

Page 1

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
MBS-3232DASAF
Ленточнопильный станок
по металлу
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. почта: neo@jettools.ru
Made in Taiwan /Сделано на Тайване
50000356T
Июль-2017
1
Page 2
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Декларация о соответствии ЕС
Изделие: Ленточнопильный станок по металлу
MBS-3232DASAF
Артикул: 50000356T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш
новый станок марки JET. Эта инструкция разработана для владельцев и обслуживающего
персонала ленточнопильного станка по металлу мод. MBS-3232DASAF с целью обеспечения
надежного пуска в работу и эксплуатации станка, а также его технического обслуживания.
Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике
безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете
проводить работы по техническому обслуживанию. Для достижения максимального срока
службы и производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
СОДЕРЖАНИЕ
1. Гарантийные обязательства ................................................................................................. 2
1.1 Условия предоставления: ................................................................................................. 2
1.2 Гарантия не распространяется на .................................................................................... 2
1.3 Гарантийный ремонт не осуществляется в следующих случаях: ................................... 2
2. БЕЗОПАСНОСТЬ ...................................................................................................................... 2
2.1 Предписания оператору .................................................................................................... 2
2.2 Общие указания по технике безопасности ....................................................................... 3
2.3 Прочие опасности .............................................................................................................. 4
3. СПЕЦИФИКАЦИЯ СТАНКА ...................................................................................................... 4
3.1 Технические характеристики ............................................................................................. 4
3.2 Объем поставки ................................................................................................................. 5
4. УСТРОЙСТВО СТАНКА И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ......................................... 2
4.1 Устройство станка ........................................................................................................... 2
4 УСТАНОВКА СТАНКА ................................................................................................................ 2
4.1 Установка станка ............................................................................................................... 2
4.2 Транспортировка станка .................................................................................................... 2
4.3 Очистка .............................................................................................................................. 2
4.4 Выравнивание и закрепление ................................ ........................................................... 2
4.5 Уровень масла в гидросистеме......................................................................................... 2
4.6 Охлаждающая жидкость ................................................................................................... 2
4.7 Подключение к электросети .............................................................................................. 2
4.7 Предэксплуатационная проверка ..................................................................................... 3
4.8 Установка щита управления ............................................................................................. 3
4.9 Установка телескопического кожуха направляющих ....................................................... 3
5 РАБОТА НА СТАНКЕ ................................................................................................................. 4
5.1 Описание панели управления ........................................................................................... 4
5.2 Описание функций ............................................................................................................ 7
5.3 Установка пильного полотна ............................................................................................. 9
5.4 Порядок работы ................................................................................................ ................. 9
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ........................................................................................ 10
7. ВЫБОР ЛЕНТОЧНОГО ПОЛОТНА ................................................................................................. 11
8. ЭКСПЛУАТАЦИЯ ЛЕНТОЧНОГО ПОЛОТНА ......................................................................... 15
10. ОСНОВНЫЕ ПРИЧИНЫ ПРЕЖДЕВРЕМЕННОГО ВЫХОДА ЛЕНТОЧНОГО ПОЛОТНА ИЗ
3
Page 4
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
СТРОЯ ......................................................................................................................................... 17
8 ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ..................................................................................................... 26
1. Гарантийные обязательства
1.1 Условия предоставления:
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов мате-
риалов и дефектов обработки.
Jet предоставляет 2 года гарантии в
соответствии с нижеперечисленными гарантийными обязательствами:
Гарантийный срок 2 (два) года со дня прода-
жи. Днем продажи является дата оформления
товарно-транспортных документов и/или дата
заполнения Гарантийного талона.
Гарантийный, а также негарантийный и по-
слегарантийный ремонт производится только
в сервисных центрах, указанных в гарантий-
ном талоне, или авторизованных сервисных
центрах.
После полной выработки ресурса оборудова-
ния рекомендуется сдать его в сервис-центр
для последующей утилизации.
Гарантия распространяется только на произ-
водственные дефекты, выявленные в процессе
