

Page 1
PM1800B Ленточнопильный станок
Оригинал:
GB
Operating Instructions
Перевод:
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по
эксплуатации
√
Артикул
www.jettools.com
: 1791801B-RU
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
Page 2

2
2.0 Содержание
Раздел Страница
2.0 Содержание ............................................................................................................................................................ 2
3.0 Предупреждения об опасности ............................................................................................................................. 4
4.0 Информация об инструкции .................................................................................................................................. 6
5.0 Устройство станка .................................................................................................................................................. 7
6.0 Технические характеристики ................................................................................................................................. 7
7.0 Расположение отверстий основания .................................................................................................................... 9
8.0 Установка и сборка станка ..................................................................................................................................... 9
8.1 Содержимое транспортировочного контейнера ............................................................................................... 9
8.2 Распаковка .................................................................................................................................................... 9
8.3 Установка ленточнопильного станка ................................................................................................................ 9
8.4 Задняя направляющая ..................................................................................................................................... 10
8.5 Передняя направляющая и направляющий профиль ................................................................................... 10
8.6 Сборка упора .................................................................................................................................................... 11
8.7 Упор для продольной распиловки ................................................................................................................... 11
8.8 Зазор между столом и упором ................................................................................................................... 11
8.9 Установка указателя в нулевое положение ................................................................................................... 12
8.10 Установка стола параллельно ленточному полотну ................................................................................... 12
8.11 Установка упора параллельно ленточному полотну ................................................................................... 12
8.12 Степень затяжки упора .................................................................................................................................. 13
8.13 Отвод пыли ..................................................................................................................................................... 13
9.0 Подключение к электросети ................................................................................................................................ 13
9.1 Подключение к трехфазной сети .................................................................................................................... 14
9.2 Инструкции по заземлению ............................................................................................................................. 14
9.3 Удлинитель ....................................................................................................................................................... 14
10.0 Регулировка ........................................................................................................................................................ 14
10.1 Наклон стола .................................................................................................................................................. 14
10.2 Установка стола под углом 90° ..................................................................................................................... 15
10.3 Установка/замена пильной ленты ................................................................................................................. 15
10.4 Натяжение пильной ленты ............................................................................................................................ 16
10.5 Ход ленточного полотна ................................................................................................................................ 16
10.6 Направляющие пильной ленты ..................................................................................................................... 17
10.9 Направляющая стойка ................................................................................................................................... 19
10.10 Настройка параллельности направляющей стойки ................................................................................... 19
10.11 Штифт для продольной распиловки ........................................................................................................... 19
10.12 Приспособление для распила под углом ................................................................................................... 19
10.13 Регулировка скорости движения ленточного полотна ............................................................................... 20
10.14 Регулировка натяжения приводного ремня и его замена .......................................................................... 21
10.15 Щетка для очистки шкива ............................................................................................................................ 21
10.16 Съемный брусок ........................................................................................................................................... 21
11.0 Органы управления ............................................................................................................................................ 22
11.1 Запуск/останов ................................................................................................................................................ 22
11.2 Предохранительная кнопка ........................................................................................................................... 22
11.3 Педаль тормоза .............................................................................................................................................. 22
12.0 Эксплуатация ...................................................................................................................................................... 22
12.1 Общий порядок действий .............................................................................................................................. 23
12.2 Продольный распил ....................................................................................................................................... 23
12.3 Поперечный распил ....................................................................................................................................... 23
12.4 Продольная распиловка по толщине ............................................................................................................ 24
12.5 Смещение полотна......................................................................................................................................... 24
13.0 Техническое обслуживание ............................................................................................................................... 25
13.1 Точки смазки ................................................................................................................................................... 25
14.0 Выбор пильной ленты ........................................................................................................................................ 26
14.1 Ширина ............................................................................................................................................................ 26
14.2 Шаг .................................................................................................................................................................. 26
14.3 Профиль зуба ................................................................................................................................................. 26
14.4 Развод зубьев ................................................................................................................................................. 27
14.5 Материал ........................................................................................................................................................ 27
14.6 Поломка пильной ленты ................................................................................................................................ 27
15.0 Руководство по выбору пильной ленты ............................................................................................................ 28
16.0 Устранение неисправностей на ленточнопильных станках модели PM1800B-3 ........................................... 29
16.1 Неисправности в эксплуатации ..................................................................................................................... 29
Page 3

3
16.2 Механические и электрические неполадки .................................................................................................. 32
17.0 Подключение к электросети .............................................................................................................................. 34
18.0 Подключение к электросети – 3 фазы, 400 В ............................................................................................... 34
Page 4

