

Page 1
MBS-2540DAS
Ленточнопильный станок
по металлу
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in Taiwan /Сделано на Тайване
-
Март-2018
Page 2
Декларация о соответствии ЕС
Изделие: Ленточнопильный станок по металлу
MBS- 2540DAS
Артикул: -
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Руководство по эксплуатации станка JET MBS-2540DAS 2
Page 3
Инструкция по эксплуатации ленточнопильного станка модели MBS- 2540DAS
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш
новый станок марки JET. Эта инструкция разработана для владельцев и обслуживающего
персонала ленточнопильного станка по металлу мод. MBS- 2540DAS с целью обеспечения
надежного пуска в работу и эксплуатации станка, а также его технического обслуживания.
Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуатации и
прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по
технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию
или будете проводить работы по техническому обслуживанию. Для достижения
максимального срока службы и производительности Вашего станка тщательно следуйте,
пожалуйста, нашим указаниям.
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
1.1 Условия предоставления:
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов
материалов и дефектов обработки.
Jet предоставляет 2 года гарантии в
соответствии с нижеперечисленными
гарантийными обязательствами:
Гарантийный срок 2 (два) года со дня
продажи. Днем продажи является дата
оформления товарно-транспортных
документов и/или дата заполнения
Гарантийного талона.
Гарантийный, а также негарантийный и
В гарантийный ремонт принимается
оборудование при обязательном наличии
правильно оформленных документов:
гарантийного талона, согласованного с
сервис-центром образца с указанием
заводского номера, даты продажи,
штампом торговой организации и
подписью покупателя, а также при наличии
кассового чека, свидетельствующего о
покупке.
1.2 Гарантия не распространяется на:
сменные принадлежности (аксессуары),
например: сверла, буры; сверлильные и
токарные патроны всех типов и кулачки и
цанги к ним; подошвы шлифовальных
машин и т.п. (см. список сменных
послегарантийный ремонт производится
только в сервисных центрах, указанных в
гарантийном талоне, или авторизованных
сервисных центрах.
После полной выработки ресурса
оборудования рекомендуется сдать его в
сервис-центр для последующей
утилизации.
Гарантия распространяется только на
производственные дефекты, выявленные
в процессе эксплуатации оборудования в
период гарантийного срока.
Руководство по эксплуатации станка JET MBS-2540DAS 3
принадлежностей (аксессуаров) JET);
быстроизнашиваемые детали, например:
угольные щетки, приводные ремни,
защитные кожухи, направляющие и
подающие резиновые ролики,
подшипники, зубчатые ремни и колеса и
прочее. Замена их является платной
услугой;
оборудование JET со стертым полностью
или частично заводским номером;
шнуры питания, в случае поврежденной
изоляции замена шнура питания
обязательна.
Page 4
1.3 Гарантийный ремонт не
собранном виде в упаковке,
осуществляется в следующих случаях:
при использовании оборудования не по
назначению, указанному в инструкции по
эксплуатации;
при механических повреждениях
оборудования;
при возникновении недостатков из-за
действий третьих лиц, обстоятельств
непреодолимой силы, а также
неблагоприятных атмосферных или иных
внешних воздействий на оборудование,
таких как дождь, снег повышенная
влажность, нагрев, агрессивные среды и
др.;
при естественном износе оборудования
(полная выработка ресурса, сильное
внутреннее или внешнее загрязнение,
предотвращающей механические или
иные повреждения и защищающей от
неблагоприятного воздействия
окружающей среды.
Гарантийный ремонт частично или
полностью разобранного оборудования
исключен.
Профилактическое обслуживание
оборудования, например: чистка,
промывка, смазка, в период гарантийного
срока является платной услугой.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
По окончании срока службы
рекомендуется обратиться в сервисный
центр для профилактического осмотра
ржавчина);
при возникновении повреждений из-за
несоблюдения предусмотренных
инструкцией условий эксплуатации (см.
главу «Техника безопасности»);
при порче оборудования из-за скачков
напряжения в электросети;
при попадании в оборудование
посторонних предметов, например, песка,
камней, насекомых, материалов или
веществ, не являющихся отходами,
сопровождающими применение по
назначению;
при повреждении оборудования
вследствие несоблюдения правил
хранения, указанных в инструкции;
после попыток самостоятельного
оборудования.
Эта гарантия не распространяется на те
дефекты, которые вызваны прямыми или
косвенными нарушениями,
невнимательностью, случайными
повреждениями, неквалифицированным
ремонтом, недостаточным техническим
обслуживанием, а также естественным
износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный
продукт или производит его замену
бесплатно. Если будет установлено, что
дефект отсутствует, или его причины не
входят в объем гарантии JET, то клиент
сам несет расходы за хранение и
вскрытия, ремонта, внесения
конструктивных изменений, несоблюдения
правил смазки оборудования;
при повреждении оборудования из-за
небрежной транспортировки.
Оборудование должно перевозиться в
Руководство по эксплуатации станка JET MBS-2540DAS 4
обратную пересылку продукта.
JЕТ оставляет за собой право на
изменение деталей и принадлежностей,
если это будет признано целесообразным.
Page 5
2. БЕЗОПАСНОСТЬ
2.2 Общие указания по технике
2.1 Предписания оператору
Станок предназначен для распиливания
обрабатываемых резанием металлов и
пластмасс.
Обработка других материалов является
недопустимой или в особых случаях может
производиться после консультации с
производителем станка.
Запрещается обрабатывать магний высокая опасность возгорания!
Применение по назначению включает в
себя также соблюдение инструкций по
эксплуатации и техническому
обслуживанию, предоставленных
изготовителем.
Станок разрешается обслуживать лицам,
которые ознакомлены с его работой и
безопасности
Металлообрабатывающие станки при
неквалифицированном обращении
представляют определенную опасность.
Поэтому для безопасной работы
необходимо соблюдение имеющихся
предписаний по технике безопасности и
нижеследующих указаний.
Прочитайте и изучите полностью
инструкцию по эксплуатации, прежде чем
Вы начнете монтаж станка и работу на
нем.
Храните инструкцию по эксплуатации,
защищая ее от грязи и влаги, рядом со
станком и передавайте ее дальше новому
владельцу станка.
На станке не разрешается проводить
техническим обслуживанием и
предупреждены о возможных опасностях.
Необходимо соблюдать также
установленный законом возраст.
Использовать станок только в технически
