

Page 1

Operating Instructions and Parts Manual
Metal/Wood Working MWEVS Band Saw
Model VBS-18MWEVS
JET
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-414428
Ph.: 800-274-6848 Edition 1 06/2021
www.jettools.com Copyright © 2021 JET
Page 2

2
1.0 IMPORTANT SAFETY INSTRUCTIONS
WARNING – To reduce risk of injury:
1. Read and understand entire owner's manual
before attempting assembly or operation.
2. Read and understand the entire owner's
manual before attempting assembly or
operation.
3. Read and understand the warnings posted on
the machine and in this manual. Failure to
comply with all of these warnings may cause
serious injury.
4. Replace the warning labels if they become
obscured or removed.
5. This band saw is designed and intended for use
by properly trained and experienced personnel
only. If you are not familiar with the proper and
safe operation of a band saw, do not use until
proper training and knowledge have been
obtained.
6. Do not use this band saw for other than its
intended use. If used for other purposes, JET
disclaims any real or implied warranty and holds
itself harmless from any injury that may result
from that use.
7. Always wear approved safety glasses/face
shields while using this band saw. Everyday
eyeglasses only have impact resistant lenses;
they are not safety glasses.
8. Before operating this band saw, remove tie,
rings, watches and other jewelry, and roll
sleeves up past the elbows. Remove all loose
clothing and confine long hair. Non-slip
footwear or anti-skid floor strips are
recommended. Do not wear gloves.
9. Wear ear protectors (plugs or muffs) during
extended periods of operation.
10. Do not operate this machine while tired or under
the influence of drugs, alcohol or any
medication.
11. Make certain the switch is in the OFF position
before connecting the machine to the power
supply.
12. Make certain the machine is properly
grounded.
13. Make all machine adjustments or maintenance
with the machine unplugged from the power
source.
14. Remove adjusting keys and wrenches. Form a
habit of checking to see that keys and adjusting
wrenches are removed from the machine
before turning it on.
15. Keep safety guards in place at all times when
the machine is in use. If removed for
maintenance purposes, use extreme caution
and replace the guards immediately after
completion of maintenance.
heck damaged parts. Before further use of
16. C
the machine, a guard or other part that is
damaged should be carefully checked to
determine that it will operate properly and
perform its intended function. Check for
alignment of moving parts, binding of moving
parts, breakage of parts, mounting and any
other conditions that may affect its operation.
A guard or other part that is damaged should be
properly repaired or replaced.
17. Provide for adequate space surrounding work
area and non-glare, overhead lighting.
18. Keep the floor around the machine clean and
free of scrap material, oil and grease.
19. Keep visitors a safe distance from the work
area. Keep children away.
20. Make your workshop child proof with padlocks,
master switches or by removing starter keys.
21. Give your work undivided attention. Looking
around, carrying on a conversation and “horseplay” are careless acts that can result in serious
injury.
22. Maintain a balanced stance at all times so that
you do not fall into the blade or other moving
parts. Do not overreach or use excessive force
to perform any machine operation.
23. Use the right tool at the correct speed and feed
rate. Do not force a tool or attachment to do a
job for which it was not designed. The right tool
will do the job better and more safely.
24. Use recommended accessories; improper
accessories may be hazardous.
25. Maintain tools with care. Keep saw blades
sharp and clean for the best and safest
performance. Follow instructions for lubricating
and changing accessories.
26. Turn off the machine before cleaning. Use a
brush or compressed air to remove chips or
debris — do not use your bare hands.
27. Do not stand on the machine. Serious injury
could occur if the machine tips over.
28. Never leave the machine running unattended.
Turn the power off and do not leave the
machine until it comes to a complete stop.
Page 3

3
29. Remove loose items and unnecessary work
contain chemicals known to the State of
arsenic and chromium from chemically
equipment, such as dust masks that are
particles. For more information go to
pieces from the area before starting the
machine.
30. Keep hands out of the line of saw blade.
31. When feeding small work pieces into blade,
always use push stick, fixture, or similar device
to keep hands at a safe distance.
32. Raise or lower blade guide only when machine
has been turned off and blade has stopped
moving.
33. Adjust upper blade guides to just clear
workpiece (approximately 1/8”).
34. Always wear leather gloves when handling saw
blades. The operator should not wear gloves
when operating the band saw.
35. Maintain proper adjustment of blade tension,
blade guides, and thrust bearings.
36. Make sure blade tension, tracking and blade
guides are all properly adjusted.
37. Make relief cuts where possible, when cutting
curved stock.
38. Hold stock firmly and flat against table.
39. Do not allow the saw blade to rest against the
workpiece when the saw is not running.
40. The saw must be stopped, and the electrical
supply must be cut off before any blade
replacement, drive belt replacement, or any
periodic service or maintenance is performed
on the machine.
41. Remove cut off pieces carefully, keeping hands
away from the blade. The saw must be stopped,
and the electrical supply cut off or machine
unplugged before reaching into the cutting area.
Familiarize yourself with the following safety notices used in this manual:
42. Don’t use in dangerous environment. Don’t use
power tools in damp or wet location or expose
them to rain. Keep work area well lighted.
WARNING: This product can expose you to
chemicals including lead which is known to the
State of California to cause cancer and birth
defects or other reproductive harm. For more
information go to http://www.p65warnings.ca.
gov.
WARNING: Some dust, fumes and gases
created by power sanding, sawing, grinding,
drilling, welding and other construction activities
California to cause cancer and birth defects or
other reproductive harm. Some examples of
these chemicals are:
• lead from lead based paint
• crystalline silica from bricks, cement and
other masonry products
•
treated lumber
Your risk of exposure varies, depending on how
often you do this type of work. To reduce your
exposure to these chemicals, work in a wellventilated area and work with approved safety
specifically designed to filter out microscopic
http://www.p65warnings.ca.gov/ and http://www.
p65warnings.ca.gov/wood.
This means that if precautions are not heeded, it may result in minor injury and/or possible
machine damage.
injury.
This means that if precautions are not heeded, it may result in serious, or possibly even fatal,
READ and SAVE THESE INSTRUCTIONS
Page 4

4
2.0 Table of contents
Section Page
1.0 IMPORTANT SAFETY INSTRUCTIONS ............................................................................................... 2
2.0 Table of contents .................................................................................................................................... 4
3.0 About this manual .................................................................................................................................. 6
4.0 Specifications for VBS-18MWEVS ......................................................................................................... 7
4.1 Overall Dimensions ............................................................................................................................ 8
5.0 Setup and Assembly .............................................................................................................................. 9
5.1 Shipping contents ................................................................................................................................... 9
5.2 Tools required for assembly ............................................................................................................... 9
5.3 Unpacking and cleanup ...................................................................................................................... 9
5.4 Assembly ............................................................................................................................................ 9
5.5 Handwheel .......................................................................................................................................... 9
5.6 Installing and aligning table .............................................................................................................. 10
5.7 Installing guide rail ............................................................................................................................ 10
5.8 Fence assembly and alignment ........................................................................................................ 10
5.9 Miter gauge ....................................................................................................................................... 11
6.0 Electrical connections .......................................................................................................................... 11
6.1 GROUNDING INSTRUCTIONS ....................................................................................................... 11
6.2 Single phase connections ................................................................................................................. 11
6.3 Circuit Information ............................................................................................................................ 12
7.0 Adjustments ......................................................................................................................................... 12
7.1 Aluminum resaw fence ..................................................................................................................... 12
7.2 Fence fine adjust .............................................................................................................................. 12
7.3 Table tilt ............................................................................................................................................ 12
7.4 Adjusting 90-degree table stop ......................................................................................................... 13
7.5 Leveling table insert.......................................................................................................................... 13
7.6 Installing/changing blades ................................................................................................................ 13
7.7 Blade tension .................................................................................................................................... 14
7.8 Adjusting blade tension lever ........................................................................................................... 14
7.9 Blade tracking ................................................................................................................................... 15
7.10 Overview – bearing adjustments .................................................................................................... 15
7.11 Upper blade guides ........................................................................................................................ 15
7.12 Upper thrust bearing ....................................................................................................................... 16
7.13 Lower blade guides ........................................................................................................................ 16
7.14 Guide post ...................................................................................................................................... 17
7.15 Guide post parallelism .................................................................................................................... 17
7.16 Brushes .......................................................................................................................................... 17
7.17 Drive Belt Changing, Replacement, and Tensioning ..................................................................... 17
8.0 Operating Controls ............................................................................................................................... 19
8.1 Start/Stop Switch .............................................................................................................................. 19
8.2 Setting Speed Digital Readout ......................................................................................................... 20
8.3 Variable Speed Control Dial ............................................................................................................. 20
9.0 Operation – Non-Metal ......................................................................................................................... 20
9.1 General Procedure ........................................................................................................................... 20
9.2 Ripping ............................................................................................................................................. 21
9.3 Crosscutting ...................................................................................................................................... 21
9.4 Resawing .......................................................................................................................................... 21
Page 5

5
9.5 Blade Lead ....................................................................................................................................... 21
10.0 Operation – Metal ............................................................................................................................... 22
10.1 General Procedure ......................................................................................................................... 22
10.2 Blade break-in procedure ............................................................................................................... 22
10.3 Evaluating cutting efficiency ........................................................................................................... 22
11.0 Blade Selection Guide........................................................................................................................ 22
11.1 Width .............................................................................................................................................. 23
11.2 Pitch ................................................................................................................................................ 23
11.3 Shape ............................................................................................................................................. 23
11.4 Set .................................................................................................................................................. 23
11.5 Material ........................................................................................................................................... 24
11.6 Blade breakage .............................................................................................................................. 24
12.0 Non-Metal Blade Chart....................................................................................................................... 25
13.0 Speed and Pitch Chart – Metal ........................................................................................................... 26
14.0 Typical Band Saw Operations ............................................................................................................. 27
15.0 User-maintenance .............................................................................................................................. 28
15.1 Lubrication points ........................................................................................................................... 28
15.2 Additional servicing ........................................................................................................................ 28
16.0 Troubleshooting VBS-18MWEVS Band Saw ..................................................................................... 29
16.1 Operational problems ..................................................................................................................... 29
16.2 Mechanical and electrical problems ............................................................................................... 31
17.0 Replacement Parts ............................................................................................................................. 32
18.1.1 VBS-18MWEVS MW/WW Band saw Assembly – Exploded View .............................................. 33
18.1.2 VBS-18MWEVS WW/MW Band saw Assembly – Parts List ...................................................... 35
18.2.1 VBS-18MWEVS Trunnion Support Bracket Assembly – Exploded View.................................... 39
18.2.2 VBS-18MWEVS Trunnion Support Bracket Assembly – Parts List ............................................ 40
18.3.1 VBS-18MWEVS Rip Fence Assembly – Exploded View ............................................................ 41
18.3.2 VBS-18MWEVS Fence Assembly – Parts List ............................................................................ 41
18.4.1 VBS-18MWEVS Miter Gauge Assembly – Exploded View ......................................................... 42
18.4.2 VBS-18MWEVS Miter Gauge Assembly – Parts List .................................................................. 42
18.5.1 VBS-18MWEVS Guide Bar Bracket Assembly – Exploded View ............................................... 43
18.5.2 VBS-18MWEVS Guide Bar Bracket Assembly – Parts List ........................................................ 43
18.6.1 VBS-18MWEVS Upper Wheel Assembly – Exploded View ........................................................ 44
18.6.2 VBS-18MWEVS Upper Wheel Assembly – Parts List ................................................................ 44
18.7.1 VBS-18MWEVS Lower Wheel Assembly – Exploded View ........................................................ 45
18.7.2 VBS-18MWEVS Lower Wheel Assembly – Parts List................................................................. 45
18.8.1 VBS-18MWEVS Lower Blade Guide Assembly – Exploded View .............................................. 46
18.8.2 VBS-18MWEVS Lower Blade Guide Assembly – Parts List ....................................................... 46
18.9.1 VBS-18MWEVS Upper Blade Guide Assembly – Exploded View .............................................. 47
18.9.2 VBS-18MWEVS Upper Blade Guide Assembly – Parts List ....................................................... 47
18.10.1 VBS-18MWEVS Speed control & Switch assembly – Exploded View ...................................... 48
18.10.2 VBS-18MWEVS Speed control & Switch assembly – Parts List ............................................... 48
18.11.1 VBS-18MWEVS AC Inverter Assembly – Exploded View ........................................................ 49
18.11.2 VBS-18MWEVS AC Inverter Assembly – Parts List ................................................................. 49
19.0 Electrical connections for VBS-18MWEVS ........................................................................................ 50
20.0 Warranty and service ......................................................................................................................... 51
Page 6

6
3.0 About this manual
This manual is provided by JET, covering the safe operation and maintenance procedures for a JET Model VBS18MWEVS Band Saw.
This manual contains instructions on installation, safety precautions, general operating procedures, maintenance
instructions and parts breakdown. Your machine has been designed and constructed to provide consistent, longterm operation if used in accordance with the instructions as set forth in this document.
This manual is not intended to be an exhaustive guide to band saw operational methods, use of jigs or aftermarket accessories, choice of stock, etc. Additional knowledge can be obtained from experienced users or trade
articles. Whatever accepted methods are used, always make personal safety a priority.
If there are questions or comments, please contact your local supplier or JET. JET can also be reached at our
web site: www.jettools.com.
Retain this manual for future reference. If the machine transfers ownership, the manual should accompany it.
Read and understand the entire contents of this manual before attempting assembly or
operation! Failure to comply may cause serious injury.
The specifications in this manual were current at time of publication, but because of our policy of continuous
improvement, JET reserves the right to change specifications at any time and without prior notice, without incurring
obligations.
Page 7