4
3.0 Предупреждения об опасности
ВНИМАНИЕ: в целях обеспечения Вашей безопасности
перед работой на ленточнопильном станке прочтите
руководство по эксплуатации.
− Используйте средства защиты глаз.
− Не удаляйте застрявшие отрезанные части
заготовки, пока ленточная пила не остановится.
− Производите надлежащую регулировку
натяжения ленточной пилы, ее направляющей, а
также упорных подшипников.
− Регулируйте верхнюю направляющую для
очистки заготовки.
− Жестко закрепляйте заготовку на столе.
1. Перед началом сборочных операций или
эксплуатации станка полностью прочтите и уясните
руководство пользователя.
2. Прочтите и уясните предупреждения об опасности,
размещенные на станке и в данном руководстве.
Несоблюдение данных предупреждений может
стать причиной серьезных травм.
3. Замените предупредительные надписи, если они
были удалены или стали неразборчивыми.
4. Данный ленточнопильный станок предназначен для
эксплуатации только должным образом обученным
и опытным персоналом. Если Вы не знакомы с
надлежащей и безопасной эксплуатацией станка, не
работайте на нем до приобретения
соответствующих знаний и подготовки.
5. Используйте ленточнопильный станок только в
целях, для которых он предназначен. В случае
использования станка в иных целях, компания
Powermatic отказывается от действительной и
подразумеваемой гарантии и снимает с себя
ответственность за любые травмы, которые могут
быть получены в результате подобной
эксплуатации.
6. Всегда используйте соответствующие средства
защиты глаз/лица во временя работы на станке.
(Повседневные очки имеют только ударопрочные
линзы; они не являются защитными очками.)
7. Перед эксплуатацией станка снимите галстук,
кольца, наручные часы и другие украшения, а также
закатайте рукава выше локтей. Снимите свободную
одежду и спрячьте длинные волосы. Рекомендуется
использовать обувь с нескользящей подошвой или
противоскользящий коврик. Не работайте в
перчатках.
8. Поддерживайте чистоту в рабочей зоне.
Захламление рабочей зоны и верстаков может стать
причиной несчастного случая.
9. Используйте соответствующий удлиняющий
провод. Удостоверьтесь, что удлинитель находится
в хорошем состоянии. Удостоверьтесь, что сечение
удлинительного провода достаточно для
потребляемой силы тока. Провод меньшего сечения
приведет к падению напряжения в сети, вследствие
чего произойдет потеря мощности и перегрев. В
таблице 1 приведены размеры сечений провода в
зависимости от его длины и номинальной силы тока.
Если сомневаетесь, используйте следующий по
величине сортамент. Чем меньше число
сортамента, тем больше сечение провода.
10. Обеспечьте безопасную работу. Используйте тиски
или прижимы для закрепления заготовки во время
работы. Это безопаснее удерживания заготовки
рукой и освобождает обе руки для работы на станке.
11. Отключите станок от сети перед проведением
технического обслуживания, а также при замене
такой оснастки, как пильная лента.
12. Направление подачи: подавайте заготовку только
против направления вращения ленточного полотна.
13. Отрегулируйте положение верхних направляющих
ленточной пилы так, чтобы они находились
примерно на 3 мм выше заготовки.
14. Убедитесь в надлежащем натяжении пильной
ленты, в ее правильной настройке и регулировке ее
направляющих.
15. При распиле изогнутых досок по возможности
производите вспомогательные резы.
16. При подаче маленьких заготовок всегда
используйте толкатель, фиксаторы или подобные
приспособления для того, чтобы руки находились на
безопасном расстоянии.
17. Закрепляйте заготовку жестко и ровно относительно
стола.
18. В течение длительных периодов работы
используйте средства защиты органов слуха
(беруши или защитные наушники).
19. Некоторые виды пыли, образующейся в результате
механической шлифовки, резания, полировки,
сверления и других операций, содержат химические
вещества, способные вызывать рак, врожденные
пороки развития и влиять на репродуктивное
здоровье. Некоторые виды подобных химических
веществ:
20. Свинец, содержащийся в краске на свинцовой
основе.
21. Кристаллический кварц, содержащийся в кирпичах,
цементе и других материалах строительной
промышленности.
22. Мышьяк и хром, содержащийся в химически
обработанной древесине.
23. Риск, которому Вы подвергаетесь, зависит от того,
как часто Вы производите данный вид работ. Для
уменьшения влияния данных химических веществ
работайте в хорошо проветриваемом помещении,
используя соответствующие средства защиты,
Page 5
5
такие как маски или респираторы, разработанные
специально для микроскопических частиц
24. Не производите работы на станке, если устали или
находитесь под действием наркотических
препаратов, алкоголя или медикаментов.
25. Перед подключением станка к источнику питания
убедитесь, что переключатель находится в
положении OFF (ВЫКЛ.).
26. Удостоверьтесь, что станок правильно заземлен.
27. Не отводите заготовку от пилы во время ее
движения.
28. Уберите регулировочный инструмент и гаечные
ключи. Перед включением станка возьмите за
правило проверять, убран ли со станка
регулировочный инструмент и ключи.
29. Во время эксплуатации станка защитные
заграждения должны всегда находиться на своих
местах. Если они были сняты для проведения
технического обслуживания, будьте особенно
осторожны. После завершения технического
обслуживания немедленно установите
заграждения.
30. Проверяйте детали станка на предмет
повреждения. Перед дальнейшей эксплуатацией
станка защитное заграждение или другую
поврежденную деталь следует тщательно
проверить на предмет нормальной работы и
выполнения предусмотренных функций. Проверьте
расположение подвижных частей станка, отсутствие
заедания подвижных частей, повреждений деталей,
крепления и другие условия, которые могут
повлиять на эксплуатацию станка. Защитное
заграждение или другая поврежденная деталь
должна быть отремонтирована надлежащим
образом или заменена.
31. Поддерживайте пол вокруг станка чистым. Не
допускайте скопления на нем отходов
производства, масла и смазочных материалов.
32. Посетителям следует находиться на безопасном
расстоянии от рабочей зоны. Не допускайте в
рабочую зону детей.
33. Сделайте рабочую зону недоступной для детей с
помощью навесных замков, центральных
выключателей или путем съема пусковой кнопки.
34. Сосредоточьте все внимание на работе.
Отвлечение от работы, разговоры и баловство на
.
рабочем месте расцениваются как небрежное
отношение к работе и могут стать причиной
серьезных травм.
35. Всегда сохраняйте уравновешенную позу, чтобы не
попасть под ленточную пилу или другие подвижные
части станка. Не перенапрягайтесь и не прилагайте
чрезмерных усилий для выполнения каких-либо
операций.
36. Используйте подходящий инструмент при
соответствующей скорости и подаче. Не
применяйте инструмент или друге приспособления
для выполнения непредназначенных для них работ.
Правильно выбранный инструмент более
эффективен и безопасен.
37. Используйте рекомендуемое дополнительное
оборудование; неподходящее оборудование может
быть опасным.
38. Внимательно относитесь к проведению
технического обслуживания инструмента. Для
обеспечения наилучшей эффективности и
безопасной работы следите, чтобы ленточные пилы
были острыми и чистыми. Соблюдайте инструкции
по смазке и замене комплектующих.
39. Перед очисткой станка выключите его. Для
удаления опилок, обломков древесины используйте
щетку или сжатый воздух; не удаляйте мусор
руками.
40. Не вставайте на станок. В случае опрокидывания
станка могут быть нанесены серьезные травмы.
41. Никогда не оставляйте работающий станок без
присмотра. Отключите питание и не оставляйте
станок до полной остановки ленточного полотна.
42. Перед запуском станка уберите из рабочей зоны
незакрепленные предметы и ненужные в работе
заготовки.
43. Не держите руки в зоне движения ленточного
полотна.
44. Не эксплуатируйте станок в опасной окружающей
среде. Не подвергайте станок воздействию дождя,
не работайте в сырых и влажных помещениях.
Рабочая зона должна быть хорошо освещена.
45. Извлекайте предохранительную кнопку из
выключателя, когда станок выключен. Храните
предохранительную кнопку вне доступа
посторонних лиц и детей.
Ознакомьтесь со следующими предупреждениями об опасности, используемыми в данном руководстве:
Если предупреждения об опасности не были приняты во внимание, это может стать
причиной незначительных травм и/или возможного повреждения станка.
Если предупреждения об опасности не были приняты во внимание, это может стать
причиной серьезных травм или смерти.
Page 6
4.0 Информация об инструкции
Данная инструкция предоставлена компанией Powermatic и включает в себя описание процедур безопасной
работы и технического обслуживания для ленточнопильных станков моделей PM1800B производства компании
Powermatic. Руководство содержит инструкции по установке, меры предосторожности, общие указания по работе
на станке, инструкции по техническому обслуживанию и схемы расположения узлов станка. При использовании
в соответствии с инструкциями, приведенными в данном руководстве, станок рассчитан на годы безотказной
работы.
Данная инструкция не является исчерпывающим руководством по работе с ленточнопильным станом,
использованию технологической оснастки или дополнительно приобретаемого оборудования, выбору заготовок
и т.д. Дополнительные сведения можно узнать из торговых статей или от опытных пользователей станка.
Независимо от вида производимых на станке работ личная безопасность должна иметь первостепенное
значение.
Если вы хотите задать вопрос или оставить комментарий, пожалуйста, свяжитесь с поставщиком в вашем
регионе либо с компанией JET.
Сохраняйте данное руководство для дальнейшего использования. При передаче станка в собственность другому
лицу, инструкцию следует передавать вместе со станком.
Перед сборкой или эксплуатацией станка полностью прочтите и уясните данное руководство!
Несоблюдение предупреждений может стать причиной серьезных травм!
6
Page 7
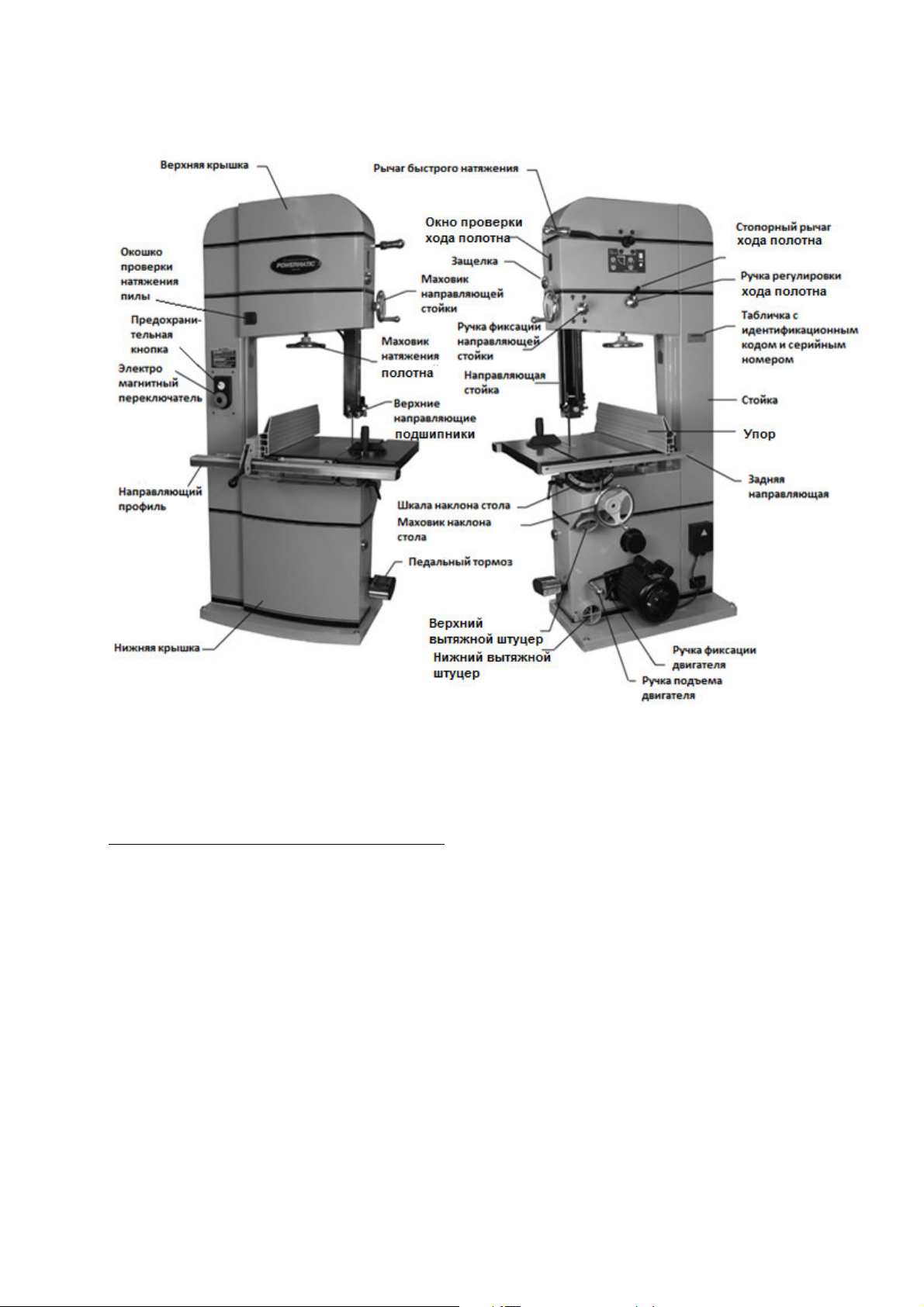
5.0 Устройство станка
Рис. 1.
6.0 Технические характеристики
Модель ........................................................................................................................ PM1800B
Артикул................................................................................................................. 1791801B-RU
Для трехфазного двигателя и электрооборудования:
Тип двигателя ................................ закрытый с воздушным охлаждением, асинхронный, конденсаторный пуск
Мощность (потребляемая/выходная) .................................................................................................. 6,0/3,75 кВт
Фазы ......................................................................................................................................................................... 3
Напряжение ..................................................................................................................................................... 400 В
Частота ............................................................................................................................................................. 50 Гц
Передача мощности .................................................................. поликлиновой приводной ремень, с 7 клиньями
Переключатель ВКЛ/ВЫКЛ........................................ Электромагнитный, с индикатором включения питания и
предохранительной кнопкой
Число оборотов двигателя .................................................................................................................. 1720 об/мин
Скорость движения пильного полотна ........................................................................................ 580 и 1100 м/мин
Длина питающего провода ................................................................................................................................. нет
Установленный штепсель .................................................................................................................................. нет
Рекомендуемый предохранитель
Уровень шума
1
В соответствии с местными/национальными правилами по установке электрооборудования.
2
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым уровнем для
2
........................................................ 72 дБ на расстоянии 1 м от ленточной пилы, без нагрузки
безопасной работы. При различных условия работы данная информация должна дать возможность
пользователю станка лучше оценить опасность и возможные риски.
1
.................................................................................................................. 20 A
7
Page 8
Производственная мощность PM1800B:
Максимальная высота распила/продольного распила .............................................................................. 457 мм
Просвет до рамы ........................................................................................................................................... 457 мм
Минимальная ширина ленточного полотна .................................................................................................... 3 мм
Максимальная ширина ленточного полотна ................................................................................................. 40 мм
Длина ленточного полотна ......................................................................................................................... 4064 мм
Ленточное полотно в комплекте .........................................форма зуба – крюк, 20 мм x 0,8 x 4 зубьев на дюйм
Диаметр шкива .............................................................................................................................................. 457 мм
Прочее оборудование:
Упор .............................................................................................................................................. ДхВ 775 x 164 мм
Штифт для продольной распиловки ......................................................................................... ∅хВ 50,8 x 164 мм
Площадь станины в основании (PM1800B) ................................................................... ДхШхВ 800 x 518 x 51 мм
Габаритные размеры, в сборе (PM1800B) ...........................................................................965 x 1067 x 2070 мм
Упоры для распиловки под углом ............................................................................................................... 45°, 90°
Материалы:
Стол ......................................................................................................................................... шлифованный чугун
Опорная ось ..................................................................................................................................................... чугун
Встроенный шкаф ........................................................................................................................................... сталь
Шкивы ленточного полотна ............................................................................................................................. чугун
Обод шкива (модель PM1800B) ........................................................................................................... полиуретан
Направляющие полотна ..................................................................................................... шариковый подшипник
Упор для продольной распиловки ................................................................................... алюминиевый профиль
Маховики ................................................................................................................................ чугун, хромирование
Красочное покрытие ............................................................................................................ порошковое покрытие
Стол:
Габариты стола ............................................................................................................... ДхШхВ 609 x 686 x 51 мм
Наклон стола ........................................................................................................................ 10° влево, 45° вправо
Высота стола от пола при 90° (Модели PM1800B) ..................................................................................... 965 мм
Угловой Т-образный паз ........................................................................... ШхГ; Ш с торца стола (22 x 9,5; 19 мм)
Фаска.......................................................................................................................................................... передняя
Пылеотвод:
Внешний диаметр вытяжных штуцеров ........................................................................................ 2 шт. по 100 мм
Минимальная производительность вытяжной системы ........................................................................ 17 м
Габаритные размеры:
Габариты станка в сборе Габариты в упаковке
1003 x 1067 x 2070 мм ............................................... 965 x 844,5 x 2222 мм
Вес:
Вес нетто (полностью собранного станка) Вес в упаковке
378 кг ..................................................................................................... 422 кг
Данные технические характеристики были актуальны на момент публикации инструкции по эксплуатации. В связи с
нашей политикой постоянного улучшения продукции, компания Powermatic оставляет за собой право в любое время
вносить изменения в технические характеристики без предварительного уведомления потребителя и без каких-либо
обязательств.
3
/мин
8
Page 9
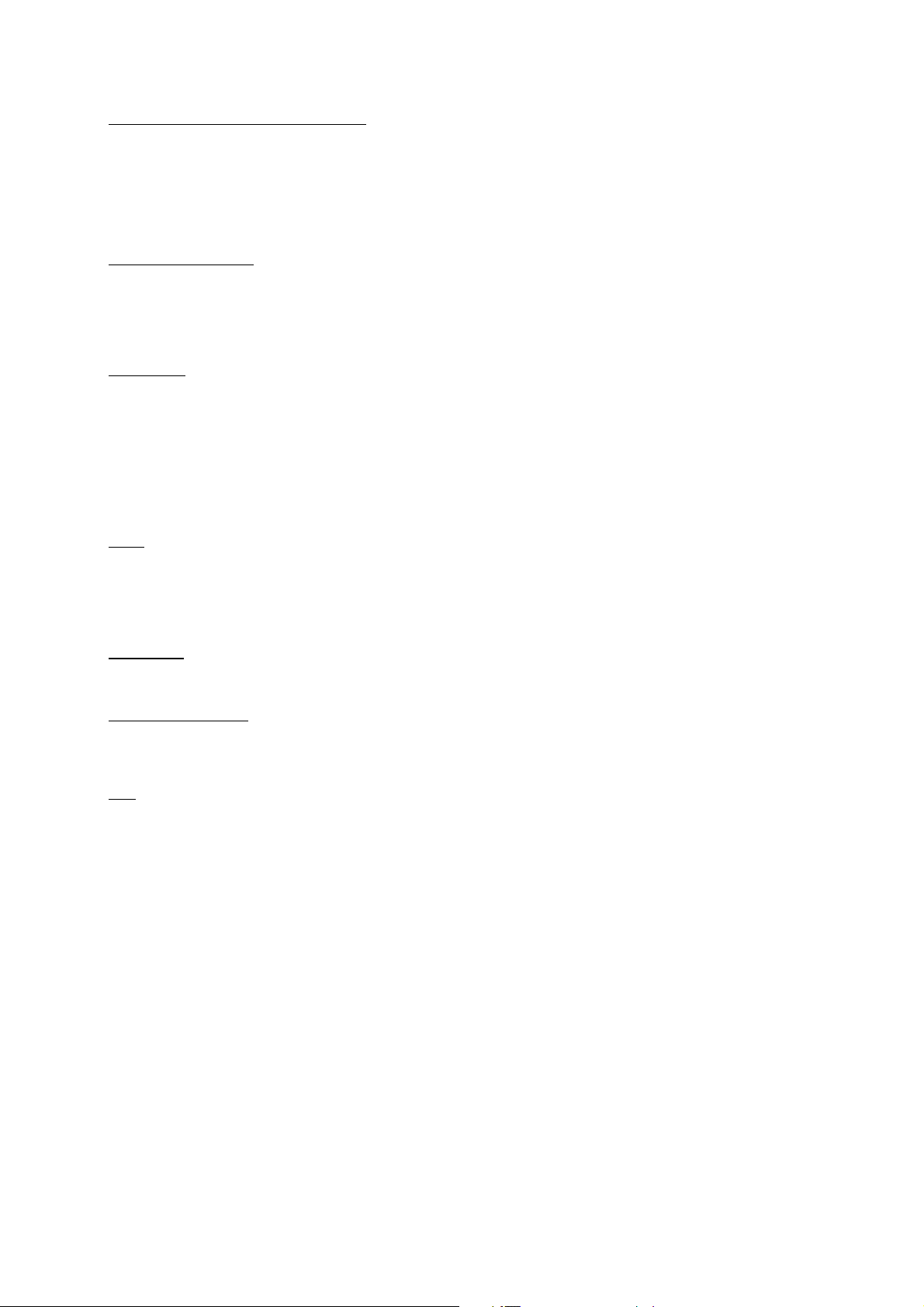
7.0 Расположение отверстий основания
Модель PM1800B
8.0 Установка и сборка станка
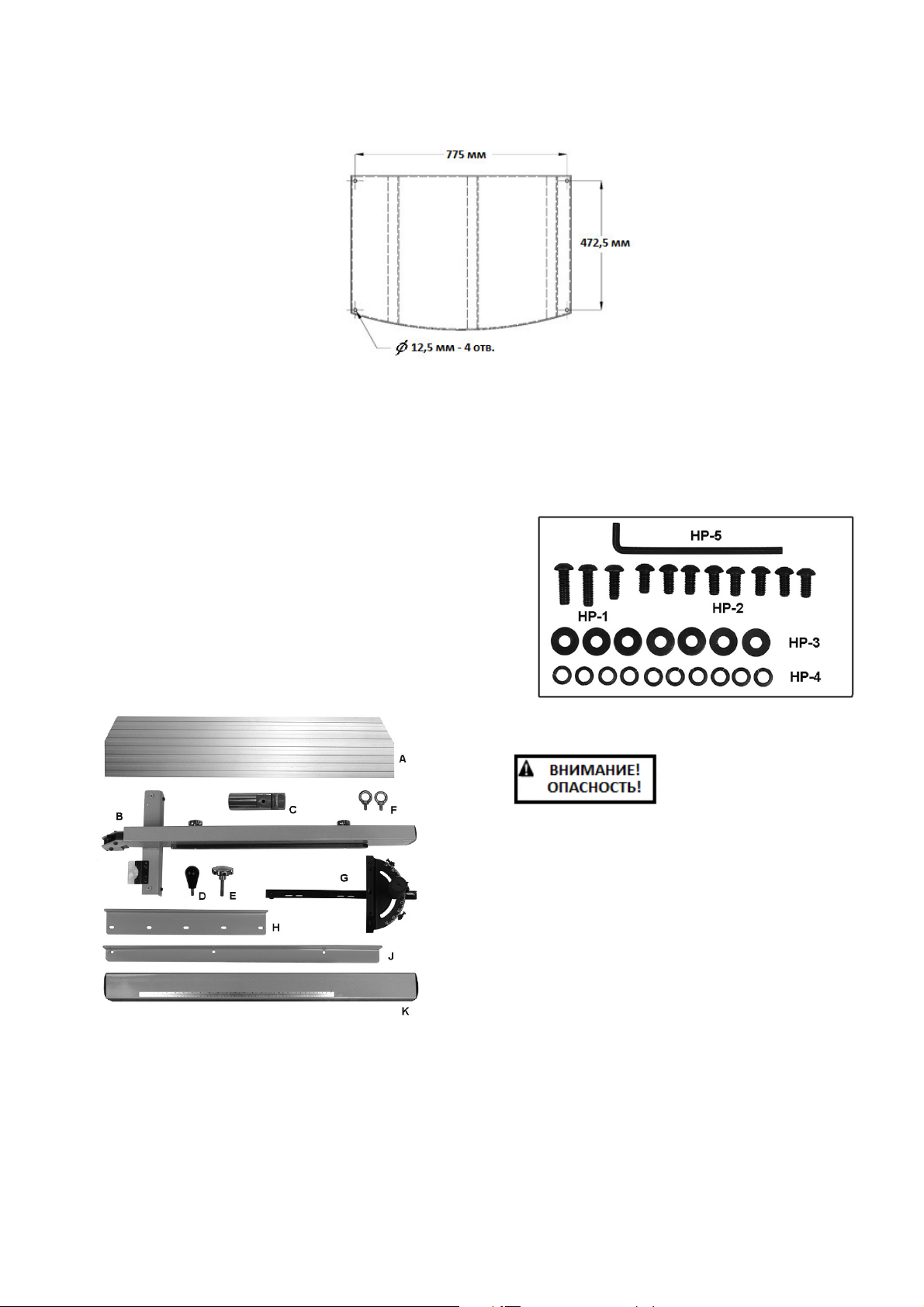
8.1 Содержимое транспортировочного контейнера
Содержимое картонной коробки (см. Рис. 3)
1 Ленточнопильный станок
1 Упор – A
1 Держатель упора – B
1 Штифт для продольной распиловки – C
1 Ручка рычага упора – D
1 Ручка фиксации штифта для продольной
распиловки
2 Рым-болты – F
1 Приспособление для пиления под углом – G
1 Передняя направляющая – H
1 Задняя направляющая – J
1 Направляющий профиль – K
– E
Рис. 2.
8 Винт с круглой головкой и внутренним
шестигранником, M8x16 – HP-2
8 Плоские шайбы, M8 – HP-3
11 Контршайбы, M8 – HP-4
1 Шестигранный ключ, 8 мм – HP-5
Рис. 3а
Перед сборкой станка
полностью прочтите и
уясните инструкции по
сборке! Несоблюдение
предписаний может стать причиной серьезных
травм.
Рис. 3: Содержимое картонной коробки (не в
масштабе)
Крепеж (Рис. 3а):
3 Винт с круглой головкой и внутренним
шестигранником, M8x20 – HP-1
8.2 Распаковка
1. Извлеките все содержимое из транспортировочной
коробки. Не выбрасывайте коробку и упаковочные
материалы до полной сборки и удовлетворительной
работы станка.
Осмотрите содержимое коробки. О любых
повреждениях, вызванных транспортировкой, или
нехватке деталей сообщите своему поставщику.
8.3 Установка ленточнопильного станка
Инструменты, необходимые для сборки и установки
станка:
Таль или вилочный погрузчик, со стропами/крючками
Шестигранный ключ на 8 мм (поставляется в
комплекте)
9
Page 10

