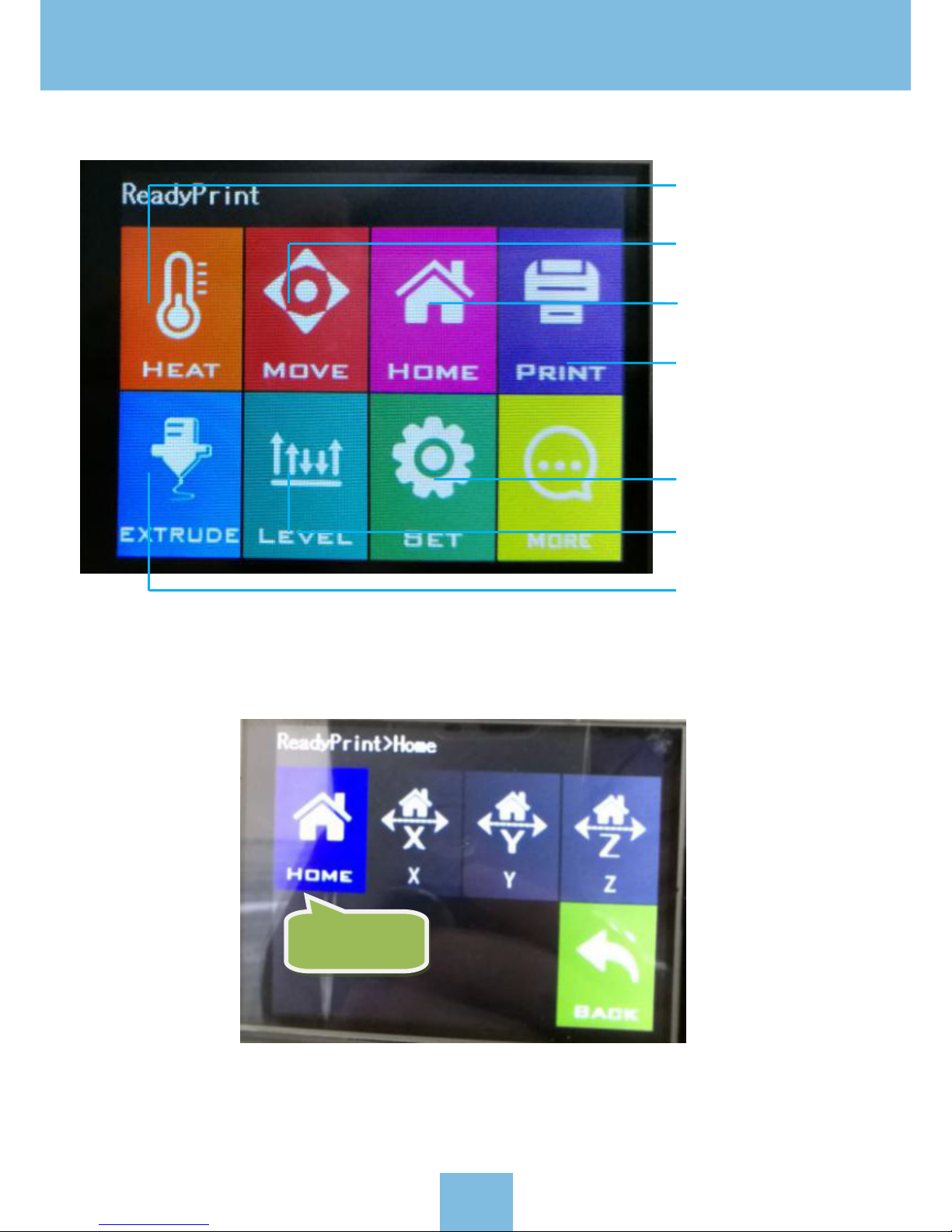
4.3 Platform leveling
Click HOME in the main screen to “HOME”menu ,Click [HOME] , show as below :
Note: Before beginning the bed leveling routine, please tighten all four leveling screws first to compress the springs
and lower the bed, and then loosen them during the levelling process, to gradually raise the bed up to the nozzle.
This will prevent the nozzle scratching and damaging the bed surface.
Press “HOME” to
original point
Set temperature to
preheat extruder nozzle
and printing bed/platform
Move extruder position
Perform homing routines
Select model file to print
Load or Remove Filament
More options and functions
Assistant for leveling printing
bed/platform.
12

After performing the initial homing, use the “Level” menu options to cycle the extruder head through the various
locations, as shown in the figure below.
Using a piece of copy paper as a thickness guide, place it on the print bed. Move the nozzle over the paper and
try to remove the paper. If the paper is easy to remove, then turn the adjustment knob clockwise. If the paper
is difficult to remove, then the adjustment knob counter-clockwise. Keep repeatin this process until the no
zzle height
is calibrated for all of the leveling positions.
Please Note: You may find it helpful to refer to the video demonstrating platform leveling, that is found in the
included USB stick.
4.4 Filament loading
Click [ HEAT ] to enter “Preheat menu”->click preheat “Extruder 1(E1)”->click [ Increase ] button to increase E1
to 200ºC. Here, we are using PLA as an example.
Firstly:move
to left back
Secondly:move
to right back
Thirdly:move to
right front
Fourthly:move
to left front
13