эксплуатации оборудования в период гаран-
тийного срока.
В гарантийный ремонт принимается оборудо-
вание при обязательном наличии правильно
оформленных документов: гарантийного та-
лона, согласованного с сервис-центром об-
разца с указанием заводского номера, даты
продажи, штампом торговой организации и
подписью покупателя, а также при наличии
кассового чека, свидетельствующего о покуп-
ке.
1.2 Гарантия не распространяется на
сменные принадлежности (аксессуары),
например: сверла, буры; сверлильные и то-
карные патроны всех типов и кулачки и цанги к
ним; подошвы шлифовальных машин и т.п.
(см. список сменных принадлежностей (аксес-
суаров) JET);
быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резино-
вые ролики, подшипники, зубчатые ремни и
колеса и прочее. Замена их является платной
услугой;
оборудование JET со стертым полностью или
частично заводским номером;
шнуры питания, в случае поврежденной изо-
ляции замена шнура питания обязательна.
1.3 Гарантийный ремонт не осуществляется в следующих случаях:
при использовании оборудования не по
назначению, указанному в инструкции по экс-
плуатации;
при механических повреждениях оборудова-
ния;
при возникновении недостатков из-за дей-
ствий третьих лиц, обстоятельств непреодо-
лимой силы, а также неблагоприятных атмо-
сферных или иных внешних воздействий на
оборудование, таких как дождь, снег повы-
шенная влажность, нагрев, агрессивные среды
и др.;
при естественном износе оборудования (пол-
ная выработка ресурса, сильное внутреннее
или внешнее загрязнение, ржавчина);
при возникновении повреждений из-за несо-
блюдения предусмотренных инструкцией
2
Page 5
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
условий эксплуатации (см. главу «Техника
безопасности»);
при порче оборудования из-за скачков напря-
жения в электросети;
при попадании в оборудование посторонних
предметов, например, песка, камней, насе-
комых, материалов или веществ, не являю-
щихся отходами, сопровождающими приме-
нение по назначению;
при повреждении оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных измене-
ний, несоблюдения правил смазки оборудо-
вания;
при повреждении оборудования из-за
ческим обслуживанием, а также естественным
износом.
Гарантия JET начинается с даты продажи пер-
вому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если
будет установлено, что дефект отсутствует, или
его причины не входят в объем гарантии JET,
то клиент сам несет расходы за хранение и
обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. БЕЗОПАСНОСТЬ
2.1 Предписания оператору
Станок предназначен для распиливания обра-
небрежной транспортировки. Оборудование
должно перевозиться в собранном виде в
упаковке, предотвращающей механические
или иные повреждения и защищающей от не-
благоприятного воздействия окружающей
среды.
Гарантийный ремонт частично или полностью
разобранного оборудования исключен.
Профилактическое обслуживание оборудова-
ния, например: чистка, промывка, смазка, в
период гарантийного срока является платной
услугой.
Настройка, регулировка, наладка и техниче-
ское обслуживание оборудования осуществ-
ляются покупателем.
По окончании срока службы рекомендуется
обратиться в сервисный центр для профилак-
батываемых резанием металлов и пластмасс.
Обработка других материалов является недо-
пустимой или в особых случаях может произ-
водиться после консультации с производите-
лем станка.
Запрещается обрабатывать магний -
высокая опасность возгорания!
Применение по назначению включает в себя
также соблюдение инструкций по эксплуата-
ции и техническому обслуживанию, предо-
ставленных изготовителем.
Станок разрешается обслуживать лицам, ко-
торые ознакомлены с его работой и техниче-
ским обслуживанием и предупреждены о
возможных опасностях.
Необходимо соблюдать также установленный
законом возраст.
тического осмотра оборудования.
Эта гарантия не распространяется на те де-
фекты, которые вызваны прямыми или кос-
венными нарушениями, невнимательностью,
случайными повреждениями, неквалифици-
рованным ремонтом, недостаточным техни-
Использовать станок только в технически ис-
правном состоянии.
При работе на станке должны быть смонтиро-
ваны все защитные приспособления и крышки.
Наряду с указаниями по технике безопасности,
содержащимися в инструкции по эксплуата-
2
Page 6
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
ции, и особыми предписаниями Вашей страны
необходимо принимать во внимание обще-
принятые технические правила работы на ме-
таллообрабатывающих станках.
Каждое отклоняющееся от этих правил ис-
пользование рассматривается как неправиль-
ное применение. Изготовитель не несет от-
ветственности за повреждения, происшедшие
в результате этого. Ответственность несет
только пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при не-
квалифицированном обращении представ-
ляют определенную опасность. Поэтому
для безопасной работы необходимо со-
блюдение имеющихся предписаний по
Для защиты длинных волос необходимо
надевать защитный головной убор или косын-
ку.
Работайте в плотно прилегающей одежде.
Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
надевайте прогулочную обувь или сандалии.
Используйте средства индивидуальной защи-
ты, предписанные для работы инструкцией.
При работе на станке не надевать перчатки.
Для безопасного обращения с полотнами
пилы используйте подходящие рабочие пер-
чатки.
При работе с длинными заготовками исполь-
зуйте специальные удлинительные приспо-
собления стола, роликовые упоры и т. п.
При распиливании круглых заготовок обез-
технике безопасности и нижеследующих
указаний.
Прочитайте и изучите полностью инструкцию
по эксплуатации, прежде чем Вы начнете
монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защи-
щая ее от грязи и влаги, рядом со станком и
передавайте ее дальше новому владельцу
станка.
На станке не разрешается проводить ка-
кие-либо изменения, дополнения и перестро-
ения
Ежедневно перед включением станка прове-
ряйте безупречную работу и наличие необхо-
димых защитных приспособлений.
Необходимо сообщать об обнаруженных не-
достатках на станке или защитных приспособ-
опасьте их от прокручивания. При распилива-
нии неудобных заготовок используйте специ-
ально предназначенные вспомогательные
приспособления для опоры.
Устанавливайте направляющие полотна пилы
как можно ближе к заготовке.
Удаляйте заклинившие заготовки только при
