

Page 1

RML-1440V RML-1460V
RML-1640V RML-1660V
ТОКАРНЫЙ СТАНОК
Язык: RUS
Паспорт станка
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in Taiwan /Сделано на Тайване
50000834T, 50000843T, 50000828T, 50000829T
Июль-2017
1
Page 2
Инструкция по эксплуатации станка JET мод. RML-1440V
Декларация о соответствии ЕС
Изделие: Токарный станок по металлу
RML-1440V
RML-1460V
RML-1640V
RML-1660V
Артикул: 50000834T,
50000843T,
50000828T,
50000829T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3
Серия RML-V
Содержание
Правила техники безопасности……………….3
Безопасная эксплуатация токарного станка……………………………..…………………….4
Раздел 1: Средства управления и
узлы…………………………………..….……..….5
Спецификация.………………...……….……...5
Панель управления……………………………6
Элементы управления передней
бабкой……………………………….…………...6
Элементы управления суппортом….......…..6
Элементы управления задней
бабкой…………………………………………....7
Ножной тормоз……………………………..…..7
Раздел 2: Установка…………………………….8
Окружающая среда………………….………...8
Электрическое подключение…….…………..8
Освещение……………………………………...8
Весовая нагрузка………………………….……8
Распределение пространства…………….....8
Подъём и перемещение………………………8
Выравнивание……………………….………….9
Пробный пуск………………………….……….10
Обкатка шпинделя….……..….….….…...…..11
Раздел 3: Работа на станке…..………………13
Система CSS………………………….………13
Патрон…….……..……….……….……………13
Задняя бабка……………………….…………15
Центры………………………………….……...15
Неподвижный люнет……..…..…….…….….16
Инструкция по эксплуатации станка JET мод. RML-1440V
Подвижный люнет……………………...........17
Крестовой суппорт.……..…….………......…17
4-х позиционный резцедержатель………...17
Упор салазок………………………………….18
Ручная подача…………….….….…………...19
Частота вращения шпинделя …………..…19
Автоматическая подача….….…...……........20
Шаг резьбы и таблица подач…………… ...21
Позиционирование рукояток коробки скоростей……………………………………………..21
Установка приводной шестерни…………...22
Элементы управления
нарезанием резьбы………….....……………22
Система подачи СОЖ……….............……..25
Раздел 4: Техническое обслуживание……..26
График………………………………………….26
Очистка…………………………………………26
Смазка………………………………………….27
Система СОЖ..………………….….………….30
Хранение станка……………...………….…….31
Раздел 5: Обслуживание……………………..32
Регулировка люфта….….….….….……..….32
Регулировка люфта ходового винта………32
Регулировка клиньев………………………...32
Регулировка маточной гайки…..…………...33
Регулировка муфты вала подачи………….34
Зубчатые ремни……………………….……...34
Тормоз и выключатель………………………35
Замена срезного штифта ходового винта. 35
3
Page 4
Инструкция по эксплуатации станка JET мод. RML-1440V
ВНИМАНИЕ
Важно прочитать руководство по эксплуатации и изучить программные команды и инструкции по
техническому обслуживанию до начала работы со станком.
Это руководство по эксплуатации должно быть постоянно прикреплено к станку там, где оно будет легкодоступным оператору для получения справки.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
1. Руководство пользователя
Все механизмы и станочное оборудование
представляют собой серьезную травматическую опасность неподготовленным пользователям. Для снижения риска травматизма каждый пользователь оборудования
должен прочитать и изучить это руководство в полной мере перед началом работы.
2. Безопасные условия эксплуатации
Электромеханическое оборудование, работающее во влажной среде, может привести
к поражению электрическим током; работа
вблизи легковоспламеняющихся материалов может привести к пожару или взрыву.
Работайте с оборудованием только в сухом
месте, в котором нет горючих материалов.
3. Только обученные операторы / опера-
торы под надзором
Неопытные операторы могут серьезно пораниться. К работе на данном оборудовании допускается только обученный персонал или операторы под надлежащим контролем. Убедитесь, что инструкции по безопасной эксплуатации четко усвоены. Если
оборудование оснащено электродвигателем, используйте замки и контрольные переключатели, уберите ключи пускового переключателя для предотвращения несанкционированного использования или случайного запуска.
4. Рабочая зона
Блики и темные тени увеличивают риск
случайного травматизма. Работайте на
оборудовании только в чистой, безбликовой и хорошо освещаемой рабочей зоне.
5. Средства индивидуальной защиты
Эксплуатация или обслуживание оборудования может подвергнуть пользователя
воздействию летящих обрезков, пыли, дыма, опасных химикатов или громких шумов.
Эти опасности могут привести к травме
глаз, слепоте, длительным дыхательным
поражениям, отравлению, раку, вреду репродуктивной системе или потере слуха.
Снизьте риски от этих опасностей при помощи соответствующих защитных очков,
4
респираторов, перчаток или защитных
наушников.
6. Ограждения / Кожухи
Случайный контакт с движущимися частями во время работы может привести к серьезным травмам. Для снижения риска
необходимо, чтобы любые ограждения/кожухи/дверцы были на своих местах,
полностью в рабочем состоянии и расположенными в месте для максимальной защиты.
7. Затягивание в движущиеся механизмы
Свободная одежда, перчатки, галстуки,
украшения или длинные волосы могут попасть в движущиеся детали и быть затянутыми внутрь, что может привести к травме.
Снизьте этот риск, убрав / закрепив эти
элементы так, чтобы они не могли контактировать с движущимися частями.
8. Умственная активность
Невнимательная работа на оборудовании
увеличивает риск случайного травматизма.
Если оператор будет отвлекаться, это может привести к постоянной инвалидности!
Никогда не работайте под воздействием
наркотиков / алкоголя, когда устали или
иным образом отвлеклись.
9. Электрическое подключение
Оборудование оснащено электродвигате-
лем, неправильное подключение к источнику питания может привести к поражению
электрическим током или пожару. Всегда
придерживайтесь всех электрических требований и применяемых норм при подключению к источнику питания. Вся проведенная работа осматривается квалифицированным электриком для минимизации риска.
10. Отключение питания
Регулировка или обслуживание электродвигателя станка, когда он подключен к источнику питания, значительно увеличивает
риск получения травм от случайного запуска. Всегда отключайте питание перед любым обслуживанием или регулировкой,
включая замену резцов или других инструментов.
Page 5
11. Закрепление заготовки / инструмента
Незакрепленные заготовки, режущий инструмент или вращающийся шпиндель могут стать опасными снарядами, если не закреплены или если они ударяются о другой
объект во время работы. Снизьте риск этой
опасности, проверив, что все устройства
надежно закреплены, а элементы, прилегающие к шпинделям, имеют достаточный
зазор для безопасного вращения.
RML-1440V(1460V)
Высота центров........................................180 мм
Диаметр обточки
над станиной (gap)…........................360(533) мм
Диаметр обточки над поперечным
Суппортом.................................................214 мм
Длина съёмного
Мостика......................................................135 мм
Расстояние
между центрами…........................1000(1500) мм
Частота вращения шпинделя (плавно):
20-400 об/мин
400-2500 об/мин
Конус шпинделя................................MК-6 (МК-4)
Присоединение шпинделя...........................D1-6
Проходное отверстие
шпинделя..................................................52,5 мм
Продольная подача....................0,05 - 1,7 мм/об
Поперечная подача................0,025 - 0,85 мм/об
Метрическая резьба, 39.....................0,2 - 14 мм
Дюймовая резьба, 45............................2 - 72 TPI
Питчевая резьба, 21..............................8 - 44 DP
Модульная резьба, 18......................0,3 - 3,5 MP
Максимальный размер
инструмента........................................16 х 16 мм
Ход поперечного суппорта.......................220 мм
Ход верхнего суппорта.............................130 мм
Конус пиноли задней бабки.........................МK-4
Диаметр пиноли..........................................52 мм
Ход пиноли задней бабки.........................152 мм
Ширина направляющих............................260 мм
Наибольший вес заготовки:
в патроне.....................................................120 кг
между пароном и задней бабкой...............150 кг
с люнетом и задней бабкой........................200 кг
Мощность двигателя...............................3,75 кВт
Мощность насоса СОЖ..........................0,09 кВт
Габаритные размеры..........2270х1120х1745 мм
Масса.........................................................1350 кг
Инструкция по эксплуатации станка JET мод. RML-1440V
RML-1640V(1660V)
Высота центров........................................205 мм
Диаметр обточки
над станиной (gap)...........................410(583) мм
Диаметр обточки
над поперечным суппортом.....................262 мм
Длина съёмного мостика gap...................225 мм
Расстояние между центрами.......1000(1500) мм
Частота вращения шпинделя (плавно):
20-400 об/мин
400-2500 об/мин
Конус шпинделя................................MК-6 (МК-4)
Присоединение шпинделя...........................D1-6
Проходное отверстие шпинделя............52,5 мм
Продольная подача....................0,05 - 1,7 мм/об
Поперечная подача................0,025 - 0,85 мм/об
Метрическая резьба, 39.....................0,2 - 14 мм
Дюймовая резьба, 45............................2 - 72 TPI
Питчевая резьба, 21..............................8 - 44 DP
Модульная резьба, 18......................0,3 - 3,5 MP
Максимальный размер
Инструмента........................................16 х 16 мм
Ход поперечного суппорта.......................220 мм
Ход верхнего суппорта.............................130 мм
Конус пиноли задней бабки.........................МK-4
Диаметр пиноли..........................................52 мм
Ход пиноли задней бабки.........................152 мм
Ширина направляющих............................260 мм
Наибольший вес заготовки:
в патроне.....................................................120 кг
между пароном и задней бабкой.......150(250) кг
с люнетом и задней бабкой..............200 (380) кг
Мощность двигателя...............................3,75 кВт
Мощность насоса СОЖ..........................0,09 кВт
Габаритные размеры..........2785х1120х1745 мм
Масса.........................................................1500 кг
*Примечание: Спецификация данной инструк-
ции является общей информацией. Данные
технические характеристики были актуальны
на момент издания руководства по эксплуатации. Производитель оставляет за собой право
на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до
35⁰С и относительной влажностью не более
80%.
Обслуживающий персонал должен иметь соответствующий допуск на эксплуатацию и проведение работ на оборудовании оснащенного
электродвигателем напряжением питания
400В, 50Гц.
5
Page 6
Безопасная эксплуатация токарного станка
1. Очистка стружки
Металлической стружкой можно легко порезать кожу даже через ткань. Не очищайте стружку руками или тканью. Используйте щетку или пылесос, чтобы убрать металлическую стружку.
2. Ключ токарного патрона, безопасность
Ключ токарного патрона, оставленный в
патроне, может стать смертельным снарядом, при запущенном шпинделе. Всегда
убирайте ключ токарного патрона после
его использования. Развивайте привычку
не отрывать руки от ключа токарного патрона, пока не уберете его со станка.
3. Выбор инструмента
Обработка ненадлежащим или тупым инструментом увеличивает риск случайного
травматизма, потому что потребуется дополнительное усилие для выполнения работ, что увеличивает риск появления поломок или разрушения деталей, таким образом, обрезки металла становятся опасными снарядами. Всегда выбирайте правильный режущий инструмент для работы
и удостоверьтесь, что он острый. Правильный, острый инструмент уменьшает
напряжение и обеспечивает лучшую обработку.
4. Крепление заготовки
Неправильно закрепленная заготовка может отлететь от шпинделя станка со смертельной силой, которая может привести к
тяжелой травме. Удостоверьтесь, что заготовка должным образом закреплена в
патроне или планшайбе перед запуском
оборудования.
5. Большие патроны
Большие патроны очень массивные и
трудно поддаются зажиму, что может привести к травме пальцев или рук, если не
соблюдать правила эксплуатации. Воспользуйтесь помощью при установке или
удалении больших патронов для снижения
риска. Защитите руки и поместите на
направляющих токарного станка подходящую опору или лист фанеры при обслуживании патрона.
6. Допустимые зазоры
Если заготовка врежется в другие узлы
станка, могут отскочить опасные осколки
во все направления, что приводит к травмам и поломке оборудования. Прежде,
чем запустить шпиндель, убедитесь, что
заготовка имеет достаточный зазор, провернув её вручную через весь диапазон
Инструкция по эксплуатации станка JET мод. RML-1440V
движения. Кроме того, проверьте инструмент и зазор между резцедержателем, патроном и суппортом.
7. Режимы скорости
Работа токарного станка на ненадлежащей скорости может вызвать повреждение
близлежащих деталей оборудования или
высвобождение заготовки, которая в результате станет опасным снарядом, что
может привести к тяжелым травмам.
Большие заготовки должны обтачиваться
на низких скоростях. Всегда используйте
соответствующую подачу и режим скорости.
8. Остановка шпинделя вручную
Остановка шпинделя рукой на заготовке
или патроне создаст огромный риск затягивания, удара, дробления, трения или
опасности пореза. Никогда не пытайтесь
замедлить или остановить шпиндель токарного станка рукой. Позвольте шпинделю остановиться самостоятельно или используйте тормоз (если есть).
9. Аварии
Удар режущего инструмента или других
деталей токарного станка о патрон может
вызвать взрыв из металлических осколков,
что может привести к тяжелым травмам и
серьезному повреждению токарного станка. Снизьте этот риск, выключая автоматическую подачу после использования, не
оставляйте токарный станок без присмотра и проверяйте зазоры до запуска токарного станка. Убедитесь, что ни одна из частей инструмента, резцедержателя, крестового суппорта или каретки не будет
контактировать с патроном во время работы.
10. Безопасное использование длинных
заготовок
Длинная заготовка может сильно прогнуться, если её неправильно закрепить,
вызвав серьезные травмы и повреждение
станка. Снизьте этот риск дополнительной
опорой любой заготовки, длина которой от
патрона/передней бабки в три раза больше, чем ее диаметр. Всегда обрабатывайте длинные заготовки на низких скоростях.
11. Безопасное использование СОЖ
Загрязненная СОЖ представляет собой
очень ядовитое вещество, которое может
вызвать телесное повреждение только
лишь от одного контакта. СОЖ и устанавливайте сопло там, где жидкость не будет
расплескиваться или проливаться на пол.
6
Page 7
РАЗДЕЛ 1: СРЕДСТВА УПРАВЛЕНИЯ И УЗЛЫ
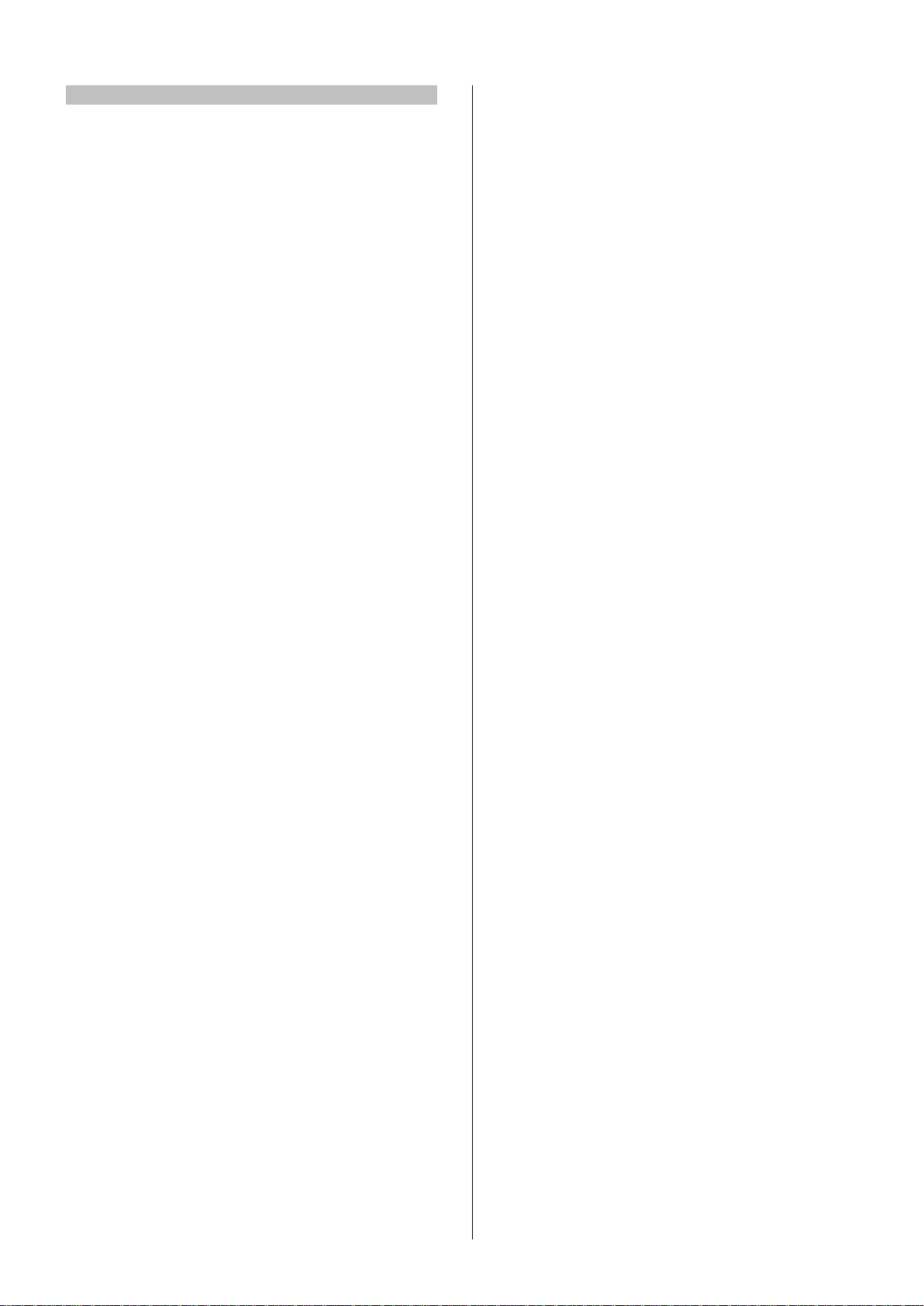
Спецификация
