

Page 1
√
M-50000900M…11/10
BD-7
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по эксплуатации
ТОКАРНЫЙ СТАНОК
Walter Meier AG
WMH Tool Group AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Fertigung) AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Tool) AG, CH-8117 Fälladen
www.jettools.com; info@jettools.com
Tel. +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а, тел.: +7 (812) 334-33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
www.jettools.ru; info@jettools.ru
1
Page 2
инструкция по эксплуатации станка JET мод. BD-7
Инструкция по эксплуатации токарного станка BD-7
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта
инструкция разработана для владельцев и обслуживающего персонала токарного станка по металлу типа BD-7 с целью обеспечения надежного пуска в работу и эксплуатации станка, а также
его технического обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете проводить работы по техническому обслуживанию. Для достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста,
нашим указаниям.
Данный станок является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве. Если Вы планируете эксплуатировать
станок в более производительных условиях, рекомендуем проконсультироваться с представителем продавца или сервисного центра JET о возможностях оборудования.
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что каждый продукт не имеет дефектов материалов
и дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ
С НИЖЕПЕРЕЧИСЛЕННЫМИ ГАРАНТИЙНЫМИ ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня
продажи. Днем продажи является дата
оформления товарно-транспортных документов и/или дата заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и
послегарантийный ремонт производится
только в сервисных центрах, указанных в гарантийном талоне, или авторизованных сервисных центрах.
1.3 После полной выработки ресурса оборудования рекомендуется сдать его в сервисцентр для последующей утилизации.
1.4 Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в период гарантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно оформленных документов: гарантийного талона, согласованного с сервисцентром образца с указанием заводского номера, даты продажи, штампом торговой организации и подписью покупателя, а так же при
наличии кассового чека, свидетельствующего
о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары), например: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги к
ним; подошвы шлифовальных машин и т.п.
(см. список сменных принадлежностей (аксессуаров) JET);
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые ролики, подшипники, зубчатые ремни и
колеса и прочее (см. инструкцию по оценке
гарантийности и ремонта оборудования JET).
Замена их является платной услугой;
- оборудование JET со стертым полностью
или частично заводским номером;
- шнуры питания, в случае поврежденной
изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по назначению, указанному в инструкции по эксплуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за действий третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных или иных внешних воздействий на
оборудование, таких как дождь, снег повышенная влажность, нагрев, агрессивные среды и др.;
- при естественном износе оборудования
(полная выработка ресурса, сильное внутреннее или внешнее загрязнение, ржавчина);
2
Page 3
инструкция по эксплуатации станка JET мод. BD-7
- при возникновении повреждений из-за несоблюдения предусмотренных инструкцией условий эксплуатации (см. главу «Техника
безопасности»);
- при порче оборудования из-за скачков напряжения в электросети;
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых, материалов или веществ, не являющихся отходами, сопровождающими применение
по назначению;
- при повреждения оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений, несоблюдения правил смазки оборудования;
- при повреждении оборудования из-за небрежной транспортировки. Оборудование
должно перевозиться в собранном виде в
упаковке, предотвращающей механические
или иные повреждения и защищающей от неблагоприятного воздействия окружающей
среды.
1.8 Гарантийный ремонт частично или полностью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в период гарантийного срока является
платной услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется обратиться в сервисный центр для профилактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью,
случайными повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживанием, а также естественным износом.
Гарантия JET начинается с даты продажи
первому покупателю.
Для использования гарантии JET, дефектный
продукт или деталь должны быть доставлены
уполномоченному торговцу изделиями JET
для исследования.
Подтверждение даты приобретения и объяснение претензии должны быть приложены к
товару.
Если наш контроль установит дефект, то мы
производим ремонт этого продукта или его
замену.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если.
Однако, будет установлено, что дефект отсутствует или его причины не входят в объем
гарантии JET, то клиент сам несет расходы за
хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. Безопасность
2.1 Применение согласно предписанию
Станок предназначен для точения и сверления обрабатываемых резанием металлов и
пластмасс.
Обработка других материалов является недопустимой или в особых случаях может производиться после консультации с производителем станка.
Запрещается обрабатывать магнийвысокая опасность возгорания!
Применение по назначению включает в себя
также соблюдение инструкций по эксплуатации и техническому обслуживанию, предоставленных изготовителем.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и техническим обслуживанием и предупреждены о
возможных опасностях.
Необходимо соблюдать также установленный
законом возраст.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей
страны необходимо принимать во внимание
общепринятые технические правила работы
на металлообрабатывающих станках.
Каждое отклоняющееся от этих правил использование рассматривается как неправильное применение и изготовитель не несет
ответственности за повреждения, происшедшие в результате этого. Ответственность несет только пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неквалифицированном обращении представляют
определенную опасность. Поэтому для безопасной работы необходимо соблюдение
имеющихся предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию
по эксплуатации, прежде чем Вы начнете
монтаж станка и работу на нем.
3
Page 4
инструкция по эксплуатации станка JET мод. BD-7
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и
передавайте ее дальше новому владельцу
станка.
На станке не разрешается проводить какиелибо изменения, дополнения и перестроения.
Ежедневно перед включением станка проверяйте безупречную работу и наличие необходимых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением
уполномоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством
вытягивания сетевого штекера.
Для защиты длинных волос необходимо надевать головной убор или косынку.
Работайте в плотно прилегающей одежде.
Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
работайте в прогулочной обуви.
Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
При работе на станке не надевать перчатки.
Во время работы надевайте защитные очки.
Станок должен быть установлен так, чтобы
было достаточно места для его обслуживания и подачи заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы
об нее нельзя было споткнуться.
Содержите рабочее место свободным от мешающих заготовок и прочих предметов.
Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание,
что медикаменты также могут оказывать
вредное воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабочего места.
Не оставляйте без присмотра работающий
станок.
Перед уходом с рабочего места отключите
станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах
огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Всегда работайте только с острым инструментом.
Никогда не работайте при открытом защитном экране и кожухе ремня.
Перед началом работы удалите из патрона
ключ и другие инструменты.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Удалять стружку и заготовки только при остановленном станке.
Не становитесь на станок.
Работы на электрическом оборудовании
станка разрешается проводить только квалифицированным электрикам.
Немедленно заменяйте поврежденный силовой кабель.
Сохраняйте безопасное расстояние между
Вашими пальцами и вращающимися элементами и стружкой.
Соблюдайте правильность установки кулачков патрона.
Перед началом обработки проверьте, что заготовка надежно закреплена.
Не превышайте размер зажима патрона.
Консольно зажимайте только короткие заготовки.
Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо
использовать заднюю бабку.
Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим
диаметром обработки.
Старайтесь не обрабатывать заготовки с небольшой зажимной длиной.
Заготовка должна плотно прилегать к кулачкам.
Не превышайте ограничение числа оборотов
зажимных устройств.
Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе
оборотов.
Работайте с закрытым защитным экраном
шпинделя.
Высокая опасность травмы!
При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может
согнуться при обработке.
Никогда не переставляйте заднюю бабку или
4
Page 5
инструкция по эксплуатации станка JET мод. BD-7
пиноль задней бабки во время работы станка.
Удаляйте стружку только при отключенном
станке, используйте специальный крюк.
Не останавливайте зажимной патрон или заготовку рукой.
Производите контрольные и регулировочные
работы только при выключенном станке.
Работы по переоснащению, регулировке и
очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
2.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие остаточные опасности:
Опасность от вращающейся заготовки и зажимного патрона.
Опасность из-за разлетающейся стружки и
горячих частей заготовок.
Опасность из-за шума и пыли.
Обязательно надевать средства индивидуальной защиты, такие как защитные очки и
наушники.
Опасность поражения электрическим током
при неправильной прокладке кабеля.
3 СПЕЦИФИКАЦИЯ СТАНКА
3.1 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр обточки над станиной ................ 180 мм
Диаметр обточки над суппортом.............. 110 мм
Расстояние между центрами ................... 300 мм
Частота вращения шпинделя
(плавно) ..................... 100-1200, 300-3000 об/мин
Конус шпинделя ................................... Морзе №3
Пропускное отверстие шпинделя .............. 20 мм
Размер хвостовика инструмента ............. 8х8 мм
Автоматическая подача ..................... 0,09 мм/об
Ход поперечного суппорта ......................... 65 мм
Ход верхнего суппорта ............................... 50 мм
Конус задней бабки ........... Морзе №2 (короткий)
Ход пиноли задней бабки ........................... 40 мм
*Метрическая резьба, 10 ..................... 0,4-2,0 мм
*Дюймовая резьба, 18 .......................... 12-52 TPI
Выходная мощность ................. 0,37 кВт/S1 100%
Потребляемая мощность ........... 0,59 кВт/S6 40%
Габаритные размеры ................. 870х300х290 мм
Масса ............................................................ 44 кг
Комплектация станка или/или у позиций, помеченных (*), смотрите табличку на передней
стенке станка.
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Компания Walter Meier AG
оставляет за собой право на изменение
конструкции и комплектации оборудования
без уведомления потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков указаны предельные значения зон обработки,
для оптимального подбора оборудования и
увеличения сроков эксплуатации выбирайте
станки с запасом.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до
35⁰С и относительной влажностью не более
80%.
Во избежание преждевременного выхода
электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки
и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового
или удлинительного кабеля.
