

Page 1
This Manual is Bookmarked
Operating Instructions and Parts Manual
Drum Sander
Model 22-44 Plus
WMH TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60123 Part No. M-649003K
Ph.: 800-274-6848 Revision C 5/06
www.wmhtoolgroup.com Copyright © WMH Tool Group
shown with optional infeed-outfeed tables and open s tand
Page 2
WARRANTY AND SERVICE
WMH Tool Group, Inc., warrants every product it sells. If one of our tools needs service or repair, one of our
Authorized Service Centers located throughout the United States can give you quick service. In most cases, any of
these WMH Tool Group Authorized Service Centers can authorize warranty repair, assist you in obtaining parts, or
perform routine maintenance and major repair on your JET
your area call 1-800-274-6848.
MORE INFORMATION
WMH Tool Group is consistently adding new products to the line. For complete, up-to-date product information, check
with your local WMH Tool Group distributor, or visit jettools.com.
WARRANTY
JET products carry a limited warranty which varies in duration based upon the product (MW = Metalworking, WW =
Woodworking).
WHAT IS COVERED?
This warranty covers any defects in workmanship or materials subject to the exceptions stated below. Cutting tools,
abrasives and other consumables are excluded from warranty coverage.
WHO IS C OVERE D?
This warranty covers only the initial purchaser of the product.
WHAT IS THE PERIOD OF COVERAGE?
The general JET warranty lasts for the time period specified in the product literature of each product.
WHAT IS NOT COVERED?
Five Year Warranties do not cover woodworking (WW) products used for commercial, industrial or educational
purposes. Woodworking products with Five Year Warranties that are used for commercial, industrial or education
purposes revert to a One Year Warranty. This warranty does not cover defects due directly or indirectly to misuse,
abuse, negligence or accidents, normal wear-and-tear, improper repair or alterations, or lack of maintenance.
HOW TO GET SERVICE
The product or part must be returned for examination, postage prepaid, to a location designated by us. For the name
of the location nearest you, please call 1-800-274-6848.
You must provide proof of initial purchase date and an explanation of the complaint must accompany the
merchandise. If our inspection discloses a defect, we will repair or replace the product, or refund the purchase price,
at our option. We will return the repaired product or replacement at our expense unless it is determined by us that
there is no defect, or that the defect resulted from causes not within the scope of our warranty in which case we will,
at your direction, dispose of or return the product. In the event you choose to have the product returned, you will be
responsible for the shipping and handling costs of the return.
HOW STATE LAW APPLIES
This warranty gives you specific legal rights; you may also have other rights which vary from state to state.
LIMITATIONS ON THIS WARRANTY
WMH TOOL GROUP LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR
EACH PRODUCT. EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OR MERCHANTABILITY AND
FITNESS ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG THE IMPLIED
WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
WMH TOOL GROUP SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY,
OR FOR INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE
OF OUR PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMI TATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
WMH Tool Group sells through distributors only. The specifications in WMH catalogs are given as ge neral information
and are not binding. Members of WMH Tool Group reserve the right to effect at any tim e, without prior notice, those
alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason whatsoever.
® branded products are not sold in Canada by WMH Tool Group.
JET
® t ools. For the name of an Authorized Service Center in
2
Page 3

Table of Contents
Table of Contents....................................................................................................................................3
Warning...................................................................................................................................................4
Introduction..............................................................................................................................................6
Specifications..........................................................................................................................................6
Features and Terminology....................................................................................................................... 7
Unpacking............................................................................................................................................... 8
Contents of the Shipping Container......................................................................................................8
Assembling the Open Stand (Optional Accessory) ...................................................................................9
Casters (Optional Accessory)...............................................................................................................9
Assembly...............................................................................................................................................10
Installing Drum Head ........................................................................................................... ...............10
Installing Conveyor Table...................................................................................................................10
Infeed and Outfeed T ables (Optional Accessory )................................................................................10
Dust Cover.........................................................................................................................................11
Dust Collection...................................................................................................................................11
Installing Abrasives............................................................................................................................11
Grounding Instructions...........................................................................................................................13
Extension Cords.................................................................................................................................14
Adjustments...........................................................................................................................................14
Drum Height Control...........................................................................................................................14
Switch Lockout...................................................................................................................................14
Depth Gauge......................................................................................................................................14
Conveyor Belt T ensi on and Trac k ing..................................................................................................15
Trackers.............................................................................................................................................15
Conveyor Belt Replacement...................................................................................................... .........15
Checking Drum Alignment..................................................................................................................16
Fine Tuning Drum Alignment..............................................................................................................17
Tension Roller Alignment....................................................................................................................18
Tension Roller Pressure Adjustment...................................................................................................18
Drum Height Control Adjustment........................................................................................................19
Operation...............................................................................................................................................19
Basic Operati ng P r oc edur e.................................................................................................................19
Setting Depth of Cut...........................................................................................................................19
Establishi ng P r oper Dr um Hei ght........................................................................................................19
Selecting SandSmart™ Feed Rates ...................................................................................................20
Tips for Maximum Pe rformance..........................................................................................................20
Maintenance..........................................................................................................................................21
Tracker Kit (98- 0080).............................................................................................................................22
Abrasives...............................................................................................................................................23
Troubleshooting: Motor and Electric al Problems.....................................................................................24
Troubleshooting: Mechanical Problems..................................................................................................24
Troubleshooting: Operational Problems .................................................................................................26
Optional Accessories .............................................................................................................................27
Replacement Parts................................................................................................................................27
Conveyor and Motor Assem bly...........................................................................................................28
Parts List: Conveyor and Motor Assembly ..........................................................................................29
Drum Head Assembly.........................................................................................................................30
Parts List: Drum Head Assembly........................................................................................................31
Parts List: Open Stand – #609004 (Optional Accessory).....................................................................33
Parts List: Closed St and – #609005 ( Optional Accessory) ..................................................................34
Parts List: Inf eed and Outfeed Tables – #98-2202 (Optional Accessory).............................................35
Electrical Connections ...........................................................................................................................36
3
Page 4

Warning
1. Read and understand thi s ent ire manual before attempting assembly or operation.
2. Read and understand the warnings po sted on the m achine and i n thi s manual. Failur e to comply wit h
all of these warnings m ay cause seriou s i njury.
3. Replace the warning labels if they become obscured or removed.
4. This sander is designed and int ended for use by proper ly t rained and experi enced personnel onl y. If
you are not f amiliar wit h the proper and safe operati on of a sander, do not use unt il proper training
and knowledge have been obtained.
5. Do not use this sander for other than i ts intended u se. If used f or other pur poses, WM H Tool Group
disclaim s any real or i mplied warrant y and h olds itsel f harml ess from any injury t hat may r esult f rom
that use.
6. Always wear appr oved safety glasses/face shields while usi ng this sander. Everyday eyeglasses only
have impact resistant lenses; they are not safet y gl asses.
7. Before operati ng this sander, rem ove tie, ri ngs, watches and other j ewelry, and r oll sleeves up past
the elbows. Rem ove all l oose clothing and confine long hair . Non-slip footwear or anti-skid floor strips
are recommended. Do not wear gloves.
8. Wear ear protector s (plugs or muffs) during extended peri ods of oper ation.
9. Some dust created by power sanding, sawing, grinding, drilling and other construction activities
contain chemi cals known to cause cancer , bir th defects or other r eproductiv e harm . Some examples
of these chemic als are:
• Lead from lead based paint.
• Crystalli ne sil ic a from bricks, cement and other masonry pr oduc ts.
• Arsenic and chromium from chemically treated lumber .
Your risk of exposure varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area and work with approved safety
equipment, such as face or dust masks that are specifically designed to filter out microscopic
particles.
10. Do not oper ate this machine while tir ed or under the influence of drugs, alcohol or any m edic ation.
11. Make certain the switch is in the OFF position before connect ing the machine to the power supply.
12. Make certain the machine is proper ly grounded.
13. Make all machine adjustm ents or maintenance with the machine unplugged f rom the power source.
14. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning it on.
15. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replace the guards immediately.
16. Make sure the sander is firmly secured to the stand or work tabl e before use.
17. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Check for alignment of moving part s, binding of moving parts, br eakage of parts, mounting
and any other condi ti ons that m ay affect its operati on. A guard or ot her part that i s damaged shoul d
be properly repaired or replaced.
18. Pr ovide for adequate space surrounding work area and non-glar e, overhead lighting.
19. Keep the floor around the machi ne cl ean and free of scrap material, oil and grease.
20. Keep v isitors a safe distance from the work area. Keep children away.
4
Page 5
blahblahblah
21. Make your workshop child proof wi th padlocks, master switches or by remov ing starter keys.
22. Giv e your work undivi ded attention. Looking ar ound, carryi ng on a conversation and “ horse-play” ar e
careless acts that can r esul t in serious injury.
23. M aintain a balanc ed stance at all t imes so that you d o not fall or lean against movi ng parts. Do not
overreach or use exc essive force to perform any machine operation.
24. S tand to one side of the conv eyor and m ake sure no one else is standing i n line with t he convey or
while feeding i nto the machine. Should a part sli p while being fed, it may exit t he machine at a high
rate of speed and can cause injuries to anyone standing directly in front of the infeed.
25. Use the ri ght t ool at the corr ect speed and f eed rat e. Do not forc e a tool or att achment to do a job for
which it was not designed. T he ri ght tool will do the job better and safer.
26. Use recom mended accessories; improper accessories m ay be hazardous.
27. Maintain tools with care. Keep abrasives clean for the best and safest performance. Follow
instructions for lubricating the machine and changing accessories.
28. Always feed stock against the rotation of the drum.
29. Keep your hands clear when feeding parts onto the conveyor. The part will be forced down as it
begins to feed, causi ng a pinc hing ac tion bet ween the part and the c onv eyor bed. Nev er reach i nto a
running mac hine. Turn off sander and disconn ect f rom power befor e att empting to ret riev e parts fr om
beneath the drum.
30. Turn of f the m achine and discon nect f rom power bef ore cleani ng. Use a bru sh or com pressed air to
remove chips or debris — do not use your hands.
31. Do not stand on the machine. Serious injur y c ould oc cur if the machine tips over.
32. Never leave the machine r unning unattended. Turn t he power off and do not leave the machine until it
comes to a complete stop.
33. Remove loose items and unnecessary work pieces from the area befor e start ing the machine.
Familiariz e y our self with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or
possible machine damage.
This means that if precautions are not heeded, it may result in serious injury or possibly
even death.
- - SAVE THESE INSTRUCTIONS - -
5
Page 6