7
4.0 Specifications for VBS-18MWEVS
Model number ..................................................................... .................................................................. VBS-18MWEVS
Stock number ...................................................................... ................................................................................ 414428
Band saw nominal size ....................................................... ................................................................................... 18 in.
Motor and electricals:
Motor type .............................................................................. totally-enclosed, powered fan-cooled, iron motor housing
Horsepower .............................................................................................................................................................. 2 HP
Phase ....................................................................................................................................................................... three
Voltage .................................................................................................................................................................... 230V
Cycle ....................................................................................................................................................................... 60Hz
Listed FLA (full load amps) ...................................................................................................................................... 6.2A
Running amps (no load) @ low / high speed ............................................................................................. 0.72A / 2.84A
Motor speed .................................................................................................................................................... 1720 RPM
Power transfer ..................................................................................................................................................poly v-belt
On/off switch ...................................................................................................................... push button with paddle stop
Power supply.................................................................................................................................... 230V / single phase
Power cord length ....................................................................................................................................... 6 ft. (183 cm)
Power plug installed ................................................................................................................................................... N/A
Recommended circuit size
Sound emission
Capacities and speeds:
Wheel diameter ................................................................................................................................. 18-1/2 in. (470 mm)
Resaw capacity (cutting height) .............................................................................................................. 16 in. (406 mm)
Throat capacity........................................................................................................................................ 18 in. (457 mm)
Maximum rip left of blade with fence ....................................................................................................... 16 in. (406 mm)
Maximum rip right of blade with fence ................................................................................................. 4-1/2 in. (114 mm)
Blade length ................................................................................................................. 150 in. (min. 149; max. 150.9 in.)
Minimum blade width ................................................................................................................................. 1/8 in. (3 mm)
Maximum blade width ........................................................................................................................... 1-1/4 in. (31 mm)
Blade speed (Variable by inverter):
Wood Working...................................................................................................................................... 540 - 3600 SFPM
Metal Working ........................................................................................................................................ 100 - 650 SFPM
Blade Provided:
Wood Working (installed) .............................. 150” (L) x 3/4” (W) x 0.0256” (Thk.) x 6 TPI / 3810 x 19 x 0.64mm x 6TPI
Metal Working (with shipment) ...................... 150” (L) x 3/4” (W) x 0.0300” (Thk.) x 8 TPI / 3810 x 19 x 0.82mm x 8TPI
Main Materials:
Table ...................................................................................................................................................... ground cast iron
Trunnion ............................................................................................................................................................. cast iron
Frame ....................................................................................................................................................................... steel
Band wheels....................................................................................................................................................... cast iron
Tires ................................................................................................................................................. yellow polyurethane
Blade guides ................................................................................................................................................. ball bearing
Resaw fence ..................................................................................................................................... extruded aluminum
Handwheels ........................................................................................................................................................... plastic
Paint finish ............................................................................................................................................... powder coating
Table, fence, miter gauge:
Table dimensions LxWxThk .......................................................................... 27-1/4 x 20 x 1-5/8 in. (692 x 508 x 41 mm
Table tilt ................................................................................................................................................ Left 5°, Right 45°
Table height from floor ............................................................................................................................ 37 in. (940 mm)
Miter T-slot WxH ................................................................................................. 3/4 in. W x 0.375 in. H (19.1 x 9.5 mm)
Resaw fence size LxWxH ................................................................. 22-1/2 x 1-51/64 x 6-7/64 in. (572 x 46 x 155 mm)
Miter gauge angle ............................................................................................................................... Left 45°, Right 45°
Dimensions:
Footprint (base size), LxWxH .................................................................... 29-1/2 x 21-5/8 x 2 in. (750 x 550 x 50.8 mm)
Overall dimensions, LxWxH ............................................................................... 36 x 34 x 80 in. (914 x 864 x 2032 mm)
Shipping package dimensions ......................................................... 34-39/64 x 26 x 85-7/64 in. (879 x 660 x 2162 mm)
Dust collection:
Dust port outside diameter .................................................................................................................. 4 in. (100 mm) x 2
Minimum extraction volume required ................................................................................................................ 400 CFM
Weights:
Net ......................................................................................................................................................... 498 lbs (219 kg)
Shipping ................................................................................................................................................. 626 lbs (283 kg)
2
.................................................................................. 75 dB at 40” (1000mm) from blade, without load
1
....................................................................................................................................... 20A
Page 8

8
1
Subject to local/national electrical codes. 2 The specified values are emission levels and are not necessarily to be
seen as safe operating levels. As workplace conditions vary, this information is intended to allow the user to make a
better estimation of the hazards and risks involved only.
4.1 Overall Dimensions
Figure 4-1: base hole centers (millimeters)
Page 9

9
5.0 Setup and Assembly
Read and understand the entire
contents of this manual before attempting
assembly or operation. Failure to comply may
cause serious injury.
5.1 Shipping contents
Refer to Figure 5-1A and 5-1B.
1 Band saw (not shown)
1 Fence body – A
1 Resaw fence – B
1 Table – C
1 Table insert – D
1 Guide rail – E
1 Lifting ring – F
2 Hand wheel with handle – G
1 Miter gauge assembly – H
1 Saw Blade for Metal Working – I
1 Poly-V Belt for Metal working – J
1 Owner’s manual (not shown)
1 Warranty card (not shown)
1 Hardware package containing:
2 Socket hd button screws – HP1
2 Flat washers – HP2
4 Hex cap screws – HP3
4 Lock washers – HP4
4 Flat washers – HP5
1 Table slot handle assembly – HP6
Figure 5-1B: contents
5.2 Tools required for assembly
The tools listed below are not included but are
required for assembly.
1 2.5mm hex key
1 3mm hex key
1 straight edge
1 17mm wrench
1 13mm wrench
5.3 Unpacking and cleanup
Remove crate and packing material from band saw
except for the transport skid on the bottom. Inspect
the machine for damage. Report any damage to
your distributor and shipping agent. Do not discard
packing material until machine is assembled and
running satisfactorily.
Move the saw to its permanent working location.
The site should be dry, well lit, and have enough
room to handle long stock and servicing or
adjustment of the machine from any side.
Install lifting ring atop band saw and use hoist to
move saw off skid. Clean all rust protected surfaces
with a mild solvent or diesel fuel and a soft cloth. Do
not use lacquer thinner, paint thinner, or gasoline,
as these will damage painted surfaces.
Figure 5-1A: contents
5.4 Assembly
Band saw must be
disconnected from power source during
assembly procedures. Failure to comply may
cause serious injury.
5.5 Handwheel
Install handwheel (G, Figure 5-2) onto shaft, and
tighten two set screws with 3mm hex key.
Figure 5-2
Page 10

10
5.6 Installing and aligning table
Table is heavy. Mounting with
the help of another person is recommended.
Refer to Figures 5-3 through 5-4:
1. Slide table so that saw blade passes through
slot (A).
2. Line up table to trunnions and insert four hex
cap screws with lock washers and flat washers
(Figure 5-4). Hand tighten screws only.
3. Check that table is parallel to blade: Move blade
tension lever to Full Tension position (shown in
Figure 7-9), and place a long straightedge flush
against blade, making sure it contacts both front
and back of blade. See Figure 5-5. (Do not
deflect blade by pushing into it.)
4. Use a gauge to carefully measure distance from
miter slot to straight edge. Take measurements
at both front and back of table – these should
be identical.
5. If miter slot is not parallel to blade, shift table as
needed.
6. Tighten the four screws (Figure 5-4) securely.
7. Install table insert (D, Figure 5-3). (See sect. 7.5
to level insert with table.)
Figure 5-5
5.7 Installing guide rail
Refer to Figure 5-6.
1. Attach guide rail (E) to table by inserting the two
threaded studs into the table edge. Secure with
the included fasteners (see inset). Do not fully
tighten yet until fence adjustments have been
made in the following section.
8. Install slot handle assembly (HP6) and tighten.
Figure 5-3
Figure 5-6
5.8 Fence assembly and alignment
Refer to Figure 5-7.
1. Slide fence body (A, Figure 5-7) onto guide rail
and move fence body to right of blade.
2. Install resaw fence (B) and tighten with two
knobs (A
3. Slide resaw fence against edge of miter slot, as
shown, and tighten handle (A
The fence should align parallel to miter slot
along entire length of fence.
If adjustment is needed:
4. Loosen and rotate hex nuts on guide rail studs
(A
3
miter slot.
5. Tighten nuts on guide rail studs.
).
1
) to lock position.
2
) as needed, until resaw fence is parallel to
Figure 5-4
Page 11

11
Figure 5-7
5.9 Miter gauge
Refer to Figure 5-8.
1. Slide miter gauge into table slot.
2. Use a square to verify that miter gauge face is
square to blade.
3. If miter gauge is not square to blade, loosen
lock knob (H
setting. Tighten lock knob.
4. If pointer is not at 90 degrees, loosen screw (H
and shift pointer to 90 degrees.
5. Tighten screw.
, Figure 5-8) and adjust to proper
1
2
conductor and a grounding plug. The plug must be
plugged into a matching outlet that is properly
installed and grounded in accordance with all local
codes and ordinances.
Do not modify the plug provided - if it will not fit the
outlet, have the proper outlet installed by a qualified
electrician.
Improper connection of the equipment-grounding
conductor can result in a risk of electric shock. The
conductor with insulation having an outer surface
that is green with or without yellow stripes is the
equipment-grounding conductor. If repair or
replacement of the electric cord or plug is
)
necessary, do not connect the equipment-grounding
conductor to a live terminal.
Before connecting to power source, be sure the
switch is in off position.
Check with qualified electrician
or service personnel if the grounding
instructions are not completely understood, or if
in doubt as to whether the tool is properly
grounded. Failure to comply may cause serious
or fatal injury.
Use only 3-wire extension cords that have 3-prong
grounding plugs and 3-pole receptacles that accept
the tool's plug.
Repair or replace damaged or worn cord
immediately.
Figure 5-8
6.0 Electrical connections
Electrical connections must be
made by a qualified electrician in compliance
with all relevant codes. This machine must be
properly grounded to help prevent electrical
shock and possible fatal injury.
6.1 GROUNDING INSTRUCTIONS
This machine must be grounded. In the event of a
malfunction or breakdown, grounding provides a
path of least resistance for electric current to reduce
the risk of electric shock. This tool is equipped with
an electric cord having an equipment-grounding
6.2 Single phase connections
Model VBS-18MWEVS Band Saw is wired from the
factory for 230 Volt, single phase operation.
It is not supplied with a plug. You may either install
a UL/CSA-listed plug suitable for 230 Volt operation,
or “hard-wire” the Band Saw directly to a service
panel.
It is recommended that the single phase Band Saw
be connected to a grounded and dedicated 30-amp
circuit with circuit breaker or time delay fuse marked
“D”. Local codes take precedence over
recommendations.
Figure 6-1
Important: In all cases, make certain the receptacle
in question is properly grounded. If you are not sure,
have a registered electrician check the receptacle.
Page 12

12
6.3 Circuit Information
Model
Voltage
Recommended
Circuit*
414428, VBS-18MWEVS
230 V
20A
A D G
E
F
7.2 Fence fine adjust
The Band Saw should be connected to a dedicated
circuit with a circuit breaker or time delay fuse rated
“D” with the appropriate amperage rating. See Table
1 for recommended circuit sizes. Local codes take
precedence over recommendations.
* Local codes take precedence over
recommendations.
Table 1
7.0 Adjustments
7.1 Aluminum resaw fence
Refer to Figures 7-1 and 7-2.
Loosen knobs (A) until lock bar protrudes enough on
which to slide the aluminum fence plate from one
end, as shown in Figure 7-1. Retighten knobs.
Refer to Figure 7-3.
1. Loosen fence lock knob (A, Figure 7-3).
2. Loosen knob (B).
3. Slide fence to approximate position, based on
the scale measurement aligning with the right
side of resaw fence.
4. Tighten knob (B).
5. Rotate knurled knob (C) to achieve fine
adjustment.
6. When setting is reached, tighten fence lock
knob (A).
Figure 7-1: vertical position
The aluminum fence plate can be installed in one of
two positions; vertically (resaw position), as shown
in Figure 7-1; or horizontally as shown in Figure 7-
2.
Horizontal position is useful for smaller workpieces.
(Zero setting of cursor cannot be used with
horizontal fence position.)
Figure 7-3
7.3 Table tilt
Refer to Figure 7-4.
1. Disconnect machine from power source.
2. Loosen lock handle (D).
3. Tilt table up to 45 degrees to the right (as
viewed from operator side), or up to 5 degrees
to the left.
4. Tighten lock handle.
Note: Table stop bolt (F, Figure 7-4) must be pivoted
out of the way to tilt table to the left.
Figure 7-2: horizontal position
Figure 7-4
Page 13

13
7.4 Adjusting 90-degree table stop
Before adjusting the 90º table stop, the blade
tension must be properly adjusted (see sect. 7.7)
To adjust 90º table stop:
1. Loosen lock handle (D, Figure 7-4) and use
knob (E) to tilt table until it rests against table
stop bolt (F, not visible). Retighten lock handle.
2. Use a square (Figure 7-5) placed on table and
against blade to verify that table is 90 degrees
to blade.
3. If an adjustment is necessary, loosen lock
handle (D). Tilt table until it is square to blade;
then retighten lock handle.
4. Loosen lock nut (F
stop bolt (F, not visible) until it contacts table.
Tighten lock nut to hold table stop in place.
When tightening the nut hold the table stop bolt
in place with a wrench to prevent movement.
5. If necessary, adjust pointer (G, Figure 7-4) to
zero.
not visible) and turn table
1
4. Move quick tension lever to “Full Release
(Blade Change)” position.
5. Open upper and lower doors by rotating door
knobs.
6. Pivot guidepost cover out of the way (Figure 7-
6).
7. Swing lower guard (H, Figure 7-7) to the left. Tilt
table slightly if more clearance is needed to
swing guard.
8. Remove dust block (J, Figure 7-8).
9. Carefully remove blade from top wheel, then
from between upper and lower blade guides
and lower wheel. Slide blade out through slot in
table.
10. Guide new blade through table slot. Place blade
loosely in upper and lower blade guides. Make
sure blade teeth point down toward table, and
toward front of saw.
(If the teeth will not point down, no matter how
you orient blade, then blade is inside-out. Twist
it into correct position and re-install it.)
Figure 7-5
7.5 Leveling table insert
Remove table insert to expose set screws in the
table ledge. Rotate screws as needed (2mm hex
key) until insert sits flush with table surface.
7.6 Installing/changing blades
Wear gloves when handling
blades. New blades are usually packaged in
coiled position; to prevent injury uncoil them
slowly and carefully while wearing work gloves
and safety glasses.
See sect. 4.0 for specific blade sizes for your model
Band Saw.
Refer to Figures 7-6, 7-7 and 7-8.
1. Disconnect machine from power source.
2. Loosen handle and remove it from table (see
HP6, Figure 5-3).
3. Adjust upper and lower blade guides away from
blade (see sections 7.11 through 7.13).
Figure 7-6
Figure 7-7
Page 14