Угольник
Снимите со станка весь полиэтилен и упаковку.
Открутите винты и снимите стропы, крепящие станок
к транспортному поддону.
Будьте осторожны при
снятии станка с паллеты.
Установите два рым-болта
(Рис. 2, F) в верхней части ленточнопильного станка.
Для снятия станка с паллеты воспользуйтесь талью
или вилочным погрузчиком со стропами/крюками.
Грузоподъемность строп должна превышать вес
станка. Не располагайте вилы погрузчики или стропы
прямо под столом, рукоятками или рычагами.
Установите ленточнопильный станок на постоянное
место расположения, которое должно быть сухим и
хорошо освещенным. Со всех сторон станка должно
быть достаточно места для обработки длинных
заготовок или производства регулярного технического
обслуживания станка. Удостоверьтесь, что напольное
покрытие способно выдержать вес станка. По
желанию ленточнопильный станок можно прикрутить
к полу с помощью фиксирующих винтов (не
поставляются в комплекте) через отверстия
основания.
Открытые металлические поверхности, такие как
поверхности стола и направляющие пильной ленты,
имеют заводское защитное покрытие. Данное
покрытие следует удалить с помощью мягкой ветоши,
смоченной в растворителе. Избегайте попадания
растворителя на пластмассовые или резиновые
детали; не используйте для удаления защитного
покрытия абразивный материал, так как он может
поцарапать открытые поверхности.
8.4 Задняя направляющая
См. Рис. 4 и 5.
1. Прикрутите заднюю направляющую к заднему
торцу стола с помощью винтов с круглой
головкой M8x16 (HP-2) и контршайб M8 (HP-
4), как показано на рис. 4. Затягивать винты
следует только вручную.
2. Соблюдение точного расстояния от задней
направляющей до поверхности стола не
является важным, но задняя направляющая
должна быть выставлена параллельно
поверхности стола. Установите
измерительное устройство, такое как
комбинированный угольник (см. Рис. 5)
спереди и сзади стола, как показано на рис. 5.
С обеих сторон задней направляющей
показания должны быть одинаковыми. При
необходимости произведите регулировку.
3. Затяните винты с помощью шестигранного
ключа.
Рис.4: установка задней направляющей
Рис. 5: выравнивание задней направляющей
8.5 Передняя направляющая и направляющий
профиль
См. Рис. 6.
1. Прикрутите переднюю направляющую к
переднему торцу стола с помощью винтов с
круглой головкой M8x20 (HP-1), контршайб M8
(HP-4) и плоских шайб M8 (HP-3) отверстия в
направляющей. Устанавливайте винты
примерно по центру отверстий; при
необходимости позже можно будет произвести
регулировку. Затяните винты с помощью
шестигранного ключа.
2. Прикрутите направляющий профиль к передней
направляющей через отверстия,
расположенные в нижней части направляющей,
с помощью пяти винтов с круглой головкой
M8x16 (HP-2), контр- и плоских шайб (HP-5/4).
Затягивать винты следует только вручную.
Отодвиньте направляющий профиль от стола
насколько это возможно, затем закрутите все
пять винтов шестигранным ключом. Не
допускайте перетяжки.
10
Page 11
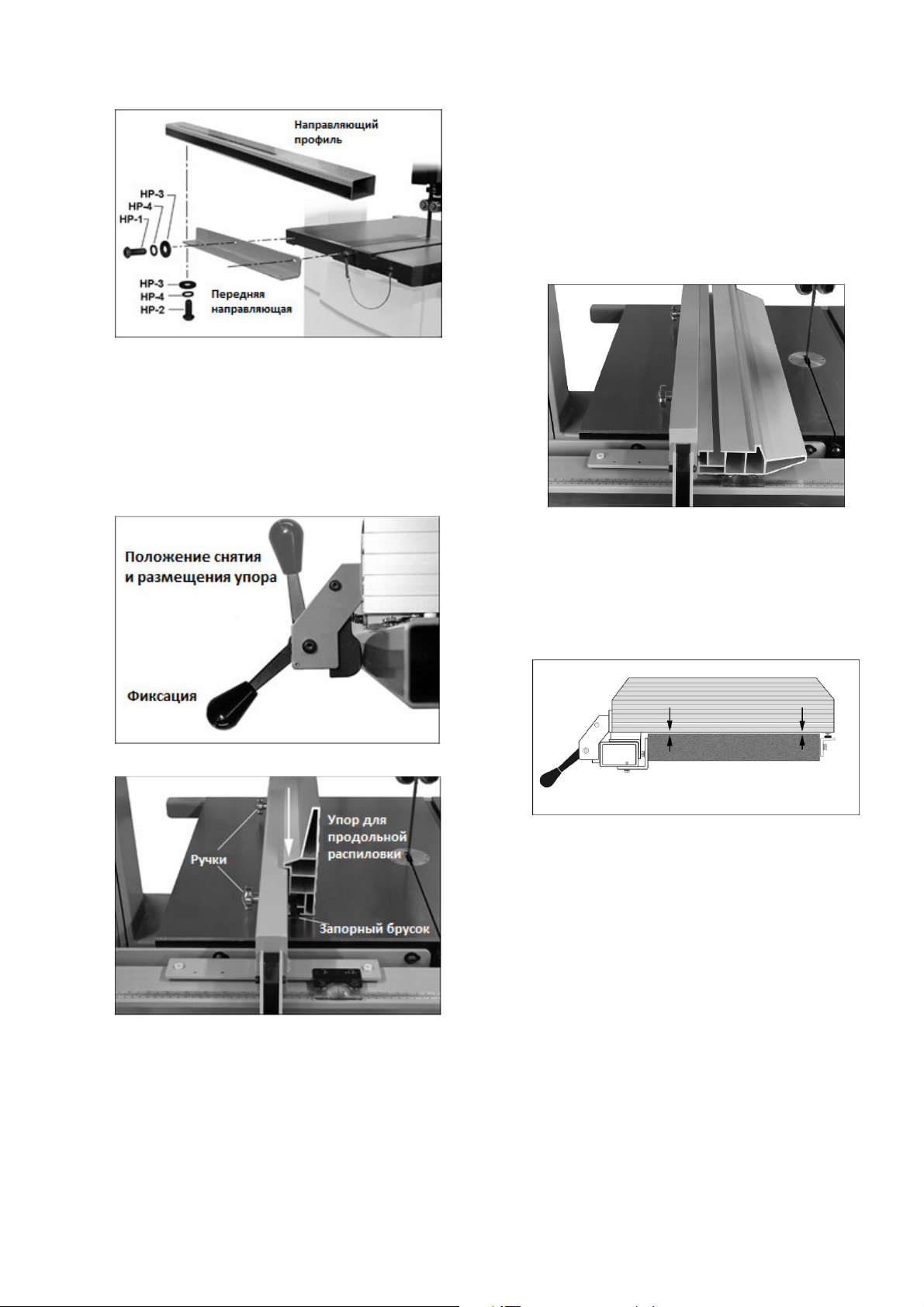
Рис. 6: установка передней направляющей
8.6 Сборка упора
См. Рис. 7 и 8.
Установите держатель упора на направляющие рельсы
(как показано на Рис. 8). Поднимите рычаг до конца для
установки или снятия упора, или для размещения упора
на направляющих. Опустите рычаг до конца, чтобы
зафиксировать упор.
для продольной распиловки с любой стороны, как
показано на Рис. 8. Снова затяните ручки.
ПРИМЕЧАНИЕ: алюминиевый упор можно установить в
двух разных положениях: вертикально (положение для
осуществления продольной распиловки), как показано на
Рис. 8; или горизонтально, как показано на Рис. 9.
Горизонтальное расположение упора удобно для работы
с мелкими заготовками. (При горизонтальном положении
упора невозможно установить указатель на нулевую
отметку.)
Рис. 9: горизонтальное положение упора
8.8 Зазор между столом и упором
1. Проверьте зазор между столом и нижней частью
упора (см. Рис. 10). Упор должен не
соприкасаться с поверхностью стола, а быть
слегка над ней. В передней и задней частях
стола зазор должен быть одинаковым.
Рис. 7: положения рычага упора
Рис. 8: вертикальное положение упора
8.7 Упор для продольной распиловки
См. Рис. 8 и 9.
Ослабляйте запорный брусок с помощью ручек до тех
пор, пока он не позволит выдвинуть алюминиевый упор
11
Рис. 10: зазор между упором и столом
2. Если зазор разный, произведите регулировку в
соответствии со следующими инструкциями:
• С помощью поставляемого в комплекте 8 мм
шестигранного ключа проверните два
нейлоновых регулировочных винта (см. Рис. 16,
А) на одинаковое количество оборотов для того,
чтобы поднять или опустить упор по отношению
к держателю упора. Крутите винты по часовой
стрелке, чтобы поднять упор, против часовой
стрелки – чтобы опустить.
• И/или… Отрегулируйте задний конец упора
путем ослабления шестигранной гайки (см. Рис.
11, А) с помощью 10 мм ключа и вращения
скользящей опоры (см. Рис. 11, В) внутрь или
наружу. Когда зазор между упором и столом
выровняется, снова затяните шестигранную
гайку (см. Рис. 11, А).
Page 12