Introduction
This manual is provided by W MH Tool Group cov ering the safe oper ation and mai ntenance procedure s
for a JET Model 22-44 Plus Drum Sander. This manual contains instructions on installation, safety
precautions, gener al oper ati ng procedur es, mai ntenance i nstructi ons and parts breakdo wn. Thi s mac hine
has been designed and con structed t o provide year s of troubl e free operation if used in accordance wi th
instructi ons set forth i n this manual . If there are any questions or comm ents, please contact either your
local supplier or WMH Tool Group. WMH Tool Group can also be reached at our web site:
www.wmhtoolgroup.com.
Specifications
Model Number..........................................................................................................................22-44 Plus
Stock Number..............................................................................................................................649003K
Maximu m Width (in.)......................................................................................................... 44 (two passes)
Minimum Lengt h (i n.) .........................................................................................................................2-1/4
Maximum Thickness (in.).........................................................................................................................4
Minimu m Thickness (in.).....................................................................................................................1/32
Drum Size (in.)................................................................................................ 5 x 22 Extrusion, Alum inum
Drum Speed (RPM) ........................................................................................................................... 1700
Dust Chute (in.) .......................................................................................................................................4
Conveyor Motor...................................................................................43 inch-lb. torque, direct drive D.C.
Conveyor Variable Feed Rate (FPM) .............................................................................0-10 (SandSmart)
Motor (TEFC)......................................................................................................1-3/4HP, 1Ph, 115V only
Net Weigh t (lb s.)..................................................................................................................................231
Shipping Weigh t (lbs.)..........................................................................................................................254
The above specifications were current at the time this manual was publi shed, but because of our policy of
continuous im provement, WMH Tool Group reserv es the right to change specif ications at any tim e and
without pri or notic e, without incurring obligations.
6
Page 7
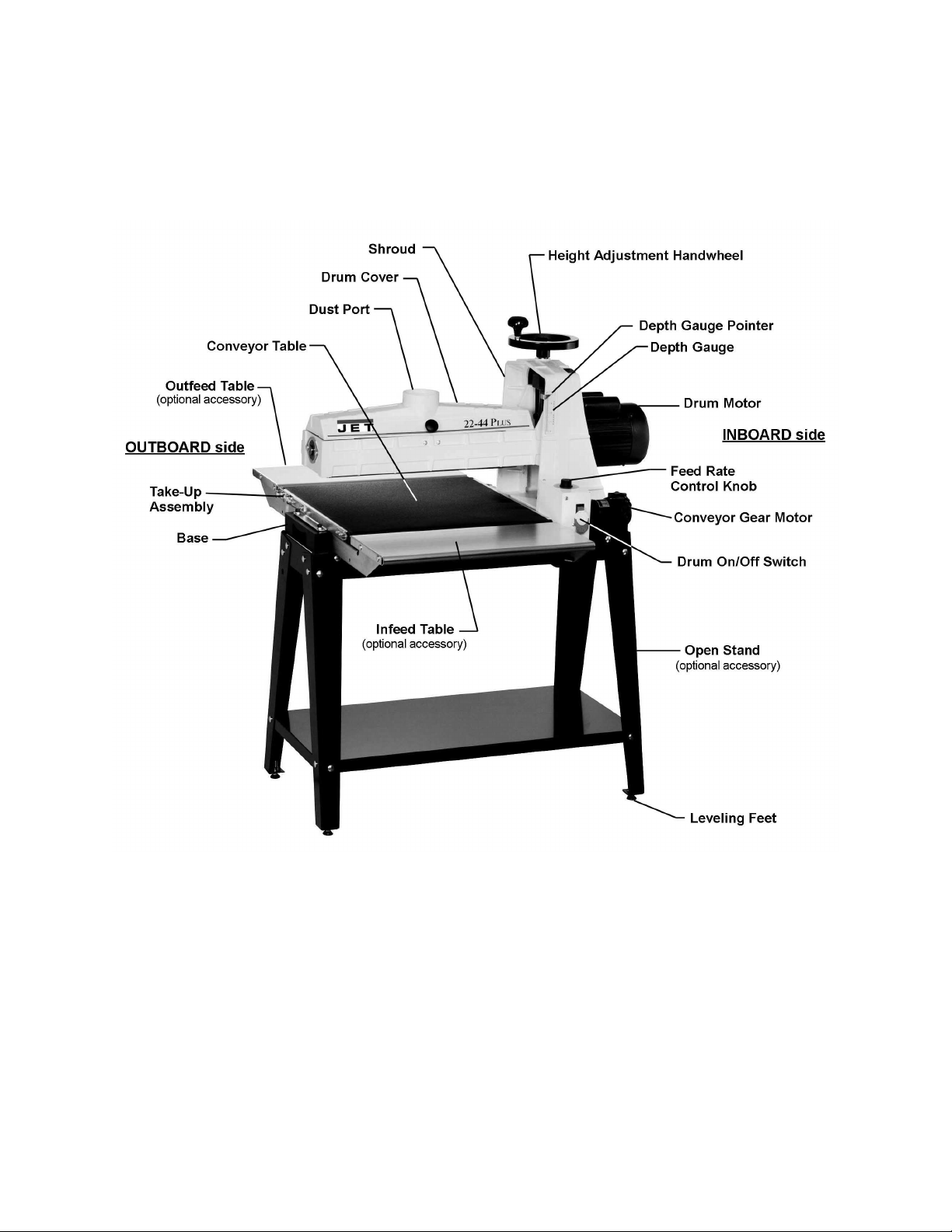
Features and Terminology
The illustrat ion below shows the major components and f eatures of the 22- 44 Plus Sander. These are
referenced t hroughout t he manual and will help to familiarize you with the operation and f unctions of the
machine.
Figure 1
7
Page 8
Unpacking
Open shipping cont ainer and check f or shipping
damage. Report any damage immediately to
your distributor and shipping agent. Do not
discard any shipping material until the Drum
Sander is assembled and running properly.
Compare the cont ent s of y our cont ainer wit h the
following parts list to make sure all parts are
intact. Mi ssing parts, if any, should be reported
to your distributor. Read the instruction manual
thoroughly for assembly, maintenance and
safety instructions.
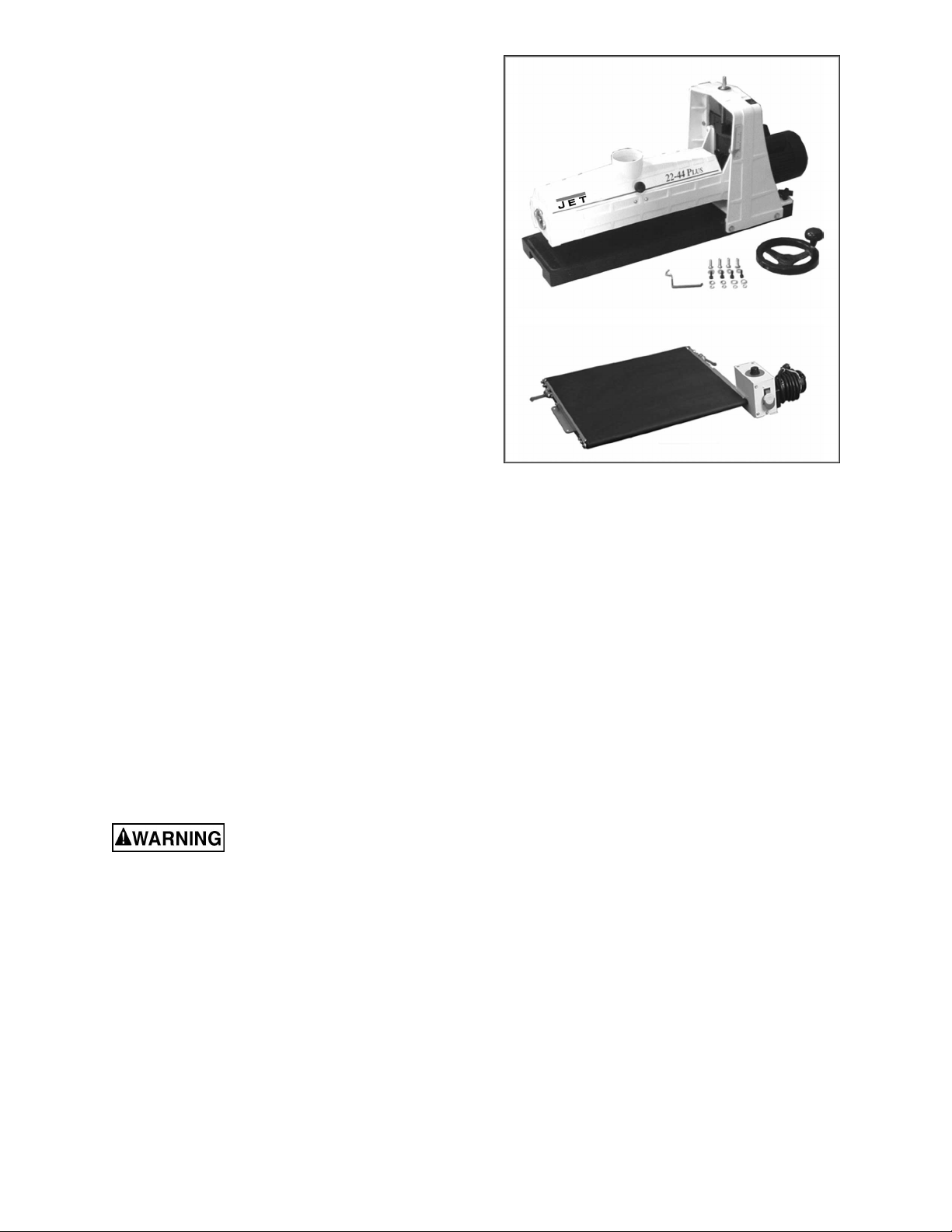
Contents of the Shipp ing Container
Refer to Figure 2
Box 1:
1 Drum Sander
1 Handwheel
1 TUF Tool
1 Abrasive Strip (already i nstalled on drum)
1 Owner’s Manual (not shown)
1 Warranty Car d (not shown)
1 Hardware Bag containing:
4 Socket Head Cap Screws, 5/16”-18x3/4”
4 Lock Washers, 5/16”
4 Flat Washers, 5/16”
4 Hex Cap Screws, 3/8”-16x 3/4”
4 Flat Washers, 3/8”
3 Hex Wrenches, 1/8”, 4mm and 6mm (not
shown)
Box 2:
1 Conveyor Assembly
Read and understand the
entire contents of this manual before
attempting set-up or operation. Failure to
comply may cause serious inj ury.
Figure 2
8
Page 9
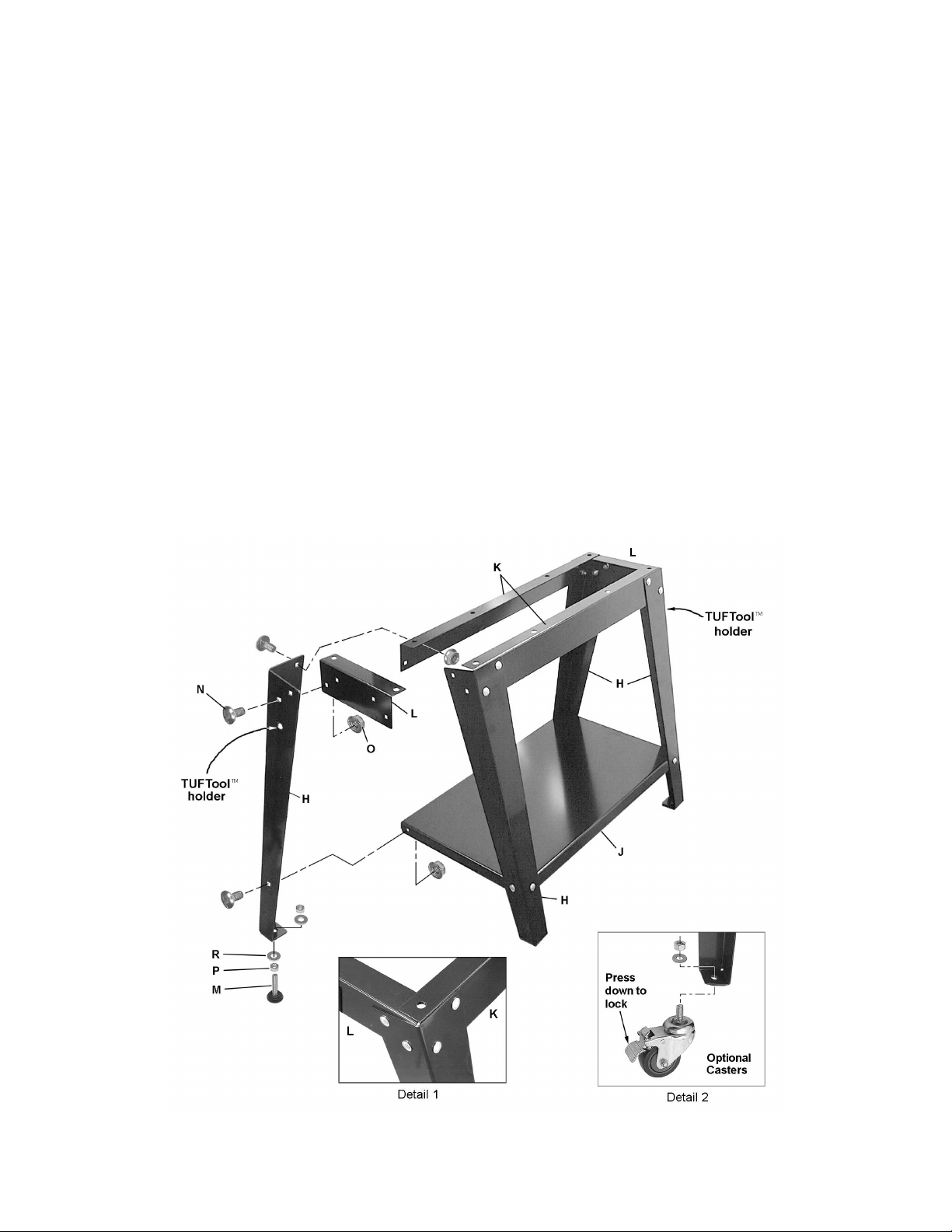
Assembling the Open Stand (Op tional Accessory)
(Refer to Figure 3. If fur ther clarification is needed, c onsult the parts breakdown on page 35.)
Tools required for Stand assembly: Ratchet wrench with 1/2” socket
1. Assembl e legs (H) to outside of Short Rails (L) using carr iage bolts (N) and flanged lock nuts (O).
Finger tighten only .
2. Assem ble Long Rail (K) on inside of legs and on top of Short Rails (L). Finger t ighten only. NOT E:
Flange of Long Rail (K) overlaps flange of Short Rail (L). See Detail 1 below.
3. Turn stand upside down. Inst all shelf (J) into legs (H) using carriage bolts and lock nuts.
4. Fully tighten all flanged lock nuts in shelf and legs.
5. If you ar e using the provi ded leveling f oot (M), pl ace it in bot tom hole of leg by pl acing a hex nut (P)
and flat washer (R) ab ove and bel ow the leg fl ange. If you are mounti ng the optional casters, see
“Casters” below.
6. Tur n stand ri ght- side up, and lev el it using the lev eling f eet. Tighten t he leveli ng feet hex nuts agai nst
the leg flange.
Casters (Optional Accessory)
1. If you are installing the optional casters, pres s down on the tab to lock the caster, then remove the
hex nut and washer with a 19m m wrench. Install t he caster through t he hole in the stand l eg and
secure it with the washer and hex nut. See Detail 2 below.
2. Press down with your foot on the large tab to lock a caster; press down on the small tab t o unl oc k it.
Figure 3
9
Page 10
Assembly
Tools required for assembly:
1 Flat head screwdriver
1 Set of open-end wrenches
1 Set of Hex wrenches
1 Adjustable wrench
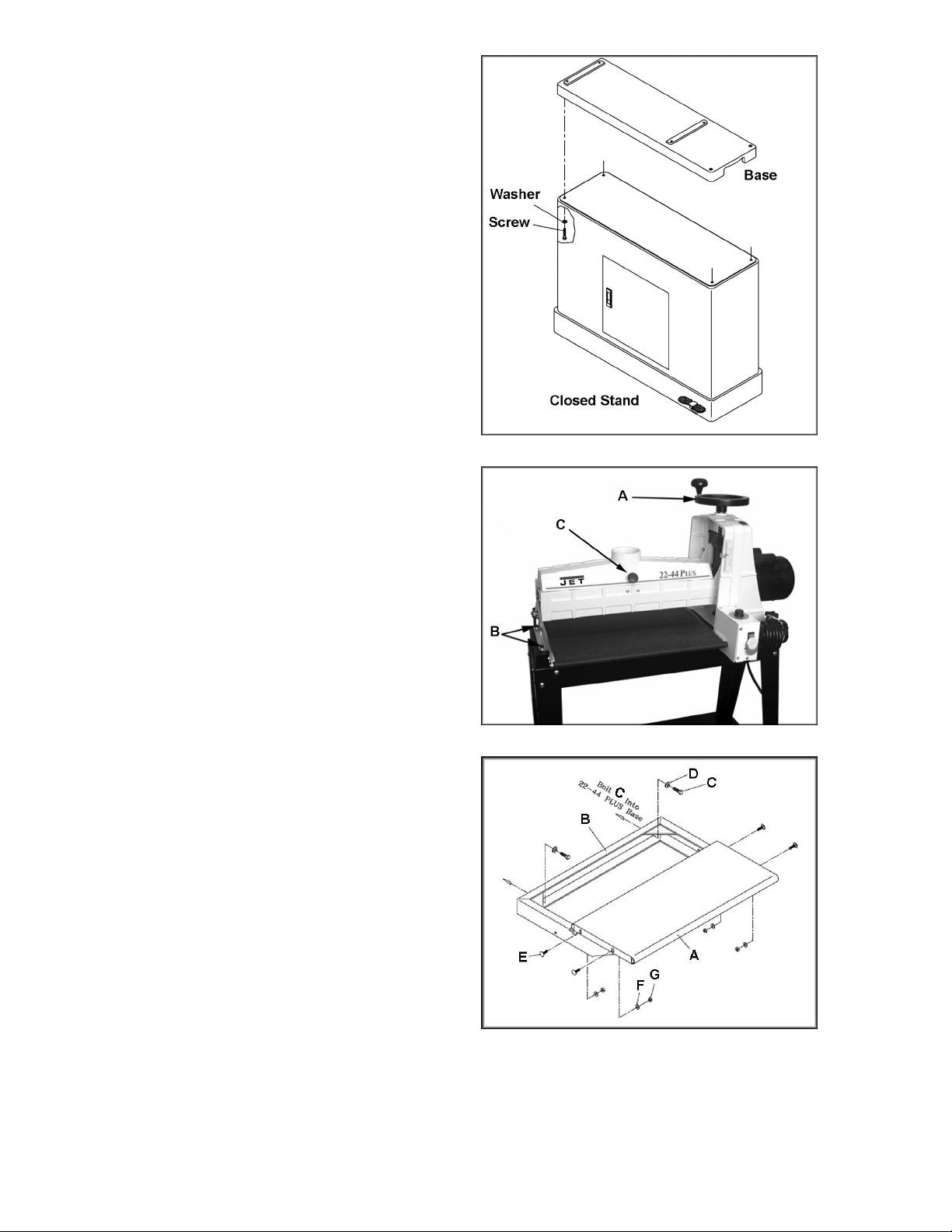
Installing Drum Head
The drum sander must be bolted down to a
workbench or stand. If you pur c hased o ne of the
JET stands, plac e the sander b ase on t he stand
and align the holes. Secure the sander to the
stand using f our 3/8” x 3/ 4” hex cap screws and
four 3/8” fl at washers. See F igure 4.
Attach the handwheel ( A, Fi gure 6) t o the hei ght
adjustment screw, and tighten the two set
screws with the 4mm hex wrench suppli ed.
Installing Conveyor Table
1. Rai se the drum as f ar as it will go by t urni ng
the handwheel (A, Fi gur e 5) cl oc k wise.
2. Align t he four holes in the convey or with the
four holes in the base of t he dr um assembl y .
3. Secure the conveyor in place with four
5/16”-18 x 3/4” sock et head cap screws (B,
Figure 5), f our 5/16” lock washers and four
5/16” flat washers.
4. Plug the motor cord into the control box
receptacle.
IMPORTANT: The conveyor belt has been over-
tensioned for the purpose of shipping. Before
operating the sander, adjust the belt tension
according to i nstr uc tions on page 15.
Infeed and Outfeed Tables (Optional Accessory)
1. Bolt the base bracket (B, Figure 6) to the
sander base with two 3/ 8”-16 x 1” hex head
cap screws (C) and two 3/8” flat washers
(D). Tighten the screws.
Figure 4
Figure 5
2. Mount the table (A) to the base bracket (B)
with four 1/4"-20 x 3/4" carriage bolts (E),
four 1/4" fl at washers (F) and four 1/4" hex
nuts (G). Note: Leave the carriage bolts
loose for now.
3. Plac e a straight edge on the conv eyor bed
and extendi ng out over the extension table.
Raise or lower the extensi on table until it is
level with, or slightly below, the surface of
the conveyor belt. Tighten the hex nuts (G).
4. Repeat for the other table.
Figure 6
10
Page 11
Dust Cover
To open the dust cover, push in on the k nob (C,
Figure 5) and lift. The latch can be adjusted
using the screw behind it.
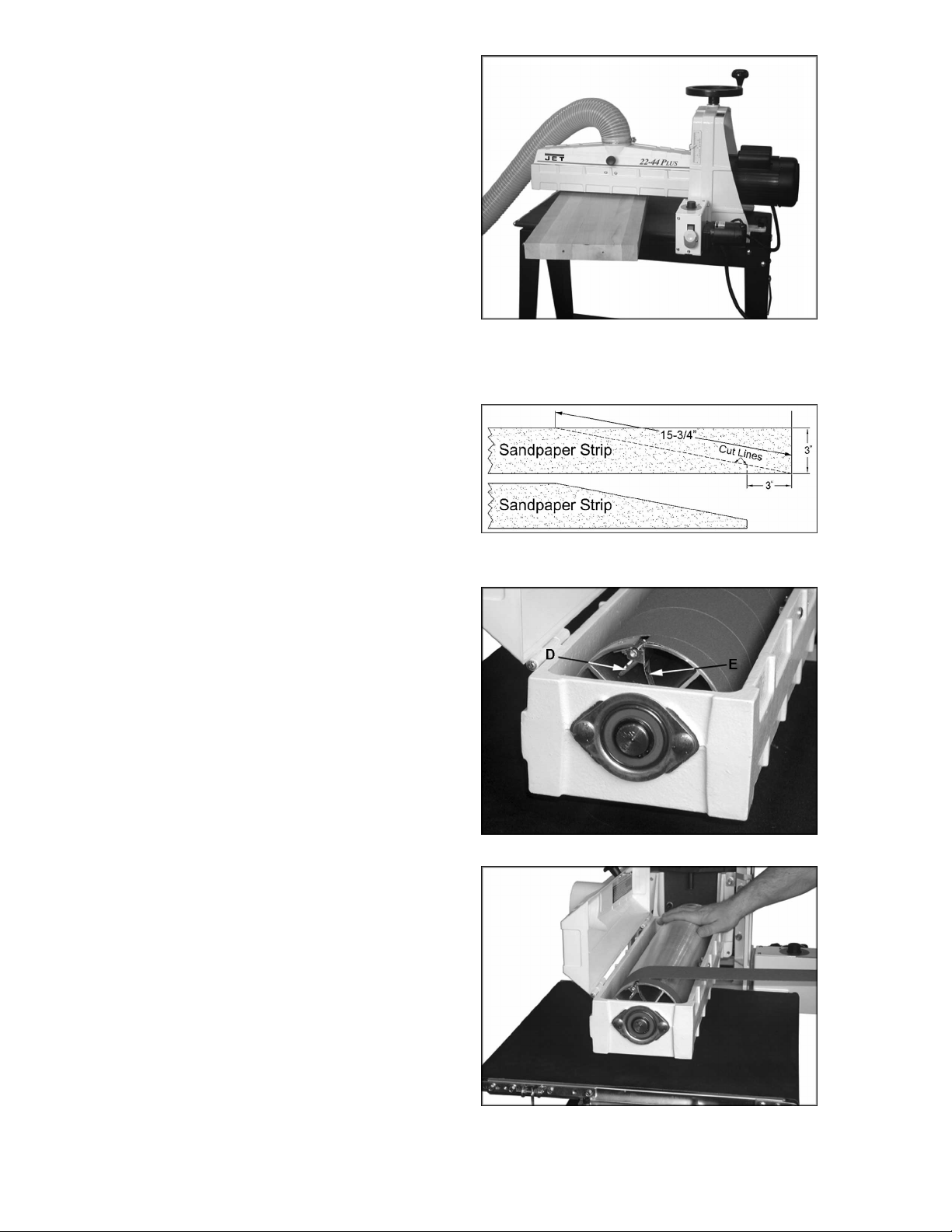
Dust Collection
Dust collection is mandatory for a safe work
environment and extended abrasive life. The 2244 Plus is equipped with a 4” du st c ollection por t
at the top of the dust cov er . It is designed t o be
used with standard 4” dust collection hose
connected to a high volume dust collector
(minimum 500 CFM), as shown in Fi gur e 7.
WMH Tool Group offers a variety of Dust
Collectors and Ai r Filtration Unit s. Contact your
local distributor for more information.
Installing Abrasives
An 80-grit abrasive strip is already installed on
the drum of your sander. Page 23 offers
information on other abrasives available and
their recommended uses.
Proper attachment of the abrasive strip to the
drum is critical to achieving top performance
from your drum sander. Abrasive strips do not
have to be pre-m easured. The end of t he roll is
first taper ed and attached to the left (out board)
side of the drum. Then the strip is wrapped
around the drum, and the second taper i s made
for attachm ent to the right (inboard) side of the
drum.
NOTE: When using Ready To Wrap
abrasives, not all of the steps below are
necessary. You can use the original abrasive
strip mounted to the drum as a template for
cutting your own stri ps.
TM
Figure 7
Figure 8
(not applicable to “Ready - To-Wrap” strips)
1. Mar k and cut a taper at one end of t he roll
as shown in Figur e 8. Because the tapered
end should use al l of the l eft (outboar d) slot
width, its end must be trimmed back as
shown.
2. Rai se the fastener lev er (D, Figur e 9) on t he
outboard end of drum, and insert the
tapered end of the abrasiv e (E, Figure 9) so
that it uses most of the width of the slot.
Release the fastener lever to securely hold
the strip end to the fastener.
3. Begin wrapping the strip around the drum.
The tapered edge of the strip end should
follow the edge of the dr um.
4. Continue to wrap the abrasive in a spiral
fashion by rotati ng the drum with one hand
and guiding the strip with the other (Figure
10).
Figure 9
Figure 10
11
Page 12

