


This .pdf document is bookmarked
Operating Instructions and Parts Manual
Model JWS-25X Shaper
JET
427 New Sanford Road
LaVergne, Tennessee 37086 Part No. M-708309
Ph.: 800-274-6848 Revision B2 03/2019
www.jettools.com Copyright © 2017 JET
1

Warranty and Service
JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please
contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday.
Warranty Period
The general warranty lasts for the time period specified in the literature included with your product or on the official
JET branded website.
JET products carry a limited warranty which varies in duration based upon the product. (See chart below)
Accessories carry a limited warranty of one year from the date of receipt.
Consumable items are defined as expendable parts or accessories expected to become inoperable within a
reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects.
Who is Covered
This warranty covers only the initial purchaser of the product from the date of delivery.
What is Covered
This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty
does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear,
improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood.
Use of these machines in the processing of metal, plastics, or other materials outside recommended guidelines may
void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning.
Warranty Limitations
Woodworking products with a Five Year Warranty that are used for commercial or industrial purposes default to a
Two Year Warranty. Please contact Technical Service at 1-800-274-6846 for further clarification.
How to Get Technical Support
Please contact Technical Service by calling 1-800-274-6846. Please note that you will be asked to provide proof
of initial purchase when calling. If a product requires further inspection, the Technical Service representative will
explain and assist with any additional action needed. JET has Authorized Service Centers located throughout the
United States. For the name of an Authorized Service Center in your area call 1-800-274-6846 or use the Service
Center Locator on the JET website.
More Information
JET is constantly adding new products. For complete, up-to-date product information, check with your local distributor
or visit the JET website.
How State Law Applies
This warranty gives you specific legal rights, subject to applicable state law.
Limitations on This Warranty
JET LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD OF THE LIMITED WARRANTY FOR EACH PRODUCT.
EXCEPT AS STATED HEREIN, ANY IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE EXCLUDED. SOME STATES DO NOT ALLOW LIMITATIONS ON HOW LONG AN
IMPLIED WARRANTY LASTS, SO THE ABOVE LIMITATION MAY NOT APPLY TO YOU.
JET SHALL IN NO EVENT BE LIABLE FOR DEATH, INJURIES TO PERSONS OR PROPERTY, OR FOR
INCIDENTAL, CONTINGENT, SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR
PRODUCTS. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF INCIDENTAL OR
CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMITATION OR EXCLUSION MAY NOT APPLY TO YOU.
JET sells through distributors only. The specifications listed in JET printed materials and on official JET website are
given as general information and are not binding. JET reserves the right to effect at any time, without prior notice,
those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason
whatsoever. JET
Product Listing with Warranty Period
90 Days – Parts; Consumable items
1 Year – Motors; Machine Accessories
2 Year – Metalworking Machinery; Electric Hoists, Electric Hoist Accessories; Woodworking Machinery used
for industrial or commercial purposes
5 Year – Woodworking Machinery
Limited Lifetime – JET Parallel clamps; VOLT Series Electric Hoists; Manual Hoists; Manual Hoist
Accessories; Shop Tools; Warehouse & Dock products; Hand Tools; Air Tools
NOTE: JET is a division of JPW Industries, Inc. References in this document to JET also apply to JPW Industries,
Inc., or any of its successors in interest to the JET brand.
®
branded products are not sold in Canada by JPW Industries, Inc.
2

Table of Contents
Warranty and Service .................................................................................................................................... 2
Table of Contents .......................................................................................................................................... 3
Warnings ....................................................................................................................................................... 4
Safety Rules for Shapers .............................................................................................................................. 6
Introduction ................................................................................................................................................... 7
Specifications ................................................................................................................................................ 7
Optional Accessories .................................................................................................................................... 7
Pre-installation .............................................................................................................................................. 8
Shipping Contents ......................................................................................................................................... 8
Assembly ..................................................................................................................................................... 10
Fence Casting ......................................................................................................................................... 10
Fence ....................................................................................................................................................... 10
Featherboard ........................................................................................................................................... 10
Cutter Guard ............................................................................................................................................ 10
Handwheel Handle .................................................................................................................................. 10
Electrical Connections ................................................................................................................................. 11
General Information ................................................................................................................................. 11
Extension Cords ...................................................................................................................................... 11
Adjustments ................................................................................................................................................ 12
Fence Assembly Movement .................................................................................................................... 12
Handwheel ............................................................................................................................................... 12
Changing Spindle Speed ......................................................................................................................... 13
Belt Replacement .................................................................................................................................... 13
Coplanar Alignment ................................................................................................................................. 14
Ram Dial Calibration ................................................................................................................................ 15
Spindle Assembly Installation .................................................................................................................. 16
Spindle Assembly Removal ..................................................................................................................... 16
Shaper Cutter Installation ........................................................................................................................ 17
Featherboard Hold-downs ....................................................................................................................... 18
Precision Miter Gauge ............................................................................................................................. 18
Drive Belt Tension ................................................................................................................................... 13
Operating Controls ...................................................................................................................................... 19
Start/Stop ................................................................................................................................................. 19
Operations ................................................................................................................................................... 20
Special Cuts ................................................................................................................................................ 29
Troubleshooting .......................................................................................................................................... 32
Parts ............................................................................................................................................................ 33
Ordering Replacement Parts ................................................................................................................... 33
Table – Parts and Assembly ................................................................................................................... 34
Fence – Parts List .................................................................................................................................... 35
Fence – Assembly Drawing ..................................................................................................................... 36
Frame and Motor – Parts List .................................................................................................................. 37
Frame and Motor – Assembly Drawing ................................................................................................... 38
Cabinet and Base – Parts and Assembly ................................................................................................ 39
Elevator – Parts and Assembly ............................................................................................................... 40
Quill – Parts and Assembly ..................................................................................................................... 41
Spindle Assembly – Parts and Assembly ................................................................................................ 42
Wiring Diagram ........................................................................................................................................... 43
3