Рис. 11: регулировка задней части упора
8.9 Установка указателя в нулевое положение
См. Рис. 12.
Упор должен быть установлен так, чтобы указатель
показывал ноль на линии пильного полотна. Необходимо
установить упор для продольной распиловки в
вертикальное положение, полотно должно быть
установлено и полностью натянуто.
1. Ведите упор вровень с поверхностью пильного
полотна, как показано на рис. 12. (Не
вдавливайте
изгибалось.)
2. Если указатель находится не на нуле, ослабьте
два винта и установите его в нужное положение.
Затем снова затяните винты.
упор в полотно, чтобы оно не
3. Положите длинную поверочную линейку вровень
с пильным полотном. Убедитесь, что линейка
соприкасается с полотном с обеих сторон. (Не
отклоняйте полотно, нажимая на него. См. Рис.
13.)
4. Воспользуйтесь штангенциркуль для точного
измерения расстояния между поверочной
линейкой и угловым пазом. Произведите замеры
в передней и задней частях стола – они должны
совпадать.
5. Если угловой паз не параллелен пильному
полотну, ослабьте четыре винта с шестигранной
головкой (с помощью 17 мм ключа), которые
крепят стол к поворотному основанию (см. Рис.
14, показаны три винта). Сместите стол на
необходимое расстояние так, чтобы угловой паз
стал параллелен пильному полотну.
6. Затяните четыре винта с шестигранной
головкой.
Рис. 12: калибровка указателя упора
8.10 Установка стола параллельно ленточному
полотну
См. Рис. 13 и 14.
На заводе-изготовителе стол был отрегулирован таким
образом, чтобы угловой паз располагался параллельно
поверхности пильного полотна, поэтому производить
регулировку стола не требуется. Однако, в будущем
возможно понадобится проверить точность данной
регулировки. Для осуществления регулировки
рекомендуется использовать широкое пильное полотно.
1. Отключите ленточнопильный станок от
источника питания.
2. Полотно пилы должно быть полностью натянуто
и отрегулировано должным образом (см.
разделы 10.4 и 10.5).
Рис. 13: установка стола параллельно ленточной пиле
Рис. 14: регулировочные винты стола
8.11 Установка упора параллельно ленточному
полотну
См. Рис. 15 и 16.
Для осуществления точного распила упор должен
располагаться параллельно поверхности полотна
пилы. Так как угловой паз выставлен параллельно
поверхности полотна на заводе-изготовителе (и
выверен пользователем, как описано выше), то он
может использоваться как ориентир при регулировке
параллельности упора.
1. Снимите с держателя упора алюминиевый
упор для продольной распиловки и запорный
12
Page 13

брусок. Сдвиньте держатель упора к краю
углового паза, как показано на Рис. 15. Упор
должен располагаться вровень с угловым
пазом вдоль всей длины.
Рис. 15: установка упора параллельно ленточной пиле
2. Если требуется регулировка, закрутите один из
задних регулировочных винтов (см. Рис. 16, В)
для того, чтобы выставить держатель упора
вровень с угловым пазом.
2. Установите упор для продольной
распиловки и подведите его к ленточной
пиле; не надавливайте на полотно.
Закручивайте один из нейлоновых
регулировочных винтов до тех пор, пока
упор не станет параллелен пильному
полотну в вертикальной плоскости.
8.12 Степень затяжки упора
Степень прижатия упора к направляющим рельсам
может регулироваться путем вращения двух задних
винтов (см. Рис. 16, В). Крутите оба винта одинаково (по
часовой стрелке для затяжки) с помощью шестигранного
ключа.
Так как эти винты также служат для выравнивания упора
относительно ленточного полотна, после регулировки
степени прижима упора необходимо дважды проверить
относительное расположение упора и полотна (описано
в разделе 8.11).
8.13 Отвод пыли
При эксплуатации ленточнопильного станка
настоятельно рекомендуется использование системы
отвода пыли. Это поможет поддерживать чистоту в
мастерской, а также снизит потенциальную угрозу
здоровью, обусловленную вдыханием древесной пыли.
Пылеотвод должен иметь производительность,
достаточную для данного типоразмера станка
(рекомендуется 17 м
3
/мин).
Рис. 16: задние регулировочные винты
Рис. 17: регулировка параллельности в вертикальной
плоскости
Также упор должен быть параллелен пильному полотну
в вертикальной плоскости.
См. Рис. 17.
1. Убедитесь, что стол установлен под углом
90° к пильному полотку (см. раздел 8.10).
Рис. 18: пылевыпускные отверстия
Компания JET предлагает линейку вытяжных установок;
обратитесь к Вашему торговому представителю или
посетите наш сайт www.jettools.ru
Подсоедините шланги вытяжной установки к 100 мм
вытяжным штуцерам, расположенным на задней стороне
станка. Плотно затяните их с помощью хомутов (не
поставляются). См. Рис. 18.
9.0 Подключение к электросети
Подключение к электросети
должно производиться квалифицированным
13
Page 14

электриком с соблюдением всех
соответствующих правил. Станок должен быть
должным образом заземлен во избежание
поражения электрическим током и получения
травм со смертельным исходом.
падению напряжения в сети, потере мощности и
перегреву.
10.0 Регулировка
9.1 Подключение к трехфазной сети
Рекомендуется подключать трехфазный
ленточнопильный станок к заземленной выделенной
20-амперной цепи с автоматическим выключателем
или предохранителем с задержкой на срабатывание с
маркировкой “D”. Местные электротехнические
нормы и правила имеют преимущество перед
рекомендациями.
Если трехфазный ленточнопильный станок
подключен к электрическому щиту через кабель,
убедитесь, что оператор может отключить станок от
сети. В процессе подключения станка через кабель
убедитесь, что предохранители сняты и выключатели
отключены в той цепи, куда подключается станок.
Повесьте предупредительную табличку на патрон
предохранителя или на выключатель во избежание
включения во время работ с проводкой станка.
9.2 Инструкции по заземлению
Станок должен быть заземлен. В случае неисправной
работы или поломки станка заземление создает
линию наименьшего сопротивления для тока, что
уменьшает риск поражения электрическим током.
Неправильное подсоединение провода,
заземляющего оборудование, создает риск
поражения электрическим током. Провод с изоляцией,
имеющей зеленую наружную поверхность с желтыми
полосами или без них, является заземляющим.
Если необходимо произвести ремонт или замену
электрического провода или штепселя, не
подсоединяйте заземляющий провод к контакту под
напряжением.
Проконсультируйтесь с квалифицированным
электриком или ремонтным персоналом, если
инструкции по заземлению не совсем понятны или
если имеются сомнения касательно надлежащего
заземления станка. Поврежденный или изношенный
провод необходимо немедленно заменить или
отремонтировать.
Убедитесь, что напряжение источника питания
соответствует техническим характеристикам,
приведенным на табличке электродвигателя
ленточнопильного станка.
10.1 Наклон стола
См. Рис. 19 и 20.
1. Ослабьте запорный рычаг (Рис. 19, A).
2. Для наклона стола вправо (если смотреть со
стороны оператора или передней части станка) до
45°, вращайте маховик (Рис. 19, В) против часовой
стрелки.
3. Для наклона стола влево (если смотреть со
стороны оператора или передней части станка)
ослабьте запорный рычаг (Рис. 19, А) и прокрутите
маховик по часовой стрелке на один или два
оборота, чтобы ослабить давление на упорный болт
(Рис. 19, С). Отверните круглую плиту (Рис. 20, D) в
сторону. Затем вращайте маховик по часовой
стрелке для наклона стола влево до 15°.
Открывшееся в станине станка отверстие
позволяет упорному болту входить в него, чтобы
сохранить установку под углом 90°.
4. Для завершения регулировки затяните упорный
рычаг (Рис. 19, А).
ПРИМЕЧАНИЕ: круглую плиту (Рис. 20, D) по
желанию можно затянуть или ослабить с
помощью 4 мм шестигранного ключа.
Также, рычаг (Рис. 19, А) можно провернуть в
более удобное положение. Просто
приподнимите рычаг и проверните его на оси,
затем отпустите его. Убедитесь, что рычаг сел на
ось.
Рис. 19: наклон стола
9.3 Удлинитель
Не рекомендуется использовать удлинитель,
постарайтесь установить станок в доступной близости
от источника питания. Если есть необходимость в
использовании удлинителя, убедитесь, что сечение
провода соответствует силе тока, потребляемого
станком. Провод недостаточного сечения приведет к
14
Page 15

Рис. 20: упор-ограничитель стола
10.2 Установка стола под углом 90°
См. Рис. 19-21.
Упор под углом 90° гарантирует постоянное
перпендикулярное положение стола относительно
пильного полотна после возвращения стола в
горизонтальное положение. Проверьте и
отрегулируйте 90° упор как описано ниже:
1. Отключите станок от источника питания.
2. Убедитесь, что пильная лента полностью натянута.
3. Ослабьте рычаг (Рис. 19, А) и наклоняйте стол с
помощью маховика (Рис. 19, В) до тех пор, пока
упорный болт (Рис. 19, С) не упрется в круглую плиту
(Рис. 20, D).
4. Убедитесь, что вставка стола лежит вровень с
поверхностью стола. Установите угольник на столе к
пильному полотну, чтобы проверить угол между
столом и полотном (90°). См. Рис. 21. ПРИМЕЧАНИЕ:
Не надавливайте угольником на пильное полотно.
5. Если стол не перпендикулярен пильному полотну,
ослабьте крепежную гайку (Рис. 20, Е) с помощью 17
мм ключа, затем прокрутите упорный болт.
Закручивайте болт до тех пор, пока не исчезнет
просвет между угольником и полотном.
6. Затяните крепежную гайку (Рис. 20, Е), чтобы
зафиксировать положение стола.
7. Затяните рычаг (Рис. 19, А).
8. Проверьте, чтобы указатель шкалы (Рис. 19, F)
располагался на нуле. При необходимости ослабьте
винт указателя и сдвиньте его на ноль. Затем снова
затяните винт.
Рис. 21: установка упора стола
10.3 Установка/замена пильной ленты
При обращении с
ленточными пилами всегда
используйте перчатки.
Новые пилы обычно поставляются в виде
свернутых колец; во избежание получения травм
разматывайте их медленно и осторожно,
используйте рабочие перчатки и защитные очки.
Максимальная и минимальная ширина пильного
полотна станка приведена в разделе 6.0,
Технические характеристики.
См. Рис. 22 и 23.
1. Отключите станок от источника питания.
2. Снимите вставку стола (Рис. 22, А).
3. Вытяните штифт стола (Рис. 22, В) к концу паза.
4. Отведите от полотна верхнюю и нижнюю
направляющие.
5. Переместите рычаг натяжения полотна в положение
«Частичное натяжение».
6. Откройте верхнюю и нижнюю крышки станка,
повернув защелки. Откройте нижнее защитное
заграждение полотна пилы и удалите брусок (Рис.
23).
7. Осторожно снимите полотно с верхнего шкива, затем
выведите его из обеих направляющих и снимите с
нижнего шкива. Выведите отработанное полотно
через паз в столе.
8. Заведите новую пильную ленту через паз в столе.
Свободно установите полотно в верхней и нижней
направляющих. Убедитесь, что зубья пилы
обращены вниз к столу и к передней части станка.
(Если зубья не будут обращены вниз, независимо от
того, как Вы расположили полотно, перекрутите его
лицевой стороной внутрь. Перекрутите полотно в
нужное положение и переустановите его).
9. Разместите полотно по центру верхнего и нижнего
шкивов.
10. Вставьте обратно вставку стола (Рис. 22, А) и штифт
(Рис. 22, В).
15
Page 16