5
Page 6
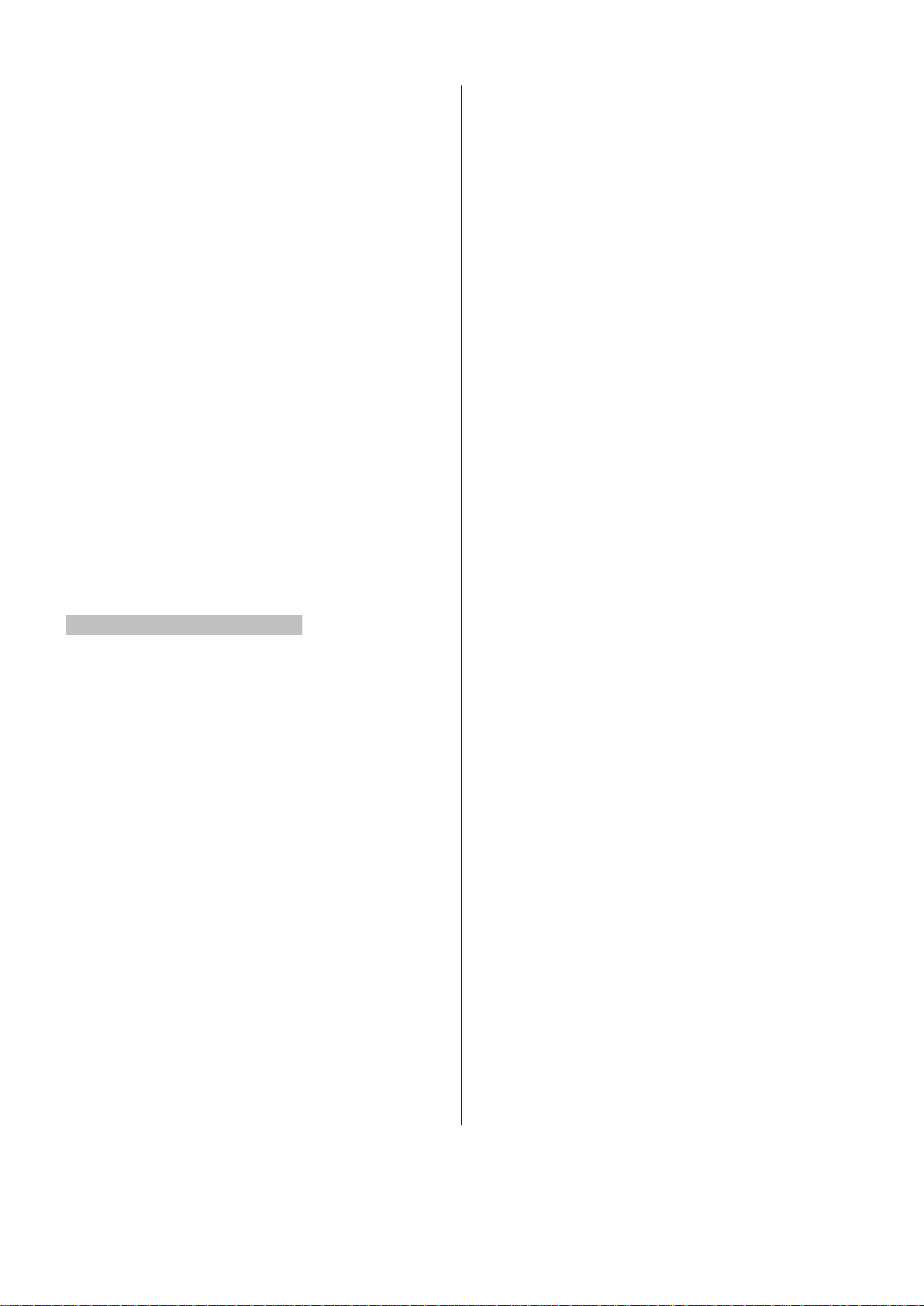
1. Передняя бабка
2. Жёлтая лампочка
3. Защита патрона
4. Трёхкулачковый патрон
5. Резцедержатель
6. Поперечный суппорт
7. Продольный суппорт
8. Зелёная лампочка
9. Задняя бабка
10. Стопорная гайка задней бабки
11. Станина
12. Подшипник винта автоподачи.
13. Ручка перемещения верхнего суппорта
14. Резьбоуказатель (принадлежность)
15. Рукоятка автоматической подачи
1. ПЕРЕДНЯЯ БАБКА
Мотор передает вращение на шпиндель при
помощи зубчатого ремня. Частота вращения
шпинделя может плавно изменяться и регулируется при помощи рукоятки (23), расположенной на основной контрольной панели.
Шпиндель имеет отверстие с конусом Морзе
№3, чтобы можно было использовать центр с
планшайбой или вращающимся зажимом.
Самоцентрирующий патрон (4) с тремя кулачками установлен на шпинделе (2). Чтобы
снять патрон, просто снимите три крепежные
гайки сзади выступа шпинделя, чтобы его
можно было свободно вытащить вместе с
тремя установочными штифтами.
Для более эффективного использования патрона для него поставляются три внешних кулачка. Инструкции по эксплуатации и монтажу
внешних кулачков смотрите в разделе «Аксессуары».
На фланце шпинделя 6 отверстий для более
удобного фиксирования планшайбы. 4-х кулачковый патрон (см. Аксессуары).
инструкция по эксплуатации станка JET мод. BD-7
16. Рукоятка поперечного перемещения суппорта
17. Фартук суппорта
18. Рукоятка продольного перемещения суппорта
19. Винт автоподачи
20. Индикатор частоты вращения шпинделя
21. Таблица настройки резьбы (принадлежность)
22. Кожух коробки передач
23. Рукоятка изменения частоты вращения
24. Выключатель
25. Аварийный выключатель
26. Рукоятка диапазона скоростей: высо-
кая/низкая
27. Винт подачи /рычаг реверса
2. КОРОБКА ПЕРЕДАЧ
Коробка передач защищена кожухом (22), который можно снять, открутив два крепёжных
шестигранных винта.
Зубчатый механизм, показанный на Рис. 2,
передаёт вращение винту подачи. Винт подачи работает, как червяк, и во время эксплуатации рукоятки автоподачи (15), которая крепится гайкой к винту подачи, передаёт вращение суппорту, а затем режущему инструменту.
Таким образом, подача передаётся для нарезания резьбы и обточки. Частота вращения
винта подачи и скорость режущего инструмента определяется конфигурацией коробки
передач. Подробно Вы можете почитать об
этом в разделе «Резьбонарезание».
6
Page 7

Рис.2
Остановить вращение винта подачи можно
рукояткой (27). Эта рукоятка используется для
вращения винта подачи вперёд или назад (это
также описано в разделе «Резьбонарезание).
3. ЗАДНЯЯ БАБКА
Литая часть задней бабки (9) может передвигаться вдоль станины и устанавливаться в
любое нужное положение, ее положение фиксируется гайкой (10). Пиноль задней бабки
имеет внутренний конус Морзе 2 для крепления поставляемого центра. Вы можете также
приобрести вращающийся центр и сверлильный патрон. (см. Принадлежности).
4. НАПРАВЛЯЮЩИЕ
На направляющих расположен поперечный
суппорт (6), на который установлен верхний
суппорт (7) с резцедержателем, позволяющий
производить сложные и тонкие операции. Его
можно перемещать при помощи ходового винта, через приводную гайку, чтобы обеспечить
автоматическую подачу, когда работает рычаг
автоматической подачи (15), установленный
на корпусе (17).
Отрегулировать положение инструмента можно вращением рукоятки подачи поперечного
суппорта (16), которая двигает его поперёк
станка и салазок, или вращением рукоятки
ручной подачи (18), которая двигает инструмент вдоль станка. Для перемещения инструмента на небольшие расстояния под прямым
углом к поперечному суппорту используйте
рукоятку подачи продольного суппорта (13).
Эта операция описана в разделе «Резка под
углом».
Поперечный и продольный суппорты оснащены шкалой. Шкала используется для того,
чтобы перемещать инструмент на точные
инструкция по эксплуатации станка JET мод. BD-7
расстояния, одно деление равно 0,025 мм.
Шкала вращается вместе с рукояткой подачи.
Шкалу на подаче поперечного суппорта можно
провернуть относительно рукоятки для удобства считывания показаний и зафиксировать.
Шкалу можно обнулить. Это описано подробнее в разделе «Работа».
Для фиксации положения инструмента в резцедержателе используется 8 шестигранных
болтов. Для быстрой и лёгкой замены можно
установить 4 резца. Два уже установлены.
Резцедержатель поворачивается, когда ослаблена рукоятка (А), которая расположена
наверху; резцедержатель можно легко приподнять и установить в необходимое положение.
Перед началом работы ВСЕГДА проверяйте,
чтобы резцедержатель и инструмент были
надёжно закреплены с помощью рукоятки.
Рис.3
5. ДВИГАТЕЛЬ
Разбирать двигатель не рекомендуется. Инструкция о замене щёток в разделе «Техническое обслуживание».
РАСПАКОВКА И ПОДГОТОВКА К ЭКСПЛУАТАЦИИ
При получении, аккуратно распакуйте токарный станок, проверьте его, чтобы удостовериться в том, что при перевозке ему не был
нанесен ущерб, а также что присутствуют все
детали. Если ущерб очевиден, либо отсутствуют детали, пожалуйста, немедленно свяжитесь со своим дилером.
Комплект поставки
1. 4 резиновые ножки*
2. 1 пластиковая масленка*
3. 1 ключ для зажимного патрона
4. 1 запасной предохранитель *
5. 2 пластиковые ручки/гайки и болты*
6. Инструкция*
7. Невращающийся центр конус Морзе № 2
7
Page 8

инструкция по эксплуатации станка JET мод. BD-7
Внимание!
лировке станка.
(для задней бабки)
8. 3 кулачка зажимного патрона
9. Набор шестерен (дюймовые и метриче-
ские)
Учитывая вес станка, воспользуйтесь помощью, чтобы поднять ее на хорошую, прочную
поверхность или рабочий верстак. Далее,
удалите все следы консервирующих смазок
при помощи парафина или растворителя хорошего качества, а также слегка смажьте
маслом все обработанные поверхности.