Successive windings of the strip should be
flush with previous windings without any
overlap.
5. Mark the trailing end of the strip where it
crosses the ri ght (inboard) end of the drum
(Figure 11).
6. Remove the abrasive strip from the drum,
and cut a taper as was done with the
starting edge (see Figure 8). Note: The
taper on the rem aining roll can be used as
the taper for the starting edge of the next
strip to be cut.
7. Rewrap the drum beginning at the left, as
described in steps 2-4 .
8. You can use your f i ngers to work the i nfeed
take-up fastener, but it will be more
convenient to use the TUFTool supplied
with your sander. Hol d the T UFT ool with t he
red end pointi ng away from y ou (Figure 12)
and insert its hook into the outside hole of
the fastener lever (see Figure 14).
9. Lift the lever with the TUFTool, pulling the
lever up until it touches the inside of the
drum.
Figure 11
10. Turn the TUFTool counterclockwise and
lower it ont o the abrasiv e strip, making sure
it is holding t he paper tight (Figure 13).
11. Insert the t apered end of the abrasiv e strip
into the slot and fastener. It may be
necessary to trim the tapered end of the
abrasive strip so that it does not “bottom
out” against the i nsi de of the drum.
IMPORTANT: Leav e a gap – at least 1/ 8” –
between the tapered strip and the closed
end of the slot (Figure 13) to allow strip to
be pulled into the fastener as needed. If
necessary, trim the outside edge of the
abrasive strip.
12. Hold the abrasive in place with your left
hand, lift up the TUFTool and turn it
clockwise while maintaining upward
pressure. Slowly move the TUFTool away
from you slightl y, then down, while easing it
out of the hole. This rel eases the lever i n its
proper positi on (Figure 14).
All abrasive strips will stretch in use and may
stretch enough to allow the take-up lever to
reach its lowest position so that it can not
maintain tension on the strip. If this occurs,
follow the abov e procedures to re-set the takeup lever.
Figure 12
Figure 13
Always remove TUFTool from machine before
operating.
Figure 14
12
Page 13