выключенном моторе и при полной остановке
станка.
Станок должен быть установлен так, чтобы
было достаточно места для его обслуживания
и подачи заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял
на твердом и ровном основании.
Содержите рабочее место свободным от ме-
шающих заготовок и прочих предметов.
лениях и устранять их с привлечением упол-
номоченных для этого работников.
В таких случаях не проводите на станке ника-
ких работ, обезопасьте станок посредством
отключения от сети.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздей-
ствием психотропных средств, таких как алко-
голь и наркотики. Принимайте во внимание,
3
Page 7
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
что медикаменты также могут оказывать
вредное воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабочего
места.
Не оставляйте без присмотра работающий
станок.
Перед уходом с рабочего места отключите
станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов.
Принимайте во внимание возможности сооб-
щения о пожаре и борьбе с огнем, например, с
помощью расположенных на пожарных щитах
огнетушителей.
Не применяйте станок во влажных помещени-
ях и не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные
Запрещается курить в мастерской или разме-
щать вблизи станка легковоспламеняющиеся
предметы и вещества.
6В случае чрезвычайного происшествия
нажмите кнопку аварийного останова, чтобы
прекратить работу станка.
Неопытным операторам работу следует про-
изводить под надзором квалифицированного
персонала.
При установке пильного полотна необходимо
надевать перчатки.
2.3 Прочие опасности
Даже при использовании станка в соответ-
ствии с инструкциями имеются следующие
остаточные опасности:
Опасность повреждения двигающимся полот-
размеры заготовок.
Удаляйте стружку и детали только при оста-
новленном станке.
Работы на электрическом оборудовании стан-
ка разрешается проводить только квалифици-
рованным электрикам.
Немедленно заменяйте поврежденный сете-
вой кабель.
Работы по переоснащению, регулировке и
очистке станка производить только при пол-
ной остановке станка и при отключенном се-
тевом штекере.
Немедленно заменяйте поврежденные по-
лотна пилы.
Запрещается помещать руки внутрь станка при
движущемся пильном полотне.
Запрещается проводить какое-либо техниче-
ном пилы в рабочей зоне.
Опасность от разлома полотна пилы.
Опасность из-за разлетающейся стружки и
частей заготовок.
Опасность из-за шума и летящей стружки.
Обязательно надевайте средства индивиду-
альной защиты, такие как защитные очки и
наушники.
Опасность поражения электрическим током
при неправильной прокладке кабеля.
3. СПЕЦИФИКАЦИЯ СТАНКА
3.1 Технические характеристики
Зона обработки:
при 90°.....................................Ø800, □800 мм
Скорость движения полотна......20-85 м/мин
Ленточное полотно...............54х1,6х8300 мм
ское обслуживание во время работы станка.
3Производите отрезку заготовок подходящего
размера.
Во время работы станка исключите баловство
на рабочем месте.
Двигатель.............................................7,5 кВт
Двигатель гидростанции.....................2,2 кВт
Объем бака гидростанции.......................90 л
Двигатель СОЖ...................................0,2 кВт
Объем бака СОЖ...................................160 л
Высота стола.......................................650 мм
4
Page 8
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Габаритные размеры.....4300x2100x2400 мм
Масса нетто.........................................7080 кг
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства
по эксплуатации. Производитель оставляет
за собой право на изменение конструкции и
комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков
указаны предельные значения зон обработки, для оптимального подбора оборудования и увеличения сроков эксплуатации
электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от
стружки и пыли; контролировать надежность контактов присоединенных силовых
кабелей; контролировать соответствие сечения силового или удлинительного кабеля.
Обслуживающий персонал должен
иметь соответствующий допуск на эксплуатацию и проведение работ на оборудовании оснащенного электродвигателем напряжением питания 380В, 50Гц.
3.2 Объем поставки
Биметаллическое ленточное полотно М42
Регулируемый концевой упор
Панель управления
выбирайте станки с запасом.
Станок предназначен для эксплуатации в
закрытых помещениях с температурой от
10 до 35⁰С и относительной влажностью не
более 80%.
Во избежание преждевременного выхода
Конвейер для стружки
Гидравлическая система
Гидравлический натяжитель полотна
Система подвода СОЖ
Гидравлические тиски
Концевые выключатели крышек
5
Page 9
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
4. УСТРОЙСТВО СТАНКА И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
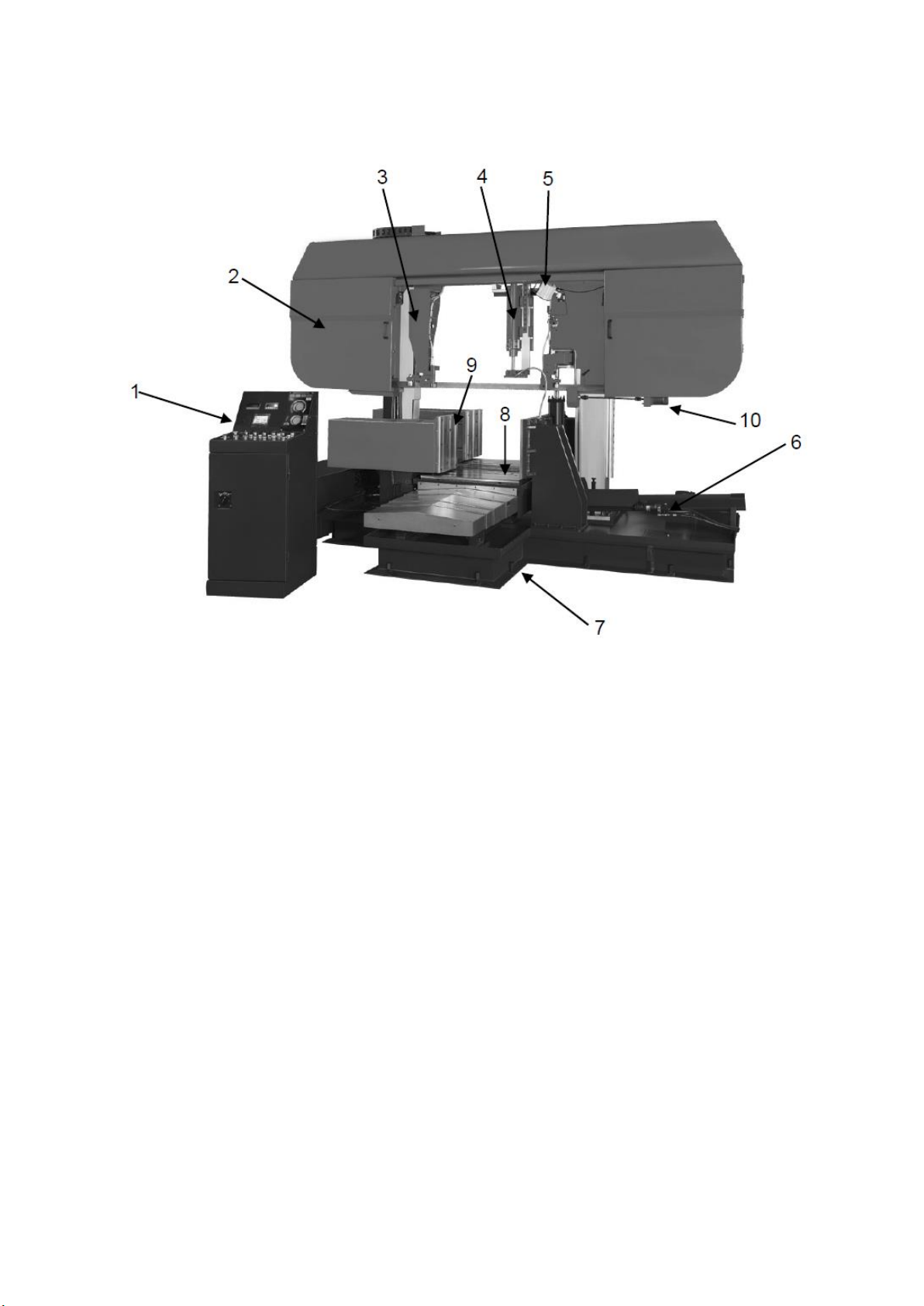
4.1 Устройство станка
1. Панель управления
2. Гидравлическое устройство
натяжения (заднее)
3. Гидравлическая направляющая стойка
4. Вертикальный прижим (Опция)
5. Рабочая лампа
6. Конвейер для стружки
7. Основание
8. Стол
9. Тиски
10. Двигатель щетки
2
Page 10
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
4 УСТАНОВКА СТАНКА
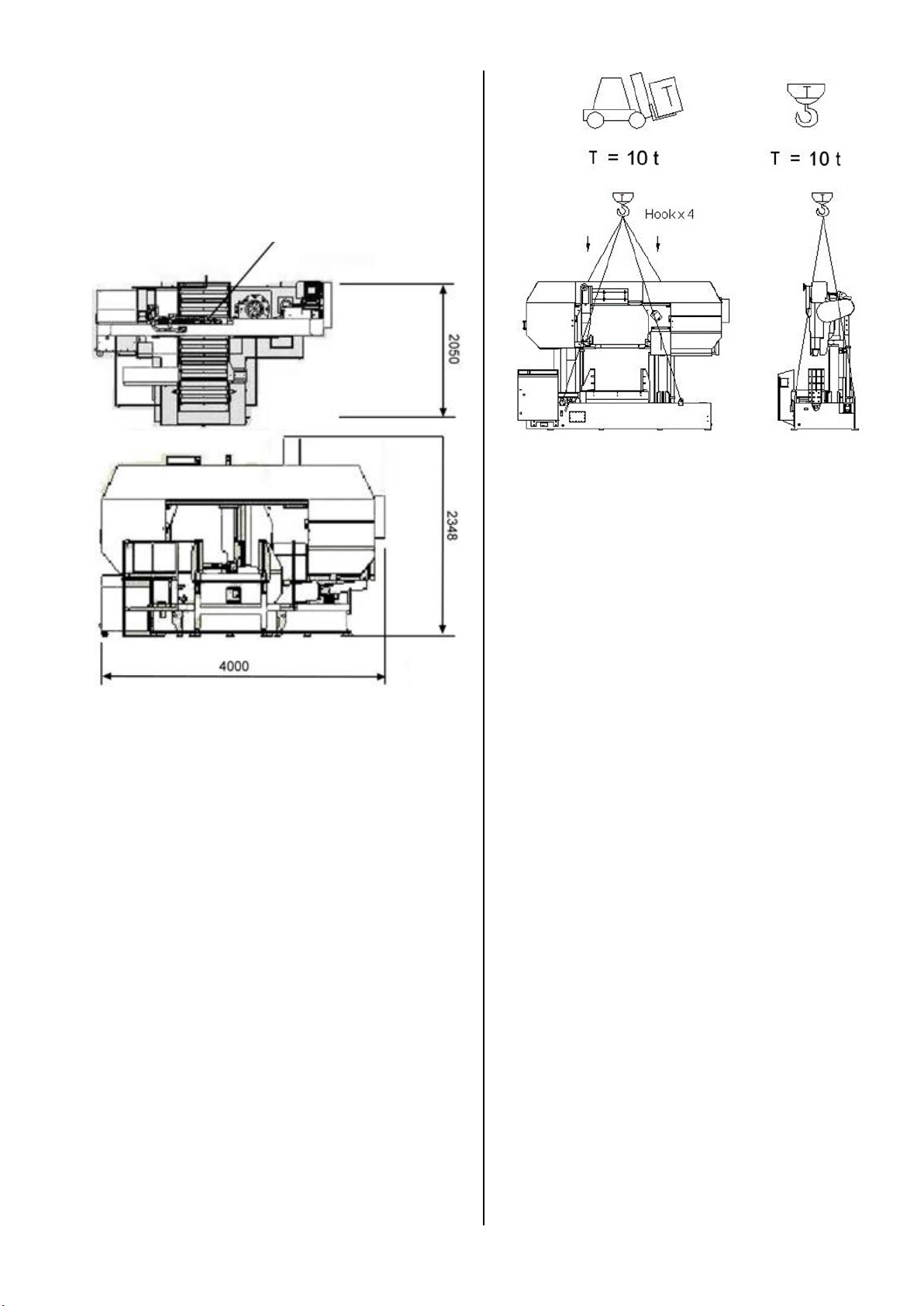
4.1 Установка станка
Отведите достаточно места для последующей работы на станке, его проверки и технического обслуживания.
Ниже приведена схема с требуемой для установки
станка площадью:
центр тяжести
4.2 Транспортировка станка
Не забудьте выкрутить фиксирующий винт из
внешней упаковки. Для транспортировки станка
воспользуйтесь вилочным погрузчиком или
кран-балкой. В процессе транспортировки с помощью вилочного погрузчика следите, чтобы станок
сохранял равновесие. При использовании
кран-балки избегайте тряски и любого другого воздействия на станок.
(Примечание: подвешивайте станок непосредственно на крюк)
(Вес станка: 10 300 кг)
4.3 Очистка
После установки станка очистите с его поверхностей антикоррозионное покрытие.
Затем смажьте маловязким маслом.
(Перед эксплуатацией станка удалите крепежную
пластину, установленную между пильной рамой и
столом.)
4.4 Выравнивание и закрепление
Для правильного направления потока СОЖ и точного реза требуется выставление уровня станка.
Для этого в основании имеются 10 регулировочных
винтов.
4.5 Уровень масла в гидросистеме