Warnings
1. Read and understand the entire owner's manual before attempting assembly or operation.
2. Read and understand the warnings posted on the machine and in this manual. Failure to comply with
all of these warnings may cause serious injury.
3. Replace the warning labels if they become obscured or removed.
4. This shaper is designed and intended for use by properly trained and experienced personnel only. If
you are not familiar with the proper and safe operation of a shaper, do not use until proper training
and knowledge have been obtained.
5. Do not use this shaper for other than its intended use. If used for other purposes, JET disclaims any
real or implied warranty and holds itself harmless from any injury that may result from that use.
6. Always wear approved safety glasses/face shields while using this shaper. Everyday eyeglasses only
have impact resistant lenses; they are not safety glasses.
7. Before operating this shaper, remove tie, rings, watches and other jewelry, and roll sleeves up past
the elbows. Remove all loose clothing and confine long hair. Non-slip footwear or anti-skid floor strips
are recommended. Do not wear gloves.
8. Wear ear protectors (plugs or muffs) during extended periods of operation.
9. Do not operate this machine while tired or under the influence of drugs, alcohol or any medication.
10. Make certain the machine is properly grounded.
11. Make all machine adjustments or maintenance with the machine unplugged from the power source. A
machine under repair should be RED TAGGED to show it must not be used until maintenance is
complete.
12. Remove adjusting keys and wrenches. Form a habit of checking to see that keys and adjusting
wrenches are removed from the machine before turning it on.
13. Keep safety guards in place at all times when the machine is in use. If removed for maintenance
purposes, use extreme caution and replace the guards immediately.
14. Check damaged parts. Before further use of the machine, a guard or other part that is damaged
should be carefully checked to determine that it will operate properly and perform its intended
function. Check for alignment of moving parts, binding of moving parts, breakage of parts, mounting
and any other conditions that may affect its operation. A guard or other part that is damaged should
be properly repaired or replaced.
15. Provide for adequate space surrounding work area and non-glare, overhead lighting.
16. Keep the floor around the machine clean and free of scrap material, oil and grease.
17. Keep visitors a safe distance from the work area. Keep children away.
18. Make your workshop child proof with padlocks, master switches or by removing safety keys.
19. Give your work undivided attention. Looking around, carrying on a conversation and “horse-play” are
careless acts that can result in serious injury.
20. Maintain a balanced stance at all times so that you do not fall or lean against the blade or other
moving parts. Do not overreach or use excessive force to perform any machine operation.
21. Use the right tool at the correct speed and feed rate. Do not force a tool or attachment to do a job for
which it was not designed. The right tool will do the job better and safer.
22. Use recommended accessories; improper accessories may be hazardous.
23. Maintain tools with care. Keep cutter sharp and clean for the best and safest performance. Follow
instructions for lubricating and changing accessories.
24. Check the cutter for cracks or missing teeth. Do not use a cracked cutter or one with missing teeth or
improper set. Make sure the cutter is securely locked on the arbor.
4

25. Keep hands clear of the cutter area. Do not reach past the cutter to clear parts or scrap with the
shaper running. Avoid awkward operations and hand positions where a sudden slip could cause your
hand to contact the cutter.
26. Do not attempt to shape boards with loose knots or with nails or other foreign material, on its surface.
Do not attempt to shape twisted, warped, bowed or “in wind” stock unless one edge has been jointed
for guiding purposes prior to shaping.
27. Do not attempt to shape long or wide boards unsupported where spring or weight could cause the
board to shift position.
28. Always use safety devices for all operations where they can be used.
29. Be sure to check the direction of spindle rotation before use.
30. Turn off the machine before cleaning. Use a brush or compressed air to remove chips or debris — do
not use your hands.
31. Do not stand on the machine. Serious injury could occur if the machine tips over.
32. Never leave the machine running unattended. Turn the power off and do not leave the machine until it
comes to a complete stop.
33. Remove loose items and unnecessary work pieces from the area before starting the machine.
WARNING: This product can expose you to chemicals including lead which is known to the
State of California to cause cancer and birth defects or other reproductive harm. For more
information go to http://www.p65warnings.ca.gov.
WARNING: Drilling, sawing, sanding or machining wood products generates wood dust and
other substances known to the State of California to cause cancer. Avoid inhaling dust generated
from wood products or use a dust mask or other safeguards for personal protection.
Wood products emit chemicals known to the State of California to cause birth defects or other
reproductive harm. For more information go to http://www.p65warnings.ca.gov/wood.
Familiarize yourself with the following safety notices used in this manual:
This means that if precautions are not heeded, it may result in minor injury and/or
possible machine damage.
This means that if precautions are not heeded, it may result in serious injury or possibly
even death.
5