14
Figure 7-8
J K M
L
Decrease Increase
11. Position blade at center of upper and lower
wheels.
12. Reinstall dust block (J, Figure 7-8) and table
slot handle (HP6, Figure 5-3).
13. Before operating band saw, the new blade must
be tensioned and tracked, in that order. Find
instructions for tensioning and tracking the
blade in sections 7.7 and 7.9.
14. The blade guides must also be set properly
according to instructions in sections 7.11
through 7.13.
Figure 7-9
Figure 7-10
7.7 Blade tension
Blade tension is set with the blade tension
handwheel (L, Figure 7-10) and is performed
following blade replacement and periodically as the
blade stretches from use.
Disconnect machine from
power source before making any adjustments.
Refer to Figures 7-9 and 7-10.
1. Place tension lever (K, Figure 7-9) in Full
Tension position.
2. Set blade tension by rotating handwheel (L)
according to the arrow directions shown in
Figure 7-10, clockwise to tighten,
counterclockwise to loosen.
3. The gauge (M) indicates approximate tension
according to the width of the blade in inches.
Initially, set the blade tension to correspond to
the width of your blade.
As you become familiar with the saw, you may find
it necessary to change the blade tension from the
initial setting.
Keep in mind that too little or too much blade tension
can cause blade breakage and/or poor cutting
performance.
Tip: When the band saw is not being used, place
tension lever to Partial Tension position – this will
prolong the blade’s life.
7.8 Adjusting blade tension lever
The blade tension lever has an adjustment screw or
stop bushing that allows you to adjust how much
tension is released when lever is used.
To adjust tension lever:
1. Disconnect machine from power source.
2. Move lever to Blade Release position and
remove blade.
3. Move tension lever to Full Tension position.
4. Move stop bushing (Figure 7-11) until gap
between stop bushing and wheel shaft hinge is
1/8 to 3/16 in.
Figure 7-11
Page 15

15
7.9 Blade tracking
O
N
P
R
Refer to Figures 7-12 and 7-13.
After proper tensioning, the blade must be tracked.
“Tracking” refers to position of blade on the wheels
while machine is in operation. Tracking should be
checked periodically and is mandatory after every
blade change. Blade tracking is done by hand with
machine disconnected from power.
1. Disconnect machine from power source.
2. Blade must be correctly tensioned (sect. 7.7).
3. Make sure blade guides and other parts of
machine will not interfere with blade movement.
Use handwheel (N) to lower guide post until you
can see blade through tracking window (O,
Figure 7-12).
4. Set blade tension lever initially to Partial
Tension-Idle/Tracking position.
8. Loosen locking handle (P, Figure 7-12) and
slightly rotate tracking knob (R) with your right
hand while continuing to rotate wheel with your
left. Observe blade through tracking window.
Rotating knob clockwise will cause blade to
move toward rear edge of wheel. Rotating knob
counterclockwise will cause blade to move
toward front edge of wheel.
IMPORTANT: This adjustment is sensitive;
perform in small increments and give blade time
to react to changes.
9. When blade is tracking in center of wheel, retighten locking handle (P), and close upper
door.
10. Move tension lever to Full Tension position, and
connect band saw to power. Turn it on for a brief
time to observe blade in action through tracking
window.
11. If further adjustments are needed, disconnect
from power and repeat above procedure.
7.10 Overview – bearing adjustments
Thrust (back support) bearings are located behind
saw blade and provide support to back of blade
when saw is in operation.
Guide bearings are located on either side of saw
blade and provide stability for the blade when saw
is in operation. These bearings rotate on an
eccentric shaft so distance from blade can be
adjusted for optimal performance.
Figure 7-12
5. Open upper door to expose wheel.
6. Rotate wheel by hand, observing position of
blade through tracking window. As you rotate
wheel, move tension lever to Full Tension
position. The blade should continue to ride upon
center of tire (Figure 7-13).
Figure 7-13
7. If blade tends to move toward edge of wheel,
set lever to Partial Tension-Idle/Tracking.
7.11 Upper blade guides
Unplug machine from power
source before making any adjustments! Blade
teeth are sharp – use care when working near
blade. Failure to comply may cause serious
injury.
The bearing guides should be set so that contact
between blade and guides will occur only when
blade is under pressure from a workpiece. To adjust
upper bearing guides for proper blade control,
proceed as follows.
Refer to Figures 7-14 and 7-15.
1. Disconnect machine from power source.
2. Blade must already be tensioned and tracking
correctly. Place tension handle in Full Tension
position.
3. Lower guide post until upper guide bearings are
a few inches off table. (The reason for this will
be evident later in sect. 7.15)
4. Loosen lock knob (A, Figure 7-14).
Page 16

16
Figure 7-14
Figure 7-15
5. Slide entire guide bracket until front of guide
bearings are about 0.015” (1/64”) behind the
blade’s gullet (curved area at base of tooth).
See Figure 7-16.
Figure 7-16
6. Tighten lock knob (A) to secure this position.
7. Loosen lock knob (B) for either of the front guide
bearings.
8. The guide bearing rotates on an eccentric shaft.
Adjust guide bearing by rotating the knurled
knob (C) until guide bearing is approximately
0.004” from blade. A quick way to achieve this
spacing is by placing a single thickness of a
crisp dollar bill (a dollar bill is approximately
0.004” thick) between blade and guide bearing.
Adjust guide bearing until it just lightly grips the
dollar bill.
NOTE: Do not force guide bearing against side
of blade. It should generally only make contact
with blade when there is pressure from the
cutting operation.
9. Tighten lock knob (B).
10. Repeat process for opposite guide bearing.
7.12 Upper thrust bearing
Refer to Figures 7-14 and 7-15.
The thrust bearing prevents backward deflection of
blade during cutting. A groove in the bearing surface
helps stabilize the moving blade.
1. Loosen lock knob (D) and slide thrust bearing
up to back of blade.
2. Adjust thrust bearing until space between
groove bottom and back edge of blade is
approximately 0.015” (1/64”). Tighten lock knob
(D).
3. If lateral adjustment of bearing is needed to
align groove with blade, loosen set screw (E) at
front of bearing assembly, and shift bearing as
needed. Retighten set screw.
4. Make sure all lock knobs on upper guide
bearing assembly are tightened when
adjustments are finished.
7.13 Lower blade guides
Unplug machine from power
source before making any adjustments! Blade
teeth are sharp - use care when working near
saw blade. Failure to comply may cause serious
injury.
Refer to Figures 7-17 and 7-18.
1. Disconnect band saw from power source.
2. Open lower door and swing lower guard out of
the way.
3. Adjust lower guide bearings and lower thrust
bearing below table in similar manner to that of
upper guide and thrust bearings.
4. Movement summary: Loosen lock knob (F) to
move entire guide bearing assembly. Loosen
lock knob (G) and rotate knob (H) to adjust
guide bearing in relation to blade. Thrust
bearing is controlled by locking knob (J) and
lateral adjustment by set screw (K).
5. Make sure all knobs and handles are tightened
after adjustments are complete.
Page 17

17
Figure 7-17
N
M
L P O
Figure 7-18
7.14 Guide post
Refer to Figure 7-19.
1. Disconnect band saw from power source.
2. Loosen lock knob (L) and raise or lower guide
post using handwheel (M).
7.15 Guide post parallelism
The guide post should be parallel to blade
throughout vertical travel of the guide post; thus the
guide bearings will maintain their relationship to
blade at any height from the table and won’t require
re-setting each time guide post is moved. This
setting has been accurately made by the
manufacturer and should not require immediate
attention, but may be checked in future as follows:
1. Disconnect band saw from power source.
2. Move blade tension lever to Full Tension
position.
3. The guide bearings in low position should
already be set in relation to blade (see sect.
7.11). Also, the table must be square with blade
(see sect. 7.4).
4. Loosen lock knob (L, Figure 7-19) and raise
guide post to a high position.
5. Confirm that guide post travels straight up and
down, and guide bearings maintain their
relationship to blade.
6. If guide post does not go straight up and down
(blade begins deflecting when guide post is
raised), slightly loosen the four screws (O) and
turn any combination of the four set screws (P)
as needed to bring guide post into line.
7. When finished adjusting, securely tighten the
four screws (O).
8. Verify the setting by raising and lowering guide
post.
7.16 Brushes
An adjustable brush is located in the lower wheel
housing. It should remain in constant contact lite to
moderate with blade and wheel to prevent buildup
of gum and debris. Loosen screw and adjust as
needed, then retighten screw.
Figure 7-19
3. Position blade guide assembly so that bottom of
guide bearings are about 1/8” above material to
be cut. Or, simply lower guide post until scale
pointer (N) indicates height of your workpiece.
This provides minimal clearance between
workpiece and bottom of guide bearings, which
will minimize blade deflection as well as
enhance operator safety.
4. Tighten lock knob (L).
7.17 Drive Belt Changing, Replacement, and Tensioning
This band saw is designed to provide blade speeds
which will function for cutting metals and woods.
This functionality thus requires the operational
setting to change with the change of materials.
It is expected that the operator will change the saw
setup to match the material being cut. This will
include the drive belt position, the saw blade, the
display mode setting, and the blade speed.
Disconnect machine from
power source before making any adjustments.
While this procedure is directed toward the normal
changing of the belt position, when the belt(s)
becomes worn, cracked, frayed or glazed, they
should be replaced following these same step using
new belts for the installation steps.
Page 18

18
Depending on the desired cutting application, this
C A B
D F E
band saw can be set for either “Wood Cutting” mode
with a speed range of 540-3600 SFPM (with wood
working blade installed) or “Metal Cutting” mode
with a speed range of 100-650 SFPM (with metal
working blade installed).
This is done by changing the positioning and
configuration of the belt(s) to match the desired
mode of operation.
Wood Mode 7.20 Metal Mode 7.21 Metal Mode
indicator 7.22
7.17.1 Changing to “Wood cutting” Mode
Reference figures 7.20, 7.21, 7.22, 7-23, and 7-
5. Remove the short Poly V-Belt A28 (D, Figure 7-
24) and store for use when setting up for metal
cutting.
24
6. Route the long Poly V-Belt 17-470 off of the
Wear gloves when handling
blades.
This procedure will presume that the saw is setup of
the opposite operating mode.
1. Disconnect machine from power source.
2. Turn the handwheel (A, Figure 7-23) to loosen
the drive belts (D, Figure 7.21). This will push
the intermediate pulley (B, Figure 7-23) inboard.
inboard groove of the intermediate pully (E,
Figure 7.24) and onto the inboard groove of the
motor pulley (F, Figure 7.24).
Figure 7-23
3. Loosen the lock handle (C, Figure 7-23) and lift
the motor to loosen the vertical drive belt (C,
Figure 7.21) and then tighten the lock handle to
hold the motor in the up position.
4. Open the lower drive wheel door.
Figure 7-24
7. Loosen the lock handle (C, Figure 7-23) and
lower the motor to tighten the vertical drive belt
(C, Figure 7.21).
8. Check tension by pushing with moderate
pressure on the belt halfway between the
pulleys. An adequately tensioned belt will
deflect about 1/2”. If tension is not strong
enough, push down on motor.
Page 19

19
9. Tighten the lock handle to hold the motor in the
C
B A G
E F D
down position when tension is correct.
10. When complete, the belt routing will match
Figure 7.20.
11. Complete the change to “Wood Mode” by
installing the correct blade and changing the
display to Wood Mode.
7.17.2 Changing to “Metal cutting” Mode
Reference figures 7.20, 7.21, 7.22, 7.23, and 724
Wear gloves when handling
blades.
This procedure will presume that the saw is setup of
the opposite operating mode.
1. Disconnect machine from power source.
2. Loosen the lock handle (C, Figure 7-23) and lift
the motor to loosen the vertical drive belt (C,
Figure 7.21) and then tighten the lock handle to
hold the motor in the up position.
3. Open the lower drive wheel door.
4. Route the long Poly V-Belt 17-470 off of the
inboard groove of the motor pully (F, Figure
7.24) and onto the inboard groove of the
intermediate pulley (E, Figure 7.24).
5. Install the short Poly V-Belt A28 (D, Figure 7-
24) into the outboard grooves of the
intermediate and motor pullies.
6. Turn the handwheel (A, Figure 7-23) to tighten
the drive belts (D, Figure 7.21). This will pull the
intermediate pulley (B, Figure 7-23) outboard.
7. Check tension by pushing with moderate
pressure on the belt halfway between the
pulleys. An adequately tensioned belt will
deflect about 1/2”. If tension is not strong
enough, turn the handwheel ½ to 1 turn at a
time to gain the correct tension.
8. When complete, the belt routing will match
Figure 7.21 and the rotation indicator (E, Figure
7-22) will rotate when the saw is operating.
9. Complete the change to “Metal Mode” by
installing the correct blade and changing the
display to Metal Mode.
Note: If one belt is used more than the other belt, it
will stretch lightly under normal conditions that
means one belt may be looser than other when both
belts are installed. This is normal.
Overtightening the belt will decrease the lifespan of
bearing in the pulley.
8.0 Operating Controls
8.1 Start/Stop Switch
Refer to Figure 8-1.
1. Insert the key into the power switch (C) and turn
to the On position to power the saw On.
2. Set the DRO to display the correct blade speed
range for the material and belt setup. Press the
selector button (G) to switch between Wood (F)
or Metal (E). The LED (E) or (F) will illuminate
to indicate the setting.
3. The start switch (B) has a safety feature that
prevents unauthorized or accidental starting of
the machine. With band saw turned off, slide
safety key up and remove it from switch. This
piece must be re-inserted before band saw can
operate.
4. Press the green start button (B) to start the saw.
Figure 8-1 – Operating Controls
5. At the end of the cut or if an undesired or unsafe
condition occurs, press the red stop paddle (A)
to turn off and stop the saw blade.
6. Use the speed control knob (D) to adjust the
blade speed to the speed desired for the
material being cut.
IMPORTANT: The speed adjustment is
sensitive. Perform in small increments and give
blade time to react to changes.
Page 20