исправном состоянии.
При работе на станке должны быть
смонтированы все защитные
приспособления и крышки.
Наряду с указаниями по технике
безопасности, содержащимися в
инструкции по эксплуатации, и особыми
предписаниями Вашей страны необходимо
принимать во внимание общепринятые
технические правила работы на
металлообрабатывающих станках.
Каждое отклоняющееся от этих правил
какие-либо изменения, дополнения и
перестроения
Ежедневно перед включением станка
проверяйте безупречную работу и наличие
необходимых защитных приспособлений.
Необходимо сообщать об обнаруженных
недостатках на станке или защитных
приспособлениях и устранять их с
привлечением уполномоченных для этого
работников.
В таких случаях не проводите на станке
никаких работ, обезопасьте станок
посредством отключения от сети.
Для защиты длинных волос необходимо
надевать защитный головной убор или
косынку.
Работайте в плотно прилегающей одежде.
использование рассматривается как
неправильное применение. Изготовитель
не несет ответственности за повреждения,
происшедшие в результате этого.
Ответственность несет только
пользователь.
Руководство по эксплуатации станка JET MBS-2540DAS 5
Снимайте украшения, кольца и наручные
часы.
Носите защитную обувь, ни в коем случае
не надевайте прогулочную обувь или
сандалии.
Page 6
Используйте средства индивидуальной
медикаменты также могут оказывать
защиты, предписанные для работы
инструкцией.
При работе на станке не надевать
перчатки.
Для безопасного обращения с полотнами
пилы используйте подходящие рабочие
перчатки.
При работе с длинными заготовками
используйте специальные удлинительные
приспособления стола, роликовые упоры и
т. п.
При распиливании круглых заготовок
обезопасьте их от прокручивания. При
распиливании неудобных заготовок
используйте специально предназначенные
вспомогательные приспособления для
опоры.
вредное воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с
рабочего места.
Не оставляйте без присмотра работающий
станок.
Перед уходом с рабочего места отключите
станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов.
Принимайте во внимание возможности
сообщения о пожаре и борьбе с огнем,
например, с помощью расположенных на
пожарных щитах огнетушителей.
Не применяйте станок во влажных
помещениях и не подвергайте его
воздействию дождя.
Соблюдайте минимальные и
Устанавливайте направляющие полотна
пилы как можно ближе к заготовке.
Удаляйте заклинившие заготовки только
при выключенном моторе и при полной
остановке станка.
Станок должен быть установлен так,
чтобы было достаточно места для его
обслуживания и подачи заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво
стоял на твердом и ровном основании.
Следите за тем, чтобы электрическая
проводка не мешала рабочему процессу, и
чтобы об нее нельзя было споткнуться.
Содержите рабочее место свободным от
мешающих заготовок и прочих предметов.
Будьте внимательны и сконцентрированы.
максимальные размеры заготовок.
Удаляйте стружку и детали только при
остановленном станке.
Работы на электрическом оборудовании
станка разрешается проводить только
квалифицированным электрикам.
Немедленно заменяйте поврежденный
сетевой кабель.
Работы по переоснащению, регулировке и
очистке станка производить только при
полной остановке станка и при
отключенном сетевом штекере.
Немедленно заменяйте поврежденные
полотна пилы.
2.3 Прочие опасности
Даже при использовании станка в
Серьезно относитесь к работе.
Никогда не работайте на станке под
воздействием психотропных средств,
таких как алкоголь и наркотики.
Принимайте во внимание, что
Руководство по эксплуатации станка JET MBS-2540DAS 6
соответствии с инструкциями имеются
следующие остаточные опасности:
Опасность повреждения двигающимся
полотном пилы в рабочей зоне.
Опасность от разлома полотна пилы.
Page 7
Опасность из-за разлетающейся стружки и
оборудования осуществляются
частей заготовок.
Опасность из-за шума и летящей стружки.
Обязательно надевайте средства
индивидуальной защиты, такие как
защитные очки и наушники.
Опасность поражения электрическим
током при неправильной прокладке
кабеля.
3. СПЕЦИФИКАЦИЯ СТАНКА
3.1 Технические характеристики
Зона обработки:
при 90°.........................Ø650, □650х1100 мм
при 45°...........................Ø650, □650х650 мм
при 60°.......................... Ø650, □650х400 мм
Скорость полотна....................30-110 м/мин
Размер полотна...................54х1,6х8700 мм
покупателем.
В технических характеристиках станков
указаны предельные значения зон
обработки, для оптимального подбора
оборудования и увеличения сроков
эксплуатации выбирайте станки с запасом.
Станок предназначен для эксплуатации в
закрытых помещениях с температурой от
10 до 35⁰С и относительной влажностью
не более 80%.
Во избежание преждевременного выхода
электродвигателя станка из строя и
увеличения ресурса его работы
необходимо: регулярно очищать
электродвигатель от стружки и пыли;
контролировать надежность контактов
присоединенных силовых кабелей;
Диапазон поворота консоли..............0° +60°
Высота рабочего стола.....................830 мм
Объём бака для СОЖ............................25 л
Двигатель:
главного привода, кВт..............................7,5
насос СОЖ, кВт.........................................0,2
Гидростанции, кВт.....................................2,2
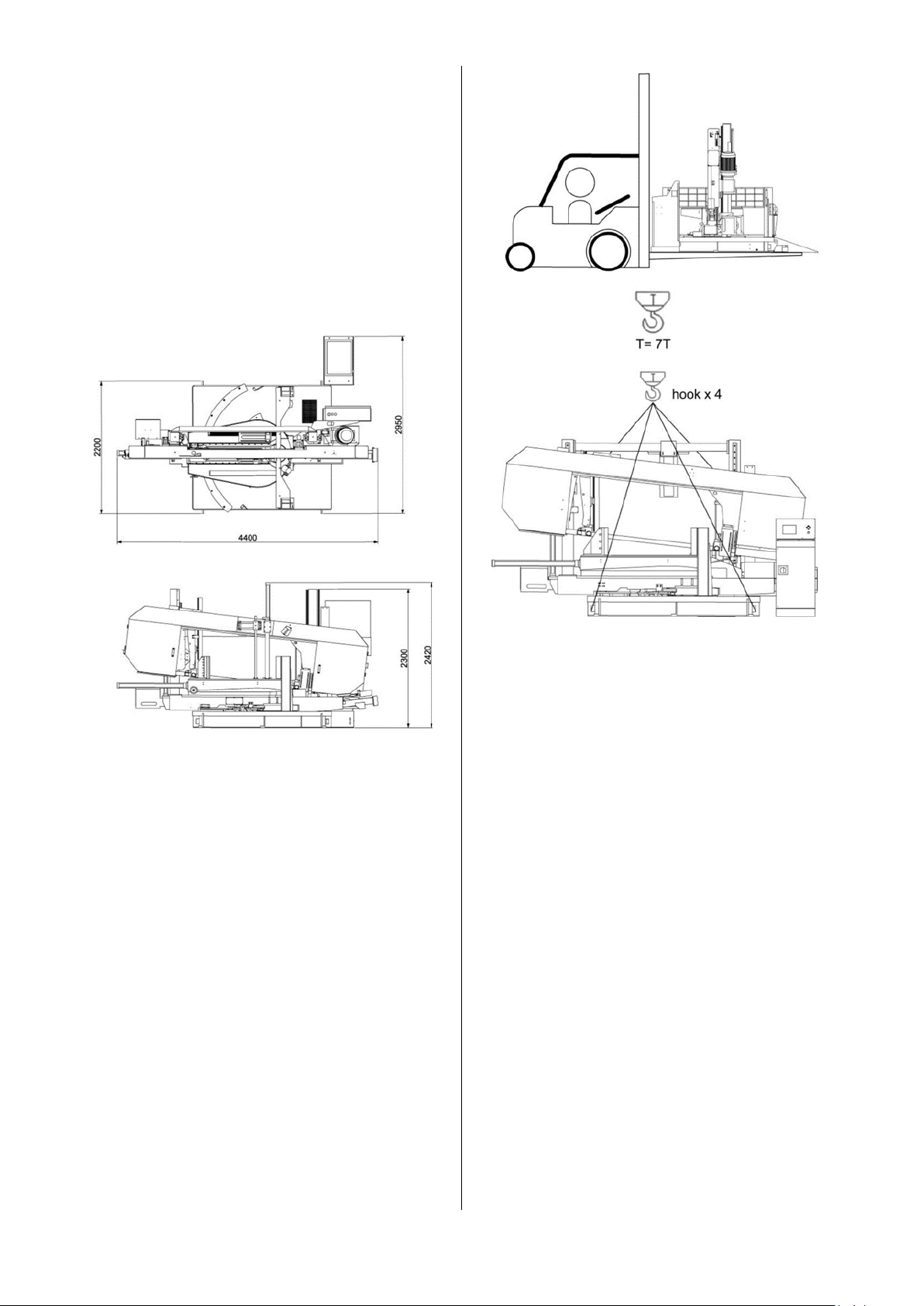
Габариты.......................4400х2950х2420 мм
Масса станка, кг.................................... 5200
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства
по эксплуатации. Производитель
оставляет за собой право на изменение
конструкции и комплектации оборудования
без уведомления потребителя.
контролировать соответствие сечения
силового или удлинительного кабеля.
Обслуживающий персонал должен
иметь соответствующий допуск на
эксплуатацию и проведение работ на
оборудовании оснащенного
электродвигателем напряжением
питания 380В, 50Гц.
Компелектация
Ленточнопильный станок
Ленточное полотно
Инструкция по эксплуатации
Деталировка
Станки комплектуются одним ленточным
полотном. Для правильного выбора шага
зуба ленточного полотна, подходящего
Станок предназначен для эксплуатации в
закрытых помещениях с температурой от
10 до 35оС и относительной влажностью
не более 80%.
Настройка, регулировка, наладка и
техническое обслуживание
Руководство по эксплуатации станка JET MBS-2540DAS 7
для отрезки ваших заготовок, пользуйтесь
таблицей подбора полотен в каталоге JET
или инструкции.
Помните: что в зависимости от профиля и
сечения отрезаемой заготовки необходимо
подбирать и устанавливать на станке
Page 8
ленточное полотно с соответствующим
шагом и формой зуба. В инструкции
представлены, носящие информационный
характер рекомендации по выбору и