Safety Rules for Shapers
3
Short stock – Never shape stock less than 12
inches in length without special fixtures. Where
practical, shape longer stock and cut to size.
12 inch rule – When shaping, never allow your
hands to come closer than 12 inches to the
cutters.
Hand safety – Never pass the hands directly
over, or in front of, the cutters (Figure A). As one
hand approaches the 12 inch radius point, remove
it (or the push stick) in an arc motion and
reposition hands 12 inches beyond the cutters.
Blind cut – When blind cutting, the workpiece is
positioned on top of the template. This keeps the
cutter(s) cutting only the underside of the
workpiece and provides a "distance" guard for the
operator.
Cutter Clearance – With the power disconnected,
always rotate the spindle by hand with any new
set-up to ensure proper clearance with the cutters.
At the same time, check to be sure the cutterhead
is turning in the correct direction.
Stock feed – Feed stock opposite to the direction
of the cutter rotation (Figure B). Never back stock
out of the cutter once the cut has been started.
Instead, pull the stock straight out away from
cutter and begin the cut again.
Guide pin – Whenever possible, use a guide pin
when performing pattern shaping and collar
shaping operations.
Tool maintenance – Clean and sharp tools give
safer and better performance. Dull tools can
cause kickbacks and excessive chatter. Before
making a cut, always check the condition and
adjustment of the tools. Never use a tool that is
not balanced and rated for the selected RPM.
Spindle speed – Do not operate tools at speeds
higher than rated by the manufacturer.
Cutter selection – Use only those cutters
designed to be used on the machine, and mount
only safety type cutters on the spindle.
Stock condition – The danger of kicked-back
stock can occur when the stock has knots, holes,
or foreign objects such as nails. Warped or in-wind
stock should first be jointed on one surface before
attempting to use it on the shaper.
Figure A
Figure B
6

Introduction
This manual is provided by JET covering the safe operation and maintenance procedures for a JET
Model JWS-25X Shaper. This manual contains instructions on installation, safety precautions, general
operating procedures, maintenance instructions and parts breakdown. This machine has been designed
and constructed to provide consistent, long-term operation if used in accordance with instructions set
forth in this manual. If there are any questions or comments, please contact either your local supplier or
JET. JET can also be reached at our web site: www.jettools.com.
Specifications
Model Number .................................................................................................................................. JWS-25X
Stock Number ..................................................................................................................................... 708309
Motor .................................................................................................................... 3HP, 230V, 60Hz, 1 Phase
Table Size (L x W) ...................................................................................................................... 25-1/2" x 25"
Table Height from Floor ............................................................................................................................. 33"
Spindle Size (Standard) .................................................................................................... 1/2", 3/4" Standard
Router Bit Collet Size (Optional) .......................................................................................................1/4", 1/2"
Spindle Capacity Under Nut:
Provided spindles .............................................................. (1/2" Spindle) 2-13/64", (3/4" Spindle) 3-3/16"
Optional spindles ............................................................... (1” Spindle) 3-3/16”, (30mm Spindle) 2-15/32”
Spindle Travel ........................................................................................................................................ 3-1/2"
Spindle Speeds (RPM) ............................................................................................... 7500, 10000, reversing
Table T-Slot (W x T) ........................................................................................................................ 3/4" x 3/8"
Table Opening Diameter ...................................................................................................................... 6-9/32"
Insert Opening Diameters .................................................................................................... 2-9/16", 4-21/64"
Fence Size x 2 ............................................................................................................ 4-3/4" (H) x 14-1/2" (L)
Dust Collection Minimum CFM Required 4" Port ...................................................................................... 600
Overall Dimensions ............................................................................. 32-1/4" (L) x 28-1/4" (W) x 42-3/8" (H)
Weight ......................................................................................................... 381 lbs (Shipping), 331 lbs (Net)
Optional Accessories
708383 1/4" Router Collet
708384 1/2" Router Collet
708388 1/2" Spindle
708387 3/4" Spindle
708318 1" Spindle
708382 30mm Spindle
The specifications in this manual were current at the time of publication, but because of our policy of
continuous improvement, JET reserves the right to change specifications at any time and without prior
notice, without incurring obligations.
7

Pre-installation
Shipping Contents
For maximum performance and safety from your
spindle shaper, clean and check it carefully
before installation.
Inspect the packing crate for physical or water
damage. Immediately contact the shipper if any
damage is noted.
Remove box and wood crating completely from
around shaper. Check that all parts are present
and undamaged. Check the specification plate
on the shaper to confirm that the correct model
shaper has been shipped to you.
Check that all shipping packaging is removed
from the shaper, particularly in and around all
moving parts. Remove all tape, wire, tags and
any other foreign materials.
Clean the shaper using products suitable for
removing protective coatings. Do not use
solvents on plastic parts of electrical cord or
damage may result.
Before lifting the machine, remove all foot bolts
locking it to the shipping base.
Transport the machine to the installation site
using a hand truck or dolly suitable for the
weight.
Compare the contents of your container with the
parts listings and illustrations on this and
following page to make sure all parts are intact.
Missing parts, if any, should be reported to your
distributor. Read the instruction manual
thoroughly for assembly, maintenance and
safety instructions.
Main Shaper Container
1 Cabinet and Base (A)
1 Fence Assembly Casting (B)
The shaper should be placed in an area with a
sturdy level floor, good ventilation and sufficient
lighting. Leave enough space around the
machine for mounting extension wings and rail
assemblies, and loading and off-loading stock
and general maintenance work.
Level the machine in both directions using metal
shims, if needed. Check that all four corners are
properly supported. If machine is not to be
bolted to the floor, make sure it rests solidly after
leveling.
Note: The letter designators identifying parts on this and following page are also used in the Assembly
section of this manual for reference and assembly convenience.
Main Shaper Container
8

Shipping Contents
Hardware
Hardware
Hardware and included tools consist of the following items:
1 Cutter Guard (C)
1 3/4" Spindle Assembly (D)
1 1/2" Spindle Assembly (E)
1 Handwheel Handle (F)
1 Starting Pin (G)
2 Lock Knob (H)
2 Flat Washer (J)
1 Miter Assembly (K)
1 Draw Bar (L)
2 Fence (M)
2 Featherboard Hold-downs (N)
2 Plastic Flat Washer (Q)
2 Slide (R)
1 Spindle Wrench (S)
1 Crosspoint Driver (T)
1 Wrench (U)
2 Combination Wrenches – 12/14mm,
1 Hex Wrenches – 3-, 5-, 6-, 8mm (W)
1 Touch-up paint, small can (not shown)
9
2 Fence Lock Knob (P)
17/19mm (V)