20
NOTE: When the key switch is turned Off, it is
common and normal for the display to show an LV
(Low Voltage) code. Additionally, when the key
switch is turned Off, please wait 10 – 15 seconds
before turning the key switch back On. The display
will show an LV-C (Low Voltage Fluctuation) code.
8.2 Setting Speed Digital Readout
8.2.1 Wood Cutting Operation
Before starting the machine, make
sure belt A is installed as shown in Figure 8-2.
8.3 Variable Speed Control Dial
The variable speed control dial (D, Figure 8-1)
will adjust the blade speed during operation.
Turn the dial clockwise to increase blade speed
and counterclockwise to decrease blade speed.
Wood cutting speed range: 540-3600 SFPM
(Sawing feet per minute)
Metal cutting speed range: 100-650 SFPM
(Sawing feet per minute)
9.0 Operation – Non-Metal
Consult section 8.0 for identification of the controls.
Never operate band saw without blade and wheel
covers in place and secured.
The following section contains basic information and
is not intended to cover all possible applications or
techniques using the band saw. Consult published
sources of information, acquire formal training,
and/or talk to experienced band saw users to gain
proficiency and knowledge of band saw operations.
(The following figures may or may not show your
specific band saw, but procedures are the same.)
Figure 8-2 – Belt Position for Wood
1. Press the “Selection” button (G, Figure 8-1).
The corresponding mode “ Wood” LED (F,
Figure 8-1) will light up when selected.
8.2.2 Metal Cutting Operation
Before starting the machine, make
sure the belt C & D are installed as shown as
Figure 8-3
Figure 8-3 – Belt Position for Metal
1. Press the “Selection” button (G, Figure 8-1).
The corresponding mode “ Metal” LED (E,
Figure 8-1) will light up when selected.
2. The disc (E) Figure 8-3 must spin during the
operation.
9.1 General Procedure
1. Setup the saw to match the specific material to
be cut. “Wood Mode” for wood or “Metal Mode”
for metal.
2. Install the proper blade for use with the material
to be cut.
3. Make sure the blade and upper and lower
bearings are properly adjusted for tension and
tracking.
4. Adjust blade guide assembly so that the guide
bearings are just above workpiece (about 3/16”)
allowing minimum exposure to blade. See
Figure 9-1.
Figure 9-1
5. If using the fence, move it into position and lock
it to the guide rail. If you are using the miter
gauge for a crosscut, the fence should be
moved safely out of the way.
Page 21

21
6. Turn on band saw and allow a few seconds for
the machine to reach full speed.
Whenever possible, use a push
stick, hold-down, power feeder, jig, or similar
device while feeding stock, to prevent your
hands getting too close to the blade.
7. Place the straightest edge of the workpiece
against the fence and push the workpiece
slowly into the blade. Do not force the
workpiece into the blade.
When cutting, do not overfeed
the blade; overfeeding will reduce blade life and
may cause the blade to break.
8. When cutting long stock, the operator should
use roller stands, support tables, or an assistant
to help stabilize the workpiece.
9.2 Ripping
Ripping is cutting lengthwise through the workpiece,
and with the grain (of wood stock). See Figure 9-2.
Figure 9-2
Figure 9-3
9.4 Resawing
Resawing is the process of slicing stock to reduce
its thickness, or to produce boards that are thinner
than the original workpiece. Figure 9-4
demonstrates resawing.
The ideal blade for resawing is the widest one the
machine can handle, as the wider the blade the
better it can hold a straight line.
When resawing thin stock, use a push block, push
stick, or similar device to keep your hands away
from the blade.
9.3 Crosscutting
Crosscutting is cutting across the grain of the
workpiece, while using the miter gauge to feed the
workpiece into the blade.
Slide the bar of the miter gauge into the end of the
slot on the table.
The right hand should hold the workpiece steady
against the miter gauge, while the left hand pushes
the miter gauge past the blade, as shown in Figure
9-3.
Do not use the fence in conjunction with the miter
gauge. The offcut of the workpiece must not be
constrained during or after the cutting process.
Using the fence in conjunction
with the miter gauge can cause binding and
possible damage to the blade.
Figure 9-4
9.5 Blade Lead
Blade lead, or drift, is when the blade begins to
wander off the cutting line even when the band saw
fence is being used. Figure 9-5 shows an example
of blade lead. It is more common with small, narrow
blades, and is almost always attributable to poor
blade quality, or lack of proper adjustments. Inspect
the band saw for the following:
• Fence not parallel to miter slot and blade.
• Blade not tensioned correctly.
• Blade is dull.
• Teeth have excessive “set” on one side of
blade.
• Workpiece being fed too quickly.
Page 22

22
Figure 9-5
3. When the saw has completed about 1/3 of the
cut, increase the feed rate slightly and allow the
saw to complete the cut.
4. Keep the feed rate at the same setting and
begin a second cut on the same or similar
workpiece.
5. When the saw has completed about 1/3 of the
cut, increase the feed rate while watching the
chip formation until cutting is at its most efficient
rate (refer to “Evaluating Cutting Efficiency”
below). Allow the saw to complete the cut.
6. The blade is now considered ready for use.
10.3 Evaluating cutting efficiency
10.0 Operation – Metal
Consult section 8.0 for identification of the controls.
Never operate band saw without blade and wheel
covers in place and secured.
The following section contains basic information and
is not intended to cover all possible applications or
techniques using the band saw. Consult published
sources of information, acquire formal training,
and/or talk to experienced band saw users to gain
proficiency and knowledge of band saw operations.
(The following figures may or may not show your
specific band saw, but procedures are the same.)
10.1 General Procedure
1. Setup the saw to match the specific material to
be cut. “Wood Mode” for wood or “Metal Mode”
for metal.
2. Install the proper blade for use with the material
to be cut.
3. Make sure the blade and upper and lower
bearings are properly adjusted for tension and
tracking.
4. Adjust blade guide assembly so that the guide
bearings are just above workpiece (about 3/16”)
allowing minimum exposure to blade. See
Figure 9-1.
The best way to determine whether a blade is
cutting efficiently is to observe the chips formed by
the cutting.
• If chip formation is powdery, then the feed rate
is too light, or blade is dull.
• If the chips formed are curled, but colored – blue
or straw colored from heat generated during the
cut – then feed rate is excessive.
• If chips are slightly curled and not colored by
heat, then the blade is sufficiently sharp and is
cutting at its most efficient rate.
11.0 Blade Selection Guide
Proper blade selection is just as important to band
saw operation as is blade speed and material feed.
Proper blade selection will impact blade life,
straightness of cut, cut finish, and efficiency of
operation. Excessive blade breakage, stripping of
teeth, and waviness of cut are some of the results of
improper blade selection.
Using the proper blade for the job will increase the
operating efficiency of your band saw, help reduce
necessary saw maintenance, and improve your
productivity. Thus, it is important to follow certain
guidelines when selecting a saw blade.
Here are factors to consider when selecting a blade:
• The type of material you will be cutting.
10.2 Blade break-in procedure
New blades are very sharp and therefore have a
tooth geometry that is easily damaged if a careful
break-in procedure is not followed. Consult the
blade manufacturer’s literature for break-in of
specific blades on specific materials. The following
procedure will be adequate, however, for break-in of
JET-supplied blades on lower alloy ferrous
materials.
1. Use a section of round stock.
2. Operate the saw at low speed. Start the cut with
a very light feed rate.
• The thickness of the workpiece or part.
• The features of the workpiece or part, such as
bends or curves with small radii.
These factors are important because they involve
basic concepts of saw blade design. There are five
(5) blade features that are normally changed to meet
certain kinds of sawing requirements.
They are:
• width
• pitch (number of teeth per inch)
• tooth form (or shape)
Page 23

23
• the "set" of the teeth
• the blade material itself.
11.1 Width
Band saw blades come in different standard widths,
measured from the back of the blade to the tip of the
tooth. Generally, wider blades are used for ripping
or making straight cuts; narrower blades are often
used when the part being cut has curves with small
radii. When cutting straight lines with a narrow
blade, the blade may have a tendency to wander,
causing blade lead.
The thinner the blade, the tighter will be the
minimum radius of cut. Always use widest blade
possible for the job.
General rules for blade selection:
• Select coarser pitch blades for thicker or softer
material.
• Select finer pitch blades for thinner or harder
material.
• Use fine pitch blades to obtain a smooth finish.
• Use coarse pitch blades to obtain faster cutting
speeds (thick material).
Figure 11-1
11.3 Shape
Figure 11-2 shows common types of tooth shape.
Tooth shape has an effect on cutting rate, and with
few exceptions, the Skip and Hook types are used
to obtain higher feed rates when cutting thick
workpieces. Variable-tooth blades are also
available, which combine features of the other
styles.
• To prevent premature blade wear, use fastest
practical speed.
• Adjust feed rate to ensure continuous cutting
action.
• Run the bandsaw with blade centered in upper
and lower guides, and guide fingers adjusted as
close as possible without touching the blade or
weld joint. Never adjust guide fingers while
blade is running. Failure to comply may cause
serious injury.
11.2 Pitch
Pitch is measured in "teeth per inch" (TPI). Figure
11-1 shows blades with different pitches. A fine pitch
(more teeth per inch) will cut more slowly but
smoother. A coarse pitch (fewer teeth per inch) will
cut rougher but faster. As a rule of thumb, the thicker
the workpiece, the coarser will be the blade pitch. If
you have to cut a hard or very brittle material, you
will probably want to use a blade with a finer pitch in
order to get good clean cuts.
General rule: Use a blade that will have no fewer
than 6 and no more than 12 teeth in the workpiece
at any given time.
Figure 11-2
Note: When cutting thin materials, the rule for blade
pitch is to have a minimum of two teeth engaging
the material being cut at all times.
Standard Tooth – generally used to cut ferrous
metals, hard bronze, hard brass, and thin metals.
Skip Tooth – have better chip clearance (larger
gullet) and are used on softer, non-ferrous materials
such as aluminum, copper, magnesium, and soft
brass.
Hook Tooth – provides a chip breaker and has less
tendency to gum up in softer materials. Used in the
same materials as skip tooth but can be fed faster
than standard or skip tooth blades.
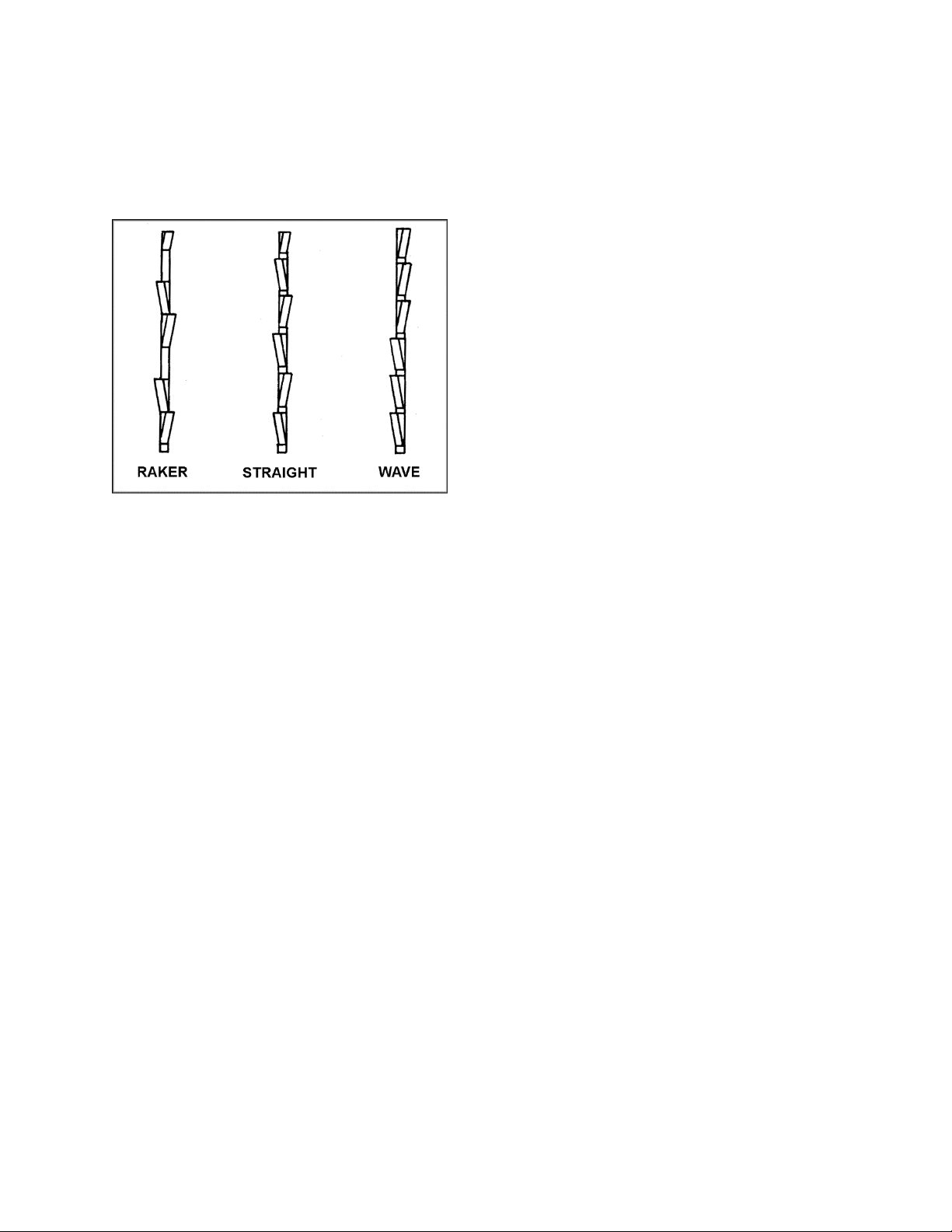
11.4 Set
The term "set" refers to the way in which the saw
teeth are bent or positioned. Set patterns are usually
selected depending on the type of material that
needs to be cut. Three common set patterns are
shown in Figure 11-3.
Generally:
Page 24
24
Straight Set – used for free cutting non-ferrous
materials; i.e., aluminum, magnesium, plastics, and
wood.
Wavy Set – used on materials of varying thickness
(pipe, tubing, and structural shapes).
Raker Set – used in large cuts on thick plate and bar
stock where finish of cut is not as important as
speed.
Figure 11-3
11.4.1 Kerf
Kerf is the width of a cut. Kerf will vary according to
the set of the blade teeth.
11.5 Material
Band saw blades can be made from different types
of materials. Some of the most common include
spring steel, carbon steel, carbon steel equipped
with a high speed or welded edge (bi-metal), or
carbide tips. A special type of saw blade is made
from "high speed steel"; these should not be used
on band saws with low rates of speed.
Carbon Steel – low cost, for use with non-ferrous
materials, wood, and plastics.
High Speed Steel – resists heat generated by dry
cutting. Used for ferrous metals.
Alloy Steel – tough and wear resistant, cuts faster
with longer blade life. Used on hard materials. More
expensive than carbon or high speed steel.
Carbide Tipped – for cutting unusual materials such
as uranium, titanium, or beryllium.
11.5.1 Gage
Gage is the thickness of material from which the
blade is produced. The thicker the material, the
stronger the blade.
11.6 Blade breakage
Band saw blades are subject to high stresses and
breakage may sometimes be unavoidable.
However, many factors can be controlled to help
prevent most blade breakage.
Here are some common causes for breakage:
1. Misalignment of blade guides.
2. Feeding work too fast.
3. Using a wide blade to cut a short radius curve.
4. Excessive tension.
5. Teeth are dull or improperly set.
6. Upper guides are set too high off workpiece.
7. Faulty weld on blade.
Page 25

