

Page 1
JPМ-13CSТ
РЕЙСМУСОВЫЙ СТАНОК
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по эксплуатации
Walter Meier AG
www.jettools.com; info@jettools.com
Tel +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а Тел.: +7 (812) 334-33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17 Тел.: +7 (495) 660-38-83
Page 2

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
РЕЙСМУСОВЫЙ СТАНОК JPМ-13CSТ (JET)
Фрезерная опция в JPM-13CST - это популярная дополнительная функция. Но, тем не менее,
мы настоятельно рекомендуем Вам перед покупкой этого станка еще раз убедиться в том, что
эта функция удовлетворяет Вашим требованиям. Уникальной для такого маленького станка
является возможность фрезерования профилей на изогнутых заготовках (например, дверных
арках). В Вашем распоряжении также большое количество профильных ножей и различных
принадлежностей. Мы можем также произвести профильные ножи шириной 1”,2”, 3”, 4”,
согласно Вашим потребностям. (1” дюйм = 25,4 мм)
Гарантийные обязательства JET:
Гарантийный срок 2 (два) года исчисляется с даты продажи. Датой продажи является дата
оформления товарно-транспортных документов и/или дата заполнения гарантийного талона.
Гарантийный, а так же негарантийный и послегарантийный ремонт производится только в
сервисных центрах, указанных в гарантийном талоне, или авторизованных сервисных центрах.
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для строгания изделий из древесины. Нельзя обрабатывать
изделия из металла. Обработка других материалов недопустима, или может
производиться только после консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по
эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во
внимание общепринятые технические правила работы на деревообрабатывающих
станках.
Каждое отклонение от этих правил при использовании рассматривается как
неправильное применение и продавец не несет ответственность за повреждения,
произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии. При работе на
станке должны быть установлены все защитные приспособления и крышки.
При возникновении неисправностей в процессе эксплуатации станка не
пытайтесь ставить не оригинальные детали и узлы, не вносите конструктивных
изменений и переделок в станок
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты
и от источника электропитания до станка должен быть не менее 4x1,5мм²
(желательно медный, четырѐхжильный, с сечением каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой,
техническим обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу.
Не запускайте станок в работу !
Page 3

2. КОМПЛЕКТ ПОСТАВКИ
Строгальный станок
Вытяжной патрубок 100 мм
роликовое удлинение стола
Рукоятка подъѐма стола
Ножевой установочный шаблон
Принадлежности для монтажа
Инструкция по эксплуатации
Список деталей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Артикул 708524 T
Подключение к сети 380 В~ 3/N/PE 50 Гц
Выходная мощность1,5 кВт (S1 100%)
Частота вращения строгального вала
................................. 4800 об/мин
Число резов в минуту ........... 14400
Диаметр строгального вала ... 68 мм
Размер строгального ножа ..............
(ДхШхТ)......... 332 мм х16 мм х3 мм
Количество ножей .................. 3 шт
Макс. ширина рейсмусования330 мм
Макс. высота заготовки ....... 155 мм
Мин. высота заготовки ............. 5мм
Глубина строгания по всей ширине3 мм
Скорость подач 6 или 3 м/мин
Диаметр штуцера для вытяжки100мм
Габаритные размеры
(ДхШхВ) .............. 900х600х1100мм
Масса станка ......................... 90 кг
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания
руководства по эксплуатации. Компания WALTER MEIER оставляет за собой право
на изменение конструкции и комплектации оборудования без уведомления
потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по
эксплуатации и техническому обслуживанию, предоставленные изготовителем
Всегда храните инструкцию, предохраняя еѐ от грязи и влажности, передавайте
дальнейшим пользователям.
Ежедневно перед включением станка проверяйте функционирование
необходимых защитных устройств.
Установленные дефекты станка или защитных устройств необходимо
незамедлительно устранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и
наручные часы.
Page 4

Если у Вас длинные волосы, надевайте защитную сетку для волос или головной
убор.
Для безопасного обращения со строгальными ножами необходимо надевать
подходящие защитные перчатки.
Держите ножи заточенными и очищенными от ржавчины и смолы. Следите, чтобы
зажимные винты были надежно затянуты.
Удаляйте посторонних, особенно детей, из опасной зоны.
Перед строганием удалите из заготовок гвозди и другие инородные предметы.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
При работе с длинными заготовками используйте соответствующие удлинения
стола, роликовые опоры.
При строгании неудобных для обработки заготовок применяйте для крепления
подходящие вспомогательные средства.
НЕ ПЫТАЙТЕСЬ снять кожух во время работы станка. Нарушение этого правила
может привести к серьезным физическим увечьям.
Следить за тем, чтобы все заготовки при обработке надежно удерживались и
безопасно перемещались.
Нельзя строгать слишком маленькие заготовки.
Не эксплуатируйте станок при открытом кожухе редуктора. Если заграждения
необходимо снять для регулировки или обслуживания, их необходимо немедленно
установить обратно сразу после выполнения нужных процедур и перед началом
эксплуатации станка.
Удалять стружку и заготовки только при выключенном моторе и при полной
остановке станка.
По соображениям безопасности на этом станке необходимо работать, используя
обе руки.
Во время работы держите руки подальше от подающих роликов и строгального
вала.
Не разрешается работа на станке с использованием каких-либо подставок и
лестниц.
Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места
отключите станок.
Строгальный вал должен достичь максимального числа оборотов, прежде чем
начать строгание.
Учитывайте время пробега строгального вала станка при торможении, оно не
должно превышать 10 секунд.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Станок должен быть установлен так, чтобы было достаточно места для его
обслуживания и направления заготовок.
Следите за хорошим освещением.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем,
например с помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию
дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много
пыли – всегда применяйте подходящую вытяжную установку. Древесная пыль
является взрывоопасной и может быть вредной для здоровья.
Ваш станок должен быть заземлен. Если используется шнур или штекер,
убедитесь, что каждое гнездо заземления подсоединяется к подходящему
заземлению. Следуйте процедуре заземления, прописанной в электротехнических
правилах и нормах.
Page 5

Работы на электрическом оборудовании станка разрешается проводить только
квалифицированным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его
мощность используется надлежащим образом.
Никогда не используйте станок, если включатель-выключатель не функционирует
надлежащим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и
чтобы об неѐ нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо постоянно обращать внимание на то, чтобы вентиляционные прорези
мотора были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку, производить только после полной
остановки станка и отключении эл. питания.
Поврежденные строгальные ножи должны быть немедленно заменены.
4.1 ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже
опасности.
Опасность получения травмы от вращающегося ножа в рабочей зоне.
Опасность из-за разрушения строгальных ножей.
Опасность ранения отлетевшими частями заготовок.
Опасность от шума и пыли. Обязательно надевайте средства личной защиты
(защита глаз, ушей и дыхательных путей). Применяйте вытяжные установки!
Опасность из-за разлетающихся частей заготовок.
Опасность поражения электрическим током при неправильной прокладке
электрического кабеля.
4.2. Звуковая эмиссия
Данные приведены в соответствие с ЕN 1807:1999 (Фактор погрешности измерения
4 дБ)
Заготовка из ели:
ширина = 100 мм, длина =1000 мм, влажность 8,5 %
Уровень звука (в соответствие с ЕN 3746):
на холостом ходу 96,8 дБ (А)
во время обработки 100,6 дБ (А)
Уровень звука (в соответствии с ЕN 11202):
Рабочее место 1: на холостом ходу 86, 1 дБ (А), во время обработки 85,1
дБ (А).
Рабочее место 2: на холостом ходу 85,8 дБ (А), во время обработки 85,7
дБ (А).
Указанные значения – это уровень эмиссии и они не являются уровнем для
безопасной работы.
Несмотря на это, данная информация служит для того, чтобы дать возможность
пользователю станка лучше оценить самому опасности и риски.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Для транспортировки используйте имеющийся в продаже автопогрузчик или
тележку с грузоподъемным устройством.
Закрепите станок так, чтобы он не опрокинулся во время транспортировки.
Page 6