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 1. Токарный станок RML-1440 EVS
1. Передняя бабка
2. Панель управления
3. Шпиндель D1-6 Camlock MT#6
4. Неподвижный люнет
5. 4-х позиционный резцедержатель
6. Подвижный люнет
7. Лампа местного освещения
8. Универсальная трубка подачи СОЖ и
сопло
9. Поперечные направляющие
10. Задняя бабка
11. Коробка скоростей
12. Сменный поддон для стружки
13. Салазки
14. Педаль тормоза
15. Шкала резьбы
16. Рукоятка Вкл./Выкл. вращения шпинделя
17. Ходовой винт
18. Вал подачи
19. Станина
20. Основание
7
Page 8
8
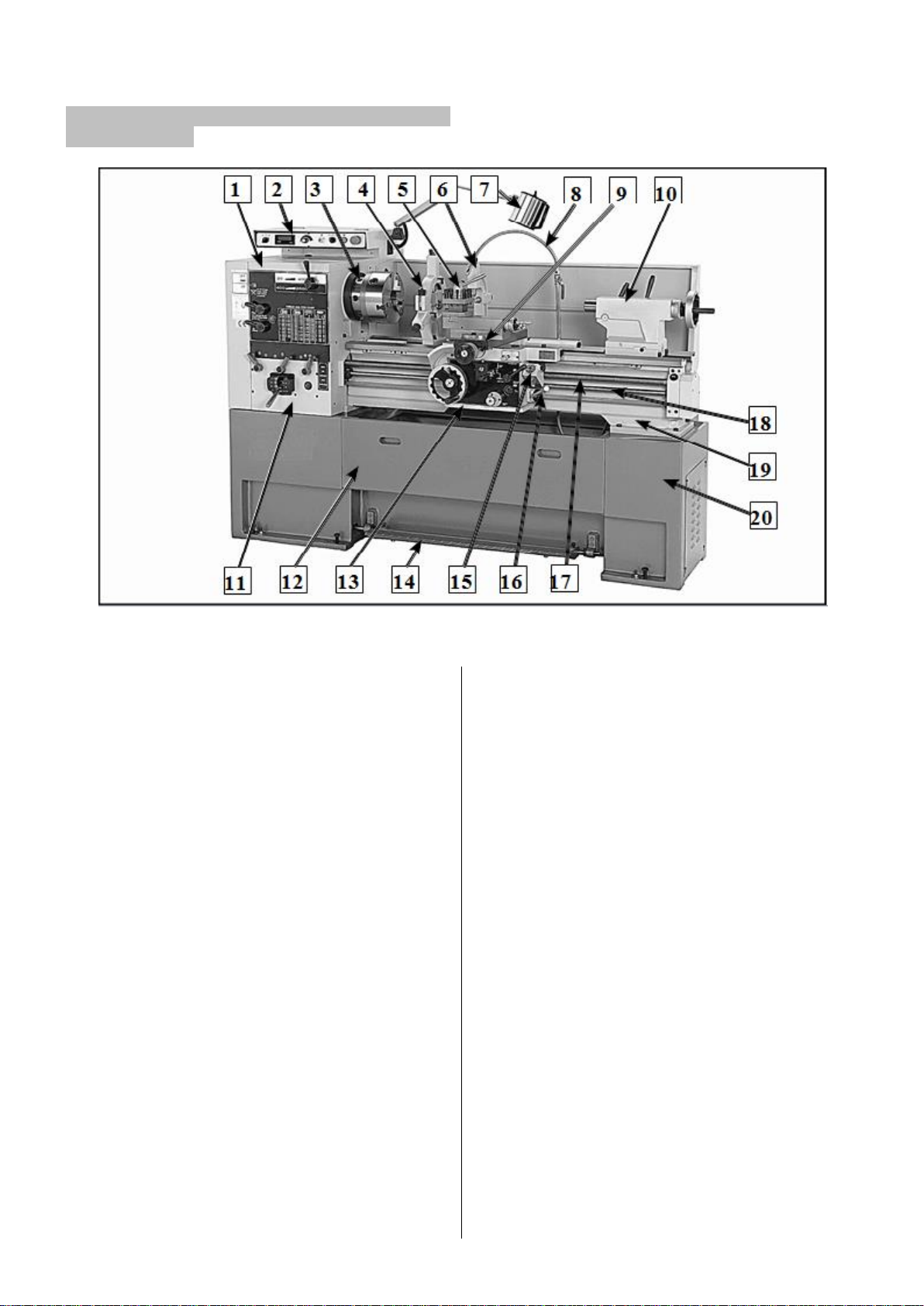
ПАНЕЛЬ УПРАВЛЕНИЯ
Рис. 2 Панель управления
1. Переключатель Вкл. / Выкл. (ON/OFF) CSS:
включает или выключает функцию постоянной скорости резания.
2. Индикатор тахометра (счетчика числа оборотов): Показывает, на каких оборотах вращается шпиндель в настоящее время.
3. Шкала частоты вращения шпинделя: Изменяет частоту вращения шпинделя на необходимый уровень.
4. Выключатель насоса СОЖ: Обеспечивает
подачу СОЖ Вкл. / Выкл. (ON/OFF).
5. Индикатор питания: Загорается, когда токарному станку подается питание.
6. Кнопка аварийной остановки: Отключает
все функции станка. Для разблокировки, поверните против часовой стрелки.
7. Кнопка запуска: При её нажатии и удержа-
нии включается двигатель шпинделя
8. Главный переключатель питания: расположен с задней стороны станка на крышке распределительного щита, переключатель
Включает/Выключает (ON/OFF) питание
станка для его запуска.
Инструкция по эксплуатации станка JET мод. RML-1440V
ЭЛЕМЕНТЫ УПРАВЛЕНИЯ ПЕРЕДНЕЙ БАБКОЙ
Рис.4. Элементы управления передней бабкой
9. Рукоятка переключения диапазонов вра-
щения шпинделя: Переключает переднюю
бабку в высокоскоростной или низкоскоростной диапазон частоты вращения шпинделя,
между 70-300 об/мин или 440-1800 об/мин.
10. Рукоятка диапазона коробки скоростей:
Переводит коробку скоростей в высокоскоростной или низкоскоростной режим и не оказывает никакого влияния на вращение шпинделя.
11. Рукоятка направления подачи: Изменяет
направление вращения коробки скоростей, и
как результат, изменяет направление вращения ходового винта и ходового вала.
12. Рукоятки коробки скоростей: Перемещение
рукояток в необходимые положения приводит
в действие ходовой винт и автоматическую
подачу.
Рис. 3. Главный переключатель питания.
8
Page 9
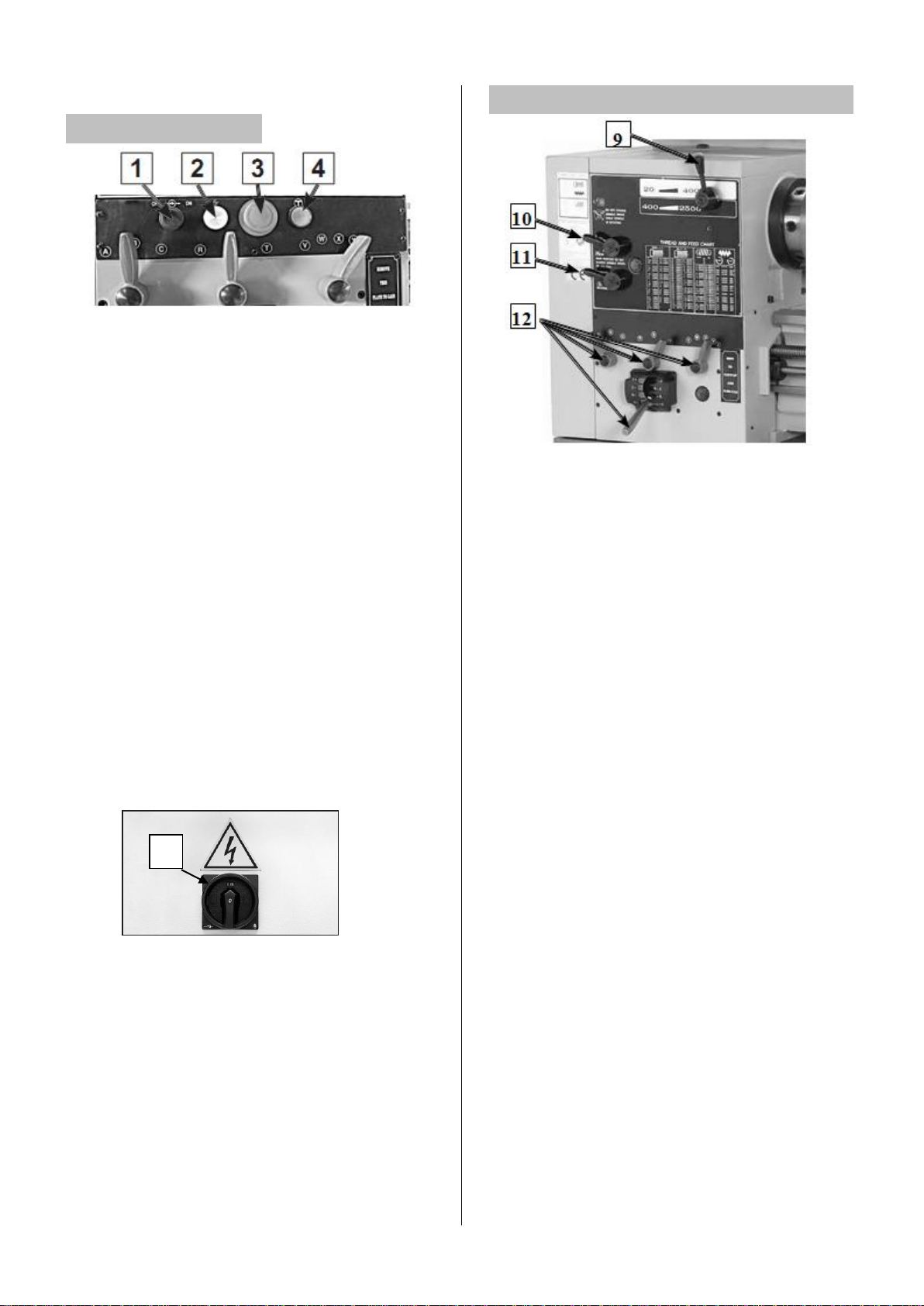
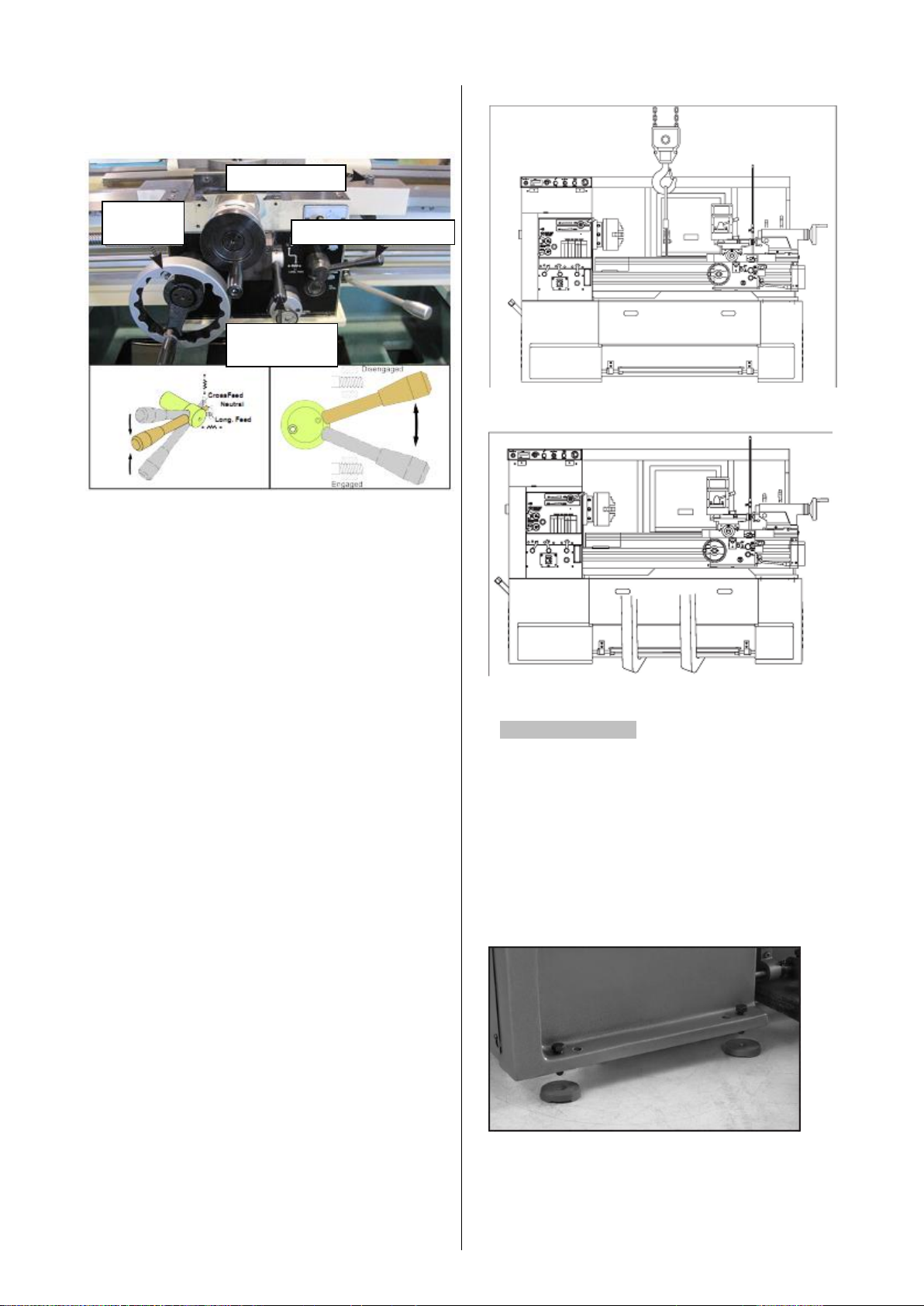
ЭЛЕМЕНТЫ УПРАВЛЕНИЯ СУППОРТОМ
Рис.5. Элементы управления суппортом.
1. Рукоятка 4-х позиционного резцедержате-
ля: Используется для фиксации поворотного
резцедержателя в четырех возможных положениях.
2. Маховик поперечной подачи: Перемещает
суппорт в поперечном направлении, к себе
или от себя.
3. Рукоятка управления подачей: Водит в зацепление и расцепляет зубчатую передачу
поперечной и продольной подачи.
4. Маховик продольного перемещения: Позволяет вручную перемещать каретку слева
направо вдоль станины.
5. Рукоятка управления потоком СОЖ: Ис-
пользуется для регулирования потока СОЖ
из сопла.
6. Маховик крестового суппорта: Используется для позиционирования крестового суппор-
та вдоль салазок суппорта.
7. Ручной масляный насос салазок: Вытягивает масло из поддона салазок суппорта и
смазывает салазки и направляющие через
смазочные отверстия.
8. Шкала резьбы: Указывает, когда нужно ввести в зацепление маточную гайку во время
операции нарезания резьбы.
9. Рукоятка маточной гайки: Зацепляет и расцепляет салазки с ходовым винтом при операции нарезания резьбы.
10. Рукоятка Вкл./Выкл. (ON/OFF) шпинделя:
Используется для запуска и останова станка
во время нормальной работы.
11. Рукоятка выбора направления подачи:
Эта рукоятка изменяет направление вращения коробки скоростей, и, как результат, изменяет направление ходового винта и вала
подачи.
Инструкция по эксплуатации станка JET мод. RML-1440V
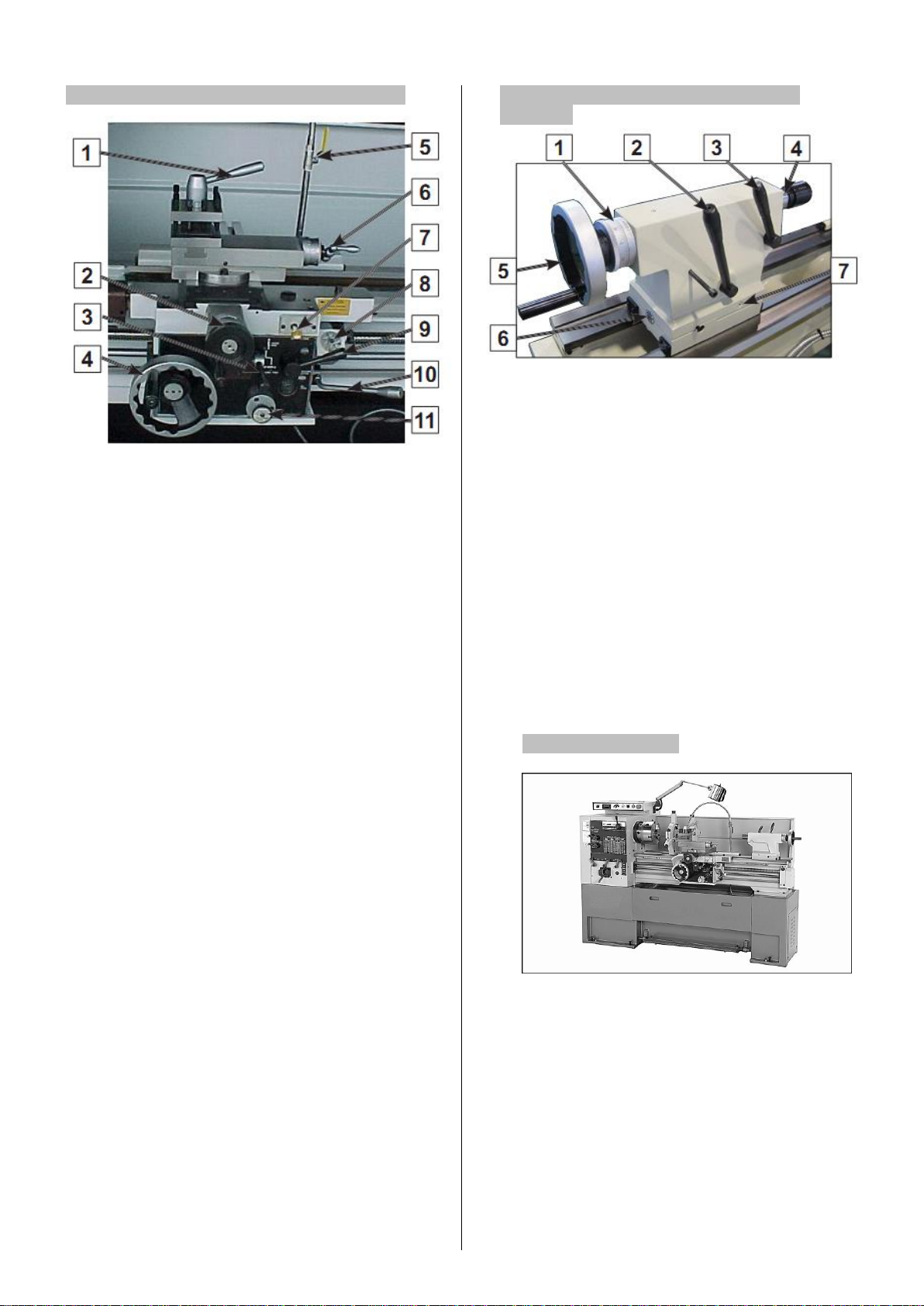
ЭЛЕМЕНТЫ УПРАВЛЕНИЯ ЗАДНЕЙ
БАБКОЙ
Рис. 6. Элементы управления передней бабкой
1. Градуированная шкала: Отображает пере-
мещение пиноли с шагом 0.001 дюймов или
0.02 мм.
2. Рычаг фиксации задней бабки: Фиксирует
заднюю бабку на месте вдоль направляющих
станины.
3. Рукоятка фиксации пиноли: Фиксирует пиноль на месте.
4. Пиноль: Перемещается к и от шпинделя,
удерживает центра и инструмент.
5. Маховик пиноли: Перемещает пиноль к или
от шпинделя.
6. Шкала смещения: Указывает расстояние
смещения задней бабки от осевой линии
шпинделя.
7. Винт смещения задней бабки: Регулирует и
закрепляет смещение задней бабки (1 из 2).
НОЖНОЙ ТОРМОЗ
Рис. 7. Ножной тормоз.
Токарный станок оборудован ножным тормозом
(Рис. 7) для быстрой остановки шпинделя.
Нажатие ножного тормоза, в то время как шпиндель включен, отключает питание двигателя и
останавливает шпиндель. После остановки, рукоятка шпинделя ДОЛЖНА быть возвращена в
нейтральное положение до того, как шпиндель
будет перезапущен.
9
Page 10
РАЗДЕЛ 2: УСТАНОВКА.
Рычаг фиксации задней бабки
ОКРУЖАЮЩАЯ СРЕДА
Окружающая среда, в которой работает оборудование, очень важна для безопасной эксплуатации и долговечности деталей станка. Для получения оптимальных результатов работайте на
оборудовании в сухой среде без излишней
влажности, опасных или огнеопасных химикатов, переносимых по воздуху абразивных материалов или экстремальных условий. Экстремальные условия для этого типа оборудования
обычно те, где температура окружающей среды
выходит за пределы диапазона 9° - 72°C (48.2° -
161.6°F); относительная влажность вне диапазона 20-95% (без конденсата); или среда подвергается вибрации, толчкам или ударам.
ЭЛЕКТРИЧЕСКОЕ ПОДКЛЮЧЕНИЕ
Поместите станок вблизи существующего источника питания. Убедитесь, что все кабели питания защищены от перемещений, обрабатываемых материалов, влаги, химикатов или других
опасностей. Убедитесь, что имеется доступ к отключению источника питания или устройству
блокировки электропитания.
ОСВЕЩЕНИЕ
Освещение станка должно быть соответствующего уровня для безопасного выполнения операций. Тени, блики, или стробоскопический эффект, которые могут отвлекать или мешать оператору, должны быть устранены.
ВЕСОВАЯ НАГРУЗКА
Убедитесь, что поверхность, на которой установлен станок, выдержит вес станка, дополнительного оборудования, которое может быть
установлено на станок и самую тяжелую заготовку, которая будет обрабатываться. Кроме того, учтите вес оператора и любой динамической
нагрузки, которая может возникнуть при работе
станка.
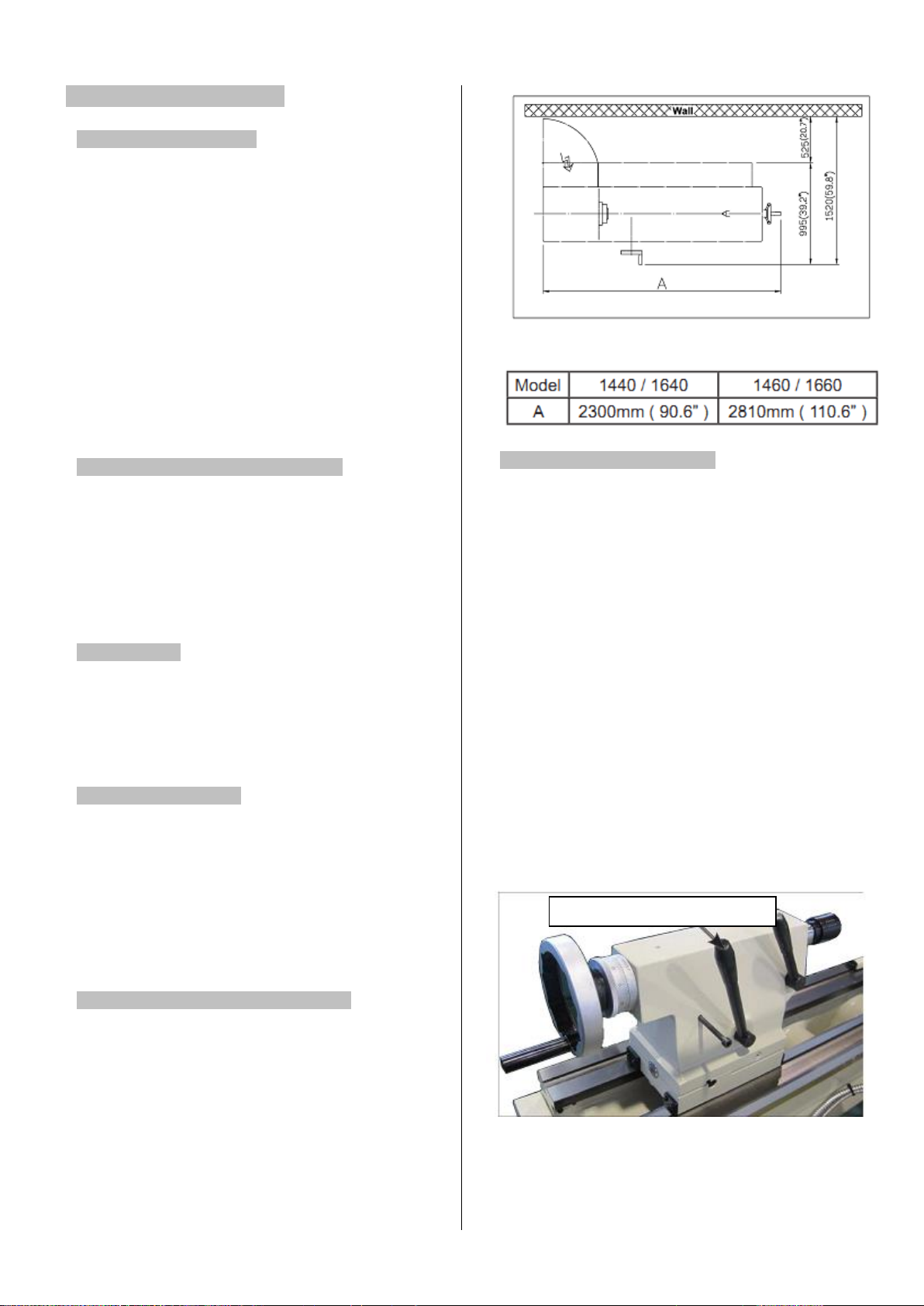
РАСПРЕДЕЛЕНИЕ ПРОСТРАНСТВА
Учитывая наибольший размер заготовки обеспечьте достаточное пространство вокруг станка
для оптимальной обработки материала или
установки дополнительного оборудования. С
установленными устройствами оставьте достаточное пространство вокруг станка, чтобы открывать или снимать дверцы/крышки в соответствие с требованиями технического обслуживания и эксплуатации, описанными в данном руководстве.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рисунок 8. Пространство, необходимое для пол-
ного спектра перемещений.
ПОДЪЁМ И ПЕРЕМЕЩЕНИЕ
Токарный станок является чрезвычайно тяжелым оборудованием. Если не следовать методам безопасного подъема и перемещения, могут
произойти серьезные телесные повреждения
или смерть. Воспользуйтесь помощью профессионального монтажника, если Вы не уверены в
своих силах или максимальной грузоподъемности подъемного оборудования.
Для подъема и перемещения токарного станка:
1. Подготовьте место для расположения
станка.
2. Уберите верхний транспортировочный
ящик, затем удалите мелкие компоненты
транспортировочного поддона.
3. Для балансировки поднимающегося груза
ослабьте рычаг задней бабки (Рис. 9), переместите заднюю бабку до конца
направляющих станины, затем зафиксируйте её в этом месте.
ВЫРАВНИВАНИЕ
Рис. 9. Рычаг фиксации задней бабки.
4. Для дальнейшей балансировки груза ослабь-
те стопорный болт каретки, расцепите рычаг
маточной гайки, установите рукоятку управления подачей в нейтральное положение, за-
10
Page 11
тем используйте маховик пиноли для уста-
Маховик
каретки
Стопорный болт
Рукоятка маточной гайки
Рукоятка управления подачей
новки каретки рядом с задней бабкой (Рис.
10).
Рис.10. Механизмы управления перемеще-
нием каретки.
5. Зафиксируйте стопорный болт каретки и рукоятку фиксации задней бабки.
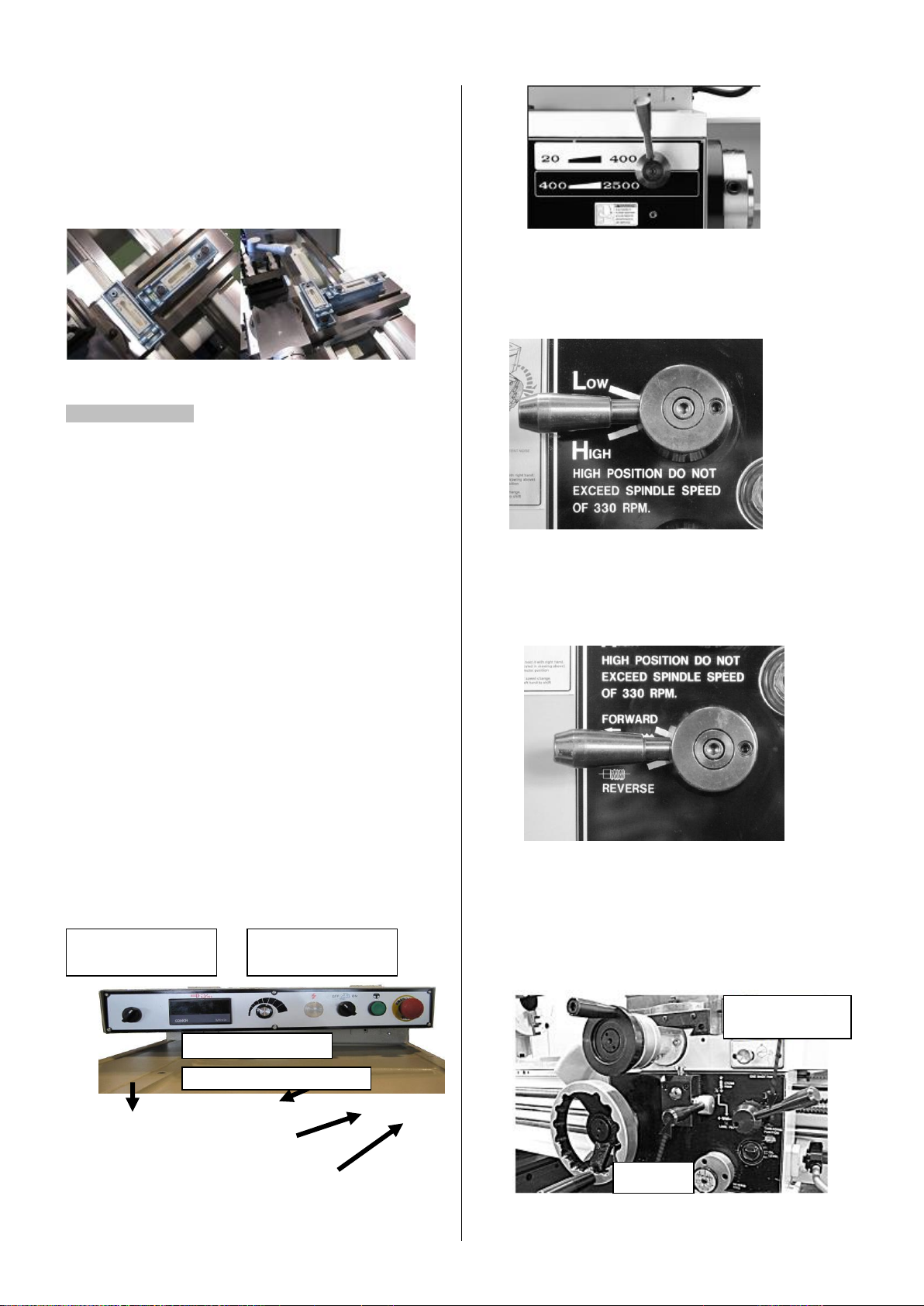
6. Подъем станка с помощью крана (Рис. 11):
a. Для обеспечения безопасности убедитесь,
что минимальная грузоподъемность крана
составляет более 2 тонн.
b. Только крановщик с правом доступа дол-
жен управлять подъемной машиной.
c. Работа крана должна проводиться скоор-
динировано двумя людьми, то есть оператором и наблюдающим, чтобы не повредить выступы по периметру станка.
d. Поместите в крюк трос, зацепив его за
направляющие станины.
e. Убедитесь, что две шестигранные гайки
зафиксированы.
f. Удерживайте центр тяжести станка в цен-
тре крана.
7. Перемещение станка с помощью вилочного погрузчика (Рис.12).
a. Для обеспечения безопасности убеди-
b. Работа вилочного погрузчика должна
c. Вставьте вильчатый захват под центр
d. Удерживайте центр тяжести станка в
Инструкция по эксплуатации станка JET мод. RML-1440V
тесь, что минимальная грузоподъемность погрузчика составляет более 2
тонн.
проводиться скоординировано двумя
людьми, то есть оператором и наблюдающим, чтобы не повредить выступы
по периметру станка.
станины.
середине вильчатого захвата.
Рис. 11. Перемещение станка с помощью крана.
Рис. 12. Перемещение станка с помощью вилоч-
ного погрузчика.
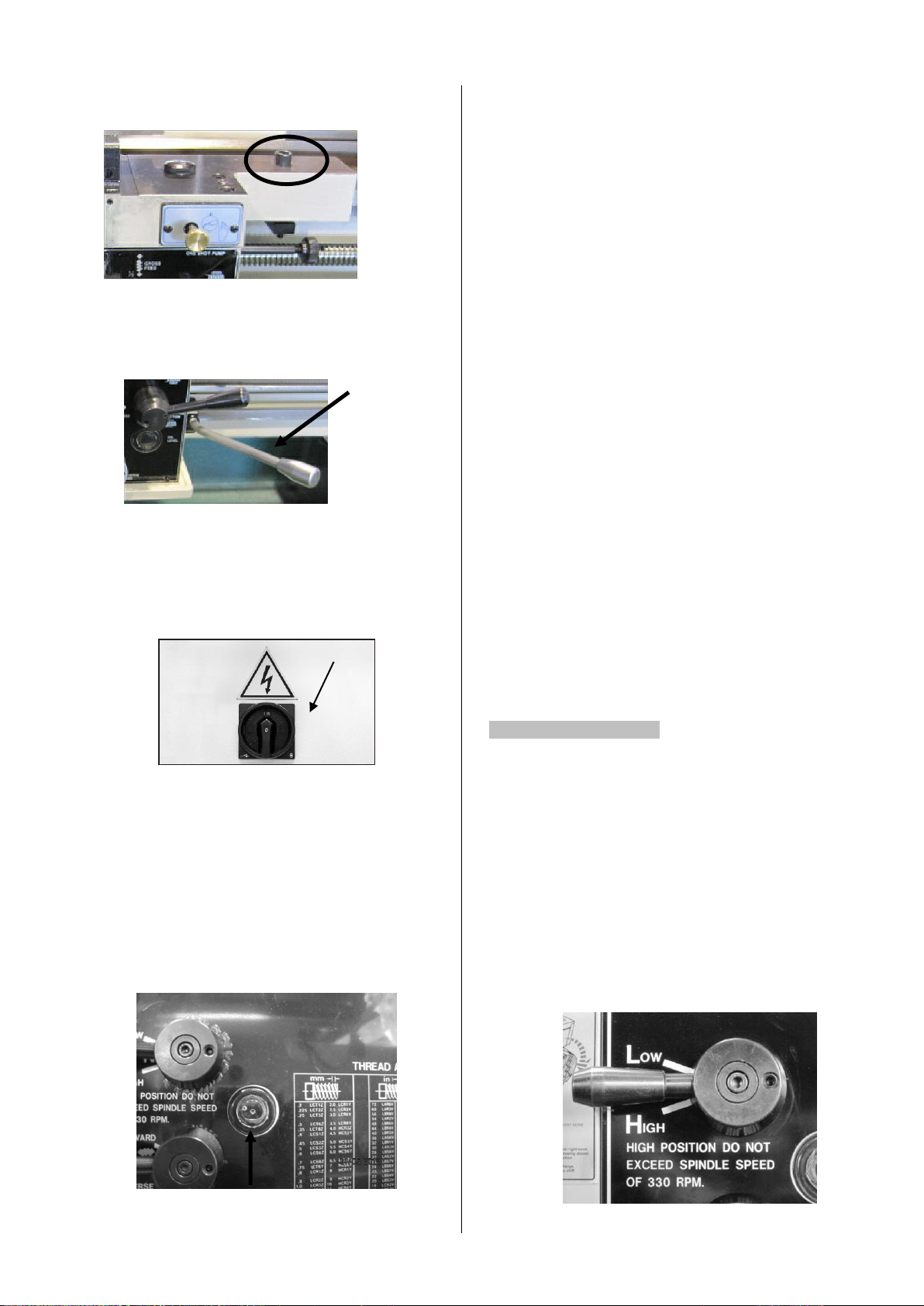
ВЫРАВНИВАНИЕ
Токарный станок должен быть установлен на регулировочные винты и чугунные ножки в комплекте. Полная опора на каждый из шести расположенных регулировочных винта обязательна. Станина не должна быть перекошена или изогнута, а
направляющие должны быть идеально выровнены с полом. Если произошло смещение, отрегулируйте регулировочные винты или подложите
чугунные ножки там, где они касаются пола, пока
станина и направляющие не будут выровнены.
Рис.13. Выравнивание ножек и винтов
Для выравнивания станка используйте точный
уровень, удостоверьтесь, что направляющие станины выровнены слева-направо и от передней
части к задней.
11
Page 12
Выравниванию оборудования помогают высоко-
Нейтраль
Переключатель CSS
Вкл./Выкл. (ON/OFF)
Шкала частоты вращения шпинделя
Выключатель насоса
Нейтраль
Рукоятка расцепления мат. гайки
точные детали, например, направляющие станины, остающиеся прямыми и плоскими в течение
всего срока службы станка. Детали станка на невыровненном станке могут медленно перекручиваться из-за местных динамических нагрузок во
время работы.
Рис. 14. Пример точного уровня
ПРОБНЫЙ ПУСК
После того, как все подготовительные шаги были
завершены, станок и его защитные функции
должны быть протестированы для гарантии правильной работы. Если обнаружились проблемы в
работе станка или его защитных элементов, остановите работу, отсоедините его от питания и не
работайте на нем далее, пока не разрешите проблему.
Для пробного пуска токарного станка:
1. Отключите станок от ПИТАНИЯ!
2. Убедитесь, что масляный бак передней баб-
ки, коробки скоростей, салазок и масляный
резервуар ходового винта полны.
3. Убедитесь, что патрон и кулачки закреплены.
4. Поверните переключатель насоса в положе-
ние Выкл. (OFF), заполните резервуар СОЖ и
направьте сопло жидкости в поддон для
стружки (Рис. 15).
5. Поверните переключатель CSS в положение
Включен (ON), поверните шкалу частоты
вращения шпинделя (рис. 15) на минимальную скорость и убедитесь в том, что поперечный суппорт выключен во избежание возможности высокоскоростного запуска.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис.16. Рукоятка переключения диапазонов
передней бабки.
7. Переместите рукоятку переключения коробки
скоростей в нейтральное положение, как показано на рисунке 17.
Рис. 17. Рукоятка выбора частоты коробки скоростей.
8. Переместите рукоятку выбора направления
подачи вперед / назад в нейтральное положение, как показано на рисунке 18.
Рис.18 Рукоятка выбора направления подачи
Вперед (Forward)/Назад (Reverse)
9. Расцепите маточную гайку рукояткой, поме-
стите рукоятку управления подачей в
нейтральное положение и убедитесь, что
стопорный болт салазок расцеплен, как показано на рисунке 19.
6. Переместите рукоятку переключения скоростей передней бабки (Рис. 16) влево, чтобы
передняя бабка находилась в низкоскоростном диапазоне (20-400 об/мин).
Рис.15. Панель управления.
Рис.19. Расцепление салазок.
10. Используя 10-миллиметровый шестигранный
12
Page 13
ключ ослабьте фиксатор салазок (Рис. 20),
чтобы салазки свободно скользили.
Рис. 20. Фиксатор салазок.
11. Переместите рукоятку Вкл./Выкл. шпинделя в
положение Выкл. (OFF), как показано на рисунке 21.
Рис. 21. Рукоятка Вкл./Выкл. шпинделя.
12. Подключите станок к питанию, с задней стороны передней бабки поверните основной
переключатель питания в положение Вкл. (
ON) (рис. 22).
Рис. 22. Основной переключатель питания в
положении Вкл. (ON).
13. Поверните красную кнопку АВАРИЙНОЙ
остановки по часовой стрелке, пока она не
выскочит и не запустит насос. Наблюдайте за
смотровым окном масляного насоса (Рис.
23). Когда масло вытечет из трубки и будет
заметно в смотровом окне, можно запускать
токарный станок.
Рис.23. Смотровое окно масляного насоса.
Инструкция по эксплуатации станка JET мод. RML-1440V
14. Убедитесь, что все наблюдатели находятся в
стороне, инструменты убраны, а ключ патрона извлечен из патрона.
15. Переместите рукоятку Вкл./Выкл. шпинделя
вниз и патрон начнет вращаться.
16. Наблюдайте и прислушивайтесь к любым посторонним шумам или вибрациям. Токарный
станок должен работать плавно, с минимальной вибрацией или шумом от трения, или без
них.
17. Нажмите ножной тормоз - станок должен
быстро остановиться.
18. Откройте боковую крышку передней бабки
станка приблизительно на 25 мм, таким образом, защитный концевой выключатель откроется и отключит запуск токарного станка.
19. Попытайтесь запустить станок. Если он запустится, защитный концевой выключатель неисправен и нуждается в замене.
20. Закройте дверцу и снова запустите станок,
нажмите переключатель АВАРИЙНОЙ
ОСТАНОВКИ, токарный станок должен остановиться.
21. Включите насос СОЖ, жидкость должна вытекать из сопла.
22. Теперь пробный пуск закончен. Отключите
станок и начните процедуру обкатки шпинделя.
ОБКАТКА ШПИНДЕЛЯ
Важно внимательно следить за методикой выполнения обкатки для обеспечения бесперебойной
производительности. Выполнять этот процесс
разрешается только после самостоятельного
ознакомления со всеми предписаниями данного
руководства и завершения пробного пуска.
Обкатка шпинделя:
1. Завершите процедуру пробного пуска.
2. Поверните переключатель CSS в положение
Выкл. (OFF), а шкалу частоты вращения
шпинделя на минимальную скорость.
3. Переместите рукоятку переключения коробки
скоростей (Рис. 24) в низкоскоростной режим.
Рис. 24. Рукоятка переключения диапазонов
13
Page 14