Assembly
Figure 1
Fence Casting
1. Place the fence casting (B) onto the table of
the cabinet (A).
2. Line up the threaded ends of the lock
handles (B
holes (A
) with the threaded mounting
1
) on the table. Tighten the lock
1
handles but allow sufficient slack to permit
the fence to be adjusted backward and
forward.
Fence
1. Place a plastic flat washer (Q) on the fence
lock knob (P). Insert the threaded end of the
lock knob through the slotted opening (B
)
2
from the back of the casting (B). From the
front side, attach a slide (R) to the threaded
end of the lock knob (P) and tighten the
knob several turns.
2. Install a fence (M) by engaging the track on
the rear of the fence with the slide (R).
3. Tighten the lock knob (P), but allow enough
slack to permit the fence (M) to slide.
4. Repeat above steps to install the remaining
fence.
Featherboard
Loosen lock handles (N1) and slide the rail of the
featherboard (N) so the squared edges of the
carriage bolt underneath the lock handles (N
)
1
engage in the track along the top of the
fence (M).
Cutter Guard
Place flat washers (J) on two lock knobs (H).
Insert lock knobs through the slotted openings
on the cutter guard (C) and secure to the
threaded mounting holes (B
) on the fence
3
casting (B).
Handwheel Handle
Thread handle (F) onto the handwheel (F1) and
tighten with the 12mm wrench (V) provided.
10

Electrical Connections
Electrical connections must
be made by a qualified electrician in
compliance with all relevant codes. This
machine must be properly grounded to help
prevent electrical shock and possible fatal
injury.
General Information
A power plug is not provided with the Model
JWS-25X. You may either connect the proper
UL/CSA listed plug or “hardwire” the machine
directly to your electrical panel provided there is
a disconnect near the machine for the operator.
Consult electrical drawings on page 43 for
further clarification of wiring setup.
This machine must be grounded. Grounding
provides a path of least resistance to help divert
current away from the operator in case of
electrical malfunction.
Make sure the voltage of your power supply
matches the specifications on the motor plate of
the machine.
Extension Cords
If an extension cord is necessary, make sure the
cord rating is suitable for the amperage listed on
the machine's motor plate. An undersized cord
will cause a drop in line voltage resulting in loss
of power and overheating.
The chart in Table 1 shows the correct size cord
to use based on cord length and motor plate
amp rating. If in doubt, use the next heavier
gauge. The smaller the gauge number, the
heavier the cord.
Extension Cord Length *
25
50
75
100
150
200
Amps
< 5 16 16 16 14 12 12
5 to 8 16 16 14 12 10 NR
8 to 12 14 14 12 10 NR NR
12 to 15 12 12 10 10 NR NR
15 to 20 10 10 10 NR NR NR
21 to 30 10 NR NR NR NR NR
*based on limiting the line voltage drop to 5V at 150% of the
rated amperes.
NR: Not Recommended.
feet
feet
Table 1
feet
feet
feet
feet
11

Adjustments
When changing tools, making
adjustments, or doing clean-up and maintenance, always turn the machine off and
unplug the machine from its power source.
Fence Assembly Movement
The adjustment controls of the fence assembly are
as follows (refer to Figure 2):
A – Fence Assembly Lock Knob – to secure fence
assembly to table
B – Lock Knob – to secure the outfeed fence
C – Outfeed Ram Adjust – fine forward/backward
adjustment for outfeed fence
D – Lock Knob – loosening permits side to side
adjustment of infeed or outfeed fence
E – Lock Knob – loosening permits vertical
adjustment of guard (F)
G – Lock Knob – loosening permits
backward/forward adjustment of guard (F)
Figure 2
Handwheel
The handwheel controls the spindle height. To
adjust (refer to Figure 3:
1. Loosen the lock handle (A).
2. Turn the handwheel (B) clockwise to lower the
spindle (C) and counterclockwise to raise the
spindle.
A scale and indicator (E) displays the spindle
position and can be used for reference when
making relative spindle height adjustments.
3. Tighten the lock handle (A).
Figure 3
12

Changing Spindle Speed
Referring to Figure 4:
The JWS-25X Shaper is equipped with pulleys that
allow you to change the spindle speed.
The drive belt (C) placed on the upper pulley
position (A) provides a 7,500 RPM spindle speed.
The belt placed on the lower pulley position (B)
provides a 10,000 RPM spindle speed.
To change speed:
1. Disconnect the machine from the power
source.
2. Open the door located on the right side of the
cabinet.
3. Remove the belt tension by turning the tension
handle (D) fully counterclockwise. This allows
the motor (E) to swivel on its mounting hinge.
4. Move the drive belt (C) as desired to the A or B
position (Figure 4 shows belt in A position).
5. Turn the tension handle (D) clockwise to re-
secure the motor (E) and place tension on the
drive belt.
Belt Replacement
Replace the drive belt (C) as follows:
1. Disconnect the machine from the power
source.
2. Open the door located on the right side of the
cabinet.
3. Turn the tension handle (D) fully counter-
clockwise. This allows the motor (E) to swivel
on its mounting hinge and removes sufficient
belt tension to permit easy removal.
4. Remove the drive belt (C).
5. Replace belt.
6. Turn the tension handle (D) clockwise to re-
secure the motor (E) and place tension on the
drive belt.
Figure 4
Drive Belt Tension
The drive belt should have sufficient tension to
prevent slippage when the machine is in operation.
If the tension on the belt needs adjustment:
1. Disconnect the machine from the power
source.
2. Open the door located on the right side of the
cabinet.
3. Adjust tension handle (D) clockwise to
increase belt tension or counterclockwise to
decrease belt tension.
13