эксплуатации ленточных полотен.
4 ТРАНСПОРТИРОВКА И УСТАНОВКА
СТАНКА
4.1 Габариты станка
4.2 Транспортировка и установка
Установите станок вилочным погрузчиком.
Обеспечьте достаточное пространство для
нормальной работы, ТО и хранения
материалов. Выберите место для
установки в стороне от источников пыли и
вибрации.
Осторожно распакуйте станок; шкаф
управления размещен у основания станка.
Первым делом установите
гидравлическую часть и тележку для
стружки.
Минимальные требования к установке
Соответствие напряжения и частоты сети
питания требованиям двигателя.
Окружающая температура в пределах от
10°C до + 50 °C.
Относительная влажность не выше 80%.
Крепление к фундаменту
Расположите станок на ровном плоском
основании или железобетонной плите.
Выровняйте станок или закрепите его
Руководство по эксплуатации станка JET MBS-2540DAS 8
Page 9
анкерными болтами. Расстояние от задней
части станка до стены должно составлять
минимум 800 мм. Расположите опоры с
помощью винтов или утопленных в бетон
стяжек.
Выравнивание станка
Точность работы станка зависит от
точности его выравнивания.
Производственные допуски гарантированы
только при условии чёткого и правильного
монтажа. Как только станок спущен на
фундамент, нужно выровнять его
продольно и поперечно с помощью
поочередной установки слесарного уровня
на основу салазок тисков и стол подачи.
При выравнивании слева-направо
установите левую сторону примерно на 5
мм выше правой.
При выравнивании передней части по
отношению к задней, задняя сторона
должна быть примерно на 5 мм выше
передней.
Это обеспечит необходимый угол для
возврата жидкости. По окончании
выравнивания закрепите станок к
основанию анкерными болтами.
Предупреждение: все выравнивающие
болты должны равномерно удерживать
вес станка.
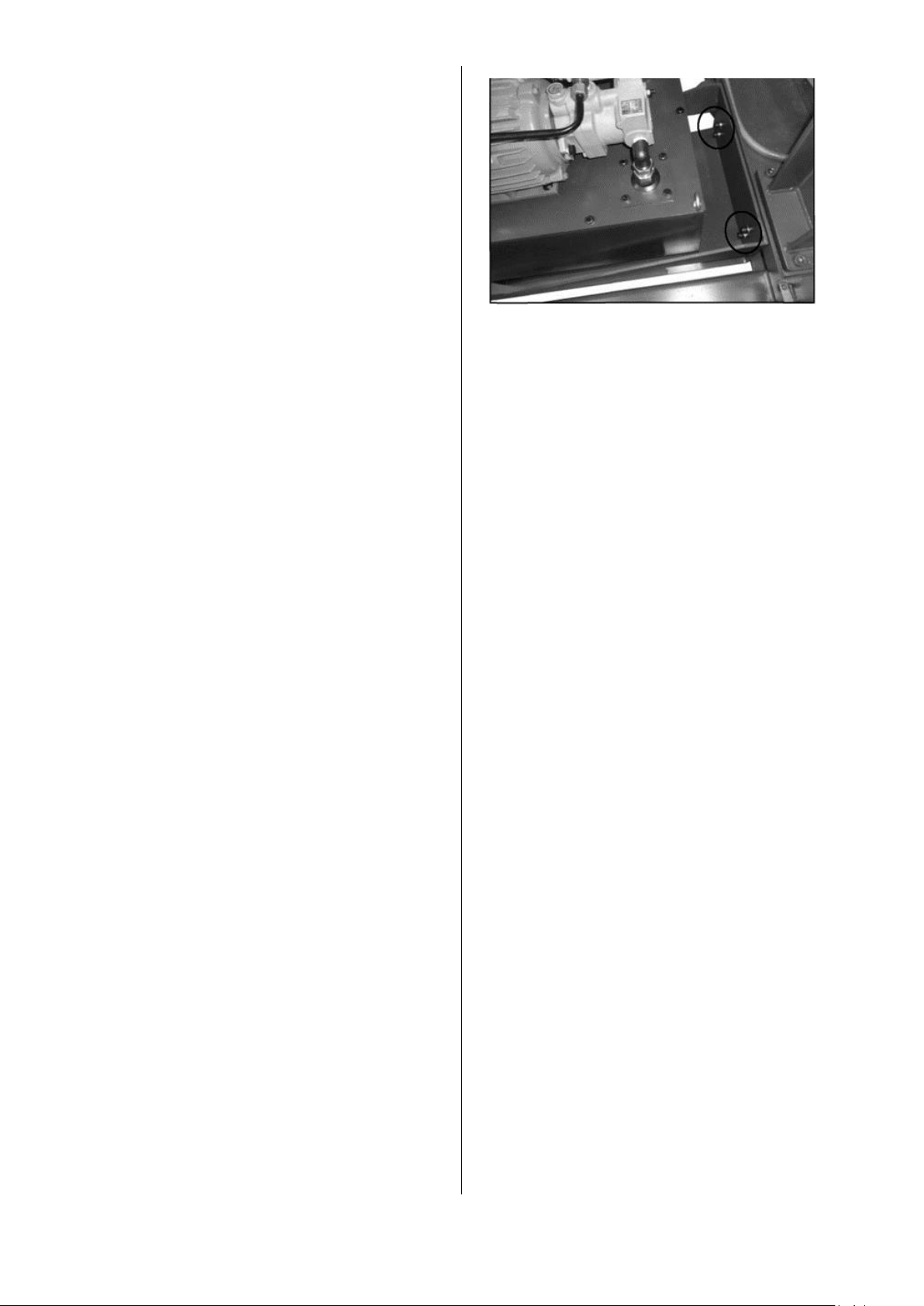
Сборка гидравлической части на
основании станка
В соответствии с размерами упаковки
гидравлическая часть отделена от
основания станка. Закрепите её к
основанию после распаковки
4.3 Консервация станка
В случае необходимости длительного
отключения станка, сделайте следующее:
Отключите станок от электропитания
Ослабьте натяжение полотна
Ослабьте пружину пильной бабки
Опорожните бак охладителя
Тщательно очистите и смажьте станок
Накройте станок при необходимости.
Демонтаж (в связи с повреждениями или
моральным устареванием)
В случае необходимости
утилизации/демонтажа станка, разделите
его на составляющие по виду и составу,
согласно следующим пунктам:
1) Чугун и ферриты, состоящие целиком из
металла, являются вторсырьём и могут
быть переплавлены после удаления
приведенного в пункте 3 содержимого.
2) Электрические компоненты,
включая кабели и электроматериалы
(магнитные карточки и т.д.), утилизируются
на городской свалке, согласно местному,
областному или государственному
законодательству, таким образом, они
могут быть отложены для сбора службой
удаления отходов;
3) Старые минеральные и
синтетические и/или смешанные масла,
эмульсионные масла и смазки являются
опасными или особыми отходами, поэтому
Руководство по эксплуатации станка JET MBS-2540DAS 9
Page 10
они должны собираться, перемещаться и
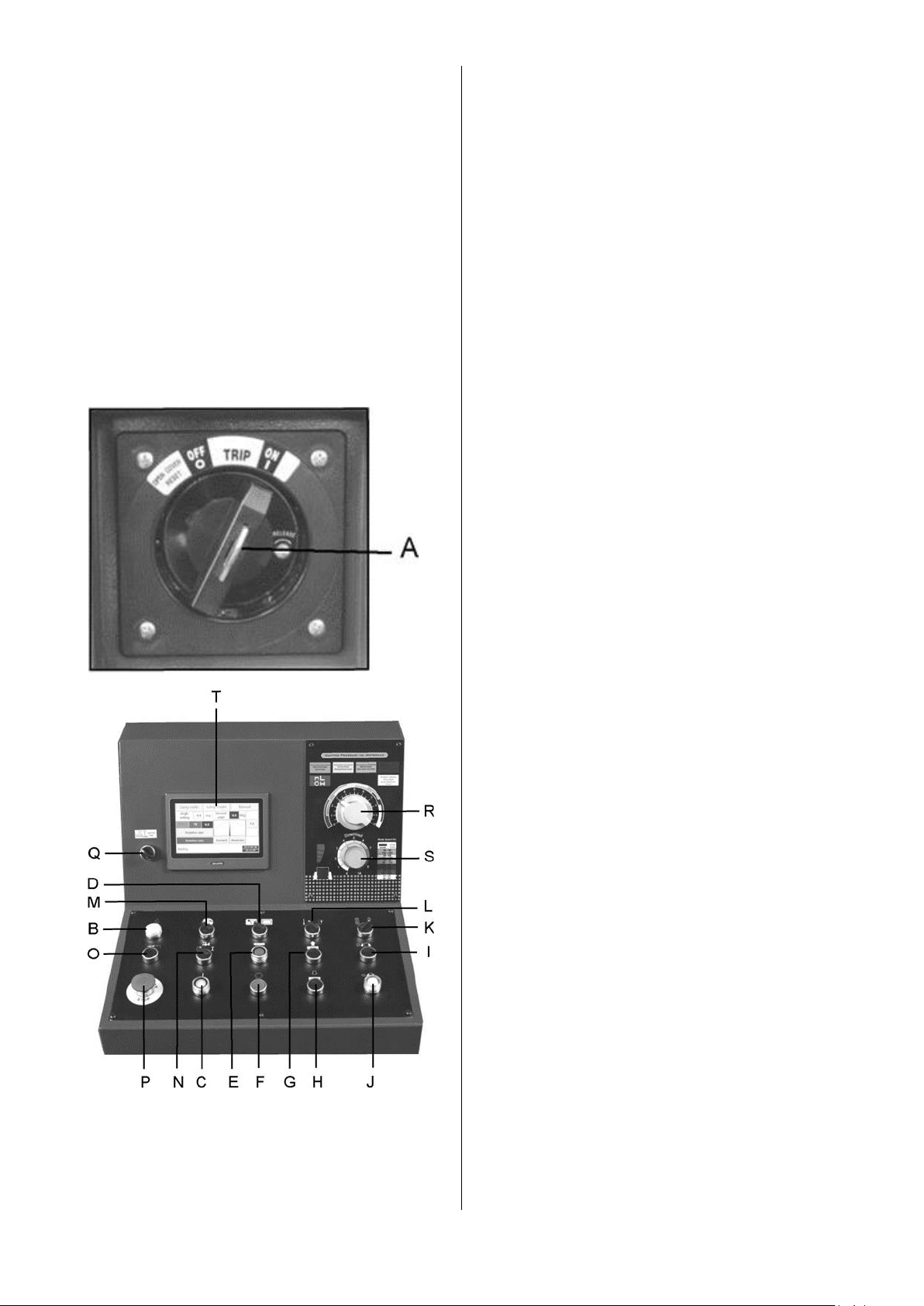
C. Пуск гидравлики - активирует
утилизироваться специальными службами.
ПРИМЕЧАНИЕ: Стандарты и законы,
касающиеся переработки отходов
постоянно развиваются и могут
изменяться. Пользователь станка должен
ознакомиться с новейшими документами в
данной области перед утилизацией
оборудования или его частей.
5 Описание частей станка
5.1 Панель управления
гидросистему
D. Режим работы - переключатель выбора
автоматического или ручного режима.
E. Пуск цикла - нажмите для начала резки
F. Останов цикла - нажмите для остановки
работы и возврата в стартовое положение
G. Подъём бабки - нажмите для подъема
бабки
H. Спуск бабки - нажмите для снижения
бабки
I.Открытие тисков - открывает тиски
J. Закрытие тисков - закрывает тиски
K. Зажатие/разжатие твердосплавных
направляющих - зажимает/разжимает
направляющие полотна с помощью
гидравлики.
L. Положение остановки бабки - выбирает
верхнее/нижнее положение бабка по
окончании распила
M. Выключатель рабочего освещения.
N. Переключатель охлаждения - включает
или выключает подачу охладителя
O. Кнопка быстрого спуска - ускоряет спуск
бабки
K. Кнопка аварийного останова - нажмите
для останова всех функций станка
Q. Кнопка вертикального пресса -
подъём/спуск вертикального спуска
R. Регулятор давления резки
Устанавливает давление для резки
различных материалов.
S. Регулятор подачи вниз
Устанавливает скорость подачи бабки.
T. Экран HMI - настройка параметров
A. Главный выключатель - электропитание
шкафа управления.
B. Индикатор питания - указывает на
наличие питания.
Руководство по эксплуатации станка JET MBS-2540DAS 10
резки
5.2 Экран HMI
Главная страница(F1) : статус ручного
режима - все действия и их статус
выводятся на экран. Для изменения
системного параметра выберите его и
Page 11
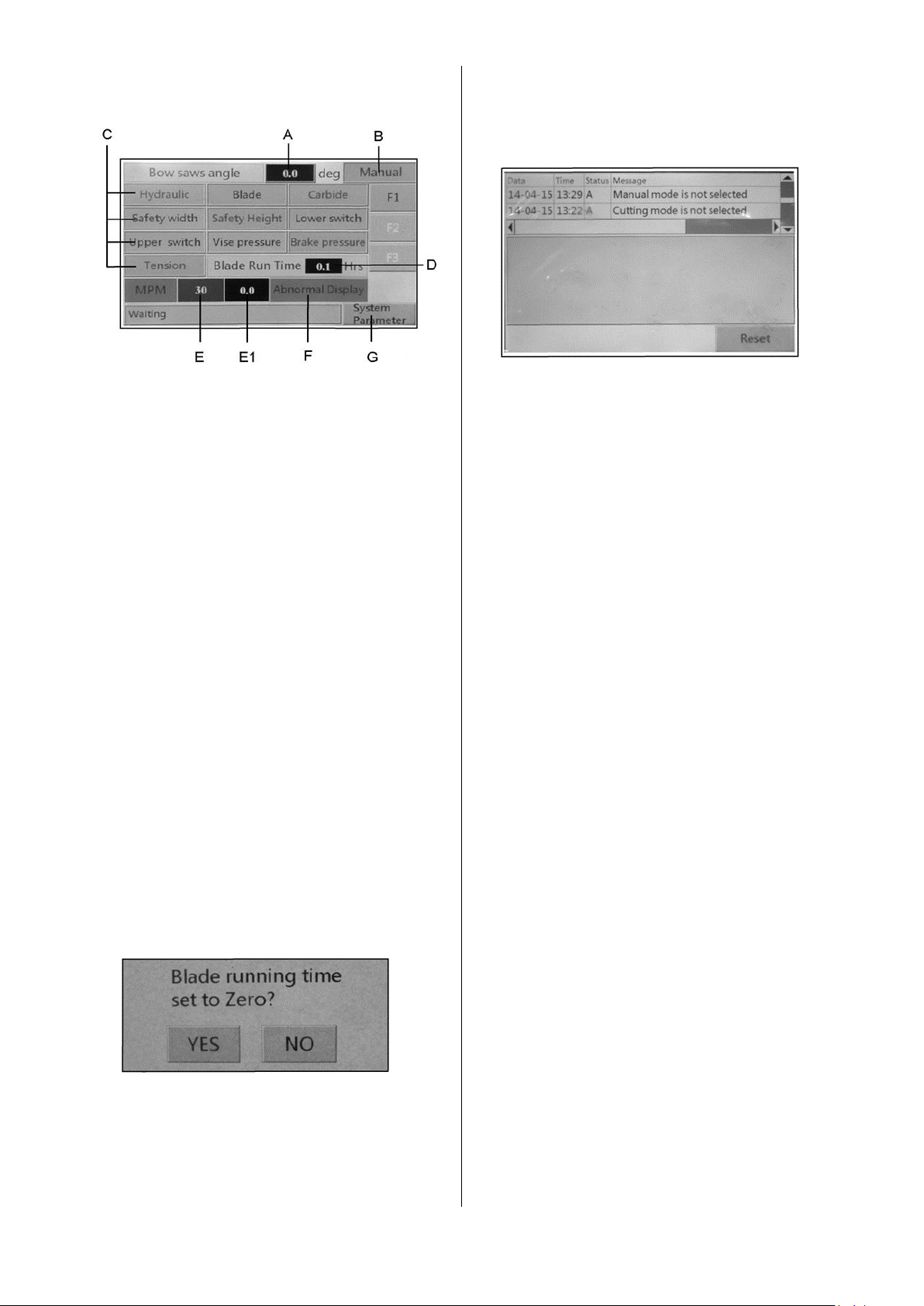
введите пароль (xxxx) для
F. Журнал аварий
редактирования.
A. Текущий угол пильной бабки
Поле отображает текущий угол пиления.
B. Режим работы
Отображает, выбран Ручной или
Автоматический режим работы.
C. Индикаторы работы
Отображает работу узлов гидравлики
(Hydraulic), натяжения полотна (Blade
Tension), направляющих (Carbide),
безопасной ширины (Safety Width),
безопасной высоты (Safety Height),
нижнего выключателя (Lower Switch),
верхнего выключателя (Upper Switch),
давления тисков (Vise Pressure) и тормоза
(Brake Pressure).
D. Время работы полотна
Коснитесь рамки для начала отсчета или
установки нуля при смене полотна.
-Коснитесь Blade run time для установки
нуля
Отображает возникающие аварии и
способы их устранения.
- Эта страница также хранит записи об
авариях. Перемещайте вертикальный и
горизонтальный ползунки для их
просмотра.
Отображение и устранения аварий
1. Неверный угол энкодера
Проверьте подключение энкодера.
Проверьте линейную функцию.
2. Отказ датчика давления тисков
Проверьте исправность датчика.
Проверьте положение датчика.
3. Неверное натяжение полотна
Проверьте целостность полотна
Проверьте натяжение полотна
Проверьте датчик полотна
4. Отказ концевого выключателя щупа
Проверьте концевой выключатель
Проверьте перемещение щупа
5. Отказ конц. выкл. опускания бабки
Проверьте концевой выключатель
Проверьте положение отключающего
E. Установка скорости полотна
Нажмите для ручной установки скорости.
E1 .Скорость полотна
Текущая скорость полотна.
Руководство по эксплуатации станка JET MBS-2540DAS 11
винта
6. Открыто ограждение полотна
Проверьте концевой выкл. ограждения
Закройте ограждение
7. Отказ инвертора двигателя
Проверьте исправность инвертора
Изучите код ошибки инвертора для
устранения причин отказа
Page 12