Станок разработан для эксплуатации в закрытых помещениях и должен прочно
размещаться на твердой и ровной поверхности.
Аккуратно распакуйте и достаньте станок и все свободные детали из коробок,
проверьте их на наличие повреждений.
Перед тем как производить дальнейшие действия, внимательно прочитайте ваше
руководство, чтобы ознакомиться с правильной сборкой, обслуживанием и мерами
предосторожности.
Установка
Установите станок на крепкое основание или бетонный пол в сухом помещении с
достаточным освещением и вентиляцией. Если используется мобильное основанием,
убедитесь, что колеса заблокированы.
5.2.Монтаж
Перед проведением монтажно-наладочных работ отключите станок от эл. сети!
Удалите антикоррозионную смазку мягким растворителем.
Смонтируйте ролики удлинения стола со стороны подачи заготовки в станок.
Выровните ролики в уровень с поверхностью стола, прежде чем затяните болты.
5.3. Электрические соединения
Подключение к сети клиентом, а также используемые им удлинители должны
соответствовать инструкции.
Заводская защита предохранителем должна составлять 16 А.
Напряжение в сети и частота должны совпадать с данными на фирменных
табличках станка.
Подключение и ремонт электрооборудования должно проводиться специалистами
с допуском.
5.4. Подключение вытяжки
Станок должен перед включением быть подсоединен к установке удаления
опилок (стружки) таким образом, чтобы при включении строгального станка
вытяжка автоматически включалась одновременно со станком.
Минимальная скорость потока воздуха в вытяжном патрубке должна составлять.
20 м/сек. Вытяжные шланги должны соответствовать параметру „трудно
возгораемый“ и должны быть вовлечены в систему заземления вытяжного
устройства.
5.5. Включение станка
Включение станка происходит с помощью зеленой кнопки на главном
включателе. Красная кнопка служит для отключения станка.
6. Эксплуатация станка
Правильная позиция при работе на станке
Page 7

Чтобы подать заготовку в рейсмусовый станок, встаньте сбоку от стола с роликом.
Указания к работе
Работайте только острыми ножами!
Заготовки подавайте толстым концом вперед, прогнутой стороной вниз.
Макс. размер рейсмусования 2,5 мм. Если заготовка застревает, опустите стол
станка примерно на 1 мм (1/2 оборота рукоятки регулировки высоты).
Строгайте заготовку по возможности вдоль волокон древесины.
Качество обработанной доски лучше, если снимать меньше слой поверхности
материала и за несколько проходов.
Не обрабатывайте заготовки короче, чем 250 мм.
Одновременно можно обрабатывать не более 2 заготовок. При подаче в станок
берите заготовку за внешние края.
7. Замена и переустановка ножей
Замена ножей строгального вала должна производиться при отключенной
электроэнергии на моторе станка.
Строгальные ножи острые. Для замены ножей строгального станка следует
надевать специальные перчатки.
Снять кожух для приема стружки.
Раскрутить шесть четырехгранных болтов прижимной планки ножей строгального
вала (использовать перчатки!).
Сначала снять ножи строгального вала, затем прижимную планку.
Поверхности ножевого вала и прижимные планки ножей очистить растворителем
смол (не используйте растворители, которые могут повредить узлы из легких
металлов).
Используйте только соответствующие ножи строгального станка, которые
соответствуют EN 847-1 и техническим характеристикам.
Неподходящие, неправильно установленные, тупые или поврежденные
строгальные ножи могут отвинтиться или намного повысить опасность отдачи
детали.
Обратите внимание на то, чтобы все ножи строгального станка всегда были
вовремя заменены.
Прижимные планки строгальных ножей отбалансированы относительно друг друга
и могут устанавливаться по-разному.
Только ножи строгального станка с надписью «HSS» или «HS» требуют заточки!
При заточке все ножи шлифуются одинаково, иначе разбалансировка может
привести к повреждению подшипников.
Ножи строгального станка могут быть заточены только до ширины в 12 мм.
Используйте только оригинальные сменные запчасти JET.
Прижимная планка строгальных ножей заводится в ведущий паз ножевого вала.
Выкручивать четырехгранные болты до тех пор, пока строгальные ножи не войдут в
паз. Установить острый строгальный нож и выравнивать его прижимной планкой до
тех пор, пока с обеих сторон ножевого вала он станет выступать на одном уровне.
Page 8

Точная установка ножей строгального вала проводится с помощью шаблона (В) и
установочных болтов под ключ с внутренним шестигранником (С). Нож
строгального вала должен выставляться, пока он не коснется установочного
шаблона (В).
Для закрепления строгального ножа, выкрутите четырехгранные болты с
прижимной планки строгального ножа полностью. Сначала затяните оба внешних
четырехгранных болта, затем оставшиеся. Инструмент для затягивания (а) не
перегружать, не использовать удлинители для усилия рычага, не ударять.
Установите кожух для приема стружки. Подключите вытяжную установку.
8. Регулировка скорости подачи
Строгальный/калевочный станок имеет две скорости подачи обрабатываемого
материала: 3 метра в минуту для качественной обработки поверхности при
фрезеровании и 6 метров в минуту для более быстрого обычного строгания.
Для замены шестеренок, отвечающих за скорость подачи:
1. Отключите станок от источника Эл.питания. (Выдерните вилку из
розетки)
2. Снимите глухую гайку, которая держит кожух коробки передач.
3. Снимите два винта с шестигранными головками под ключ и две шайбы.
4. Снимите шестеренки и установите их в зависимости от операции. См. схему
шестеренок.
5. Установите обратно винты и шайбы, которые держат шестеренки.
6. Установите обратно кожух и глухую гайку.
9. Установка и наладка фрезерования
Установите в коробке передач скорость подачи - 3 м в минуту.
Page 9