Coplanar Alignment
Follow steps 1–5 to determine if alignment is
necessary. Steps 6–9 will guide you through the
alignment if required.
Verifying that fences are coplanar
1. Remove the guard and spindle attachment.
2. Unlock knobs D
assembly (A) so it is positioned approximately
at midpoint; then secure lock knobs D
3. Place a straightedge (H) on the table against
the infeed and outfeed fences (F
4. Unlock the ram dial lock knob (B).
5. With the ram adjust dial (C) adjust the position
of the outfeed fence (G
time pressing against the straightedge (H) and
attempting to bring both fences (G
with the straightedge.
Note: The outfeed fence casting (F
able while the infeed fence casting (F
stationary and cannot be adjusted.
No adjustment is required if both fences (G
are flush with the straightedge as shown in
Figure 5. Proceed to the Ram Dial Calibration
section on page 15.
Adjustment is required if the fences appear
skewed (Figure 6). Continue with the steps below.
Coplanar Adjustment
6. Remove both fences (J
straightedge against the infeed and outfeed
fence castings (Figure 7).
, D2 and adjust the fence
1
, D2.
1
, F2).
1
) while at the same
2
, G2) in-line
1
) is adjust-
2
) is
1
, G2)
1
, J2) and place the
1
Figure 5
Figure 6
Figure 7
Figure 8
Read step 7 completely before attempting.
7. Maintain steady pressure of the straightedge
against the fence castings (K, Fig. 7). At the
same time, attempt to bring both fences into
alignment as shown in Figure 8. This is
accomplished by alternately making incremental adjustments to two setscrews (M, Fig. 9) on
the front face of the casting (L, Fig. 9) with a
3mm hex wrench, followed by repositioning the
casting with the ram adjust dial (Q, Fig. 9) as
required.
Important: It is recommended that the
adjustment setscrews (M, Fig. 9) be rotated in
1/16th increments or less at a time.
14
Figure 9

Fence perpendicular to table
The outfeed fence must also be perpendicular to
the table. This can be checked as follows:
8. Place a square against the casting (L, Fig. 9)
and table.
9. If adjustment is required, adjust setscrews
(N, Fig. 9).
Alignment is complete when both fence castings
are coplanar (in-line) as shown in Figure 8 and the
outfeed fence is perpendicular to the table.
10. Replace both fences and secure.
Ram Dial Calibration
The cutter guard should be removed or raised to
provide clearance.
Referring to Figure 10:
1. Loosen the ram dial lock knob (B).
2. Adjust the outfeed ram dial (A) fully clockwise.
3. With a straightedge (F) pressed against both
infeed and outfeed fences (D, E, G) as
reference, both fences should be in-line as
shown and the scale (C) should indicate zero.
If step 3 can be successfully achieved, no
calibration is required.
If the fences cannot be brought into alignment (L),
adjust as follows:
4. Remove fences (D, E).
5. Using a 10mm wrench, loosen the lock nut
(O, Fig. 9) that secures the zero stop set-screw
(P, Fig, 9) on the casting (L, Fig. 9).
6. Loosen or tighten the setscrew (P, Fig. 9), as
required, to bring fence castings into alignment
as shown in M.
Note: Ram Dial Adjust (A) is fully clockwise
(from step 2).
7. Tighten lock nut (O, Fig. 9).
If the scale (C) does not indicate zero:
8. Loosen two screws (J) that secure the
indicator (H) and adjust until the zero on the
indicator (H) is lined up with the zero on the
scale (K).
9. Tighten screws (J).
Repeat steps 2 and 3 to verify that calibration is
successful.
Figure 10
15

Spindle Assembly Installation
Referring to Figure 11:
The spindle assembly (B) is mounted to the
arbor (H) and secured with a draw bar (N) and
spindle nut (D). Use the following procedure to
install the spindle assembly.
When changing tools, making
adjustments, or doing clean-up and maintenance, always turn the machine off and
unplug the machine from its power source.
1. Raise the arbor (H) all the way using the
handwheel located on the front of the cabinet.
Loosen two lock knobs (E) and slide fence (J)
to rear. Remove cutter guard (K). Loosen two
lock knobs (F) and slide guard cover (G) back.
Locking the Arbor
2. Locate the spindle lock directly above the
cabinet door. Pull out and rotate 90º right or
left, resetting the knob into the indent.
Turn the arbor (H) by hand until it locks, then
verify that it will not rotate.
Installing the Spindle Assembly
3. Thread the spindle nut (D) onto the threaded
end of the spindle (C) in the direction indicated
by arrows (A
4. Thread the spindle assembly (B) and nut (D)
onto the arbor (H) and hand-tighten only.
5. Insert the draw bar (N) through the opening in
the shaft (M) just below the drive belt (L). Turn
clockwise, fastening and securing it to the
spindle. Tighten the draw bar (N) with the
14mm wrench provided.
6. Tighten the nut (D) with the spindle
wrench provided.
Shaper Cutter installation is described on the
following page. Note that at this time the arbor is
still locked.
, A2). Tighten securely by hand.
1
Spindle Assembly Removal
Referring to Figure 11:
The arbor must be locked as described above in
Locking the Arbor.
1. Remove the draw bar (N).
2. Loosen the spindle nut (D), then, using the
spindle wrench provided, continue to turn until
the spindle breaks free of the arbor.
16
Figure 11