Проверьте гидронасос на наличие
перегрузки
Проверьте насос охлаждения на наличие
перегрузки
I. Установка угла резки.
Нажмите для ввода угла
J. Текущий угол
Отображает текущий угол наклона бабки.
K. Установка скорости полотна
G. Параметры системы
Для входа в данный раздел необходим
ввод пароля
Эта страница была настроена при
производстве станка и требует пароль для
изменения параметров. Нет
необходимости менять данные значения.
После ввода пароля выберите
«параметры системы» («system
parameter») их для отображения.
Изменение этих параметров должно
производится специально обученным
персоналом с особой осторожностью,
поскольку они влияют на работу всего
станка.
F2 : Установка угла резки и просмотр
Нажмите для ввода скорости полотна
Текущая скорость полотна
Отображает текущую скорость полотна
(м/мин)
M. Кнопка запуска поворота.
Нажмите для смены положения бабки
после настройки угла.
N. Кнопка останова поворота
Нажмите для остановки поворота бабки.
O. Наклон бабки, вперед:
Наклоняет бабку по часовой стрелке
P. Наклон бабки, реверс:
Поворачивает бабку против часовой
стрелки
F3 : Выбор языка - нажмите F3 для
отображения вариантов выбора языка.
После выбора языка весь интерфейс
текущего статуса - Установите желаемый
угол и нажмите «старт вращения»(M).
Бабка наклонится на заданный угол.
Установите положение тисков перед
началом резки
Руководство по эксплуатации станка JET MBS-2540DAS 12
станет отображаться на этом языке.
Page 13