Для удобства транспортировки рукоятка подачи поперечного суппорта была установлена
наоборот. Снимите её, открутив крепёжный
шестигранный винт, и установите должным
образом. Затем проверьте, чтобы все рукоятки свободно двигались.
Прикрепите пластиковые ручки к маховикам
ручной подачи и подачи задней бабки, затяните гайки и убедитесь, что рукоятки свободно
вращаются на болтах, но не болтаются.
Регулировки суппорта, поперечных салазок и
резцовых салазок крестового суппорта устанавливаются на заводе, чтобы обеспечить
ровное движение в обоих направлениях. Однако, если во время транспортировки, регулировки были нарушены, на что будет указывать
затрудненное и неравномерное движение,
обратитесь к разделу «Настройки и регулировки», чтобы получить информацию относительно методов настройки.
В комплект поставки входят все шестигранные ключи и гаечные ключи, необходимые
для проведения различных регулировок, вместе с патронным ключом для трехкулачкового
патрона и запасным предохранителем. Патрон плавкого предохранителя расположен на
основной контрольной панели.
Закрепите 4 резиновые основания и две опоры на нижней части станины четырьмя болтами М8. Такие болты используются также
для крепления поддона для сбора стружки.
Чтобы станок устойчиво стоял, мы рекомендуем установить станок на прочное основание, как описано в разделе «Установка станка».
Три кулачка для самоцентрирующегося патрона увеличивают производительность патрона и описываются более подробно в разделе «Аксессуары».
УСТАНОВКА СТАНКА
Не запускайте станок в работу, пока не завершены все работы по установке и регу-
Станок должен устанавливаться на верстаке
достаточной высоты, так чтобы вам не приходилось сгибаться для работы.
Убедитесь, что место достаточно освещено,
чтобы вам не пришлось работать в собственной тени.
Чтобы станок прочно стоял на основании, рекомендуется закреплять его на основании с
помощью винтов.
Чтобы закрепить станок на верстаке, открутите болты М8, которые фиксируют резиновые
основания и опоры станка и снимите резиновые основания. Просверлите в верстаке четыре отверстия 10 мм в соответствии с размерами на рисунке справа. С помощью длинных болтов М8 или болтами с плоской головкой (не поставляются) закрепите станок на
верстаке. Убедитесь, что поддон для сбора
стружки установлен правильно.
Если Вы не хотите устанавливать станок на
верстак, Вы можете закрепить станок на деревянном основании толщиной 18 мм, рекомендуемые размеры основания 800х300 мм.
Монтажные отверстия просверлите в деревянном основании. Для работы устанавливайте станок на верстак, закрепляя деревянное
основание зажимами.
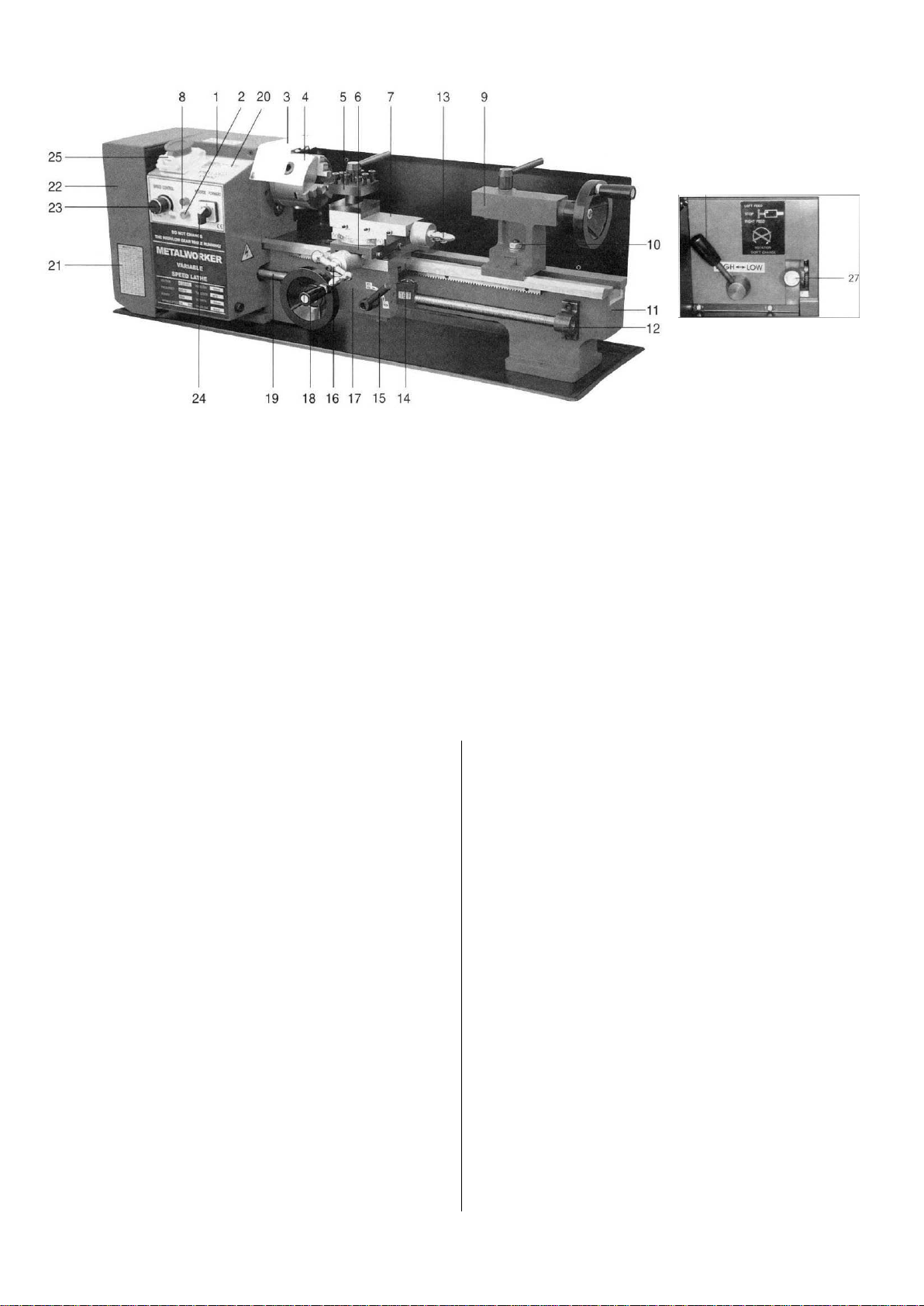
ПРОЦЕДУРА ЗАПУСКА
А. ПЕРВИЧНЫЙ ЗАПУСК ВО ВРЕМЯ УСТАНОВКИ (Рис. 5)
Установите рукоятку диапазона скоростей
(позиция 26) в положение «низкий». Закройте
кожух 3-хкулачкового патрона.
Убедитесь, что поперечный суппорт находится на достаточном расстоянии от патрона. Рукоятка автоматической подачи должна быть
выключена (то есть рукоятку нужно поднять).
Включите вилку токарного станка в розетку.
Выберете «ВПЕРЁД», используя выключатель
(В) на главной панели управления. Затем разблокируйте аварийный выключатель, нажав
на красную кнопку, и подвиньте её по направлению к передней бабке, на красной кнопке
(С) нарисована стрелка. Загорится зелёная
лампочка
8
Page 9
Внимание!
станка.
Внимание!
выключатель в положение «ВЫКЛ».
Рис.5
Включите станок, АККУРАТНО повернув Контрольную рукоятку изменения скорости (А) по
часовой стрелке. По мере дальнейшего поворота рукоятки будет прогрессивно увеличиваться скорость. На цифровом индикаторе
отображается частота вращения шпинделя.
ВНИМАНИЕ: всегда перед тем, как запустить
станок, устанавливайте рукоятку частоты
вращения шпинделя на минимум. Если запустить станок с максимальной скоростью вращения, возможно повреждение панели управления скоростью.
Дайте станку поработать примерно 5 минут, в
течение которых постепенно увеличивайте
скорость шпинделя до максимума. Затем дайте ему поработать, по меньшей мере, 2 минуты на этой скорости, прежде чем выключить
станок и отключиться его от источника питания.
Проверьте, чтобы все составляющие были
надежными и работали бы свободно и правильно.
Проверьте также надежность всех креплений.
Повторите операцию на высокой скорости.
Если необходима какая-либо регулировка,
обратитесь к соответствующему разделу
«Настройки и регулировки».
НИКОГДА не меняйте положение рукоятки
диапазона скоростей во время работы
Б. ЗАПУСК ПРИ ОБЫЧНЫХ УСЛОВИЯХ
1. Необходимо предпринять все вышеука-
занные предосторожности, чтобы обеспечить
полное вращение рабочей заготовки без каких-либо затруднений.
2. Всегда перед включением станка устанавливайте рукоятку диапазона скоростей на минимальное значение.
3. Установите выключатель (В) в положение
«ВПЕРЁД/FORWARD».
4. Установите рукоятку автоматической подачи в положение «ВЫКЛ» а зависимости от
инструкция по эксплуатации станка JET мод. BD-7
того, требуется ли автоподача или нет.
ВНИМАНИЕ: с осторожностью выполняйте
это действие. Если Вам необходима автома-
тическая подача, установите рычаг винта подачи в положение «ВПЕРЁД/FORWARD». Если Вам не требуется автоматическая подача,
установите рычаг винта подачи в положение
«НЕЙТРАЛЬНО/NEUTRAL». Тащите подпружиненную рукоятку против давления пружины.
Держа рукоятку в этом положении, двигайте
рычаг до тех пор, пока конец рычага не будет
расположен в середине углубления метки на
корпусе.
5. Продолжайте запускать станок, как было
описано выше.
6. Когда Вы закончили работу, поверните выключатель в положение «ВЫКЛ» отключите
станок от питания.