Проверьте, затянут ли винт маслосливного отверстия. Затем по указателю проверьте уровень масла
в баке гидросистемы. Если уровень слишком низкий,
откройте крышку бака и долейте масло до нужного
объема. Перед поставкой станка бак гидросистемы
был предварительно заполнен до нужного объема.
4.6 Охлаждающая жидкость
Перед поставкой станка охлаждающая жидкость
была полностью слита. Перед эксплуатацией станка залейте достаточное количество охлаждающей
жидкости. Проверьте, затянут ли винт сливного отверстия, затем залейте нужный объем жидкости.
Заливное отверстие находится под сетчатым отверстием металлической щетки для очистки пильного полотна.
4.7 Подключение к электросети
1. Перед подключением убедитесь, что провод
имеет достаточную длину для подключения станка к
источнику питания. (Данный вид работ разрешено
проводить только квалифицированным электрикам.)
2. Отключите питание станка и подсоедините к
нему провод. Проверьте, соответствует ли напря-
2
Page 11
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
жение сети параметрам станка. Аккуратно подсоедините питающий и заземляющий провода.
3. Перед включением станка проверьте правильность подсоединения проводов.
4. Сбросьте аварийный выключатель и включите
питание. Загорится лампочка, сигнализирующая о
том, что станок полностью подключен к источнику
питания.
5. Нажмите кнопку запуска гидросистемы на панели управления.
(Примечание: перед данной процедурой открутите
все транспортировочные винты.)
6. Нажмите кнопку подъема пильной рамы (UP).
Если она не работает, поменяйте местами провода.
7. Нажмите аварийный выключатель, чтобы отключить питание.
8. Отключите переключатель питания.
9. Поменяйте местами два провода источника
питания.
10. Повторите шаги 3 и 6.
4.7 Предэксплуатационная проверка
После завершения установки станка выполните
надлежащую итоговую проверку по приведенным
ниже пунктам:
1. Уберите все крепежные пластины, установленные с целью транспортировки.
2. Проверьте винты и крепежные элементы.
3. Проверьте трубки для подвода охлаждающей
жидкости и направляющий канал для проводов.
4. Убедитесь, что в станок залито достаточное ко-
личество охлаждающей жидкости, а давление в
гидросистеме соответствует норме.
5. На станке не должен находиться инструмент и
другие принадлежности.
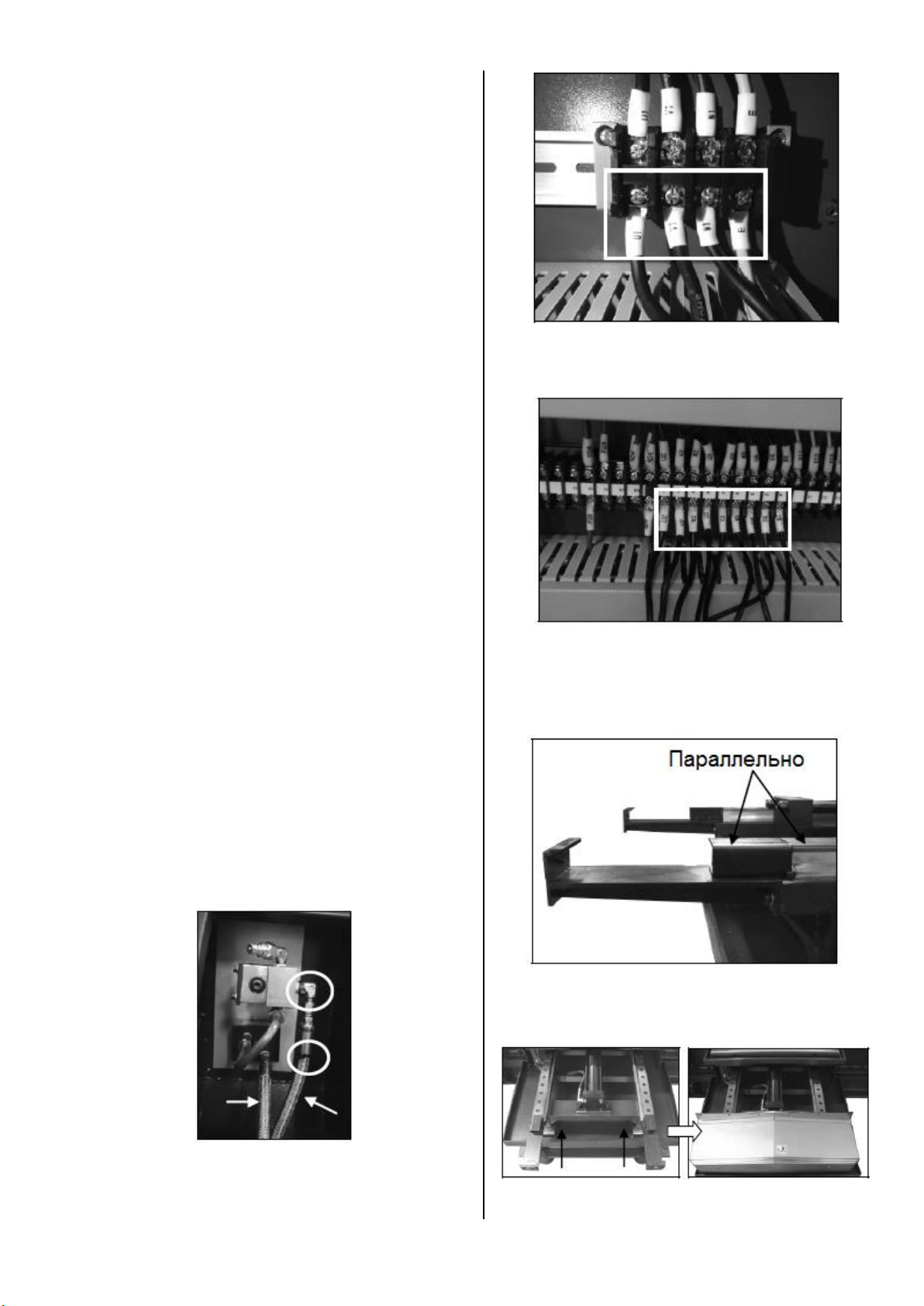
4.8 Установка щита управления
- В целях транспортировки электронный щит
управления поставляется отдельно от станка.
- Фотографии ниже показывают, как подсоединить
провода и масляный шланг к станку.
- Два масляных шланга присоедините к проточному
клапану при помощи фиттинга. На одном фиттинге и шланге будет нанесена маркировка.
Присоедините их первыми. Затем подсоедините
оставшиеся.
- Подсоедините питающие провода (U2, V2, W2, U3,
V3, W3, U4, V4, W4) станка в центральную часть
передней стороны щита управления (как на фото ниже).
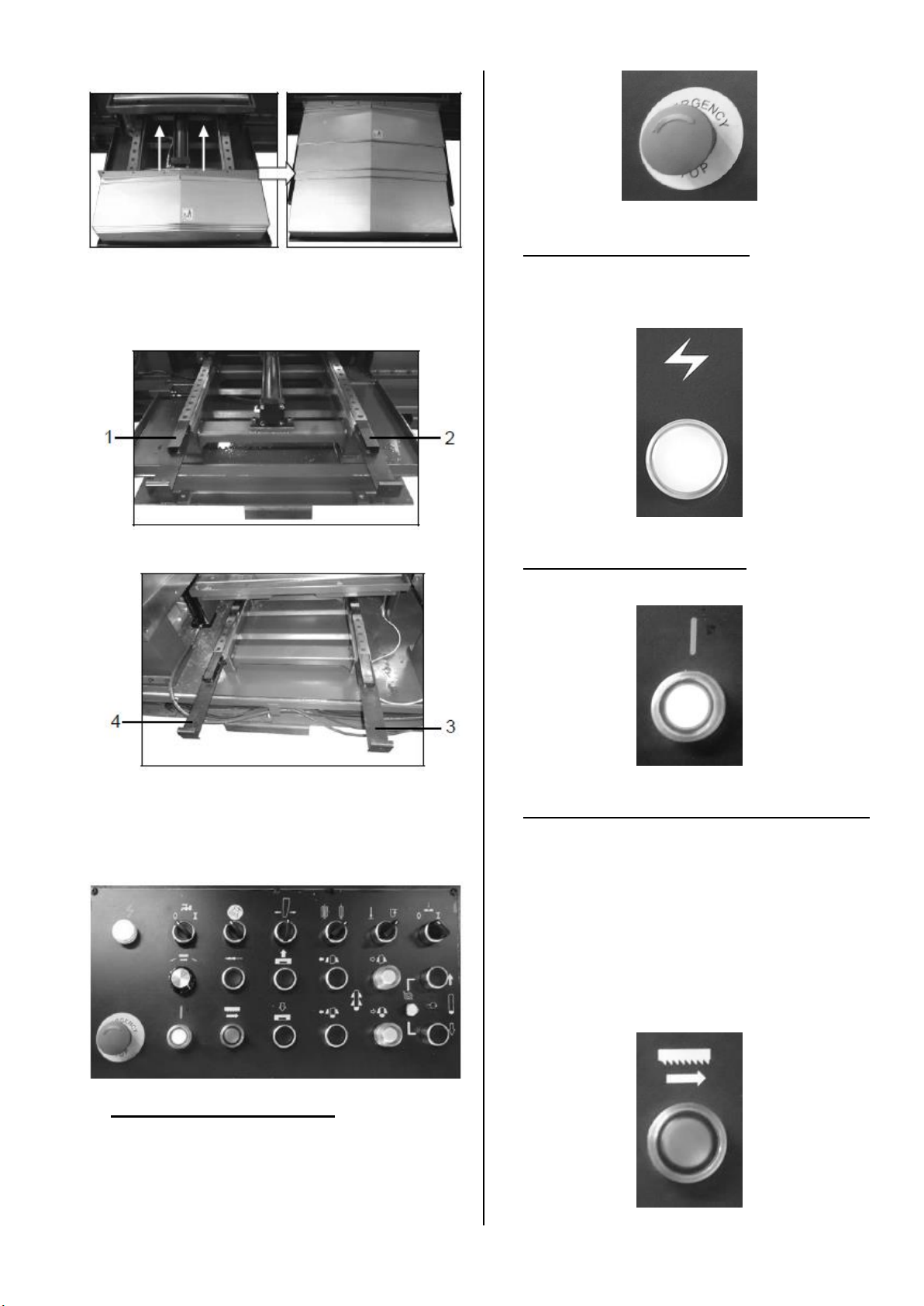
4.9 Установка телескопического кожуха
направляющих
Шаг 1: разместите кронштейны и затяните винты,
как на фото. Убедитесь, что кронштейны параллельны направляющим качения.
- Подсоедините питающие провода (U1, V1, W1) и
провод заземления (E) станка в нижнюю часть
задней стороны щита управления.
Шаг 2: Расположите кожух снаружи, как показано на
фото. Затяните винты, чтобы зафиксировать кожух
на направляющих.
Шаг 3: Вытяните кожух вперед, чтобы закрыть
направляющие качения, винты и кожух рабочего
3
Page 12
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
стола.
Шаг 4: Продолжайте устанавливать задний кожух,
выполняя шаги 1, 2 и 3. Длина кронштейна для переднего и заднего кожуха различна. Найдите метку
на кронштейне, чтобы установить его в правильном
направлении.
(рисунок 1)
(2) Лампочка источника питания
Когда аварийный выключатель сброшен, горит
лампочка источника питания, сигнализирующая о
соответствующем подключении к электросети.
Передняя сторона (А)
Задняя сторона (В)
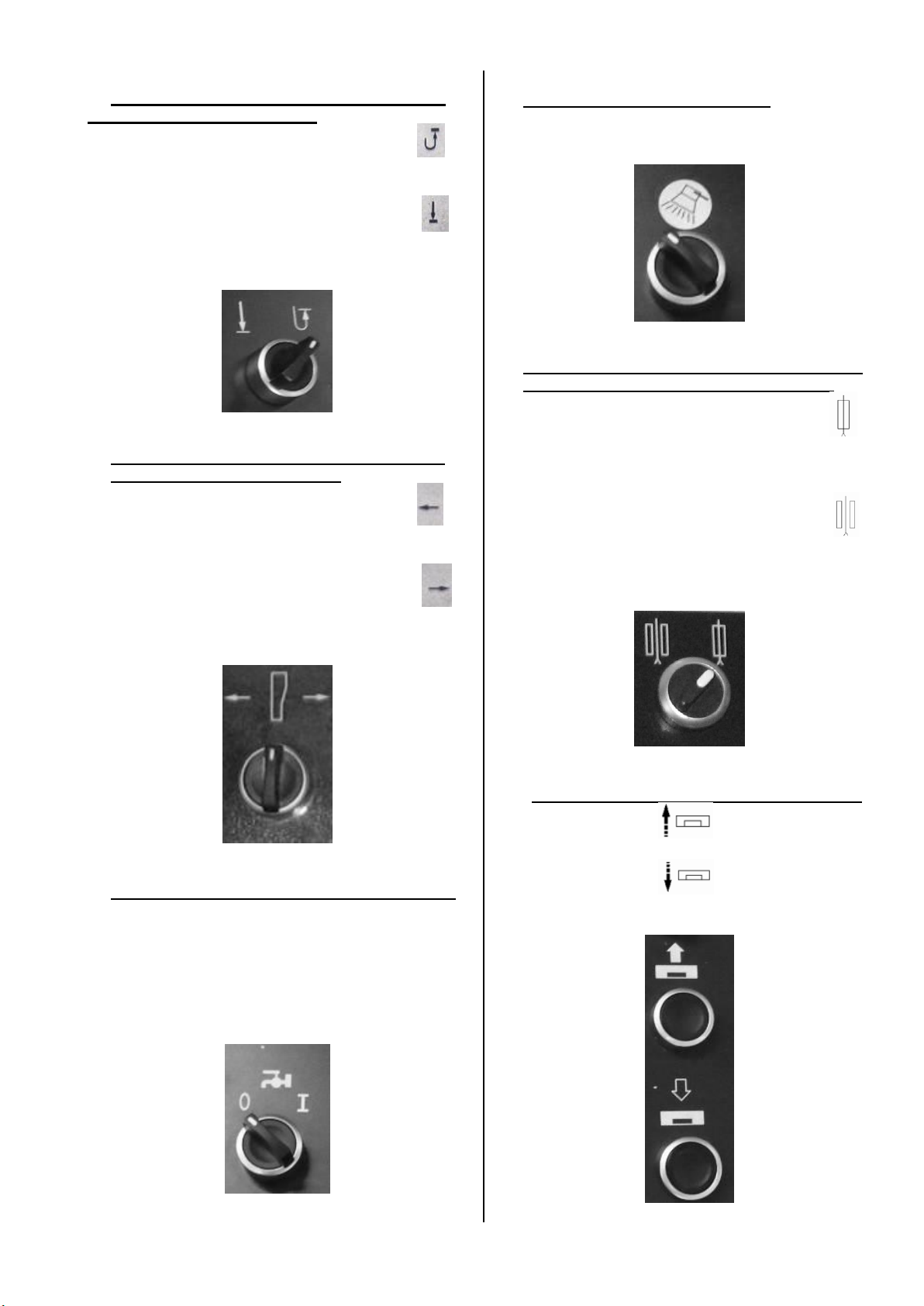
5 РАБОТА НА СТАНКЕ
5.1 Описание панели управления
(3) Кнопка запуска гидромотора
Нажмите эту кнопку для запуска гидромотора.
(4) Кнопка запуска двигателя пильного полотна
Нажмите эту кнопку для одновременного запуска
двигателя пильного полотна и насоса подачи СОЖ.
Пильная рама опустится со скоростью, на которую
настроен редукционный клапан.
Если в тисках не зажата заготовка (лампочка зажима тисков не горит), полотно будет двигаться, но
пильная рама при нажатии этой кнопки не опустится.
Если в тисках зажата заготовка (горит лампочка
зажима тисков), полотно будет двигаться, а пильная
рама при нажатии кнопки опустится.
(рисунок 2)
(рисунок 3)
(1) Кнопка аварийного останова
Нажмите кнопку для отключения всех функций
станка.
(рисунок 4)
4
Page 13
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
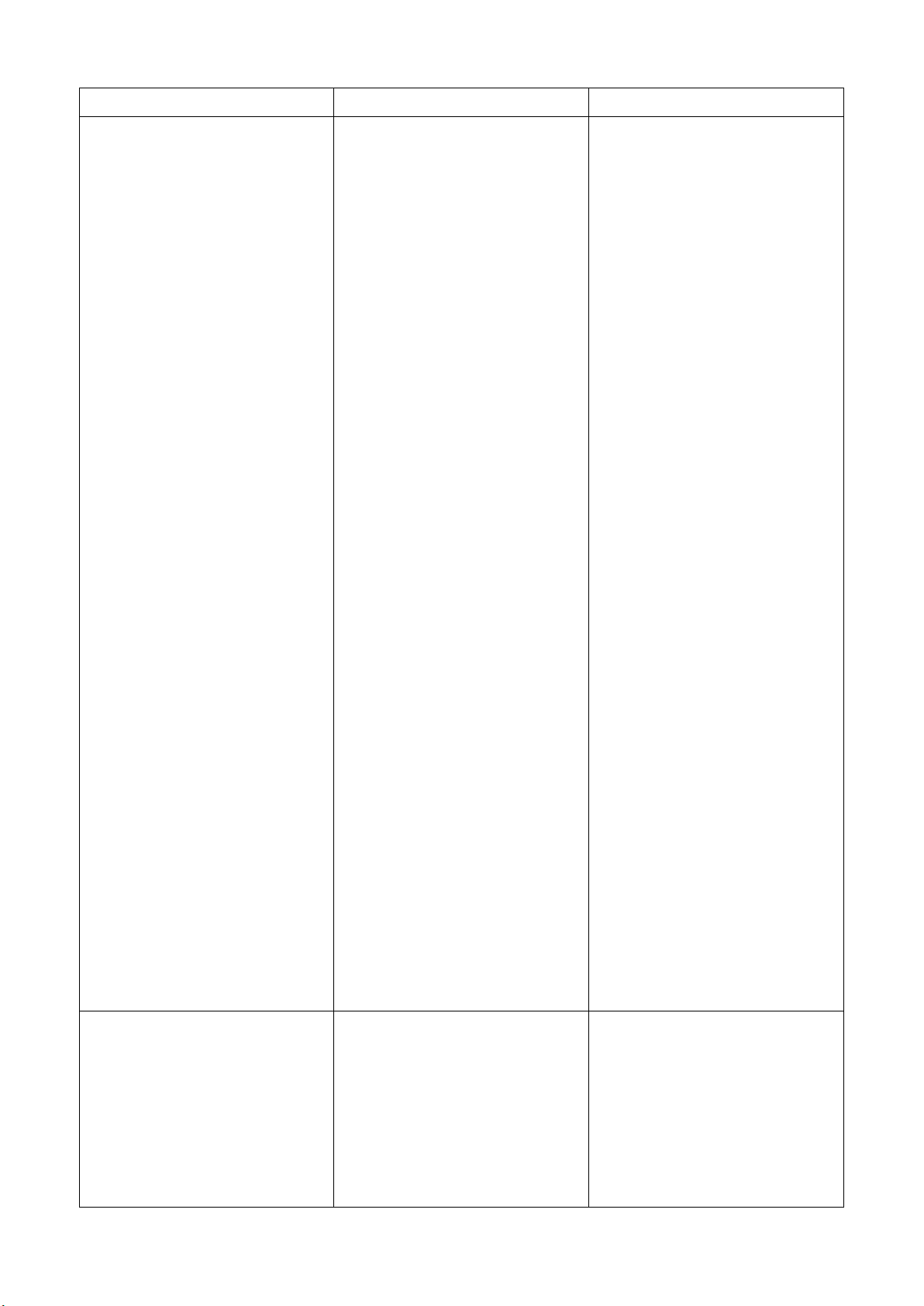
(5) Переключатель положения пильной рамы
после завершения обработки
*Поверните переключатель в положение -
после завершения резания пильная рама
остановится в верхнем положении.
* Поверните переключатель в положение -
после завершения резания пильная рама
остановится в нижнем положении.
(8) Переключатель рабочей лампы
Поверните переключатель вправо, чтобы включить лампу, влево – чтобы выключить.
(рисунок 5)
(6) Переключатель перемещения кронштейна
направляющей Вперед/Назад
*Поверните переключатель в положение ,
кронштейн направляющей будет перемещаться назад.
* Поверните переключатель в положение ,
кронштейн направляющей будет перемещаться вперед.
(рисунок 8)
(9) Регулировочный переключатель гидравли-
ческих твердосплавных направляющих
*Поверните переключатель в положение ,
твердосплавные направляющие плотно сомкнутся. Смыкайте направляющие перед запуском пильного полотна.
* Поверните переключатель в положение ,
твердосплавные направляющие разомкнутся.
Открывайте направляющие перед перемещением кронштейна направляющей или заменой
пильного полотна
(рисунок 9)
(10) Кнопка подъема/опускания пильной рамы
(рисунок 6)
(7) Переключатель запуска насоса подачи СОЖ
*Поверните переключатель в положение “ I ” для
запуска насоса СОЖ и начала циркуляции
охлаждающей жидкости. Переключатель работает независимо от того, запущен ли двигатель пильного полотна.
* Поверните переключатель в положение “ 0 ”
для останова насоса СОЖ.
(рисунок 7)
Нажмите кнопку для подъема пильной
рамы.
Нажмите кнопку для медленного
опускания пильной рамы.
(рисунок 10)
5
Page 14