просадке натяжения станок автоматически
5.3 Пильная бабка
Представляет из себя пильный механизм с
приводной частью (шестерни, редуктор,
двигатель и маховики), систему
натяжения, освещение, опоры, кисть и
направляющие (ограждение полотна,
блоки ограждения).
5.4 Концевые выключатели
ограничения высоты
выключится. Просадка натяжения может
быть вызвана растяжением или изломом
полотна. Потеря напряжения может также
возникнуть, если датчик не
сработал.Настройка винта натяжения A
проводится для контакта переключателя с
полотном при его натяжении.
5.6 Микропереключатели крышки колёс
С двух сторон крышки установлены
защитные микропереключатели стандарта
CE, отключающие питание при открытии
крышки.
Устройство ограничения нижнего
перемещения настраивается для
остановки перемещения при контакте
выключателя с пластиной.
5.5 Датчик повреждения полотна
В станке установлен защитный
выключатель повреждения полотна. При
Руководство по эксплуатации станка JET MBS-2540DAS 13
5.7 Щетка для стружки
На данной модели станка установлена
щетка для чистки стружки с режущего
полотна для продления срока его службы.
Щетка приводится в движение
собственным двигателем.
Page 14

5.8 Гидравлический тормоз
5. 10 Вертикальный прижим (Опция)
Прижмите заготовку вертикальным
прессом для лучшей фиксации.
5.11 Шнек и тележка для стружки
После установки положения бабки это
положение фиксируется гидравлической
системой.
5.9 Вспомогательные ролики
При необходимости подачи материала
используется вспомогательный ролик. Для
подстройки положения материала,
поднитите ролик от кнопки тач-скрина и
вращайте маховик(A). После
зафиксируйте ролик в нижнем положении.
(опция)
Шнек запускается автоматически при
резке. Он управляется гидроприводом и
передаёт стружку в тележку. Тележка
легко перемещается для утилизации
стружки.
! Предупреждение: Держите руки, одежду
и волосы в стороне от шнека. Шнек
чрезвычайно травмоопасен.
5.12 Рабочее освещение
Руководство по эксплуатации станка JET MBS-2540DAS 14
Page 15

5.13 Устройство шумоподавления
Настройка хода выполняется затяжкой или
При резке материала устройство надежно
прижимает полотно для снижения уровня
шума.
ослаблением винта B.
Ход считается настроенным правильно
если спинка полотна слегка касается
фланца шкива.
Примечание: перетяжка (слишком сильное
давление спинки полотна на фланец
шкива) повредит шкивы и полотно.
Затяните винт A.
Подключите станок к источнику питания.
6.2 Перемещение направляющей
колонки
Направляющая колонка (A) перемещается
совместно с тисками (B). При
перемещении тисков для зажима
материала, колонка приближается к
заготовке. Ручная настройка
6 НАСТРОЙКА И ПОДГОТОВКА К
РАБОТЕ
6.1 Настройка хода полотна
Выполняется обученным персоналом
знакомым с процедурой настройки и
возможными опасностями при её
проведении.
Ход полотна был выставлен
изготовителем и не должен вызывать
необходимость настройки. В случае
возникновения проблем сделайте
необязательна. Это уменьшит открытый
участок полотна и усилит поддержку
полотна.
следующее:
Поднимите раму на удобную высоту.
Отсоедините станок от источника питания.
Найдите настроечный винт хода на задней
части рамы позади приводного колеса.
Ослабьте винт A
Руководство по эксплуатации станка JET MBS-2540DAS 15
При перемещении в крайнее заднее
положение сработает защитный
переключатель.
Page 16

6.3 Установка полотна
Отключите источник питания
Откройте замок и раскройте крышки (A).
Опустите щётку для стружки ослаблением
рукоятки (A1).
Ослабьте винт фиксации ограждения
полотна (B) и осторожно снимите
направляющие.
- Снимите винты левого ограждения (C) и
ограждение полотна.
Ослабьте твердосплавную
направляющую.
Поверните переключатель натяжения в
положение “OFF” для ослабления полотна.
Снимите старое полотно с колёс и
направляющих.
Осторожно ! Даже старое полотно может
повредить кожу! Будьте предельно
внимательны!
Руководство по эксплуатации станка JET MBS-2540DAS 16
Page 17

Проверьте направление полотна.
Расположите полотно так, чтобы зубцы
были направлены в противоположную от
машины сторону и по направлению резки.
Расположите полотно на шкивах.
Оберните полотно вокруг шкивов и
направляющих. Настройте полотно так,
чтобы его спинка слегка касалась фланцев
шкивов.
Скрутите полотно и расположите его
между направляющими.
Натяните полотно рычагом натяжения.
Установите щётку до касания с полотном.
Установите крышки, ограждения и
затяните соединения.
Подключите питание и прокрутите полотно
вхолостую 1-2 минуты.
Отключите питание.
Перепроверьте натяжение полотна, щётки
и включите подачу материала.
При необходимости перенастройки
отключите питание, перенастройте и снова
всё проверьте.
6.4 Установка угла пильной бабки
Включите ручной режим работы. На
странице F2
нажмите на установку угла (3.2 I) и
введите значение. Затем нажмите “пуск
7 ПОДГОТОВКА К ЭКСПЛУАТАЦИИ
7.1 Установка высоты бабки
Ослабьте рукоять (A) для установки блока
верхнего положения бабки. Используйте
кнопки подъёма и спуска баки в ручном
режиме установите бабку или
вертикальный пресс выше материала на
15-20 мм. Если верхнее положение ниже
безопасной высоты, настройте верхний
позиционный блок выше, чем высота
безопасности.
После окончания резки бабка поднимется
в ожидании следующей резки. Установите
наиболее эффективную высоту для
ускорения операций резки.
вращения” (3.2M) для установки бабки на
нужный угол. Нажимайте вперёд(forward,
O) или назад(reverse, P) для
корректировки угла наклона.
Руководство по эксплуатации станка JET MBS-2540DAS 17
7.2 Настройка скорости полотна
Page 18

Для смены скорости станок использует
редуктор и преобразователь частоты.
На 3.2 E (F1),
Нажмите на кнопку для установки скорости
в пределах 30~100 м/мин.
7.3 Приработка полотна
Перед эксплуатацией нового полотна
необходимо провести его приработку для
увеличения его срока службы. Отказ от
приработки снизит эффективность резки и
срок службы полотна. Для приработки
нового полотна сделайте следующее:
Уменьшите скорость полотна до половину
от номинальной.
Увеличьте время резки в 2-3 раза в
сравнении с номинальным:
Приработка считается завершенной при
отсутствии необычных шумов и
металлических призвуков. (например, для
полной приработки полотна диаметром
2000 мм потребуется 5 полных резок).
Поверните главный выключатель на
электрическом ящике.
Переключателем (C) запустите
гидросистему.
Поворотом (D) влево включите ручной
режим.
Установите высоту пильной бабки.
Кнопками вверх (G) и вниз (H) задайте
наиболее эффективную высоту заготовки
согласно п. 5.1. Для быстрого спуска бабки
нажмите кнопку(O) и кнопку опускания (H).
Раскройте тиски кнопкой(I).
Загрузите заготовку.
Зажмите закотовку и нажмите кнопку
закрытия тисков (J).
Для угловой резки задайте угол согласно
По окончании приработки верните время и
скорость резки к их номинальным
значениям.
8 ЭКСПЛУАТАЦИЯ
8.1 Эксплуатация
Руководство по эксплуатации станка JET MBS-2540DAS 18
п. (4.4.)
Установите скорость резки (3.2 E).
Установите скорость подачи полотна (3.1
S).
Поворотом (D) направо включите
автоматический режим работы.
Начните резку, нажав на (E).
В зависимости от материала установите
скорость резки и подачи полотна.
8.2 Аварийный останов
Page 19

При возникновении аварийной ситуации
Отсоединение насоса от корпуса для
нажмите на Кнопку Аварийного останова
(3.1 P). Кнопка аварийного останова
зафиксирует бабку в последнем рабочем
положении. Двигатель, гидравлика и
система управления прекратят работу.
Для перезапуска поверните кнопку
аварийного останова и восстановите её
положение по умолчанию.
Производственный цикл сбросится.
Переработка масла подвергнута
строгим ограничениям. Прочитайте
раздел «Установка станка» для боле
подробной информации.
9. ТЕКУЩЕЕ И СПЕЦИАЛЬНОЕ ТО
Приведенные ниже работы по
обслуживанию делятся на ежедневные,
чистки фильтра и зоны всасывания.
Очистка фильтра крышки насоса и зоны
всасывания.
Чистка направляющих полотна и сливного
отверстия ОЖ сжатым воздухом.
Чистка корпуса и поверхностей
скольжения полотна шкивов.
9.3 Ежемесячное обслуживание
Протяжка винтов ведущего колеса.
Проверка подшипников направляющих
полотна.
Протяжка винтов двигателя, насоса и
устройства защиты.
9.4 Полугодовое обслуживание
Проверка цепей защиты.
еженедельные, ежемесячные и
полугодовые. В случае пренебрежения
этими работами последует
преждевременный износ станка и низкое
качество производства.
9.1 Ежедневное обслуживание
Общая чистка станка для удаления
скопившейся стружки.
Чистка сливного отверстия охлаждающей
жидкости(ОЖ) для предупреждения
скапливания ОЖ.
Проверка уровня ОЖ.
Проверка износа полотна.
Поднятие пильной рамы в верхнее
положение и частичное ослабление
полотна во избежание перенапряжения.
9.5 Смазочные масла
Учитывая разнообразие рынка смазочной
продукции, пользователь может
использовать любое масло, используя в
качестве ориентира SHELL LUTEM OIL
ECO. Минимальное растворенное в воде
количество масла составляет 8-10%.
9.6 Переработка масла
Утилизация масла и Сож согласно
законодательства.
9.7 Специальное обслуживание
Специальное обслуживание должен
производить обученный персонал. Мы
рекомендуем связаться с Вашим
дилером/импортёром по этому вопросу.
Проверка функционирования защитных
экранов и аварийных выключателей.
9.2 Еженедельное обслуживание
Тщательная чистка станка от стружки,
особенно из ёмкости для ОЖ.
Руководство по эксплуатации станка JET MBS-2540DAS 19
Другое защитное и аварийное
оборудование, устройства (редуктора),
двигатель, привод насоса и прочие
электрические компоненты также требуют
особого техобслуживания.
Page 20