Установка фрезерных ножей
ПРЕДУПРЕЖДЕНИЕ
Калевочные ножи очень острые! Будьте предельно внимательны, работая в
непосредственной близости от них!
Никогда не пытайтесь заниматься фрезерованием без кожуха для пыли и
системы удаления стружки!
Несоблюдение этих правил может привести к серьезным травмам!
1. Отключите станок от источника эл. питания. (Выдерните вилку из
розетки)
2. Удалите винты (A) , которыми крепится стружкозащитная крышка.
3. Удалите стружкозащитную крышку (B) с желобом для пыли.
4. Ослабьте три барашка (C) и отодвиньте изогнутый стружколоматель на подаче
(D).
5. Затяните винты, удерживающие стружколоматель на месте. Он не используется в
операциях фрезерования.
6. Удалите пластиковый стружколоматель на выходе.
7. При помощи маркера пометьте единицей, двойкой и тройкой, каждую часть
прижимной планки разделѐнную прорезью \на ножевом валу для более легкой их
идентификации.
Для ножей длиной 51мм и меньше, кроме моделей 709309 и 709310:
Ослабьте распорные вины на прижимной планке 51мм номер один ножа.
При помощи латунной выколотки и колотушку аккуратно постучите по
прижимной планке в установочном пазу, чтобы ослабить конусообразное давление
прижимной планки.
Удалите вставки.
Удалите прижимные планки. Примечание: Для ножей длиной 51мм и
калевочных ножей меньшего размера строгальные ножи можно оставлять на месте
Установите прижимную планку, но в этот раз не закрепляйте ее. Примечание: В
зависимости от длины ножа, ножи длиной 25мм и меньше требуют установки
вставки рядом с ножом.
Page 10

Установите ножи на место вставок. Ножи должны быть установлены в
правильном направлении, и полностью быть утоплены в ножевой вал.
Для ножей размеров длинее 51мм и моделей 709309 и 709310:
Ослабьте распорные винты на всех прижимных планках ножа.
При помощи латунной выколотки и колотушку аккуратно извлеките прижимную
планку из установочных пазов, чтобы ослабить конусообразное давление
прижимной планки.
Аккуратно удалите вставки, строгальные ножи и прижимные планки.
Установите специальную прижимную планку, которая входит в набор ножей.
Убедитесь, что установочные винты ослаблены, чтобы можно было регулировать
крепление. Не затягивайте их в этот раз.
Установите нож. Ножи должны быть установлены в правильном направлении, и
полностью быть утоплены в ножевой вал.
Установите ограничитель калевочного ножа при помощи винта с шестигранной
головкой под ключ и затяните на месте. Направляющую можно прикрепить с
любой стороны.
8. Отрегулируйте конец направляющей так, чтобы он касался торца ножа.
9. Затяните винт с шестигранной головкой под ключ, который держит
направляющую опору, будьте осторожны, чтобы не сдвинуть ее во время процесса
затягивания.
10.Закрутите распорные винты прижимной планки, которые держат ножи на месте.
Затяните распорные винты на пол-оборота с каждой стороны, чтобы равномерно
поднять прижимную планку, пока она не зафиксируется.
11.Поверните ножевой вал на следующий нож.
12.Повторите описанные шаги для установки ножей два и три, убедившись, что они
правильно расположены относительно выравнивающей направляющей.
13.Удалите направляющую.
14.Проверьте, чтобы все распорные винты в ножевом валу были затянуты.
15.Поставьте обратно стружкозащитную крышку с желобом для пыли.
16.Запустите станок на пять минут. Затяните распорные винты ножевого вала.
Проверяйте через каждые 2 часа работы.
ПРЕДУПРЕЖДЕНИЕ
Никогда не включайте станок при открытом или незакрепленном кожухе
стружкоуловителя!
Все винты прижимной планки ножей должны быть туго затянуты перед
включением станка!
Нарушение этих правил может привести к выталкиванию лезвия и/или
ножа, которое может повредить станок, нож, а также представляет
опасность для оператора!
Page 11

Установка роликов подачи для фрезерования
Ролики подачи и разгрузки для большинства фрезерных операций должны быть
опущены. Степень требуемой регулировки будет варьироваться в зависимости от
размера и типа ножа.
Когда используются ножи по ширине больше, чем 51мм, ролики подачи должны
быть установлены на 8мм ниже ножевого вала. Для того чтобы установить ролики
подачи для фрезерования:
1. Следуя методу установки роликов подачи для строгания (ранее описанному в
данном руководстве), поместите еще один деревянный блок на 8мм ниже, чем блок
ножевого вала.
2. Отрегулируйте ролики подачи и разгрузки таким же образом, как регулировали
ролики для строгания, используя этот новый блок.
3. Пометьте этот блок «ролики подачи – калевка».
4. Сохраните этот блок на будущее.
5. Когда используются фрезерные ножи шире 51мм, первый прогон или срез снимет
примерно две трети слоя. Контрольные пробы на бракованных материалах
помогут определить количество прогонов, требуемых для завершения среза.
Никогда не пытайтесь завершить срез меньше чем за два прогона
маленькими ножами (менее 51мм) и меньше чем за три прогона
большими ножами (более 51мм). Обычно, чем больше прогонов, тем лучше
поверхность.
6. Ввиду большого разнообразия доступных ножей, невозможно описать все
возможные настройки. Очень важно проводить контрольные срезы на
бракованном материале, прежде чем пробовать это на чистовом материале.
7. Станок разработан и предназначен для использования комплектов из трех
подобранных ножей. Многие компании могут предлагать комплекты ножей,
которые включают только один нож и два противовеса. Это приводит к сильной
вибрации и может повредить станок.
8. Компания JET не рекомендует использовать ножи, которые выпускаются
под другой торговой маркой. Использование ножей, за исключением тех,
которые продаются и распространяются «JET Equipment and Tools»
может сломать станок и подвергнуть вас опасности.
Page 12