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
(11) Кнопки быстрого опускания пильной рамы
Когда пильная рама находится в верхнем положении, и ее необходимо быстро опустить,
нажмите две кнопки одновременно, пильная
рама быстро опустится.
(рисунок 11)
*Когда пильная рама при опускании приблизится к
верхней части тисков, пильное полотно автоматически остановится, чтобы не допустить контакта
полотна с тисками, а также дать оператору возможность проверить правильность положения
кронштейна направляющей пильного полотна. Если
кронштейн расположен неправильно, необходимо
передвинуть кронштейн или тиски.
(12) Кнопка управления тисками
Нажмите кнопку , тиски плотно зажмут
заготовку.
Когда процесс зажима заготовки тисками будет
завершен, загорится лампочка.
Нажмите кнопку , тиски разожмутся.
Если кронштейн направляющей пильного полотна находится на расстоянии менее 20 мм
над тисками, подвижная губка тисков будет
перемещаться на 2,5 мм за одно нажатие
кнопки.
(Рисунок 13)
(14) Переключатель перемещения стола для
отрезки
Существует два способа установки заготовки путем
перемещения стола к линии отрезки.
1. Переключите на 0 , чтобы переместить
стол к полотну и убедиться в правильности места
отрезки. В этом случае при загрузке заготовки на
стол в любом положении, оператор будет спокоен,
что полотно не повредит стол.
Когда полотно пилы будет в канавке стола, загорится красный свет (рис. 13), и перемещение прекратится.
Просто нажмите кнопку перемещения стола (вперед или назад) снова, чтобы продолжить перемещение в требуемое место.
2. Переключите на I , чтобы переместить
стол к полотну пилы. Полотно может повредить
стол только в одном месте, в канавке центра стола.
(рисунок 12)
(13) Кнопка перемещения стола
Нажмите кнопку , чтобы переместить
стол назад к переднему краю.
Нажмите кнопку , чтобы перемещать стол
медленно при необходимости.
Нажмите кнопку , чтобы переместить стол
вперед к полотну для начала резания.
Рисунок 14.
Отрезка заготовки в центральной канавке стола.
- Поверните переключатель на I.
- Переместите стол вперед к полотну, когда канавка
стола будет под полотном, загорится красный индикатор, и стол автоматически остановится.
6
Page 15