25
12.0 Non-Metal Blade Chart
Identify the material and thickness of your workpiece. Table 3 will show the recommended PITCH, blade TYPE,
and FEED RATE.
Key: H – Hook L – Low
S – Skip M – Medium
R – Regular H – High
Example: 10/H/M means 10 teeth per inch / Hook Type Blade / Medium Feed
Table 3
Material/s Workpiece Thickness
1/2" 1" 3" 6+"
Hardwood 10/R/L 8/R/L 3/H/M 3/H/M
Woods
Non-Metals
Softwood 10/R/L 8/R/L 3/H/M 3/H/M
Carbon 10/R/L 6/R/L 3/S/M 3/S/M
Mica 32/R/L -- -- --
Asbestos 8/R/L 6/R/L 3/S/M 3/S/M
Hard Rubber 10/R/L 8/R/L 6/R/M 2/S/H
Formica 14/R/M 10/R/M 4/H/H 4/H/H
Masonite 10/R/L 4/S/L 3/S/M 3/H/M
Plastics
Study the part drawing or prototype, or actually measure the smallest cutting radius required, and locate this
radius (in inches) on the chart at the right. Follow the curve to where the approximate blade width is specified. If
a radius falls between two of the curves, select the widest blade that will saw this radius.
This procedure should be used for making initial blade selections. These recommendations can, of course, be
adjusted to meet specific requirements of a cutting job. Compromises may be necessary if you cannot find all
needed specifications in a single blade.
Micarta 14/R/M 10/R/M 4/H/H 3/H/H
Plexiglas 10/R/L 6/R/L 3/S/M 3/S/M
Paper 14/R/L 10/R/L 4/S/L 3/S/M
Page 26

26
13.0 Speed and Pitch Chart – Metal
Table 4
Page 27

27
14.0 Typical Band Saw Operations
Page 28

28
15.0 User-maintenance
Before any intervention on the
machine, disconnect it from the electrical
supply by pulling out the plug. Failure to comply
may cause serious injury.
Clean band saw regularly to remove any resinous
deposits and sawdust.
Keep miter slot, and guide bearings, clean and free
of resin.
Keep blade clean and sharp. Check it periodically
for cracks or other signs of wear.
The drive belt should be checked periodically. If it
looks worn, frayed, glazed or otherwise damaged,
replace it.
Check that the cleaning brush over the band wheel
is working properly and remove any deposits from
the band wheels to avoid vibration and blade
breakage.
Do not let saw dust build up in the upper and lowerwheel housings. Vacuum or blow out dust from
inside cabinet. (Use proper dust mask equipment).
The table surface must be kept clean and free of rust
for best results. If rust appears, it can often be
removed with a mixture of household ammonia,
good commercial detergent and #000 steel wool.
Alternatively, commercial rust removers can be
found at many hardware stores.
Apply a light coat of paste wax to the table surface.
Aerosol protectants are also available in major
hardware stores and supply catalogs. Whatever
method is chosen, the coating should protect the
metal and provide a smooth surface, without
staining workpieces.
If the power cord is worn, cut, or damaged in any
way, have it replaced immediately.
Connect the band saw to a JET dust collection
system of appropriate capacity.
Vacuum out the motor fan cover.
15.1 Lubrication points
1. Periodically apply a light, non-hardening grease
to rack and pinion system of guidepost.
2. Grease sliding surfaces of the table trunnions.
3. Oil any pins, shafts, and joints. (Do not get oil
on pulleys or belts.)
4. Clean and oil the tensioning mechanism if it
becomes difficult to adjust.
Note: Bearings on the band saw are pre-lubricated
and sealed, and do not require attention.
15.2 Additional servicing
Any other servicing should be performed by an
authorized service representative.
Page 29
29
16.0 Troubleshooting VBS-18MWEVS Band Saw
Symptom
Probable Cause
Correction *
Lock handle not tight.
Tighten lock handle.
or worn.
Trunnion not lubricated.
Lubricate trunnion.
parts.
belt if worn.
correct blade.
tire is worn/damaged.
if necessary.
workpiece is rough.
Blade pitch too coarse.
Change to finer pitch blade.
Workpiece being fed too strongly.
Reduce feed force.
Gum or pitch on blade.
Clean blade.
Worn blade teeth or damaged blade.
Replace blade.
Fence not parallel to blade.
Align fence properly.
Incorrect adjustment of blade guides.
Adjust blade guides properly.
Workpiece being fed too strongly.
Reduce feed force.
enough to workpiece.
workpiece.
particular operation.
Blade tension too light.
Increase tension.
tensioned properly.
service representative).
blade.
wheel diameter.
overheated.
blade.
the back edge of a new blade.
constant contact with back of blade.
bearing according to instructions.
Feed force too great.
Reduce feed force.
16.1 Operational problems
Table 5
Table tilt does not hold
position under load.
Table will not tilt.
Table vibration while
sawing.
Surface finish on
Blade cutting
inaccurately. Cuts not
straight.
Trunnion locking mechanism is broken
Trunnion jammed. Disassemble and replace jammed
Drive belt too slack.
Incorrect choice of saw blade pitch. Check blade selection chart and use
Saw dust or debris on band wheel. Or
Upper blade guides not located close
Incorrect choice of saw blade for that
Replace trunnion locking mechanism.
Increase tension on drive belt. Replace
Keep band wheels clean. Replace tires
Position guides about 1/8” above
Install correct blade.
Blade cannot be
Blade binds in
workpiece.
Blade forms cracks at
base of teeth.
Cracks on back edge
of blade.
Tension spring is fatigued. Replace tension spring (contact JET
Incorrect blade tension or damaged
Blade too wide for desired radius. Select narrower blade.
Teeth not suitable for operation, or
incorrectly set.
Blade thickness not suitable for band
Blade sharpened incorrectly, becomes
Band wheels have become misaligned. Contact service representative.
Workpiece being fed too quickly.
Welding on blade not perfectly aligned. Eliminate welded part, and re-weld
Thrust bearing is worn; caused by
Correct accordingly.
Replace with proper blade.
Replace with proper thickness blade.
Sharpen blade properly or replace.
Reduce feed speed to lessen strain on
properly; or acquire a new blade. Round
Replace thrust bearing. Adjust new
Page 30

30
Symptom
Probable Cause
Correction *
Blade pitch too coarse.
pitch blade.
replace as needed.
Blade tensioned too tightly.
Reduce tension.
Blade overheated during welding.
Have blade annealed or eliminate brittle
part and weld correctly.
part and weld correctly.
blade with coarser pitch.
Feed pressure too light.
Increase feed pressure.
Cutting rate too low.
Increase feed pressure and cutting rate.
blade from chart.
in cut.
Replace blade if damaged.
Refer to blade selection chart; use finer
Blade breaks
prematurely.
Blade breaks close to
weld.
Premature dulling of
saw teeth.
Guide bearings not properly supporting
blade.
Blade cooled too rapidly after welding. Have blade annealed or eliminate brittle
Blade pitch too fine.
Incorrect choice of blade. Re-examine material. Select proper
Chipped tooth or foreign object lodged
* WARNING: Some corrections may require a qualified electrician.
Check guide bearings for correct
position and signs of wear. Adjust or
Refer to blade selection chart. Use
Stop saw and remove lodged particle.
Page 31

31
16.2 Mechanical and electrical problems
Symptom
Probable Cause
Correction *
No incoming power.
Verify machine connections.
Cord damaged.
Replace cord.
Band Saw frequently trips.
One cause of overloading trips which
electrical lead.
Building circuit breaker trips or fuse
Verify that band saw is on a circuit of
Check amp setting on motor starter.
Overload automatic reset has not reset.
When the Band Saw overloads on the
electrical box.
Switch or motor failure (how to
If you have access to a voltmeter, you
motor problem.
Motor overheated.
Clean motor of dust or debris to allow
cool down before restarting.
Motor failure.
If electric motor is suspect, you have
motor repair shop for testing.
Miswiring of unit.
Double check to confirm all electrical
diagram to make needed corrections.
Switch failure.
If the start/stop switch is suspect, you
change-out.
Extension cord too light or too long.
Replace with adequate size and length
cord.
Low current.
Contact a qualified electrician.
Table 6
are not electrical in nature is too heavy
a cut. The solution is to reduce feed
pressure into the blade. If this does not
resolve the issue, check for loose
Machine will not
start/restart or
repeatedly trips circuit
breaker or blows
fuses.
blows.
distinguish).
correct size. If circuit size is correct,
there is probably a loose electrical lead.
circuit break built into the motor starter,
it takes time for the machine to cool
down before restart. Allow machine to
adequately cool before attempting
restart. If problem persists, check amp
setting on the motor starter inside the
can separate a starter failure from a
motor failure by first, verifying incoming
voltage at 230+/-10% and second,
checking the voltage between starter
and motor at 230+/-10%. If incoming
voltage is incorrect, you have a power
supply problem. If voltage between
starter and motor is incorrect, you have
a starter problem. If voltage between
starter and motor is correct, you have a
proper air circulation. Allow motor to
Band Saw does not
attain full speed.
* WARNING: Some corrections may require a qualified electrician.
two options: Have a qualified electrician
test the motor for function or remove the
motor and take it to a qualified electric
connections are correct. Refer to wiring
have two options: Have a qualified
electrician test the switch for function or
purchase a new start/stop switch and
establish if that was the problem on
Page 32

32
17.0 Replacement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call 1-800274-6848 Monday through Friday, 8:00 a.m. to 5:00 p.m. CST. Having the Model Number and Serial Number of
your machine available when you call will allow us to serve you quickly and accurately.
Non-proprietary parts, such as fasteners, can be found at local hardware stores, or may be ordered from JET.
Some parts are shown for reference only and may not be available individually.
Page 33