ВНИМАНИЕ: Система подачи питания этого
станка имеет автоматическое устройство защиты от перегрузки. Если резка или сверление слишком глубокие, двигатель остановится, и загорится желтая лампочка (D). Чтобы
снова запустить станок, установите выключатель (В) в положение «ВЫКЛ», чтобы обнаружить неисправность перед новым запуском.
Проверьте диапазон скоростей и установите
рукоятку на минимальную скорость. Когда
станок будет готов к работе, установите выключатель в необходимое положение. Должна
загореться зелёная лампочка, а жёлтая погаснет. Если необходимо, отрегулируйте скорость.
Перед тем, как изменить какие-либо настройки или изменить скорость с высокой
на низкую, выключайте станок, установив
РАБОТА СТАНКА
А. ПРОСТАЯ ТОКАРНАЯ ОБРАБОТКА
Прежде чем запустить станок, как описано
выше, необходимо, чтобы настройка для этого типа работы, которую необходимо проводить, была полностью проверена.
Ниже даны указания относительно основных
принципов, как настроить токарный станок
для проведения простых токарных операций.
ВСЕГДА планируйте свою работу. Вы должны
иметь на руках чертежи или операционные
карты вместе с различными измерительными
инструментами, которые могут вам потребоваться, такие как микрометры, штангенциркули, кронциркули и пр.
9
Page 10

Рис.6
Выберите режущий инструмент, который сможет выполнить желаемую работу, и установите его в резцедержатель с наименьшим возможным выступом, закрепив его с использованием трех шестигранных винтов с головкой
под ключ, как показано на Рис. 6 (в идеальном
случае выступ должен быть примерно 10 мм,
но не более 15 мм для прямого инструмента).
ВАЖНО убедиться, что режущая кромка инструмента расположена на оси вращения детали, либо немного ниже нее. Ни при каких обстоятельствах кромка не должна быть выше
оси.
Если необходимо, то под инструментом должны использоваться регулировочные подкладки, чтобы достичь правильной высоты, либо
если конец инструмента расположен слишком
высоко, единственным выходом является выбор другого инструмента или фрезерование
державки резца.
Чтобы проверить, находится ли режущая
кромка инструмента на правильной высоте,
расположите его так, чтобы кончик почти касался центра конуса задней бабки. Они
должны совпадать. Если необходимо,
проведите регулировки, используя
регулировочные прокладки, сточив кончик,
либо выбрав другой инструмент.
Если все в порядке, закрепите заготовку в патроне или на планшайбе. Если необходимо,
используйте центр задней бабки для дополнительной опоры заготовки, если её невозможно прочно закрепить с помощью патрона
или если заготовка длинная или заготовка
маленького диаметра. Заготовку необходимо
поджимать задним центром, если ее длина
больше чем три диаметра! Можно также использовать люнеты или подставку, которые
описаны в разделе «Аксессуары». Если задняя бабка не будет использоваться, вы можете полностью снять ее, ослабив крепежную
гайку в ее основании, и свободно передвинув
ее по станине.
инструкция по эксплуатации станка JET мод. BD-7
Если необходимо, отрегулируйте положение
продольного суппорта или положение заготовки в патроне, чтобы оставить достаточный
зазор. Если все в порядке, тогда отведите резец и отодвиньте суппорт от передней бабки,
затем поверните резец к рабочей заготовке
примерно вдоль длины среза, вращая при
этом заготовку рукой, и используя патрон.
Продолжайте медленно продвигать резец, пока он не коснется поверхности.
Зафиксируйте это положение, обнулив шкалу
на поперечных направляющих, т.е. повернув
подвижную шкалу до тех пор, пока резец не
будет на коротком расстоянии от правого угла
рабочей заготовки. Поверните поперечные
салазки опять на один полный оборот, пока не
совпадет нулевая отметка.
Рис.7
ВАЖНО: Если вы пропустили нулевые отметки, верните их обратно, по крайней мере, на
пол-оборота, затем медленно совместите отметки обратно. Всегда, когда вы используете
шкалу, как индикатор, чтобы продвинуть поперечные салазки или резцовые салазки крестового суппорта, ВСЕГДА используйте эту
процедуру, чтобы выровнять отметки. Обязательно принимайте это во внимание.
Продолжайте вращать рукоятку до размера,
равного желаемой глубине среза.
ПРИМЕЧАНИЕ: Мы рекомендуем, чтобы
Вы не превышали глубину врезания более
чем на 0,25 мм при черновом проходе.
Теперь настройка для начала ваших токарных
операций завершена, но прежде чем начинать, проверьте положение:
a. рукоятки автоматической подачи. Убедитесь, что рукоятка находится в положении
«UP/ВВЕРХ» для ручной подачи.
b. рукоятки винта подачи. Если не требу-
ется автоматическая подача, установите рукоятку в положение
«NEUTRAL/НЕЙТРАЛЬНО».
c. рукоятки диапазона скоростей. Выбере-
те необходимые диапазон скорости.
10
Page 11

инструкция по эксплуатации станка JET мод. BD-7
Включите станок, как описано в разделе
«Процедура запуска», и медленно
направляйте резец на обрабатываемую
заготовку, используя рукоятку ручной подачи.
Продолжайте, пока не достигните ранее отмеченной линии на заготовке, затем отодвиньте
резец на один или два полных оборота назад
на рукоятке подачи поперечного суппорта.
Передвиньте суппорт обратно к началу, затем
поверните резец на то же количество оборотов «во внутрь», плюс глубина желаемого
среза, и продолжите работать.
ПРИМЕЧАНИЕ: здесь приведено описание
общего, чернового среза. Для изучения других
типов точения – чистовых, отрезных, расточных пр., вам необходимо просмотреть специальный учебник.
В. ПРОСТАЯ ТОКАРНАЯ ОБРАБОТКА С
ИСПОЛЬЗОВАНИЕМ АВТОМАТИЧЕСКОЙ
ПОДАЧИ
Используются настройки, описанные выше,
кроме того, что перед включением станка, рычаг винта подачи (25, расположенный на задней стороне передней бабки) установлен в
положение «FORWARD/ВПЕРЁД» и ручка автоподачи (13) используется для перемещения
суппорта. Как уже упоминалось выше, Частота
вращения винта подачи и скорость режущего
инструмента определяется конфигурацией
коробки передач. Скорость подачи для нормального вращения значительно меньше, чем
скорость подачи, необходимая для нарезания
резьбы.
Станок отрегулирован на заводе, но после
нарезания резьбы необходимо восстановить
настройки передачи для нормального вращения. Ниже показана зубчатая передача и даны
инструкции по замене шестерён.
1. Учитывая все указания по безопасности,
установите резец на небольшом расстоянии
справа от заготовки с соответствующей глубиной реза на поперечном суппорте.
2. Убедитесь, что рычаг винта подачи уста-
новлен в положение «FORWARD/ВПЕРЁД» и
установите выключатель на главной панели
управления в положение
«FORWARD/ВПЕРЁД». Включите станок.
3. Правой рукой поверните ручку для установки частоты вращения шпинделя и нажимайте на рукоятку автоподачи до тех пор, пока гайка не соединиться с винтом подачи.
ВАЖНО: Ваша левая рука всегда должна
быть свободной, чтобы в случае необходимости нажать на аварийный выключатель.
4. Внимательно наблюдайте за движением
резца и, когда он приблизится к отметке на
заготовке (что означает конец реза), поднимите вверх рычаг автоподачи и зафиксируйте
его в этом положении. Если необходима высокая точность, закончите рез вручную.
ПРИМЕЧАНИЕ: если Вам необходимо сделать кромку с идеальными углами, используйте соответствующий фасонный инструмент.
5. Затем отодвиньте резец на один или два
полных оборота назад на рукоятке подачи поперечного суппорта. Передвиньте суппорт обратно к началу, затем поверните резец на то
же количество оборотов «во внутрь», плюс
глубина желаемого среза, и продолжите работать.
C. ОБРАБОТКА КОНУСНЫХ ПОВЕРХНОСТЕЙ
Для обработки конусных поверхностей используйте верхний суппорт, который расположен на поперечном суппорте и установлен к
нему под прямым углом (обозначен нулевой
отметкой на корпусе поперечного суппорта).
Чтобы установить продольный суппорт для
пиления под углом, двигайте салазки, пока не
покажутся два крепёжный винта (А), см. Рис.8
Рис.8
D. НАРЕЗАНИЕ РЕЗЬБЫ
Эта операция требует навыков, её нужно выполнять, только если Вы хорошо знакомы с
работой станка. Суппорт будет двигаться по
направлению к передней бабке, точно так же,
как при обработке с автоподачей, только скорость подачи больше, чем определено конфигурацией зубчатой передачи. Следовательно,
резец будет двигаться всё ближе к вращающемуся патрону. Необходимо следить за тем,
чтобы резец и вращающийся патрон не соприкасались, иначе возможны повреждения
станка и травмы.
Станок поставляется с винтом подачи, с помощью которого можно нарезать дюймовую
резьбу в диапазоне от 12 до 52 шагов на
дюйм и метрическую резьбу: размер шаг от
0,4 до 2,0 мм. Важно помнить, что тип нарезаемой резьбы (UNF – американская унифицированная тонкая резьба, BA – дюймовая
11
Page 12

инструкция по эксплуатации станка JET мод. BD-7
Витков на
Шестерня
Примеры:
A B C
D
12
40
30
13
40
65
60
30
14
40
35
16
40
40
18
40
45
19
40
50
60
57
20
40
50
22
40
55
24
40
60
26
40
65
28
20
35
32
20
40
36
20
45
38
20
50
50
57
40
20
50
44
20
55
48
20
60
52
20
65
резьба по BS 93, BSP – британская трубная
коническая резьба, BSW – британская дюймовая резьба и т.д.) зависит от профиля резца.
