

Page 1
This Manual is Bookmarked
Operating Instructions and Parts Manual
Geared Head Horizontal Band Saw
Model HBS-814GH
WMH TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60123 Part No. M-414466
Ph.: 800-274-6848 Revision A 6/05
www.wmhtoolgroup.com Copyright © WMH Tool Group
Page 2
This manual has been prepared f or the owner and operators of a J ET Model HBS-814GH Band Saw. Its
purpose, aside f rom machine oper ation, is to promot e safety using acc epted operati ng and maint enance
procedures. To obtain maximum life and efficiency from your band saw and to aid in using it safely,
please read this manual thoroughly and follow the instructions carefully.
Warranty and Service
WMH Tool Gr oup warrants ever y product it sell s. If one of our tools needs s ervice or repai r, one of our
Authorized Repair St ations located throughout the United States can provi de quick service or information.
In most cases, a WM H Tool Group Repair Station c an as si st in authori zing repair work, obtaining parts, or
perform routi ne or m ajor maintenance repair on your JET pr oduc t.
For the nam e of an A uthoriz ed Repair St ation in your area, pl ease call 1-800-274-6848, or v isit our web
site at www.wmhtoolgroup.com
More Information
Remember, WMH Tool Group i s consistently adding new products to the li ne. For complete, up-to-dat e
product information, check with your local WMH Tool Group distributor, or visit our web site at
www.wmhtoolgroup.com
WMH Tool Group Warranty
WMH Tool Group makes every effort to assure that its products meet high quality and durability standards
and warrants to the original retail consumer/purchaser of our products that each product be free from
defects in mat erials and workmanship as foll ows: 1 YE AR LIMITED WARRANTY ON ALL PRODUCTS
UNLESS SPECIFIED OTHERWISE. This Warranty does not apply to defects due directly or i ndirectly to
misuse, abuse, negl igence or acc idents, norm al wear-and-tear , repair or alterati ons outside our f aciliti es,
or to a lack of maintenanc e.
WMH TOOL GROUP LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD SPECIFIED ABOVE,
BEGINNING FROM THE DATE THE PRODUCT WAS PURCHASED AT RETAIL. EXCEPT AS STATED
HEREIN, ANY IMPLIED WARRANTIES OR MERCHANTABILITY AND FITNESS ARE EXCLUDED.
SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG THE IMPLIED WARRANTY LASTS,
SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU. IN NO EVENT SHALL WMH TOOL GROUP
BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR INCIDENTAL,
CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL
OR CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY
TO YOU.
To take advantage of this warranty, the product or part must be returned for examination, postage
prepaid, to an Authorized Repair Station designated by our office. Proof of purchase date and an
explanati on of the complaint m ust accompany the merchandi se. If our inspecti on discloses a defec t, we
will either repair or replace the product at our discreti on, or ref und the pur chase pri ce if we cannot readi ly
and quickly provide a repai r or replac ement. We will return the repai red product or replacem ent at WMH
Tool Group’s ex pense, but if it is determ ined there i s no defect, or that the def ect resulted f rom causes
not within the scope of WMH Tool Group’s warranty, then the user m ust bear the cost of storing and
returning t he product . This warranty gives you specif ic legal rights; y ou may also hav e other rights, whic h
vary from state t o state.
WMH Tool Group sells through distribut ors only. Members of the WMH Tool Group reserve the right to
effect at any time, wit hout prior notice, alter ations to parts, fittings and accessory equi pment, which they
may deem necessary for any reason whatsoever.
2
Page 3
Table of Contents
Warranty and Servic e ..............................................................................................................................2
Table of Contents ....................................................................................................................................3
Warning...................................................................................................................................................4
Introduction.............................................................................................................................................. 6
Specifications..........................................................................................................................................6
Unpacking ...............................................................................................................................................7
Contents of the Shipping Container......................................................................................................7
Installation and Assembly ........................................................................................................................8
Installing Motor.....................................................................................................................................8
Wheels and Leveling Stands ................................................................................................................8
Stock Stop............................................................................................................................................8
Shut-O ff Switch....................................................................................................................................9
Coolant Hose.......................................................................................................................................9
Grounding Instructions .........................................................................................................................9
Extension cords..................................................................................................................................10
Adjustments........................................................................................................................................... 11
Vise....................................................................................................................................................11
Squaring Vise to Blade.......................................................................................................................11
Positioning the Vise............................................................................................................................11
Miter Cuts ..........................................................................................................................................12
Setting Downfeed Rat e.......................................................................................................................12
Blade Tension....................................................................................................................................12
Blade Tracking...................................................................................................................................12
Setting Blade Speed...........................................................................................................................13
Blade Guides ..................................................................................................................................... 14
Blade Replacem ent............................................................................................................................15
Bow Stop ...........................................................................................................................................15
Operation...............................................................................................................................................16
Troubleshooting.....................................................................................................................................18
Replacement Parts................................................................................................................................19
Base Assembly..................................................................................................................................20
Bow Assembly....................................................................................................................................21
Parts List: HBS-814G H B and S aw......................................................................................................22
Gear Box Assembly............................................................................................................................26
Parts List: Gear Box Assembly...........................................................................................................27
Electrical Control Box Assembly.........................................................................................................28
Parts List: Electrical Control Box Assembly.........................................................................................29
Electrical Connections ...........................................................................................................................30
3
Page 4
Warning
1. Read and understand the entire owners manual before attempting assembly or operat ion.
2. Read and understand the warnings po sted on the m achine and i n thi s manual. Failur e to comply wit h
all of these warnings m ay cause seriou s i njury.
3. Replace the warning labels if they become obscured or remov ed.
4. This band saw is designed and i ntended for use by pr operl y tr ained and ex peri enced personnel only .
If you are not familiar with the proper and safe operation of a band saw, do not use until proper
training and knowledge have been obtained.
5. Do not use this band saw for other than its intended use. If used for other purposes, WMH Tool
Group discl aims any real or implied warranty and holds itself harmless from any injury that may result
from that use.
6. Always wear approv ed safety glasses/face shields whil e using this band saw. Everyday eyeglasses
only have impact resi stant lenses; they are not saf ety glasses.
7. Before operating this band saw, remove tie, rings, watches and other jewelry, and r oll sleeves up past
the elbows. Remove all loose clothing and confine long hair. Non- sl ip footwear or anti-ski d floor strips
are recommended. Do not wear gloves.
8. Wear ear protector s (plugs or muffs) during ext ended periods of operation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemi cals known to cause cancer , bir th defects or other r eproductiv e harm . Some examples
of these chemic als are:
• Lead from lead based paint.
• Crystalli ne sil ic a from bricks, cement and other m asonry pr oduc ts.
• Arsenic and chromium from chemically treated lum ber .
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not operate this machine while tired or under the influence of dr ugs, alcohol or any medication.
11. Make certain t he switc h is i n the OFF position before connect ing the machine to the power supply.
12. Make certain t he machine is properly grounded.
13. Make all machine adjustments or maintenance with the machine unplugged from the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning it on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replac e the guards immediately.
16. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Check for alignment of moving part s, binding of moving parts, br eakage of parts, mounting
and any other condi ti ons that m ay affect its operati on. A guard or ot her part that i s damaged shoul d
be properly repaired or replaced.
17. Provide f or adequate space surrounding work area and non- glare, overhead lighting.
18. Keep the floor around the machine clean and free of scrap material, oil and grease.
19. Keep visit or s a safe di stanc e from the work area. Keep children away.
4
Page 5
blahblahblah
20. Make your workshop chil d pr oof with padlocks, master switc hes or by r em oving starter keys.
21. Giv e your work undivi ded attention. Looking ar ound, carryi ng on a conversation and “ horse-play” ar e
careless acts that can r esul t in serious injury.
22. Maintain a balanced stance at all times so that you do not f all or lean against the blade or other
moving part s. Do not over r eac h or use exc essive force to perform any mac hine oper ation.
23. Use the ri ght t ool at the cor rect speed and f eed rate. Do not for ce a tool or attachm ent to do a j ob for
which it was not designed. T he ri ght tool will do the job better and safer.
24. Use recommended accessories; improper accessories may be hazardous.
25. Mai ntain tools with care. Keep bl ades sharp and clean for the best and saf est performance. Follow
instructions for lubricating and c hanging accessories.
26. Make sure the work piece is securely clamped in the vise. Never use your hand to hold the work
piece.
27. Turn off the machine befor e cleaning. Use a brush or compressed air to remove c hips or debris — do
not use your hands.
28. Check coolant l ev el daily. Replace dirty or weak coolant.
29. Do not stand on the machine. S eri ous i njur y c ould oc c ur if the mac hine tips over.
30. Never leave the machine running unattended. Turn the power off and do not leave the machine until it
comes to a complete stop.
31. Remove loose it em s and unnecessary work pieces from the ar ea before starting the machine.
Familiarize you rself with the following safet y no tices used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or
possible machine damage.
This means that if precautions are not heeded, it may result in serious injury or possibly
even death.
- - SAVE THESE INSTRUCTIONS - -
5
Page 6