33
18.1.1 VBS-18MWEVS MW/WW Band saw Assembly – Exploded View
Page 34

34
Page 35

35
18.1.2 VBS-18MWEVS WW/MW Band saw Assembly – Parts List
Index No. Part No. Description Size Qty
1 PM1500-004 ..................... Lifting Ring ........................................................ M10 ................................ 1
2 VBS-18MWEVS-002 ........ Machine Main Body Frame ............................... ....................................... 1
3 TS-1482021 ...................... Hex Cap Bolt ..................................................... M6x12 ............................ 1
4 TS-1533032 ...................... Pan Head Screw ............................................... M5x10 ............................ 3
5 TS-1550041 ...................... Flat Washer ....................................................... M6 .................................. 2
6 JWBS18B-106 .................. Tension Pointer ................................................. ....................................... 1
7 PM1500-012 ..................... Step Screw ........................................................ ....................................... 1
8 TS-1503111 ...................... Socket Head Cap Screw ................................... M6x50 ............................ 1
9 TS-2311061 ...................... Hex Nut ............................................................. M6 .................................. 1
10 TS-1550061 ...................... Flat Washer ....................................................... M8 .................................. 2
11 TS-1504031 ...................... Socket Head Cap Screw ................................... M8x16 ............................ 2
12 JWBS15-112 .................... Upper Wheel Sliding Bracket ............................ ....................................... 1
13 JWBS18B-113 .................. Adjusting Bolt .................................................... ....................................... 1
14 JWBS15-114 .................... Hand wheel ....................................................... 6" .................................... 1
15 TS-1503051 ...................... Socket Head Cap Screw ................................... M6x20 ............................ 2
16 JWBS15-116 .................... Upper Shaft ....................................................... ....................................... 1
17 JWBS15-117 .................... Spring Pin.......................................................... Ø5x36mm ....................... 1
18 JWBS15-118 .................... Upper Wheel Sliding Bracket ............................ ....................................... 1
19 JWBS18B-119 .................. Upper Wheel Shaft ........................................... ....................................... 1
20 JWBS15-120 .................... Spring ................................................................ ....................................... 1
21 PM1500-010-02 ................ Bushing ............................................................ ....................................... 1
22 JWBS15-122 .................... Pin ..................................................................... Ø 3x20mm...................... 1
23 JWBS15-123 .................... Locate Block...................................................... ....................................... 1
24 BB-51201.......................... Bearing .............................................................. 51201 ............................. 1
25 PM1800B-018 .................. Upper Wheel Assembly .................................... Ø18" ............................... 1
26 PM1800B-017 .................. Washer .............................................................. ....................................... 2
27 TS-2361081 ...................... Spring Washer .................................................. M8 .................................. 2
28 TS-1504041 ...................... Socket Head Cap Bolt ....................................... M8x20 ............................ 2
29 JWBS18B-129 .................. Wood Working Saw Blade……………..150”L x 3/4” x 0.026” T x 6 TPI ... 1
30 VBS-18MWEVS-030 ........ Lower Wheel Assembly .................................... Ø18" ............................... 1
31 PM1500-050 ..................... Viewing Window ................................................ ....................................... 2
32 TS-1541021 ...................... Hex Nut Nylon Lock .......................................... M6 .................................. 4
33 TS-1503021 ...................... Socket Head Cap Screw ................................... M6x10 ............................ 2
34 JWBS18B-134 .................. Upper Door........................................................ ....................................... 1
35 JWBS15-135 .................... Socket Head Cap Screw ................................... M4x8 .............................. 8
36 JWBS18B-136 .................. Lower Door........................................................ ....................................... 1
37 PM1800B-027-026 ........... Retaining Ring (E) ............................................. E15 ................................. 1
38 JWBS15-138 .................... Sponge .............................................................. ....................................... 1
39 JET-203-R2000 ................ JET Logo ........................................................... 203mm ........................... 1
40 JWBS15-140 .................... Sponge .............................................................. 760x10x1T mm .............. 1
41 VBS-18MWEVS-041 ........ Speed control & Switch assembly..................... ....................................... 1
42 TS-2244102 ...................... Socket Head Button Screw ............................... M5x10 ............................ 8
43 TS-2283102 ...................... Pan Head Screw ............................................... M3x10 ............................ 4
44 VBS-18MWEVS-044 ........ Digital Display PC board ................................... ....................................... 1
Page 36

36
45 VBS-18MWEVS-045 ........... AC Inverter Assembly .................................... ....................................... 1
46 VBS-18MWEVS-046 ........... Out Cover ...................................................... ....................................... 1
47 VBS-18MWEVS-047 ........... Wiring Box ..................................................... ....................................... 1
48 TS-1541041 ......................... Hex Nut Nylon Lock ....................................... M10 ................................ 2
49 JWBS18B-1147 ................... Bushing .......................................................... ....................................... 1
50 JWBS15-1104 ..................... Motor Bracket ................................................ ....................................... 1
51 PM1500-038 ........................ Motor Bracket ................................................ ....................................... 1
52 TS-2248202 ......................... Socket Head Button Screw ............................ M8x20 ............................ 4
53 TS-2311061 ......................... Hex Nut .......................................................... M6 .................................. 2
54 JWBS18DX-249 .................. Dust Collect Insert ......................................... ....................................... 1
55 JWBS15-155 ....................... Fixed Plate ..................................................... ....................................... 1
56 TS-2361061 ......................... Spring Washer ............................................... M6 .................................. 2
57 TS-2246122 ......................... Socket Head Button Screw ............................ M6x12 ............................ 2
58 PM1500-074 ........................ Tension Quick Release Lever Shaft .............. ....................................... 1
59 TS-1540083 ......................... Hex Nut .......................................................... M12 ................................ 1
60 JWBS18B-160 ..................... Tension Quick Release Lever ....................... ....................................... 1
61 JWBS15-161 ....................... Grip ................................................................ ....................................... 1
62 TS-2248202 ......................... Socket Head Button Screw ............................ M8x20 ............................ 4
63 TS-2361081 ......................... Spring Washer ............................................... M8 .................................. 4
64 TS-1550061 ......................... Flat Washer ................................................... M8xØ18 .......................... 4
65 PM1500-070 ........................ Shaft Fixed Block ........................................... ....................................... 1
66 TS-1503061 ......................... Socket Head Cap Screw................................ M6x25 ............................ 1
67 PM1500-069 ........................ Cam ............................................................... ....................................... 1
68 JWBS15-168 ....................... Lock Knob ...................................................... M10x53 .......................... 1
69 PM1500-068 ........................ Lock Handle ................................................... M10 ................................ 1
70 JWBS15-170 ....................... Lock Knob ...................................................... M10x25 .......................... 1
71 135041 ................................. Knob............................................................... ....................................... 2
72 TS-1503051 ......................... Socket Head Cap Screw................................ M6x20 ............................ 2
73 JWBS15-173 ....................... Pointer............................................................ ....................................... 1
74 6286494 ............................... Pan Head Screw ............................................ M5x6 .............................. 1
75 TS-1482051 ......................... Hex Cap Screw .............................................. M6x25 ............................ 1
76 TS-1550041 ......................... Flat Washer ................................................... M6 .................................. 2
77 PM1500-058 ........................ Brush.............................................................. ....................................... 1
78 TS-1541021 ......................... Hex Nut Nylon Lock ....................................... M6 .................................. 1
79 JWBS18B-179 ..................... Lower Blade Guard ........................................ ....................................... 1
80 TS-2246102 ......................... Socket Head Button Screw ............................ M6x10 ............................ 2
81 TS-2361061 ......................... Lock Washer .................................................. M6 .................................. 2
82 TS-1550041 ......................... Flat Washer ................................................... M6 .................................. 2
83 TS-149105 ........................... Hex Cap Screw .............................................. M10x35 .......................... 1
84 TS-2361101 ......................... Lock Washer .................................................. M10 ................................ 2
85 VBS-18MWEVS-085 ........... Motor .............................................................. 2HP/3PH/60Hz/220V ..... 1
VBS-18MWEVS-085CF ...... Motor Coolant Fan (not shown) ..................... ....................................... 1
VBS-18MWEVS-085CFC .... Motor Fan Cover (not shown) ........................ ....................................... 1
VBS-18MWEVS-085JB ....... Junction Box with Cover (not shown) ............ ....................................... 1
86 PM1500-015 ........................ Motor Bracket Lock Handle ........................... M10x33 .......................... 1
87 TS-1550071 ......................... Flat Washer ................................................... M10xφ20 ........................ 1
88 TS-1504041 ......................... Socket Head Cap Screw................................ M8x20 ............................ 1
Page 37

37
89 PM1800B-088 ............... Washer ................................................................. .................................... 1
90 PM1800B-087 ............... Plate ..................................................................... .................................... 1
91 TS-2279301 .................. Set Screw ............................................................. M10x30 ....................... 4
92 TS-1541041 .................. Hex Nut ................................................................ M10 ............................. 4
93 VBS-18MWEVS-093 ..... Lower Wheel Shaft ............................................... .................................... 1
94 JWBS15-197 ................. Motor Bracket Handle .......................................... .................................... 1
95 PM1500-039 .................. Tapping Screw ..................................................... M4x8 ........................... 2
96 TS-1540061 .................. Hex Nut ................................................................ M8 ............................... 1
97 VBS-18MWEVS-097 ..... Key ...................................................................... 5x5x35 ........................ 2
98 TS-1550071 .................. Flat Washer .......................................................... M10 ............................. 1
99 TS-1505061 .................. Socket Head Cap Screw ...................................... M10x40 ....................... 1
100 TS-1503041 .................. Socket Head Cap Screw ...................................... M6x16 ......................... 2
101 TS-2361061 .................. Lock Washer ........................................................ M6 ............................... 2
102 TS-1550041 .................. Flat Washer .......................................................... M6 ............................... 2
103 VBS-18MWEVS-103 ..... Fixed Stand .......................................................... .................................... 1
104 TS-1550071 .................. Flat Washer .......................................................... M10 ............................. 2
105 VBS-18MWEVS-105 ..... V-Belt ................................................................... A28 .............................. 1
106 VBS-18MWEVS-106 ..... Pulley ................................................................... .................................... 1
107 TS-1503041 .................. Socket Head Cap Screw ...................................... M6x16 ......................... 2
108 TS-1550041 .................. Flat Washer .......................................................... M6 ............................... 2
109 JWBS15-1109 ............... Magnet ................................................................. 7x340mm .................... 1
110 JWBS18B-1110 ............. Blade Guard Cover .............................................. .................................... 1
111 PM1800B-093 ............... Viewing Window ................................................... .................................... 1
112 TS-1521011 .................. Set Screw ............................................................. M4x4 ........................... 2
113 TS-2246122 .................. Socket Head Button Screw .................................. M6x12 ......................... 1
114 TS-2361061 .................. Spring Washer ..................................................... M6 ............................... 1
115 PM1800B-163 ............... Locate Plate ......................................................... .................................... 1
116 F010432 ........................ Set Screw ............................................................. M6x35 ......................... 1
117 TS-1540041 .................. Hex Nut ................................................................ M6 ............................... 1
118 5302731 ........................ Set Screw ............................................................. M8x6 ........................... 4
119 TS-1550061 .................. Flat Washer .......................................................... M8 ............................... 4
120 TS-2361081 .................. Spring Washer ..................................................... M8 ............................... 4
121 TS-2248202 .................. Socket Head Button Screw .................................. M8x20 ......................... 4
122 TS-1523041 .................. Set Screw ............................................................. M6x12 ......................... 2
123 JWBS15-1118 ............... Hand wheel .......................................................... 5" ................................. 1
124 JWBS15-1119 ............... Handle .................................................................. M8 ............................... 1
125 JWBS18B-1125 ............. Guide Bar Bracket Assembly ............................... .................................... 1
126 JWBS18B-1126 ............. Upper Blade Guide Assembly .............................. .................................... 1
127 JWBS15-1122 ............... Miter Gauge Assembly ......................................... .................................... 1
128 JWBS18B-1128 ............. Rip Fence Assembly ............................................ .................................... 1
129 F012085 ........................ Roll Pin ................................................................. Ø4x8 mm .................... 2
130 JWBS15-1125 ............... Table Insert .......................................................... .................................... 1
131 TS-1522011 .................. Set Screw ............................................................. M5x5 ........................... 3
132 JWBS18B-1132 ............. Table .................................................................... .................................... 1
133 VBS-18MWEVS-133 ..... Self Lubricating Bearing ....................................... .................................... 2
134 7015-48 ......................... Set Screw ............................................................. M10x110 ..................... 1
135 TS-2311101 .................. Hex Nut ................................................................ M10 ............................. 1
Page 38

38
136 TS-1540061 .................. Hex Nut ................................................................ M8 ............................... 1
137 TS-1550061 .................. Flat Washer .......................................................... M8xφ20 ....................... 1
138 JWBS18B-1138 ............. Handle .................................................................. M8x35 ......................... 1
139 TS-1550071 .................. Flat Washer .......................................................... M10 ............................. 2
140 TS-2361101 .................. Spring Washer ..................................................... M10 ............................. 2
141 TS-1505051 .................. Socket Head Cap Screw ...................................... M10x35 ....................... 2
142 JWBS18B-1142 ............. Lower Blade Guide Assembly .............................. .................................... 1
143 JWBS15-1138 ............... Trunnion Support Bracket Assembly ................... .................................... 1
144 TS-1550061 .................. Flat Washer .......................................................... M8 ............................... 4
145 TS-2361081 .................. Spring Washer ..................................................... M8 ............................... 4
146 TS-1490041 .................. Hex Cap Screw .................................................... M8x25 ......................... 4
147 TS-1533032 .................. Phillips Pan Head Screw ...................................... M5x10 ......................... 4
148 VBS-18MWEVS-148 ..... Handle .................................................................. M8 ............................... 1
149 VBS-18MWEVS-149 ..... Fix Plate ............................................................... .................................... 1
150 VBS-18MWEVS-150 ..... Wiring Nut ............................................................ P2 ................................ 3
151 VBS-18MWEVS-151 ..... Bearing Stand Assembly ...................................... .................................... 1
152 TS-2361101 .................. Lock Washer ........................................................ M8 ............................... 2
153 VBS-18MWEVS-153 ..... Metal Working Saw Blade .................................... 150”x3/4”x0.03”x8TPI . 1
154 TS-1490031 .................. Hex Cap Screw .................................................... M8x20 ......................... 2
155 VBS-18MWEVS-155 ..... Motor Pulley ......................................................... .................................... 1
156 VBS-18MWEVS-156 ..... V-Belt ................................................................... A46 .............................. 1
157 TS-1550061 .................. Flat Washer .......................................................... M8xφ30 ....................... 2
158 VBS-18MWEVS-158 ..... Locate Block......................................................... .................................... 1
159 VBS-18MWEVS-159 ..... Bearing Stand Plate ............................................. .................................... 1
160 TS-2361101 .................. Lock Washer ........................................................ M10 ............................. 3
161 TS-1491031 .................. Hex Cap Screw .................................................... M10x25 ....................... 1
162 TS-1503041 .................. Socket Head Cap Screw ...................................... M6x16 ......................... 1
163 VBS-18MWEVS-163 ..... Hand Wheel ......................................................... 5”, Steel....................... 2
164 TS-1534032 .................. Pan Head Screw .................................................. M6x10 ......................... 2
165 VBS-18MWEVS-165 ..... Sponge ................................................................. .................................... 1
166 VBS-18MWEVS-166 ..... Speed Display Panel ........................................... .................................... 1
Page 39