11. Перед эксплуатацией ленточнопильного станка
новая пильная лента должна быть натянута и
отрегулирована в указанном порядке. См. разделы
10.4 и 10.5. Направляющие полотна также должны
быть надлежащим образом отрегулированы в
соответствии с инструкциями, приведенными в
разделе 10.6.
Рис. 22: извлечение полотна
Рис. 24: натяжение/ход полотна
Рис. 23
10.4 Натяжение пильной ленты
ВАЖНО: блокировочный переключатель предохраняет
станок от запуска в случае, если натяжение полотна
ослаблено. Для срабатывания пускового переключателя
полотно должно быть натянуто.
См. Рис. 24.
1. Отключите станок от источника питания.
2. Отведите верхний и нижний направляющие
подшипники, чтобы они не соприкасались с
полотном.
3. Отцентруйте полотно на шкивах, установите рычаг
быстрого натяжения в положение «Полное
натяжение», как показано на Рис. 24. ПРИМЕЧАНИЕ:
вы почувствуете, как рычаг займет определенное
положение.
4. Вращайте маховик натяжения (Рис. 24, С) до тех пор,
пока указатель шкалы (Рис. 25) не дойдет до
значения, соответствующего ширине ленточной
пилы.
Рис. 25: шкала натяжения полотна
СОВЕТ: на начальном этапе пользуйтесь встроенным в
станок устройством для калибровки натяжения полотна.
По мере освоения станка и приобретения знаний о
различных свойствах ленточных пил, возможно, Вы
сочтете нужным установить натяжение, отличное от
начальных значений. Учтите, что на степень натяжения
полотна влияет не только его ширина, но и тип
обрабатываемого материала. Слишком малое или
чрезмерное натяжение может стать причиной поломки
и/или низкой производительности.
Сделайте записи о специальных настройках натяжения
для конкретной пильной ленты. При возобновлении
работ на станке натяжение можно быстро перенастроить.
ВАЖНО: когда станок не эксплуатируется, установите
рычаг быстрого натяжения в положение «Частичное
натяжение». Это продлит срок службы полотна и ободов
шкивов, а также снизит нагрузку на шкивы, подшипники и
другие узлы.
10.5 Ход ленточного полотна
После того, как пильная лента была должным образом
натянута, ход полотна должен быть отрегулирован.
«Хода полотна» подразумевает положение полотна на
шкивах во время работы станка. Ход полотна следует
периодически проверять, а после каждой замены
пильной ленты проведение регулировки хода
обязательно. Регулировка хода осуществляется вручную
при отключенном от сети станке.
1. Отключите станок от источника питания.
2. Ленточное полотно должно быть должным образом
натянуто.
16
Page 17

3. Убедитесь, что направляющие полотна и другие
части станка не препятствуют его движению.
Опускайте направляющую стойку до тех пор, пока не
увидите полотно в окно проверки хода полотна.
4. Установите рычаг быстрого натяжения в положение
«Полное натяжение», как показано на Рис. 24.
5. Откройте верхнюю крышку, под которой
располагается верхний шкив. Вращайте шкив рукой
и следите за положением полотна на шкиве через
окно. Полотно должно идти по центру шкива (Рис.
26).
Рис. 26: Ход полотна
ВАЖНО: производите регулировку хода пилы с помощью
ручки (Рис. 24, F) во время полного натяжения
ленточного полотна. НЕ ПРОИЗВОДИТЕ регулировку
хода с помощью винтов (Рис. 24, G); они не
предназначены для регулировки хода полотна, а
используются производителем для выравнивания шкива.
6. Если полотно стремится сместиться к краю шкива,
ослабьте запорный рычаг (Рис. 24, Е) и правой рукой
слегка покрутите ручку регулировки (Рис. 24, F),
продолжая левой рукой вращать шкив. Наблюдайте
за положением полотна через окно проверки хода.
Для смещения полотна к заднему краю шкива
вращайте ручку регулировки по часовой стрелке. Для
смещения полотна к переднему краю шкива
вращайте ручку регулировки против часовой
стрелки.
ВАЖНО: данная регулировка является очень точной;
вращение ручки и шкива должно производиться
осторожно и аккуратно. Дайте полотну возможность
среагировать на изменения.
7. Когда полотно отрегулировано по центру шкива,
снова затяните запорный рычаг (Рис. 24, Е) и
закройте верхнюю крышку.
8. Подключите станок к сети и запустите его на
короткий промежуток времени для проверки хода
полотна через окно проверки хода.
9. При необходимости, производите дальнейшую
регулировку при отключенном от сети станке.
нагрузкой при обработке заготовки. Для правильной
регулировки верхних подшипниковых направляющих
выполните следующие шаги.
См. Рис. 27-30.
1. Отключите станок от источника питания.
2. Пильное полотно должно быть соответствующим
образом натянуто и отрегулировано. Установите
рычаг быстрого натяжения в положение «Полное
натяжение».
3. Опускайте направляющую стойку до тех пор, пока
верхние подшипниковые направляющие не окажутся
на расстоянии нескольких сантиметров от
поверхности стола. (Причина, по которой требуется
это сделать, описана в разделе 10.10 «Настройка
параллельности направляющей стойки».)
4. Ослабьте стопорный винт (Рис. 27, А). Убедитесь,
что ручка (Рис. 28, С) затянута.
Рис. 27: регулировка верхних направляющих пильного
полотна
Рис. 28: регулировка верхних направляющих пильного
полотна
5. Перемещайте кронштейн направляющих путем
вращения рифленой ручки (Рис. 28, В) до тех пор,
пока расстояние между передней плоскостью
направляющего подшипника и впадиной (изогнутой
площадкой в основании зуба пилы) не составит
около 0,4 мм. См. Рис. 29.
10.6 Направляющие пильной ленты
10.6.1 Верхние направляющие
Подшипниковые направляющие должны быть
отрегулированы таким образом, чтобы контакт
направляющих и пильного полотна возникал только под
17
Page 18

Рис. 29: положение направляющего подшипника
6. Затяните стопорный винт (Рис. 27, А), чтобы
зафиксировать положение.
7. Ослабьте стопорный винт (Рис. 27, D
; Рис. 28, D1)
2
направляющих подшипников.
8. Направляющий подшипник вращается на
эксцентриковом валу. Отрегулируйте подшипник
путем вращения рифленой ручки (Рис. 27, Е1, Е2);
расстояние между пильным полотном и
подшипником должно составлять около 0,1 мм.
Быстрый способ выставить данное расстояние – это
вставить между полотном и подшипником новую
банкноту (толщина банкноты составляет примерно
0,1 мм). Произведите регулировку подшипника так,
чтобы он слегка удерживал банкноту.
ПРИМЕЧАНИЕ: не вдавливайте подшипник в пильное
полотно. Направляющий подшипник должен
соприкасаться с полотном, только когда станок
находится под нагрузкой.
9. Затяните стопорный винт (Рис.27, D
; Рис. 28, D1) и
2
извлеките банкноту.
10. Повторите настройку для противоположного
направляющего подшипника.
10.6.2 Верхний упорный подшипник
См. Рис. 28 и 30.
Упорный подшипник препятствует обратному
отклонению пильного полотна в процессе распила.
Упорный подшипник имеет три различные канавки для
обеспечения ровного хода пильного полотна (См. Рис.
30).
1. Ослабьте установочный винт (Рис. 30, F) и сдвиньте
упорный подшипник вбок до нужного положения.
2. Снова затяните установочный винт (Рис. 30, F).
3. Ослабьте ручку (Рис. 28, С) и вращайте рифленую
ручку (Рис. 28, В), чтобы переместить упорный
подшипник к задней стороне пильного полотна.
4. Производите регулировку упорного подшипника до
тех пор, пока расстояние между поверхностью
подшипника (или дном канавки) и задним краем
пильного полотна не составит приблизительно 0,4
мм. Удобный способ выставить данное расстояние
на поверхности без канавок – это вложить между
подшипником и полотном сложенную вдвое банкноту
(толщина банкноты в два сложения (четыре
толщины) составляет примерно 0,4 мм). При
использовании канавки выставите данное
расстояние на глаз.
5. Затяните ручку (Рис. 28, С).
6. Когда регулировка будет завершена, убедитесь, что
все стопорные винты и ручки узла верхних
подшипниковых направляющих затянуты.
10.6.3 Нижние направляющие
См. Рис. 31.
1. Отключите станок от источника питания.
2. Откройте нижнюю крышку и нижнее защитное
заграждение ленточного полотна.
3. Произведите регулировку нижних направляющих и
упорного подшипника, расположенных под столом,
по алгоритму регулировки верхних направляющих
подшипников.
Краткое описание: ослабьте запорный рычаг (Рис. 31,
G), чтобы сместить кронштейн направляющих с помощью
ручки регулировки (Рис. 31, Н). (Ручка J (Рис. 31) должна
быть затянута.) Ослабьте ручку (Рис. 31, К
, К2), чтобы
1
провернуть направляющие подшипники с помощью ручки
, L2 (Рис. 31). Для регулировки упорного подшипника
L
1
ослабьте ручку J и вращайте ручку регулировки Н.
4. Когда регулировка будет завершена, убедитесь, что
все винты, ручки и рычаг затянуты.
Рис. 30: регулировка упорного подшипника
Клиновидная канавка предназначена для тонких
полотен. Канавка с плоским дном и обычная поверхность
Рис. 31: нижние направляющие пильного полотна
ПРИМЕЧАНИЕ: для удобства использования запорного
рычага (Рис. 31, G) его положение можно поменять.
Просто потяните рычаг, проверните его на оси и
отпустите. Убедитесь, что рычаг сел на ось.
предназначены для утолщенных полотен.
18
Page 19

10.9 Направляющая стойка
См. Рис. 32.
1. Отключите станок от источника питания.
2. Ослабьте ручку фиксации направляющей стойки
(Рис. 32, А) и поднимите или опустите стойку путем
вращения маховика (Рис. 32, В).
3. Расположите узел направляющих так, чтобы
расстояние между нижней частью направляющих
подшипников и обрабатываемым материалом
составляло около 5 мм. Или просто опускайте
направляющую стойку до тех пор, пока указатель
шкалы (Рис. 32, С) не покажет высоту заготовки. Это
обеспечит минимальный зазор между заготовкой и
направляющими подшипниками, что максимально
снизит отклонение пильного полотна, а также
повысит безопасность оператора.
4. Затяните ручку фиксации направляющей стойки
(Рис. 32, А).
5. Убедитесь, что направляющая стойка ходит ровно
вверх и вниз, а направляющие подшипники
сохраняют свое положение относительно пильного
полотна.
6. Если направляющая стойка ходит вверх и вниз не по
прямой (пильное полотно отклоняется, когда
направляющая стойка поднята), слегка ослабьте
четыре винта (Рис. 32, D).
7. Выравнивание вправо/влево осуществляется путем
совместной регулировки четырех винтов (Рис. 32, D);
выравнивание вперед/назад осуществляется с
помощью регулировочных винтов (Рис. 32, Е).
8. По завершении регулировки плотно затяните винты
(Рис. 32, D).
9. Проверьте правильность регулировки, поднимая и
опуская направляющую стойку.
10.11 Штифт для продольной распиловки
См. Рис. 33.
Рис. 32: регулировка направляющей стойки
10.10 Настройка параллельности направляющей
стойки
Направляющая стойка должна быть параллельна
ленточному полотну по всему вертикальному ходу
стойки; таким образом будет сохраняться взаимное
расположение направляющих подшипников и пильного
полотна на любой высоте от поверхности стола. Также
направляющие подшипники не надо будет
перенастраивать каждый раз, когда направляющая
стойка будет перемещаться. Точная настройка
параллельности направляющей стойки была
произведена на заводе-изготовителе и не требует
немедленного технического обслуживания, но в
дальнейшем проверить параллельность направляющей
стойки можно по следующему алгоритму:
1. Отключите станок от источника питания.
2. Установите рычаг натяжения пильного полотна в
положение «Полное натяжение».
3. Направляющие подшипники в нижнем положении
должны быть отрегулированы по отношению к
пильному полотну (см. раздел 10.6.1). Также, стол
должен быть перпендикулярен пильному полотну
(см. раздел 10.2).
4. Ослабьте запорный рычаг (Рис. 32, А) и поднимите
направляющую стойку в верхнее положение.
Рис. 33: штифт для продольной распиловки
Штифт для продольной распиловки поставляется
вместе со станком. При распиле заготовки на более
тонкие доски он обеспечивает одну точку контакта.
Снимите упор и установите штифт в паз,
расположенный на держателе упора, затяните его с
помощью ручки, как показано на рисунке 33.
Штифт для продольной распиловки обычно
располагают так, чтобы ось окружности его основания
примерно совпадала с передним краем пильного
полотна.
Дополнительную информацию по использованию
штифта для продольной распиловки смотрите в
разделе «Эксплуатация».
10.12 Приспособление для распила под углом
См. Рис. 34 и 35.
Приспособление для распила под углом
предназначено для поперечного распила. Установите
приспособление, задвинув его штангу в Т-образный
паз стола.
Приспособление должно плотно сидеть в пазе, но при
этом легко перемещаться в нем. Штанга
приспособления имеет два паза, каждый с
установочным винтом (Рис. 34). При необходимости
закручивайте один или оба винта с помощью 4 мм
19
Page 20