Изготовление и установка настольной доски
ОСТОРОЖНО
Вы должны использовать доску для покрытия стола
строгального/калевочного станка во время фрезерования. Это защитит
стол от ударов ножей, и позволит ножам врезаться в двигающиеся
заготовки , чтобы получить чистые срезы при фрезеровании.
1. Отключите станок от источника эл.питания. (Выдерните вилку из
розетки)
2. Отрежьте кусок древесностружечной плиты толщиной 19мм, шириной 327мм и
длиной 793мм. Примечание: Доска будет на 305мм” длиннее стола, что приведет
к нависанию (по 152мм спереди и сзади). Это увеличит рабочую поверхность для
более длинных заготовок.
3. Отметьте и просверлите четыре отверстия диаметром 6,3 мм на настольной
доске так, чтобы они совпадали с просверленными отверстиями на строгальнокалевочном столе.
4. Сделайте зенковку четырех просверленных отверстий на верхней части, чтобы
установить винты с потайной головкой.
5. Прикрепите настольную доску к столу при помощи четырех установочных
винтов с плоской головкой размером 4,8мм x 38мм, четырех шайб размером 4,8мм x
19мм и четырех шестигранных гаек размером 4,8мм.
6. Установка направляющих рельс
7. Направляющие рельсы используются во время процесса фрезерования для
выравнивания рабочих материалов по отношению к фрезерным ножам.
Используя правильно отрегулированные направляющие рельсы, вы
обеспечиваете прогон рабочих материалов через калевочные ножи в одном и
том же положении при множественных прогонах.
8. Направляющие рельсы должны быть той же длины, что и стол (794мм) и 51мм
шириной, они должны быть изготовлены из гладкой, твердой древесины, такой
как дуб, клен, ольха и т.п., так чтобы они не повреждались ножами при
соприкосновении с ними. Некоторые профили фрезерных ножей требуют, чтобы
ножи врезались в направляющие рельсы, чтобы сделать строганным наружный
край для завершения среза.
Направляющие должны быть срезаны на 6,3мм ниже максимальной толщины
конечного рабочего профиля. Независимо от толщины ваших направляющих рельс,
они должны иметь прорези для роликов подачи и разгрузки, а также для гасящих
отдачу планок.
Page 13
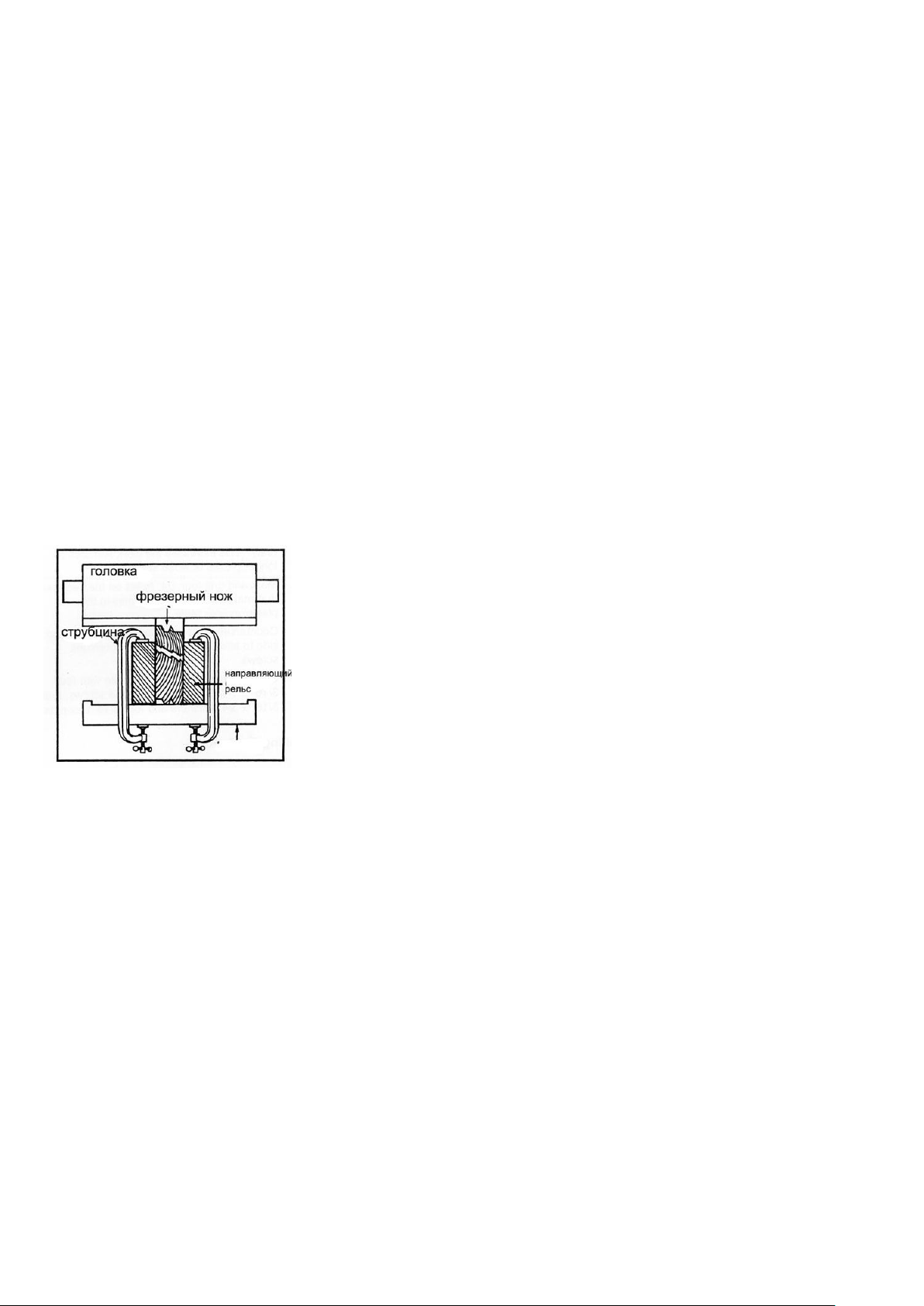
Расположение и крепление направляющих рельс
1. Отключите станок от источника эл.питания. (Выдерните вилку из
розетки)
Чтобы облегчить правильное расположение направляющих рельс, предлагается
удалить стружкоулавливающий кожух, чтобы четко видеть фрезерные ножи и
расположение рельс а также облегчить задачу проведение параллельных линий на
настольной доске, чтобы обеспечить правильное выравнивание направляющих
рельс от стороны подачи к разгрузке.
2. Фрезерный нож должен быть правильно установлен в строгальной голове. См.
“Установка фрезерных ножей”.
3. Опустите стол.
4. Аккуратно поверните строгальную голову так, чтобы один нож оказался в самой
нижней точке режущей дуги.
5. Вставьте первый направляющий рельс и расположите внутренний край
направляющего рельса на наружном крае обрабатываемого материала.
Примечание: Для многих моделей это будет наружный край ножа.
6. Зафиксируйте направляющий рельс на настольной доске при помощи зажимов с
двух сторон. (Это также можно сделать, прибив его маленькими отделочными
гвоздями. Не забудьте, что перед тем, как прибить рельс, его надо правильно
выровнить. Будьте осторожны с длиной гвоздей, чтобы не пробить настольную
доску к столу.).
7. Разместите второй направляющий рельс на столе. Расположение этого рельса
зависит от ширины доски, а также требует ли доска фрезерования наружного края.
Еще раз просмотрите расположение фрезерного ножа, чтобы подогнать
направляющие. Когда используются ножи, которые требуют фрезерования
наружного края, обрабатываемая деталь касается направляющих рельсов, только
когда древесина поступает под строгальную голову. После того, как
обрабатываемая деталь проходит строгальную голову, ролик разгрузки удерживает
эту деталь в нужном положении.
8. Зафиксируйте или прибейте гвоздями второй направляющий рельс.
9. Поставьте обратно стружкоудаляющий кожух с желобом и прикрепите их.
10. Подсоедините вытяжную вентиляцию.
11. Убедитесь, что все регулирующие инструменты и деревянные детали убраны со
станка.
Вы сэкономите деньги, время и избавитесь от чувства разочарования,
если сначала поэкспериментируете с бракованными деталями, прежде чем
попытаться провести фрезерование на дорогих материалах.
Процедура фрезерования
Page 14

ОСТОРОЖНО
Никогда не занимайтесь фрезеровкой без вытяжной установки!
Фрезерование без стружкоудаления может привести к засору в станке, что
может его повредить!
Для профессионального фрезерования вначале требуется обстрогать материал.
Всегда для получения более гладкой поверхности используйте небольшие срезы.
Подгонка дерева до фрезерования является обязательной. Всегда подгоняйте
обрабатываемые детали на 1,6мм от конечной толщины перед тем, как подвергать
деталь фрезерованию.
Для профилей, которые требуют строгания наружного края, обрабатываемая деталь
должна быть на 3,2мм больше, чем окончательная ширина, с допусками по 1,6мм с
каждой стороны ножа.
Для профилей, которые режут только край обрабатываемой детали,
обрабатываемая деталь должна быть того же размера, что и окончательная ширина.
Помимо этого перед фрезерованием необходимо учитывать твердость древесины,
содержание влаги, степень деформации, направление волокон.
ПРЕДУПРЕЖДЕНИЕ
Никогда не пытайтесь провести фрезерование деталей, которые короче,
чем 355мм, или тоньше 12,7мм!
Несоблюдение этого условия может привести к повреждению станка и/или
нанести серьезные травмы оператору!
Установка высоты стола для первого прогона
1. Не подключайте станок к источнику эл.питания до окончания настройки.
2. Опустите стол, чтобы можно было вставить обрабатываемую деталь.
3. Глядя в проѐм между столом и строгальной головой, поднимайте стол, пока
заготовка не коснется подающего ролика.
4. Запишите высоту стола в соответствии с показателями на шкале с любой
стороны стола.
5. Опустите стол и выньте обрабатываемую деталь.
6. Поднимите стол обратно до зафиксированной отметки.
7. Поднимите стол на один полный оборот выше зафиксированной величины,
чтобы получить нормальный прижим роликом подачи. Полученная величина теперь
является начальной точкой для данной конкретной работы.
8. Подключите станок к источнику эл.питания, запустите вытяжку стружки,
включите станок.
Page 15