9.8 Смена масла редуктора
ТИПЫ СТАЛЕЙ
ХАРАКТЕРИСТИКИ
Применение
Италия
UNI
Германия
DIN
Франция
A F NOR
Велико
бр.
SB
США
AISISAE
Твердо
сть по
Бринел
лю HB
Твердос
ть по
Роквелл
у
HRB
Предел
прочнос
ти
R=Н/мм2
Конструкционн
ые стали
Fe360
Fe430
Fe510
St537
St44
St52
E24
E28
E36
--43
50
---
---
---
116
148
180
67
80
88
360+480
430+560
510+660
Углеродистые
стали
C20
C40
C50
C60
CK20
CK40
CK50
CK60
XC20
XC42H1
--XC55
060 A
20
060 A
40
--060 A
62
1020
1040
1050
1060
198
198
202
202
93
93
94
94
540+690
700+840
760+900
830+980
Пружинные
стали
50CrV4
60SiCr8
50CrV4
60SiCr7
50CV4
---
735 A
50
---
6150
9262
207
224
95
98
1140+13
30
1220+14
00
Легированная
сталь для
закалки,
термообработк
и и
азотирования
35CrMo4
39NiCrMo4
41CrAlMo7
34CrMo4
36CrNiMo
4
41CrAlMo
7
35CD4
39NCD4
40CADG
12
708 A
37
--905 M
39
4135
9840
---
220
228
232
98
99
100
780+930
880+108
0
930+113
0
Легированные
цементирован
ные стали
18NCrMo7
20NiCrMo2
---21NiCrMo
2
20NCD7
20NCD2
En 325
805 H
20
4320
4315
232
224
100
98
760+103
0
690+980
Подшипниковы
е сплавы
100Cr6
100Cr6
100C6
534 A
99
5210
0
207
95
690+980
Инструменталь
ная сталь
52NiCrMoKU
C100KU
X210Cr13KU
58SiMo8KU
56NiCrMo
V7C100K
C100W1
X210Cr12
-----
----
---Z200C12
Y60SC7
----BS 1
BD2BD3
-----
--S-1
D6D3
S5
244
212
252
244
102
96
103
102
800+103
0
710+980
820+106
0
800+103
0
Нержавеющие
стали
X12Cr13
X5CrNi1810
X8CrNi1910
4001
4301
---Z5CN18.
19
---304 C
12
410
304
202
202
94
94
670+885
590+685
Откройте дренажное отверстия редуктора
Редуктора необходима периодическая
смена масла.
Первая смена проводится спустя полгода
и затем раз в год.
Для смены масла сделайте следующее:
Опустите пильную бабку кнопкой спуска
Отключите станок от источника питания.
для слива масла.
Открутите винт заливного отверстие.
После слива масла закройте дренажное
отверстие.
Залейте новое масло до достижения
центральной отметки смотрового окошка
на корпусе.
10. ВЫБОР ЛЕНТОЧНОГО ПОЛОТНА
Классификация материалов и пильного полотна
Руководство по эксплуатации станка JET MBS-2540DAS 20
Page 21

Таблица выбора зубьев пильного полотна
Толщина
S, мм
Конструкция
с
одинаковым
и зубьями
Конструкция с
комбинированн
ыми зубьями
до 1.5
14
10/14
от 1 до 2 8 8/12
от 2 до 3 6 6/10
от 3 до 5 6 5/8
от 4 до 6 6 4/6
Больше 6 4 4/6
X8CrNiMo17
13
---4401
---Z6CDN1
7.12
---316 S
16
--316
202
202
94
94
540+685
490+685
Медные
сплавы
Латунь
Бронза
Алюминиево-медный сплав G-CuAl11Fe4Ni4 UNl 5275
Специальный марганцевый сплав/кремнистая латунь
G-CuZn36Si1Pb1 UNI5038
Марганцовистая бронза SAE43 – SAE430
Фосфористая бронза G-CuSn12 UNI 7013/2a
220
140
120
100
98
77
69
56,5
620+685
375+440
320+410
265+314
Чугун
Серый чугун G25
Чугун с шаровидным графитом GS600
Ковкий чугун W40-05
212
232
222
96
100
98
245
600
420
Для достижения качественного результата
при резании необходимо выбрать
оптимальные параметры резания, такие, как
тип пильного полотна, скорость пильного
полотна и скорость опускания пильной
рамы в зависимости от параметров
заготовки: твердость материала, размер,
форма сечения. Параметры резания
должны быть оптимально подобраны под
конкретные условия работы, исходя из
практических соображений и здравого
смысла таким образом, чтобы не
приходилось производить слишком много
подготовительных действий. Различные
проблемы, периодически возникающие при
эксплуатации станка, гораздо легче решать,
если оператор хорошо знаком с данными
профили, трубы и планки, требуются
пильные полотна с близко расположенными
зубьями, чтобы в работе одновременно
находилось от 3 до 6 зубьев;
Для работы с деталями большого сечения и
без тонких стенок требуются пильные
полотна с большим расстоянием между
зубьями для лучшего отвода стружки и
лучшего врезания;
Для заготовок из мягких материалов или
пластика (легкие сплавы, мягкая бронза,
тефлон, дерево и т.п.) также требуются
пильные полотна с большим расстоянием
между зубьями;
Для пакетного распила деталей требуются
пильные полотна с комбинированной
конструкцией зубьев.
параметрами.
Определение материала
В таблице, расположенной выше,
перечислены характеристики материалов
заготовки. Эти данные помогут подобрать
правильный инструмент.
Выбор пильного полотна
Прежде всего, необходимо подобрать шаг
зубьев пильного полотна, другими словами,
количество зубьев на дюйм (25,4 мм),
подходящее для материала заготовки,
учитывая следующие критерии:
Для работы с тонкостенными деталями с
и/или переменного сечения, такими, как
Руководство по эксплуатации станка JET MBS-2540DAS 21
Шаг зубьев
Как уже отмечалось, шаг зависит от
следующих факторов: твердости заготовки,
размеров сечения, толщины стенок.
Page 22