39
18.2.1 VBS-18MWEVS Trunnion Support Bracket Assembly – Exploded View
Page 40

40
18.2.2 VBS-18MWEVS Trunnion Support Bracket Assembly – Parts List
Index No Part No Description Size Qty
JWBS15-1138A ............. Trunnion Support Bracket Assembly (#1 thru 34) ......................................
1 TS-1550061 .................. Flat Washer .......................................................... M8 x Ø23 .................... 2
2 TS-2361081 .................. Lock Washer ........................................................ M8 ............................... 1
3 TS-1541031 .................. Nylon Lock Hex Nut ............................................. M8 ............................... 2
4 TS-2171012 .................. Phillips Pan Head Machine Screw ....................... M4x6 ........................... 2
5 PM1500-085-05 ............ Gear Rack ............................................................ .................................... 1
6 TS-2284061 .................. Phillips Flat Head Machine Screw ....................... M4x6 ........................... 1
7 JWBS15-1138-307 ........ Carriage Bolt ........................................................ M8x90 ......................... 2
8 PM1500-085-08 ............ Trunnion Block ..................................................... .................................... 1
10 JWBS15-1138-310 ........ Lock Handle ......................................................... .................................... 1
11 PM1500-085-11 ............ Tilt Scale .............................................................. .................................... 1
12 PM1500-085-12 ............ Adjustment Knob Bolt .......................................... .................................... 1
13 TS-1550021 .................. Flat Washer .......................................................... M4 x Ø8 ...................... 2
14 PM1500-085-14 ............ Angle Pointer........................................................ .................................... 1
15 JWBS15-1138-315 ........ Adjustment Knob Bolt .......................................... M6 ............................... 1
16 PM1500-085-16 ............ Locking Ring ........................................................ . ................................... 1
17 TS-2311061 .................. Hex Nut ................................................................ M6 ............................... 2
18 PM1500-085-18 ............ Adjustment Plate .................................................. .................................... 1
19 5712561 ........................ Phillips Pan Head Machine Screw ....................... M5x8 ........................... 2
20 PM1500-085-20 ............ Set Screw ............................................................. .................................... 1
21 PM1500-085-21 ............ Lock Knob ............................................................ .................................... 1
22 JWBS15-1138-322 ........ Trunnion Support Bracket .................................... .................................... 1
23 PM1500-085-23 ............ Gear ..................................................................... .................................... 1
24 TS-2235061 .................. Socket Head Cap Screw ...................................... M5x6 ........................... 6
25 PM1500-085-25 ............ Adjustment Shaft .................................................. .................................... 1
26 PM1500-085-26 ............ Retaining Ring ..................................................... R22 ............................. 1
27 BB-608ZZ ...................... Ball Bearing .......................................................... 608ZZ.......................... 1
28 PM1500-085-28 ............ Thrust Bearing Holder .......................................... .................................... 1
29 PM1500-085-29 ............ Retaining Ring ..................................................... S8 ................................ 1
30 JWBS15-1138-330 ........ Adjustment Bar .................................................... .................................... 1
31 TS-1523011 .................. Socket Set Screw ................................................. M6x6 ........................... 1
32 JWBS15-1138-332 ........ Spring ................................................................... .................................... 1
33 TS-1550041 .................. Flat Washer .......................................................... M6 x Ø19 .................... 1
34 JWBS15-1138-334 ........ Flat Washer .......................................................... M8 x Ø23x5t ............... 2
Page 41

41
18.3.1 VBS-18MWEVS Rip Fence Assembly – Exploded View
18.3.2 VBS-18MWEVS Fence Assembly – Parts List
Index No. Part No. Description Size Qty
JWBS18B-1128 ............. Rip Fence Assembly (#1 thru 18) ........................ ......................................
1 JWBS15-1123-201 ........ Fence Body .......................................................... .................................... 1
2 JWBS15-1123-202 ........ Lock Block ............................................................ .................................... 1
3 JWBS18B-1128-203 ..... Aluminum Fence ................................................. 572mm ........................ 1
4 TS-2311101 .................. Nut ........................................................................ M10 ............................. 6
5 TS-2361101 .................. Spring Washer ..................................................... M10 ............................. 2
6 TS-1550071 .................. Flat Washer .......................................................... M10 ............................. 4
7 JWBS15-1123-207 ........ Set Screw ............................................................. M10x80 ....................... 2
8 JWBS15-1123-208 ........ Knob ..................................................................... M8x40 ......................... 2
9 PM1500-107-10 ............ Nylon Pad............................................................. .................................... 1
10 JWBS15-1123-210 ........ Adjustment Knob .................................................. M8x50 ......................... 1
11 JWBS15-1123-211 ........ Fiber Washer........................................................ .................................... 1
12 TS-1540061 .................. Nut ........................................................................ M8 ............................... 2
13 JWBS15-1123-213 ........ Knob ..................................................................... M8x40 ......................... 1
14 JWBS15-1123-214 ........ Locate Block......................................................... .................................... 1
15 PM1800B-059-017 ........ Cone Spring ......................................................... .................................... 1
16 JWBS15-1123-216 ........ Knob ..................................................................... M6x14 ......................... 1
17 JWBS18B-1128-217 ..... Fence Guide Rail ................................................. .................................... 1
18 JWBS18B-1128-218 ..... Scale .................................................................... .................................... 1
19 JWBS15-1123-219 ........ Wave Washer....................................................... Ø8x13 mm .................. 1
Page 42

42
18.4.1 VBS-18MWEVS Miter Gauge Assembly – Exploded View
18.4.2 VBS-18MWEVS Miter Gauge Assembly – Parts List
Index No Part No Description Size Qty
JWBS15-1122 ............... Miter Gauge Assembly (#1 thru 9) ....................... ......................................
1 JWBS15-1122-701 ........ Guide Bar ............................................................. .................................... 1
2 JWBS15-1122-702 ........ Guide Piece.......................................................... .................................... 1
3 JWBS15-1122-703 ........ Countersunk Bolt ................................................. M6x6 ........................... 1
4 JWBS15-1122-704 ........ Pointer .................................................................. .................................... 1
5 PWBS14-251-5 ............. Pan Head Flanged Screw .................................... M5x8 ........................... 1
6 JWBS15-1122-706 ........ Steel Pin ............................................................... Ø6x10mm ................... 1
7 JWBS15-1122-707 ........ Miter Gauge Body ................................................ .................................... 1
8 JWBS15-1122-708 ........ Nylon Washer....................................................... .................................... 1
9 JWBS15-1122-709 ........ Handle .................................................................. .................................... 1
Page 43

43
18.5.1 VBS-18MWEVS Guide Bar Bracket Assembly – Exploded View
18.5.2 VBS-18MWEVS Guide Bar Bracket Assembly – Parts List
Index No Part No Description Size Qty
JWBS18B-1125 ............. Guide Bar Bracket Assembly (#1 thru 28) ........... ......................................
1 JWBS18B-1125-401 ..... Guide Bar ............................................................. .................................... 1
2 TS-1503021 .................. Socket Head Cap Screw ...................................... M6x10 ......................... 2
3 TS-1532032 .................. Pan Head Screw .................................................. M4x10 ......................... 1
4 TS-1540021 .................. Nut ........................................................................ M4 ............................... 1
5 PM1500-091-08 ............ Guide Bar Rack (Short) ........................................ .................................... 1
6 TS-2284081 .................. Phillips Flat Head Machine Screw ....................... M4x8 ........................... 5
7 PM1500-091-20 ............ Guide Bar Rack (Long) ........................................ .................................... 1
8 TS-2361081 .................. Spring Washer ..................................................... M8 ............................... 4
9 TS-1504031 .................. Socket Head Cap Screw ...................................... M8x16 ......................... 4
10 PM1500-091-04 ............ Cover .................................................................... .................................... 1
11 TS-1534041 .................. Pan Head Screw .................................................. M5x10 ......................... 2
12 JWBS18B-1125-412 ..... Cover .................................................................... .................................... 1
13 TS-1540031 .................. Hex Nut ................................................................ M5 ............................... 2
14 PM1500-091-10 ............ Fixed Screw ......................................................... .................................... 1
15 PM1500-091-11 ............ Gear ..................................................................... .................................... 1
16 PM1500-091-12 ............ Fixed Plate ........................................................... .................................... 1
17 PM1500-091-13 ............ Worm Shaft .......................................................... .................................... 1
Page 44

44
18 JWBS15-1120-418 ........ Nut ........................................................................ .................................... 1
1
3
4
6
2
5
19 PM1500-091-15 ............ Guide Bracket ...................................................... .................................... 1
20 PM1500-091-18 ............ Bushing ................................................................ .................................... 1
21 PM1500-091-25 ............ Fiber Washer........................................................ .................................... 2
22 PM1500-091-19 ............ Collar .................................................................... .................................... 1
23 TS-1522011 .................. Set Screw ............................................................. M5x5 ........................... 2
24 JWBS15-1120-424 ........ Bushing Bearing ................................................... DU 10x12 .................... 2
25 TS-1523011 .................. Set Screw ............................................................. M6x6 ........................... 2
26 JWBS18B-1125-426 ..... Plate ..................................................................... .................................... 2
27 JWBS18B-1125-427 ..... Nylon Piece .......................................................... .................................... 2
28 JWBS15-1120-425 ........ Plastic Nylon Set Screw ....................................... M7x10 ......................... 4
18.6.1 VBS-18MWEVS Upper Wheel Assembly – Exploded View
18.6.2 VBS-18MWEVS Upper Wheel Assembly – Parts List
Index No Part No Description Size Qty
PM1800B-018 ............... Upper Wheel Assembly (#1 thru 6) ...................... ......................................
1 PM1800B-018-01 .......... Upper Wheel ........................................................ .................................... 1
2 PM1800B-018-02 .......... Spacer .................................................................. .................................... 1
3 BB-6306LLU .................. Ball Bearing .......................................................... 6306LLU ..................... 2
4 PM1800B-018-04 .......... Bearing Press Plate ............................................. .................................... 1
5 PM1800B-018-05 .......... Phillips Pan Head Machine Screw ....................... M6 x 8 ......................... 3
6 PM1800B-018-06 .......... Tire ....................................................................... .................................... 1
Page 45