9. Вставьте заготовку, пока ролик подачи не начнет ее продвигать.
10. Отпустите заготовку и перейдите к другому краю станка.
11. Достаньте обработанную деталь из станка со стороны разгрузки. Примечание:
Исходя из нашего опыта, при первом прогоне при использовании некоторых
фрезерных ножей, материал может двигаться рывками. Если это случилось,
поднимите стол во время строгания, до положения, когда обрабатываемая деталь
станет опять продвигаться гладко. Теперь это точка становится исходной для
вашего первого прогона.
12. Теперь прогоните весь материал через станок.
13. Примечание: Если вы проводите фрезеровку нескольких досок одного
профиля, и вам необходимо делать несколько прогонов, чтобы
закончить профиль, вы должны прогнать все доски при каждой
настройке. Это обеспечит получение желаемой формы для всего
материала. Это особенно важно, когда соединяется стык в стык
профильная доска, для обналичников и плинтусов.
Рельефное фрезерование
Рельефное фрезерование используется для лучшего соединения неровных
поверхностей. При меньшем съѐме древесины ножами более легко получаются
фасонные поверхности. Сначала формируется рельефный срез на
обрабатываемой детали, а затем обрабатываемая деталь проходит
фрезерование для получения окончательной формы.
Выбирание шпунтов и гребней
Фрезерование шпунтов и гребней проводится так же, как и другие типы
фрезеровки. Не забывайте, что направляющий рельс должен быть выше стола,
чтобы правильно поддерживать обрабатываемую деталь. Краевые направляющие
должны быть установлены на 19мм ниже самой нижней точки хода ножа.
Изготовление вначале пазов позволит иметь необходимую опору при последующей
выборке гребней.
Page 16

10. Техобслуживание и осмотр
Чтобы убедиться, что станок правильно отрегулирован, все болты затянуты,
ремни в хорошем состоянии, в электрическом оборудовании не скопилась пыль и
стружка, а также не износились и не разболтались электрические соединения,
требуется периодическое и систематическое обслуживание.
Накопившиеся опилки и другой мусор могут вызвать сбои в работе станка.
Периодическая очистка не только рекомендуется, но и является обязательной для
качественной работы строгального станка.
Точно устанавливаемые детали, например в пазу для ножей строгального вала –
прижимная планка, должны очищаться при помощи ткани или щетки, а также
негорючим растворителем, и освобождаться от застрявших инородных тел.
Удаляйте смолу и стружку с валов и стола при помощи мягкой ветоши и
растворителя.
Периодически проверяйте цепи на предмет правильного натяжения и
соответственно регулируйте их, если это необходимо.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения
заготовки, плоские, поликлиновые, клиновые и другие ремни, а также цепи,
используемые в конструкции станка, относятся к деталям быстроизнашивающимся
(расходные материалы) и требуют периодической замены. Гарантия на такие
детали не распространяется. Защитные кожуха, отдельные детали из пластика и
алюминия, используемые в конструкции станка, выполняют предохранительные
функции. Замене по гарантии такие детали не подлежат.
Ежедневно проверяйте нормальную работу вытяжки.
Поврежденные ножи строгального станка меняйте незамедлительно.
Перед каждым включением проверяйте подвижность возвратного захвата -гребенки
(должен возвращаться самостоятельно).
Обслуживание
Отключите станок от источника эл.питания. (Выдерните вилку из розетки)
Держите гасящие отдачу планки в чистоте, следите за их четкой работой, чтобы
не допустить травм из-за отдачи.
Смазывайте стол мебельным воском или автомобильным воском для более
гладкой подачи обрабатываемых деталей. Не используйте смазку, которая
воздействует на обрабатываемые детали, влияет на их загрязнение или защитное
покрытие.
В случае повреждения сразу же заменяйте ролики подачи и режущие ножи.
Затачивайте ножи, если они затупились.
Смазка
Отключите станок от источника эл.питания. (Выдерните вилку из розетки)
Покрывайте регулировочные винты легкой автомобильной смазкой для
подшипников раз в месяц.
Наносите тонкий слой легкой автомобильной смазки на цепной привод и
шестеренки раз в месяц
Page 17

Смазывайте четыре стойки раз в месяц машинной смазкой 10W для станков.
11. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Работы по введению в эксплуатацию, очистке и ремонут проводятся только при
отключенном эл.приводе и отключенном эл.питании. Затем все защитные
устройства сразу же устанавливаются.
Подключение и ремонт электрооборудования проводится только лицами с
допуском.
Двигатель не вращается.
* Нет тока - проверить автомат.
* Двигатель, выключатель или кабель поврежден – связаться со специалистами
с
допуском.
* Сработала защита от перегрузки – охладить и опять включить.
Сильные вибрации станка
* Станок стоит неровно – установить равновесие.
* Строгальные ножи различные по ширине – ширина ножей должна быть
одинакова.
* Поврежденные ножи строгального станка – немедленно подлежат замене.
Обработанная поверхность выглядит плохо
* Нож строгального станка затупился – установить острые ножи.
* Ножи забиты стружкой – удалить стружку.
* Слишком много стружки – строгать в несколько проходов.
* Работа была проведена против волокон – обработать заготовку
начиная с другой стороны.
* Заготовка различной толщины.
* Влажность заготовки слишком велика.
Ступени при строгании
* Недостаточно хорошее ведение заготовки – использовать роликовые стойки.
* Тупые ножи строгального станка – установить острые строгальные ножи.
Деталь неровная
* Ножи строгального станка установлены косо – использовать ножевой шаблон.
Заготовка зажата
* Слишком много стружки – строгать в несколько проходов.
Регулировка стола затруднена
* Недостаточная смазка – смазать винты и подъемные стойки.
Подача заготовки мала
* Проскальзывает ремень двигателя – подтянуть ремень или заменить его.
* Строгальный станок измазан смолой – очистить и нанести воск для лучшего
скольжения.
* Ролики подачи слишком скользские – придать легкую шероховатость абразивным
инструментом.
Page 18

12. дополнительные принадлежности
Арт. № 708368
Набор направляющих рельс для фрезерования (4шт.)
Арт. № 708369
Набор краевых направляющих рельс для фрезерования (4шт.)
Арт. SN 332.19.3
Ножи для плоскостного строгания из стали 6ХС ( на валу устанавливается 3 ножа)
Арт. № 708495
Ролик движения заготовки
В случае, если у Вас возникают вопросы, позвоните в центральный сервисный
центр JET России:
service@jettools.ru
www.jettools.ru
Page 19