Grounding Instructions
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
In the event of a malfunction or breakdown,
grounding provi des a path of least r esistance f or
electric current to reduce the risk of electric
shock. This tool is equipped with an electric cord
having an equipment-grounding conductor and a
grounding plug. The plug must be insert ed into a
matching outlet that is properly installed and
grounded in accordanc e wit h al l loc al codes and
ordinances.
Do not modify the plug provided. If it will not fi t
the outlet, hav e the proper outlet installed by a
qualified elec trician.
Improper connection of the equipmentgrounding conductor can result in a risk of
electric shock. The conductor, with insulation
having an outer surface that is green with or
without yellow stripes, is the equipmentgrounding conductor . If repai r or replac ement of
the electric cord or plug is necessary, do not
connect the equi pment-grounding conduc tor to a
live terminal.
Check with a qualified electrician or service
personnel if the grounding instructions are not
completely understood, or if in doubt as to
whether the tool i s properly grounded. Us e only
three wire extensi on c or ds that have three-prong
grounding plugs and three- pole recept acles that
accept the tool’s plug.
Repair or replace a damaged or worn cord
immediately.
As received from t he factory, your drum sander
is intended for use on a 20 am p, 110V dedicated
circuit, whic h has an outlet and a plug that l ook
like the ones illustrated in Figure 15. A
temporary adapt er, which looks li ke the adapter
illustrat ed in Figur e 16, may be used to connect
this plug to a t wo-pole recept acle, as shown in
Figure 16, if a properly grounded outlet is not
available.
The temporary adapter should only be used unt il
a properly grounded out let c an be installed by a
qualified electrician. This adapter is not
applicable in Canada. The green colored rigid
ear, lug, or tab, extending from the adapter,
must be connected t o a perm anent ground such
as a properly grounded outl et box, as shown in
Figure 16.
Figure 15
Figure 16
13
Page 14
Extens ion Cords
If an extension cord is necessary, make sure the
cord rating i s suitable for the am perage listed on
the machine's motor plate. An undersize cord
will cause a drop in line voltage resulting in loss
of power and overheating.
The chart in Figure 17 shows the correct size
cord to use based on cord length and motor
plate amp rating. If in doubt, use the next
heavier gauge. T he smaller the gauge num ber,
the heavier the cor d.
Recommended Gauges (AWG) of Extension Cords
Extension Cord Length *
25
50
75
100
150
Amps
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
feet
feet
feet
feet
feet
200
feet
Adjustments
Drum Height Control
Drum height is controlled by the height
adjustment handwheel. Rotating the hand wheel
counterclockwise lowers the drum; clockwise
raises it.
One revolution of the handwheel moves the
drum approxim ately 1/16”.
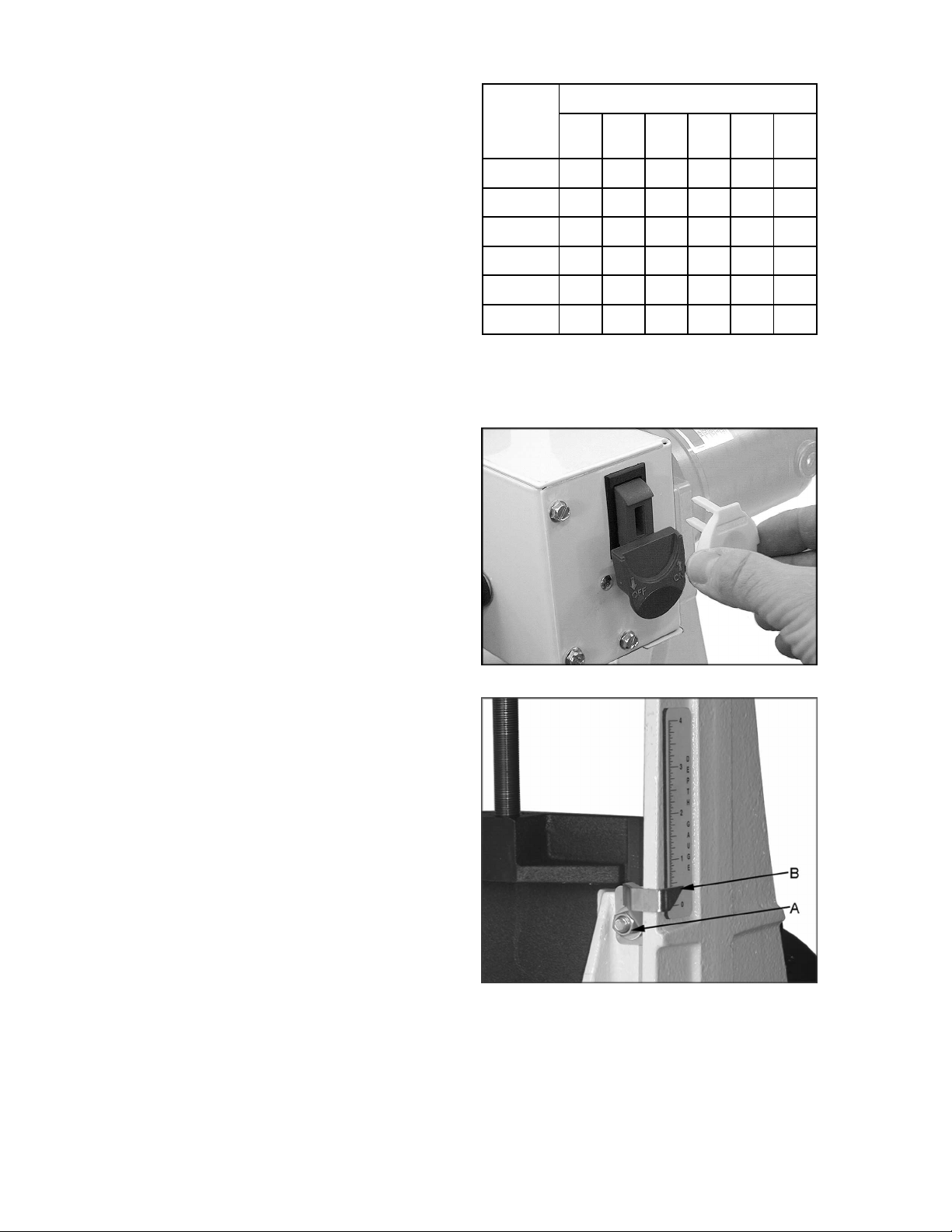
Switch Lockout
Unauthorized use of the sander can be
prevented by pulling out the key (Figure 18).
Press switch to OFF position before removing
the key. When the k ey is removed, the drum can
not be started. (Note, however, that the
conveyor belt can still run when the key is
removed).
To replace the key , slide it back into the switch
until it snaps.
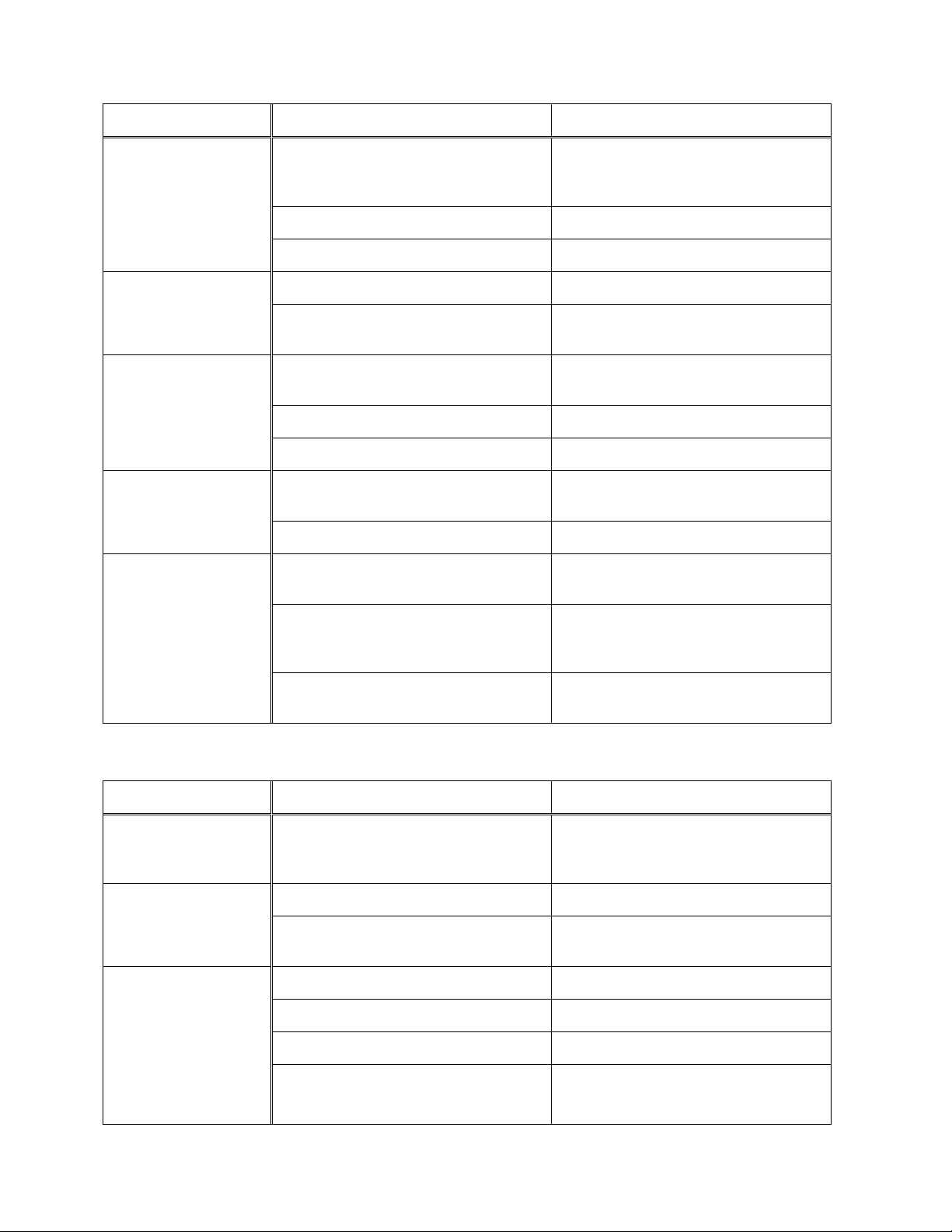
Depth Gauge
The depth gauge indicates the distance between
the bottom of the sanding drum and the top of
the conveyor surface. Adjustment is performed
by “zeroing” the gauge.
21 to 30 10 NR NR NR NR NR
*based on limit ing t he li ne vol tag e drop t o 5V at 150 % of th e
rated amp eres.
NR: Not Recommended.
Figure 17
Figure 18
1. Loosen screw (A, Figure 19) sufficiently to
allow the pointer (B) to be turned to depth
gauge scale.
2. With an abrasive strip on the drum, lower
sanding drum to where it touches top of
conveyor belt.
3. At this drum position, the depth gauge
pointer (B) should ali gn with the zero mark
of the scal e. If it does not, loosen scre w (A)
and raise or lower poi nter to ali gn with zero
on the scale.
4. Re-tighten scr ew (A).
Note: Depending on t he desired accuracy, you
may need to repeat thi s process when i nstalling
different abrasive grits.
Figure 19
14
Page 15