Сплошной
Ø или
ширина L,
мм
Конструкция
с
одинаковым
и зубьями
Конструкция с
комбинирован
ными зубьями
до 30 8 5/8
от 30 до 60
6
4/6
от 40 до 80
4
4/6
Больше 90
3
3/4
Скорость резания и подачи
Скорость резания (м/мин) и подача (см2/мин
= площадь, которую прошли зубья при
снятии стружки) имеют ограничения, при
превышении этих ограничений кромки
зубьев перегреваются.
Скорость резания зависит от прочности
материала (R = Н/мм2), его твердости (HRC)
и размеров сечения.
Слишком высокая подача (скорость
опускания пильной рамы) приводит к
отклонению от предполагаемой траектории
резания, отклонению от прямой линии в
вертикальном и горизонтальном
Приработка пильного полотна
При первом резании рекомендуется
провести серию пробных резов на
низкой подаче (30-35 см
2
/мин для
заготовок среднего размера,
рекомендуемого для станка, цельной
заготовки из обычной стали прочностью R =
410-510 Н/мм2).
Добавьте в область резания достаточное
количество СОЖ.
Структура пильного полотна
В большинстве случаев используются
биметаллические пильные полотна. Такие
полотна состоят из основной части из
кремнистой стали, соединенной лазерной
сваркой с режущей кромкой из
быстрорежущей стали (HHS). Такие
пильные полотна подразделяются на типы
M2, M42, M51. Они отличаются друг от
друга твердостью, зависящей от количества
входящего в состав кобальта (Cо) и
молибдена (Mo).
Типы пильных полотен
Типы пильных полотен отличаются друг от
друга конструктивными характеристиками,
такими, как: форма и режущий угол зуба,
шаг, расположение зубьев, форма и угол
зуба.
Обычный зуб: 0º уклон и постоянный шаг.
направлениях.
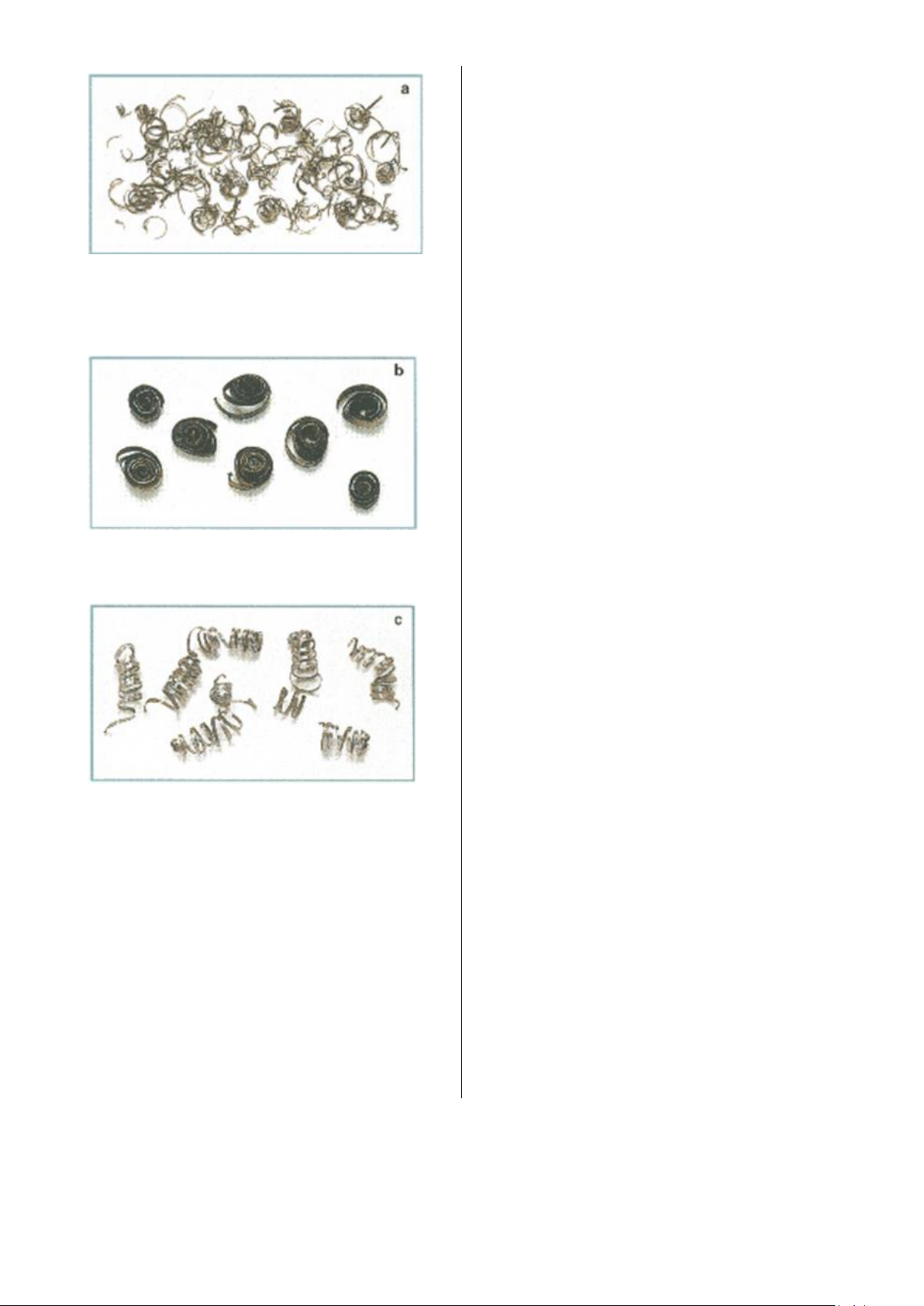
Наилучшее сочетание этих двух
параметров можно определить по форме
стружки.
Длинная спиралевидная стружка
образуется при идеальном режиме резания.
Очень мелкая или порошкообразная
стружка образуется при слишком низкой
подаче и/или давлении резания.
Толстая стружка и/или стружка синего цвета
образуется при перегрузке.
Самая распространенная форма для
перпендикулярного или наклонного распила
сплошных мелких и среднего размера
сечений заготовок или труб из мягких
сталей с покрытием, серого чугуна или
основных металлов.
Руководство по эксплуатации станка JET MBS-2540DAS 22
Page 23

Зуб с положительным углом наклона
Развод зубьев
зуба: положительный уклон 9º - 10º и
постоянный шаг.
Используется для поперечного или
наклонного распила цельных заготовок или
больших труб, но прежде всего для твердых
материалов (высоколегированные и
нержавеющие стали, специальная бронза и
ковкий чугун).
Комбинированные зубья: расстояние
между зубьями варьируется, вследствие
этого меняется размер зубьев и величина
впадин. Разный шаг зубьев способствует
более плавной работе и увеличивает срок
службы пильного полотна, так как вибрации
Зубья отклоняются от плоскости основания
пилы, в результате образуется широкий
пропил в заготовке.
Обычный развод или с уклоном: Зубья
отклоняются вправо и влево, чередуясь с
прямыми зубьями.
Используется для заготовок размером до 5
мм. Применяется для распила сталей,
отливок и твердых цветных металлов.
Волновой развод: Зубья образуют
плавные волны.
отсутствуют.
Еще одним преимуществом использования
пильного полотна данного типа является то,
что одним пильным полотном возможно
разрезать заготовки разных размеров и
типов.
Комбинированные зубья: 9º - 10º
положительный уклон.
Этот тип пильного полотна больше всего
Для такого развода характерен мелкий шаг
зубьев. Пильные полотна с волновым
разводом зубьев в основном применяются
для распила труб и профилей тонкого
сечения (от 1 до 3 мм).
Чередование зубьев (группами): Группы
зубьев отклоняются вправо и влево,
чередуясь с прямыми зубьями.
Такое расположение характерно для очень
мелкого шага зубьев и применяется для
очень тонких заготовок (меньше 1 мм).
Чередование зубьев (отдельные зубья):
зубья отклоняются вправо и влево.
Такое расположение применяется для
подходит для распила профилей и больших
труб с толстыми стенками, а также цельных
прутков максимально допустимых для
станка размеров. Возможные величины
шагов: 3-4/4-6.
Руководство по эксплуатации станка JET MBS-2540DAS 23
распила неметаллических мягких
материалов, пластика и дерева.
Выбор скорости подачи
Page 24
В обоих случаях значительно сокращается
ресурс работы ленточного полотна. Усилие
натяжения контролируется встроенными на
некоторых моделях станков или
переносными приборами – тензометрами.
Обкатка полотна
недостаточном натяжении полотна
возможен неперпендикулярный срез, при
избыточном натяжении – разрыв.
Толстая, тяжелая, с голубым отливом
стружка - полотно перегружено
1. Установите необходимую скорость
2. Начните пиление на 70% мощности от
рекомендуемой для полотна и 50%
скоростью подачи
3. При наличии вибрации осторожно
уменьшайте скорость подачи вплоть до
полной остановки. Следите за
стружкообразованием и получающейся
формой стружки
4. После распила 400-600 см², или не менее
15 минут времени реального пиления,
постепенно увеличивайте до требуемой
скорость полотна и постепенно – скорость
подачи.
Охлаждение и Смазка
Охлаждение и смазка обязательны в
Свободно намотанная (витая) стружка идеальные условия резания
11. ЭКСПЛУАТАЦИЯ ЛЕНТОЧНОГО
ПОЛОТНА
Натяжение полотна
Величина натяжения ленточного полотна
должна составлять приблизительно 300
Н/мм. При недостаточном натяжении
полотна возможен неперпендикулярный
срез, при избыточном натяжении – разрыв.
большинстве операций обработки
металлов. В случае обработки алюминия
или алюминиевых сплавов СОЖ также
помогает в удалении стружки и более
высококачественной поверхностной
обработки. Нет необходимости смазки для
чугуна и некоторых неметаллических
материалов (пластмассы, графита, и т.д).
Ресурс ленточного полотна напрямую
зависит от правильного подбора СОЖ,
основная задача не допускать перегрева
полотна.
Руководство по эксплуатации станка JET MBS-2540DAS 24
Page 25

12. ОСНОВНЫЕ ПРИЧИНЫ ПРЕЖДЕВРЕМЕННОГО ВЫХОДА ЛЕНТОЧНОГО ПОЛОТНА
НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
ПОЛОМКА ЗУБА ПИЛЫ
Слишком большая скорость
перемещения пилы
Неправильная скорость
резания
Неправильное расстояние
между зубьями
Стружка или липкие
материалы прилипли к
зубьям пилы и между
зубьями
Уменьшите скорость,
уменьшите давление при
резании. Отрегулируйте
устройство торможения.
Измените скорость и/или
тип пильного полотна.
См. раздел
«Классификация
материалов и выбор
пильного полотна»,
Таблицу выбора пильного
полотна в зависимости
от скорости резания и
подачи.
Выберите подходящее
пильное полотно. См.
раздел “Классификация
материалов и выбор
пильного полотна».
Проверьте, не загрязнено
ли сливное отверстие
СОЖ на блоках
направляющей пильного
полотна и убедитесь в том,
что потока СОЖ
достаточно для удаления
стружка с пильного
полотна.
Поверхность заготовки
может быть оксидирована
или иметь покрытие,
которое делает заготовку в
начале резания тверже,
чем пильное полотно.
Также заготовка может
ИЗ СТРОЯ
В разделе перечислены ошибки и неисправности, которые могут возникнуть во время
эксплуатации станка и возможные способы их устранения.
Выявление и устранение неисправностей
Руководство по эксплуатации станка JET MBS-2540DAS 25
Page 26

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Дефекты заготовки или
материал заготовки
слишком твердый
Неправильное закрепление
заготовки в тисках
Пильное полотно застряло
в заготовке
Начало распила бруса с
острой кромкой или
переменным сечением
Пильное полотно низкого
качества
Предварительно
поврежденный зуб,
оставленный в пропиле
содержать закаленные
участки или включать в
себя остатки от
производства – песок от
литья в песчаную форму,
остатки от сварки и т.п.
Избегайте распила
подобных заготовок. В
случае необходимости
резания подобных
заготовок будьте
предельно внимательны,
удаляйте посторонние
включения и очищайте
заготовку от любых
загрязнений как можно
быстрее.
Проверьте зажим
заготовки.
Уменьшите подачу и
давление при резании.
Будьте внимательны в
начале резания.
Используйте пильное
полотно высокого
качества.
Аккуратно уберите все
части пилы, которые
отломились.
Поверните заготовку и
начните распил с другого
места.
Руководство по эксплуатации станка JET MBS-2540DAS 26
Page 27