Introduction
This manual is provided by W MH Tool Group cov ering the safe oper ation and mai ntenance procedure s
for a JET Model HBS-814GH Horizontal Band Saw. This manual contains instructions on installation,
safety precaut ions, general operating pr ocedures, maintenance i nstructi ons and parts breakdown. Thi s
machine has been designed and constructed to provide years of trouble free operation if used in
accordance with instructions set forth in this manual. If there are any questions or comments, please
contact either your l ocal suppli er or WMH Tool G roup. WMH Tool G roup can al so be reached at our web
site: www.wmhtoolgroup.com.
Specifications
Model Number....................................................................................................................... HBS-814GH
Stock Number................................................................................................................................ 414466
Round Capacity at 90° (i n.)......................................................................................................................8
Round Capacity at 45° (i n.)................................................................................................................6-1/2
Rectangle Capacit y at 90° (W x H) (in.)............................................................................................ 14 x 8
Rectangle Capacit y at 45° (W x H) (in.)........................................................................................ 6-1/2 x 6
Throat Depth (in.).....................................................................................................................................8
Vise Swivel (deg.)..................................................................................................................................45
Blade Wheel Diameter (in.)....................................................................................................................12
Blade Speeds (SFP M) ..........................................................................................................135, 197, 256
Bed Height (in.)......................................................................................................................................26
Motor.............................................................................................. 1HP, 1Ph, 110/220V (pre-wired 110V)
Overall Dimensions (L x W x H)(in.)......................................................................51-1/2 x 18-1/8 x 44-7/8
Net Weigh t (lb s.)..................................................................................................................................287
Shipping Weigh t (lbs.)..........................................................................................................................342
The above specifications were current at the time this m anual was published, but because of our policy of
continuous im provement, WMH Tool Group reserv es the right to change specif ications at any tim e and
without pri or notic e, without incurri ng obligations.
6
Page 7
Unpacking
Open shipping container and accessory boxes,
and check for shipping damage. Report any
damage immediately to your distributor and
shipping agent. Do not discard any shipping
material until the Band Saw is assembled and
running properly.
Compare the cont ent s of y our cont ainer wit h the
following parts list to make sure all parts are
intact. Mi ssing parts, i f any, should be reported
to your distributor. Read the instruction manual
thoroughly for assembly, maintenance and
safety instructions.
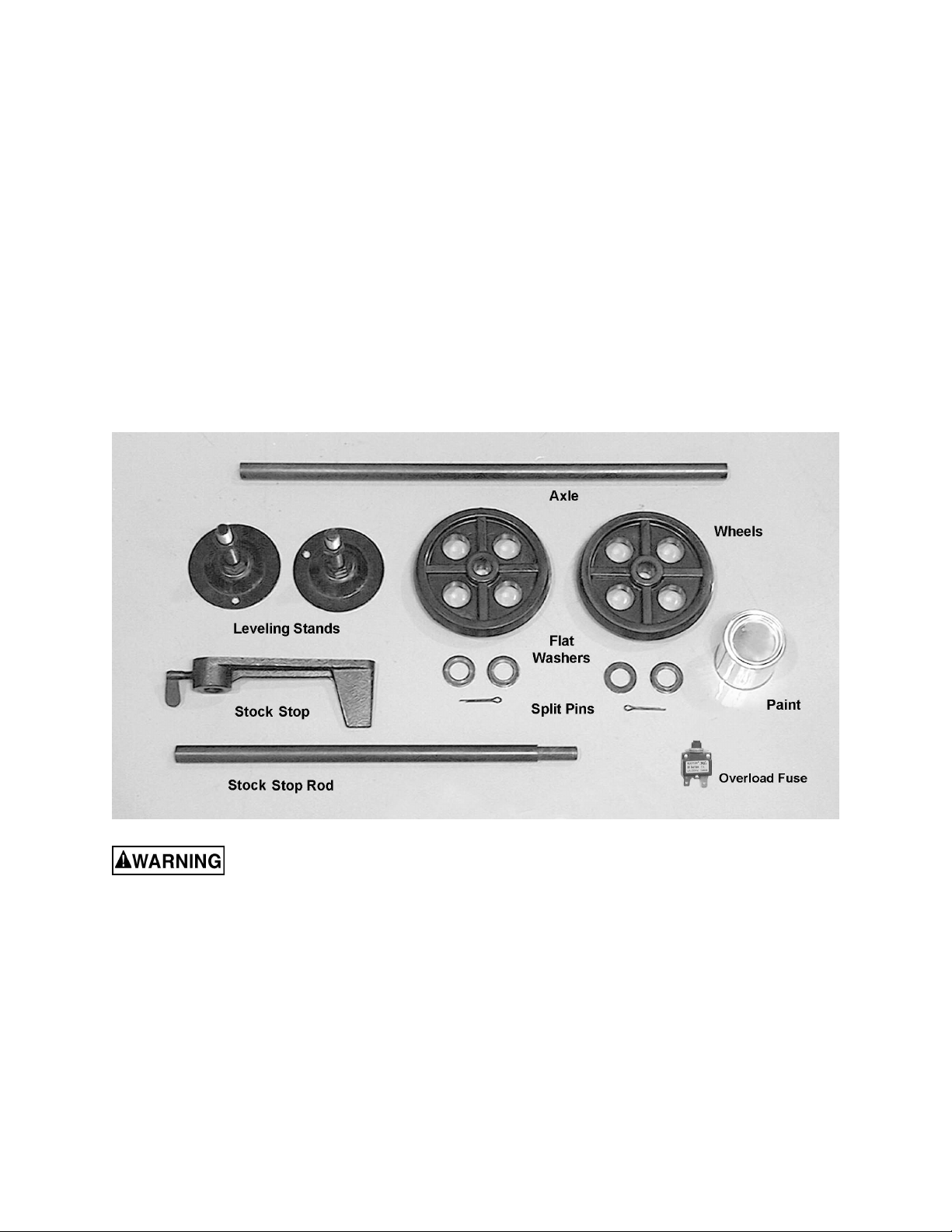
Contents of the Ship ping Container
1 Band Saw
2 Leveling Stands (wit h hex nuts)
2 Wheels
1 Axle
4 Flat Washers
2 Split Pins
1 Stock Stop
1 Stock Stop Rod
1 Can White Touch-Up Paint
1 Overload Fuse 10A
1 Owner's Manual
1 Warranty Card
Read and understand the entire contents of this manual before attempting set-up
or operation! Failure t o co mpl y may cause seri ou s injury.
7
Page 8
Installation and Assembly
Remove all crati ng and plastic from around the
band saw. Remove any lag screws or holding
straps which secure t he band saw to the wood
pallet.
Unpainted areas of the machine have been
treated with a r ust prevent ative. This should be
removed wit h a soft clot h and a mil d solvent . Do
not use paint thinner, lacquer thinner, gasoline
or mineral spirits; these will damage painted and
plastic surf ac es. Do not use an abrasive pad.
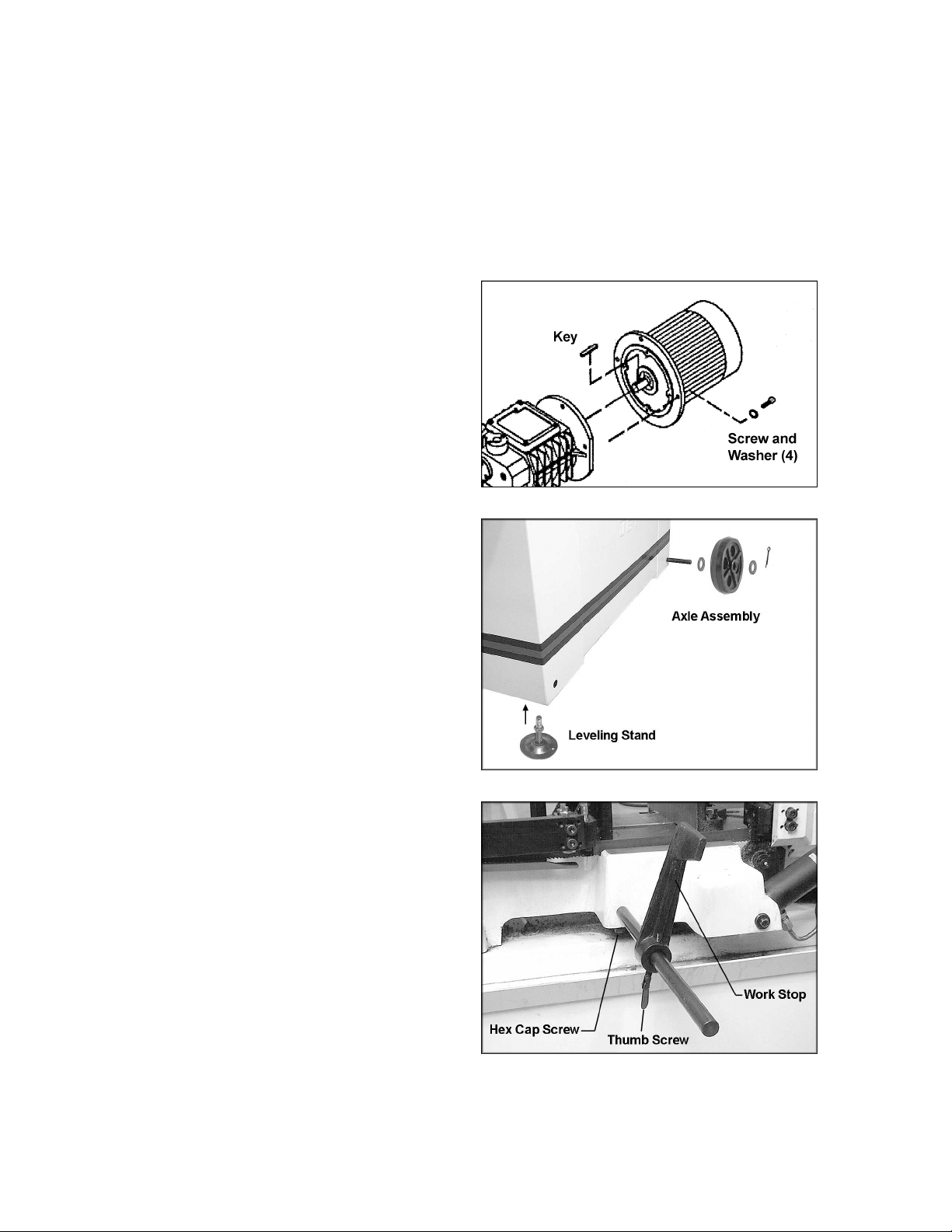
Installing Motor
Mount the motor to the gearbox using the four
M10 x 30 socket head cap scr ews and f our M 10
lock washers, through the holes in the motor’s
flange. See F i gure 1. The key in t he m otor shaft
must line up with the keyway in the gearbox
opening.
Wheels and Leveling Stands
1. Sli de the band saw at an angle so that the
edges hang over the sides of the pallet.
Figure 1
2. Insert the axl e through the hol es at the right
end of the band saw cabinet (opposite the
end where the lifting handle is mounted).
See Figure 2.
3. Install a wheel and two f lat washers on eac h
end of the axle. Insert a spli t pi n through the
hole in the axle and bend the ends of the
split pin to secure the wheel on the axle.
4. Instal l the two lev eling stands at the left end
of the band saw (the end where the lifting
handle is mounted). See Figure 2. Screw
the leveling stand i nto the hole beneath the
band saw cabinet, and tighten the top hex
nut against the bottom of the cabinet.
5. The leveli ng stands can be later adjusted for
level by r otating the stand and re-tighteni ng
the hex nut against the c abinet.
6. Roll the band saw off the pallet.
Stock Stop
1. Insert the stock stop rod int o the hole at the
front of the base (Figur e 3) .
2. Secure the rod by tightening the hex cap
screw below the casting.
Figure 2
3. Slide the stock stop onto the rod, and
tighten the thum b screw. The stock stop can
be mounted so it faces either direction.
Figure 3
8
Page 9
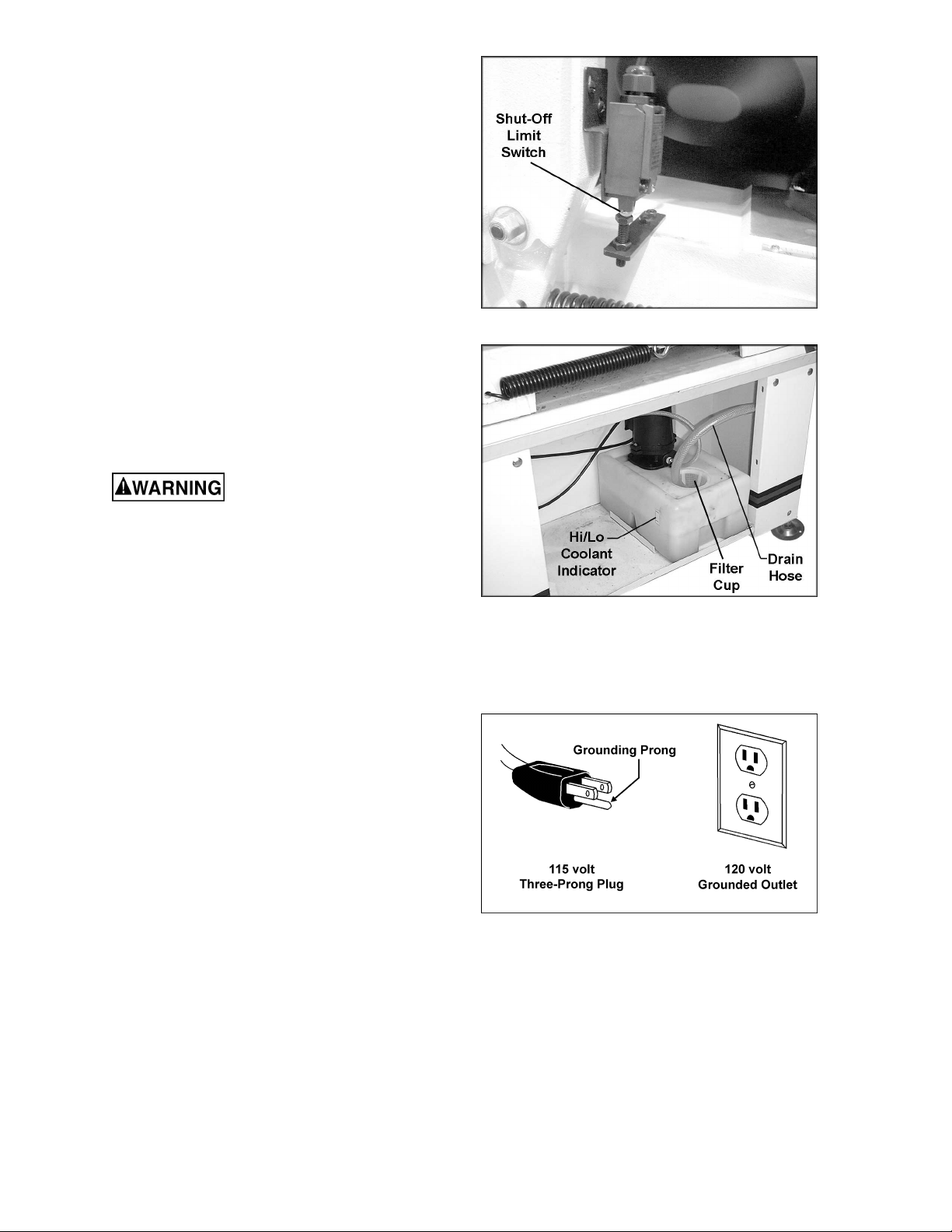
Shut-Off Switch
T
Remove the screw and hex nuts which hel d the
bow to the base during shipm ent. These should
be retained in case of future transportation of
the Band Saw.
The screw below the limit switch, shown in
Figure 4, has been pre-set at the factor y so that
the switch will contact the screw and stop the
blade after each cutting operation.
Coolant Hose
Before operati ng, the coolant dr ain hose (Figure
5) must be connected to the coolant pan and the
other end of the hose placed into the filter c up in
the tank as shown.
he hose from the c oolant pump is attac hed to a
valve which should be i nserted into the hole on
the guide assembl y (see Fi gur e 17) .
Grounding Instructions
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
Figure 4
This mac hine m ust be grounded. I n the event of
a malfuncti on or break down, groundi ng prov i des
a path of least resi stance f or electric current to
reduce the ri sk of el ectri c shock.
This band saw is pre-wired f or 115 volt and is
equipped with an electric cord having an
equipment-grounding conductor and a
grounding plug si mil ar to that shown in Fi gure 6.
The plug must be inserted int o a matching outl et
that is properly installed and grounded in
accordance with all local codes and ordinances.
Do not modify the plug provided. If it will not fi t
the outlet, hav e the proper outlet installed by a
qualified elec trician.
Improper connection of the equipmentgrounding conductor can result in a risk of
electric shock. The conductor, with insulation
having an outer surface that is green with or
without yellow stripes, is the equipmentgrounding conductor . If repai r or replac ement of
the electric cord or plug is necessary, do not
connect the equi pment-grounding conductor to a
live terminal.
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the machine is properly grounded.
Figure 5
Figure 6
9
Page 10
115 Volt Operation
As received from the factory, your band saw is
ready to operate at 115 volt power, using an
outlet and a plug that look similar to those
illustrated in Figure 6.
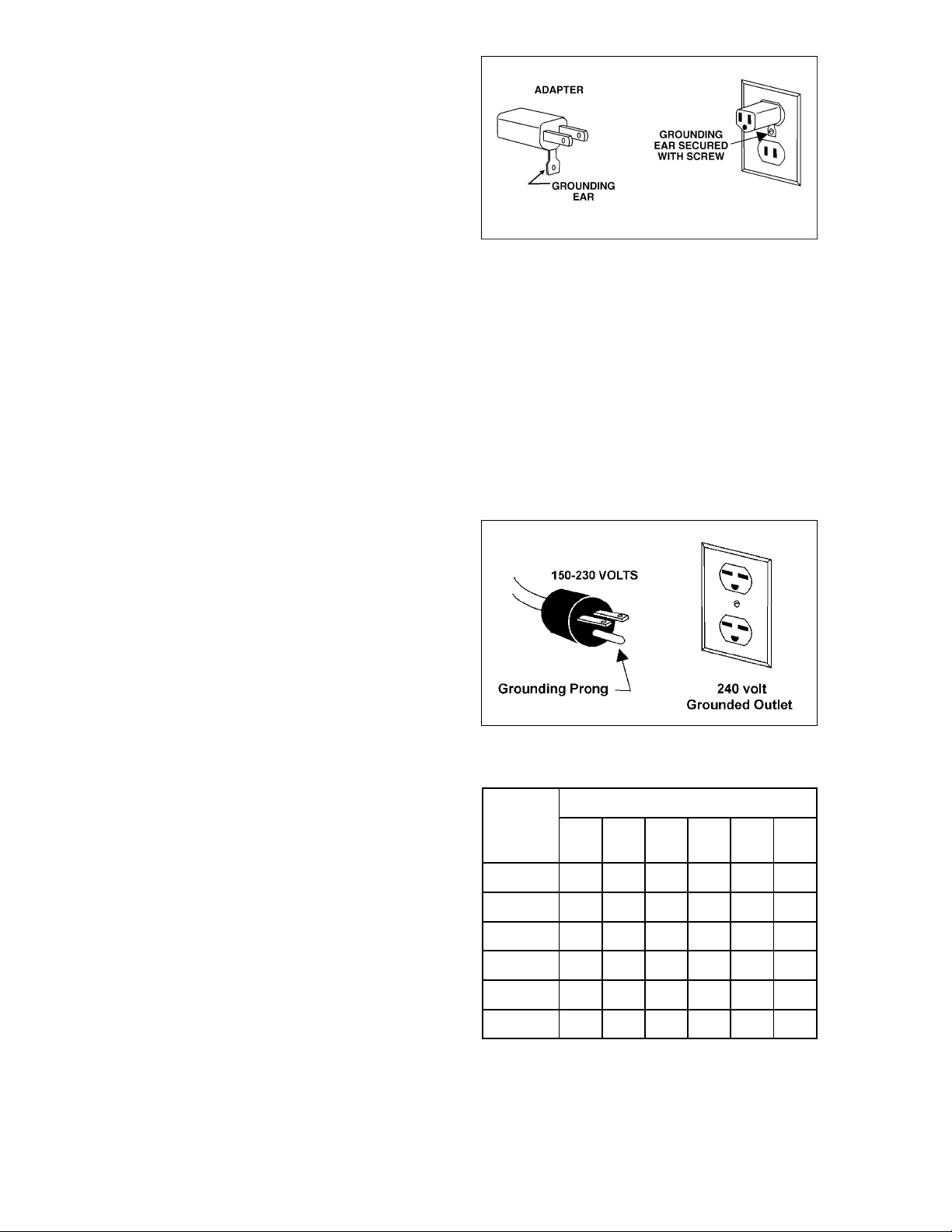
A temporary adapter, which looks like the
adapter illustrated in Figure 7, may be used to
connect this plug to a two-pole receptacle as
shown, if a properly grounded outlet is not
immediately available. The temporary adapter
should only be used until a properly
grounded outlet can be installed by a
qualified el ectrician.
The green colored rigid ear, lug or tab,
extending f rom the adapter must be connec ted
to a permanent ground such as a properly
grounded outlet box , as shown in F igure 7.
Make sure the voltage of your power supply
matches the specif ications on the m otor plate of
the Band Saw.
Conversion to 220 Volt
If 220 volt, single phase operation is desired, the
following inst r uc tions must be followed:
Figure 7
1. Disconnect machine from power source.
2. Open the electrical box and change the
position of the fuse from the 115V slot to the
220V slot. An el ectrical drawing is included
inside the elect rical box, and is also shown
on page 31 of this manual.
3. The 115V attachm ent pl ug suppli ed with t he
band saw must be repl aced with a UL-li sted
plug suitable for 220 volt operation. The
band saw must comply with all local and
national codes after the 220 volt plug is
install ed. The band saw with a 220 volt plug
should only be connected to an outlet
having the same configuration (Figure 8).
No adapter is available or should be used
with the 220 volt plug.
Extens ion cords
If an extension cord is necessary, make sure the
cord rating i s suitable for the am perage listed on
the machine’s motor plate. An undersize cord
will cause a drop in line voltage resulting in loss
of power and ov erheating. Use only three wire
extension cords that have three-prong
grounding plugs and three- pole recept acles that
accept the machi ne’s pl ug.
Use the chart in Fi gure 9 as a general guide in
choosing the cor rect size cord. If in doubt, use
the next heavi er gauge. The small er the gauge
number, the heavier the cord.
Figure 8
Recomm end ed Ga ug es (A WG ) of Exte nsion Co rd s
Extension Cord Length *
25
50
75
100
150
Amps
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*based on li miting th e lin e voltag e drop to 5V at 150% of th e
rated amp eres.
NR: Not Recommended.
feet
feet
feet
feet
feet
200
feet
Figure 9
10
Page 11