Ар тик ул
размер но ж а (ширина x высота/дюйм)
в дюймах!! 1 дюйм = 25,4 мм
н а и ме но в ан ие
709300
1x3/4 S-образная кривая
709301
1x1/2 форма V- паз
709302
1-1/2x1/2
Багет
709303
1-1/2x1/2
Багет
709304
1-3/4x1/2
Багет
709305
1-3/4x1/2
Багет
709306
1/2x3/8
Багет
709307
3/4 - 1 x Различный
Шпунт и паз
709308
3/4 x 3/8
Шпунт/паз/панель
709309
3/4 x 3/4
бухточка
709310
3/4x3/4
четверт круга
709311
1-3/8x1/2
стоп
709312
1 - 1-1/4 x Различный
Шпунт и паз
709313
2-1/4 x 3/4
плинтус
709314
2-1/4x3/4
Плинтус
709315
3-3/8 x 3/4
рельс
709316
2-5/8 x 1
Корона
709317
3-1/2x1-1/8
база
709318
3-7/8x1-1/4
Корона
709319
3-1/2x1
Плинтус
709320
4-1/8x1-1/8
Корона
709321
2-3/4 x 1
Корона
709322
2-7/8x1-1/4
Корона
709323
4x1-1/4
Корона
709324
4-1/2x1-1/4
Корона
709325
2-1/2x1-1/4
Корона
709326
3-1/4x1-3/8
Корона
709327
2x1-1/4
уголок
709328
1-5/8x3/4
рельс
709329
1-3/4x1/2
рельс
709330
2x3/4 станина
709331
2x3/4 станина
709332
2x3/4 астрагал
709333
1x3/4 астрагал
709334
2x1/2 5
709335
5/8 x 5/8
база
709336
7/8 x 3/4
1/4" и 1/2" четверт круга
709337
1x1/2 3
709338
7/8 x 1/2
клевер
709339
1 x Различный
соединение для клейвания
709340
1 Radius
радиус
709341
1x3/4
5/1 6" четверт и бухточка
709342
1-1/8x3/4
3/1 6" и 3/8" четверт
709996
1"
по вашему желанию
709997
2"
по вашему желанию
709998
3"
по вашему желанию
709999
4"
по вашему желанию
Мы Вам предлагаем ножи:
черный цвет - форма деревянной заготовки !
Page 20

Список деталей
Монтажная схема: стол и основание в сборе
Page 21

Список деталей: стол и основание в сборе
№ № детали обозначение размер кол-во
I MHA-B01WCover (left) ........................................................................................................ 1
2 TS-0680021 ............ Flat Washer ..................................................... 1/4................................ 8
3 TS-1503011 ............ Hex Socket Cap Screw ...................................... M6x8 ............................. 8
4 MGA-B05 ................. Scale (inch) .......................................................................................... 1
5 MHA-B02 ................. Middle Table (serial #6082715 and lower) ................................................ 1
MHA-B02AW ............ Middle Table (serial #6082716 and higher) .............................................. 1
6 MGA-B29 ................. Guide (left) .......................................................................................... 1
7 TS-1534031 ............ Pan Head Machine Screw .................................. M6x10 ........................... 4
8 TS-1551041 ............ Lock Washer .................................................... M6 ................................ 4
9 MGA-B15 ................. Guide (right) ........................................................................................ 1
10 MHA-B03 ................. Column ................................................................................................ 4
II MHA-B04………………….Leadscrew (left - serial # 6082715 and lower) .......................................... 1
MHA-B04A ............... Leadscrew (left-serial #6082716 and higher) ........................................... 1
12 MHA-B05W .............. Base .................................................................................................... 1
13 MGA-B09 ................. Anchor Plate ......................................................................................... 2
14 TS-1503031 ............ Hex Socket Cap Screw ...................................... M6x12 ........................... 4
15 TS-1551041 ............ Lock Washer .................................................... M6 ................................ 4
16 MHA-B20 ................. Pointer ................................................................................................ 2
17 TS-1532022 ............ Pan Head Machine Screw .................................. M4x8 ............................. 2
18 MHA-B06 ................. Leadscrew (right - serial # 6082715 and lower) ........................................ 1
MHA-B06A ............... Leadscrew (right-serial #6082716 and higher) ......................................... 1
19 MHA-B07 ................. Cover (right-serial #810xxxx and lower) .................................................. 1
MHA-B07UW ............ Cover (right-serial #811xxxx and higher) ................................................ 1
21 MHA-B09 ................. Gear Box Cover (serial #810xxxx and lower) ........................................... 1
MHA-B09U ............... Gear Box Cover (serial #811xxxx and higher) .......................................... 1
22 5BB-B07.................. Hex Nut ............................................................................................... 1
23 TS-1504051 ............ Hex Socket Cap Screw ..........................................M8x25 ....................... 4
24 5GF-B07 .................. Chain .................................................................................................. 1
25 PGE-B14.................. Sprocket .............................................................................................. 2
26 TS-1523011 ............ Set Screw ....................................................... M6x6 ............................. 4
27 PGE-B12.................. Sprocket .............................................................................................. 2
28 PGE-B10.................. Sprocket Idler/Bracket Bushing ............................................................... 1
29 PGE-B11.................. Bracket Bushing *RE:PGE-B10 ................................................................ 2
30 MHA-B10W .............. Pulley Cover ......................................................................................... 1
31 TS-1503021 ............ Hex Socket Cap Screw ...................................... M6x10 ........................... 2
32 TS-0680021 ............ Flat Washer ..................................................... 1/4................................ 2
33 TS-1504051 ............ Hex Socket Cap Screw ...................................... M8x20 ........................... 1
34 MGA-B04 ................. Scale (metric) ....................................................................................... 1
35 MHA-B11 ................. Speed Label (serial #81 0xxxx and lower) ................................................ 1
MHA-B11U ............... Speed Label (serial #811xxxx and higher) ............................................... 1
36 TS-1551061 ............ Lock Washer .................................................... M8 ................................ 5
37 MHA-C18 ................. Identification Label ................................................................................ 1
38 MHD-Y01A ............... Roller Frame ......................................................................................... 4
39 MHA-Y02A ............... Roller Shaft .......................................................................................... 4
40 MHA-Y02C ............... Roller .................................................................................................. 4
41 PJ020804 ................ Bushing ............................................................................................... 8
42 TS-1550041 ............ Flat Washer ..................................................... M6 ................................ 8
43 TS-1482021 ............ Hex Cap Bolt ................................................... M6x12 ........................... 8
44 TS-1490011 ............ Hex Cap Bolt* ................................................. M8x12 ........................... 8
45 TS-1550061 ............ Flat Washer * .................................................. M8 ................................ 8
Page 22