Чтобы получить более подробную информацию относительно техники нарезания резьбы
и резцов, Вы можете обратиться к справочнику или проконсультироваться со специалистом.
Процесс нарезания резьбы:
1. Расстояние от патрона до конца предполагаемой резьбы должно быть как можно больше. Диаметр заготовки должен соответствовать размеру резьбы.
2. Установите соответствующие шестерни
для резьбы и резец. Отрегулируйте глубину
реза и установите резец в рабочее положение. Примечание: очень важно правильно
установить глубину реза и её можно посчитать или получить из справочника.
3. Следуя всем указаниям по безопасности,
включите станок, а рукоятку автоматической
подачи установите в положение «ВЫКЛ», т.е.
«ВВЕРХ».
4. Нажмите на рычаг автоподачи, установите
выключатель (В) в положение
«FORWARD/ВПЕРЁД». Когда резец коснётся
конца резьбы, поверните выключатель (В) в
положение «OFF/ВЫКЛ». Не выключайте рукоятку автоподачи.
5. Поверните резец с помощью рукоятки подачи поперечного суппорта, запомните точное
положение шкалы и точное число оборотов.
Установите выключатель (В) в положение
«REVERSE/РЕВЕРС», передвиньте суппорт
обратно к началу и установите выключатель в
положение «OFF/ВЫКЛ». Переустановите резец, установив точное число оборотов для поперечного суппорта, а затем установите необ-
ходимую глубину реза.
6. Повторите шаги 4 и 5. Продолжайте
дальше, пока резьба не будет готова.
ЗАМЕНА ШЕСТЕРЁН ДЛЯ НАРЕЗАНИЯ
РЕЗЬБЫ
Ходовой винт приводится в движение зубчатой передачей на шпинделе. Передаточное
число определяет частоту вращения ходового
винта по отношению к шпинделю, т. е. один
оборот шпинделя повернёт ходовой винт на
количество оборотов, определяемых передаточным числом.
Устанавливая шестерни в определенном порядке, можно нарезать резьбу определенного
размера, и если ходовой винт нарезает дюймовую резьбу, то значения будут в витках на
дюйм (TPI), если ходовой винт нарезает метрическую резьбу, то значения будут в мм на
оборот.
Как уже упоминалось, резьба зависит от профиля режущего инструмента. Целью данной
инструкции не является предоставление подробной информации о типах режущего инструмента, скорости реза и работе с различными видами материала. Если у Вас возникнут
вопросы, проконсультируйтесь со специалистом.
В таблице указаны размеры резьбы, которую
можно нарезать, используя конфигурацию передачи, указанную в соседних колонках. Примечание: станок отрегулирован на заводе для
нормальной частоты вращения с использованием механической или автоматической подачи. Конфигурация передачи указана ниже:
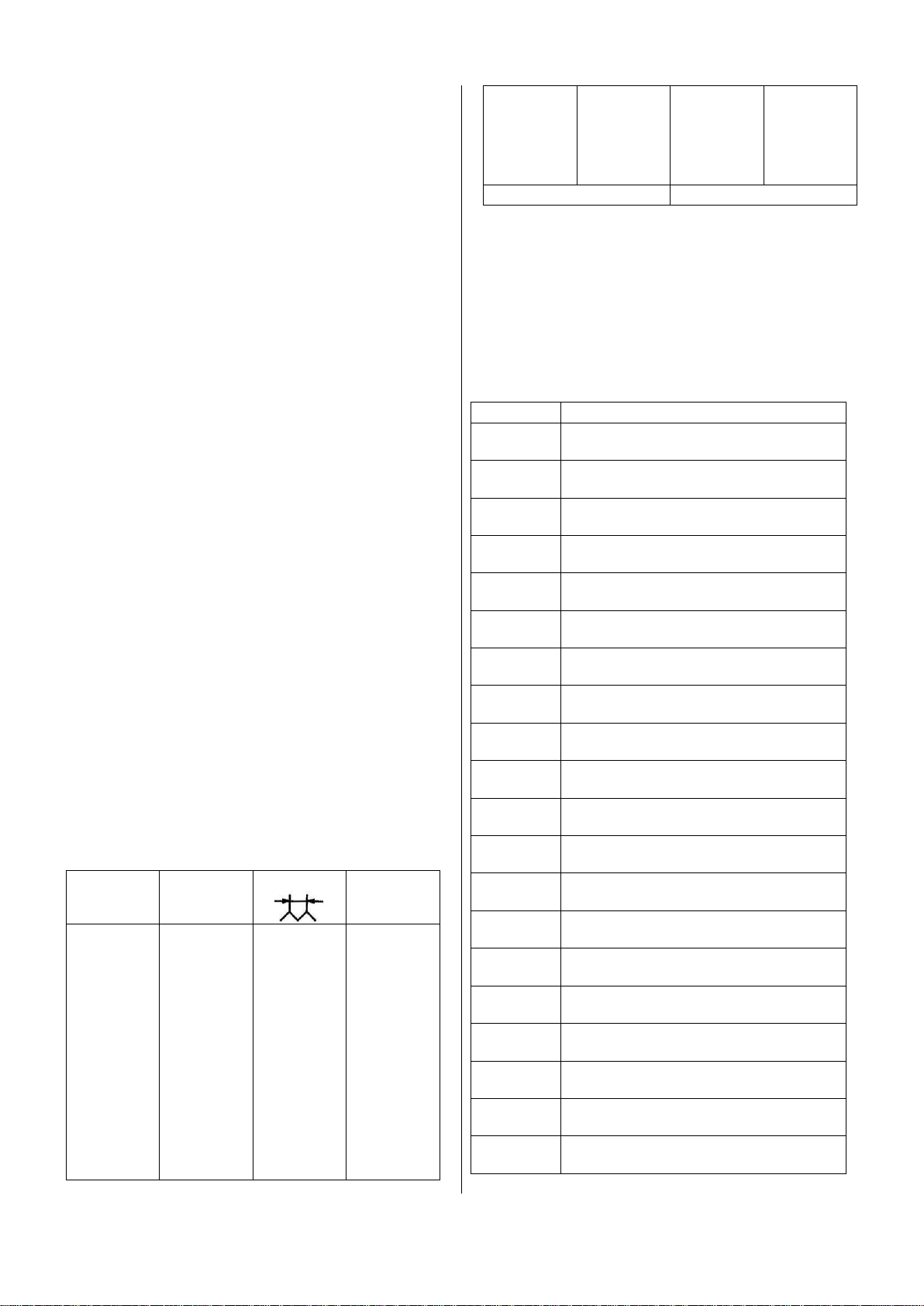
Таблица шестерён для нарезания дюймовой резьбы
1. Рис. А
Для нарезания резьбы 12 TPI используйте
шестерню 40 зубьев в положении А,
шестерню 30 зубьев в положении D,
И любую подходящую шестерню в положении
в для соединения с шестернями А и D.
2. Рис. В
Для нарезания резьбы 13. TPI используйте
шестерню 40 зубьев в положении А,
шестерню 65 зубьев в положении В,
шестерню 60 зубьев в положении С,
шестерню 30 зубьев в положении D.
12
Page 13

инструкция по эксплуатации станка JET мод. BD-7
мм
шестерня
Шестерню 60 зубьев в положении D
A B C D
0,4
20
50
40
60
0,5
20
50 60
0,6
40
50
30
60
0,7
40
50
35
60
0,8
40
50
40
60
1,0
20
60 30
1,25
50
40 60
1,5
40
60 40
1,75
35
60 30
2,0
40
60 30
Таблица шестерён для нарезания метрической резьбы
Примеры:
1. Рис. А
Для нарезания резьбы 0,5 мм на зуб используйте
шестерню 20 зубьев в положении А,
шестерню 50 зубьев в положении В,
шестерню 60 зубьев в положении D
и любую подходящую резьбу в положении С.
2. Рис. В
Для нарезания резьбы 0,4 мм на зуб используйте
Шестерню 20 зубьев в положении А,
Шестерню 50 зубьев в положении В,
Шестерню 40 зубьев в положении В,
Чтобы заменить шестерни, отключите станок
от сети.
Снимите кожух передачи, который зафиксирован двумя крепёжными болтами. Шестерня
А – ведущая, шестерня D – ведомая.
Когда конфигурация простого механизма передачи соответствует Рис. А, шестерня В является промежуточной, поэтому её размер не
имеет значения – любая шестерня подойдёт
для соединения шестерён А и D. Это отмечено в таблице пустыми ячейками.
Положение несущих шестерён A и D зафиксировано, поэтому все регулировки производятся на с помощью шестерён В и С и регулировочной планки А на Рис. 10.
1. Открутите шестигранные болты, фикси-
рующие шестерни A и D, за которыми установлен болт, фиксирующий шестерни В и С.
2. Для лёгкого демонтажа шестерен В и С
открутите гайку, фиксирующую несущую ось
шестерен В и С, и гайку, которая фиксирует
регулировочную планку А.
Рис.10
Снимите шестерни, удерживая маленькие
шпонки на каждой оси, и установите соответствующие шестерни для нарезания резьбы.
Число зубьев на каждой шестерне определено. Замените крепёжные болты, закрепите
плоскую шайбу против хода шестерни. Примечание: если Вам необходима конфигурация
передачи, показанная на Рис. В, закрепите
распорку, которая подходит несущей оси шестерни D и расположена на оси. Установите
шестерни D и С на одной линии.
4. Продолжайте двигать несущую ось
шестерен В и С и регулировочную планку «А»
таким образом, чтобы все шестерни вошли в
зацепление, затем затяните регулировочные
гайки. Не перетяните гайки, но убедитесь, что
зазор очень маленький. Проверните шпиндель рукой, чтобы убедиться, что зазор маленький. Установите кожух на место и затяните два крепёжных шестигранных болта
ОБСЛУЖИВАНИЕ
Для оптимальной производительности очень
важно, чтобы токарный станок правильно обслуживался.
Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в
конструкции станка, относятся к деталям быстроизнашивающимся, требуют контроля износа и натяжения и периодической замены.
Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из
пластика и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
ПЕРЕД ИСПОЛЬЗОВАНИЕМ
Всегда проверяйте станок перед использованием. Любые повреждения должны быть отремонтированы, а неполадки устранены.
Повреждения обработанных поверхностей
необходимо устранить при помощи оселка.
Перед началом использования проверьте
13
Page 14

инструкция по эксплуатации станка JET мод. BD-7
гладкое движение всех деталей при помощи
руки.
Капните несколько капель масла в обе смазочные канавки подшипника ходового винта
(каждый концевой кронштейн один или два
раза в день, если используется непрерывно).
Капните несколько капель также в смазочную
канавку резцовых салазок крестового суппорта расположенную на верхней поверхности
салазок, между двумя винтами с шестигранными головками под ключ.
ПОСЛЕ ИСПОЛЬЗОВАНИЯ
Удалите со станка всю мелкую металлическую стружку и тщательно очистите все поверхности. Если использовалась СОЖ, убедитесь, что она полностью стекла с поддона.
Все детали должны быть сухими, а все обработанные поверхности должны быть слегка
смазаны маслом.
Всегда снимайте резцы и храните их в безопасном месте.
ЩЕТКИ МОТОРА
Щетки мотора можно заменить, открутив колпачки в верхней части мотора, под передней
бабкой, Рис. 11
резцовых направляющих крестового суппорта.
Со временем на сопряженных поверхностях
появляется износ в результате "небрежных"
действий.
Чтобы провести настройку «регулировочного
клина», необходимую по причине износа и
для ровного и равного движения суппорта,
выполните следующие действия:
1. Равно ослабьте все стопорные гайки и
винт на регулировочных винтах, т.е. используя одинаковое количество оборотов для каждого винта. Необходимо твердо держать суппорт. Попробуйте повернуть рукоятку, но не
прилагайте к ней усилий.
2. Открутите каждый регулировочный
винт только на одну четверть оборота, затем
зажмите стопорные гайки.
3. Проверьте опять, повернув рукоятку,
движение должно быть ровным и плавным по
всей ее длине
Рис.11
НАСТРОЙКИ И РЕГУЛИРОВКИ
Иногда появляется необходимость перенастроить различные детали, чтобы сохранить
оптимальную производительность. Ниже указаны регулировки, которые возможно провести.
А. НАСТРОЙКА ПОПЕРЕЧНОГО СУППОРТА
Поперечные салазки установлены на направляющую типа "ласточкин хвост", как показано
на Рис. 12. Между скошенными поверхностями с одной стороны "ласточкиного хвоста
вставлен" «регулировочный клин», который
можно затянуть по отношению к "ласточкиному хвосту" при помощи трех регулировочных
винтов, установленных по его длине.
Регулировочные винты можно найти с правой
стороны направляющих, прямо под рукояткой
Рис.12
4. Если движение слишком слабое, закрути-
те все регулировочные винты обратно на
одну восьмую оборота и попробуйте еще
раз. Подобным образом, если движение
слишком тугое, открутите регулировочные
винты на одну восьмую оборота, пока не
получите правильную настройку.
5. Затяните все стопорные гайки, позабо-
тившись о т
ом, чтобы не сдвинуть при
этом регулировочные винты.
6. Когда закончите, отведите салазки полно-
стью назад и нанесите масло на все сопряженные поверхности и резьбу винта
подачи, затем верните салазки обратно в
обычное положение.
Б. РУКОЯТКА ПОПЕРЕЧНОГО СУППОРТА
Ход подачи поперечного суппорта должен
быть плавным, шкала должна вращаться вместе с рукояткой.
Неплавный ход может быть результатом попадания стружки или других частиц между соприкасающимся частями. Открутите крепежный винт рукоятки. Снимите рукоятку и вытащите лимб со шкалой; следите за тем, чтобы
из паза под кольцом не вывалился маленький
14
Page 15

инструкция по эксплуатации станка JET мод. BD-7
рессорный лист.
Очистите и соберите снова. Необходимо придерживать рессорную пластину с помощью
отвёртки, или другого инструмента, и нажимая
на неё, установите кольцо на ось.
C. РЕГУЛИРОВКА ВЕРХНЕГО СУППОРТА
Верхний суппорт регулируется таким же образом, как и поперечный суппорт. Крепёжные
винты находятся с левой стороны салазок, т.
е. на передней поверхности станка.
ПРИМЕЧАНИЕ: важно, чтобы поперечный и
верхний суппорты были отрегулированы правильно. Необходимо регулировать суппорты
очень осторожно и аккуратно. Неправильная
регулировка может привести к плохому качеству обработки, поскольку неправильно будет
работать резец. Важно, чтобы не было значительных люфтов в суппортах.
АКСЕССУАРЫ
В наличии имеется целый ряд аксессуаров
для различного применения на вашем станке.
Мы можем предложить следующие аксессуары:
1. Независимый 4-х кулачковый патрон Ø80
мм.
2. Планшайба – Ø160 мм.
3. Подвижный люнет
4. Неподвижный люнет
5. Сверлильный патрон задней бабки 13 мм
6. Центр передней бабки (Mk3)
7. Вращающийся центр (задняя бабка - Mk2)
Набор из 6 режущих инструментов: включает
инструменты: резьбовой 60°, канавочный,
подрезной, проходной.
8. Шестигранный ключ (не показан)
ходятся внутри патрона. Поэтому необходимо
собирать кулачки в определённом порядке.
Расположите их, как показано на Рис. 14 и установите в таком же порядке по часовой
стрелке в пазы патрона, поворачивая торцевой ключ для зажимного патрона. Сведите
кулачки и проверьте, что все кулачки сходятся
в центре. Если кулачок оказался снаружи,
полностью откройте кулачки, надавите на кулачок, поворачивая торцовый ключ до тех
пор, пока кулачок не встанет на своё место.
Снова проверьте, чтобы все кулачки сходились в центре.
Рис.14
Подвижный и неподвижный люнеты.
На Рис.15 изображены подвижный люнет (А) и
неподвижный люнет (В), закреплённые на
станке. Они используются для поддержки
длинных заготовок.
Рис.13
ВНЕШНИЕ КУЛАЧКИ ДЛЯ 3-Х КУЛАЧКОВОГО ПАТРОНА
Для замены кулачков с помощью торцового
ключа для зажимного патрона полностью разведите кулачки, затем можно будет вынуть
каждый кулачок во время поворота. Замените
их внешними кулачками.
Сегменты резьбы кулачков ступенчатые, как
показано на Рис. 14. Они пронумерованы от 1
до 3. Обратите внимание, что соединения на-
Рис.15
РЕЗЬБОУКАЗАТЕЛЬ (опция)
Рис.16
Резьбоуказатель установлен на фартуке суппорта рядом с рукояткой автоматической подачи, Рис.16. Резьбоуказатель соединяется с
15
Page 16
винтом подачи, и индикатор вращается вме-
мм
12
36
1,3,5,7
1,3,5,7
0,4
1,3,5,7
38
52
1,5
1,3,5,7
ДЮЙМОВАЯ
МЕТРИЧЕСКАЯ
АРТИКУЛ
ОПИСАНИЕ
BD-3, BD-7, BD-8 набор из 11 резцов
сечением 8x8 мм
BD-7, комплект прихватов для
BD-7, BD-8, 4-х кулачковая план-
шайба
100 мм с кулачками
BD-7, BD-8, 3-х кулачковый патрон
Ø100 мм на фланце
центр Мк-2
BD-7, вертикальный суппорт с тис-
ками
BD-7, цанговый патрон с цангами 4,
Мк-2
сте с винтом подачи. На указателе по кругу
расположены 8 меток, они служат для того,
чтобы определять точное положение резьбы
винта подачи по отношению к суппорту.
Номера на шкале колонны соответствуют номерам на индикаторе. Следовательно, чтобы
нарезать резьбу 20 TPI, необходимо использовать значения 1, 3, 5 или 7. Необходимо
выполнить следующие действия:
1. Выберете одно значение на резьбоуказателе, которое соответствует номеру на шкале
индикатора стола (на нашем примере это могут быть 1, 3, 5 или 7). Когда линия пройдёт
мимо значения на резьбоуказателе, резко
опустите вниз рукоятку автоподачи и начните
нарезать резьбу.
2. Когда резец дойдёт до конца резьбы, ос-
лабьте рукоятку подачи, не выключайте станок.
3. Отведите резец назад, используя рукоятку
подачи поперечного суппорта, следите за
значениями на шкале и точным количеством
оборотов. Отведите суппорт в исходное положение и повторно установите резец, задав
необходимое число оборотов для поперечного суппорта, и установите необходимую глубину реза.
4. Во время работы станка следите за резьбоуказателем, когда отметка с таким же номером пройдет номер на индикаторе стола,
снова опустите рукоятку автоподачи. Повторяйте эти рабочие операции до полной готовности резьбы.
Опускание рукоятки автоподачи, когда определённая линия на резьбоуказателе проходит
отметку на индикаторе стола, предохраняет
разрезную гайку механизма автоподачи.