Conveyor Belt Tension and Tracking
T
Conveyor belt tension adjustment may be
necessary during the break-in period to
compensate for belt stretching.
IMPORTANT: The conveyor belt has been over-
tensioned for the purpose of shipping. Before
operating the sander, adjust the belt tension
according to the following instructions!
Tension. To adjust the t ension of the conveyor
belt, fi rst adj ust the t ake-up screw nut (A , F igur e
20) using the attached wrench (B, Figure 20).
Do this on both side s of the conveyor to obtain
approxim ately equal tension on both sides of the
belt when taut. Insufficient belt tension will
cause slippage of conveyor belt on the drive
roller during sanding operation; the conveyor
belt is too loose if it can be stopped by hand
pressure applied directly to the top of the
conveyor belt . Excessive belt tension can result
in bent roll ers, bent brackets, and/or premature
wearing of the bushings or bel t.
Tracking. Belt tracking adjustments are made
while the conveyor belt is running. After the
proper belt t ension i s obt ained ( see above), t urn
the conveyor on and set it at the f astest speed
setting. Watch for a tendency of the conveyor
belt to drift to one side of the conveyor. To
adjust track ing, tight en the t ake-up scre w nut on
the side toward which the belt is drifting, and
loosen the take-up screw nut on the opposite
side an equal amount.
Adjusting t he take-up screw nuts on ei ther side
of the conveyor all ows belt tracking adj ustments
to be made without aff ecting belt tension.
NOTE: Adjust t ake-up screw nuts only 1/ 4 turn
at a time. T hen all ow time f or t he belt t o react to
the adjustments before proceeding further. Try
to avoid over adj ustm ents.
Trackers
he sander comes equipped with “Trackers”,
ceramic guides that reduce the amount of
adjustments needed to keep the conveyor belt
tracked (cent ered) on the conveyor bed. These
guides have a magnetic backing to keep them in
place. If a Tracker wears through, it can be
reversed by turning it over. Page 22 contains
more informati on about re-setting trackers.
Conveyor Belt Replacement
1. Unplug the machine from the wall
receptacle, and unpl ug the motor cord from
the control box receptacle.
2. Rai se drum to its highest position using t he
handwheel.
Figure 20
15
Page 16

3. Loosen t he conveyor tak e-up screw nuts (A,
Figure 20) t o relieve belt tensi on, and slide
the driven roller fully inward.
4. Remove the four bolts that attach the
conveyor table to the base. Lift up the
conveyor t abl e and rem ove i t f rom m achine.
Avoid tearing the belt on any edges
underneath the conveyor bed.
5. Install new belt, and re-install conveyor
table. Take care not to damage the
Trackers. T ensi on and trac k the new belt .
NOTE: If the conv eyor belt continually tracks to
one side of the machine, reversing the belt on
the conveyor bed may remedy the probl em. To
make sure the conveyor bed is not twisted,
place a level on the conveyor bed. Level the
machine if needed. If there is still a problem,
proceed with the steps below:
Step 1: Check the conveyor drive roller and t he
driven roll er to make sure they are parallel to the
surface of the conveyor bed. To do this, first
center the conv ey or belt on the be d. Then l ay a
straight-edge on the exposed edge of the
conveyor bed on the left (outboard) side,
extending it over the roller. Note the distance
between the roller and the str aightedge.
Step 2: Now repeat St ep 1 on the right (inboard)
side of conveyor. Compare the measurements
from side to side. If they are not equal, loosen
one of the brac kets that hold the roll er in place.
Tip this bracket until the distance between the
roller and the straight-edge are equal f rom side
to side, then tight en the bracket.
Checking Drum Alignment
The sanding drum must be aligned parallel to
the conveyor bed for proper machine operati on.
The sanding drum comes preset from the
factory. If a problem with the drum alignment
occurs, follow the instructions below.
First inspect the alignment with a gauge of some
kind. The following procedure uses a steel
straight edge as a gauge.
1. Unplug sander fr om power source.
2. Open the dust cover and remove the
abrasive strip from the drum.
3. Insert the gauge between the drum and
conveyor bed at the outer end of t he drum
(Figure 21) . W ith the dust cover open, l ower
sanding drum whil e slowly rotating drum by
hand until the drum lightly contacts the
thickness gauge.
4. Remove thickness gauge and place under
drum at the other end.
Figure 21
16
Page 17

5. If the drum does not contact the thickness
gauge to the same degree as the oppo site
end of the drum, ali gnm ent is necessary.
To align the drum:
1. Loosen t he four 3/8” hex cap screws – t wo
front, two rear (A, Fi gur e 22) . T his allows the
entire drum carriage and shroud to be
pivoted on two scre ws – one screw in front,
one in back.
2. Lay the thickness gauge under the drum
lengthwise. See Figure 23. Rotate the fine
tune adjustment knob (B, Figure 22) until
the drum contacts the gauge equally along
its entir e surf ace. Rotat e the k nob cl ockwise
to raise the outboard end of the drum,
countercloc kwise to lower the outboard end
of the drum. Use the height adjustment
handwheel to raise or lower the entire drum.
3. When drum is parallel to conveyor, tighten
the four screws (A, Figure 22).
Fine Tuning Drum Alignment
Figure 22
(conveyor table r em ov ed for clarity)
NOTE: This is an operati onal test. Perform this
alignment after you have become familiar with
sander operati on.
When sanding boards wider than the drum,
drum alignment is critical and must be adjusted
exactly level to slightly higher on the outboard
end. This will prevent any ridges from
developing i n the stock. Always chec k this on a
piece of scrap wood, as f ollows, before sanding
the work piece.
1. Run a pi ece of scr ap wood approx im ately 6”
wide by 30” to 40” long through t he sander
sideways so that the end of the board
extends past the end of the dr um .
2. Without changing drum height, rotate the
board 180° and sand the same side.
3. If a ridge is vi sibl e where the drum ov erlaps,
loosen the four screws (A, Figure 22) and
raise the outboard end of the drum by
turning the fine tune adjustment knob (B,
Figure 22) sli ghtly clockwise.
Important: O nly turn fine tune adj ustment knob
when all four screws (A, Figur e 22) ar e loose.
4. Repeat this process until the ridge is
eliminat ed and the entire board is sanded.
5. Tighten the four screws (A, Figure 23).
Figure 23
17
Page 18

NOTE: Keep track of how many revolutions of
the fine tune knob are needed t o change drum
alignment for wider (over 22”) sanding. When
sanding narrow stock (l ess than 22”) loosen the
four screws (Figure 22) and turn fine tune
adjustment knob counterclockwise the same
amount as the i nitial wide sandi ng so that drum
is again parall el.
Tension Roller Alignment
The infeed and out feed roll ers are tensioned to
provide downward pres sure on the workpiece to
prevent sli ppage on the feed conveyor. Tension
rollers are set at the factory, but should be
inspected and may require adjustment as the
sander receives use.
Improperly adjusted tension
rollers (i.e. those set too high, rendering
them non-functional) could allow kick-back
of pieces being sanded.
1. Unplug sander from power source and
remove abrasive (D, Figure 24) from drum.
2. Loosen all f our hex nuts on the bearing bolt s
(E, Figure 24). This will allow both tension
rollers to drop to their lowest position.
(NOTE: Figur e 24 only shows outboard end
of drum. Adjustments must be made on both
ends of drum.)
3. Lower sanding drum to where it just
contacts the conv eyor bed. Then raise the
sanding drum by making 3/4 turn of the
height adjustment handle.
4. Tighten the four hex nuts (E, Figure 24).
Both tension rollers are now positioned
about 1/16” below the bot tom of t he sanding
drum.
Figure 24
Tension Roller Pressure Adjustment
You can increase or decrease tension roller
pressure by turning the screws on the tension
roller brack ets (Figure 25).
Too much tension r oller pressure can result in a
“snipe” mar k, which i s identifi ed as a visi ble li ne
running across the width of the board and
located approximately 2-1/4” f rom the end of t he
board.
If the snipe occurs on the leading end of the
board, adjust the outfeed tension roller. If the
snipe occurs on the trailing end of the board,
adjust the infeed t ension roller.
Tension roller pressure can also be adjusted by
raising the height of the rollers, as follows:
Figure 25
18
Page 19

1. Repeat “Tension Roller Alignment” except
raise the sandi ng drum only 1/4 turn of the
height adjustment handle.
2. If both tension r oll ers are causing snipe t hen
tighten all four hex nuts (E, Figure 24) at this
position.
3. If only outfeed tension roller causes snipe,
only ti ghten rear (outf eed) hex nuts on each
end of drum at this position, then raise
sanding drum anot her 3/4 turn of the handle.
4. Press infeed tension roll er down to rest on
conveyor bed and ti ghten front (infeed) hex
nuts at this positi on.
This process sets the t ension roller assembl y at
an angle provi ding less ten sion pressure on t he
outfeed roller .
Drum Height Control Adjustment
If the height control mechanism does not
operate easil y or smoot hly, or ther e is ex cessiv e
vertical movement or deflection of the drum
carriage, perform the following adjustments.
1. Tighten all f our lock nuts (A, Figure 26) and
then loosen them 1/8 to 1/ 4 turn. If the lock
nuts are set too ti ght, height contr ol will not
operate easily . If the l ock nuts are too l oose,
excessiv e def lection of the outboard end of
the drum carriage will r esul t.
2. Thoroughl y lubricate the mating surfaces of
the motor mount slide (B, Figure 26), and
the height adjustm ent screw (C, Figure 26).
Basic Operating Procedure
1. Set depth of cut.
2. Start dust collection system.
3. Start drum.
4. Start conveyor and select feed rate.
5. Feed stock through m ac hine.
To feed stock through t he sander, rest and hold
the board to be sanded on the conveyor belt,
allowing t he c onveyor belt to carry the board into
the drum. Once the stock is halfway through,
reposition yourself to the outfeed side of the
machine to receive and control the board as it
exits.
Setting Depth of Cut
Adjusting the drum sander f or the proper cont ac t
between the abrasiv e and the stock determ ines
the depth of cut. The depth of cut is controlled
by the height adjustment handwheel.
It may take some ex perimentation t o determine
the proper depth of cut, given the variables of
abrasive grit, type of wood, and feed rate. For
best results, use scrap wood t o pract i ce sanding
and to develop skill and familiarity with the
machine befor e doing finish work.
A combination of several variables will
determine the proper depth of cut to use,
including t he following:
1. Abrasive type and gri t size.
2. Width of the piece being processed.
3. Hardness of the piec e.
4. Feed rate of the conv ey or belt.
Figure 26
Operation
Before using your drum sander, review the
previous pages in this manual on initial set-up
and adjustment. In this section, you will learn
how to operate the machine. Make sure an
abrasive strip is mounted and a proper dust
collection system is connected.
Establishing Proper D rum Height
A good rule of thumb when sanding with grits
finer than 80 i s to place the stock to be sanded
under the drum and lower drum until it contacts
the stock. Drum should still rotate by hand.
Without changing drum height, f inish feedi ng
the stock under the sander.
Start sanding drum and sand the stock at that
same positi on.
Do not start drum while in
contact with stock!
For sanding with gri ts coarser than 80, you can
raise the conveyor table slightly.
Always maintain control of stock. Through
practice you will learn the proper depth of cut
considering t he v ari ables above.
19
Page 20