коробки скоростей
Рукоятка расцепления маточной гайки
Нейтральное положение
4. Переместите рукоятку переключения передней бабки в низкоскоростной диапазон.
5. Переместите рукоятку выбора направления
подачи, Вперед/Назад (Рис. 25), в положение
ВПЕРЕД (FORWARD).
Рис. 25. Рукоятка подачи Вперед/Назад.
6. Расположите рукоятки расцепления маточной
гайки и подачи, как показано на рисунке 26.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 26. Рукоятки автом. подачи и маточной гайки
в положении Выкл.
7. Включите станок и дайте ему поработать в
течение десяти минут на каждой частоте: 20,
200 и 400 об/мин, используйте шкалу для регулировки скорости.
8. После завершения Шага 7 остановите станок,
переместите рукоятку коробки скоростей в
нейтральное положение и переместите рукоятку передней бабки в высокоскоростной режим.
9. Включите токарный станок и позвольте ему
поработать в течение десяти минут на каждой частоте: 400, 1000 и 2500 об/мин.
10. После завершения Шага 9, снизьте частоту
вращения шпинделя до 440 об/мин и позвольте станку поработать последние 15 минут, чтобы дать станку остыть и прокачать
масло.
11. Выключите станок, замените масло передней
бабки и коробки скоростей, повторно натяни-
те зубчатые ремни.
14
Page 15