ИНДИКАТОР УКАЗАТЕЛЯ
инструкция по эксплуатации станка JET мод. BD-7
40
44
48
1~8
1,3,5,7
1~8
1. 0,5мм/зуб, 0,6мм/зуб, 1 мм/зуб,
1,5мм/зуб или 2мм/зуб=1~8
2. 1,25мм/зуб=1, 3. 5
3. 0,7мм/зуб, 1.75мм/зуб=1, 4.5
4. 0,4мм/зуб= 1, 3, 5, 7
5. 0,8мм/зуб=1,5
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
50000071
50000905 BD-7, шлифовальный суппорт
50000906 BD-7, неподвижный люнет
50000907 BD-7, подвижный люнет
50000909 BD-7, BD-8, BD-920, отрезной резец
50000910 BD-7, планшайба 160 мм
50000911
50000912
50000913 BD-7, BD-8, BD-920, накатник
50000914 BD-7, двойной резцедержатель
50000915
50000916
планшайбы 50000910
BD-7, быстросъёмный резцедержа-
тель с 3-мя блоками
Ø
TPI шкала
13
14
16
18
19
20
22
24
26
28
32
1
1,5
1~8
1,5
1
1,3,5,7
1,5
1~8
1,5
1,3,5,7
1~8
0,5
0,6
0,7
0,8
1,0
1,25
1,5
1,75
2,0
шкала
1~8
1~8
1,4,5
1,5
1~8
1,3,5
1~8
1,4,5
1~8
50000917 BD-7, вращающийся центр Мк-2
50000918
50000919 BD-3, BD-7, BD-8, BD-920, хомутик
50000920
50000921
50000922
50000924 BD-7, упор для обточки по дереву
10012
BD-7, невращающийся упорный
6, 8, 10, 12, 14, 16 мм
BD-7, 13 мм сверлильный патрон
Мк-2, вращающийся
BD-7, сверлильный патрон Ø13 мм,
16
Page 17

инструкция по эксплуатации станка JET мод. BD-7
Монтажная схема: токарный станок по металлу BD-7
17
Page 18

инструкция по эксплуатации станка JET мод. BD-7
Монтажная схема: токарный станок по металлу BD-7
18
Page 19

инструкция по эксплуатации станка JET мод. BD-7
1 ............... Bed way .................................................... станина .................................................. ......................... 1
2 ............... Chuck ....................................................... патрон ................................................... ......................... 1
3 ............... Spindle ...................................................... шпиндель .............................................. ......................... 1
4 ............... Screw ........................................................ винт ....................................................... M6*25 ............. 3
6 ............... Nut ............................................................ гайка ...................................................... M6 ................... 5
7 ............... Key ........................................................... шпонка .................................................. 5*40 ................. 1
8 ............... Key ........................................................... шпонка .................................................. 4*8 ................... 2
9 ............... Screw ........................................................ винт ....................................................... M5*12 ............. 6
10 ............. Cover ........................................................ кожух .................................................... ......................... 2
11 ............. Ball bearing .............................................. шарикоподшипник............................... 80206 ............... 2
12 ............. Spacer ....................................................... распорка ................................................ ......................... 2
13 ............. Headstock casting ..................................... корпус передней бабки ........................ ......................... 1
14 ............. H/L gear .................................................... шестерня ............................................... 21T/29T ........... 1
15 ............. Spacer ....................................................... распорка ................................................ ......................... 1
16 ............. Spur gear .................................................. зубчатая передача ................................ 45T .................. 1
17 ............. Nut ............................................................ гайка ...................................................... M27*1.5 .......... 2
18 ............. Set screw .................................................. крепёжный винт ................................... M5*8 ............... 1
19 ............. Steel ball ................................................... стальной шарик .................................... 5 ....................... 2
20 ............. Compression spring .................................. пружина сжатия ................................... ......................... 3
21 ............. Set screw .................................................. крепёжный винт ................................... M6*6 ............... 3
22 ............. Retaining ring ........................................... стопорное кольцо ................................. 12 ..................... 2
23 ............. Ball bearing .............................................. шарикоподшипник............................... 80101 ............... 2
24 ............. H/L gear .................................................... шестерня ............................................... 12T/20T ........... 1
25 ............. Parallel key ............................................... призматическая шпонка ...................... 4*45 ................. 1
26 ............. H/L gear shaft ........................................... вал-шестерня ........................................ ......................... 1
27 ............. Pulley ........................................................ шкив ...................................................... ......................... 1
28 ............. Retaining ring ........................................... стопорное кольцо ................................. 10 ..................... 2
29 ............. Timing belt ............................................... зубчатый приводной ремень ............... L136 ................ 1
30 ............. Shifting fork ............................................. зажим .................................................... ......................... 1
31 ............. Shifting arm .............................................. крепежная планка ................................ ......................... 1
32 ............. Shifting knob ............................................ рычаг переключения передач ............. ......................... 1
33 ............. Shifting lever ............................................ рычаг переключения ............................ ......................... 1
34 ............. Shifting grip .............................................. ручка ..................................................... ......................... 1
35 ............. Handle ...................................................... рукоятка ................................................ ......................... 1
36 ............. Handle mount ........................................... крепление рукоятки ............................. ......................... 1
37 ............. Spring ....................................................... пружина ................................................ ......................... 1
38 ............. Indicator ................................................... индикатор ............................................. ......................... 1
39 ............. Pinion ....................................................... ведущая шестерня ................................ 25T .................. 1
40 ............. Support screw ........................................... упорный болт ....................................... ......................... 2
41 ............. Pinion ....................................................... ведущая шестерня ................................ 20T .................. 1
42 ............. Fixed cover ............................................... кожух .................................................... ......................... 1
43 ............. Screw ........................................................ винт ....................................................... M6*20 ............. 2
44 ............. Screw ........................................................ винт ....................................................... M5*8 ............... 1
45 ............. Gear .......................................................... шестерня ............................................... 45T .................. 1
46 ............. Shaft ......................................................... ось.......................................................... ......................... 1
47 ............. Parallel key ............................................... призматическая шпонка ...................... 3*8 ................... 1
48 ............. Mount ....................................................... опора ..................................................... ......................... 1
49 ............. Screw ........................................................ винт ....................................................... M5*18 ............. 2
50 ............. Gearwheel ................................................. зубчатое колесо .................................... 20T .................. 2
51 ............. Washer ...................................................... шайба .................................................... M6 ................... 6
52 ............. Screw ........................................................ винт ....................................................... M6*8 ............... 2
53 ............. Cover ........................................................ кожух .................................................... ......................... 1
54 ............. Screw ........................................................ винт ....................................................... M5*45 ............. 2
55 ............. Thread cutting chart.................................. таблица для нарезания резьбы ............ ......................... 1
56 ............. Screw ........................................................ винт ....................................................... M5*8 ............... 4
57 ............. Washer ...................................................... шайба .................................................... m4 .................... 2
58 ............. Bush w/key ............................................... втулка / шпонка .................................... ......................... 1
59 ............. Gearwheel ................................................. зубчатое колесо .................................... 80T .................. 2
60 ............. Shaft ......................................................... ось.......................................................... ......................... 1
19
Page 20
инструкция по эксплуатации станка JET мод. BD-7
61 ............. Support plate ............................................ опорная пластина ................................. ......................... 1
62 ............. Washer ...................................................... шайба .................................................... 8 ....................... 3
63 ............. Nut ............................................................ гайка ...................................................... M8 ................... 3
64 ............. Shaft ........................................................ ось.......................................................... ......................... 1
65 ............. Dial (optional) .......................................... круговая шкала..................................... 16T .................. 1
66 ............. Shaft (optional) ........................................ ручка (опция)........................................ ......................... 1
67 ............. Screw ....................................................... винт ....................................................... M6* 16 .......... 10
68 ............. Dial indicator body (optional) ................. корпус индикатор (опция)................... ......................... 1
69 ............. Set screw ................................................. крепёжный болт ................................... M4* 10 ........... 3
70 ............. Apron ....................................................... опора суппорта ..................................... ......................... 1
71 ............. Gib strip ................................................... регулировочный клин .......................... ......................... 1
72 ............. Washer ..................................................... шайба .................................................... ......................... 2
73 ............. Screw ....................................................... винт ....................................................... M4*8 .............. 2
74 ............. Shaft ........................................................ ось.......................................................... ......................... 2
75 ............. Half nut base ............................................ полугайка .............................................. ......................... 2
76 ............. Angle block ............................................. угловой блок суппорта ........................ ......................... 1
77 ............. Screw ....................................................... винт ....................................................... M4* 10 ........... 2
78 ............. Groove cam ............................................. криволинейный паз .............................. ......................... 1
79 ............. Handle ..................................................... рукоятка ................................................ ......................... 1
80 ............. Shaft ........................................................ ось.......................................................... ......................... 1
81 ............. Feeding gear ............................................ зубчатое колесо механизма подачи.... 11T/54T .......... 1
82 ............. Feeding gear ............................................ зубчатое колесо механизма подачи.... 24T ................. 1
83 ............. Screw ....................................................... винт ....................................................... M6*10 ............ 4
84 ............. Wheel ...................................................... маховик ................................................. ......................... 2
85 ............. Knob ........................................................ ручка ..................................................... ......................... 2
86 ............. Handle ..................................................... рукоятка ................................................ ......................... 2
87 ............. Dial .......................................................... круговая шкала..................................... ......................... 2
88 ............. Bracket .................................................... кронштейн ............................................ ......................... 1
89 ............. Feeding screw .......................................... винт подачи .......................................... ......................... 1
90 ............. Nut ............................................................ гайка ...................................................... M5 .................. 4
91 ............. Screw ....................................................... винт ....................................................... M6* 12 ........... 6
92 ............. Slide plate ................................................ подвижная плита .................................. ......................... 2
93 ............. Saddle ...................................................... салазки .................................................. ......................... 1
94 ............. Gib strip ................................................... регулировочный винт .......................... ......................... 1
95 ............. Feeding nut .............................................. ходовая гайка ....................................... ......................... 1
96 ............. Swivel disk .............................................. вращающийся диск .............................. ......................... 1
97 ............. Screw ....................................................... винт ....................................................... M8*20 ............ 6
98 ............. Nut ............................................................ гайка ...................................................... M4 .................. 6
99 ............. Screw ....................................................... винт ....................................................... M4* 16 ........... 3
100 ........... Cross slide ............................................... поперечный суппорт ............................ ......................... 1
101 ........... Screw ....................................................... винт ....................................................... M5* 10 ........... 2
102 ........... Screw ....................................................... винт ....................................................... M4*8 .............. 2
105 ........... Compound rest ........................................ поворотная часть суппорта ................. (B) ................... 1
106 ........... Screw ....................................................... винт ....................................................... M4* 14 ........... 3