Монтажная схема: строгальная голова и вал в сборе
Page 23

Список деталей: строгальная голова и вал в сборе
№ № детали обозначение размер кол-во
MHA-CW ................. Dust Hood Assembly CP ......................................................................... 1
I MHA-C01AW ........... Dust Hood …………………………………………………………………………………………………………1
2 TS-1503011 ............ Hex Socket Cap Screw ...................................... M6x8 ............................. 3
3 TS-0680021 ............ Flat Washer ..................................................... 1/4................................ 3
4 5FA-A10 .................. C-Ring ............................................................ STW15 .......................... 2
5 PGA-C17 ................. Sprocket .............................................................................................. 2
6 5GF-B08 ................. Chain .................................................................................................. 2
7 MHA-C02 ................. Feed Roller ........................................................................................... 2
8 PGA-C09 ................. Spring ................................................................................................. 4
9 MGA-C09 ................. Bushing ............................................................................................... 4
10 MHA-C03W .............. Head Body ........................................................................................... 1
II TS-1504041 ............ Hex Socket Cap Screw...' M8x20 ........................ …………………………………………4
12 PGE-B19A ................ Handle Assembly .................................................................................. 1
13 TS-1543021 ............ Wing Nut ............................................................................................. 3
14 PGE-B19B ................ Bushing ............................................................................................... 1
15 PGE-B19C ................ Stud .................................................................................................... 1
20 TS-1503021 ............ Hex Socket Cap Screw * .................................. M6x10 ........................... 1
21 MHA-C05 ................. Spindle Pulley ....................................................................................... 1
22 TS-0680021 ............ Flat Washer ..................................................... 1/4................................ 1
23 TS-1503051 ............ Hex Socket Cap Screw ...................................... M6x20 ........................... 1
24 MHA-C06 ................. Spacer ................................................................................................. 2
25 TS-1503041 ............ Hex Socket Cap Screw ...................................... M6x16 ........................... 3
26 BB-6203ZZ .............. Ball Bearing .......................................................................................... 1
27 5FK-C06 .................. Key ................................................................ 5x5x15 .......................... 1
28 MHA-C07 ................. Cutterhead ........................................................................................... 1
29 TS-1513021 ............ Flat Head Screw ............................................... M5x12 ........................... 6
30 BB-6202ZZ .............. Ball Bearing .......................................................................................... 1
31 5BA-A28.................. C-Ring ............................................................ RTW35 ......................... 1
32 MHA-C08 ................. Bushing ............................................................................................... 1
33 MHA-C09 ................. Gear .................................................................................................... 1
34 MHA-C10 ................. Chip Deflector ....................................................................................... 1
35 5AK-E128 ................ Screw ............................................................. M6x12 ........................... 3
36 MHA-C11 ................. Anti-Kickback Shaft ............................................................................... 1
37 MGA-C30 ................. Anti-Kickback Finger ............................................................................ 36
38 MGA-C34 ................. Anti-Kickback Collar ............................................................................ 37
39 MGA-C31 ................. Bracket ................................................................................................ 2
40 TS-1551031 ............ Lock Washer .................................................... M5 ................................ 4
41 TS-1502011 ............ Hex Socket Cap Screw ...................................... M5x8 ............................. 4
42 MHA-C12 ................. Lock Bar (long) ..................................................................................... 6
43 MGA-C22 ................. Lock Bar (short) .................................................................................... 3
44 TS-1524031 ............ Set Screw ....................................................... M8x12 ......................... 18
45 MGA-C23 ................. Lock Bar Spacer .................................................................................... 6
46 MHA-C13 ................. Knife ................................................................................................... 3
48 TS-1540071 ............ Hex Nut .......................................................... M10x1.5 ........................ 4
49 MGA-C07 ................. Adjustment Screw ................................................................................. 4
50 MGA-C05 ................. Adjustment Screw ................................................................................. 4
51 MGA-C06 ................. Nut ..................................................................................................... 4
52 MHA-C19 ................. Warning Label (long) ............................................................................. 1
53 PGE-B13.................. Bushing ............................................................................................... 1
54 MHA-C20 ................. Washer ................................................................................................ 1
55 PJE-C03 .................. Warning Label (small) ............................................................................ 1
56 MHA-C22W .............. Plate.................................................................................................... 1
57 TS-1533031 ............ Screw* .......................................................... M5x10 ........................... 3
58 TS-1550031 ............ Flat Washer * .................................................. M5 ................................ 3
59 MHA-Y01AW ............ Dust Chute ........................................................................................... 1
60 HS040703 ............... Screw* .......................................................... M6x8 ............................. 3
61 TS-1550041 ............ Flat Washer* ................................................... M6 ................................ 3
Page 24

Монтажная схема: коробка передач в сборе
Page 25

Список деталей: коробка передач в сборе
№ № детали обозначение размер кол-во
MHA-G ................... Gearbox, #'s 1-33,35 (serial #810xxxx and lower) .................................... 1
MHA-GUW............... #'s 1-12,14,16-32,35-36 (ser. #811xxxx and higher) ................................ 1
1 MHA-G01 ................ Gearbox Body (serial #81 0xxxx and lower) ............................................. 1
MHA-G01UW ........... Gearbox Body (serial #811xxxx and higher) ............................................ 1
2 MHA-G02 ................ Gear Shaft (serial #81 0xxxx and lower) ............ 10T ............................... 2
MHA-G02 ................ (pear Shaft (serial #811xxxx and higher) .... 10T ..................................... 1
3 FK-A03 ................... Key ............................................................... 3x3x8 ............................ 2
4 MHA-G03 ................ Gear (serial #810xxxx and lower) .................... 46T ............................... 1
MHA-G03U .............. Gear (serial #811 xxxx and higher) ................... 44T ............................... 1
5 PGA-M15 ................ Bushing................................................................................................ 5
6 MHA-G04 ................ Gear, (serial #810xxxx and lower) ................... 38T ............................... 1
MHA-G04U .............. Gear (serial #811 xxxx and higher) ................... 43T ............................... 1
7 MGA-C28 ................ Pin ................................................................ 4x16 .............................. 2
8 MHA-G05 ................ Gear (serial #810xxxx and lower) .................... 51T ............................... 1
MHA-G05U .............. Gear (serial #811xxxx and higher) .................... 47T ............................... 1
9 5FA-A07 ................. C-Ring ........................................................... STW12 ........................... 1
10 5FA-A07 ................. C-Ring ........................................................... STW12 ........................... 2
11 MHA-G06 ................ Gearbox Cover (serial #607xxxx and lower) ............................................. 1
MHA-G06N .............. Gearbox Cover (serial #608xxxx to 810xxxx) ........................................... 1
MHA-G06UW ........... Gearbox Cover (serial #841xxxx and higher) ............................................ 1
12 TS-1503051 ........... Hex Socket Cap Screw ..................................... M6x20 ........................... 4
13 MHA-G07 ................ Bracket (serial #607xxxx and lower) ................. R.H................................ 1
MHA-G07N .............. Bracket (serial #608xxxx to 81 0xxxx) .............. L.H ................................ 1
14 TS-0680021 ........... Flat Washer (serial #810xxxx and lower) ........... 1/4 ................................ 2
TS-0680021 ........... Flat Washer (serial #811 xxxx and higher)..........1/4 ................................ 1
15 TS-1540041 ........... Hex Nut (serial #81 0xxxx and lower)................. M6x1.0 .......................... 1
16 MHA-G08 ................ Gear (serial #607xxxx and lower) .................... 24T ............................... 1
MHA-G08N .............. Gear (serial #608xxxx to 81 0xxxx) .................. 28T ............................... 1
MHA-G08U .............. Gear (serial #811xxxx and higher) .................... 22T ............................... 1
17 PGA-M12 ................ Bushing................................................................................................ 1
18 MHA-G09 ................ Stud Bolt (serial #607xxxx and lower) ..................................................... 1
MHA-G09N .............. Stud Bolt (serial #608xxxx and'higher) .................................................... 1
19 MHA-G18 ................ Key ............................................................... 5x5x9 ............................ 1
20 MHA-G10 ................ Shaft (serial #607xxxx and lower) .......................................................... 1
MHA-G10N .............. Shaft (serial #608xxxx and higher) ........................................................ 1
21 PGA-C17 ................. Sprocket .............................................................................................. 1
22 MGA-C32 ................ Sprocket .............................................................................................. 1
23 5FA-A10 ................. C-Ring ........................................................... STW15 ........................... 1
24 MHA-G 11 ............... Gear (serial #81 0xxxx and lower) .................... 43T ............................... 1
MHA-G11U .............. Gear (serial #811xxxx and higher) .................... 40T ............................... 1
25 5EB-A08 ................. Washer ................................................................................................ 2
26 TS-1503031 ........... Hex Socket Cap Screw ..................................... M6x12 ........................... 2
27 5FK-B02 ................ Key ............................................................... 4x4x7 ............................ 1
28 MHA-G12 ................ Shaft (serial #607xxxx and lower) .......................................................... 1
MHA-G12N .............. Shaft (serial #608xxxx to 81 0xxxx) ........................................................ 1
MHA-G12U .............. Shaft (serial #811 xxxx and higher) ........................................................ 1
29 MHA-G13 ................ Gear (serial #810xxxx a*nd lower) ................... 31T ............................... 1
MHA-G13U .............. Gear (serial #811xxxx and higher) .................... 29T ............................... 1
30 MHA-G14 ................ Bushing (serial #81 0xxxx and lower) ................. I.D. 6 ............................ 1
MHA-G14U .............. Bushing (serial #811 xxxx and higher) ............... I.D. 10 ........................... 1
31 MHA-G15 ................ Bushing (serial #607xxxx and lower) ....................................................... 2
MHA-G15N .............. Bushing (serial #608xxxx and higher) ..................................................... 2
32 MHA-G16 ................ Washer ................................................................................................ 2
33 MHA-G17 ................ Washer (serial #810xxxx and lower) ....................................................... 2
34 MHA-B08 ................ Stud .................................................................................................... 1
35 5FK-B05 ................ Key ............................................................... 4x4x12 .......................... 1
36 MHA-G19 ................ Gear Shaft (serial #811 xxxx and higher) .... ......10T ............................... 1
Page 26