Selecting SandSmart™ Feed Rates
A faster feed rate allows faster sanding but
fewer revolutions of the drum per inch of
sanding. A slower feed rate provides more
revolutions of the drum per inch of sanding to
allow a greater depth of cut and smooth
sanding.
Begin experimenting with the feed rate set at
about 40% to 50% of maximum. The best f eed
rate will depend on a number of factors,
including type of stock, grit and depth of cut
used, and whether the stock is fed directly in li ne
with the conveyor bed or at an angle. If the drum
motor is lugging down, if the conveyor belt is
slipping, or if you observe a ripple eff ect on the
stock, slow down the feed rate. If the finish is
smooth and the machine is not overworki ng, you
can experiment using a faster feed rate.
The SandSmart control continuously monitors
the load on the drum motor, and automatically
regulates the speed of the conveyor motor to
maintain the hi ghest feed rate without overload.
If the load on the drum motor increases, the
SandSmart control will decrease the conveyor
feed rate and will stop the conveyor under
extreme conditions. If the load on the drum
decreases, SandSmart will increase the feed
rate but will not increase it faster than the
manual setti ng on the speed adj ustment label.
decreasing the depth of cut and run the stock
through again.
Also try a faster feed rate or less depth of cut if
the stock you are work ing begins to show burn
marks. With cherry, hard maple or other
hardwoods, using a shallower dept h of cut and a
faster feed rate will help minimize burn marks.
Slightly angling the stock as it is fed into the
machine will al so hel p pr ev ent burning the stock.
Because of the wide range of variables, it is
important to experiment with your specific
conditions and m ak e adjustm ent s to achi ev e the
optimum feed rate. If problems occur, first
check and adjust the feed rate, referring to the
“Troubleshooting” sections in this m anual.
Tips for Maximum Performance
The versatili t y designed i nto t he 22-44 Pro dr um
sander allows it to be used for a wide v ariety of
tasks that will boost the return on your
investment. For example, its capabilities range
from taking the place of a planer to thickness
rough stock, to speeding up fine sanding work
often done with slower, dust-generating hand
sanders.
Learning how to use its adjustments and
controls will allow you to fine-tune the machine
for maximum results. The best results come
from experimenting with different abrasive grits
and machine adj ustments to fit the job at hand.
Following i s a list of useful tips which can hel p
you improve performance of your sander.
Figure 27
The best and most consistent finish will be
achieved if the convey or does not c hange speed
during operation. When the red indicator li ght (B,
Figure 27) c om es on, the SandSmart control has
detected too great a depth of cut and/ or too fast
a feed rate.
This change in conveyor speed may affect the
finish surface. If the finish is affected, make
another sanding pass without changing any
settings. If the finish is still affected, make
adjustments by slowing the conveyor and/or
Dust Collection
When connecti ng dust coll ect ors, remem ber that
straight pi pe will not restrict airflow as much as
flexible tubing. Y’s and elbows will restrict airflow
less than T’s. Also, a hose sm aller than 2-1/2”
diameter shoul d not be used.
Multi pl e- Piece Sanding Runs
When abrasiv e planing (or t hickness sanding) a
run of sim ilar pieces that you want to h ave the
same thickness, it is best to determine the
thickness of the thinnest piece and process all
pieces to that same thickness in one session. Be
aware that the sander will remove cups and
crowns in the workpiece; consider this when
measuring and processing stock to the same
thickness.
Sanding Multip le Pieces At Once
When sanding multiple pieces simultaneously,
make sure to stagger (step) the pieces across
the width of the conveyor belt. This provides
better contact with the tension rollers. Try to
process only multi ple pieces of similar thickness.
20
Page 21

If there is a signif icant thickness difference, t he
thinner pieces can slip on the conveyor belt if
they do not contac t the t ension roll ers. Al so note
that pieces thicker than 3/4” should be longer
than the minimum normally recommended to
prevent tipping of the stock.
Edge Sanding
When edge sanding, the sander will mimic the
opposite edge of t he stock which is lyi ng on the
conveyor belt . Bec ause of this, i t is im port ant f or
the stock edge to have been ripped at the proper
angle to the face before the sanding process.
When edge sanding stock that is less than 3/4”
wide or more t han 2” high, it is good procedure
to stack and clamp several pieces together to
prevent them from slipping or tipping on the
conveyor belt.
Sanding Imperfect Stock
When sanding stock with a c up or crown, place
the crown up. This will stabilize the stock to help
prevent tipping or rocking during sanding. After
the crown has been rem oved and t he top is fl at,
turn the stock ov er and sand the opposit e side.
To avoid personal inj ury, t ake speci al c are when
sanding stock that is twisted, bowed, or
otherwise v aries in thi ckness from end t o end. If
possible, support such stock as it is being
sanded to keep it from slipping or tipping. Use
extra rol ler stands, hel p from another person, or
hand pressure on the stock, to minimize
potentially hazardous situations.
Face Frames and Raised Panel Doors
It is v ery important t o have the proper abrasive
contact when doing this type of sanding. If the
machine is set t o take an excessiv e depth of cut,
the result can be a gouge or dip as the drum
goes from sanding the rails at full width to
sanding just a f ew inches of width on the sti les.
To prevent this, make sure that when using
abrasives finer than 80 grit the drum is in cont ac t
with the wood but can still be spun by hand. If
there is room , angli ng t he stock on t he conveyor
belt can also help. Slowing the conveyor feed
when coming to a rail in the stock can help
prevent a di p or goug e. Thi s all ows the abra siv e
to work the wider width with less effort, and to
achieve better consistency of the finished
surface.
Stock Feeding Angle
Some pieces, because of their dimensions, will
need to be f ed into the machi ne at a 90° angle
(perpendicular to the drum). However, even a
slight offset angle of the stock will provide for
more effective stock removal. The optimum
feeding angle for stock removal is about 60°.
Angling the workpiece for stock removal
provides other advantages, such a s les s l oadi ng
of certai n areas of the drums due to glue lines or
mineral streaks in the stock, m ore even wear of
abrasive stri ps, potenti ally faster f eed rates, and
lighter l oads on the m otor. Note that to get the
best final finish, however, the stock should be
fed through t he machine so it will be sanded in
line wit h the grain of the wood on the fi nal one or
two passes.
Maintenance
Before doing maintenance on
the machine, disco nnect it from the el ectri cal
supply by pulling out the plug or switching
off the main switch! Failure to compl y may
cause serious injury.
Keeping the Machine Clean
For best results, make cleaning the sander a
regular shop procedure. Allowing excess buildup of dust and debris can adversely affect
performance through the loading of the
abrasives, slippage on the conveyor table,
and/or the accumulation of material inside the
drums which can thr ow off the center of balance.
Leave the dust col lector on when c leaning dust
from the drums. Also brush the conveyor belt
after cleaning operations. If not cleaned, the
conveyor belt could allow stock to slip during
sanding operations.
For best results, perform the following
recommended pr oc edur es on a monthly basis:
• Lubricate conv eyor bushings and check for
wear.
• Lubricate all movi ng parts, such as threaded
rods, washers, and bu shings. (Bearings are
pre-sealed and requir e no lubrication.)
• Clean sawdust from the abrasive strip and
brush dust from t he conveyor belt.
• Blow dust from motors and switches. Blow
dust from insi de of sanding dr um , which may
cause vibration or offset the center of
balance.
• Check all set screws for tightness on parts
such as bearings, the conveyor, and
couplings.
21
Page 22

Tracker Kit (98-0080)
Trackers dramatically reduce tracking adjustments of conveyor belts. They are already
installed on your sander. The following
information is for re-setting or replacing your
trackers, should that become necessary. Refer
to Figure 28.
1. Di sconnect power to sand er, and di sconnect
motor cord from contr ol box r ec eptacle.
2. Lower conveyor table as far as it will go.
3. Loosen the conv eyor take-up screw nuts to
relieve conveyor belt tension and slide
driven roll er fully inward. Slide c onveyor belt
to one side of bed.
4. Remove the f our bolts holding t he conveyor
table to the sander base.
5. Lift conveyor table and slide it out of the
sander. Turn conveyor table upside down.
Be careful not to damage t he conveyor belt.
6. On t he underside of the convey or bed, there
are U-channels welded to the bed. The
Tracker is positioned on the inside of the
first U-c hannel on the infeed side of sander
(the U-channel closest to the rubber covered
drive roll er and gear m ot or). T he back of the
Tracker is magnetized and will stick to the
side wall of the convey or bed. Do not install
Tracker if the edge of the conveyor belt is
damaged or torn.
7. With the first Tracker installed, slide the
conveyor belt into the bottom slot of the
Tracker. Note: When install ed properl y, onl y
the bottom lip of the Trac ker wi ll be visible.
The top slot is to be used if the bottom slot
wears out.
8. Install second Tracker opposite t he first. Use
both Trackers unless the second one does
not fit in conveyor or if conveyor belt is
damaged.
9. Turn conveyor table right-side up and reposition it onto the sander. Re-attach the
four mounting bolts and tighten. Caution:
Be careful not to knock Tracker(s) out of
conveyor bed when turning conveyor over.
10. Make sure all switches are off. Connect
power to sander and plug i n m otor.
11. Tension the conveyor belt using take-up
screw nuts. If both Trackers are i nstalled, it
is very important to have equal tension on
both sides of the conveyor belt. Tighten both
sides of take-up screw nuts until equal
tension is obtained.
12. To check tension, turn on conveyor full
speed and place both hand s on conv eyor. If
conveyor belt can be stopped, continue
tensioning until conveyor belt cannot be
stopped by both ha nds on the bel t whil e the
conveyor is operat ing at full speed.
13. Make sure conveyor belt runs smoothly
inside Tracker slot and that the magnet is
holding the Tr ac k er in positi on.
14. Conti nue to watch tracking of conv eyor and
adjust only if necessary, making sure to
keep equal tension on conveyor belt at all
times and not allowing conveyor belt to
buckle under conv ey or bed.
Figure 28 (underside of c onv ey or s hown)
22
Page 23