Shaper Cutter Installation
Note: Spindle installation is described in the
previous section.
When changing tools, making
adjustments, or doing clean-up and maintenance, always turn the machine off and
unplug the machine from its power source.
Locking the Spindle
1. Locate the spindle lock directly above the
cabinet door. Pull out and rotate 90º right or
left, resetting the knob into the indent.
Attempt to turn the spindle assembly
(B, Fig. 11) by hand to verify that it is locked
and will not rotate.
Installing the Shaper Cutter
Referring to Figure 12:
2. Using an 8mm hex wrench (provided), remove
the socket head cap screw (F).
3. Remove the washer (E), keyed collar (C) and
all or as many collars (B) as necessary.
4. Place the shaper cutter (A) (not included) onto
the spindle, oriented in the proper direction.
5. Place the collars (B) and keyed collar (C) onto
the spindle.
Note: Collars come in several widths and the
stacked selection (B) must be such that the top
of the keyed collar (C) sits slightly above the
top of the spindle (D). This will ensure
sufficient pressure to properly secure the
shaper cutter (A) when installation is complete.
6. Replace the washer (E) and socket head cap
screw (F). Tighten screw with the 8mm hex
wrench provided.
Unlocking the Spindle
7. Pull out the spindle lock located above the
door on the right side of the cabinet. Rotate
90º right or left, resetting the knob into the
indent.
Using gloves to prevent injury from the
shaper cutter, turn the spindle assembly by
hand to verify that it turns freely.
17
Figure 12

Featherboard Hold-downs
Referring to Figure 13:
The JWS-25X Shaper comes equipped with two
featherboard hold-downs (A, B) mounted on the
infeed and outfeed fences.
1. Loosen lock handles (C) and lock knobs (D).
2. Slide the hold-down guides to the desired
position along the fence and tighten the lock
handles (C).
3. Place the workpiece (E) on the table against
the fence and under the hold-down guide (A).
4. Adjust the featherboard stay to put moderate
pressure on the workpiece, then tighten the
lock knob (D).
Precision Miter Gauge
Setting the miter gauge angle
To operate (refer to Figure 14):
1. Slide the miter gauge into one of the slots on
the table top.
To adjust the body (A) of the miter gauge to the
desired angle:
2. Loosen lock handle (B).
3. Turn the body (A) of the miter gauge to the
desired angle as indicated on the scale (F).
4. Tighten the lock handle (B).
Calibrating the miter gauge
1. Place the miter gauge in one of the slots on
the shaper table top.
Figure 13
5. Tighten the lock handle (B).
Verify that the scale indicator (E) points to 90º. If
adjustment is necessary:
6. Using a 2.5mm hex wrench (not included),
loosen the set screw that secures the scale
indicator (E) to the miter bar (C) and manually
adjust the indicator until it points to 0º.
7. Tighten the set screw.
2. Set the miter gauge to the 90º setting on the
scale by loosening the lock handle (B), then
turning the body (A) until the indicator (E)
points to 90º on the scale (F).
3. Measure the accuracy of the gauge against the
slot with a combination square.
If adjustment is necessary:
4. Adjust the body (B) until it is perfectly square
(90º) to the miter slot on the table.
18
Figure 14

Preset settings
The precision miter gauge has preset settings at
the 45º left, 90º and 45º right positions. To select
one of these settings:
1. Release the lock handle (B, Fig. 14).
2. Flip the plate stop (D) up so it rests on the
miter bar (C).
3. Adjust the body (A) until the stop screw (G)
for the selected angle presses against the
plate stop (D).
4. Tighten the lock handle (B).
Note: If any of the preset settings are not
accurately indicated on the scale:
1. Verify first that the miter gauge is properly
calibrated (see Calibrating the miter gauge
above).
At each preset setting that does not correctly
indicate the setting:
2. Loosen the lock nut (H, Fig. 14).
3. Adjust the set screw (G) until the correct
setting is indicated.
4. Tighten the lock nut (H).
Operating Controls
Start/Stop
Referring to Figure 15:
The JWS-25X shaper is equipped with a
pushbutton control system and reversing switch.
The green start (A) and red stop (B) pushbuttons
are mounted in a control enclosure on the front
of the machine.
To start the machine
1. Unlock the spindle (see Unlocking the
Spindle on page 17).
Before starting the machine,
make sure that the spindle is unlocked.
Failure to comply can cause damage to the
machine.
2. Set the forward/reverse switch (C) as
required.
Figure 15
3. Press the green start button (A).
To stop the machine
Do not operate the
forward/reverse switch while the motor is
running. Wait until the spindle comets to a
complete stop.
4. Press the red stop button (B).
Note: The red stop button also acts as an
overload reset button. If overload should trip,
reset by depressing the red stop button.
19

Operations
Overview
Before applying power to the machine, Check the
motor and switch wiring diagrams for proper
voltage connections. Check that all mounting
screws and bolts are tight.
Turn on the motor momentarily to check for proper
rotation. The spindle should rotate counterclockwise when looking down on the spindle. Correct as
required.
Run the machine for a short period of time to
ensure that the moving parts are working properly
with no excessive vibration. If a problem develops,
correct it before turning the shaper over for general
use.
Safety Devices
Safety devices such as guards, fixtures, templates
hold-downs, push sticks (Figure 16), feather
boards and power feeders should be used
whenever possible. Figure 16 shows a push stick
which can be easily made from scrap wood.
Note: For the sake of clarity, the shaper guard has
been omitted from most illustrations. All shaper
operations must be done with the proper guard in
place and any other device which insures the
safety of the operator.
Deep cuts require excessive
horsepower and pushing force to control the
cut.
Deep cuts can also cause the wood to splinter or
split and may lead to lost control or personal injury.
Preband shaper the stock whenever possible to
1/16 inch of finished size. When an edge finish is
unsatisfactory, take two or more cuts with the final
cut no more than 1/16 inch deep.
In the case of shaping across the grain, the trailing
board edge will often splinter. To correct this, the
best solution is to make the board 1/4 inch oversize
in width, shape the board, and simply trim off the
excess.
Cutter Rotation
Counterclockwise Setup – With the cutter installed
as shown in Figure 17, feed the workpiece from
right to left.
Grain Direction Considerations
Plan to shape the workpiece in the same direction
as the grain when possible. Some open grain
woods (such as redwood, fir and oak) will leave a
rough, or slightly splintered edge when cut against
the grain.
Figure 16
Figure 17
Clockwise Setup – With the cutter installed as
shown in Figure 18, feed the workpiece from left to
right.
Figure 18
20