Монтажная схема: станина и двигатель в сборе
Page 27

Список деталей: станина и двигатель в сборе
№ № детали обозначение размер кол-во
1 VB-M45 ................... V-Belt .................................................................................................. 2
2 TS-0051011 ............ Hex Cap Bolt ................................................... 5/16-18NCx1/2 ............... 1
3 PJA-C03 .................. Washer ................................................................................................ 1
4 MHA-S01 ................ | Motor Pulley ....................................................................................... 1
5 TS-1550061 ............ Flat Washer ..................................................... M8 .............................. 12
6 TS-2288202 ............ Round Cap Hex Socket Slot Screw ...................... M8x1.25x20 .................. 4
7 TS-1551061 ............ Lock Washer .................................................... M8 ................................ 8
8 MHD-S02 ................. Motor Bracket ....................................................................................... 1
9 TS-1490031 ............ Hex Cap Bolt ................................................... M8x1.25x20 .................. 4
10 5FK-C13A ................ Key ................................................................ 5x5x30 ........................... 1
11 MHA-S02AW ............ Motor ............................................................. 1 1/2 HP 115/230V ......... 1
MHA-S02W .............. Motor Assy. (inc. 10, 11, 14) ................................................................. 1
12 MHD-S01 ................. Stand .................................................................................................. 1
13 TS-1540061 ............ Hex Nut .......................................................... M8x1.25 ........................ 4
14 MHA-S02B ............... Motor Cord ...................................................... 14AWG .......................... 1
15 MHA-S14 ................. Switch Cord ..................................................... 14AWG .......................... 1
16 5MA-I04 .................. Strain Relief Bushing ............................................................................. 3
17 MHA-S16 ................. Power Cord .................................................... 14AWG .......................... 1
18 JEA-S14 .................. Switch Box ........................................................................................... 1
19 TS-1540021 ............ Hex Nut .......................................................... M4 ................................ 2
20 5EB-E05 .................. Star Washer .................................................... M5 ................................ 2
21 JE090702 ................ Plate ................................................................................................... 1
22 5EB-A04 .................. Washer ........................................................... M5 ................................ 2
23 5CD-C06B ............... Screw ............................................................. 3/16-24NCx1/2 .............. 2
24 JE011302 ................ Switch ................................................................................................. 1
25 JI-X01 ..................... Switch Cover ........................................................................................ 1
26 5AL-C10A ................ Pan Head Machine Screw .................................. M4x25 ........................... 2
27 TS-1550021 ............ Washer ................................................................................................ 2
28 TS-2284301 ............ Screw ............................................................. M4x.7x30 ....................... 2
29 PJN-S04 .................. Eccentric Cam....................................................................................... 2
30 TS-1523011 ............ Set Screw ....................................................... M6x1.0x6 ....................... 2
31 HG010911 ............... Spring Pin ....................................................... 4x20 ............................. 1
32 PG010033 ............... Spring ................................................................................................. 1
33 MHD-S03 ................. Shaft ................................................................................................... 1
34 5EA-E06A ................ Flat Head Screw ............................................... M6x1.0x12 ..................... 4
35 PJ100001 ............... Door .................................................................................................... 1
36 TS-0561031 ............ Lock Nut ......................................................... 3/8-16NC ....................... 4
37 PJE-S05................... Wheel .................................................................................................. 4
38 5CA-H16B ............... Hex Cap Bolt ................................................... 3/8-16NCx2 1/2.............. 4
39 PG-M02 ................... JET Label ............................................................................................. 1
40 TS-1503031 ............ Hex Socket Cap Screw ...................................... M6x1.0x12 ..................... 1
41 PJN-S02 .................. Foot Brake ........................................................................................... 1
42 TS-1550071 ............ Washer ........................................................... M10 .............................. 1
43 TS-2342101 ............ Lock Nut ......................................................... M10x1.5 ........................ 1
44 TS-1550041 ............ Flat Washer ..................................................... M6 ................................ 4
45 HS020440 ............... Hex Socket Cap Screw' ..................................... M6x70 ........................... 4
708361 ................... Dust Chute Assembly ............................................................................ 1
MHD-S17................. Hardware Bag (not shown) ..................................................................... 1
MHA-X06 ................. Brass Bar (not shown) ........................................................................... 1
MGA-B14A ............... Feed Roller Adjustment Wrench 17/32 mm (not shown)............................. 1
MGA-B14D ............... Knife Setting Gauge (not shown) ............................................................ 1
MGA-B14F ............... Molding Cutter Gauge (not shown) .......................................................... 1
MHA-X07 ................. T-Handle Hex Wrench (not shown) .................... 4mm ............................. 1
 Loading...
Loading...