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
K
5.2 Описание функций
(1) Двигатель приводного шкива
Двигатель 7,5 кВт.
Вращение преобразуется с помощью редуктора
и передается на проводной шкив.
Рисунок 15.
(15) Переключатель редукционного клапана
гидросистемы
Переключатель предназначен для изменения
скорости резания.
Чем больше число, тем больше скорость ре-
зания.
(рисунок 16)
(14) Переключатель для регулировки давления
подачи при отрезке
Установите давление подачи при отрезке различных материалов.
Чем больше число, тем выше давление.
(рисунок 20)
(2) Конвейер для стружки
Источник питания: гидромотор.
Конвейер служит для удаления из станка металлической стружки. Функция удаления стружки
запускается вместе с включением станка. Когда
пильная рама опускается и начинается резание,
также запускается и конвейер для стружки. Оператор может регулировать скорость конвейера с помощью ручки (К).
(рисунок 21)
(3) Расположение лазерной контрольной линии
Лазер может отражать на заготовку линию, по
которой будет резать полотно. Оператор мо-
жет этим пользоваться, регулируя положение
заготовки при ее расположении на столе.
(рисунок 14)
(4) Датчик отклонения пильного полотна и экран
Датчик отклонения пильного полотна.
7
Page 16

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
A
B C D
E F G
(Рисунок 22)
Экран вывода значения наклона пильного полотна
лотна или заменить его.
(рисунок 24)
Кроме того, ненадлежащие условия резания могут
стать причиной повышения силы тока и повреждения станка. В настройках силы тока можно задать
предупреждающий сигнал, чтобы предотвратить
слишком сильное повышение силы тока и повреждение станка, особенно при ненадлежащих условиях резания. Когда текущее значение силы тока
превысит установленное, на экране появится предупреждающая надпись «Overcurrent» («Перегрузка
по току»).
(рисунок 23)
ФУНКЦИИ ЭКРАНА:
A: ВКЛ./ВЫКЛ. функции обнаружения отклоне-
ния полотна: включает/выключает функцию
обнаружения отклонения пильного полотна.
B: Вывод значения отклонения полотна: пока-
зывает текущее значение отклонения пильного
полотна.
C: Настройки обнаружения отклонения полотна:
допуск на отклонение пильного полотна, заводские настройки по умолчанию – 1 мм. Пользователь может установить допуск в пределах ±2
мм.
D: Ширина: ширина обрабатываемого материала.
E: Вывод текущей силы тока двигателя: отсле-
живание текущей силы тока двигателя.
F: Настройки силы тока: определение силы тока
двигателя. Заводские настройки по умолчанию –
ток двигателя х 1,2 раза.
G: Дисплей ошибки: при возникновении ошибки на
дисплее отобразится сообщение об ошибке.
Датчик может отслеживать отклонения пильного
полотна. Угол наклона в градусах отображается на
экране.
Пользователь может установить угол наклона и
активировать функцию допуска на отклонение полотна. В соответствии с информацией на экране
пользователь может заранее проверить положение
пильного полотна. Если угол наклона полотна не
соответствует допуску, на экране появится надпись
«Out of square» («Не перпендикулярно»). В этом
случае необходимо произвести регулировку по-
(рисунок 25)
(4) Отображение длины подачи
Энкодер подсчитывает длину подачи и отображает
на экране. Переместите подающий стол в требуемое положение, и начнется подсчет. Нажмите
«RST», чтобы сбросить число на ноль. Переместите
подающий стол, чтобы начать подсчет длины заготовки во время ее загрузки.
(рисунок 26)
(5) Вертикальный прижим (Опция)
На панели управления имеется переключатель для
управления вертикальным прижимом вверх-вниз.
Прижим делает процесс отрезки более стабильным.
8
Page 17

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
(рисунок 27)
(6) Измерительные приборы гидросистемы
Шаг 8: Спинка полотна должна касаться буртов
главного приводного и неприводного шкивов.
Шаг 9: Поверните переключатель натяжения по-
лотна в положение «Вкл.» («On»).
Шаг 10: Поверните регулировочный переключатель
гидравлических твердосплавных направ-
ляющих в положение .
Шаг 11: Отрегулируйте положение щетки для
очистки пильного полотна.
(Рисунок 28)
Заводские настройки давления в гидросистеме:
1. Полное давление: 55 кг/см2
2. Давление натяжения пильного полотна: 48
кг/см
2
3. Давление твердосплавной направляющей по-
лотна: 32 кг/см
2
5.3 Установка пильного полотна
Шаг 1: Установите пильную раму выше уровня тис-
ков.
Шаг 2: Откройте правый и левый передние грязе-
вые щиты.
(рисунки 28 и 29)
(рисунок 28) (рисунок 29)
Шаг 3: Поверните регулировочный переключатель
гидравлических твердосплавных направ-
ляющих в положение .
Шаг 4: Поверните переключатель натяжения по-
лотна в положение «Выкл.» («Off»).
Шаг 5: Очистите твердосплавные направляющие от
металлической стружки.
Шаг 6: Наденьте полотно на главный приводной
шкив.
(Примечание: при работе с пильным
полотном надевайте перчатки)
Шаг 7: Зубья полотна должны быть направлены
вниз и вправо.
Правильно Неправильно
Шаг 12: Закройте грязевые щиты и заблокируйте
ручку.
5.4 Порядок работы
Пошаговый порядок работы приведен ниже:
(a) Включите гидронасос.
(b) На основе внешнего вида материала и размеров
заготовки выберите подходящее давление подачи и скорость движения пильного полотна.
(c) Убедитесь, что пильное полотно установлено
правильно.
(d) Установите подвижный кронштейн направляю-
щей близко к заготовке.
(e) Переместите заготовку к тискам.
* Поднимите пильную раму и расположите ее выше
тисков.
* Раскройте тиски на расстояние большее, чем
ширина заготовки.
* Переместите подающий стол в центральное по-
ложение. Когда загорится красная лампочка,
нажмите «RST» на экране длины подачи, чтобы
сбросить результат.
* Нажмите на кнопку перемещения подающего
стола вперед, чтобы аккуратно подать заготовку
вперед на требуемую длину отрезки.
* Нажимайте на копку передних и задних тисков,
пока не загорится лампочка, сигнализирующая,
что заготовка прочно зажата.
(f) В соответствии с материалом заготовки выбе-
рите подходящую скорость движения полотна.
(g) Перед началом резания выберите положение
остановки пильной рамы:
*Поверните переключатель в положение -
после завершения резания пильная рама
остановится в верхнем положении.
* Поверните переключатель в положение -
после завершения резания пильная рама
остановится в нижнем положении.
(h) Нажмите «RST», чтобы сбросить показания положения стола.
(i) Переместите стол на требуемое положение, а
переключатель положения стола для отрезки в положение «0».
9
Page 18

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
(j) Включите движение полотна, чтобы отрезать
заготовку требуемой длины.
Примечание: Приведенные выше шаги следует
выполнять только при остановленном пильном
полотне.
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
После каждого рабочего дня:
1. Очистите станок от металлической стружки.
2. Очистите твердосплавные направляющие от
металлической стружки.
3. Установите все переключатели станка в по-
ложение «Выкл» («Off»).
1. Ежедневно
Перед началом работы произведите проверку по
следующим пунктам:
(1) Проверьте уровень масла в гидросистеме, при
недостаточном количестве масла добавьте до
нужного объема.
(2) Проверьте уровень СОЖ, при недостаточном
количестве добавьте до нужного объема.
(3) Проверьте, установлено ли на пильной раме
полотно или нет.
(4) Проверьте, касается ли стальная щетка пиль-
ного полотна или нет.
2. Еженедельно
Производите смазку приводного и неприводного
шкивов.
3. Каждые полгода
Заменяйте масло в редукторе с полым валом.
Примечание: замените редукторное масло в
коробке скоростей после 3 месяцев работы или
600 часов, замените масло в редукторе с полым
валом после 6 месяцев работы или 1200 часов.
Тип редукторного масла:
Редукторное масло № 90 /120
4. Ежегодно
Полностью слейте отработанное гидравлическое
масло и залейте новое до необходимого объема.
Тип гидравлического масла:
Гидравлическое масло AW32-46
10
Page 19

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
ТИПЫ СТАЛЕЙ
ХАРАКТЕРИСТИКИ
Применение
Италия
UNI
Германия
DIN
Франция
A F NOR
Великобр.
SB
США
AISISAE
Твердость
по
Бринеллю
HB
Твердость по
Роквеллу
HRB
Предел
прочности
R=Н/мм2
Конструкционные стали
Fe360
Fe430
Fe510
St537
St44
St52
E24
E28
E36
--43
50
---
---
---
116
148
180
67
80
88
360+480
430+560
510+660
Углеродистые
стали
C20
C40
C50
C60
CK20
CK40
CK50
CK60
XC20
XC42H1
--XC55
060 A
20
060 A
40
--060 A
62
1020
1040
1050
1060
198
198
202
202
93
93
94
94
540+690
700+840
760+900
830+980
Пружинные
стали
50CrV4
60SiCr8
50CrV4
60SiCr7
50CV4
---
735 A
50
---
6150
9262
207
224
95
98
1140+13
30
1220+14
00
Легированная
сталь для закалки, термообработки и
азотирования
35CrMo4
39NiCrMo4
41CrAlMo7
34CrMo4
36CrNiMo
4
41CrAlMo
7
35CD4
39NCD4
40CADG
12
708 A
37
--905 M
39
4135
9840
---
220
228
232
98
99
100
780+930
880+108
0
930+113
0
Легированные
цементированные стали
18NCrMo7
20NiCrMo2
---21NiCrMo
2
20NCD7
20NCD2
En 325
805 H
20
4320
4315
232
224
100
98
760+103
0
690+980
Подшипниковые сплавы
100Cr6
100Cr6
100C6
534 A
99
5210
0
207
95
690+980
Инструментальная сталь
52NiCrMoKU
C100KU
X210Cr13KU
58SiMo8KU
56NiCrMo
V7C100K
C100W1
X210Cr12
-----
----
---Z200C12
Y60SC7
----BS 1
BD2-BD
3
-----
--S-1
D6-D
3
S5
244
212
252
244
102
96
103
102
800+103
0
710+980
820+106
0
800+103
0
7. ВЫБОР ЛЕНТОЧНОГО ПОЛОТНА
Классификация материалов и пильного полотна
11
Page 20