Using the Fence
Using the fence is the safest and most satisfactory
method of shaping, and should always be used
when the work permits. Almost all straight work
can be used with the fence.
For average work, where a portion of the original
edge of the work is not to be touched by the cutter,
both the front and rear fences are set in a straight
line as shown in Figure 19.
When the shaping operation removes the entire
edge of the work, e.g. in jointing or making a full
bead, the shaped edge will not be supported by
the outfeed fence when both fences are in line,
Figure 20. In this case, the stock should be
advanced to the position shown in Figure 18 and
stopped. Turn off the machine and move the
outfeed fence forward to contact the workpiece,
Figure 21. Remove the workpiece, start the motor,
and then continue the operation.
Always remove workpiece
before starting the machine! This will prevent
kickback and potential serious injury.
Figure 19
Figure 20
Figure 21
21

"Z" Dimension
Before making a template (or using the edge of the
workpiece) for shaper cutting, the "Z" dimension
must be established in order to determine the
shape and size of the finished stock. The "Z"
dimension is the difference between the innermost
part of the cutter edge and the outside diameter of
the ball bearing follower (collar). See Figure 22.
Note: The "Z" dimension can be either positive or
negative.
The "Z" dimension is positive if the cutter is larger
than the collar bearing.
The "Z" dimension is negative if the cutter is
smaller than the collar bearing.
Depth of Cut
The depth of cut is the distance from the outside
circumference edge of the collar (which the work
rides against) to the outside edge of the cutter. The
depth of cut is determined by the position of the
fence relative to the cutterhead and/or by the use
of shaper collars (see Figure 23).
Straight Edge Shaping
Straight edge shaping is always performed with the
workpiece against the fence. Use only push sticks
and hold downs to keep the workpiece on position.
Do not use a miter gauge to
feed material along the fence face. The workpiece can bind and cause kickback. Failure to
comply may cause serious injury!
To set up:
1. Disconnect or unplug the machine from its
power source.
2. Check to see that the fence faces are parallel,
properly in line or offset if necessary, and
securely tightened.
3. Rotate the cutters and inspect for clearance.
4. Lock the spindle.
5. Install all necessary guards.
6. Reconnect power to the machine.
7. Take a trial cut on a piece of scrap the same
thickness as workpiece.
Note: Only a short cut is necessary to determine if
the profile, depth, and height of cut is correct.
22
Figure 22
Figure 23

Edge Shaping
When edge shaping, never attempt to hand guide
any stock less than 12 inches long, or narrower
than 3 inches without the use of a special guide as
shown in Figure 24.
When edge shaping, the work-
piece must be at least 12 inches long unless a
special guide is used.
1. Use the hold-ins and hold-downs as shown in
Figure 24 to firmly hold the workpiece down
and against the fence. If workpiece is too wide
for the hold-ins to be used, clamp a scrap
board to the table to substitute for the hold-ins.
2. Check the rotation of the cutter. Be sure to
feed workpiece against rotation of the cutter.
Figure 24
3. Feed the workpiece slowly and steadily with
firm, even pressure to make a smooth cut.
Important: The rate of feed depends on depth of
cut and experience of operator.
End Shaping
When end shaping narrow stock, it is important
that at least one half of the workpiece end be in
contact with either the in-feed or out-feed fence.
Use a guide similar to the one shown in Figure 25
which tightly clamps the scrap piece to the workpiece and provides the necessary width.
End shaping a narrow workpiece without a special guide could result in
the workpiece rocking into the cutterhead,
causing personal injury.
Shaping All Sides
Because cross grain shaping is more likely to
create chipping out and splinters on some woods,
it is good practice to first shape the cross-grain
sides. Any chipping that does occur is taken care
of by the with-grain cuts, as shown in Figure 26.
On-Edge Shaping
If the shaper fence does not firmly support wide
stock, use the T-slots in the fence to attach a
special rigid high fence as shown in Figure 27.
Figure 25
Figure 26
Note: Be sure the screw holes are countersunk in
the special fence to avoid interference with the
workpiece.
23
Figure 27

Straight Line Bevel Shaping
To shape a beveled straight edge, use a beveledge shaping jig in combination with the regular
fence as shown in Figure 28.
Figure 28
To perform a bevel-edge cut, the in-feed edge of
the jig is placed against the infeed fence and
clamped to the table as shown in Figure 29. The
outfeed fence is moved forward as necessary to
compensate for the cut.
Contour Edge Shaping With Collar Bearing
To shape contoured edges, the operator must first
remove the fence assembly.
In order to control the workpiece and limit the
depth-of-cut, the operator must use an anti-friction
collar with the cutter(s) as shown in Figure 30.
Figure 30
The collar may be positioned above or below the
cutter(s), and its function is to ride against the
workpiece or template. At the same time, the collar
will establish the depth-of-cut as shown in
Figure 31. Whenever possible, always use the ring
guard or safety collar.
Figure 29
Never attempt to bevel cut free
hand. Always use a bevel-edge fixture.
Note: Since the collar requires at least 1/8" of
surface edge to ride against, the entire edge cannot
be shaped as shown in Figure 32. The added use
of a pattern, however, permits the shaping of the
entire contour edge.
24
Figure 31
Figure 32