Adjustments
Vise
There are two set s of hol es in the bed to m ount
the right jaw. T he inner hole and slot (A, Figure
10) are used for mit er cuts. The outer hole and
slot (B, Figure 10) are used for square, or 90°
cuts. Figure 10 shows the v ise l ocated in the “A ”
position for miter cuts.
Use only position “A” for miter cuts. If the “A”
position is used for square cuts, it leav es more
blade exposed to the right of the jaw.
Squaring Vise to Blade
1. To set up f or square cutti ng, move the right
jaw to “B” position (Figure 10). Place a
machinist’s square on the bed against the
blade and the right vise jaw. The square
should lie along t he entire length of the jaw
and blade without a gap.
2. If adjustment is necessary, slightly loosen
the front screw on the ri ght jaw. Loosen the
hex nut at the center of the right jaw and
adjust jaw so the square li nes up properly.
Figure 10
(fixed jaw shown in “A” posit ion for mitering)
3. Re-tighten the hex nut and the front screw.
4. Loosen t he handle (C, Figure 10) on the left
jaw. Move t he left jaw until it c ontacts flush
with the right jaw.
5. Tight en the handl e (C, Figure 10) . The vi se
is now set for square cuts.
Positioning the Vise
Keep hands away from bl ade
while adjusting the vise.
1. The workpiece is placed against the fixed
jaw, which has already been squared (see
“Squaring Vise to Blade”), or has been
locked at the appropriate angl e (see “Miter
Cuts”).
2. The v ise has a quick-release featur e which
allows fast positioning of the movable jaw
against the workpiece and then a final
tightening with the handle. Lift up on the
quick release lever (D, Figure 11), then
push the movable jaw by hand until it
contacts the workpi ec e.
3. Push down the quick release lever (D,
Figure 11).
4. Turn the lead screw handle (E, Figure 11)
clockwise to cont i nue the t ight eni ng process
of the movable jaw until the workpiece is
securely cl am ped.
Figure 11
11
Page 12