РАЗДЕЛ 3: РАБОТА НА СТАНКЕ
Линия замка
Базовая линия снятия замка
Переключатель
CSS
Показания счетчика
оборотов шпинделя
Шкала частоты
вращения шпинделя
СИСТЕМА CSS (постоянная скорость резания)
Станок оборудован системой CSS (постоянной
скорости резания) (рис. 27), что обеспечивает
постоянную скорость резания при обработке поверхностей разного диаметра.
Рис. 27. Система CSS.
Если переключатель CSS находится в положении
Вкл. (ON), частота вращения шпинделя автоматически изменяется в соответствие с положением
поперечного суппорта. Например, во время обработки торцов, когда режущий инструмент перемещается к центру заготовки, частота вращения
шпинделя увеличивается, чтобы поддерживать
постоянную скорость резания во время того, как
диаметр уменьшается.
В результате автоматического управления частотой вращения шпинделя скорость обработки поверхностей постоянна, инструмент служит дольше, и меньше заготовок будут забракованы.
Другое преимущество функции CSS - это уменьшение остановок станка и меньшее количество
циклов переключения рукоятки, в результате достигается сокращение времени обработки, которое способствует повышению производительности.
Примечание: Когда переключатель CSS находится в положении Вкл. (ON), частота вращения
шпинделя регулируется автоматически с помощью шкалы.
Когда переключатель CSS находится в выключенном положении (OFF), положение поперечного
суппорта не влияет на частоту вращения шпинделя. Частота вращения шпинделя регулируется
только шкалой вручную.
ПАТРОН
Токарный станок поставляется с установленным
3-х кулачковым патроном. Это спиральнореечный патрон, в котором все три кулачка двигаются синхронно во время регулировки.
Дополнительный 4-х кулачковый патрон отличается независимым перемещением кулачков, используется для призматических заготовок или
заготовок сложной формы.
Если ни один патрон не подходит для заготовки,
то используйте чугунную планшайбу с пазами для
T-образных болтов для крепления стандартного
Инструкция по эксплуатации станка JET мод. RML-1440V
или специального зажимного приспособления. С
помощью правильного зажимного приспособления эта планшайба будет удерживать нецилиндрические детали, такие как отливки.
Патрон и планшайба имеют эксцентриковый замок типа D1-6. Ключ патрона используют для поворота фиксирующих эксцентриков (Рис. 28), чтобы закрепить/снять патрон/планшайбу.
Рисунок 28. Эксцентриковый замок ослаблен для
совмещения линии замка с базовой линией.
Установка патрона:
1. Отключите токарный станок от ПИТАНИЯ!
2. Поместите кусок фанеры поперек направля-
ющих токарного станка и расположите его
прямо под патроном.
3. Поместите патрон в гнездо.
4. Убедитесь, что коническое отверстие патрона
и сопрягаемые поверхности шпинделя идеально очищены.
5. Проверьте и убедитесь, что все штифты замка не повреждены, очищены и слегка смазаны, и что заглушки штифтов замка на месте и
закреплены.
6. Если патрон установлен, выровняйте патрон
со шпинделем по установочным меткам (Рис.
29), и продвиньте патрон в шпиндель.
Рис. 29. Патрон выровнен по установочным мет-
кам.
7. Поворачивайте замок с помощью ключа патрона, пока линия замка не окажется между
"V" метками, как показано на рисунке 30.
15
Page 16

Пронумерованный кулачек
Направляющая
Шаг резьбы
Линия замка
Рис. 30. Эксцентрик и линии.
8. Зафиксируйте остальные замки в перекрест-
ном или звездообразном положении так, чтобы патрон выровнялся со всех сторон без
смещения.
9. Выньте ключ патрона.
Демонтаж патрона:
1. Отключите токарный станок от ПИТАНИЯ!
2. Поместите кусок фанеры поперек направля-
ющих станка, предохраняя направляющие,
или используйте опорную платформу, расположив ее прямо под патроном.
3. Поворачивайте замок с помощью ключа патрона, пока линия замка не выровняется с
базовой линией расцепления замка.
4. Расцепите остальные замки таким же образом. Убедитесь в поддержке патрона после
расцепления последнего замка.
5. Выньте ключ патрона.
Установка и регулировка штифтов замка.
При пригонке патрона или планшайбы с помощью
штифтов замка или установке нового патрона или
планшайбы может потребоваться установка или
регулировка штифтов.
Чтобы в правильном порядке установить или отрегулировать один или несколько штифтов замка,
нужно вынуть заглушку крепежного штифта, затем
ввинтить или вывинтить штифт замка, пока линия
на боковой поверхности штифта не станет на одном уровне с корпусом патрона.
3-х кулачковый патрон.
Особенность 3-х кулачкового спирально-реечного
патрона, поставляемого с токарным станком, в
том, что он центрирует заготовку кулачками из
закаленной стали. Когда оператор открывает или
закрывает кулачки ключом патрона, кулачки двигаются синхронно.
Есть два набора кулачков, которые поставляются
с 3-х кулачковым патроном ─ внутренние и
наружные. Используйте правильные кулачки по
размеру и конфигурации заготовки для прочного и
надежного её удержания в патроне.
Пронумерованные от 1 до 3 кулачки должны ис-
Инструкция по эксплуатации станка JET мод. RML-1440V
пользоваться в соответствующих пронумерованных кулачковых направляющих, как показано на
Рис. 31.
Рис. 31. Кулачковые направляющие и прону-
мерованный кулачек.
Замена кулачка:
1. Отключите токарный станок от ПИТАНИЯ!
2. Поместите кусок дерева над направляющи-
ми, чтобы защитить их от потенциального повреждения.
3. Вставьте ключ патрона и поворачивайте его
против часовой стрелки для вывода кулачков, снимите их.
4. Очистите соприкасающиеся поверхности ку-
лачков и нанесите на них тонкий слой белой
литиевой смазки.
5. Положите снятые кулачки отдельно в безопасное место без влаги и абразивов.
6. Вращайте ключ патрона по часовой стрелке,
пока не увидите конец витка резьбы спиральной направляющей, только тогда начинайте
вставлять кулачек №1 в кулачковую направляющую №1, зафиксируйте кулачек, завинтив
резьбу спиральной направляющей против
часовой стрелки.
7. Вращайте ключ патрона по часовой стрелке,
один поворот вводит гребень спиральной
направляющей на шаг резьбы в кулачек.
Рис. 32 Установка кулачка.
8. Потяните за кулачек - теперь он должен
быть зафиксирован кулачковой направляющей.
9. Повторите шаги 6-8 с остальными кулачками.
16
Page 17