While waiting for the nozzle to heat, you can install the onboard filament holder
After the extruder nozzle has finished preheating, filament can then be fed into the filament inlet port at the bottom
of the filament drive assembly, as shown in the pictures below. It is recommended to straighten the filament before
insertion.
Note:For smooth operation, ensure the spool is installed correctly, so that it rotates clockwise during printing.
Install filament
holder at the
right side of
frame
Press down the sliding
pressure block on the left
side of the feeding
component, and then put
the straight and flat
filament into the feeding
Click [ADD] to
increase nozzle
temp. to 200’C
14

4.5 Trial printing
1) Model loading: Select and load the 3d file you want to print, or drag it directly into the software window.
2) G-code save: After slicing of the 3d file is finished, click the “Save to File” button in the lower right corner to save
Click [IN] once
nozzle temp.
reaches 200ºC
When the filament
comes out of the
nozzle, loading
is completed.
Click
“
Open File
”
15

the file onto the USB stick, with an appropriate file name.
3) Insert the USB stick into the USB port on the A5, and then click "PRINT" on the Main Menu , and then select the 3D
Gcode file. Click "START" and the A5 will being to preheat the nozzle and printing platform. When the temperature of
then nozzle reaches the temperature set in the slicer software, the 3D printing of the model will begin.
Note: When printing, if the first layer does not adhere to the platform, please stop printing and re-level
the printing platform and the nozzle, to set the correct gap.
4.6 Filament replacement notes
1) While printing a model, if the filament is close to running out, please follow these steps for reloading filament:
a: Click “Option” at the printing menu, and then click the “Pause” icon o n the A5 screen. The X axis will then go to the
home position.
b: Next, click the “More” icon a
nd select “CHANGE” , then click “OUT” to eject the filament out and remove the spool
after the filament is ejected.
c: Install a new roll of filament, then click the “IN” icon until feeding is completed. Once the filament reaches the
nozzle, as small amount of plastic should start to extrude from the nozzle, in order to ensure the nozzle is primed for
printing. If this does not occur, extrude plastic manually until the nozzle is primed.
d: Click the “Back” button twice to enter int
o the model printing mode, then click the “RESUME” button to resume
printing.
2) When replacing filament, please ensure the nozzle has been preheated to operating temperature first, before
performing the filament change. Please do not pull it out violently, otherwise it will cause severe damage to the
nozzle and extruder assembly.
Click “Print”
Select the file you
wish to print.
Save the file
16

Item Problem description Reason Solution
1
Filament breaks at the
top of extruder mouth
A. Filament has run out .
B. Filament was exposed to
moisture, and has become
brittle..
C. Filament was plugging the
throat.
A. Replace filament before its gone.
B. Store filament in air-tight
container when finished printing.
Replace with fresh filament spool.
C. Clean the throat. Refer to video
on the USB stick for instructions.
2
Filament slips in
extruder
Filament is too thin, or has
b
een ground down by
extruder gear.
Retract filament and cut out the thin
filament section.
3
Temperature is
incorrect.
Temperature sensor is
malfunctioning.
Contact support for advice on
replacement of temperature sensor.
4 Model is malformed
Timing belts may be too
loose. Timing belt pulley
may be loose.
Check and tighten the screw and
belts.
5 Model is warped The print bed is not level Re-level print bed, and retry print.
6
G-code generation
failed
Incorrect setting or wro
ng
save path
Choose the correct machine type
and select the correct save path
7
Software Installation
failed
OS may not be supported Install only on compatible OS
5. Common problems and sol utions
17

1. Daily maintenance
1) Before using the machine to print, make observe the safety recommendations.
2) Regularly clean and maintain the equipment. Clean the surface of the nozzle, print bed, moving parts and
other parts, to help prevent wear caused by excessive dust.
3) After each repair and maintenance, ensure all disassembled parts have been put back in their original place
to avoid mechanical failures that may be caused by missing parts or incorrect re-assembly.
2. Bas
ic maintenance
1) Before operating the 3D printer, it is necessary to inspect the printer, and perform maintenance before use:
Inspect the nozzle for blockage or damage
Check the printing platform is calibrated and clean.
Check the printer is on a flat surface and is stable.
Check that screws and nuts are tight, and that no parts of the printer are loose or wobbly.
Check whether motion rails require cleaning or lubrication with oil.
When parts or lines are damaged or wor
n out, y
ou should replace them before printing.
2) In the operation of the 3D printer, ensure no t only that the design of each print model does not exceed the actual
printable volume of the device, but also do not allow the machine to work in too high a temperature or under too
much load. Otherwise, not only will it not print the object, but it can also damage the machine because of
overloaded work.
3) For best print results, please remove the filament remaining in the extrusion head
after f
inishing printing.
Seal filament in air-tight containers to prevent material from absorbing moisture, which can cause filament to
become brittle and break during printing.
3. Maintenance of Moving Components
If you notice the printer has become noisy, or vibrates excessively, you may need to clean the rail rods and add some
lubricating oil to reduce friction.
To Clean and Lubricate: first, with a clean dust cloth, clean the grease or dust from the moving parts. The
n apply
3-5ml (about 5-8 drops) lubricating oil along the motion rails. Brush the oil along the respective parts or rail axis, and
move the moving parts along the rails back and forth, in order to distribute oil within the bearings and to lubricate
the entire length of the guide rails and polished rods.
6. 3D printer maintenance
18

1. Please see the Warranty Card for details on our policies for repair and support.
2. If your printer is malfunctioning or damaged, for your safety, and to avoid further damaging the printer, please
contact the after-sale service center or our support team for advice first, before attempting any repair.
19
7. Supports and service
 Loading...
Loading...