107 ........... Gib strip ................................................... регулировочный клин .......................... ......................... 1
108 ........... Compound rest (A) .................................. поворотная часть суппорта ................. ......................... 1
109 ........... Position pin .............................................. установочный штифт ........................... ......................... 1
110 ........... Screw ....................................................... винт ....................................................... M6*25 ............ 8
111 ........... Clamping lever ........................................ стопорный рычаг ................................. ......................... 1
112 ........... Tool rest ................................................... резцедержатель .................................... ......................... 1
113 ........... Stud .......................................................... штифт .................................................... M 10*65 ......... 1
114 ........... Cross feed screw ...................................... винт поперечной подачи ..................... ......................... 1
115 ........... Bracket .................................................... кронштейн ............................................ ......................... 1
116 ........... Screw ....................................................... винт ....................................................... M4* 12 ............ 2
119 ........... Nut ............................................................ гайка ...................................................... M18 ................ 2
120 ........... Model label .............................................. этикетка ................................................ ......................... 1
121 ........... Indicator table label (op t ional) ................. таблица индикатора стола (опция) ..... ......................... 1
122 ........... Switch label ............................................. этикетка выключателя ......................... ......................... 1
123 ........... Control box .............................................. блок управления................................... ......................... 1
20
Page 21

инструкция по эксплуатации станка JET мод. BD-7
124 ........... Plug w/cord ............................................. силовой кабель ..................................... ......................... 1
125 ........... Rubber foot .............................................. резиновое основание ........................... ......................... 4
126 ........... Chip tray .................................................. поддон для сбора стружки .................. ......................... 1
127 ........... Bracket .................................................... кронштейн ............................................ ......................... 1
128 ........... Key .......................................................... шпонка .................................................. 3*16 ................ 1
129 ........... Lead screw ............................................... винт подачи .......................................... ......................... 1
131 ........... Bracket .................................................... крепление ............................................. ......................... 1
133 ........... Screw ....................................................... винт ....................................................... M3*10 ............ 3
134 ........... Rack ......................................................... направляющая ...................................... ......................... 1
135 ........... Clamp plate ............................................. прижимная пластина ........................... ......................... 1
136 ........... Washer ..................................................... шайба .................................................... M10 ................ 1
137 ........... Screw ........................................................ винт ....................................................... M5*16 ............ 1
138 ........... Tailstock castinq ...................................... корпус задней бабки ............................ ......................... 1
139 ........... Tailstock screw ........................................ винт задней бабки ................................ ......................... 1
140 ........... Bracket .................................................... крепление ............................................. ......................... 1
141 ........... Screw ....................................................... винт ....................................................... M4* 10 ........... 2
142 ........... Tailstock quill .......................................... пиноль задней бабки ............................ ......................... 1
143 ........... Center ...................................................... центр ..................................................... ......................... 1
144 ........... Stud .......................................................... ............................................................... M8*40 ............ 1
145 ........... Clamp ...................................................... зажим .................................................... ......................... 1
146 ........... Handle ..................................................... рукоятка ................................................ ......................... 1
148 ........... Pulley ....................................................... шкив ...................................................... ......................... 1
150 ........... Motor ....................................................... двигатель .............................................. ......................... 1
151 ........... Cover ....................................................... кожух .................................................... ......................... 1
152 ........... Cable gland .............................................. кабельный сальник .............................. ......................... 1
153 ........... Rear splash guard .................................... задний защитный экран ....................... ......................... 1
154 ........... F/N/R label .............................................. табличка RORWARD/NEUTRAL/REVERSE ................ 1
155 ........... High-low label ......................................... табличка диапазона скоростей ........... ......................... 1
156 ........... Top warning label .................................... предупредительная табличка .............. ......................... 1
157 ........... Gear ......................................................... шестерня ............................................... 30T .................. 1
158 ........... Gear ......................................................... шестерня ............................................... 35T .................. 1
159 ........... Gear ......................................................... шестерня ............................................... 40T .................. 2
160 ........... Gear ......................................................... шестерня ............................................... 45T .................. 1
161 ........... Gear ......................................................... шестерня ............................................... 50T .................. 1
162 ........... Gear ......................................................... шестерня ............................................... 55T .................. 1
163 ........... Gear ......................................................... шестерня ............................................... 57T .................. 1
164 ........... Gear ......................................................... шестерня ............................................... 60T .................. 1
165 ........... Gear ......................................................... шестерня ............................................... 65T .................. 1
166 ........... External jaws (set) ................................... набор внешних кулачков ..................... ......................... 1
167 ........... 3-jaw chuck key ...................................... 3-х кулачковый патрон ........................ ......................... 1
168 ........... Rubber pad .............................................. резиновая прокладка ........................... ......................... 2
169 ........... Bracing .................................................... прижимная пластина ........................... ......................... 2
170 ........... Screw ....................................................... винт ....................................................... M3*5 .............. 1
171 ........... Clamp block ............................................ зажим .................................................... ......................... 1
172 ........... Check ring ............................................... стопорное кольцо ................................. 9 ...................... 1
173 ........... Screw ....................................................... винт ....................................................... M5* 10 ........... 4
174 ........... Protector .................................................. защитная пластина ............................... ......................... 1
175 ........... Screw ....................................................... винт ....................................................... M5* 10 ........... 2
176 ........... Nut ............................................................ гайка ...................................................... M6 .................. 2
177 ........... Screw ....................................................... винт ....................................................... M6*25 ............ 2
178 ........... Emergency stop Switch ........................... аварийный выключатель ..................... ......................... 1
179 ........... Fuse ......................................................... предохранитель .................................... ......................... 1
180 ........... Variable speed control knob ..................... ручка переключения скоростей ......... ......................... 1
181 ........... Forward/off/Reverse switch .................... выключатель вперед/выкл/назад ........ ......................... 1
182 ........... PC Board ................................................. крепёжная пластина ............................. ......................... 1
183 ........... Electric filter ............................................ электрический фильтр ......................... ......................... 1
184 ........... Screw ....................................................... винт ....................................................... M5* 10 ........... 1
185 ........... Sprinq washer .......................................... пружинная шайба ................................ 5 ...................... 1
186 ........... Washer ..................................................... шайба .................................................... 5 ...................... 1
21
Page 22

инструкция по эксплуатации станка JET мод. BD-7
187 ........... Key ........................................................... шпонка .................................................. 3*16 ................ 1
188 ........... Spacer ...................................................... распорка ................................................ ......................... 1
190 ........... Sprinq ...................................................... пружина ................................................ ......................... 2
191 ........... Washer ..................................................... шайба .................................................... 8 ...................... 1
192 ........... Spring washer .......................................... пружинная шайба ................................ 6 ...................... 2
193 ........... Screw ....................................................... винт ....................................................... M8*55 ............ 2
194 ........... Screw ....................................................... винт ....................................................... M4*38 ............ 1
195 ........... Nut ............................................................ гайка ...................................................... M4 .................. 1
196 ........... Tailstock plate ......................................... пластина задней бабки ........................ ......................... 1
197 ........... Screw ....................................................... винт ....................................................... M 5* 16 .......... 1
198 ........... Flange ...................................................... фланец ................................................... ......................... 1
199 ........... Screw ....................................................... винт ....................................................... M5*25 ............ 1
200 ........... Key .......................................................... шпонка .................................................. 3*12 ................ 1
201 ........... Chuck protect cover ................................. защитный кожух патрона .................... ......................... 1
202 ........... Hinge ....................................................... петля ...................................................... ......................... 1
208 ........... Washer ..................................................... шайба .................................................... 5 ...................... 1
209 ........... Screw ....................................................... винт ....................................................... M3*6 .............. 4
210 ........... Cover ....................................................... кожух .................................................... ......................... 1
211 ........... Screw ....................................................... винт ....................................................... M5* 16 ........... 2
212 ........... Fix base ................................................... неподвижное основание ...................... ......................... 1
213 ........... Pin ............................................................ шплинт .................................................. 4*50 ................ 1
214 ........... Screw ....................................................... винт ....................................................... M2* 12 ........... 1
215 ........... Micro switch ............................................. микровыключатель .............................. ........................ 1
216 ........... screw ........................................................ винт ....................................................... M6*8 .............. 2
217 ........... Motor fixed plate ..................................... площадка двигателя ............................. ......................... 1
218 ........... Washer ..................................................... шайба .................................................... 6 ...................... 1
219 ........... Spacer ...................................................... распорка ................................................ ......................... 1
220 ........... light beam ................................................ лампочка ............................................... ......................... 1
221 ........... Spacer ...................................................... распорка ................................................ ......................... 1
232 ........... Screw ....................................................... винт ....................................................... M4*6 .............. 3
233 ........... Photoelectricity switch ............................ выключатель......................................... ......................... 1
234 ........... Screw ....................................................... винт ....................................................... M3*8 .............. 2
250 ........... Nut ........................................................... гайка ...................................................... M6 .................. 1
251 ........... Compression spring ................................. пружина сжатия ................................... ......................... 1
252 ........... Dial .......................................................... круговая шкала..................................... ......................... 1
253 ........... Screw ....................................................... винт ....................................................... ST2.9*10 ........ 2
254 ........... Cover ....................................................... кожух .................................................... ......................... 1
255 ........... Screw ....................................................... винт ....................................................... M4*8 .............. 2
256 ........... Nut ........................................................... гайка ...................................................... M6 .................. 1
22
 Loading...
Loading...