5. The quick release f unction c an also be used
to back off the movabl e jaw when the cut is
finished.
Miter Cuts
1. For miter cuts, move the fixed jaw to the
inner holes, or “A” position, as shown in
Figure 10.
2. Rotate the fixed jaw to the desired angle,
and tighten the cent er hex nut.
NOTE: There is an angl e scale on the back
side of the bed. This is for reference only.
Check angles with a protractor if greater
precision is needed.
3. Adjust the movable jaw in the manner
described abov e, and tight en the handle (C,
Figure 10).
Setting Downfeed Rate
The downfeed rat e of the blade is i mportant to
band saw performance. Excessive pressure of
blade against the workpiece may break the
blade or stall the saw. In contrast, insufficient
pressure rapidl y dulls the blade.
Turn the valve lever (Figure 12)
countercloc kwise to l ower the bo w. The rat e of
downfeed is cont rolled by the dial setting (Figure
12).
Blade Tension
Blade tension has been set at t he fact ory. W hen
installing a new blade, use the tension handle
(Figure 13) to adjust blade tension (cl ockwise to
tighten). Tension is set properly when the
indicator moves into the “green” area on the
scale.
Figure 12
Blade Tracking
Tracking the blade requires
that the band saw be operating while the
back cover is removed. Use extreme caution.
Blade tracking has been tested at the factory.
Adjustment i s rarely required when the blade i s
used properly and if the blade is correctly
welded. If a tracking problem should occur,
adjust the machine as follows:
1. Raise the bow to i ts highest positi on. Make
sure the hydraulic cylinder valve is closed
so the bow remains in place.
2. The blade should be properly tensioned.
NOTE: Keep proper tension on t he blade at
all times using the blade tension adjustment .
3. Open the back wheel cov er.
Figure 13
12
Page 13

While performing the
following steps, keep the b lad e fro m rubbing
excessively on the shoulder of the wheel.
Excessive rubbing will damage the wheel
and/or the blade.
4. Start the saw. Turn the set screw (Figure
14) to tilt the idler wheel until the blade is
touching the shoulder of the idler wheel.
5. Turn the set scr ew (Figure 14) so the blade
starts to move away from the shoulder of
the wheel; then immediately turn the set
screw in the other direction so the blade
stops; then moves slowly towards the
shoulder. NOTE: This adjustment is
sensitive; do it gradually and in small
increment s all owing the wheel to r espo nd to
the changes.
Keep your fingers clear of
the blade and wheel to avoid injury.
6. Turn the set screw to stop t he shift i ng of t he
blade on the wheel as it gets closer to the
wheel shoulder. Put a six-inch length of
paper between the blade and the wheel.
See Figure 15. The paper should not be cut
as it passes between the wheel shoulder
and the blade.
Figure 14
7. Turn the set screw a small am ount. Repeat
the insertion of the paper between the wheel
shoulder and the bl ade u nti l the paper is cut
into two pieces.
NOTE: You may have to repeat the check
with the paper several times before the
blade and the shoulder cut the paper into
two pieces. Do not hurry the adjustment.
Patience and acc uracy here will pay off with
better, more accurate, quieter cutting and
longer machine and blade life.
8. When the paper is cut, back off the set
screw slightl y. This assure s that t he bl ade is
not touching the shoul der of the wheel.
IMPORTANT: If the blade is al lowed to run
against the shoulder of the wheel, it will
wear off the shoulder.
Setting Blade Speed
Rotate the dial (see Figure 16) to the desired
setting – 135, 197 or 256 feet per minute.
Figure 15
Do not change blade speed
during a cutting operation.
Figure 16
13
Page 14