Для установки заготовки в 3-х кулачковый па-
Крепление по внешнему диаметру
Крепление по внутреннему диаметру
Рукоятка фиксации
пиноли
Рукоятка фиксации
задней бабки
Маховик
пиноли
трон:
1. Отключите токарный станок от ПИТАНИЯ!
2. Поместите платформу или фанеру на
направляющие станины под патрон для их
предохранения.
3. Используйте ключ патрона для перемещения
кулачков и закрепления заготовки на патроне, подобно одному из способов, показанных на рисунке 33. Убедитесь, что заготовка
прочно закреплена в патроне.
Инструкция по эксплуатации станка JET мод. RML-1440V
кулачек, продолжайте затягивать кулачки в
противоположной последовательности.
6. После закрепления заготовки в кулачках поверните патрон рукой и обратите внимание
на выравнивание заготовки.
ЗАДНЯЯ БАБКА
Задняя бабка на станке может использоваться
для поддержки заготовки с использованием
вращающегося или неподвижного центра.
Она также может быть использована для сверления или растачивания отверстий в центральной части детали или точения пологих конусов с
помощью регулируемого смещения.
Рисунок 33. Примеры крепления заготов-
ки в 3-х кулачковом патроне.
4. Поверните патрон вручную, чтобы убедиться,
что заготовка равномерно контактирует со
всем тремя кулачками и центрируется.
4-х кулачковый патрон
4-х кулачковый патрон имеет независимо регулируемые кулачки из закаленной стали для закрепления нецилиндрических или несимметричных
заготовок. Каждый кулачок можно вынуть из корпуса патрона и перевернуть для расширения диапазона работ по разностороннему закреплению.
Установка заготовки на 4-х кулачковый патрон:
1. Отключите токарный станок от ПИТАНИЯ!
2. Поместите платформу или фанеру на
направляющие станины под патрон для их
предохранения.
3. Используйте ключ патрона для раскрытия
каждого кулачка так, чтобы заготовку можно
было расположить ровно напротив торцевой
поверхности патрона или ступеней кулачка.
4. С помощью другого человека или опорного
устройства, установите заготовку по центру
патрона, затем вращайте каждый кулачек,
пока он не вступит в контакт с заготовкой.
5. Затяните каждый кулачек небольшими шагами. После того, как отрегулирован первый
Рис. 34 Рукоятки фиксации задней бабки и
пиноли в положении зажима.
Для перемещения задней бабки:
1. Потяните на себя фиксирующую рукоятку.
2. Сдвиньте заднюю бабку в необходимое по-
ложение.
3. Нажмите на рукоятку фиксации задней бабки
вперед, чтобы зафиксировать заднюю бабку
на станине станка.
Для использования пиноли задней бабки:
1. Ослабьте рукоятку фиксации пиноли с закрепленной на станине задней бабкой.
2. Вращение маховика подачи пиноли по часовой стрелке подаст/переместит пиноль в сторону шпинделя, а вращение против часовой
стрелки переместит пиноль от шпинделя.
3. Нажмите на рукоятку фиксации пиноли вперед для фиксации пиноли на месте.
Установка инструмента в задней бабке:
1. Ослабьте рукоятку фиксации пиноли с закрепленной задней бабкой на станине.
2. Вращайте маховик пиноли по часовой стрелке, чтобы выдвинуть пиноль приблизительно
на 25 мм от корпуса.
3. Вставьте конический хвостовик сверла или
оправки в пиноль, чтобы конус плотно сел и
хвостовик зафиксировался в отверстии пино-
17
Page 18

ли.
Левый крепежный винт
Шкала
Гайка
Неподвижный центр
4. Вращайте маховик пиноли по часовой стрел-
ке для подачи сверла во вращающуюся заготовку.
5. Чтобы удалить инструмент из пиноли, вра-
щайте маховик пиноли против часовой стрелки, пока инструмент не вытолкнется из кону-
са.
Для смещения задней бабки:
1. Зафиксируйте заднюю бабку на позиции.
2. Ослабьте две гайки снизу, регулируйте левые
и правые крепежные винты, пока шкала (Рис.
35) не укажет нужное смещение. См. рисунок
36 для регулировки направления.
3. Когда смещение достигнуто, закрепите кре-
пежные винты так, чтобы задняя бабка зафиксировалась на позиции.
Рис. 35. Регулировка смещения задней баб-
ки.
Инструкция по эксплуатации станка JET мод. RML-1440V
щается на наконечнике и не создает трение.
Используйте неподвижный центр, оснащённый
пластинами из твёрдого сплава, в задней бабке,
где заготовка будет вращаться против него и создавать трение. Снабженный твердосплавным
наконечником неподвижный центр может лучше
выдерживать воздействие трения; однако, наконечник центра должен быть смазан, чтобы избежать преждевременного износа и максимизировать плавную обработку. Кроме того, использование низкой скорости вращения шпинделя
также уменьшает нагрев и износ от трения.
Вращающийся центр:
Вращающийся центр оснащен подшипниками,
что позволяет наконечнику центра и заготовке
вращаться вместе, они могут быть расположены
в шпинделе и пиноли задней бабки для более
высоких скоростей, но с незначительной потерей точности.
Установка неподвижного центра в шпиндель:
1. Отключите станок от ПИТАНИЯ!
2. Тщательно очистите и высушите конические
контактные поверхности шпинделя, конической втулки и центра.
3. Вставьте центр во втулку, затем вставьте
втулку в отверстие шпинделя через патрон
или планшайбу.
Установка центра в заднюю бабку:
В заднюю бабку может быть установлен как неподвижный, так и вращающийся центр. Инструкция по установке одинакова для обоих.
Рис. 36. Регулировка крепежных винтов для
ЦЕНТРА
Неподвижный центр:
Неподвижный центр достигает более точных результатов, чем вращающийся центр, но для этого требуется низкая скорость вращения шпинделя и небольшое количество смазки для
уменьшения нагрева при трении, что может повредить заготовку.
Используйте неподвижный центр из быстрорежущей стали в шпинделе, где заготовка не вра-
смещения задней бабки
Рисунок 37. Пример использования неподвижно-
го центра в задней бабке
Установка центра в задней бабке:
1. Отключите токарный станок от ПИТАНИЯ!
2. Тщательно очистите и высушите конические
контактные поверхности отверстия пиноли
задней бабки и твердосплавного наконечника
неподвижного центра.
3. Используйте маховик пиноли задней бабки
для выдвижения пиноли из корпуса приблизительно на 25 мм.
4. Вставьте центр в пиноль задней бабки.
5. Установите центр прочно в пиноль, во время
установки заготовки вращайте маховик пиноли по часовой стрелке, чтобы придавить её.
18
Page 19

Болт-барашек
Ролик сухаря
Шестиг. гайка
Фиксатор
Винты с головкой
Ручка настройки сухарей
Удаление центра из задней бабки:
Чтобы демонтировать центр из пиноли, возьмите
его тканью в одну руку, затем поверните маховик
задней бабки против часовой стрелки, отодвигая
пиноль обратно от заготовки, пока центр не освободится.
НЕПОДВИЖНЫЙ ЛЮНЕТ
Неподвижный люнет поддерживает длинные валы и может быть установлен в любом месте
вдоль станины.
Установка и использование неподвижного
люнета:
1. Отключите токарный станок от ПИТАНИЯ!
2. Тщательно очистите обработанную базу не-
подвижного люнета, затем поместите его на
направляющие токарного станка так, чтобы
трехгранные пазы плотно сели на трехгранные направляющие станины.
3. Расположите неподвижный люнет там, где
это необходимо, чтобы должным образом
поддерживать заготовку, затем затяните шестигранную гайку (рис. 38), чтобы закрепить
его на месте.
Инструкция по эксплуатации станка JET мод. RML-1440V
готовка была на роликовых опорах, затем затяните фиксатор.
6. Ослабьте три барашковых болта, чтобы можно было регулировать положение роликовых
опор.
7. Используя ручку настройки сухарей отрегулируйте опоры так, чтобы они только касались заготовки, не вызывая ее деформации.
8. Затяните три болта-барашка.
Подвижный люнет:
Подвижный люнет крепится к салазкам двумя
болтами (Рис. 40). Он используется на длинных
тонких деталях, чтобы предотвратить изгибание
заготовки от давления режущего инструмента во
время работы.
Отрегулируйте подвижные роликовые опоры на
подвижном люнете таким же образом, как и на
неподвижном люнете.
Рис. 38. Детали неподвижного люнета.
4. Ослабьте фиксатор и откройте неподвижный
люнет, таким образом, заготовка сможет опереться на две нижние роликовые опоры, как
показано на рисунке 39.
Рис.40. Крепление подвижного люнета.
КРЕСТОВОЙ СУППОРТ
Маховик крестового суппорта имеет боковую градуированную шкалу. Шкала отображает расстояние, которое представляет фактическое перемещение инструмента, который, конечно, будет удалять вдвое больше материала из диаметра заготовки. У основания крестового суппорта есть другая градуированная шкала, используемая для
установки инструмента под определенным углом.
Установка крестового суппорта под определенным углом:
1. Ослабьте две шестигранные гайки у основания крестового суппорта (1 из 2, показанных
на рисунке 41).
Рис. 39. Заготовка установлена в неподвиж-
5. Закройте неподвижный люнет так, чтобы за-
ный люнет.
19
Page 20

Крестовый суппорт
Фиксирующая
гайка
Режущий инструмент
Болты резцедержателя
Задняя бабка
Режущий инструмент
Заготовка
Осевая линия
Упорное кольцо
Упор салазок
Рис. 41. Установка крестового суппорта
под углом.
2. Поверните суппорт под нужным углом, как
указано на шкале у основания, затем повторно затяните две шестигранные гайки.
4-Х ПОЗИЦИОННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ
Четырехпозиционный резцедержатель устанавливается сверху суппорта и позволяет устанавливать одновременно до четырех инструментов.
Четырехпозиционный резцедержатель позволяет
быстро изменять положение различных инструментов. Это выполняется путем ослабления
верхней ручки. Поворачивайте резцедержатель в
требуемое положение, затем вновь затяните ручку для фиксации инструмента на позиции.
Установка инструмента:
1. Выберите требуемый режущий инструмент.
2. Ослабьте болты резцедержателя так, чтобы
режущий инструмент мог под ним поместиться.
3. Прочно закрепите режущий инструмент двумя
небольшими болтами, как показано на рисунке 42.
Рис. 42. 4-х позиционный резцедержатель.
Вставление режущего инструмента относительно центра задней бабки:
Для большинства операций режущая кромка инструмента должна быть с осевой линией шпинделя, как показано на рисунке 43.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 43. Режущий инструмент выровнен по центу
заготовки.
Есть несколько способов проверки и выставления
режущего инструмента с осевой линией шпинделя. Ниже приведены два общепринятых метода:
Выровняйте кончик режущего инструмента с
центром, установленным в задней бабке.
Чтобы это работало, задняя бабка должна
быть выровнена по осевой лини шпинделя.
Проведите торцевое фрезерование на части
заготовки из круглого проката. Если инструмент находится выше/ниже осевой линии
шпинделя, то в центре заготовки останетсянарост. Отрегулируйте высоту заготовки, затем повторите обточку торца для проверки
настройки. Повторите по мере необходимости, пока центр заготовки не будет гладко обработан.
Для выравнивания режущего инструмента с
центром задней бабки:
1. Установите режущий инструмент в резце-
держатель, затем поверните резцедержатель
так, чтобы инструмент был обращены к задней бабке.
2. Установите центр в задней бабке, расположите конец центра около кончика режущего
инструмента.
3. Зафиксируйте заднюю бабку и пиноль на месте.
4. Отрегулируйте высоту режущего инструмента
стальной планкой так, чтобы кончик инструмента только касался острия центра задней
бабки.
УПОР САЛАЗОК
Используйте регулировочное упорное кольцо для
установки места, где каретка будет расцепляться
фрикционной муфтой ходового вала.
Когда упор салазок коснется упорного кольца во
время продольного перемещения, муфта отсоединит ходовой вал от салазок и движение каретки остановится.
Рис. 44. Упор салазок и упорное кольцо.
20
Page 21

РУЧНАЯ ПОДАЧА
n =
1000*V
об/мин
π*D
Маховик кресто-
вого суппорта
Маховик поперечной подачи
Маховик продольной подачи
Вы можете вручную перемещать режущий инструмент на станке для подрезки торцов или точения, используя маховики, показанные на рисунке 45, и описанные ниже.
Рис. 45. Управление кареткой.
Маховик продольной подачи
Маховик продольной подачи перемещает каретку
влево или вправо вдоль станины. Используйте
этот элемент управления при настройке станка
для подрезки торца или точения.
Маховик поперечной подачи
Маховик поперечной подачи перемещает верхние
салазки к и от обрабатываемой детали. Вращение
по часовой стрелке перемещает салазки к заготовке. Отрегулируйте шкалу, удерживая маховик
одной рукой и поворачивая лимб другой.
Маховик крестового суппорта
Маховик салазок крестового суппорта контролирует положение режущего инструмента относительно заготовки. Крестовый суппорт регулируется для любого угла в зоне его действия.
Комбинированная дюймовая / метрическая шкала
выгравирована на вращающейся гильзе. Угловая
настройка фиксируется винтами с головкой в основании крестового суппорта.
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ
Использование правильной частоты вращения
шпинделя важно для безопасности и удовлетворительных результатов, а также увеличения срока
службы инструмента.
Установка подходящей частоты вращения
шпинделя:
1. Подберите оптимальную частоту вращения
шпинделя для операции резания.
2. Настройте элементы управления станка для
получения требуемой частоты вращения
Инструкция по эксплуатации станка JET мод. RML-1440V
шпинделя.
Определение частоты вращения шпинделя:
Многие переменные влияют на оптимальную частоту вращения шпинделя, используемую для
какой-либо заданной операции, но двумя наиболее важными являются рекомендуемая скорость
резания материала и диаметр заготовки, как указано в формуле:
n = частота вращения шпинделя, об/мин
V = величина скорости резания для обрабатыва-
емого материала (по справочникам), м/мин
π = число ПИ 3,14
D = диаметр заготовки, мм
Например:
Скорость резания определенной легированной
стали 40 м/мин, необходимо точить заготовку
диаметром 50 мм, тогда частота вращения
шпинделя составит: n=(1000*40)/(3,14*50)=266
об/мин
После расчета частоты вращения используйте
ближайшую или следующую более низкую скорость станка и установите частоту вращения
шпинделя.
Скорость резания, обычно определяемая в метрах в минуту (м/мин), является скоростью, с которой край инструмента движется по поверхности
материала.
Рекомендуемая скорость резания является идеальной скоростью для резания конкретного типа
материала с целью получения требуемого качества поверхности и оптимизации срока службы
инструмента.
Справочники машиностроителя и некоторые интернет-сайты предоставляют превосходные рекомендации для выбора скорости резания, которая используется при расчете частоты вращения
шпинделя.
Эти источники также предоставляют изобилие
дополнительной информации о переменных, которые влияют на скорость резания, и являются
хорошим образовательным ресурсом.
Кроме того, есть большое количество удобных в
использовании вычислителей частоты вращения
шпинделя, которые можно найти в Интернете.
Все эти источники помогут Вам принять во внимание все применимые переменные в правильном
порядке, чтобы определить лучшую для работы
частоту вращения шпинделя.
21
Page 22