45
18.7.1 VBS-18MWEVS Lower Wheel Assembly – Exploded View
18.7.2 VBS-18MWEVS Lower Wheel Assembly – Parts List
Index No Part No Description Size Qty
VBS-18MWEVS-030 ............... Lower Wheel Assembly (#1 thru 9) ............ ......................................
1 BB-6306LLU ............................ Ball Bearing ................................................ 6306LLU ..................... 2
2 PM1800B-018-06 .................... Wheel Tire .................................................. PU ............................... 1
3 VBS-18MWEVS-030-03 .......... Lower Wheel .............................................. 18" ............................... 1
4 VBS-18MWEVS-030-04 .......... Bushing ...................................................... .................................... 1
5 VBS-18MWEVS-030-05 .......... Gasket ........................................................ .................................... 1
6 VBS-18MWEVS-030-06 .......... Bearing Press Plate ................................... .................................... 1
7 VBS-18MWEVS-030-07 .......... Phillips Pan Head Machine Screw ............. M6x6 ........................... 4
8 VBS-18MWEVS-030-08 .......... Pulley .......................................................... .................................... 1
9 TS-2248402 ............................ Socket Head Button Screw ........................ M8x40 ......................... 4
Page 46
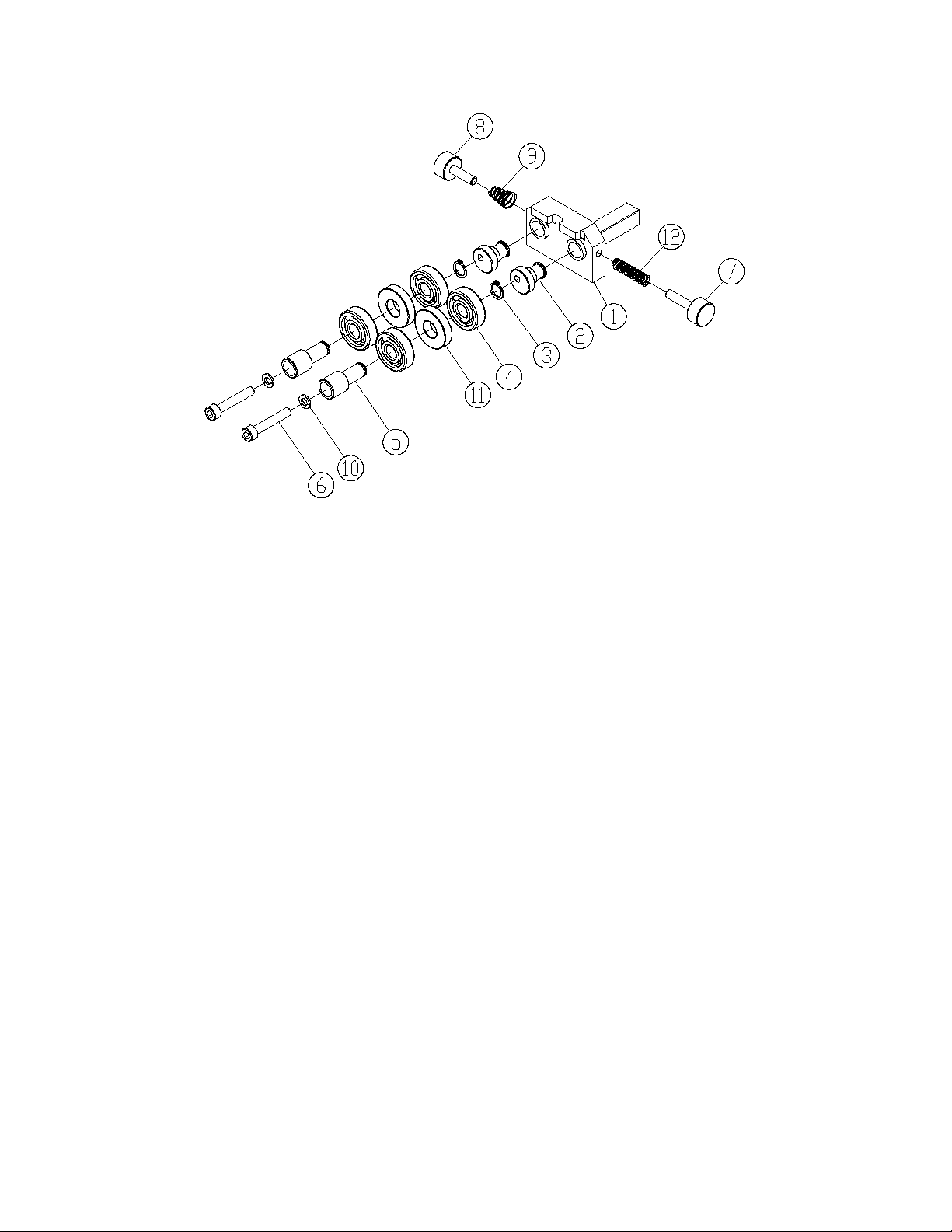
46
18.8.1 VBS-18MWEVS Lower Blade Guide Assembly – Exploded View
18.8.2 VBS-18MWEVS Lower Blade Guide Assembly – Parts List
Index No Part No Description Size Qty
JWBS18B-1142 ............. Lower Blade Guide Assembly (#1 thru 12) .......... ......................................
1 PM1500-096-01 ............ Lower Blade Guide Support ................................. .................................... 1
2 PM1500-096-02 ............ Eccentric Shaft ..................................................... .................................... 2
3 PM1800B-059-05 .......... Retaining Ring ..................................................... S15 .............................. 2
4 BB-6202ZZ .................... Ball Bearing .......................................................... 6202ZZ........................ 4
5 PM1800B-059-02 .......... Knurled Adjusting Knob ....................................... .................................... 2
6 TS-1503101 .................. Socket Head Cap Screw ...................................... M6x45 ......................... 2
7 PM1500-095-16 ............ Lock Knob ............................................................ .................................... 1
8 JWBS15-1137-508 ........ Lock Knob ............................................................ .................................... 1
9 PM1800B-059-017 ........ Cone Spring ......................................................... .................................... 1
10 TS-2361061 .................. Spring Washer ..................................................... M6 ............................... 2
11 PM1800B-059-04 .......... Spacer .................................................................. .................................... 2
12 JWBS15-1138-332 ........ Spring ................................................................... .................................... 1
Page 47
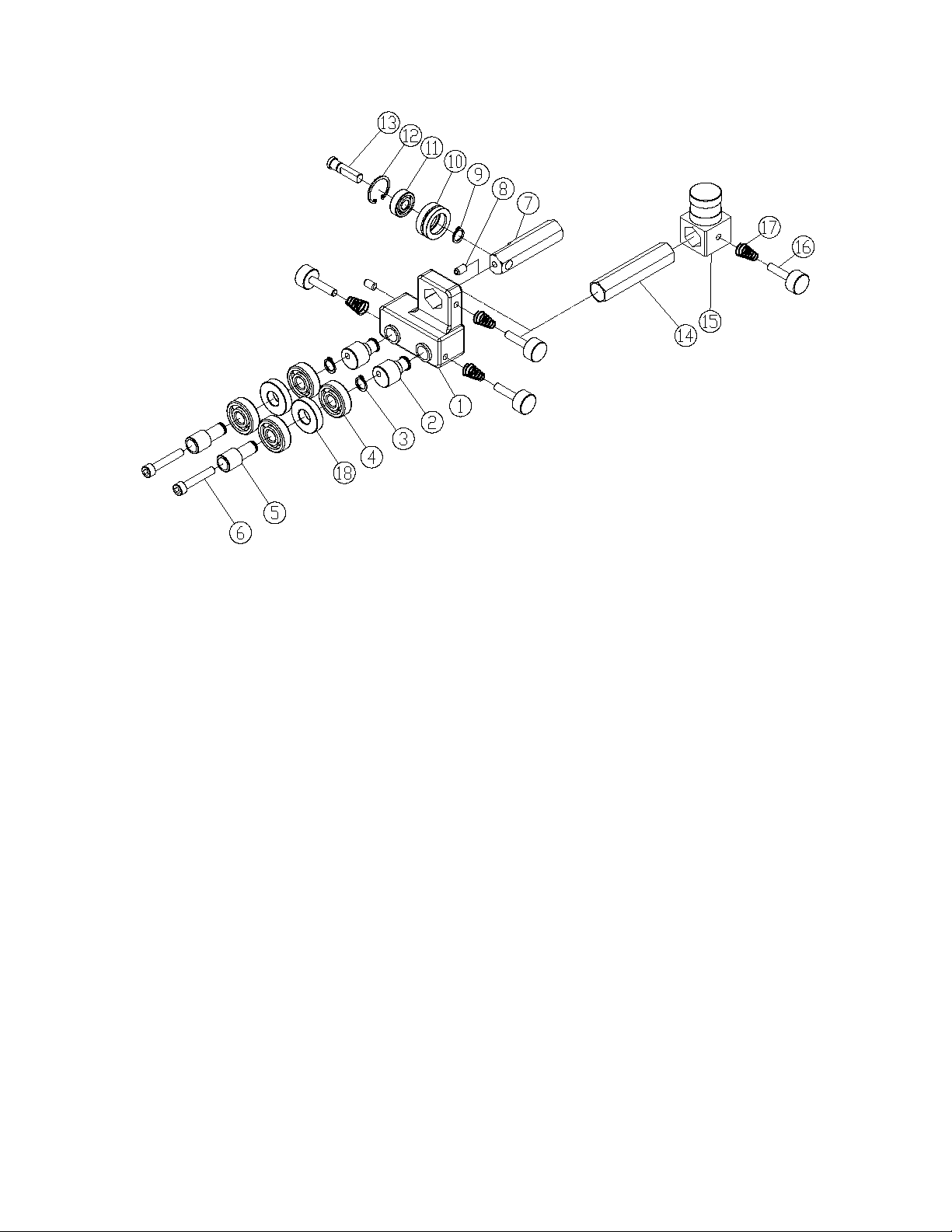
47
18.9.1 VBS-18MWEVS Upper Blade Guide Assembly – Exploded View
18.9.2 VBS-18MWEVS Upper Blade Guide Assembly – Parts List
Index No Part No Description Size Qty
JWBS18B-1126 ............. Upper Blade Guide Assembly (#1 thru 18) .......... ......................................
1 PM1500-095-01 ............ Upper Blade Guide Support ................................. .................................... 1
2 PM1500-095-02 ............ Eccentric Shaft ..................................................... .................................... 2
3 PM1800B-059-05 .......... Retaining Ring ..................................................... S15 .............................. 2
4 BB-6202ZZ .................... Ball Bearing .......................................................... 6202ZZ........................ 4
5 PM1800B-059-02 .......... Knurled Knob ....................................................... .................................... 2
6 TS-1503101 .................. Socket Head Cap Screw ...................................... M6x45 ......................... 2
7 PM1500-095-07 ............ Spacing Sleeve .................................................... .................................... 1
8 TS-1523011 .................. Set Screw ............................................................. M6x6 ........................... 2
9 PM1500-085-29 ............ Retaining Ring ..................................................... S8 ................................ 1
10 PM1500-085-28 ............ Thrust Bearing Holder .......................................... .................................... 1
11 JWBS15-1121-611 ........ Ball Bearing .......................................................... 608ZZ.......................... 1
12 PM1500-085-26 ............ Retaining Ring ..................................................... R22 ............................. 1
13 PM1500-085-25 ............ Adjust Shaft .......................................................... .................................... 1
14 PM1500-095-14 ............ Hex Post ............................................................... .................................... 1
15 PM1500-095-15 ............ Upper Guide Support Block ................................. .................................... 1
16 PM1500-095-16 ............ Lock Knob ............................................................ .................................... 1
17 PM1800B-059-017 ........ Cone Spring ......................................................... .................................... 4
18 PM1800B-059-04 .......... Spacer .................................................................. .................................... 2
Page 48

48
18.10.1 VBS-18MWEVS Speed control & Switch assembly – Exploded View
18.10.2 VBS-18MWEVS Speed control & Switch assembly – Parts List
Index No Part No Description Size Qty
VBS-18MWEVS-041 ........... Speed control & Switch assembly (#1 thru 6)... .................................... 1
1 VBS-18MWEVS-041-01 ...... Switch Plate ...................................................... .................................... 1
2 TS-2284081 ......................... Phillips Pan Head Machine Screw .................... M4x8 ........................... 1
3 VBS-18MWEVS-041-03 ...... Control Switch Assembly .................................. .................................... 1
4 VBS-18MWEVS-041-04 ...... Speed Knob Label ............................................ .................................... 1
5 VBS-18MWEVS-041-05 ...... Speed Adjustment Knob .................................. .................................... 1
6 VBS-18MWEVS-041-06 ...... Variable Resistance .......................................... .................................... 1
Page 49

49
18.11.1 VBS-18MWEVS AC Inverter Assembly – Exploded View
18.11.2 VBS-18MWEVS AC Inverter Assembly – Parts List
Index No Part No Description Size Qty
VBS-18MWEVS-045 ........... AC Inverter Assembly (#1 thru 16) ................... .................................... 1
1 VBS-18MWEVS-045-01 ...... Inverter Mounted Plate ..................................... .................................... 1
2 VBS-18MWEVS-045-02 ...... Power Supply .................................................... O/P+24V/1.3A ............. 1
3 VBS-18MWEVS-045-03 ...... Inverter .............................................................. 220V 2HP ................... 1
4 TS-1540021 ......................... Hex Nut ............................................................. M4 ............................... 4
5 VBS-18MWEVS-150 ........... Wiring Nut ........................................................ P2 ................................ 1
6 VBS-18MWEVS-045-06 ...... Switch Key ........................................................ .................................... 1
7 VBS-18MWEVS-045-07 ...... Motor Cord ........................................................ .................................... 1
8 VBS-18MWEVS-045-08 ...... Motor Cooling Fan cord .................................... .................................... 1
9 TS-1532042 ......................... Phillips Pan Head Screw .................................. M4x12 ......................... 4
10 VBS-18MWEVS-045-10 ...... Iron Screw ......................................................... M4x8 ........................... 2
11 VBS-18MWEVS-045-11 ...... Strain Relief Plate ............................................. .................................... 1
12 PM1500-062 ........................ Strain Relief ...................................................... PG-13.5....................... 2
13 VBS-18MWEVS-045-13 ...... Power Cord ....................................................... .................................... 1
14 VBS-18MWEVS-045-14 ...... Inverter Connect Line ...................................... 8mm ............................ 2
15 VBS-18MWEVS-045-15 ...... Cord Connector ................................................ 221-415(5P) ................ 1
16 VBS-18MWEVS-045-16 ...... Cord Connector ................................................ 221-413(3P) ................ 2
17 VBS-18MWEVS-045-17 ...... Power Cord ...................................................... .................................... 1
18 VBS-18MWEVS-045-18 ...... Power Cord ....................................................... .................................... 1
19 VBS-18MWEVS-045-19 ...... PCB Power Cord .............................................. .................................... 1
Page 50

50
19.0 Electrical connections for VBS-18MWEVS
Page 51

51
20.0 Warranty and service
90 Days – Parts; Consumable items
1 Year – Motors; Machine Accessories
2 Year – Metalworking Machinery; Electric Hoists, Electric Hoist Accessories; Woodworking Machinery used
for industrial or commercial purposes
5 Year – Woodworking Machinery
Limited Lifetime – JET Parallel clamps; VOLT Series Electric Hoists; Manual Hoists; Manual Hoist
Accessories; Shop Tools; Warehouse & Dock products; Hand Tools; Air Tools
JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please
contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
JET branded website.
• JET products carry a limited warranty which varies in duration based upon the product. (See chart below)
• Accessories carry a limited warranty of one year from the date of receipt.
• Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Covered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood.
Use of these machines in the processing of metal, plastics, or other materials outside recommended guidelines may
void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide proof
of initial purchase when calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. JET has Authorized Service Centers located throughout the
United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the JET website.
More Information
JET is constantly adding new products. For complete, up-to-date product information, check with your local distributor
or visit the JET website.
How State Law Applies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
JET LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH PRODUCT.
EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG AN
IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
JET SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
JET sells through distributors only. The specifications listed in JET printed materials and on official JET website are
given as general information and are not binding. JET reserves the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET
Product Listing with Warranty Period
®
branded products are not sold in Canada by JPW Industries, Inc.
NOTE: JET is a division of JPW Industries, Inc. References in this document to JET also apply to JPW Industries, Inc.,
or any of its successors in interest to the JET brand.
Page 52

52
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.jettools.com
 Loading...
Loading...