Material c hips or shavings are the best i ndicator
of proper bl ade speed and downfeed rate. The
ideal chi p is thin, tightl y curled and warm to the
touch. Chips that range from golden brown to
black indicate excessive force. Blue chips
indicate extreme heat from too high a blade
speed, which will shorten blade life. Thin or
powdered chips indicate insufficient downfeed
rate.
Blade Guides
Loosen the handle (Figure 17) and slide the
guide assembly as close to the workpiece as
possible. This will prevent excessive exposure
of the blade during operation.
[NOTE: The handl e (Figure 17) can be adj usted
out of the way. Lift up on the handle and rotate it
on the pin. Release the handle, making sure it
seats itself proper ly on the pin.]
The guide bearings and carbide guide blocks
come pre-adj usted from the fact ory, but should
be inspected frequently and adj ustments made
as needed. For most efficient operation and
maximum accuracy, provide 0.001” clearance
between the blade a nd the gui de bearings. The
bearings will still turn freely with this clearance.
If the clearanc e i s incorr ect, the blade may track
off the drive wheel.
1. Disconnect machine from power source.
Figure 17
2. Loosen t he two socket head cap screws (A,
Figure 18) and move the guide seat (B,
Figure 18) up or down unt i l t he gui de bloc ks
(D, Figure 18) are positioned adequately
across the width of the blade.
3. Loosen the socket head cap screws (C,
Figure 18) on the carbide guide blocks (D,
Figure 18) and shi ft both guide bloc ks until
they place a light pressure on the blade. Retighten the socket head cap screws (C,
Figure 18).
4. The outer guide bearing (E, Figure 18) is
mounted to an eccentric bushing and is
adjustable. Loosen the hex nut (F, Figure
18) and rotate the bearing shaft (G, Figure
18) with a wrench until the bearing (E,
Figure 18) clears the blade by
approxim ately .001” . Do not pinch the blade.
5. Re-tighten hex nut (F, Figure 18).
6. Repeat these steps for the other blade
guide assembly.
Figure 18
14
Page 15

Blade Replacement
A general-use variable-tooth blade is provided
with this metal cutting band saw. Additional
blades can be used and are av ail able from y our
JET distri butor.
The choice of blade pitch is governed by the
thickness of the work to be cut: the thinner the
workpiece, the m ore teeth advised. A minimum
of 3 teeth should engage the workpiece at all
times. If t he teeth of the blade are so far apart
that they straddle the work, severe damage to
the workpiece and to the blade can result.
1. Disconnect machine from power source.
2. Loosen the handle (Figure 17) and move
the blade guides away from the wheel, as
shown in Figure 19.
3. Raise the bow, making sure the hydraulic
cylinder is closed so the bow will remain
stationary.
4. Open t he back cover, by looseni ng the two
knobs and the four screws on the brackets.
5. Loosen tension on the blade.
Figure 19
6. Rem ove the bl ade from bet ween the guides
and from around the wheels. (Use gloves
when handling sharp bl ades!).
7. Install new blade on wheels, making sure
the teeth point downward in the proper
cutting dir ection. See Fi gure 20; also noti ce
the blade dir ection arrow on the f ront of the
bow.
8. Increase blade tension just enough to hold
the blade on the wheels. M ake sure back of
blade rests lightly against the shoulder of
both wheels.
9. Twist blade sli ghtly to allow it to slip i nto the
guides.
10. T he blade should be t ensioned and t racked
properly before use. See “Blade Tension”
and “Blade Tracking” above.
Bow Stop
The stop screw (Fi gure 21) cont rol s the dept h of
fall of t he bow to prevent the bl ade from hitti ng
the bed casting. T he stop scre w has been set at
the factory. If future adjustment is needed,
loosen the hex nut and rotate the screw, then retighten the hex nut.
Figure 20
Figure 21
15
Page 16

Operation
Figure 22 shows the contr ol panel functions.
The Emergency Stop shuts do wn all f unctions
on the band saw. The machine will not start if
the emergency stop is still engaged. T o start the
machine, twist t he emergency stop butt on until it
pops back out.
IMPORTANT: When cutting magnesium, never
use soluble oils or em ulsions (oil-water mix) as
water will greatly intensify any accidental
magnesium chi p fi re. S ee your i ndustri al cool ant
supplier for specific coolant recommendations
when cutting magnesium .
General Operating Procedure:
1. Give machine an overall inspection. Verify
that all guards, cov ers, etc. are in plac e and
in working order, the blade is tensioned
properly and t he toot h dir ection m atches the
arrow on the bow. Check that the blade
guides are set correctly, and also the wire
brush.
2. Place workpiece in vise and tighten vise.
The workpiece should be fitted directly
between the jaws without adding other
objects.
Figure 22
When the workpiece to be cut is a profiled
section, fl at piece or special shape, refer to
the examples sho wn in Figur e 23 for pr oper
clamping positions. The top row shows
acceptable clamping positions, the bottom
row sho w s unacceptabl e posit ions.
If the thic k ness of the profil ed sect ion is ver y
thin, a piece which duplicates the profile
should be fitted inside the workpiece itself,
to prevent the workpiece being crushed
between the jaws.
Never hold a workpiece by
hand when cu tting it – th e workp iece should
be firmly secured in the vise. Do not reach
into the cutting area during cutting
operations.
3. Rotat e the speed di al to t he desired sett ing.
Do not rotate the speed dial during a
cutting operati on .
4. Set a suitable downfeed rate for that
operation on the cylinder dial.
5. Push the start button to start the blade
circulating.
6. Turn on the coolant flow.
Figure 23
16
Page 17

7. Open t he valve on the hydrauli c cylinder to
allow the bow to desce nd in a gradual and
controlled manner.
8. The m achine will shut off at the completi on
of the cut. Turn off the coolant flow, and
remove the workpiec e.
9. Return the bow to vertical position for the
next c u t.
Maintenance
Before doing maintenance
on the machine, disconnect it from the
electrical supply by pulling out the plug or
switching off the main switch. Failure to
comply may cause serious inj ury.
Clean the band saw regularly after each day’s
work. Clear metal shavings with the provided
brush, do not use your hands. Do not use
compressed air.
To prevent corrosion of machined surfaces
when a soluble oil is used as coolant, pay
particular attention to wiping dry the surfaces
where fluid acc um ulates and does not evaporate
quickly, such as between the machi ne bed and
vise.
If the power cord is worn, cut, or damaged in
any way, have it repl ac ed immediately.
All ball bearings are perm anentl y lubri cated and
sealed. They require no further lubric ation.
Grease the vise l ead screw as needed.
Place a thin coat of oil on the bed surface on
which the vise jaw slides.
Maintain coolant level. Low coolant level can
cause foaming and high blade temperatures.
Replace dirt y coolant; dirty or weak coolant can
clog the pump, cause crooked cuts, a low
cutting rate and/or permanent blade damage. To
fill the tank, remove the filter cup and pour
coolant i nto the hol e. A “Hi/Lo” mark on t he tank
indicates proper level (see Figure 5).
Maintain oil lev el in the gear box, using SAE No.
10. To check level of the gear box oil, place bow
in down posit ion so that oil drains do wn. Check
level in sight glass on side of gear casing.
Correct level is the dot i n t he mi ddl e of t he si ght
glass. Figure 24 shows the locations of the fill
hole, sight gl ass and drain plug for the gear box.
Completely drai n and refill the gear box oil once
a year.
Figure 24
17
Page 18

Troubleshooting
Trouble Probable Cause Remedy
Motor will not start.
Overload trips
frequently.
Band Saw vibrates
excessively.
Miter cuts not
accurate.
No incoming power. Check plug connection.
Blown electri c al panel fuses. Replace fuses.
Thermal overload has tripped.
Defectiv e motor, switc h, power cable,
or plug.
Motor is overheating. Check that motor air intakes are clear.
Downfeed rate too f ast. Reduce downfeed rat e.
Motor is faul ty .
Base on uneven surfac e. Adjust base for even support.
Saw blade has cracks. Replace blade immediately.
Too heavy a cut.
Setting of the miter stops is not
correct.
Wait several minutes for overload to
reset itself.
Qualified electrician/service personnel
should inspect these i tems.
Motor should be i nspect ed by
qualified elec trician/service personnel.
Reduce downfeed rat e and bl ade
speed.
Loosen the screws and adjust the
stops to correct positions. Use an
adjustable square or protractor t o
check angle setti ngs.
Cuts not square.
Finished surfac e of
workpiece is rough,
unsatisfactory.
Blade is worn, cutting crooked. Replace blade.
Feed pressure too great . Decrease feed pressure.
90° angle stop is not set c orrec tly.
Incorrect blade toothing in relation t o
workpiece.
Blade is worn, cutting crooked. Replace blade.
Incorrect adjustment of bearing
guides and guide assembly.
Workpiec e inc or r ectly posi tioned in
vise.
Poor blade tension. Check and correct if needed.
Blade is dull. Replace blade.
Improper bl ade for cutting operation.
Downfeed rate too f ast. Reduce downfeed rat e.
Blade tension too low. Increase blade tensi on.
Adjust stop until bl ade is square with
vise.
Check Machinist’s Handbook for
recommended blade type.
Re-adjust these. See page 14.
Check positi oning and clamping in the
vise.
Check Machinist’s Handbook for
blade recommendations.
18
Page 19

Trouble Probable Cause Remedy
Excessive blade
breakage.
Premature Blade
Dulling.
Incorrect blade tension. Adjust accordingly ( see page 12).
Incorrect blade speed or downf eed
rate.
Workpiec e loose i n vi se. Clamp workpiece securely.
Blade rubs on wheel shoulder. Adjust blade trac ki ng.
Teeth too coarse for material.
Teeth in contact with workpiece
before saw is started.
Blade guides are misal igned. Adjust as needed. See page 14.
Blade too thick f or wheel diameter. Use thinner blade.
Cracking at weld; poor annealing of
blade.
Teeth too coarse. Use finer tooth blade.
Blade speed too fast. Reduce speed.
Inadequate downf eed r ate. Adjust cylinder dial setting as needed.
Adjust acccordingly.
Use appropriate bl ade for material
being cut.
Start motor before blade contacts
workpiece.
Replace blade.
Scale: Reduce speed and incr ease
Hard spots or scale on mat eri al.
Work hardeni ng of material
(especially stainless steel)
Blade installed backwards.
Insuffici ent blade tension. Adjust as needed.
downfeed rate. Hard S pots: Increase
downfeed rate.
Increase downfeed r ate.
Remove blade, twist inside-out and
re-install.
Replacement Parts
Replacement part s are li sted on the f ollowing page s. To order par ts or reac h our servi ce depar tment, call
1-800-274-6848 between 7:30 a.m. and 6:00 p.m. (CST), Monday through Friday. Having the Model
Number and Serial Number of your machine available when you cal l will allow us to serv e y ou quickly and
accurately.
19
Page 20