шестигранного ключа, чтобы устранить люфт между
штангой и угловым пазом стола.
Если стол/угловой паз перпендикулярен пильному
полотну (см. раздел 8.10), то приспособление для
распила под углом также будет ему перпендикулярно.
Однако перед эксплуатацией станка следует проверить
относительное расположение приспособления,
установленного на 90°, и пильного полотна. Выполните
следующие шаги.
1. Приложите угольник к передней поверхности
приспособления для распила под углом и к
поверхности пильного полотна, как показано на Рис.
35. (Угольник должен устанавливаться именно к
поверхности полотна, а не к зубьям, которые
расположены шире, чем основное полотно). Для
данной процедуры предпочтительно использовать
широкое пильное полотно.
2. Отщелкните 90-градусную стопорную пластину (Рис.
35, С) и ослабьте рукоятку (Рис. 35, А). Смещайте
корпус приспособления до тех пор, пока он не будет
располагаться вровень с угольником, затем затяните
рукоятку (Рис. 35, А).
3. Защелкните стопорную платину (Рис. 35, С) обратно
и ослабьте стопорную шестигранную гайку.
Закручивайте винт, пока он не коснется стопорной
пластины.
4. Снова затяните шестигранную гайку.
5. Ослабьте установочный винт в основании указателя
(Рис. 35, В) и сместите указатель таким образом,
чтобы он совпал с отметкой 90° на шкале.
6. Снова затяните установочный винт.
Ограничители для распила под углом 45° проверяются
подобным образом с помощью угловой шкалы,
изображенной на рис. 35.
Чтобы выставить угол на приспособлении для
распила под углом, выполните следующие шаги:
1. Ослабьте рукоятку (Рис. 35, A).
2. Поворачивайте корпус приспособления, пока
указатель (Рис. 35, В) не укажет на желаемый угол
на шкале. Возможно, вам придется отвернуть
стопорную пластину (Рис. 35, С) в сторону, чтобы
корпус мог провернуться.
3. Затяните рукоятку (Рис. 35, A).
4. Приспособление для распила под углом имеет три
ограничителя – под углом 90°, под углом 45° правый
и левый. Каждый ограничитель можно
отрегулировать, ослабив шестигранную гайку (Рис.
35, D) и по необходимости закручивая винт (Рис. 35,
Е). По завершении регулировки затяните
шестигранную гайку (Рис. 35, D).
Рис. 34: настройка приспособления для распила под
углом
Рис. 35: настройка приспособления для распила под
углом
10.13 Регулировка скорости движения ленточного
полотна
См. Рис. 36-38.
На Рис. 37 показано правильное положение ремня для
достижения различных скоростей.
Чтобы сменить скорость полотна, выполните следующие
шаги:
1. Отключите станок от источника питания.
2. Ослабьте ручку фиксации двигателя и поднимите
ручку подъема двигателя, чтобы ослабить
натяжение ремня.
3. Затяните ручку фиксации двигателя, чтобы он
остался в верхнем положении.
4. Оденьте ремень на шкивы.
5. Ослабьте ручку фиксации двигателя и дайте ему
опуститься. Вес двигателя сам по себе должен
обеспечить нужное натяжение ремня. Проверьте
натяжение, умеренно надавливая в центре ремня
(Рис. 38). Натяжение ремня с отклонением около
12,5 мм является достаточным. Если натяжение
недостаточно сильное, опустите двигатель ниже.
6. Затяните ручку фиксации двигателя.
20
Page 21

Рис. 36: ослабление натяжения ремня
1. Отключите станок от источника питания.
2. Откройте верхнюю и нижнюю крышки и снимите
пильную ленту.
3. Выкрутите винт из вала нижнего шкива и снимите
шкив.
4. Ослабьте ручку фиксации двигателя.
5. Поднимите ручку подъема двигателя и затяните
ручку фиксации двигателя, чтобы он остался в
поднятом положении.
6. Снимите старый ремень и установите новый.
Убедитесь, что ремень правильно сел в канавки
шкивов.
7. Ослабьте ручку фиксации двигателя и дайте
двигателю опуститься.
8. Вес двигателя сам по себе должен обеспечить
нужное натяжение ремня. Проверьте натяжение,
умеренно надавливая в центре ремня (Рис. 38).
Натяжение ремня с отклонением около 12,5 мм
является достаточным. Если натяжение
недостаточно сильное, опустите двигатель ниже.
9. Затяните ручку фиксации двигателя, установите на
место нижний шкив и плотно закрутите
шестигранную гайку на валу.
10. Перед началом работы перепроверьте натяжение и
регулировку хода пильного полотна.
Рис. 37: положение ремня
Рис. 38: отклонение ремня
10.14 Регулировка натяжения приводного ремня и
его замена
Приводной ремень и шкивы надлежащим образом
отрегулированы на заводе-изготовителе. Однако,
периодически следует проверять натяжение ремня,
когда станок новый, так как новый ремень может
незначительно растягиваться в процессе приработки.
Если ремень износился, потрескался, истерся или
засалился, его следует заменить. Выполните следующие
шаги:
См. Рис. 36 и 38.
10.15 Щетка для очистки шкива
См. Рис. 39.
Щетка (Рис. 39, А) должна соприкасаться с ободом
шкива для его очистки от пыли и древесных обломков
перед тем, как шкив войдет в контакт с ленточной
пилой. Ослабьте винт, чтобы отрегулировать
положение щетки. После завершения регулировки
затяните винт.
10.16 Съемный брусок
См. Рис. 39.
Съемный брусок (Рис. 39, В) должен находиться на
своем месте в целях предотвращения попадания
пыли и опилок на нижний шкив. В случае повреждения
бруска, его следует заменить. Некоторые
пользователи ленточнопильных станков
изготавливают самодельные бруски из отходов
древесины.
21
Page 22

Рис. 39: щетка и съемный брусок
11.0 Органы управления
11.1 Запуск/останов
Индикатор включения питания – пусковой
переключатель имеет индикаторную лампочку
питания, которая горит не только, когда
ленточнопильный станок работает, но и когда он
просто подключен к источнику питания.
Ошибочно полагать, что отсутствие световой
индикации означает отсутствие питания. Если
лампочка неисправна, индикатор не будет гореть.
Всегда проверяйте его перед использованием.
Не следует полагать, что
отсутствие световой
индикации означает
отсутствие питания. Всегда
проверяйте наличие питания станка в первую
очередь. Несоблюдение данного предупреждения
может стать причиной серьезных травм!
См. Рис. 40:
Запуск – нажмите зеленую кнопку на пусковом
переключателе.
Когда станок подключен к источнику питания, зеленая
лампочка постоянно горит, независимо от того,
работает станок или нет.
Останов – нажмите красную кнопку на
переключателе.
Возврат в исходное положение – в случае
остановки ленточнопильного станка без нажатия
кнопки «Стоп», а в результате отключившегося
предохранителя или автоматического выключателя
цепи и т.д.:
1. Нажмите красную кнопку, чтобы вернуть главный
переключатель в исходное положение.
2. Нажмите зеленую кнопку, чтобы перезапустить
станок.
ВАЖНО: переключатель с блокировкой
предохраняет станок от включения в случае,
если пильное полотно ослаблено. Чтобы
привести в действие пусковой переключатель,
необходимо натянуть пильное полотно.
Аналогично этому, если в процессе работы
происходит поломка пильного полотна,
двигатель станка остановится.
Рис. 40: переключатель вкл/выкл
11.2 Предохранительная кнопка
Пусковой переключатель ленточнопильного станка
оснащен магнитной предохранительной кнопкой.
Когда кнопка установлена на переключателе, как
показано на Рис. 40, она разблокирует реле, которое
запускает и останавливает станок при нажатии на
соответствующие переключатели. Так как кнопка
является магнитной, ее можно снять, что сделает
невозможным эксплуатацию станка. Для безопасного
хранения предохранительную кнопку можно
прикрепить к любой магнитной поверхности.
При использовании ленточнопильного станка
установите кнопку на переключатель, совместив
стрелку на кнопке со стрелкой «Съем (Remove)» на
крышке переключателя. Затем поверните кнопку так,
чтобы стрелка на кнопке оказалась напротив стрелки
«Фиксация (Lock)» на крышке переключателя. Это не
позволит предохранительной кнопке открепиться от
вибраций, создаваемых во время работы станка.
11.3 Педаль тормоза
При нажатии кнопки «Стоп» для остановки станка
пильная лента будет медленно двигаться по инерции
до полной остановки. Другой способ остановить
станок – это нажать и удерживать ножной тормоз (см.
Рис. 1). Полотно пилы остановится спустя примерно 4
секунды после нажатия педали тормоза.
Перезапустите станок путем нажатия кнопку «Запуск».
ПРИМЕЧАНИЕ: нецелесообразное и чрезмерное
использование педали ножного тормоза может
сократить срок службы тормозной колодки.
Перед тем, как отрывать
крышки станка,
производить его наладку
или покидать рабочее место
дайте шкивам и пильной ленте полностью
остановиться после остановки станка.
12.0 Эксплуатация
В данном разделе содержится базовая информация,
без описания всех возможных режимов
использования и техник работы на ленточнопильном
станке. Чтобы приобрести профессиональные навыки
и знания об эксплуатации ленточнопильного станка
воспользуйтесь общедоступными источниками
22
Page 23

информации, пройдите обучение и/или обратитесь к
опытным пользователям станка.
На приведенных в разделе рисунках может быть
изображен станок, отличающийся от Вашей
конкретной модели, но производимые операции те же
самые.
12.1 Общий порядок действий
1. Убедитесь, что пильное полотно надлежащим
образом натянуто и отрегулировано, а также
выставлено правильное положение верхних и
нижних направляющих и упорных подшипников
относительно пильного полотна.
2. Отрегулируйте направляющую стойку так, чтобы
направляющие подшипники располагались выше
заготовки (примерно на 5 мм), обеспечивая
минимальный выход пильного полотна.
3. При использовании упора, установите его и
зафиксируйте на держателе упора. При
использовании приспособления для распила под
углом для поперечного распила, упор следует
убрать.
4. Включите ленточнопильный станок и подождите
несколько секунд до полного разгона станка.
При подаче заготовки во
избежание приближения рук
к пильному полотну
используйте толкатель,
прижим, приводной подающий механизм, тиски
или подобные приспособления всякий раз, когда
это возможно.
5. Установите заготовку наиболее прямой стороной к
упору для продольного распила или к
приспособлению для распила под углом для
поперечного.
6. Медленно вдавливайте заготовку в пильное полотно,
при этом прижимая ее к упору или удерживая на
приспособлении для распила под углом. Не
прилагайте излишних усилий, подавая заготовку к
пильному полотну.
Дополнительные советы по
эксплуатации:
Делайте вспомогательные распилы везде, где это
возможно. Вспомогательным распилом называется
дополнительный распил заготовки до линии разметки,
произведенный в той ее части, которая впоследствии
перейдет в отходы. Когда пильное полотно достигнет
линии разметки и пойдет по ней, лишняя часть заготовки
отпадет. Вспомогательные распилы помогают
предотвратить защемление заднего края пильного
полотна при распиле заготовки.
Не применяйте излишнюю
подачу заготовки к
пильному полотну;
усиленная подача уменьшает срок службы
полотна и может вызвать его поломку.
При распиле длинных досок оператору следует
использовать роликовую опору, опорные столы или
прибегнуть к помощи ассистента, чтобы придать
заготовке устойчивость.
12.2 Продольный распил
Продольный распил – это распил заготовки по длине
вдоль волокна древесины. См. Рис. 41. При
продольном распиле заготовки на узкие доски всегда
используйте толкатель или подобное
приспособление.
Рис. 41: продольный распил
12.3 Поперечный распил
Поперечный распил – это распил заготовки поперек
волокон древесины. Для подачи заготовки к пильному
полотну используется приспособление для распила
под углом.
Правой рукой следует прочно удерживать заготовку
вплотную к приспособлению для распила под углом, а
левой вести приспособление к полотну, как показано
на Рис. 42.
Не используйте упор и приспособление для распила
под углом одновременно. Отпиленные части
заготовки не должны защемляться во время или после
распила.
Совместное использование упора и
приспособления для распила под углом может
стать причиной заклинивания и повреждения
пильного полотна.
Рис. 42: поперечный распил
23
Page 24