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Отрезка происходит по
канавке, сделанной ранее
Вибрация
Неправильный шаг или
форма зубьев
Недостаточная смазка,
охлаждение или
неподходящая СОЖ
Направление зубьев
противоположно
направлению резания
Проверьте надежность
закрепления заготовки.
Замените пильное полотно
на более подходящее. См.
пункт Типы пильных
полотен в разделе
«Классификация
материалов и выбор
пильного полотна».
Отрегулируйте опорные
пластины направляющей.
Проверьте уровень
жидкости в баке.
Увеличьте циркуляцию
СОЖ, проверьте, не
засорилось ли выходное
отверстие и трубки для
СОЖ. Проверьте состав
СОЖ.
Поверните пилу зубьями в
правильном направлении.
ПРЕЖДЕВРЕМЕННЫЙ
ИЗНОС ПИЛЬНОГО
ПОЛОТНА
Неправильное врезание
пильного полотна
Направление зубьев
противоположно
направлению резания
См. раздел
«Классификация
материалов и выбор
пильного полотна», пункт
Приработка пильного
полотна.
Поверните полотно в
правильном направлении.
Руководство по эксплуатации станка JET MBS-2540DAS 27
Page 28

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Низкое качество пильного
полотна
Слишком быстрое
движение пильного
полотна
Неправильная скорость
резания
Дефекты заготовки или
заготовка слишком твердая
Используйте пильное
полотно высокого
качества.
Снизьте скорость пильного
полотна, уменьшите
давление резания.
Отрегулируйте устройство
торможения.
Измените скорость и/или
тип пильного полотна. См.
раздел «Классификация
материалов и выбор
пильного полотна»
Поверхность заготовки
может быть оксидирована
или иметь покрытие,
которое делает заготовку в
начале резания тверже,
чем пильное полотно.
Также заготовка может
содержать закаленные
участки или включать в
себя остатки от
производства – песок от
литья в песчаную форму,
остатки от сварки и т.п.
Избегайте распила
подобных заготовок. В
случае необходимости
распила подобных
заготовок будьте
предельно внимательны,
удаляйте посторонние
включения и очищайте
заготовку от любых
загрязнений как можно
быстрее.
Проверьте уровень
жидкости в баке.
Руководство по эксплуатации станка JET MBS-2540DAS 28
Page 29

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Недостаточная смазка или
неподходящая СОЖ
Проверьте чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
ПОЛОМКА ПИЛЬНОГО
ПОЛОТНА
Неправильная сварка
пильного полотна
Слишком быстрое
движение пильного
полотна
Неправильная скорость
резания
Неправильный шаг зубьев
Качество сварки пильного
полотна крайне важно.
Свариваемые части
пильного полотна должны
быть идеально подогнаны
друг к другу и на месте
сварки не должно
оставаться посторонних
включений или пузырей.
Место сварки должно быть
гладким и ровным, без
выпуклостей, которые
могут привести к
царапинам или поломке
пильного полотна при
прохождении через
прокладки направляющих.
Снизьте скорость пильного
полотна, уменьшите
давление резания.
Отрегулируйте устройство
торможения.
Измените скорость и/или
тип пильного полотна.
Выберите подходящее
пильное полотно. См.
раздел «Классификация
материалов и выбор
пильного полотна»
Руководство по эксплуатации станка JET MBS-2540DAS 29
Page 30

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Неправильное закрепление
заготовки в тисках
Пильное полотно касается
заготовки до начала
резания
Накладки направляющих не
отрегулированы или
загрязнены из-за
неправильного
обслуживания
Направляющие блоки
пильного полотна
расположены слишком
далеко от заготовки
Проверьте правильность
закрепления заготовки
В начале резания никогда
не опускайте пильную раму
до включения двигателя
пильного полотна.
Проверьте расстояние
между направляющими
(см. «Регулировка станка»,
пункт Направляющие
блоки пильного полотна):
слишком близкое
расположение накладок
может привести к
трещинам или поломкам
зубьев. Будьте предельно
внимательны при очистке.
Подведите блок к
заготовке так близко, как
это возможно, так, чтобы
только та часть пильного
полотна, которая
врезается в материал,
была открыта. Это
предотвратит изгиб
пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Задняя часть пильного
полотна задевает за опору
из-за деформации или
неровного сварочного шва,
это вызывает трещины и
неровности заднего
контура.
Проверьте уровень
жидкости в баке.
Проверьте чистоту
выходных отверстий и труб
для лучшей циркуляции
Руководство по эксплуатации станка JET MBS-2540DAS 30
Page 31

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Неправильное
позиционирование
пильного полотна на
маховике
Недостаточная смазка или
неподходящая СОЖ
СОЖ. Проверьте состав
СОЖ.
ПИЛЬНОЕ ПОЛОТНО
РАЗРЕЗАНО ИЛИ
ПОЦАРАПАНО
Накладки направляющих
пильного полотна
повреждены или со
сколами
Направляющие
подшипники слишком
затянуты или слишком
ослаблены
Замените накладки.
Отрегулируйте
подшипники (см. раздел
«Регулировка станка»,
пункт Направляющая
пильного полотна).
РАСПИЛ НЕ ПРЯМОЙ
Пильное полотно не
параллельно линии
распила
Пильное полотно не
перпендикулярно из-за
слишком большого зазора
Проверьте, не ослабли ли
винтовые крепления
направляющих блоков
пильного полотна,
отрегулируйте блоки в
вертикальном
направлении, выставьте
блоки под нужными углами
и, если необходимо,
отрегулируйте
ограничительный винт при
распиле под углом.
Проверьте и отрегулируйте
в вертикальном
направлении
направляющие блоки
пильного полотна,
Руководство по эксплуатации станка JET MBS-2540DAS 31
Page 32

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
между накладками
направляющей и
неправильно
отрегулированными
блоками
Слишком высокая скорость
пильного полотна
Пильное полотно изношено
Неправильный шаг зубьев
Поломка зубьев
установите правильный
зазор (см. раздел
«Регулировка станка»,
пункт Направляющая
пильного полотна).
Снизьте скорость, снизьте
давление резания.
Отрегулируйте устройство
торможения.
Подведите блоки к
заготовке так близко, как
это возможно, чтобы
только та часть пильного
полотна, которая
врезается в материал,
была открыта. Это
предотвратит изгиб
пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Замените пильное
полотно. Установите
пильное полотно с
меньшим числом зубьев
(см. раздел
«Классификация
материалов и выбор
пильного полотна», пункт
Типы пильных полотен).
Неправильная работа
пильного полотна из-за
отсутствующих зубьев
может привести к
отклонению от траектории
резания. Проверьте
пильное полотно и при
необходимости замените.
Руководство по эксплуатации станка JET MBS-2540DAS 32
Page 33

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Недостаточная смазка или
неподходящая СОЖ
Проверьте уровень
жидкости в баке.
Проверьте, чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
НЕКАЧЕСТВЕННЫЙ
РАСПИЛ
Маховик изношен. Корпус
маховика забит стружкой.
Опора и направляющий
фланец пильного полотна
изношены и не могут
обеспечить правильное
положение пильного
полотна, это приводит к
некачественному
выполнению распила.
Шкивы могут стать
конической формы и
изменить ход полотна.
Замените их. Очистите
станок сжатым воздухом.
ПОЛОСЫ НА
ПОВЕРХНОСТИ РЕЗА
Слишком быстрое
движение пильного
полотна
Пильное полотно низкого
качества
Пильное полотно изношено
или имеются
поврежденные и/или
сломанные зубья
Неправильный шаг зубьев
Снизьте скорость пильного
полотна, снизьте давление
резания. Отрегулируйте
устройство торможения.
Используйте пильное
полотно высокого
качества.
Замените пильное
полотно.
Возможно, зубья
используемого пильного
полотна слишком большие,
используйте пильное
полотно с большим
количеством зубьев (см.
Руководство по эксплуатации станка JET MBS-2540DAS 33
Page 34

НЕИСПРАВНОСТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ
СПОСОБЫ УСТРАНЕНИЯ
Направляющие блоки
пильного полотна
расположены слишком
далеко от заготовки
Недостаточная смазка или
неподходящая СОЖ
«Классификация
материалов и выбор
пильного полотна», пункт
Типы пильных полотен).
Подведите блок к
заготовке так близко, как
это возможно, чтобы
только та часть пильного
полотна, которая
врезается в материал,
была открыта. Это
предотвратит изгиб
пильного полотна и, как
следствие, излишнюю
нагрузку на него.
Проверьте уровень
жидкости в баке.
Проверьте, чистоту
выходных отверстий и труб
для лучшей циркуляции
СОЖ. Проверьте состав
СОЖ.
ШУМ В НАПРАВЛЯЮЩИХ
БЛОКАХ
Стружка на подшипниках
Износ или повреждение
накладок
Грязь и/или стружка между
пильным полотном и
направляющими
подшипниками.
Замените накладки.
Руководство по эксплуатации станка JET MBS-2540DAS 34
 Loading...
Loading...