Base Assembly
20
Page 21

Bow Assembly
202
21
Page 22

Parts List: HBS-814GH Band Saw
Index No. Part No. Description Size Qty
1...............HBS814GH-001.............Base............................................................ ...................................1
2...............HBS814GH-002.............Stand Complete Assembly........................... ...................................1
2-1............HBS814GH-002-1..........Coolant Pan................................................ ...................................1
2-2............HBS814GH-002-2..........Leg (Right) .................................................. ...................................1
2-3............HBS814GH-002-3..........Leg (Left)..................................................... ...................................1
2-4............HBS814GH-002-4..........Panel........................................................... ...................................1
3...............HBS814GH-003.............Vise Jaw Bracket (Front).............................. ...................................1
4...............HBS814GH-4.................Washer........................................................10 x 25 x 2..................2
5...............HBS814GH-005.............Carriage Bolt ............................................... 1/2"-12 x 2”.................1
6...............TS-0209071...................Socket Head Cap Screw.............................. 3/8"-16 x 1-1/2" L.........1
7...............6290483.........................Hex Nut....................................................... 1/2”-12........................1
8...............HBS814GH-063.............Washer........................................................12 x 28 x 2..................2
9...............HBS814GH-009.............Hex Cap Scre w........................................... 1/2"-12 x 2"L...............1
10.............HBS814GH-010.............Vise Jaw Bracket (Rear).............................. ...................................1
11.............HBS814GH-011.............Miter Clamp Bolt.......................................... ...................................1
13.............HBS814GH-013.............Handle......................................................... ...................................1
14.............HBS814GH-014.............Crank.......................................................... ...................................1
15.............HBS814GH-015.............Washer........................................................ 12 x 23 x 2..................1
16.............HBS814GH-016.............Thrust Flange.............................................. ...................................1
17.............TS-0267051...................Socket Set Screw........................................ 1/4"-20 x 1/2"L............1
18.............HBS814GH-018.............Acme Nut.................................................... ..................................1
19.............HBS814GH-019.............Acme Screw................................................ ...................................1
20.............HBS814GH-020.............Pin...............................................................5 x 34L.......................2
21.............HBS814GH-021.............Vise Cam .................................................... ...................................1
22.............TS-0051021...................Hex Cap Scre w........................................... 5/16"-18 x 5/8"L..........2
23.............HBS814GH-023.............Washer........................................................ 8 x 25 x 3....................2
24.............HBS814GH-024.............Shipping Bracket......................................... ...................................1
25.............TS-0060081...................Hex Cap Scre w........................................... 3/8"-16 x 1-3/4 "...........1
26.............TS-0060091...................Hex Cap Scre w........................................... 3/8"-16 x 2".................1
27.............HBS814GH-285.............Washer........................................................ 10 x 20 x 2..................1
28.............TS-0561031...................Hex Nut....................................................... 3/8”-16........................2
29.............HBS814GH-029.............Knob........................................................... ...................................1
30.............HBS814GH-030.............Shaft........................................................... ...................................1
37.............HBS814GH-037.............Fiber washer ............................................... ...................................8
40.............HBS814GH-040.............Cover .......................................................... ...................................1
41.............TS-081C022...................Phillips Pan Head Machine Screw ............... #10-24 x 3/8"L ............2
50.............HBS814GH-050.............Stop Block................................................... ...................................1
51.............HBS814GH-051.............Thumb Screw.............................................. ...................................1
52.............HBS814GH-052.............Stock Stop Rod........................................... ...................................1
53.............TS-0051031...................Hex Cap Scre w........................................... 5/16"-18 x 3/4"L..........1
54.............TS-0267061...................Socket Set Screw........................................ 1/4"-20 x 5/8"L............1
55.............HBS814GH-055.............Cylinder Lower Support............................... ...................................1
56.............TS-0060061...................Hex Cap Scre w........................................... 3/8"-16 x 1-1/4 "L.........2
57.............HBS814GH-285.............Washer........................................................ 10 x 20 x 2..................2
58.............HBS814GH-058.............Bearing........................................................ ...................................1
59.............HBS814GH-059.............Washer........................................................ ...................................1
60.............HBS814GH-060.............Spring.......................................................... ...................................1
61.............HBS814GH-061.............Pivot Shaft................................................... ...................................1
62.............HBS814GH-062.............Bushing....................................................... ...................................1
63.............HBS814GH-063.............Washer........................................................ 12 x 28 x 2..................2
64.............6290483.........................Hex Nut....................................................... 1/2"-12........................2
69.............HBS814GH-069.............Bracket........................................................ ...................................1
70.............TS-0060031...................Hex Cap Scre w........................................... 3/8"-16 x 3/4"L............1
71.............HBS814GH-071.............Washer........................................................ 10 x 25 x 3..................1
76.............HBS814GH-076.............Screen......................................................... ...................................1
77.............TS-0050011...................Hex Cap Scre w........................................... 1/4"-20 x 1/2"L............1
81.............TS-081C022...................Phillips Pan Head Machine Screw ............... #10-24 x 3/8"L ............2
22
Page 23

82.............TS-069204.....................Flat Washer................................................. #10.............................2
83.............HBS814GH-083.............Scale........................................................... ...................................1
84.............HBS814GH-084.............Spring.......................................................... ...................................1
85.............HBS814GH-085.............Spring Adjusting Screw................................ ...................................1
86.............TS-0051031...................Hex Cap Scre w........................................... 5/16"-18 x 3/4"L..........1
87.............HBS814GH-087.............Washer........................................................ 8 x 23 x 2....................1
88.............HBS814GH-088.............Spring Handle Bracket................................. ...................................1
89.............HBS814GH-092.............Washer........................................................ 10 x 23 x 2..................1
90.............TS-0561031...................Hex Nut....................................................... 3/8-16.........................1
92.............HBS814GH-092.............Washer........................................................ 10 x 23 x 2..................3
93.............TS-0209061...................Socket Head Cap Screw.............................. 3/8"-16 x 1-1/4"L.........3
96.............HBS814GH-096.............Rear Pivot Bracket....................................... ...................................1
98.............TS-0267051...................Socket Set Screw........................................ 1/4"-20 x 1/2"L............1
99.............HBS814GH-099.............Cylinder Upper Support............................... ...................................1
100...........HBS814GH-100 .............Shaft .......................................................... ...................................1
101...........TS-0060051...................Hex Cap Scr e w........................................... 3/8"-16 x 1"L...............2
102...........HBS814GH-4.................Washer........................................................10 x 25 x 2..................2
103...........HBS814GH-103 .............Cylinder Complete Set ................................. ...................................1
105...........HBS814GH-105 .............Cross Round Head Screw ........................... 1/4"-20 x 5/8"L............4
106...........HBS814GH-106 .............Washer........................................................6.3 x 19 x 1.5..............4
107...........HBS814GH-107 .............Pump..................................................1/8HP,110/220V, 1PH............1
108...........HBS814GH-108 .............Close Nipple................................................ 3/8"PT........................1
109...........HBS814GH-109 .............Hos e ........................................................... OD12 x ID8 x 2000.....1
110...........HBS814GH-110 .............Hose Clip .................................................... 5/8".............................3
111...........TS-081C022...................Phillips Pan Head Machine Screw ............... #10-24 x 3/8"L ............3
113...........HBS814GH-092 .............Washer........................................................10 x 23 x 2..................2
114...........TS-0209031...................Socket Head Cap Screw.............................. 3/8"-16 x 3/4"L............2
118...........HBS814GH-118 .............Hos e ........................................................... OD16 x ID1 3 x 260.....1
119...........HBS814GH-119 .............Coolant Tank............................................... ...................................1
126...........HBS814GH-126 .............Washer........................................................5/8" x 40 x 3"..............4
127...........HBS814GH-127 .............Wheel.......................................................... ...................................2
128...........5519932.........................Cotter Pin.................................................... 3 x 25L.......................2
129...........HBS814GH-129 .............Wheel Rod.................................................. ...................................1
133...........6290483.........................Hex Nut....................................................... 1/”2-12........................2
134...........HBS814GH-134 .............Coaster of Stand ......................................... 1/2".............................2
137...........TS-0680041...................Washer........................................................ 3/8".............................8
138...........TS-0060051...................Hex Cap Scr e w........................................... 3/8"-16 x 1"L...............8
139...........HBS814GH-139 .............Handle......................................................... ...................................1
140...........HBS814GH-140 .............Flat Cross Head Screw................................ M5-0.8 x 12L...............1
141...........TS-1523051...................Socket Set Screw........................................ M6-1 x 15L .................4
142...........HBS814GH-142 .............Door Clip Lower........................................... ...................................2
143...........HBS814GH-143 .............Washer........................................................6.3 x 16 x 1.5..............4
144...........TS-0050011...................Hex Cap Scr e w........................................... 1/4"-20 x 1/2"L............4
146...........HBS814GH-146 .............Body Frame................................................. ...................................1
147...........TS-0720091...................Lock Was h e r............................................... 3/8".............................4
148...........TS-0060061...................Hex Cap Scr e w........................................... 3/8"-16 x 1-1/4" L.........4
152...........HBS814GH-152 .............Upper Bracket hold down............................. ...................................1
153...........HBS814GH-285 .............Washer........................................................10 x 20 x 2..................2
154...........TS-0060051...................Hex Cap Scr e w........................................... 3/8"-16 x 1".................2
155...........HBS814GH-155 .............Blade.............................................0.032" x 3/4" x 2464L x 5-8T" ......1
156...........HBS814GH-156 .............Drive Wheel................................................. ...................................1
157...........TS-0267051...................Socket Set Screw........................................ 1/4"-20 x 1/2"L ............1
158...........5519933.........................C-Retainer Ring........................................... S25.............................1
159...........HBS814GH-159 .............Blade Back Cover........................................ ...................................1
160...........HBS814GH-143 .............Washer........................................................6.3 x 16 x 1.5..............4
161...........HBS814GH-161 .............Knob........................................................... ...................................4
163...........HBS814GH-163 .............Clamp Block Guide Arm.............................. ...................................1
164...........TS-1550071...................Flat Washe r................................................. M10............................1
165...........HBS814GH-165 .............Grip............................................................. M10-1.5 x 52L.............1
166...........HBS814GH-166 .............Idler Wheel Assembly.................................. ...................................1
166-1........HBS814GH-166-1..........Idler Wheel.................................................. ...................................1
23
Page 24