12.4 Продольная распиловка по толщине
Продольная распиловка по толщине – это процесс
разрезания заготовки в целях уменьшения ее
толщины, или получения более тонких досок по
сравнению с первоначальной заготовкой, например,
шпона.
Наиболее подходящим пильным полотном для
продольной распиловки является самое широкое,
которое можно установить на станок, так как чем шире
полотно, тем лучше оно сохраняет прямолинейность
при работе.
Продольную распиловку по толщине можно
производить с помощью алюминиевого упора или
штифта для продольной распиловки. При работе с
упором используйте толкатель, направляющую
линейку или подобное приспособление, чтобы не
подводить руки к пильному полотну. Штифт для
продольной распиловки имеет шарнирный узел, с
помощью которого можно аккуратно вести пильное
полотно по линии разметки; это особенно удобно при
распиле по кривой линии, когда использование упора
невозможно, а ручной контроль за ходом распила
является затруднительным.
На Рис. 43 изображён процесс продольной
распиловки с использованием алюминиевого упора;
на Рис. 44 – с использованием штифта для
продольной распиловки.
12.5 Смещение полотна
Смещение полотна, или занос, возникает, когда
полотно начинает уходить от линии распила даже при
использовании упора. На Рис. 45 изображен пример
смещения полотна. Чаще всего это случается с
малыми, узкими полотнами и почти всегда смещение
присуще полотнам низкого качества или случается
при неправильной регулировке. Проверьте
ленточнопильный станок по следующим пунктам:
• Упор не параллелен угловому пазу и пильному
полотну.
• Неправильно натянуто пильное полотно.
• Зубья пилы затупились.
• Слишком много зубьев разведены на одну из
сторон пильного полотна.
• Слишком быстрая подача заготовки.
Рис. 43: продольная распиловка по толщине
Рис. 44: штифт для продольной распиловки
Рис. 45: смещение полотна
Если смещение происходит из-за пильного полотна, а его
замена на данный момент невозможна, то смещение
распила можно временно компенсировать путем
перекоса упора:
1. Из отходов производства отпилите доску примерно
такой же длины, как стол ленточнопильного станка, и
присоедините ее к столу по длине. Либо отпилите
доску на циркулярной пиле, чтобы образовать
ровную грань.
2. Нарисуйте линии на доске, параллельную
креплению или кромке доски.
3. Уберите упор и аккуратно сделайте пропил вдоль
нарисованной на доске линии, направляя доску
вручную. Дойдите примерно до середины доски и
остановите станок (дайте полотну полностью
остановиться), но при этом не смещайте доску.
4. Прикрепите доску к столу.
5. Ведите упор вдоль доски, пока он не коснется ее
ровной грани в какой-либо точке. Зафиксируйте упор.
6. Воспользуйтесь задними регулировочными винтами
(Рис. 16, В), чтобы выровнять упор относительно
доски.
24
Page 25

7. Снова затяните четыре винта с шестигранными
головками.
ПРИМЕЧАНИЕ: применение перекоса упора для
исправления смещения распила эффективно только для
установленного на данный момент пильного полотна; при
установке нового полотна, упор необходимо будет
повторно отрегулировать и установить перпендикулярно
угловому пазу. Смотрите соответствующий раздел в
данном руководстве.
13.0 Техническое обслуживание
Перед проведением
технического обслуживания станка отключите его
от источника питания, выдернув штепсель из
розетки или отключив главный выключатель!
Несоблюдение данного предписания может стать
причиной серьезных травм.
Регулярно производите очистку ленточнопильного
станка для удавления смолистых отложений и
древесных опилок.
Следите, чтобы угловой паз и направляющие
подшипники не засорялись, не допускайте попадания
на них древесной смолы.
Следите, чтобы пильное полотно было чистым и
острым. Регулярно проверяйте его на наличие трещин
или других признаков износа.
Регулярно проверяйте приводной ремень. Если он
выглядит изношенным, истертым, засаленным или
имеет какие-либо повреждения, замените его.
Удаляйте любые отложения, налет, со шкивов станка
во избежание вибраций и возможной поломки пильной
ленты.
Вычистите пыль из шкафа управления с помощью
пылесоса или воздушной струи под давлением.
(Используйте соответствующий респиратор).
Поверхность стола должна содержаться в чистоте.
Для достижения максимальной эффективности не
допускайте образования ржавчины на поверхности
стола. При появлении ржавчины, используйте смесь
нашатырного спирта и хорошего моющего спирта, а
также стальную мочалку №000. Также можно
использовать промышленное средство для удаления
ржавчины, которое продается во многих магазинах
хозтоваров.
Нанесите на поверхность стола тонкий слой восковой
пасты. Также имеется продукция в виде аэрозоля,
которую можно найти в крупных магазинах хозтоваров
и в каталогах поставляемых изделий. Независимо от
выбранного способа нанесения, покрытие должно
защищать металл и обеспечивать гладкость
поверхности, не оставляя пятен на заготовках.
Если питающий провод изношен, оборван или имеет
какие-либо повреждения, немедленно замените его.
13.1 Точки смазки
Периодически наносите негустую, не застывающую
консистентную смазку на механизм реечной передачи
направляющей стойки (см. Рис. 46).
Смажьте трущиеся поверхности угловых опор стола
(см. Рис. 47). Также нанесите смазку на место контакта
выступа опорной опоры и зубчатого колеса маховика
(см. Рис. 47), а также смажьте другие зубчатые
зацепления, подсоединенные к маховику (см. Рис. 48).
Смажьте винт натяжения пильного полотна (см. Рис.
49).
Нанесите смазку на оси, валы и соединения. Не
допускайте попадания смазочного материала на
шкивы или ремни.
Примечание: подшипники станка герметизированы на
весь срок службы и не требуют смазки.
Рис. 46
Рис. 47
25
Page 26
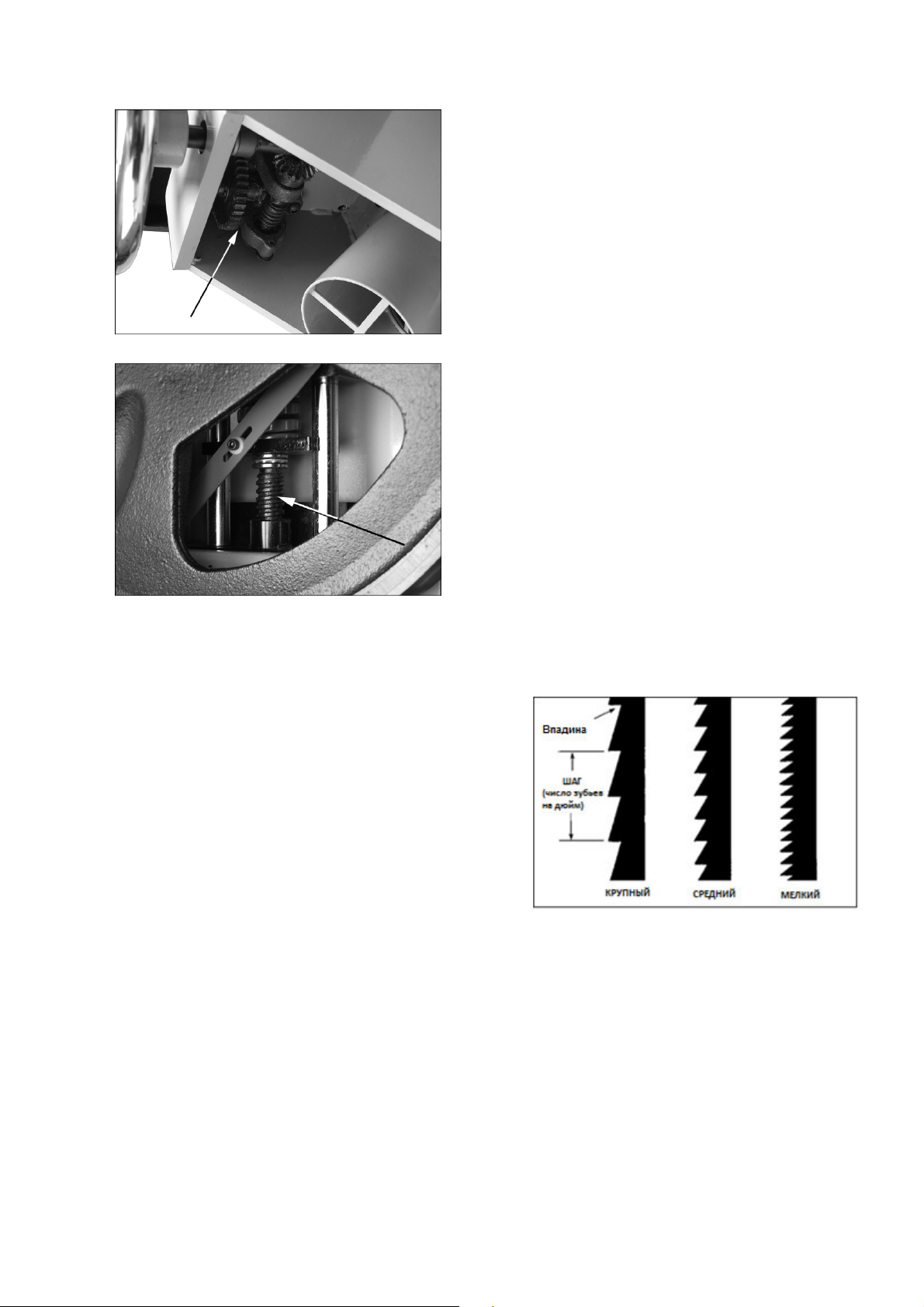
14.1 Ширина
Пильные ленты имеют различные стандартные ширины;
ширина определяется как расстояние от задней кромки
полотна до кончика зуба. В общем случае, более
широкие полотна применяются для продольного распила
или прямого реза, такого как распиловка заготовки по
толщине. Более узкие полотна зачастую используются,
когда обрабатываемая деталь имеет кривые линии
малых радиусов. При выполнении прямого реза узкой
пилой, она может уходить в занос (см. раздел
«Смещение полотна»).
Рис. 48
Рис. 49
14.0 Выбор пильной ленты
Использование в работе подходящей пильной ленты
увеличит эффективность эксплуатации
ленточнопильного станка, поможет уменьшить объем
технического обслуживания полотна и повысит
производительность работы. Таким образом, при
выборе пильной ленты важно следовать указаниям.
Далее приведены факторы, которые следует учесть
при выборе пильной ленты:
• Тип обрабатываемого материала.
• Толщина заготовки.
• Особенности заготовки, такие как изгибы или кривые
линии с малыми радиусами.
Эти факторы являются важными, так как они
обуславливают основные концепции проектирования
ленточных пил. Существует пять (5) характеристик
пильных лент, которые обычно изменяют, чтобы
изготовить полотно, отвечающее определенным
требованиям:
1. ширина
2. шаг (число зубьев на дюйм)
3. форма зуба (или профиль)
4. разводка зубьев
5. материал полотна
14.2 Шаг
Шаг пильной ленты измеряется в «зубьях на дюйм» и
может быть постоянным или переменным. На Рис. 50
изображены полотна с различными шагами.
Полотно с малым шагом (большее количество зубьев на
дюйм) будет пилить медленнее, но более гладко. Пила с
крупным шагом (меньшее количество зубьев на дюйм)
пилит быстрее, но срез получается более грубым.
Опыт показывает, что чем больше толщина заготовки,
тем крупнее должен быть шаг зубьев. Если нужно
распилить твердую или очень хрупкую древесину, то в
целях получения ровного среза будет лучше
использовать пилу с меньшим шагом.
Использование пилы со слишком крупным шагом может
стать причиной вибраций и получения грубого среза, в то
время как у пил со слишком мелким шагом древесная
пыль может забивать впадины, что приведет к перегреву
пилы.
Как правило, следует использовать пилу, у которой в
каждый момент времени в работе будет задействовано
от 6 до 12 зубьев.
Рис. 50: шаг пильной ленты
14.3 Профиль зуба
На Рис. 51 изображены распространенные типы
профилей зуба, или его формы. Профиль зуба влияет на
скорость резания.
26
Page 27

Рис. 51: профили зуба пилы
Полотно с нормальным или стандартным профилем
имеет зубья, равноотстоящие друг от друга, такого же
размера, как и впадины, а также нулевой передний угол
(т.е. угол заточки зуба). Такая пила обеспечивает точный,
ровный срез при низкой скорости резания. Обычно такой
профиль – это хороший выбор для выпиливания по
кривой и выполнения поперечных разрезов.
Тип профиля «скип» (пила с редкими зубьями) имеет
меньшее количество зубьев и большие впадины с
нулевым передним углом. Такой профиль позволяет
работать на больших скоростях резания, чем
стандартный, но срез будет слегка грубее. Данный тип
профиля применяется для продольного распила толстых
досок, а также для распила древесины мягких пород.
Тип профиля «крюк» имеет крупные зубья и впадины и
положительный передний угол для более тяжелых
режимов и большей скорости резания при продольном
распиле толстых досок, особенно твердых пород
древесины.
Пилы с переменным шагом сочетают в себе свойства,
присущие другим типам профиля зуба. Они имеют
переменный тип зубьев и ширину впадины. Это
обеспечивает ровные срезы при одновременном
гашении вибраций.
Рис. 52: развод зубьев пилы
14.4 Развод зубьев
Термин «развод» относится к способу отгиба и
расположения зубьев по отношению к основному
полотну. Отгиб зубьев обеспечивает ширину пропила
больше, чем толщина полотна. Это облегчает задачу
оператора при поворачивании заготовки для распила по
кривым линиям и уменьшает трение между пильным
полотном и заготовкой при прямом распиле.
Вариант развода обычно выбирается в зависимости от
типа обрабатываемого материала. На Рис. 52 показаны
три самых распространенных варианта развода зубьев.
В основном «зачищающий» развод используется для
распила металлических заготовок; «волновой» - когда
толщина заготовки меняется, например, при распиле
тонкостенных труб или конструкционных профилей.
Стандартный, или переменный развод является одним
из наиболее часто используемых при производстве
деревообрабатывающих пил, также применяется для
распила пластмасс.
14.5 Материал
Ленточные пилы изготавливают из различных типов
металла. Наиболее распространенные включают в себя
пружинную сталь, углеродистую сталь, биметалл
(легированная сталь с приваренной кромкой из
быстрорежущей кобальтовой стали, или
твердосплавными лезвиями).
Ввиду того, что выбор пильной ленты имеет большое
значение, рекомендуется воспользоваться руководством
по выбору полотна раздела 14.0. Также ценную
информацию о типах ленточных пил, предлагаемых на
рынке, их достоинствах и недостатках можно получить,
проконсультировавшись с опытными пользователями
ленточнопильных станков.
14.6 Поломка пильной ленты
Пильные ленты подвергаются высоким нагрузкам и в
некоторых случаях их поломка неизбежна. Однако, в
целях предотвращения большинства поломок пилы,
многие факторы можно контролировать. Далее
приведены некоторые наиболее распространенные
причины поломки полотна:
1. Несовпадение осей направляющих пильной ленты.
2. Слишком быстрая подача заготовки.
3. Использование широкого полотна для распила
кривых малого радиуса.
4. Чрезмерное натяжение полотна.
5. Зубья затуплены или неправильно разведены.
6. Верхние направляющие установлены слишком
высоко над заготовкой.
7. Дефектный сварной шов полотна.
Несмотря на то, что это не является принципиально
важным, некоторые пользователи скругляют или
«зашлифовывают» заднюю кромку полотна. Это
производится с помощью точильного камня,
установленного на столе; во время работы камень слегка
соприкасается с углами задней кромки пилы и скругляет
их. Скругление помогает полотну ходить в пропиле более
плавно, сглаживает сварной шов и помогает
предотвратить появление трещин на задней кромке
полотна.
27
Page 28