Установка частоты вращения шпинделя.
Частота вращения
Режим
Частота вращения
Низкий
20-400
Высокий
400-2500
Рукоятка направления подачи
Поперечная подача
Нейтральное положение
Продольная подача
1. Убедитесь, что шпиндель отключен и полностью остановился.
2. Используйте таблицу на рисунке 46, чтобы
определить доступный диапазон частоты
вращения шпинделя, ближайший к рассчитанной.
Рис. 46. Таблица диапазонов частот вращения
шпинделя.
3. Установите рукоятку выбора диапазона частот шпинделя в диапазон, который охватывает рассчитанную частоту вращения.
4. Включите шпиндель и медленно поворачивайте регулируемую круговую шкалу скорости, чтобы тщательно отрегулировать частоту вращения шпинделя к рассчитанной.
АВТОМАТИЧЕСКАЯ ПОДАЧА
На данном станке и каретка, и поперечные салазки имеют возможность автоматической подачи.
Скорость, с который движутся эти узлы (подача),
управляется положением рукояток на коробке
скоростей.
Подача и частота вращения шпинделя должны
рассматриваться вместе. Источники, которые используются для определения оптимальной частоты вращения шпинделя, также предусматривают
оптимальную подачу для использования с этой
частотой вращения шпинделя.
Часто опытный механик использует подачу и частоту вращения, полученные из справочных таблиц или веб-калькуляторов в качестве начальной
точки, а затем делает незначительные корректировки подачи (и иногда частоты вращения шпинделя) для достижения наилучших результатов.
Каретка может попеременно управляться ходовым винтом для операций нарезания резьбы. Однако это отсекает возможность использования
опции автоматической подачи для каретки и компонентов поперечного суппорта при не резьбонарезных операциях.
Элементы управления автоматической подачей
Рукоятка направления подачи управляет направлением перемещения каретки. Кнопка быстрого
изменения направления подачи переключает его
на обратное во время работы станка.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 47. Рукоятка выбора направления подачи.
Рис. 48. Кнопка быстрого переключения
направления подачи
Включение автоматической подачи:
1. Удостоверьтесь, что шпиндель ВЫКЛЮЧЕН и
полностью остановился.
2. Используйте рукоятку направления подачи,
чтобы выбрать направление, в котором вал
подачи будет вращаться.
3. Используйте рукоятку управления подачей на
передней стороне салазок для включения автоматической подачи либо каретки, либо поперечного суппорта (см. рисунок 49). Для
включения каретки, нажмите рукоятку влево и
вниз. Для включения поперечного суппорта,
нажмите рукоятку вправо и вверх.
Рис. 49. Положения рукоятки
управления подачей
Использование кнопки быстрого переключения направления подачи:
1. Во время работы станка поместите рычаг
управления подачей в нейтральное положение.
22
Page 23

2. Нажмите или потяните кнопку быстрого переключения направления подачи, чтобы изменить направление вала подачи.
3. Повторно включите рукоятку выбора направления подачи. Вращение вала подачи теперь будет изменено на обратное, заставляя
зацепленную каретку или поперечный суппорт двигаться в противоположном направлении
Инструкция по эксплуатации станка JET мод. RML-1440V
23
Page 24

Инструкция по эксплуатации станка JET мод. RML-1440V
ШАГ РЕЗЬБЫ И ТАБЛИЦА ПОДАЧ
Рисунок 50 показывает конфигурации рукояток коробки скоростей, которые требуются для установки соответствующей подачи. Такую же таблицу можно найти на станке.
МЕТРИЧЕСКАЯ РЕЗЬБА ДЮЙМОВАЯ РЕЗЬБА МОДУЛЬ ИЛИ ДИАМЕТР. ПОДАЧА (РАССТ./ ОБ.)
Рис. 50. Шаг резьбы и таблица скорости подачи
Позиционирование рукояток коробки скоростей:
Для нарезания определенной резьбы или установки определенной подачи, возможно, понадобится сначала переустановить приводное зубчатое колесо в зависимости от того, где оно в
настоящее время установлено.
Как только Вы убедились, что шестерни установлены должным образом, тогда можно переместить рукоятки коробки скоростей в нужное положение. Стрелки, идущие от рисунка 50 к рисунку
51 показывают, какие рукоятки коробки скоростей
должны быть перемещены для достижения определенной подачи.
Рис. 51. Шаг резьбы и таблица
подач
24
Page 25

УСТАНОВКА ПРИВОДНОЙ ШЕСТЕРНИ
Приводное зубчатое колесо коробки скоростей на
станке может быть переустановлено для нормального положения или для альтернативного
положения, в зависимости от типа работы, которая будет выполняться. Станок поставляется с
приводными шестернями в нормальном положении. Шестерни должны быть тщательно очищены
и заново покрыты смазкой перед установкой, также должен поддерживаться зазор в 0,127 мм
(0.005") для правильного зацепления.
Нормальное положение (дюймовая)
24T шестерня установлена на верхней позиции,
44T/56T шестерня установлена на средней позиции и шестерня 57T на нижней позиции, как показано на рисунке 52. В нормальном положении 56T
и 57T шестерни входят в зацепление, что позволяет выполнять нарезание дюймовой резьбы и
все основные операции подачи.
Инструкция по эксплуатации станка JET мод. RML-1440V
4. Закройте и закрепите боковую крышку передней бабки.
Нормальное положение (метрическая)
28T шестерня установлена на верхней позиции,
55T/54T шестерня на средней позиции и шестерня 64T/22T на нижней позиции, как показано на
рисунке 53. В нормальном положении шестерни
55T и 64T входят в зацепление, что позволяет
выполнять нарезание метрической резьбы и все
основные операции подачи.
Рис. 52. Нормальное положение шестерней.
Альтернативное положение (дюймовая)
Когда зубья 44-й и 57-1 шестерни войдут в зацепление, можно выполнять точение с модульным и
диаметральным шагом.
Переустановка шестерней:
1. Отключите токарный станок от ПИТАНИЯ!
2. Переместите рукоятку выбора диапазона ко-
робки скоростей в "низкоскоростной" режим
так, чтобы шестерни не вращались при выполнении следующих шагов, затем откройте
боковую крышку передней бабки станка.
3. Измените позицию шестерни 57Т:
a. Снимите винт и плоскую шайбу, которыми
крепится шестерня, затем снимите шестерню.
b. Очистите от мусора и грязи шестерню и
нанесите тонкий слой машинного масла.
c. Поменяйте позицию шестерни, затем вы-
ровняйте её с помощью гаечного ключа и
установите на вал.
d. Заново установите плоскую шайбу и винт.
Рис. 53. Нормальное положение шестерней.
Альтернативное положение (метрическая)
Когда зубья 28-й и 22-й шестерни войдут в зацепление, можно выполнять точение с модульным и
диаметральным шагом.
Переустановка шестерней:
1. Отключите токарный станок от ПИТАНИЯ!
2. Переместите рукоятку выбора диапазона ко-
робки скоростей в "низкоскоростной" так,
чтобы шестерни не вращались при выполнении следующих шагов, затем откройте боковую крышку передней бабки станка.
3. Поменяйте позиции шестерни 22T/28T:
a. Снимите винт и плоскую шайбу, которыми
крепится шестерня, затем снимите шестерню.
b. Очистите от мусора и грязи шестерню и
нанесите тонкий слой машинного масла.
c. Поменяйте позицию шестерни, затем вы-
ровняйте её с помощью гаечного ключа и
установите на вал.
d. Заново установите плоскую шайбу и винт.
4. Закройте и закрепите боковую крышку пе-
редней бабки.
ЭЛЕМЕНТЫ УПРАВЛЕНИЯ НАРЕЗАНИЕМ
РЕЗЬБЫ
Если Вы не знакомы с методикой нарезания резьбы на токарном станке, мы настоятельно рекомендуем вам почитать книги, просмотреть отраслевые промышленные журналы или получить
формальное обучение перед началом любой ра-
25
Page 26

боты по нарезанию резьбы.
Рукоятка
управления
подачей
Рукоятка маточной гайки
вниз и ввести в зацепление
Ручка
Ходовой винт
Шестерная шкалы
Рукоятка автоматической подачи
Рукоятка управления подачей должна находиться
в нейтральном (горизонтальном) положении для
операций по нарезанию резьбы, или маточная
гайка не должна взаимодействовать с ходовым
винтом (см. рисунки 54-55).
Рис. 54. Установка элементов управления карет-
кой для нарезания резьбы
Инструкция по эксплуатации станка JET мод. RML-1440V
Использование шкалы резьбы и таблицы
(метрическая)
Найдите шаг резьбы, который требуется нарезать, в левой колонке (см. рис. 57), затем обратите внимание на числовое значение круговой шкалы справа от нее. Указанное число показывает,
когда войдет в зацепление маточная гайка для
конкретного шага резьбы. Таблицу шкалы резьбы
можно также найти на передней панели корпуса
шкалы резьбы.
Рис. 55. Рукоятка управления подачей и позиционирование маточной гайки для нарезания резьбы
Рукоятка маточной гайки
Рукоятка маточной гайки вводит в зацепление
каретку с ходовым винтом, который перемещает
режущий инструмент вдоль заготовки.
Шкала резьбы и обзорная таблица
Нумерацию на шкале резьбы используют совместно с таблицей резьбы, чтобы показать, когда
включится маточная гайка во время операции
нарезания дюймовой резьбы. Для этого шестерня
шкалы резьбы должна быть в зацеплении с ходовым винтом. Ослабьте рукоятку с накатанной головкой на шкале резьбы, поверните шестерню
шкалы и введите ее в зацепление с ходовым винтом, затем затяните ручку (см. Рис. 56).
Рис. 58. Таблица шкалы резьбы с пронумерован-
Рис. 57. Таблица шкалы резьбы
(метрическая)
ными позициями 1, 3.
Рис. 56 . Шкала резьбы в зацеплении с ходовым
винтом.
Рис. 59. Пример шкалы резьбы - 14T.
Шаг резьбы 1.75, 3.5, 7, 14.
Выберите позицию 1, 3 на шкале резьбы и используйте шестерню 14T внизу шкалы резьбы,
чтобы нарезать резьбу шагом: 1.75, 3.5, 7, 14.
(Рисунок 58 - 59)
Шаг резьбы 4.5, 9
Выберите позицию 1, 3 на шкале резьбы и используйте шестерню 18T внизу шкалы резьбы,
26
Page 27

чтобы нарезать резьбу шагом: 4.5, 9. (Рис. 58 - 59)
Шаг резьбы 5.5, 11
Выберите позицию 1, 3 на шкале резьбы и используйте шестерню 22T внизу шкалы резьбы,
чтобы нарезать резьбу шагом 5.5, 11. (Рис. 58-59)
Рис. 60. Таблица шкалы резьбы с пронумерован-
ными позициями 1, 2, 3, 4.
Рис. 61. Пример шкалы резьбы - 16T
Шаг резьбы 0.25 – 12, кратная 0.25
Выберите позицию 1, 2, 3 или 4 на шкале резьбы
и используйте шестерню 16T внизу шкалы резьбы, чтобы нарезать резьбу шагом 0.25 – 12, кратную 0.25. (Рисунок 60 - 61).
Шаг резьбы 1.25, 2.5, 5, 10
Выберите позицию 1, 2, 3 или 4 на шкале резьбы
и используйте шестерню 20T внизу шкалы резьбы, чтобы нарезать резьбу шагом 1.25, 2.5, 5, 10.
(Рис. 60 - 61).
Использование шкалы резьбы и таблицы
(дюймовая)
Найдите TPI (количество витков на дюйм), которые требуется нарезать, в левой колонке (см. рис.
62), затем обратите внимание на числовое значение круговой шкалы справа от нее. Указанное
число показывает, когда войдет в зацепление маточная гайка для конкретного шага резьбы. Таблицу шкалы резьбы можно также найти на передней панели корпуса шкалы резьбы.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 62. Таблица шкалы резьбы
(дюймовая).
TPI 4-72, кратное 4.
Используйте любую строку (позицию) таблицы
шкалы резьбы, как показано на рис. 63, или TPI,
кратное 4.
Рис. 63. Любая позиция, выбранная на шкале для
резьбы 4-72 TPI.
TPI 2-54, не кратное 4.
Используйте любую непронумерованную строку в
таблице шкалы резьбы для резьбы с TPI, как показано на рис. 64.
Рис. 64. Маркировка на круговой шкале для резь-
бы с 2-54 TPI.
Нечетное TPI
Используйте любую из пронумерованных строк на
круговой шкале для резьбы с TPI, как на рис. 65.
Рис. 65. Номера позиций, выбранных на шкале,
для резьбы с нечетным TPI.
1/2 доля TPI
Используйте любые противоположные пары чи-
27
Page 28

сел — 2 и 4, или 1 и 3 на шкале резьбы для 1/2
доли TPI (Рис. 66). Например, чтобы нарезать
резьбу 3 1/2, выберите 1 на шкале резьбы, затем
начните нарезание резьбы.
Рис. 66. Противоположные группы чисел на кру-
говой шкале для резьбы с 1/2 долей TPI.
Другие дробные значения TPI
Используйте позицию 1 на шкале резьбы для
нарезания TPI, показанных на рисунке 67.
Рисунок 67. Любое число на круговой шкале для
резьбы с другим дробным значением TPI.
2⅞ TPI
Используйте любую пронумерованную или
непронумерованную строку на шкале резьбы для
нарезания TPI, показанных на рисунке 68.
Инструкция по эксплуатации станка JET мод. RML-1440V
Посмотрите систему СОЖ на стр. 28 для получения подробных инструкций о том, как добавить
или заменить СОЖ. Проверяйте СОЖ регулярно
и сразу заменяйте, когда она становится слишком
грязной или старой.
Для использования системы СОЖ на токарном
станке:
1. Убедитесь, что бак должным образом функционирует и наполнен СОЖ, и что на операторе необходимые средства индивидуальной
защиты.
2. Установите сопло СОЖ для проведения работы.
3. Используйте переключатель насоса СОЖ на
панели управления, чтобы включить насос
подачи СОЖ.
4. Отрегулируйте поток СОЖ, используя рукоятку клапана около основания шланга сопла.
Рис. 68. Любое число на круговой шкале можно
выбрать для TPI 2⅞.
СИСТЕМА ПОДАЧИ СОЖ
Система подает СОЖ через перемещаемое сопло, управляется с помощью переключателя насоса на панели управления и рукояткой клапана
около основания шланга.
Рис. 69. Элементы управления системой охла-
ждения и узлы.
Всегда используйте высококачественную СОЖ
для охлаждения и следуйте инструкциям производителя для её разбавления.
28
Page 29

РАЗДЕЛ 4: ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ГРАФИК
Каждый оператор станка несет ответственность
за обеспечение надлежащего ухода за оборудованием. Мы настоятельно рекомендуем всем
операторам ввести в привычку соблюдение ежедневных процедур техобслуживания.
Для оптимальной производительности оборудования, график техобслуживания должен строго
соблюдаться.
Всегда
Для поддержания низкого уровня травматизма и
надлежащей эксплуатации станка, если Вы когдалибо заметите любой из нижеописанных пунктов,
немедленно остановите станок и устраните проблему перед продолжением работы:
Ослаблены крепежные болты или фиксаторы.
Изношенные, потертые, растрескавшиеся или
поврежденные провода.
Предохранительные устройства сняты.
Концевые/Аварийные выключатели не сраба-
тывают
Кнопка аварийной остановки неправильно ра-
ботает или не требует сброса перед повторным запуском станка.
Снижение скорости торможения или эффек-
тивности тормоза.
Масло передней бабки не течет напротив
смотрового окна.
СОЖ не подается.
Любые другие опасные условия.
Ежедневно перед эксплуатацией
Проверьте / добавьте масло коробки скоро-
стей.
Проверьте / добавьте масло салазок.
Проверьте уровень СОЖ.
Смажьте направляющие.
Наполните маслом шариковые масленки.
Проверьте / добавьте смазку в подшипники хо-
дового винта и вала подачи.
Очистите / смажьте ходовой винт.
Поверните круговую шкалу частоты вращения
шпинделя полностью вниз.
Переместите рукоятку автоподачи салазок в
нейтральное положение (для предотвращения
аварий после запуска).
Убедитесь, что стопорный болт каретки ослаб-
лен.
Ежедневно во время работы
Проверяете, чтобы масло передней бабки тек-
ло, когда включено питание.
Проверяйте, чтобы работал вентилятор рас-
Инструкция по эксплуатации станка JET мод. RML-1440V
пределительной коробки.
Проверяйте, чтобы температура масла перед-
ней бабки была ниже 138°C (280 ° F).
Ежедневно после работы
Пропылесосьте/очистите все обрезки и струж-
ку со станины, суппорта и поддона для стружки.
Протрите все неокрашенные или обработан-
ные поверхности промасленной тряпкой.
Нажмите кнопку аварийной остановки и вы-
ключите главный выключатель питания (для
предотвращения случайного запуска).
Ежемесячно
Слейте и очистите бак СОЖ, затем добавьте
новую СОЖ.
Снимите фильтр распределительного щита и
очистите с помощью сжатого воздуха или пылесоса.
Ежегодно (или каждые полгода при повышенной эксплуатации)
Слейте и очистите масляный резервуар пе-
редней бабки, затем наполните новым маслом.
Замените масло суппорта.
Замените масло коробки скоростей.
ОЧИСТКА
Регулярная очистка является одним из наиболее
важных требований хорошего ухода за станком.
Каждый оператор ответственен за очистку станка
непосредственно после его использования или в
конце дня. Мы рекомендуем, чтобы повседневная очистка была запланирована в расписание
производственного процесса так, чтобы соответствующее время выделялось отдельно для правильного выполнения работы.
Как правило, самый простой способ очистки
стружки с направляющих станины и поддона для
стружки - это использование моющего/сухого цехового пылесоса, который предназначен только
для этой цели. Мелкие оставшиеся обрезки после уборки пылесосом можно вытереть с помощью слегка промасленной тряпки. Избегайте использования сжатого воздуха для сдувания
стружки, поскольку это может нагнать ее вглубь
движущихся поверхностей и может привести к
тому, что острая стружка попадет оператору в
лицо или на руки. Вся видимая стружка должна
быть убрана со станка во время проведения
очистки. Помните, персональная аккуратность
обеспечит Вам индивидуальную защиту.
29
Page 30