A
Abrasives
The abrasive material you choose will have a
substantial effect on the performance of your
sander. Vari ations i n paper type, weight, coat i ng
and durability all contribute to achieving your
desired finish.
JET Abrasives are available in Ready-To-
TM
Wrap
Ready-To-Cut pr e-marked box. Your JET dealer
can recommend the best choice for your
application.
Selecting Drum Abrasi ves
It is important to select the proper grit of
abrasive for the type of sanding being perform ed
to achieve maximum results. As with any
sanding operation, first begin sanding with a
coarser grit, depending upon the roughness of
the stock or the am ount of stock to be rem oved.
Then progressiv ely work toward finer grit s. The
chart (Figur e 29) sho ws the general u ses f or t he
various grits. JET offers abrasives in the ten
different grits shown – consult the stock
numbers on page 28 to order.
The amount of stock to be removed i s a major
considerati on when choosing the grit grade with
which to begin. Grits 24, 36, 50 and 60 are
primarily designed for stock removal. Grits 24
and 36 will remove the most material in one
pass, whether you are doing abrasive planing,
cleaning up glued panels, or flattening stock.
Grits from 100 through 220 are primarily
finishing grits designed to remove the scratch
pattern from the previous grit used. For best
results, never skip more than one grit grade
when progressing through a sandi ng s equenc e.
For fine work, such as furniture, try not to skip
any grit grades during the sanding process.
pre-cut lengths or in the convenient
In general, premium quality abrasives will
produce a better finish with a less noticeable
scratch pattern.
NOTE: Grits that are too fine can sometimes
burnish the wood and leave a glossy surface
which will not accept stains evenly. This will vary
by type of wood. Oak, for example, is
susceptible to burnishing because of its open
pores.
Cleaning Abrasive Strips
Regularly cl ean the abr asive stri ps on the drum s
with commercially available cleaning sticks,
following the manufacturer’s directions. When
cleaning, also brush the stick crumbs from the
drum while it is still rotating.
In some cases, build-ups resulting from burns
can also be removed with Plexiglas held on
edge over the rotating drum.
Always wear eye protection
while performing sandpaper cleaning, and
take all precautions to avoid any contact of
hands or clothing with the rotating drum.
Cloth-backed abrasives can be cleaned by
soaking in pai nt thinner or mineral spirits for 20
minutes to 1 hour, then u sing a brus h to rem ov e
any build-up. Dr y the abrasive strips completely
before using. Any used solvents should be
discarded in compliance with environmental
regulati ons.
Increasing Abrasive Life
Abrasive life can be increased not only by
cleaning, but by r em ov ing the abrasive strip from
the drum and reversing it. To do this, remove the
strip and use what was the trailing end as the
starting end on the left (outboard) side of the
drum. Rever sing the stri p will provi de a fresh set
of cutting edges on the abrasive.
brasive Selection Guide
Grit Common Application
24........Abrasive planing, surfacing rough-sawn boards, max imum stock removal, glue removal.
36........Abrasive planing, surfacing rough-sawn boards, max imum stock removal, glue removal.
50........Surfacing and dimensioni ng boar ds, trueing warped boards
60........Surfacing and dimensioni ng boar ds, trueing warped boards.
80........Light dimensioning, rem oval of planer ripples.
100......Light surfacing, removal of planer ripples.
120......Light surfacing, minimal stock removal.
150......Finish sanding, minimal stock rem ov al.
180......Finish sanding only, not for stock removal.
220 ..... Finish sanding only, not for stock remov al .
Figure 29
23
Page 24
Troubleshooting: Motor and Electrical Problems
Trouble Probable Cause Remedy
Check plug connections. Connect
Sander will not star t.
Drum motor
overloads.
No incoming power.
Circuit fuse blown or breaker tripped. Repl ac e fuse or re-set breaker.
Switch is malf unctioning. Replace switch.
Inadequate cir cuit. Check electrical requirements.
Feed rate too fast or depth of cut too
large.
main cord to power source, and motor
cord into contr ol box r ec eptacle.
Reduce feed rate and/or depth of cut.
Loosen housing bolts, run motor, retighten bolt s.
Reduce depth of cut; use coarser grit;
reduce feed rate.
Allow motor to cool and re-set
overload butt on.
Connect sander to a dedic ated circuit.
Have a certified electrician correct
any shop wiring problem.
Use a shorter or heavi er gauge
extension cord (see Figure 17).
Conveyor motor
oscillates.
Drum motor or
conveyor motor
stalls.
Motor overload
protector trips or
shop wiring breaker
trips.
Motor not properl y aligned.
Transfer r od coll ar is worn. Replace transfer rod collar.
Drive roller is bent. Replace driv e roll er.
Excessive dept h of cut.
Improper convey or belt tension. Adjust tension ( see page 15).
Excessive load on sanding dr um and
motor.
Too many tools on circuit.
Excessive length or inadequate size
extension cord.
Troubleshooting: Mec hani cal Problems
Trouble Probable Cause Remedy
Conveyor belt does
not move, or runs
intermittently.
Conveyor belt slips
on drive roller.
Board slips on
conveyor belt.
Shaft coupling (#20, page 32) is loose
or unattached.
Improper convey or belt tension. Adjust belt t ensi on.
Excessive dept h of cut or feed rate.
Tension roller s too high. Lower tension rol lers (see page 18).
Excessive f eed r ate. Reduce feed rate.
Dirty or worn conv ey or belt. Replace conv eyor belt.
Abrasive improperly wrapped.
Align the shaft flats of the gear motor
and the drive roller and tighten the
shaft-coupling setscrews.
Reduce depth of cut; reduce feed
rate.
Read “Installing Abrasives” on pages
11-12.
24
Page 25

Trouble Probable Cause Remedy
Conveyor belt out of adjustment. Readjust conveyor belt; see page 15.
Drive or driv en roll er needs adj usting. Readjust; see page 16.
Conveyor belt tr ac k s
to one side, or
osc illates from side t o
side.
Abrasive strip is
loose.
Abrasive loads up
prematurely.
Table height
adjustment works
improperly.
Conveyor belt worn or defective.
Drive roller worn, bent, or varies in
diameter si de to side.
Roller bushings elongat ed due to
excessiv e wear.
Strip caught on insi de edge of slot, or
on inboard side of dr um.
Strip not cut proper ly .
Excessive dept h of cut. Reduce depth of cut.
Excessive f eed r ate. Reduce feed rate.
Inadequate dust collection. Increase airfl ow at dust port.
Inadequate abrasive. Use an open-coat abrasive.
Stock fed at 90° angle to drum.
Improper adj ustm ent of height control.
Replace conv eyor belt; see pages 15
and 16.
Replace driv e roller.
Replace bushings.
Re-adjust the strip end in the slot
and/or trim the abrasive edge.
Re-cut and re-i nst all abr asive strip.
See pages 11 and 12.
Angle stock 60° if possibl e to avoid
resin line buil dup.
Readjust height control. See pages
19.
Knocking sound while
running.
Bearing(s) out of alignment. Re-align beari ngs.
Dust in drum. Remove material i nside drum.
Set screws loose in pull ey or beari ng. Re-tighten set screws.
Abrasive fastener on dr um loose
(without abrasive strip in place).
Drum bearing(s) worn. Replace drum bearing(s).
Insert abrasive strip, or replace
fastener.
25
Page 26

Troubleshooting: Operational Problems
Trouble Probable Cause Remedy
Ripples in sanded
surface.
(Non-uniformly
spaced ripples).
Ripples in sanded
surface.
(Uniforml y spaced
ripples).
Sniping of wood
(gouging near end of
board).
Uneven feed rate. Check for these condit ions and refer
to previous Tr oubleshooting sections:
Conveyor belt slips on drive roller.
Board slips on conveyor belt.
Conveyor gear motor stalls.
Set screw loose on shaft coupler
between gear motor and c onv ey or .
Conveyor bushings dry – lubricate.
Conveyor bushings worn – replace.
Excessive f eed r ate. Reduce depth of cut and/or feed rate.
Excessive dept h of cut. Reduce depth of cut and/or feed rate.
Loose bolts, or loose bearing and
pulley set screws – re-tighten.
Sander vibration.
Tension roller s set too low. Re-set tension roller s.
Stock not supported properly during
infeed or outfeed.
Dirty drum – clean insi de.
Drum out of balance – contac t your
dealer or WMH authori z ed service
center.
Support stock wit h r oller stand, tables
or benches.
Burning of wood.
Gouging of wood.
Conveyor drive r oll er or driven roller
higher than conveyor belt surface.
Feed rate too slow. Increase feed r ate.
Excessive depth of c ut f or grit used.
Excess build-up on abrasive strips.
Abrasive is too fine. Replace with abrasive of coarser grit.
Abrasive stri ps are overlapped.
Drum out of alignment. Re-align drum. S ee pages 16 and 17.
Conveyor belt is loose.
Excessive dept h of cut. Reduce depth of cut.
Wood slipping on conv ey or due to
lack of contact
Abrasive is too fine. Replace with coar ser grit.
Re-adjust roller(s).
Reduce depth of cut or incr ease grit
coarseness.
Reduce depth of cut; cl ean str ips or
replace; angle stock when feeding.
Rewrap strip without overlap. See
pages 11 and 12.
Adjust conveyor belt tension. See
page 15.
Use alternate feeding procedure.
26
Page 27

Trouble Probable Cause Remedy
Line or groove in
stock.
Inconsistent feed rate.
Do not stop or change the feed rate
while feeding stock.
Unsanded ridge
along length of piec e
(sandpaper appears
Grit has been removed from backing.
Avoid this area of drum, or replace
abrasive strip.
clean).
Optional Accessories
609004 Open Stand with Shelf
609005 Closed Stand with Shelf and Casters
98-2202 Infeed/Outfeed Tables
98-0130 Casters (set of 4) for Open Stand
60-2000 Ready-To-Wrap
60-2024 Ready-To-Wrap
60-2036 Ready-To-Wrap
60-2060 Ready-To-Wrap
60-2080 Ready-To-Wrap
60-2100 Ready-To-Wrap
60-2120 Ready-To-Wrap
60-2150 Ready-To-Wrap
60-2180 Ready-To-Wrap
60-2220 Ready-To-Wrap
60-8024 Klingspore Blue Ready-To-Cut
60-8036 Klingspore Blue Ready-To-Cut
60-8050 Klingspore Blue Ready-To-Cut
60-8060 Klingspore Blue Ready-To-Cut
60-8080 Klingspore Blue Ready-To-Cut
60-8120 Klingspore Blue Ready-To-Cut
60-9036 Premium Ready-To-Cut
60-9060 Premium Ready-To-Cut
60-9080 Premium Ready-To-Cut
60-9100 Premium Ready-To-Cut
60-9120 Premium Ready-To-Cut
60-9150 Premium Ready-To-Cut
60-9180 Premium Ready-To-Cut
60-9220 Premium Ready-To-Cut
NOTE: Abrasive st ri ps are 3” wide, cloth backed, aluminum oxide, resi n bond, open coat.
TM
Assortment Package (one eac h of 30, 80, and 120 gri t)
TM
Abrasive Strip, 24 Grit (3 wraps)
TM
Abrasive Strip, 36 Grit (3 wraps)
TM
Abrasive Strip, 60 Grit (3 wraps)
TM
Abrasive Strip, 80 Grit (3 wraps)
TM
Abrasive Strip, 100 Grit (3 wraps)
TM
Abrasive Strip, 120 Grit (3 wraps)
TM
Abrasive Strip, 150 Grit (3 wraps)
TM
Abrasive Strip, 180 Grit (3 wraps)
TM
Abrasive Strip, 220 Grit (3 wraps)
TM
Abrasive Strip, 24 Grit (10 wraps)
TM
Abrasive Strip, 36 Grit (10 wraps)
TM
Abrasive Strip, 50 Grit (14 wraps)
TM
Abrasive Strip, 60 Grit (14 wraps)
TM
Abrasive Strip, 80 Grit (14 wraps)
TM
TM
TM
TM
TM
TM
TM
TM
TM
Abrasive Strip, 120 Grit (14 wraps)
Abrasive Strip, 36 Grit (10 wraps)
Abrasive Strip, 60 Grit (14 wraps)
Abrasive Strip, 80 Grit (14 wraps)
Abrasive Strip, 100 Grit (14 wraps)
Abrasive Strip, 120 Grit (14 wraps)
Abrasive Strip, 150 Grit (14 wraps)
Abrasive Strip, 180 Grit (14 wraps)
Abrasive Strip, 220 Grit (14 wraps)
Replacement Parts
Replacement part s are li sted on the f ollowing page s. To order par ts or reac h our servi ce depar tment, call
1-800-274-6848 between 7:30 a.m. and 6:00 p.m. (CST), Monday through Friday. Having the Model
Number and Serial Number of your machine available when you call will allow us to serve you qui c kl y and
accurately.
27
Page 28