166-2........HBS814GH-166-2..........Bearing Cover............................................. ...................................1
166-3........HBS814GH-211 .............Washer........................................................8 x 18 x 1.5.................1
166-4........TS-0051031 ...................Hex Cap Screw........................................... 5/16"-18 x 3/4"L..........1
166-5........HBS814GH-166-5..........Phillips Flat Head Screw.............................. #10-24 x 3/8"L ............3
166-6........HBS814GH-166-6..........Bushing....................................................... ...................................1
166-8........BB-6202ZZ.....................Bearing........................................................6202ZZ.......................2
166-9........HBS814GH-166-9..........Bushing....................................................... ...................................1
173...........HBS814GH-173 .............Shaft Assembly........................................... ...................................1
173-1........HBS814GH-173-1..........Sliding Plate Draw Block.............................. ...................................1
173-2........HBS814GH-173-2..........Blade Wheel Shaft....................................... ...................................1
173-3........HBS814GH-173-3..........Pin...............................................................4 x 22L .......................1
174...........HBS814GH-174 .............Control Box Assembly................................. ...................................1
174-1........HBS814GH-174-1..........Control Box ................................................. ...................................1
174-2........HBS814GH-174-2..........Control Plate ............................................... ...................................1
174-3........HBS814GH-174-3..........Label f or Name Plate................................... ...................................1
174-4........TS-1533042 ...................Phillips Pan Head Machine Screw ............... M5-0.8P*12L............... 4
174-5........TS-1550041 ...................Flat Washer................................................. M6..............................2
174-6........TS-1482031 ...................Hex Cap Screw........................................... M6-1.0 x 15L ...............2
175...........TS-0561031...................Hex Nut....................................................... 3/8-16.........................1
176...........HBS814GH-176 .............Sliding P la te................................................ ...................................2
177...........HBS814GH-177 .............Blade Tension Slide Block ........................... ...................................1
178...........TS-0270071...................Socket Set Screw........................................ 5/16"-18 x 3/4"L..........1
179...........TS-0051071...................Hex Cap Scr e w........................................... 5/16"-18 x 1-1/2" L.......2
180...........HBS814GH-180 .............Washer........................................................8 x 12 x 2....................2
181...........TS-0051031...................Hex Cap Screw........................................... 5/16"-18 × 3/4"L..........4
182...........TS-0720081...................Lock Washer............................................... 5/16"...........................4
186...........HBS814GH-200 .............Phillips Pan Head Machine Screw ............... 1/4"-20 x 3/8"L............1
187...........HBS814GH-187 .............Blade Guard................................................ ...................................1
190...........HBS814GH-190 .............Blade Guide Assembly ................................ ...................................1
190-1........HBS814GH-190-1..........Blade Guide ................................................ ...................................1
190-2........HBS814GH-190-2..........Adjustable Bracket (Front)........................... ...................................1
190-3........HBS814GH-211 .............Washer........................................................8 x 18 x 1.5.................2
190-4........TS-0720081 ...................Lock Washe r............................................... 5/16"...........................2
190-5........TS-0208071 ...................Socket Head Cap Screw.............................. 5/16"-1 8 x 1-1/4 ” L.......2
190-6........TS-1523031 ...................Socket Set Screw........................................ M6-1P*10L .................2
190-7........TS-1503041 ...................Socket Head Cap Screw.............................. M6-1 x 15L.................2
190-8........TS-1540071 ...................Hex Nut ....................................................... M10-1.5 x P1..............2
190-9........TS-2361101 ...................Lock Washe r............................................... M10............................2
190-10......HBS814GH-190-10 ........Carbide Guide............................................. ...................................2
190-11......TS-0207041...................Socket Head Cap Screw.............................. 1/4"-20 x 3/4"L............2
190-12......HBS814GH-190-12 ........Top Guide Left............................................. ...................................1
190-13......TS-1503021...................Socket Head Cap Screw.............................. M6-1 x 10...................1
191...........HBS814GH-191 .............Eccentric shaft Assembly............................. ...................................2
191-1........HBS814GH-191-1..........Eccentric shaft............................................. ...................................2
191-2........BB-608ZZ ......................Bearing........................................................608ZZ.........................2
191-3........5515607.........................C-Retaining Ring......................................... S10.............................2
192...........HBS814GH-192 .............Bearing Shaft Assembly.............................. ...................................2
192-1........HBS814GH-192-1..........Bearing Shaft............................................... ...................................2
192-2........BB-608ZZ ......................Bearing........................................................608ZZ.........................2
192-3........5515607.........................C-Retaining Ring......................................... S10.............................2
198...........HBS814GH-198 .............Brush Assembly.......................................... ...................................1
198-1........HBS814GH-198-1..........Brush Support............................................. ...................................1
198-2........HBS814GH-198-2..........Brush .......................................................... ...................................1
198-3........HBS814GH-198-3..........Bushing....................................................... ...................................1
198-4........HBS814GH-285 .............Washer........................................................10 x 20 x 2..................1
198-5........TS-1523031 ...................Socket Set Screw........................................ M6-1 x 10L.................1
198-6........HBS814GH-198-6..........Bushing....................................................... ...................................1
200...........HBS814GH-200 .............Phillips Pan Head Machine Screw ............... 1/4"-20 x 3/8"L............2
201...........TS-0680021...................Flat Washe r................................................. 1/4".............................2
202...........HBS814GH-202 .............Blade Guide Assembly ................................ ...................................1
202-1........HBS814GH-202-1..........Blade Adjustabl e ......................................... ...................................1
24
Page 25

202-5........TS-1540071 ...................Hex Nut ....................................................... M10-1.5 x P1..............2
202-6........TS-2361101 ...................Lock Washe r............................................... M10............................2
202-13......HBS814GH-202-13 ........Carbide Guide............................................. ...................................2
202-14......TS-0207041...................Socket Head Cap Screw.............................. 1/4"-20 x 3/4"L............2
202-15......HBS814GH-202-15 ........Top Guide Right.......................................... ...................................1
211...........HBS814GH-211 .............Washer........................................................8 x 18 x 1.5.................2
212...........TS-0720081...................Lock Was h e r............................................... 5/16"...........................2
213...........TS-0208121...................Socket Head Cap Screw.............................. 5/16"-18 x 2-1/2"L.......2
231...........HBS814GH-231 .............Handle Body................................................ ...................................1
232...........HBS814GH-232 .............Blade Tension Bar....................................... ...................................1
233...........HBS814GH-233 .............Knob........................................................... ...................................2
234...........HBS814GH-234 .............Indicator plate.............................................. ...................................1
235...........HBS814GH-235 .............Thrust Rearing............................................. 10 x 25 x 2..................2
238...........HBS814GH-238 .............Sleeve......................................................... ...................................1
239...........HBS814GH-239 .............Spring.......................................................... 23 x 12.2 x 1.5t...........8
240...........HBS814GH-240 .............Scale........................................................... ...................................1
241...........HBS814GH-241 .............Rivet............................................................Ø2 x 6.........................2
249...........HBS814GH-249 .............Spring.......................................................... ...................................1
271A.........HBS814GH-271A...........Electrical Control Box ................................. ...................................1
272...........HBS814GH-272 .............Cable Clamp ............................................... ...................................2
281...........TS-081F052...................Pan Head Phillips Screw.............................. 1/4"-20 x 3/4"L............8
282...........HBS814GH-143 .............Washer........................................................6.3 x 16 x 1.5............16
283...........TS-0570011...................Hex Nut....................................................... 1/4-20.........................8
284...........TS-0060051...................Hex Cap Scr e w........................................... 3/8"-16 x 1"L...............8
285...........HBS814GH-285 .............Washer........................................................10 x 20 x 2................16
286...........TS-0561031...................Hex Nut....................................................... 3/8-16.........................8
287...........HBS814GH-287 .............Valve Assembly........................................... ...................................1
287-1........HBS814GH-287-1..........Micro Control Block ..................................... PT1/8" x 1/4"............... 1
287-2........HBS814GH-287-2..........Valve........................................................... PT1/8" x 1/8"...............1
287-3........HBS814GH-287-3..........Jet Pipe ....................................................... ...................................1
287-4........HBS814GH-287-4..........O-Ring.........................................................8 x 4.5 x 1.9................1
290...........HBS814GH-105 .............Cross Socket Head Screw........................... 1/4"-20 x 5/8"L............2
291...........HBS814GH-143 .............Washer........................................................6.3 x 16 x 1.5..............2
292...........HBS814GH-292 .............Support Plate............................................... ...................................1
400...........HBS814GH-400 .............Limit Pla te................................................... ...................................1
401...........HBS814GH-143 .............Washer........................................................6 x 16 x 1.5mm...........2
402...........TS-0207031...................Socket Head Cap Screw.............................. 1/4”-20 x 5/8”..............2
403...........TS-0570011...................Nut.............................................................. 1/4”.............................1
404...........TS-0208071...................Socket Head Cap Screw.............................. 5/16”-18 x 1-1/4”.........1
405...........HBS814GH-405 .............Bracket ........................................................ ...................................1
406...........TS-1550041...................Washer........................................................ M6..............................2
407...........TS-133032.....................Pan Head Phillips Screw.............................. M5-0.8 x 10 ................2
408...........HBS814GH-408 .............Limit Sw itch................................................. ...................................1
409...........TS-1550021...................Washer........................................................ M4..............................2
410...........HBS814GH-410 .............Pan Head Phillips Screw..............................M4-0.4 x 30L...............2
800...........HBS814GH-800 .............Gear Box Assembly..................................... ...................................1
801...........HBS814GH-801 .............Key..............................................................6 x 6 x 40L..................1
802...........HBS814GH-802 .............Motor.................................................1HP, 110/220V, 60HZ,1P H......1
803...........TS-1505041...................Socket Head Cap Screw.............................. M10-1.5 x 30L.............4
804...........TS-2361101...................Lock Was h e r............................................... M10............................4
25
Page 26