СМАЗКА
Маслозаправочный носик
Масляный резервуар
передней бабки
Смотровое окно
Передняя бабка
Система смазки передней бабки является наиболее важной системой смазки станка. Она состоит
из электрического масляного насоса, аварийного
выключателя низкого давления масла, маслосборного резервуара, маслопроводов и распределительного коллектора. Передняя бабка имеет
ряд маслопроводов, которые направляют масло к
ключевым позициям, таким как подшипники
шпинделя и шестерни передней бабки, обеспечивая их постоянную смазку.
Масляный насос автоматически включается и
начинает смазывать детали передней бабки, когда основной переключатель питания включен, а
кнопка аварийной остановки находится в исходном положении. Масло подается до того, как запускается шпиндель, чтобы защитить подшипники
шпинделя от потенциальных повреждений из-за
сухого запуска.
Проверка и добавление масла.
Смотровое окно на боковой поверхности масляного резервуара передней бабки, показанное на
рис. 70, имеет двойную функцию: показывает
уровень масла и температуру. При проверке
уровня масла считывайте показания смотрового
окна так, как с щупа измерения уровня масла автомобиля - нижняя линия показывает минимум, а
верхняя линия показывает максимум.
Рис. 70 Масляный резервуар передней бабки и
его элементы.
Когда уровень масла приближается к минимальной линии, добавьте достаточное количество
масла, чтобы довести его до максимальной линии
(около 16 литров).
Контроль температуры масла
Во время работы постоянно контролируйте температуру масла в смотровом окне (Рис. 71). Температура масла передней бабки должна оставаться ниже 138°C (280 ° F), иначе масло начнет
перегреваться и расслаиваться, теряя свои смазочные свойства.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рисунок 71. Расположение смотрового окна для
масла передней бабки.
При нормальных условиях масло не должно достигать 138°C (280 ° F); однако, если это произойдет, остановите станок и дайте маслу остыть. Выясните, почему масло стало перегреваться. Как
вариант, может быть плохая вентиляция, чрезмерные рабочие нагрузки, плохое качество масла,
масло, потерявшее смазывающие способности
из-за длительного срока использования или экстремальных температур рабочего места.
Если возможно, устраните причины перегрева
масла. Если масло старое или оно плохого качества, замените его. Если рабочие нагрузки или
рабочая среда экстремальна, уменьшите рабочий
цикл станка, чтобы позволить маслу остыть, когда
оно нагрелось.
Если температура масла превышает 138°C
(280°F), замените его как можно скорее, чтобы
быть уверенным, что подшипники шпинделя смазаны высококачественной смазкой.
Проверка работоспособности масляного
насоса
Если масляный насос в какое-то время перестанет работать, то подшипники шпинделя и механизмы передней бабки перестанут смазываться,
что может быстро привести к серьезным повреждениям. Поэтому очень важно регулярно контролировать поток масла во время работы станка.
Очистка насосной системы и замена масла.
Система масляного насоса передней бабки следует чистить, а масло менять после периода обкатки, а затем ежегодно (или каждые шесть месяцев при сильной загрузке или экстремальных
условиях работы).
Для очистки системы масляного насоса:
1. Отключите станок от ПИТАНИЯ!
2. Снимите крышку с заправочного носика (Рис.
72).
30
Page 31

Пробка наполнения маслом коробки скоростей
Пробка слива масла коробки скоростей
Маслозаправочный носик
Крышка доступа
Сливная пробка
Сетка
Смотровое окно
Рис. 72. Расположение элементов масляного ре-
зервуара передней бабки.
3. Поместите небольшой 3-галлонный поддон
под резервуар и снимите сливную пробку,
чтобы слить масло в поддон.
4. Очистите крышку доступа от пыли, мусора,
металлической стружки или грязи.
5. Используя 4-мм шестигранный ключ, снимите
четыре крепежных винта с крышки доступа,
затем, используя винт в центре в качестве
ручки, поднимите крышку доступа.
6. Наденьте брызгозащитные очки, резиновые
перчатки и рассчитанный на испарения респиратор.
7. С помощью уайт-спирита и ветоши протрите
внутреннюю часть резервуара, чтобы очистить его. Удалите остатки уайт-спирита сухой тряпкой, чтобы он не остался в резервуаре.
8. После того, как резервуар полностью очищен, выньте сетку из нижней части всасывающей трубки насоса и уберите ее из резервуара.
Инструкция по эксплуатации станка JET мод. RML-1440V
Коробка скоростей
Замена и добавление масла
Смотровое окно (Рис.74) показывает уровень
масла в коробке скоростей. При максимальном
уровне, масло заполняет приблизительно 3⁄4
смотрового окна. На минимальном уровне, масло
заполняет только 1/4 смотрового окна. Проверяйте уровень масла ежедневно. Когда масло приблизится к минимальному уровню, добавьте достаточное количество масла, чтобы довести его
до максимального уровня.
Рис. 74. Расположение смотрового окна
коробки скоростей.
Замена масла
Масло коробки скоростей следует заменять после
завершения периода обкатки, а потом ежегодно
(или каждые шесть месяцев при сильной загрузке
или экстремальных условиях работы). На рисунке
75 показаны пробки наполнения и слива, используемые при замене масла коробки скоростей.
Рис. 73. Удаление сетки всасывающего
фильтра.
9. Тщательно очистите сетку уайт-спиритом и
сжатым воздухом.
10. Установите сетку.
11. Установите сливную пробку.
12. Залейте масло в резервуар.
13. Установите на место пробку всасывающего
носика.
Рис. 75. Расположение пробок наполнения и сли-
ва коробки скоростей.
Салазки суппорта
Замена и добавление масла
Смотровое окно (Рис. 76) показывает уровень
масла в салазках. При максимальном уровне
масло заполняет смотровое окно примерно на
3/4. На минимальном уровне масло заполняет
только 1/4 смотрового окна. Проверяйте уровень
31
Page 32

масла ежедневно. Когда масло приближается к
Сливная пробка
Смотровое окно
Пробка наполнения
Пробка наполнения
Масляный резервуар
вала подачи и ходового винта
Ходовой винт
минимальному уровню, добавьте достаточное
количество масла, чтобы довести его до максимального. Это масло также используется в насосе
для смазывания направляющих и салазок.
Рис. 76. Расположение сливной пробки салазок и
смотрового окна.
Замена масла
Масло в резервуаре салазок должно быть заменено после периода обкатки, а потом ежегодно
(или каждые шесть месяцев при сильной нагрузке
или экстремальных условиях работы). Сливная
пробка показана на рис. 76, а пробка наполнения
показана на рис. 77.
Инструкция по эксплуатации станка JET мод. RML-1440V
его сначала уайт-спиритом. Почистите резьбу малярной кистью. Убедитесь, что переместили каретку в сторону, чтобы очистить ходовой винт по
всей длине. Нанесите масло по всей длине ходового винта. Используйте малярную кисть, чтобы
нанести масло равномерно и в нижней части
резьбы.
Направляющие и салазки
Насос для направляющих (Рис. 79) смазывает
салазки суппорта и направляющие поперечной
подачи маслом из резервуара салазок.
Чтобы использовать насос для смазки направляющих, потяните ручку насоса в течении двух или
трех секунд и затем задвиньте внутрь. Насос всасывает масло из резервуара салазок и затем распределяет его через просверленные отверстия на
пути направляющих.
Повторите этот процесс и подвигайте каретку
влево/вправо, а поперечный суппорт вперед/назад для распределения масла по пути
направляющих.
Смажьте направляющие один раз до и один раз
после работы станка. Если станок находится во
влажной или грязной окружающей среде, увеличьте интервал смазки и убедитесь, что уровень
масла находится в полном объеме.
Рис. 77. Расположение пробки наполнения мас-
Подшипники ходового винта и вала подачи
Замена и добавление масла
Чтобы проверить уровень масла, снимите пробку
наполнения и загляните внутрь резервуара
(Рис.78). Уровень масла должен оставаться заполненным для сохранности смазки подшипников
ходового винта соответствующим образом. Лейте
масло в резервуар пока не наполните, но без переполнения.
Ходовой винт
Перед смазкой ходового винта (Рис. 78) очистите
ляного резервуара салазок суппорта.
Рис. 78. Смазка ходового винта
Рис. 79. Расположение насоса направляющих,
пробки наполнения и смотрового окна салазок.
Неокрашенные и обработанные поверхности
Помимо направляющих и ходового винта, все
другие неокрашенные и обработанные поверхности должны протираться ежедневно для содержания их без ржавчины в идеальном состоянии. Это
касается верхней части салазок, направляющих
поперечной подачи, крестового суппорта, резцедержателя, патрона, вала подачи и различных
других поверхностей, которые, как вы считаете,
могут быть поражены ржавчиной, если оставить
их незащищенными (особенно это касается различных деталей, которые могут подвергаться
воздействию растворимой в воде СОЖ). Обычно
для таких деталей достаточно тонкого слоя смазки.
32
Page 33

Шариковые масленки
Приводные шестерни
Вентилятор
Фильтр
Станок имеет пять шариковых масленок (см. рисунки 80-81), которые должны ежедневно смазываться. Чтобы правильно впрыснуть масло в механизм шариковой масленки, потребуется ручная
масленка или пистолет.
Рис. 80. Расположение шариковых масленок
Рис. 81. Расположение шариковых масленок пе-
редней бабки.
Для смазки шариковых масленок очистите внешнюю поверхность, удалив пыль и грязь, протолкните шарик кончиком носика ручной масленки и
впрысните небольшое количество масла внутрь.
Если станок находится во влажной или загрязненной среде, увеличьте интервал смазывания.
Очистка фильтра распределительного щита
Дверца распределительного щита содержит воздушный фильтр (рис. 82), чтобы предотвратить
попадание пыли в щит при затягивании вентилятором воздуха для охлаждения.
Воздушный фильтр следует очищать ежемесячно
для обеспечения надлежащей циркуляции воздуха в распределительном щите. Забитый воздушный фильтр не позволит вентилятору выполнять
свою работу, что может привести к снижению срока службы электрических элементов.
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 82 Вентилятор и фильтр распределительно-
го щита.
Очистка фильтра:
1. Отключите станок от ПИТАНИЯ!
2. Оденьте пылезащитную маску или респира-
тор, чтобы снизить риск вдыхания мелких частиц пыли.
3. Откройте дверцу распределительного щита и
снимите воздушный фильтр.
4. Используйте сжатый воздух, чтобы выдуть
пыль из фильтра. Убедитесь, что продуваете
пыль с чистой стороны (сторона, обращенная
внутрь) фильтра, таким образом, вы не нагоните пыль дальше внутрь фильтра.
5. Заново установите фильтр и закройте дверцу
распределительного щита.
Приводные шестерни
Приводные шестерни (Рис. 83) всегда должны
иметь тонкий слой тяжелой консистентной смазки,
чтобы уменьшить, минимизировать/предотвратить коррозию, шум и износ. Необходимо соблюдать осторожность, чтобы избежать
чрезмерной смазки, потому что излишек смазочного материала может попасть на зубчатые ремни, что может снизить оптимальную механическую передачу от двигателя.
Рис. 83. Расположение приводных шестерен, ко-
торым требуется смазка.
33
Page 34

Обслуживание и уход
Не забывайте очищать и смазывать любые шестерни, которые устанавливаете или заменяете.
Если вы не будете очень осторожны во время обработки и хранения, на смазочное покрытие шестерней сможет легко налипнуть грязь или стружка, которые затем распространяться на другие
шестерни и увеличат степень износа. Убедитесь,
что крышка остается закрытой всякий раз, когда
это возможно, чтобы защитить шестерни от пыли
и грязи из внешней среды.
Смазка
1. Отключите станок от ПИТАНИЯ!
2. Снимите боковую крышку передней бабки и
все приводные шестерни, как показано на рисунке 83.
3. Тщательно очистите шестерни минеральным
маслом, чтобы удалить всю старую смазку.
Если необходимо, используйте маленькую
кисть, чтобы почистить между зубьями.
4. Очистите валы, с которых были сняты шестерни, и вытрите брызги старой смазки в
зоне их действия и на внутренней стороне
крышки передней бабки.
5. Чистыми руками нанести тонкий слой смазки
с обеих сторон шестерней. Убедитесь, что
нанесли смазку между зубьями шестерни, но
не слишком много, чтобы она не заполнила
пустоты между зубьями.
6. Установите приводные шестерни и зацепите
их вместе с приблизительным зазором в
0.127 мм. Как только шестерни войдут в зацепление друг с другом, нанесите небольшую
порцию смазки в труднодоступные места там,
где шестерни зацепляются вместе — эта
смазка распределится по кругу, когда шестерни начнут двигаться, и повторно смажет
все области, соскобленные во время установки.
Ежегодное обслуживание
Один раз в год снимите все приводные шестерни, тщательно очистите их и нанесите новый
слой смазки. Даже если боковая крышка передней бабки оставалась на месте в течение года,
тем не менее, возможно накопление пыли на
смазке от зубчатых ремней, и смазка также может начать разрушаться от интенсивного использования.
СИСТЕМА ПОДАЧИ СОЖ
Система подачи СОЖ состоит из бака для СОЖ,
насоса и гибкого сопла. Насос вытягивает жидкость из бака и подает её к клапану, который кон-
Инструкция по эксплуатации станка JET мод. RML-1440V
тролирует поток СОЖ в рабочей зоне. Когда кла-
пан открыт или закрыт, жидкость выходит из сопла и стекает через поддон для стружки в сточный
лоток и затем в бак, где снова затягивается насосом. На рис. 84 показаны многие из узлов системы и их расположение. Несмотря на то, что
большинство стружки от операций обработки попадает в поддон для стружки и остается там, иногда мелкая стружка смывается в бак. Насос использует сетчатый фильтр, чтобы предотвратить
их захват.
Поскольку стружка распространяется по всей системе охлаждения, требуется регулярное очищение системы для продления срока службы насоса.
Рис. 84. Система подачи СОЖ, узлы и их распо-
ложение
Опасность
Поскольку СОЖ стареет, опасные микробы могут
распространяться и создавать биологическую
опасность. Риск воздействия этой опасности может быть значительно снижен путем ежемесячной
замены старой СОЖ, как указано в графике технического обслуживания. Важно иметь в виду:
когда работаете с СОЖ, сведите к минимуму её
воздействие на кожу, глаза и дыхательную систему, одевайте соответствующие СИЗ (средства
индивидуальной защиты), такие как брызгоустойчивые защитные очки, длинные перчатки, защитную одежду и утвержденный респиратор NIOSH.
Дозаправка СОЖ
1. Отключите станок от ПИТАНИЯ!
2. Снимите крышку и выдвиньте бак, как пока-
зано на рисунке 85.
34
Page 35