Conveyor and Motor Assembly
28
Page 29

Parts List: Conveyor and Motor Assembly
Index No. Part No. Description Size Qty
1............... 323759.................... Gear Motor........................................................ 90 Volt DC..................1
2............... 72-6014................... Strain Relief....................................................... ...................................1
3............... 72-5336................... Cord Set............................................................ 110-120V-75”..............1
4............... TS-0680031 ............ Flat Washe r....................................................... 5/16............................4
5............... 10-4010-08.............. Socket Head Cap S c rew.................................... #10-32x1/2” ................4
6............... 98-0080................... Tracker Kit......................................................... ...................................2
7............... 72-2250-01.............. Knob.................................................................. ...................................1
8............... 72-2250-02.............. Speed Adjusting Label....................................... ...................................1
9............... 40-4018................... Wiring Gu a r d..................................................... ...................................1
10.............72-2250...................SandSmart Contr ol ler ........................................ ...................................1
11.............40-4904...................Controller Housing Bracket................................ ................................... 1
12.............20-0777...................Pan Head Self-Tapping Screw...........................5/32x1/2”....................2
13.............72-2120...................Receptacle, 110-120Volt.................................... ...................................1
14.............TS-081D022............ Pan Head Machine Screw.................................. #10-32x1/2” ................1
15.............TS-073203..............Lock Was h e r, Inte rn al Tooth..............................#10.............................2
16.............TS-0560081............Hex Nut............................................................. #10-32........................2
17.............10-9002...................Slotted Hex Head Screw.................................... #10-32x1/2”................5
18.............10-3103...................Phillips Pan Head Screw.................................... #6-32x1/2...................2
19.............JSG96-135.............. ON/OFF Drum Switch........................................ ...................................1
20.............30-0122...................Shaft Coupler..................................................... ................................... 1
21.............10-4010-04..............Set Screw.......................................................... 1/4-20x1/4”.................2
22.............40-4903...................Controller Base Bracket..................................... ...................................1
23.............40-4022W............... Control Housing Base Cover.............................. ...................................1
24.............10-4004-12..............Hex Washer Head Bolt ......................................1/4-20x3/4”...............12
25.............20-1161-01..............Wave Washer.................................................... 1/4”.............................4
26.............11-1002-04..............Flat Washer....................................................... 1/4”.............................4
27.............41-0003...................Take Up-Sli de Bracket (includes #28) ................ ...................................2
28.............50-3105...................Oilite Bushing....................................................5/16”I.D......................4
29.............30-3010-10..............Driven Rol l er...................................................... ...................................1
30.............40-0260...................Wrench.............................................................. ...................................2
31.............12-2000-04..............Hex Nut............................................................. 1/4-20.........................2
32.............11-1000-04..............Lock Washe r , Inter n al Tooth..............................1/4”.............................2
33.............10-4007-24..............Slotted Round Head Screw................................ 1/4-20x1-3/4”..............2
34.............40-4004...................Take-Up Bracket Base....................................... ...................................2
35.............TS-0720081............Lock Washe r ......................................................5/16............................4
36.............30-3010-11..............Rubber Covered Drive Roller............................. ...................................1
37.............41-0005...................Drive Roller Support Bracket (includes #28)....... ................................... 1
38.............40-4010-01..............Conveyor Bed.................................................... ...................................1
39.............TS-0208041............Socket Head Cap Screw .................................... 5/16-18x3/4”...............4
40.............60-0322-P...............Belt Conveyor (Not Shown)................................ ...................................1
41.............72-2250-03..............Flat Washer....................................................... 5/16............................1
42.............72-2250-04..............Hex Nut............................................................. 5/16-24.......................1
43.............72-2250-05..............Slotted Set Screw.............................................. #8-36UNFx5/16”.........1
44.............72-6101...................Small Strain Relief............................................. ...................................1
29
Page 30

Drum Head Assembly
30
Page 31

Parts List: Drum Head Assembly
Index No. Part No. Description Size Qty
1............... 70-4102................... Motor, 1-3/4 HP, 110-120 Volt w/Cord................ ...................................1
1A.............70-4102MFC...........Motor Fan Cover................................................ ...................................1
2............... 72-6104................... Strain Relief....................................................... ...................................1
3............... 72-5345................... Cord, Motor To Control Box............................... ...................................1
4............... 30-9025................... Motor Mount Slide.............................................. ...................................1
5............... 30-9024................... Drum Carriage................................................... ...................................1
6............... TS-0060061 ............ Hex Cap Screw.................................................. 3/8-16x1-1/4”..............9
7............... TS-0680041 ............ Flat Washe r....................................................... 3/8”...........................11
8............... 30-9023................... Shroud............................................................... ...................................1
9............... 30-9026................... Stud...................................................................5/16-24x1-3/4”............4
10.............50-3090-01..............Oilite Wash e r..................................................... 5/16” I.D......................8
11.............TS-0209061............Socket Head Cap Screw .................................... 3/8-16x1-1/4”..............4
12.............12-2003-05..............Nylon Insert Lock Hex Nut ................................. 5/16-24.......................4
13.............30-9027...................Screw, Height Adjustment.................................. 5/8-18UNC.................1
14.............50-9000...................Thrust Bearing................................................... 51103.........................1
15.............30-9028...................Height Adj ustment Handw heel........................... ...................................1
16.............TS-0270051............Socket Set Screw .............................................. 5/16-18x1/2”...............2
17.............80-2324...................Nylon Flat Washer.............................................5/8”I.D........................1
18.............20-1180-02..............Locking Shaft Collar........................................... ...................................1
19.............10-4020-04..............Socket Head Set Screw (Collar)......................... 5/16-18x1/4”...............2
20.............94-1668...................Label, Height-Direction ...................................... ...................................1
21.............94-2270...................Label, Dept h Gauge........................................... 4”................................1
22.............20-0762-02..............Key.................................................................... 3/16 SQ x3/4” .............2
23.............50-2207...................Coupling............................................................ ...................................2
24.............10-4010-04..............Set Screw.......................................................... 1/4-20x1/4”.................4
25.............50-2209...................Coupling Spider ................................................. ...................................1
26.............80-3138...................Fine Tune Adjustment Knob............................... ...................................1
27.............TS-0060081............Hex Cap Screw..................................................3/8-16x1-3/4...............1
28.............20-3216...................Spring................................................................ ...................................1
29.............30-9022...................Conveyor Mounting Base................................... ...................................1
30.............20-0778...................Retaining Ring................................................... STW25.......................2
31.............40-3169...................Depth Gauge Pointer......................................... ................................... 1
32.............50-3089...................Drum Bearing....................................................NTN 6205...................2
33.............TS-0720091............Lock Washe r ......................................................3/8”.............................4
34.............10-1205...................Carriage Head Bolt............................................ 5/16-18x1”..................4
35.............11-0206...................Lock Wash e r......................................................5/16 ”...........................9
36.............12-2000-05..............Hex Nut............................................................. 5/16-18.......................5
37.............40-0304...................Tension Roller Bracket....................................... ...................................2
38.............40-0308-01..............Tension Roller Bracket - Right ........................... ...................................2
39.............40-0308-02..............Tension Roller Bracket - Left.............................. ...................................2
40.............80-1060...................Tension Roller Bracket Pad................................ ...................................2
41.............20-3211...................Tension Roller Spring........................................ ...................................4
42.............10-4008-16..............Phillips Fi llister Head Screw............................... #8-32x1”.....................4
43.............40-3166...................Dust Cover Catch.............................................. ...................................1
44.............50-3105...................Oilite Bushing....................................................5/16”I.D......................4
45.............30-3051-06..............Tension Roller................................................... ...................................2
46.............30-3002...................Sanding Drum.................................................... ...................................1
47.............21-1173...................Outboard Abrasive Fastener .............................. ...................................1
48.............21-1172...................Inboard Abrasive Fastener................................. ...................................1
49.............10-3003...................Phillips Flat Head Screw.................................... 6-32x3/8”....................2
50.............80-2003...................Dust Cover ........................................................ ...................................1
51.............80-3137...................Dust Cover Knob............................................... ...................................1
52.............40-3168...................Dust Cover Latch............................................... ...................................1
53.............80-3131...................Knob.................................................................. ...................................1
54.............2244PLUS-254........ Hinge Pin........................................................... #3x80 .........................2
55.............2244PLUS-255........ Pan Head Machine Screw.................................. 1/4-20x3/4”.................3
31
Page 32

56.............11-1000-04..............Lock Washe r , Inter n al Tooth..............................1/4”.............................2
57.............12-2000-04..............Hex Nut............................................................. 1/4-20.........................2
58.............11-1002-04..............Flat Washer....................................................... 1/4..............................2
59.............12-9001...................Nylon Insert Lock Hex Nut................................. #6-32..........................2
60.............2244PLUS-260........ Hex Nut ............................................................. 3/8-16.........................1
61.............98-0060...................TufTool (not shown)........................................... ...................................1
32
Page 33

Parts List: Open Stand – #609004 (Optional Accessory)
Index Part
No. No. Description Size Qty.
1.......... 40-4040........................ Leg, Left ............................................................ ...................................2
2.......... 40-4041........................ Leg, Right (with TUF tool holder)........................ ...................................2
3.......... 2244PLUS-303............. Rail, Long.......................................................... ...................................2
4.......... 2244PLUS-304............. Rail, Short.......................................................... ...................................2
5.......... 2244PLUS-305............. Shelf.................................................................. ...................................1
6.......... 10-1206........................ Carriage Bolt...................................5/16-18x5/8”.................................24
7.......... 12-0207........................ Nut, Flanged Lock...................................... 5/16”.................................24
8.......... 20-0655........................ Le veling Fo o t..................................................... ...................................4
9.......... 12-0005........................ Hex Nut .................................................. 3/8”-16...................................8
10........11-9103........................Flat Washer.................................................. 3/8...................................8
33
Page 34

Parts List: Closed Stand – #609005 (Optional Accessory)
Index No. Part No. Description Size Qty
1............... 2244PLUS-401........ Base.................................................................. ...................................1
2............... JSG96-302.............. Lock Nut............................................................ 3/8..............................4
3............... PJE-S05..................Wheel................................................................ ...................................4
4............... JSG96-304.............. Hex Head Screw................................................ 3/8-16x2-1/2...............4
5............... 2244PLUS-405........ Shaft.................................................................. ...................................1
6............... PJN-S04 ................. Eccentric Cam ................................................... ...................................2
7............... JSG96-307.............. Set Screw.......................................................... M6x10........................ 2
8............... JSG96-308.............. Spring................................................................ ...................................2
9............... JSG96-309.............. Roll Pin.............................................................. 4x16 ...........................2
10.............PJN-S02.................Foot Brake......................................................... ................................... 1
11.............JSG96-311.............. Lock Nut............................................................ M10x1.5 .....................1
12.............2244PLUS-412........ Door.................................................................. ...................................1
13.............JSG96-319.............. Latch................................................................. ...................................1
14.............JSG96-320.............. Screw................................................................M3x4..........................2
15.............JSG96-321.............. Door Pivot.......................................................... ...................................1
16.............JSG96-127.............. Screw................................................................1/4x3/8.......................2
17.............TS-0561011............Hex Nut............................................................. 1/4..............................2
34
Page 35

Parts List: Infeed and Outfeed Tables – #98-2202 (Optional Accessory)
Index Part
No. No. Description Size Qty.
1.......... 2244PLUS-501............. Table................................................................. ...................................2
2.......... 2244PLUS-502............. Base Bracket..................................................... ...................................2
3.......... TS-0060051 ................. Hex Cap Screw.................................................. 3/8”-16UNC x 1”..........4
4.......... TS-0680041 ................. Flat Washe r....................................................... 3/8”.............................4
5.......... 2244PLUS-505............. Carriage Bolt...................................................... 1/4"-20UNC x 3/4" ......8
6.......... TS-0680021 ................. Flat Washe r....................................................... 1/4".............................8
7.......... TS-0561011 ................. Hex Nut .............................................................1/4".............................8
35
Page 36

Electrical Connections
WMH Tool Gr ou p
2420 Vantage Drive
Elgin, Illinois 60123
Phone: 800-274-6848
www.wmhtoolgroup.com
36
 Loading...
Loading...