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Нержавеющие
стали
X12Cr13
X5CrNi1810
X8CrNi1910
X8CrNiMo17
13
4001
4301
---4401
---Z5CN18.
19
---Z6CDN1
7.12
---304 C
12
---316 S
16
410
304
--316
202
202
202
202
94
94
94
94
670+885
590+685
540+685
490+685
Медные
сплавы
Латунь
Бронза
Алюминиево-медный сплав G-CuAl11Fe4Ni4 UNl 5275
Специальный марганцевый сплав/кремнистая латунь
G-CuZn36Si1Pb1 UNI5038
Марганцовистая бронза SAE43 – SAE430
Фосфористая бронза G-CuSn12 UNI 7013/2a
220
140
120
100
98
77
69
56,5
620+685
375+440
320+410
265+314
Чугун
Серый чугун G25
Чугун с шаровидным графитом GS600
Ковкий чугун W40-05
212
232
222
96
100
98
245
600
420
Для достижения качественного результата
при резании необходимо выбрать оптимальные параметры резания, такие, как тип
пильного полотна, скорость пильного полотна и скорость опускания пильной рамы в
зависимости от параметров заготовки:
твердость материала, размер, форма сечения. Параметры резания должны быть
оптимально подобраны под конкретные
условия работы, исходя из практических
соображений и здравого смысла таким образом, чтобы не приходилось производить
слишком много подготовительных действий.
Различные проблемы, периодически возникающие при эксплуатации станка, гораздо
легче решать, если оператор хорошо знаком
с данными параметрами.
Прежде всего, необходимо подобрать шаг
зубьев пильного полотна, другими словами,
количество зубьев на дюйм (25,4 мм), подходящее для материала заготовки, учитывая
следующие критерии:
Для работы с тонкостенными деталями с
и/или переменного сечения, такими, как
профили, трубы и планки, требуются пильные полотна с близко расположенными
зубьями, чтобы в работе одновременно
находилось от 3 до 6 зубьев;
Для работы с деталями большого сечения и
без тонких стенок требуются пильные полотна с большим расстоянием между
зубьями для лучшего отвода стружки и
лучшего врезания;
Для заготовок из мягких материалов или
Определение материала
В таблице, расположенной выше, перечислены характеристики материалов заготовки.
Эти данные помогут подобрать правильный
инструмент.
Выбор пильного полотна
пластика (легкие сплавы, мягкая бронза,
тефлон, дерево и т.п.) также требуются
пильные полотна с большим расстоянием
между зубьями;
Для пакетного распила деталей требуются
пильные полотна с комбинированной конструкцией зубьев.
Шаг зубьев
12
Page 21

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Таблица выбора зубьев пильного полотна
Толщина S, мм
Конструкция
с одинаковыми
зубьями
Конструкция с
комбинированными зубьями
до 1.5
14
10/14
от 1 до 2 8 8/12
от 2 до 3 6 6/10
от 3 до 5 6 5/8
от 4 до 6 6 4/6
Больше
6
4
4/6
Сплошной
Ø или
ширина L,
мм
Конструкция с
одинаковыми
зубьями
Конструкция
с комбинированными
зубьями
до 30 8 5/8
от 30 до
60
6
4/6
от 40 до
80
4
4/6
Больше
90
3
3/4
Как уже отмечалось, шаг зависит от сле-
тии стружки) имеют ограничения, при пре-
дующих факторов: твердости заготовки,
размеров сечения, толщины стенок.
вышении этих ограничений кромки зубьев
перегреваются.
Скорость резания зависит от прочности
материала (R = Н/мм2), его твердости (HRC)
и размеров сечения.
Слишком высокая подача (скорость опускания пильной рамы) приводит к отклонению от предполагаемой траектории резания,
отклонению от прямой линии в вертикальном и горизонтальном направлениях.
Наилучшее сочетание этих двух параметров
можно определить по форме стружки.
Длинная спиралевидная стружка образуется
при идеальном режиме резания.
Очень мелкая или порошкообразная стружка образуется при слишком низкой подаче
и/или давлении резания.
Толстая стружка и/или стружка синего цвета
образуется при перегрузке.
Приработка пильного полотна
При первом резании рекомендуется
провести серию пробных резов на низкой подаче (30-35 см
2
/мин для заготовок
среднего размера, рекомендуемого для
станка, цельной заготовки из обычной стали
прочностью R = 410-510 Н/мм2).
Добавьте в область резания достаточное
количество СОЖ.
Структура пильного полотна
В большинстве случаев используются биметаллические пильные полотна. Такие
полотна состоят из основной части из
Скорость резания и подачи
Скорость резания (м/мин) и подача (см2/мин
= площадь, которую прошли зубья при сня-
кремнистой стали, соединенной лазерной
сваркой с режущей кромкой из быстрорежущей стали (HHS). Такие пильные полотна
подразделяются на типы M2, M42, M51. Они
отличаются друг от друга твердостью, за-
13
Page 22

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
висящей от количества входящего в состав
кобальта (Cо) и молибдена (Mo).
Типы пильных полотен
Типы пильных полотен отличаются друг от
друга конструктивными характеристиками,
такими, как: форма и режущий угол зуба,
шаг, расположение зубьев, форма и угол
зуба.
Обычный зуб: 0º уклон и постоянный
шаг.
Самая распространенная форма для перпендикулярного или наклонного распила
сплошных мелких и среднего размера сечений заготовок или труб из мягких сталей с
покрытием, серого чугуна или основных
металлов.
Еще одним преимуществом использования
пильного полотна данного типа является то,
что одним пильным полотном возможно
разрезать заготовки разных размеров и типов.
Комбинированные зубья: 9º - 10º поло-
жительный уклон.
Этот тип пильного полотна больше всего
подходит для распила профилей и больших
труб с толстыми стенками, а также цельных
прутков максимально допустимых для
Зуб с положительным углом наклона
зуба: положительный уклон 9º - 10º и по-
стоянный шаг.
Используется для поперечного или наклонного распила цельных заготовок или больших труб, но прежде всего для твердых материалов (высоколегированные и нержавеющие стали, специальная бронза и ковкий
чугун).
Комбинированные зубья: расстояние
между зубьями варьируется, вследствие
этого меняется размер зубьев и величина
впадин. Разный шаг зубьев способствует
станка размеров. Возможные величины
шагов: 3-4/4-6.
Развод зубьев
Зубья отклоняются от плоскости основания
пилы, в результате образуется широкий
пропил в заготовке.
Обычный развод или с уклоном: Зубья
отклоняются вправо и влево, чередуясь с
прямыми зубьями.
Используется для заготовок размером до 5
мм. Применяется для распила сталей, отливок и твердых цветных металлов.
Волновой развод: Зубья образуют плав-
более плавной работе и увеличивает срок
службы пильного полотна, так как вибрации
отсутствуют.
ные волны.
14
Page 23

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Для такого развода характерен мелкий шаг
зубьев. Пильные полотна с волновым разводом зубьев в основном применяются для
распила труб и профилей тонкого сечения
(от 1 до 3 мм).
Чередование зубьев (группами): Группы
зубьев отклоняются вправо и влево, чередуясь с прямыми зубьями.
Такое расположение характерно для очень
мелкого шага зубьев и применяется для
очень тонких заготовок (меньше 1 мм).
Чередование зубьев (отдельные зубья):
зубья отклоняются вправо и влево.
Такое расположение применяется для распила неметаллических мягких материалов,
пластика и дерева.
Выбор скорости подачи
Свободно намотанная (витая) стружка идеальные условия резания
8. ЭКСПЛУАТАЦИЯ ЛЕНТОЧНОГО
ПОЛОТНА
Натяжение полотна
Величина натяжения ленточного полотна
должна составлять приблизительно 300
Н/мм. При недостаточном натяжении полотна возможен неперпендикулярный срез,
при избыточном натяжении – разрыв.
В обоих случаях значительно сокращается
ресурс работы ленточного полотна. Усилие
натяжения контролируется встроенными на
некоторых моделях станков или переносными приборами – тензометрами.
недостаточном натяжении полотна возможен неперпендикулярный срез, при избыточном натяжении – разрыв.
Толстая, тяжелая, с голубым отливом
Обкатка полотна
1. Установите необходимую скорость
2. Начните пиление на 70% мощности от
рекомендуемой для полотна и 50% скоростью подачи
3. При наличии вибрации осторожно
уменьшайте скорость подачи вплоть до
полной остановки. Следите за стружкообразованием и получающейся формой
стружки
4. После распила 400-600 см², или не менее
15 минут времени реального пиления, постепенно увеличивайте до требуемой скорость полотна и постепенно – скорость подачи.
стружка - полотно перегружено
Охлаждение и Смазка
15
Page 24

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
Охлаждение и смазка обязательны в большинстве операций обработки металлов. В
случае обработки алюминия или алюминиевых сплавов СОЖ также помогает в удалении стружки и более высококачественной
поверхностной обработки. Нет необходимости смазки для чугуна и некоторых неметаллических материалов (пластмассы, графита, и т.д).
Ресурс ленточного полотна напрямую зависит от правильного подбора СОЖ, основная задача не допускать перегрева полотна.
16
Page 25