15.0 Руководство по выбору пильной ленты
Определитесь с материалом и толщиной заготовки. В таблице приведены рекомендуемый ШАГ, ТИП полотна
и ПОДАЧА.
Расшифровка: H – Крюк (Hook) L – низкий
S – Скип (SKIP) M – средний
R – Стандарт (Regular) H – высокий
Пример: 10/H/M означает 10 зубьев на дюйм / Тип профиля «крюк» / средний темп подачи
ТОЛЩИНА ЗАГОТОВКИ
МАТЕРИАЛЫ
12,7 мм 25,4 мм 76,2 мм
152,4 мм и
более
ДРЕВЕСИНА
НЕМЕТАЛЛЫ
ПЛАСТМАССЫ
Для распила по радиусу
Изучите чертеж или опытный экземпляр детали
или просто измерьте наименьший радиус, который
требуется выпилить, и найдите его (в мм) на схеме
ниже. Соответствующая кривая укажет на
приблизительную ширину пильного полотна. Если
искомый радиус находится между двумя кривыми,
выбирайте более широкую пилу.
Это метод следует использовать для начального
выбора пильной ленты. Данные рекомендации
могут корректироваться для удовлетворения
требований выполняемых работ. Если не удается
подобрать полотно со всеми необходимыми
характеристиками, возможно, придется пойти на
компромисс.
ТВЕРДЫЕ ПОРОДЫ 10/R/L 8/R/L 3/H/M
МЯГКИЕ ПОРОДЫ 10/R/L 8/R/L 3/H/M
УГЛЕВОЛОКНО 10/R/L 6/R/L 3/S/M 3/S/M
СЛЮДА 32/R/L - - -
АСБЕСТ 8/R/L 6/R/L 3/S/M 3/S/M
ТВЕРДАЯ РЕЗИНА 10/R/L 8/R/L 6/R/M 2/S/H
ФОРМИКА 14/R/M 10/R/M 4/H/H 4/H/H
МЕЗОНИТ 10/R/L 4/S/L 3/S/M 3/H/M
БАКЕЛИТОВАЯ
БУМАГА
ОРГСТЕКЛО 10/R/L 6/R/L 3/S/M
БУМАГА 14/R/L 10/R/L 4/S/L
Таблица 2
14/R/M 10/R/M 4/H/H 3/H/H
3/H/M
3/H/M
3/S/M
3/S/M
28
Page 29

16.0 Устранение неисправностей на ленточнопильных станках модели
PM1800B
16.1 Неисправности в эксплуатации
Таблица 3
Неисправность Возможная причина Метод устранения
Стол не удерживает
положение наклона
под нагрузкой.
Стол не наклоняется. Поворотная опора не смазана. Смажьте поворотную опору.
Вибрация стола во
время распиловки.
Запорный рычаг не затянут. Затяните запорный рычаг (Рис. 19, А).
Механизм фиксации поворотной опоры
сломан или изношен.
Поворотную опору заклинило.
Неподходящая скорость движения
пильного полотна.
Провисание приводного ремня.
Неподходящий шаг пильной ленты.
Скопление древесной пыли и обломков
на шкиве. Износ/повреждение обода
шкива.
Замените механизм фиксации
поворотной опоры.
Разберите поворотную опору и
замените заклинивающие детали.
Установите ремень в правильное
положение для движения с нужной
скоростью (см. Рис. 37). Также
используйте подачу, соответствующую
обрабатываемому материалу.
Увеличьте натяжение приводного
ремня (раздел 10.14). Замените ремень,
если он изношен.
Выберите пильную ленту с подходящим
шагом, воспользовавшись таблицей по
выбору ленточных пил (раздел 15.0)
Поддерживайте чистоту шкивов.
Замените обод при необходимости.
Грубая поверхность
заготовки после
распила.
Неточный распил.
Распил не по прямой
линии.
Изношен(ы) опорный подшипник(и). Замените опорные подшипники.
Слишком низкая скорость полотна. Увеличьте скорость.
Слишком крупный шаг полотна. Примените полотно с меньшим шагом.
Смоляные отложения на полотне. Очистите полотно.
Износ зубьев или повреждение
пильного полотна.
Упор не параллелен пильному полотну.
Неправильна регулировка
направляющих пильного полотна.
Неправильно выбрана скорость
пильного полотна.
Слишком интенсивная подача
заготовки.
Верхние направляющие пильного
полотна расположены недостаточно
близко к заготовке.
29
Замените полотно.
Отрегулируйте упор надлежащим
образом (раздел 8.11).
Отрегулируйте направляющие
надлежащим образом (раздел 10.6).
Измените скорость.
Уменьшите усилие подачи.
Направляющие должны располагаться
над заготовкой на расстоянии около 5
мм
Page 30
Неисправность Возможная причина Метод устранения
Невозможно
надлежащим образом
натянуть пильное
полотно.
Полотно заклинивает в
заготовке.
Образование трещин в
основании зубьев
полотна.
Выбрана неподходящая пильная лента
для данной операции.
Слишком слабое натяжение пильного
полотна.
Выработан усталостный ресурс
пружины натяжения.
Неправильное натяжение или
повреждение пильного полотна
Слишком большая ширина полотна для
получения желаемого радиуса пропила.
Зубья не подходят для данной работы
или неправильно разведены.
Толщина полотна не соответствует
диаметру шкива.
Полотно неправильно заточено,
происходит перегрев.
Смещение осей шкивов.
Примените соответствующую пильную
ленту.
Увеличьте натяжение.
Замените пружину натяжения
(свяжитесь с представителем
технической поддержки).
Отрегулировать или заменить
соответственно.
Выберите более узкое полотно (раздел
14.0).
Замените на подходящее полотно.
Замените на полотно подходящей
толщины.
Заточите полотно надлежащим образом
или замените его.
Свяжитесь с представителем
технической поддержки.
Образование трещин
на задней кромке
полотна.
Преждевременная
поломка пильной
ленты.
Поломка пилы вблизи
сварного шва.
Слишком быстрая подача заготовки.
Неровный сварочный шов на пильном
полотне.
Износ упорного подшипника, вызванный
постоянным контактом с задней кромкой
пильного полотна.
Слишком большое усилие подачи. Уменьшите усилие подачи.
Слишком крупный шаг.
Опорные подшипники не поддерживают
пильное полотно надлежащим образом.
Слишком сильно натянуто пильное
полотно.
Перегрев полотна в процессе сварки.
Уменьшите скорость подачи, чтобы
снизить нагрузку на пильное полотно.
Отделите приваренную часть и
приварите повторно надлежащим
образом; либо примените новую
пильную ленту. Скруглите заднюю
кромку новой пильной ленты.
Замените упорный подшипник.
Установите новый подшипник в
соответствии с инструкциями (раздел
10.6.2).
Воспользуйтесь таблицей по выбору
ленточных пил; выберите полотно с
меньшим шагом.
Проверьте опорные подшипники на
предмет правильного расположения и
признаков износа. При необходимости
отрегулируйте их или замените.
Уменьшите натяжение.
Необходимо подвергнуть полотно
отжигу или отделить хрупкую часть и
произвести сварку надлежащим
образом.
30
Page 31

Неисправность Возможная причина Метод устранения
Необходимо подвергнуть полотно
Слишком быстрое охлаждение полотна
после сварки.
отжигу или отделить хрупкую часть и
произвести сварку надлежащим
образом.
Преждевременный
износ зубьев пилы. Слишком мелкий шаг.
Недостаточное давление подачи. Увеличьте давление подачи.
Слишком низкая скорость резания.
Неправильный выбор пильной ленты.
Отколотый зуб или инородный предмет,
застрявший в пропиле.
Воспользуйтесь таблицей по выбору
ленточных пил; выберите пилу с более
крупным шагом.
Увеличьте давление подачи и скорость
резания.
Повторно проверьте обрабатываемый
материал. Выберите из таблицы
подходящую пильную ленту.
Остановите станок и удалите
застрявший предмет. При повреждении
полотна замените его.
31
Page 32
16.2 Механические и электрические неполадки
Таблица 4
Неисправность Возможная причина Метод устранения
Станок не запускается /
перезапускается или
систематически срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
Проверьте, подключен ли станок к
Нет питания.
Повреждение провода. Замените провод.
Устройство автоматического
перезапуска при перегрузке не
возвращено в исходное положение
Ленточнопильный станок часто
отключается.
Срабатывает автоматический
выключатель цепи в здании или
плавится предохранитель.
источнику питания и установлена ли
на переключателе
предохранительная кнопка.
Перезапустите автозапуск при
перегрузке путем нажатия до конца
кнопки ВЫКЛ (красная) на
электромагнитном переключателе.
Дайте станку остыть несколько
минут. Если проблема сохраняется,
проверьте настройки силы тока на
пусковом устройстве
электродвигателя.
Одной из причин отключения станка
при перегрузке неэлектрического
характера является слишком
тяжелый распил. Решение проблемы
– снизить давление при подаче
заготовки на пилу. Если проблема в
другом, проверьте настройки силы
тока на реле защиты от перегрузки.
Сравните данное значение с силой
тока при полной загрузке, указанной
на табличке электродвигателя. Если
настройки силы тока верные, тогда,
вероятно, проблема в ослабленном
электрическом проводе. Проверьте
настройки силы тока на пусковом
устройстве двигателя.
Убедитесь, что при подключении
станка использованы провода
подходящего сечения. Если сечение
проводов подобрано правильно,
тогда, вероятно, проблема в
ослабленном электрическом
проводе. Проверьте настройки силы
тока на пусковом устройстве
двигателя.
32
Page 33

Неисправность Возможная причина Метод устранения
Станок не
запускается/перезапускается
или систематически
срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
(продолжение)
Неисправность в работе
переключателя или двигателя (как
распознать).
Перегрев двигателя.
Не запускается двигатель.
Если у вас есть доступ к вольтметру,
то вы можете отличить
неисправность в работе пускового
устройства от неисправности в
работе электродвигателя, вопервых, путем проверки входного
напряжения (220 +/- 20 В); во-вторых,
проверив напряжение между
пусковым устройством и двигателем
(220 +/- 20 В). Несоответствующее
входное напряжение – проблема в
питании. Несоответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе пускового
устройства. Соответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе
электродвигателя.
Очистите двигатель от пыли и
обломков древесины, чтобы воздух
мог свободно циркулировать. Дайте
двигателю остыть перед повторным
запуском.
Если проблема именно в двигателе,
есть два варианта решения:
воспользоваться помощью
квалифицированного электрика для
проверки работоспособности
двигателя, либо снять двигатель и
отдать на проверку в мастерскую
ремонта электродвигателей.
Ленточнопильный станок не
разгоняется.
Неправильное подключение станка к
сети.
Не срабатывает переключатель.
Удлиняющий провод имеет слишком
малый размер сечения либо
слишком длинный.
Низкий ток.
Дважды проверьте правильность
подключения с электросети. Для
устранения ошибок смотрите схему
подключения к электросети.
Если проблема именно в
переключателе, есть два варианта
решения: воспользоваться помощью
квалифицированного электрика для
проверки работоспособности
переключателя, либо купить новый
переключатель запуска/остановки и
установить его, если это
необходимо.
Замените на провод подходящего
сечения и длины.
Свяжитесь с квалифицированным
электриком.
33
Page 34

17.0 Подключение к электросети
18.0 Подключение к электросети – 3 фазы, 400 В
34
Page 35

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com
35
 Loading...
Loading...