Gear Box Assembly
26
Page 27

Parts List: Gear Box Assembly
Index No. Part No . Description Size Qty
..................HBS814GH-800............Gear Box Assembly..................................... ...................................1
800-1.........HBS814GH-800-1.........Gear Box Enclosure .................................... ...................................1
800-2.........HBS814GH-800-2.........Gear Box Cover........................................... ...................................1
800-3.........HBS814GH-800-3.........Speed-Changing Gear S haft ....................... ...................................1
800-4.........HBS814GH-800-4.........Speed Lever................................................ ...................................1
800-5.........HBS814GH-800-5.........Spring.......................................................... ...................................1
800-6.........SB-8MM........................Steel Bal l..................................................... 8.................................1
800-7.........HBS814GH-800-7......... Speed Indicator Dial ................................... ...................................1
800-8.........TS-1502071..................Socket Head Cap Screw.............................. M5-0.8 x 28L...............1
800-9.........HBS814GH-800-9.........Worm Sha ft................................................. ...................................1
800-10.......HBS814GH-800-10.......Speed-Changing Rod .................................. ...................................1
800-11.......HBS814GH-800-11.......Speed-Changing Key................................... ...................................1
800-12.......HBS814GH-800-12.......Torsion Spring............................................. ...................................1
800-13.......HBS814GH-800-13.......Pin...............................................................3 x 10L .......................2
800-14.......HBS814GH-800-14.......Gear............................................................ ...................................1
800-15.......HBS814GH-800-15.......Gear............................................................ ...................................1
800-16.......HBS814GH-800-16.......Gear............................................................ ...................................1
800-17.......HBS814GH-800-17.......Washer........................................................ ...................................4
800-18.......HBS814GH-800-18.......Bushing Bracket.......................................... ...................................1
800-19.......PWBS14-123................C-Retainer Ring...........................................R35............................2
800-20.......TS-1523011..................Socket Set Screw........................................ M6-1 x 6L...................2
800-21.......HBS814GH-800-29.......Bearing........................................................6003LLB.....................2
800-22.......HBS814GH-800-22.......Cover.......................................................... ...................................1
800-23.......HBS814GH-800-23.......Gear Shaft................................................... ...................................1
800-24.......HBS814GH-800-24.......Gear............................................................ ...................................1
800-25.......HBS814GH-800-25.......Gear............................................................ ...................................1
800-26.......HBS814GH-800-26.......Gear............................................................ ...................................1
800-27.......6291479........................Key.............................................................. 5 x 5 x 32L..................1
800-28.......5513018........................C-Retainer Ring...........................................S17............................. 2
800-29.......HBS814GH-800-29.......Bearing........................................................6003LLB.....................1
800-30.......HBS814GH-800-30.......Bearing........................................................6007LLB.....................1
800-31.......HBS814GH-800-31.......C-Retainer Ring...........................................R62 ............................1
800-33.......HBS814GH-800-33.......Oil Seal....................................................... 62 x 35 x 8..................1
800-37.......HBS814GH-800-37.......Drive Gear Sh aft ......................................... ...................................1
800-38.......HBS814GH-800-38.......Worm Gear.................................................. ...................................1
800-39.......5519933........................C-Retainer Ring...........................................S25............................. 2
800-40.......1020A-292....................Key..............................................................6 x 6 x 20L..................2
800-41.......HBS814GH-800-41.......Bearing........................................................60205LLB...................2
800-42.......HBS814GH-800-42.......Bearing Spacer............................................ ...................................1
800-43.......HBS814GH-800-43.......Cover.......................................................... ...................................1
800-44.......HBS814GH-800-44.......O-Ring.........................................................35 x 29 x 3..................2
800-45.......TS-1533042..................Cross Round Head Screw ........................... M5-0.8 x 13L...............3
800-46.......HBS814GH-800-46.......Plug.............................................................PT3/8"........................1
800-47.......TS-1503051..................Socket Head Cap Screw.............................. M6-1 x 20L .................4
800-48.......HBS814GH-800-48.......Vent Plug .................................................... ...................................1
800-49.......HBS814GH-800-49.......Scale........................................................... ...................................1
800-50.......HBS814GH-800-50.......Rivet............................................................2 x 4...........................2
800-51.......HBS814GH-800-51.......Bearing Cover............................................. ...................................1
800-52.......TS-1533032..................Cross Round Head Screw ........................... M5-0.8 x 10L...............3
800-53.......HBS814GH-800-53.......Gear Box Gasket......................................... ...................................1
800-54.......HBS814GH-800-54.......Plug.............................................................PT1/4"........................1
800-55.......HBS814GH-800-55.......Oil level gauge............................................. 19...............................1
800-56.......HBS814GH-800-56.......O- Ring........................................................15.8 x 2.4b..................1
800-57.......HBS814GH-800-57.......C-Retainer Ring...........................................R20 ............................1
27
Page 28

Electrical Control Box Assembly
28
Page 29

Parts List: Electrical Control Box Assembly
Index No. Part No. Description Size Qty
................. HBS814GH-271A...........Electrical Control Box Assembly.................. ...................................1
271-1........HBS814GH-271-1..........Relay........................................................... ...................................1
271-2........HBS814GH-271-2..........Magnetic Contactor ..................................... ...................................1
271-3........HBS814GH-271-3..........Push-Button Stop........................................ ...................................1
271-4........HBS814GH-271-4..........Push-Button Switch..................................... ...................................1
271-5........HBS814GH-271-5..........Selector Switch............................................ ...................................1
271-6........HBS814GH-271-6..........Emergency-Stop Switch .............................. ...................................1
271-7........HBS814GH-271-7..........Transformer................................................. ...................................1
271-8........HBS814GH-271-8..........End Clip Dinn.............................................. ...................................1
271-10......HBS814GH-271-10 ........Fuse-Base................................................... ...................................2
271-11......HBS814GH-271-11 ........Fuse-Lid...................................................... ...................................1
271-12......HBS814GH-271-12 ........Fuse............................................................ ...................................1
271-13......HBS814GH-271-13 ........Cover Electrical Enclosure........................... ...................................1
271-14......HBS814GH-271-14 ........Electrical Enclos u r e..................................... ...................................1
271-17......HBS814GH-271-17 ........Cord Grip (18/2 SJT)................................... ...................................1
271-18......HBS814GH-271-18 ........Cord Grip (14/3 SJT)................................... ...................................4
271-19......HBS814GH-271-18 ........Cord Grip (14/4 SJT)................................... ...................................3
271-20......HBS814GH-271-20 ........Mount Grill................................................... ...................................1
271-21......HBS814GH-271-21 ........Din-Rails ..................................................... ...................................1
271-22......HBS814GH-271-22 ........Auto-Reset.................................................. ...................................1
271-23......HBS814GH-271-23 ........Auto-Reset.................................................. ...................................1
271-24......HBS814GH-271-24 ........Ground strip ................................................ ...................................1
271-25......HBS814GH-271-25 ........Power Cable................................................ ...................................1
271-26......HBS814GH-271-26 ........Motor Cable................................................. ...................................1
271-27......HBS814GH-271-27 ........Limit Cable.................................................. ...................................1
271-28......HBS814GH-271-28 ........Pump Cable ................................................ ...................................1
271-29......HBS814GH-271-29 ........Control Cable.............................................. ...................................1
271-33......TS-133032.....................Phillips Pan Head Machine Screw ............... M5 × 8........................4
271-34......HBS814GH-271-34 ........Tap Screw................................................... M4 × 8......................16
271-35......TS-2284082...................Phillips Pan Head Machine Screw ...............M4 × 8 ........................5
271-36......TS-1532052...................Phillips Pan Head Machine Screw ...............M4 × 15......................4
271-37......TS-1550031...................Washer........................................................ M5..............................6
29
Page 30

Electrical Connections
30
Page 31

31
Page 32

WMH Tool Gr ou p
2420 Vantage Drive
Elgin, Illinois 60123
Phone: 800-274-6848
www.wmhtoolgroup.com
32
 Loading...
Loading...