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
ПОЛОМКА ЗУБА ПИЛЫ
Слишком большая скорость
перемещения пилы
Неправильная скорость резания
Неправильное расстояние
между зубьями
Стружка или липкие материалы прилипли к зубьям пилы
и между зубьями
Дефекты заготовки или материал заготовки слишком
твердый
Уменьшите скорость,
уменьшите давление при
резании. Отрегулируйте
устройство торможения.
Измените скорость и/или тип
пильного полотна.
См. раздел «Классификация
материалов и выбор пильного полотна», Таблицу вы-
бора пильного полотна в
зависимости от скорости
резания и подачи.
Выберите подходящее
пильное полотно. См. раздел
“Классификация материалов
и выбор пильного полотна».
Проверьте, не загрязнено ли
сливное отверстие СОЖ на
блоках направляющей пильного полотна и убедитесь в
том, что потока СОЖ достаточно для удаления стружка
с пильного полотна.
Поверхность заготовки может
быть оксидирована или
иметь покрытие, которое делает заготовку в начале резания тверже, чем пильное
полотно. Также заготовка
может содержать закаленные
10. ОСНОВНЫЕ ПРИЧИНЫ ПРЕЖДЕВРЕМЕННОГО ВЫХОДА ЛЕНТОЧНОГО ПОЛОТНА ИЗ СТРОЯ
В разделе перечислены ошибки и неисправности, которые могут возникнуть во время эксплуатации станка и возможные способы их устранения.
Выявление и устранение неисправностей
17
Page 26

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Неправильное закрепление
заготовки в тисках
Пильное полотно застряло в
заготовке
Начало распила бруса с
острой кромкой или переменным сечением
Пильное полотно низкого
качества
Предварительно поврежденный зуб, оставленный в
пропиле
Отрезка происходит по канавке, сделанной ранее
Вибрация
Неправильный шаг или
участки или включать в себя
остатки от производства –
песок от литья в песчаную
форму, остатки от сварки и
т.п. Избегайте распила подобных заготовок. В случае
необходимости резания подобных заготовок будьте
предельно внимательны,
удаляйте посторонние
включения и очищайте заготовку от любых загрязнений
как можно быстрее.
Проверьте зажим заготовки.
Уменьшите подачу и давление при резании.
Будьте внимательны в начале резания.
Используйте пильное полотно высокого качества.
Аккуратно уберите все части
пилы, которые отломились.
Поверните заготовку и
начните распил с другого
места.
Проверьте надежность закрепления заготовки.
Замените пильное полотно
18
Page 27

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
форма зубьев
Недостаточная смазка,
охлаждение или неподходящая СОЖ
Направление зубьев противоположно направлению резания
на более подходящее. См.
пункт Типы пильных полотен
в разделе «Классификация
материалов и выбор пильного полотна». Отрегулируйте опорные пластины
направляющей.
Проверьте уровень жидкости
в баке. Увеличьте циркуляцию СОЖ, проверьте, не засорилось ли выходное отверстие и трубки для СОЖ.
Проверьте состав СОЖ.
Поверните пилу зубьями в
правильном направлении.
ПРЕЖДЕВРЕМЕННЫЙ
ИЗНОС ПИЛЬНОГО
ПОЛОТНА
Неправильное врезание
пильного полотна
Направление зубьев противоположно направлению резания
Низкое качество пильного
полотна
Слишком быстрое движение
пильного полотна
Неправильная скорость резания
См. раздел «Классификация
материалов и выбор пильного полотна», пункт Прира-
ботка пильного полотна.
Поверните полотно в правильном направлении.
Используйте пильное полотно высокого качества.
Снизьте скорость пильного
полотна, уменьшите давление резания. Отрегулируйте
устройство торможения.
Измените скорость и/или тип
пильного полотна. См. раз-
19
Page 28
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Дефекты заготовки или заготовка слишком твердая
Недостаточная смазка или
неподходящая СОЖ
дел «Классификация материалов и выбор пильного
полотна»
Поверхность заготовки может
быть оксидирована или
иметь покрытие, которое делает заготовку в начале резания тверже, чем пильное
полотно. Также заготовка
может содержать закаленные
участки или включать в себя
остатки от производства –
песок от литья в песчаную
форму, остатки от сварки и
т.п. Избегайте распила подобных заготовок. В случае
необходимости распила подобных заготовок будьте
предельно внимательны,
удаляйте посторонние
включения и очищайте заготовку от любых загрязнений
как можно быстрее.
Проверьте уровень жидкости
в баке. Проверьте чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
ПОЛОМКА ПИЛЬНОГО
ПОЛОТНА
Неправильная сварка пильного полотна
Качество сварки пильного
полотна крайне важно. Свариваемые части пильного
полотна должны быть идеально подогнаны друг к другу
и на месте сварки не должно
оставаться посторонних
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
20
Page 29

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Слишком быстрое движение
пильного полотна
Неправильная скорость резания
Неправильный шаг зубьев
Неправильное закрепление
заготовки в тисках
Пильное полотно касается
заготовки до начала резания
Накладки направляющих не
отрегулированы или загрязнены из-за неправильного
обслуживания
включений или пузырей. Место сварки должно быть
гладким и ровным, без выпуклостей, которые могут
привести к царапинам или
поломке пильного полотна
при прохождении через прокладки направляющих.
Снизьте скорость пильного
полотна, уменьшите давление резания. Отрегулируйте
устройство торможения.
Измените скорость и/или тип
пильного полотна.
Выберите подходящее
пильное полотно. См. раздел
«Классификация материалов
и выбор пильного полотна»
Проверьте правильность закрепления заготовки
В начале резания никогда не
опускайте пильную раму до
включения двигателя пильного полотна.
Проверьте расстояние между
направляющими (см. «Регулировка станка», пункт
Направляющие блоки пильного полотна): слишком
близкое расположение
накладок может привести к
трещинам или поломкам
21
Page 30

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Направляющие блоки пильного полотна расположены
слишком далеко от заготовки
Неправильное позиционирование пильного полотна на
маховике
Недостаточная смазка или
неподходящая СОЖ
зубьев. Будьте предельно
внимательны при очистке.
Подведите блок к заготовке
так близко, как это возможно,
так, чтобы только та часть
пильного полотна, которая
врезается в материал, была
открыта. Это предотвратит
изгиб пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Задняя часть пильного полотна задевает за опору
из-за деформации или не-
ровного сварочного шва, это
вызывает трещины и неровности заднего контура.
Проверьте уровень жидкости
в баке. Проверьте чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
ПИЛЬНОЕ ПОЛОТНО РАЗРЕЗАНО ИЛИ ПОЦАРАПАНО
Накладки направляющих
пильного полотна повреждены или со сколами
Направляющие подшипники
слишком затянуты или
слишком ослаблены
Замените накладки.
Отрегулируйте подшипники
(см. раздел «Регулировка
станка», пункт Направляю-
щая пильного полотна).
РАСПИЛ НЕ ПРЯМОЙ
Пильное полотно не параллельно линии распила
Проверьте, не ослабли ли
винтовые крепления
направляющих блоков пильного полотна, отрегулируйте
22
Page 31

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Пильное полотно не перпендикулярно из-за слишком
большого зазора между
накладками направляющей и
неправильно отрегулированными блоками
Слишком высокая скорость
пильного полотна
Пильное полотно изношено
Неправильный шаг зубьев
Поломка зубьев
блоки в вертикальном
направлении, выставьте
блоки под нужными углами и,
если необходимо, отрегулируйте ограничительный винт
при распиле под углом.
Проверьте и отрегулируйте в
вертикальном направлении
направляющие блоки пильного полотна, установите
правильный зазор (см. раздел «Регулировка станка»,
пункт Направляющая пиль-
ного полотна).
Снизьте скорость, снизьте
давление резания. Отрегулируйте устройство торможения.
Подведите блоки к заготовке
так близко, как это возможно,
чтобы только та часть пильного полотна, которая врезается в материал, была открыта. Это предотвратит изгиб пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Замените пильное полотно.
Установите пильное полотно
с меньшим числом зубьев
(см. раздел «Классификация
материалов и выбор пильного полотна», пункт Типы
пильных полотен).
23
Page 32

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Недостаточная смазка или
неподходящая СОЖ
Неправильная работа пильного полотна из-за отсутствующих зубьев может
привести к отклонению от
траектории резания. Проверьте пильное полотно и
при необходимости замените.
Проверьте уровень жидкости
в баке. Проверьте, чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
НЕКАЧЕСТВЕННЫЙ
РАСПИЛ
Маховик изношен. Корпус
маховика забит стружкой.
Опора и направляющий
фланец пильного полотна
изношены и не могут обеспечить правильное положение пильного полотна, это
приводит к некачественному
выполнению распила. Шкивы
могут стать конической
формы и изменить ход полотна. Замените их. Очистите станок сжатым воздухом.
ПОЛОСЫ НА
ПОВЕРХНОСТИ РЕЗА
Слишком быстрое движение
пильного полотна
Пильное полотно низкого
качества
Пильное полотно изношено
Снизьте скорость пильного
полотна, снизьте давление
резания. Отрегулируйте
устройство торможения.
Используйте пильное полотно высокого качества.
Замените пильное полотно.
24
Page 33

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
или имеются поврежденные
и/или сломанные зубья
Неправильный шаг зубьев
Направляющие блоки пильного полотна расположены
слишком далеко от заготовки
Недостаточная смазка или
неподходящая СОЖ
Возможно, зубья используемого пильного полотна
слишком большие, используйте пильное полотно с
большим количеством зубьев
(см. «Классификация материалов и выбор пильного
полотна», пункт Типы пиль-
ных полотен).
Подведите блок к заготовке
так близко, как это возможно,
чтобы только та часть пильного полотна, которая врезается в материал, была открыта. Это предотвратит изгиб пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Проверьте уровень жидкости
в баке. Проверьте, чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
ШУМ В НАПРАВЛЯЮЩИХ
БЛОКАХ
Стружка на подшипниках
Износ или повреждение
накладок
Грязь и/или стружка между
пильным полотном и
направляющими подшипниками.
Замените накладки.
Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
25
Page 34

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
8 ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
26
Page 35

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
27
Page 36

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
28
Page 37

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
29
Page 38

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
30
Page 39

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
31
Page 40

Инструкция по эксплуатации ленточнопильного станка модели MBS-3232DASAF
32
 Loading...
Loading...