Шланг СОЖ
Насос
Отсоедините здесь
Бак
Рис.85. Насос и бак СОЖ.
3. Наливайте СОЖ в бак, пока не заполните.
4. Задвиньте бак назад в корпус и установите
на место крышку.
Замена СОЖ
При замене старой СОЖ выделите время для
тщательной очистки выдвижного ящика для
стружки, сточного лотка и поддона для стружки
во время проведения этой операции. Вся работа
занимает около 1/2 часа, если Вы подготовили
соответствующие материалы и инструмент.
Для замены СОЖ:
1. Установите сопло над брызговиком так, чтобы он был выведен за станок. Если есть дополнительный шланг, подсоедините его к
концу сопла подачи СОЖ.
2. Расположите 5-галлонное ведро за станком
под сопло. Если есть дополнительный шланг,
поместите шланг в ведро. В противном случае, возможно, потребуется держать ведро у
сопла подачи СОЖ для предотвращения его
расплескивания за пределы ведра.
3. Включите насос подачи СОЖ (или пусть другой человек включит его, если Вы держите
ведро) и откачайте старую СОЖ из бака. Выключите насос сразу после того, как жидкость
прекратит литься.
4. Отключите станок от ПИТАНИЯ!
5. Снимите крышку, как показано на рис. 84, и
выдвиньте бак наполовину из корпуса, как
показано на рис. 85.
Если необходимо, отсоедините шланг подачи
СОЖ от насоса, как показано на рисунке 85.
6. Слейте старую СОЖ в 5-галлонное ведро и
закройте крышку.
7. Промойте бак горячей мыльной водой, убедитесь, что впускной сетчатый фильтр в нижней части насоса (внутри бака) чист, и вытрите весь оставшийся осадок жидкости.
8. Задвиньте бак частично в корпус и заново
Инструкция по эксплуатации станка JET мод. RML-1440V
подключите шланг.
9. Залейте в бак новую жидкость, затем за-
двиньте бак полностью в корпус.
10. Подключите станок к питанию.
11. Откройте клапан подачи СОЖ.
12. Включите насос подачи СОЖ, убедитесь в
том, что жидкость циркулирует правильно,
затем выключите его.
ХРАНЕНИЕ СТАНКА
Если станок должным образом не подготовить к
хранению, то может появиться ржавчина или коррозия. Если станок выведен из эксплуатации, последующие пункты этого раздела гарантируют,
что он останется в хорошем состоянии при последующем его использовании.
Подготовка станка к кратковременному хранению (до одного года):
1. Откачайте старую СОЖ, промойте каналы и
бак.
2. Отключите станок от ПИТАНИЯ!
3. Тщательно очистите все неокрашенные, ого-
ленные металлические поверхности, затем
нанесите обильный слой масла для направляющих.
4. Смажьте станок, как описано в разделе смазки.
5. Накройте и поместите станок в сухом месте
без прямого солнечного света и вдали от
опасных испарений, краски, растворителей
или газа. Испарения и солнечный свет могут
выбелить или обесцветить краску и сделать
пластиковую защиту непрозрачной.
6. Один или два раза в месяц, в зависимости от
уровня влажности окружающей среды, протрите станок, как описано в пункте 3.
7. Каждые несколько месяцев включайте станок
и запускайте все компоненты с зубчатой передачей в течение нескольких минут. Это сохранит подшипники, втулки, шестерни и валы
хорошо смазанными и защищенными от коррозии, особенно в зимние месяцы.
Подготовка станка к длительному хранению
(год и более):
1. Если коробка скоростей станка смазана маслом, приведите станок к рабочей температуре, слейте и наполните все коробки скоростей свежим маслом.
2. Откачайте старую СОЖ и промойте каналы и
бак.
3. Отключите станок от ПИТАНИЯ!
4. Тщательно очистите все неокрашенные, ого-
ленные металлические поверхности, затем
нанесите обильный слой масла для направ-
35
Page 36

ляющих, тяжелую консистентную смазку или
антикоррозийную смазку. Следите за тем,
чтобы обеспечить полное покрытие поверхностей, но чтобы антикоррозийная или консистентная смазка не наносилась на окрашенные поверхности.
5. Смажьте станок, как описано в разделе смазки.
6. Ослабьте или снимите ремни со станка, так
они не растянутся в течение периода хранения. Также обязательно прикрепите на станок
знак технического обслуживания в качестве
напоминания о том, что ремни были ослаблены или сняты.
7. Поместите несколько поглощающих влагу
дискантных пакетов в распределительные
коробки.
8. Накройте и поместите станок в сухом месте
без прямого солнечного света и вдали от
опасных испарений, краски, растворителей
или газа. Испарения и солнечный свет могут
отбелить или обесцветить краску и сделать
пластиковую защиту непрозрачной.
Инструкция по эксплуатации станка JET мод. RML-1440V
36
Page 37

РАЗДЕЛ 5: ОБСЛУЖИВАНИЕ
Установочный винт
Винты
Ходовой винт
Контргайка с
установочными
винтами
Установочные винты
РЕГУЛИРОВКА ЛЮФТА
Ходовой винт крестового суппорта
Люфт регулируется путем затягивания установочных винтов, показанных на рисунке 86. Когда винты отрегулированы относительно гайки ходового
винта, они смещают часть маточной гайки, устраняя люфт между гайкой и ходовым винтом.
Если по окончании регулировки маточная гайка
слишком затянута, ослабьте установочные винты,
постучите по крестовому суппорту несколько раз
резиновым или деревянным молотком, медленно
поверните рукоятку назад и вперед, пока она не
будет двигаться свободно.
Чтобы заново задать люфт, покачайте рукоятку
назад и вперед, медленно затяните винты, пока
люфт не станет примерно 0,025 мм, как указано
на круговой шкале маховика.
Инструкция по эксплуатации станка JET мод. RML-1440V
но поверните рукоятку назад и вперед, пока она
не будет свободно вращаться.
Чтобы заново задать люфт, покачайте рукоятку
назад - вперед и медленно затяните винты, пока
люфт не станет примерно 0,025 мм, как указано
на круговой шкале маховика.
Рис. 87. Регулировка люфта поперечной подачи,
установочным винтом.
РЕГУЛИРОВКА ЛЮФТА ХОДОВОГО ВИНТА
После долгого периода эксплуатации может появиться люфт ходового винта. Станок разработан
таким образом, что люфт можно легко устранить с
помощью регулировки.
Устранение люфта ходового винта:
1. Отключите станок от ПИТАНИЯ!
2. Снимите три винта и торцевую крышку.
3. Ослабьте оба винта контргайки (Рис. 88).
Рис. 86. Установочные винты для регулировки
Ходовой винт поперечной подачи
Наличие люфта можно выявить следующим образом: вращайте маховик поперечной подачи в
одном направлении, потом вращая маховик в другом направлении, обратите внимание на величину
поворота маховика, в то время как суппорт не
двигается в поперечном направлении. Когда салазки начнут перемещаться в поперечном
направлении – это и есть величина люфта.
Люфт регулируется путем ослабления всех четырех винтов (Рис. 87), затем затяните центральный
установочный винт, который надавит на клин и
сдвинет маточную гайку в сторону, уменьшая
люфт между маточной гайкой и ходовым винтом.
Если по окончании регулировки маточная гайка
слишком затянута, ослабьте установочный винт,
постучите по крестовому суппорту несколько раз
резиновым или деревянным молотком и медлен-
люфта суппорта.
Рис. 88. Регулировка люфта
ходового винта
4. Включите рукоятку маточной гайки.
5. Поворачивайте маховик подачи каретки
назад и вперед, в то же время и затягивая
стопорную гайку, пока люфт не будет устранен.
6. Затяните оба установочных винта и установите крышку.
РЕГУЛИРОВКА КЛИНЬЕВ
Целью регулировки клиньев поперечных направляющих, задней бабки, салазок суппорта является устранение излишнего зазора направляющих
без чрезмерного их затягивания и затруднительно
перемещения. В целом ослабленные клинья приводят к ухудшению качества чистовой обработки
37
Page 38

и шатанию инструмента; однако, чрезмерно затя-
Винт переднего клина крестового суппорта
Винт переднего
клина поперечной
направляющей
Винт левого клина
Винт левого клина
Регулировочные установочные
винты маточной гайки
Ходовой винт
Маточная гайка
нутые клинья приводят к преждевременному износу салазок, ходового винта, маточной гайки и
осложнению работы.
Клинья имеют коническую форму и крепятся с
помощью винтов на противоположных концах салазок. Когда противоположные винты поворачиваются в противоположном друг другу направлении, клин заполняет пустоту между скользящими
элементами.
Процесс регулировки клиньев обычно происходит
методом проб и ошибок. Как правило, оператор
производит небольшую регулировку винта клина,
затем проверяет регулировку, вращая маховик.
Затем нужно повторить этот процесс по мере
необходимости, пока не найдется оптимальный
баланс между свободным и тугим перемещением.
Большинство механиков считают, что идеальная
регулировка клина такая, где небольшая степень
сопротивления же присутствует, но, тем не менее,
маховик легко двигается. Рисунки 89-92 показывают расположение винтов для каждого клина на
станке.
Рис. 89. Винты передних клиньев крестового суп-
порта и поперечных направляющих
Инструкция по эксплуатации станка JET мод. RML-1440V
Рис. 91. Один из двух винтов
клина передней части салазок.
Рис. 92. Один из двух винтов
клина задней бабки.
РЕГУЛИРОВКА МАТОЧНОЙ ГАЙКИ
Механизм маточной гайки можно затянуть, если
он ослабился от износа. Давление, оказываемое
маточной гайкой, контролируется с помощью клина, подобного тому, что в салазках. Клин маточной гайки регулируется двумя установочными
винтами.
Регулировка маточной гайки:
1. Откройте маточную гайку.
2. Снимите шкалу резьбы.
3. Поверните два регулировочных винта маточ-
ной гайки, показанные на рисунке 93, по часовой стрелке на 1/8 поворота.
Рис. 90. Один из двух винтов заднего клина сала-
зок.
Рис. 93. Регулировка клина
маточной гайки.
4. Откройте/закройте маточную гайку несколько
раз и обратите внимание на её чувствительность (возможно, потребуется немного покрутить маховик салазок, чтобы маточная гайка
закрывалась).
38
Page 39

Маточная гайка правильно отрегулирована, если
Установочный винт
Паз установочного винта
Регулировочное
отверстие ободка
она незначительно сопротивляется при открытии
и закрытии.
5. Движение не должно быть слишком тугим или
слишком ослабленным.
6. При необходимости повторите пункты 3 - 4,
пока Вы не будете удовлетворены регулировкой маточной гайки. (Если настройка маточной гайки становится слишком тугой, поверните установочные винты против часовой
стрелки, чтобы ослабить её).
7. Установите обратно шкалу резьбы.
РЕГУЛИРОВКА МУФТЫ ВАЛА ПОДАЧИ
Станок имеет регулируемую муфту подачи, которая помогает защищать цепь привода от перегрузки. Начальное положение муфты подачи отрегулировано на заводе. Тем не менее, её можно
легко отрегулировать в зависимости от требований оператора.
Регулировка начального положения муфты:
1. Отключите станок от ПИТАНИЯ!
2. Снимите переднюю и боковую крышку (Рис.
94).
Инструкция по эксплуатации станка JET мод. RML-1440V
ключа поверните ободок муфты.
Рис. 96. Выравнивание установочного винта
муфты подачи.
5. Выстройте в одну линию отверстие установочного винта в ободке муфты с ближайшим
пазом установочного винта, который сделан в
валу подачи.
6. Установите и затяните установочный винт
так, чтобы он полностью был установлен в
пазу.
7. Заново установите обе крышки.
ЗУБЧАТЫЕ РЕМНИ
Зубчатые ремни при эксплуатации растягиваются
и изнашиваются, поэтому их следует проверять
ежемесячно, чтобы гарантировать оптимальную
передачу. Замените все зубчатые ремни, если
любой из них проявляет признаки засаливания,
износа или растрескивания.
Регулировка или замена зубчатых ремней:
1. Отключите станок от ПИТАНИЯ!
2. Снимите крышку, показанную на рисунке 97.
3. Удалите установочный винт ободка муфты,
как показано на рисунке 95.
Рис. 95. Удаление установочного винта из
4. Вставьте шестигранный ключ в регулировочное отверстие ободка (Рис. 96), и при помощи
Рис. 94. Снятые крышки.
ободка муфты.
Рис. 97 Расположение крышки двигателя.
3. Отвинтите шестигранные гайки на монтажных
болтах двигателя (Рис.98), сместите монтажную плиту двигателя вверх или вниз и отрегулируйте натяжение зубчатого ремня. При
правильном натяжении, каждый ремень должен прогибаться приблизительно на 19 мм
при сильном нажатии.
39
Page 40

Шкив
Монтажные
болты двигателя
Прогиб
Сместите тормозной
ремень вправо для регулировки тормоза
Двигайте тормозной упор влевовправо для регулировки высоты
ножной педали
Упор педали
тормоза
Рычаг педали
Плунжер и выступ кулачка
Выключатель
двигателя
Рис. 98. Регулировка зубчатого ремня.
4. Надежно затяните шестигранные гайки
(ослабленные в предыдущем пункте) на монтажной плите двигателя, чтобы предотвратить его выход из отрегулированного положения во время работы, затем установите
крышку двигателя.
ТОРМОЗ И ВЫКЛЮЧАТЕЛЬ
Поскольку тормозная прокладка изнашивается, ножная педаль совершает больший путь.
Если тормозной ремень не будет отрегулирован с учетом естественного износа, концевой выключатель по-прежнему будет выключать станок, но шпиндель не будет останавливаться так быстро. Особенно важно, чтобы
тормоз сохранял правильную регулировку,
чтобы можно было быстро остановить шпиндель в чрезвычайной ситуации.
Регулировка тормоза и тормозного выключателя:
1. Отключите станок от ПИТАНИЯ!
2. Наденьте респиратор и защитные очки, что-
бы защитить себя от опасной тормозной пыли.
3. Снимите крышку двигателя.
4. Замерьте оставшуюся ременную прокладку
тормоза в самом тонком месте, которое
обычно находится в 8-часовой позиции, как
показано на рисунке 99.
Инструкция по эксплуатации станка JET мод. RML-1440V
нить, что приведет к существенному увеличению
стоимости ремонта, по сравнению с заменой ремня тормоза.
Рис. 100. Регулировка тормозной передачи.
5. Снимите педаль тормоза, как на рис. 101.
6. Переместите ремень тормоза вправо на одно
отверстие и переустановите педаль тормоза,
затягивая её, пока она не будет на своем месте.
7. Сильно нажмите рычаг педали (Рис. 101)
вправо до упора, пока тормозной ремень
полностью не зафиксируется вокруг ступицы
тормоза.
8. Нажмите на упор педали тормоза так, чтобы
остался зазор примерно 25-мм между рычагом педали и упором (см. рисунок 101).
Рис. 101. Регулировка хода педали.
9. Затяните винт на упоре тормозной педали.
10. Найдите выключатель двигателя (Рис. 102)
на торце станка со стороны задней бабки.
Рис. 99. Минимальная толщина ременной
В новом тормозном ремне толщина прокладки
составляет примерно 6 мм. Если толщина прокладки изношена до 3 мм или меньше, тормозной
ремень следует заменить; в противном случае
заклепки, которыми крепится прокладка к ремню,
в скором времени оботрутся об ступицу тормоза.
Если ступица повредится, её нужно будет заме-
прокладки тормоза
Рис. 102. Выключатель двигателя.
40
Page 41

11. Нажмите рычаг педали вниз, чтобы прове-
Крышка доступа
Головка срезного
штифта
Паз
Шайба
Зазор
Заднее положение
Новый штифт
рить, что выступ кулачка задвинул плунжер
выключателя.
12. При нажатии, должен раздаться щелчок переключателя.
13. Установите на место крышку, проверьте работу тормоза.
ЗАМЕНА СРЕЗНОГО ШТИФТА ХОДОВОГО
ВИНТА
Замена срезного штифта:
1. Отключите станок от ПИТАНИЯ!
2. Снимите переднюю и боковую крышку (Рис.
103).
Рис. 103. Снятые крышки
3. Поверните шайбу так, чтобы паз совпал с
головкой срезного штифта (Рис. 104).
Инструкция по эксплуатации станка JET мод. RML-1440V
штифта.
Рис. 105. Доступ к срезному штифту.
7. Используйте магнит, чтобы удалить головку
срезного штифта, затем поверните шпиндель
станка, выстроив в одну линию внутреннее и
внешнее отверстие. Затем, используйте магнит, чтобы удалить другую половину сломанного срезного штифта, когда она станет видна.
8. Вставьте кончик продувочного шприца в от-
верстие срезного штифта, продуйте отверстие сжатым воздухом и нанесите каплю
масла в отверстие.
9. Вставьте новый срезной штифт в отверстие,
как показано на рисунке 106.
4. Наденьте защитные очки.
5. Сместите стопорное кольцо с канавки и по-
6. Переместите шайбу подальше от срезного
Рис. 104. Шайба / штифт выровнены.
местите его в самую заднюю позицию, подальше от шайбы.
штифта (в заднее положение) так, чтобы был
достаточный зазор для удаления срезного
Рис. 106. Новый срезной штифт, установленный
в отверстии.
10. С полностью установленным в отверстии
41
штифтом и установленной заподлицо с заплечником ходового винта головкой, сдвиньте шайбу назад к заплечнику, затем поверните шайбу на 180 °, пока она не накроет головку срезного штифта, как показано в рисунке
107.
Page 42

Рис. 107. Позиционирование шайбы.
Поворот шайбы
11. Используя клещи для стопорного кольца,
возвратите стопорное кольцо в канавку и
установите ушки стопорного кольца над головкой срезного штифта, чтобы предотвратить его выпадение — если шайба повернется и выровняется с линией канавки штифта.
12. Установите на место крышки.
Инструкция по эксплуатации станка JET мод. RML-1440V
42
 Loading...
Loading...