If the workpiece is to be shaped all around the
perimeter, hold it firmly and push the work straight
into the cutter until the depth of cut is established
by the collar as shown in Figure 33. Continue to
feed the work so that the point of contact on the
edge is always 90 degrees to the collar (or directly
in line with the cutter edge) and held firmly against
it.
When the workpiece is not contoured all around,
start the cut as shown in Figure 39. With this
operation, the workpiece is positioned against the
starter pin and the end swung into place to start
the cut. When the cut has begun and the
workpiece firmly against the collar, swing the stock
away from the pin and proceed with cut.
Freehand shaping is extremely
dangerous. The operator must be aware at all
times of the proximity of his hands to the
cutter. Hands must never come closer than 12
inches to the cutter without the proper guard or
similar safety device over the cutterhead.
Shaping With Collars
When shaping with collars and starting pin, always
adhere to the following rules for good work and
safe operation:
Figure 33
Figure 34
The collar must have sufficient bearing surface, as
shown in Figure 34. Also, the stock must be fairly
heavy in proportion to the cut being made. Under
no circumstances should a short, light workpiece
be shaped against the collars, as in Figure 35.
Note: The edge of the work to be shaped must be
smooth. Any irregularity on the surface which rides
against the collar will be duplicated on the molded
surface.
Collars must be smooth and free from pitch and
other substances.
Position of Collars
Collars may be used above, below or between
cutterheads.
1. When the collar is used below the cutter, as
shown in Figure 36, the progress of the cut can
be seen throughout the operation. However,
any accidental lifting of the work will gouge the
wood and ruin the workpiece.
2. When the collar is used above the cutter, as
shown in Figure 37, the cut cannot be seen.
But this method offers an advantage in that the
cut is not affected by slight variations in the
thickness of the stock. Also, accidental lifting of
the workpiece will not gouge the workpiece;
simply repeat the operation to correct the
mistake.
Figure 35
Figure 36
Figure 37
25

3. Using the collar between the two cutters has
the advantages and disadvantages of the first
two procedures, and is frequently used where
both edges of the work are to be molded,
Figure 38.
Note: It is advisable to place the cutter as low as
possible on the spindle to reduce spindle deflection
and ensure the best possible finish. Also make
sure that the contacting surfaces of the cutter are
smooth, clean and without dents.
Starting Pin
Use of the starting pin should
only be attempted by advanced users. If you
have never used this method, it is
recommended you get training from a qualified
person. Failure to comply may result in serious
injury.
The starting pin is used to support the work when
starting the cut.
1. The work should be placed in the position 1,
(Figure 39), using the starting pin as a support
2. Swing the work into the cutter as shown in the
position 2. The work is now supported by the
starting pin and the collar.
3. After the cut has been started, the work is
swung free of the starting pin and only rides
against the collar (Figure 40). Always feed
against the cutterhead rotation.
Figure 38
Figure 39
Figure 40
26

Arcs and Circles
Large circular and arc-shaped stock can be
shaped as described in Contour Edge Shaping on
page 24. However, smaller sized stock requires the
use of special shaping jigs similar to those shown
in Figure 41.
With the entire fence assembly removed, carefully
position the jig for desired depth-of-cut and
securely clamp to the table.
It is important with the arc and circle shapes that
the workpiece, prior to being shaped, must be
roughly cut to the desired size and curve of the
finished piece. Make sure that the jig curve
matches exactly the workpiece curve. At all times
keep the workpiece firmly in contact with the jig
while the cutter is cutting the stock.
Never perform this type
operation without a ring guard, safety collar or
similar safety device over the cutterhead.
Enclosed Edge Shaping
An enclosed workpiece edge is shaped in the
same manner as an outside contoured edge
except that a starting pin is not required as shown
in Figure 42.
Note: If the whole edge is to be shaped, the
operator must use a pattern.
Figure 41
Position the workpiece on the table before starting
the motor. The operator must do the entire shaping
cut by pushing (feeding) the workpiece into the
cutter(s).
Enclosed edge shaping is
extremely dangerous. The operator must be
aware at all times of the direction of feed. Never
perform this type operation without a ring
guard, safety collar or similar safety device
over the cutterhead.
With a firm grip, ease the edge into the cutter(s)
until stopped by the collar as shown in Figure 42.
Continue to push straight in while feeding and
turning the workpiece at the same time until the cut
is finished. Turn off the motor and do not remove
workpiece until the cutters have completely
stopped.
Never perform enclosed edge
shaping if there is less than two inches of
workpiece material all around the opening.
Never perform enclosed edge shaping if the
workpiece opening is smaller, in any direction,
than twice the diameter of the cutter(s).
Figure 42
27

Templates
The template must be thick enough to provide a
solid bearing edge against a collar. When
constructing a template similar to the one shown in
Figure 43, keep in mind that it serves only as a
guide for the cutter.
If the workpiece requires all-around shaping, the
template can be constructed from several sections
pieced together as shown in Figure 44.
Securing the Template
There are various methods used to secure the
template to the workpiece. The experienced
operator will choose the most appropriate
according to the shape, size, and type construction
of the template. For example, if the workpiece is
large enough to extend beyond the front of the
table and still leave room for the desired cut, it can
be securely held to the template with "C" clamps
as shown in Figure 45.
Figure 43
Figure 44
In many situations the workpiece is positioned
against the template using dowels as anchor
points and handles (wood blocks) to assist the
operator in guiding the work-piece through the cut
as shown in Figure 46.
Figure 45
Figure 46
28
Special Cuts
The illustrations in this section show the profile, or
section, views made by the cutter(s). The most
efficient cutters are carbide tipped to ensure clean
and long-term cutting. Small cutters may be solid
carbide, and some use inserts. Since there are
such a wide variety of choices, the operator is
limited only by his experience and imagination.
Stacked Cutters
A variety of interesting and timesaving cuts can be
made in a single setup by stacking the cutters.
When the operator stacks the cutters, extra care
should be taken to see that all parts are clean, free
of nicks and flaws, and perfectly balanced in the
stacked position.
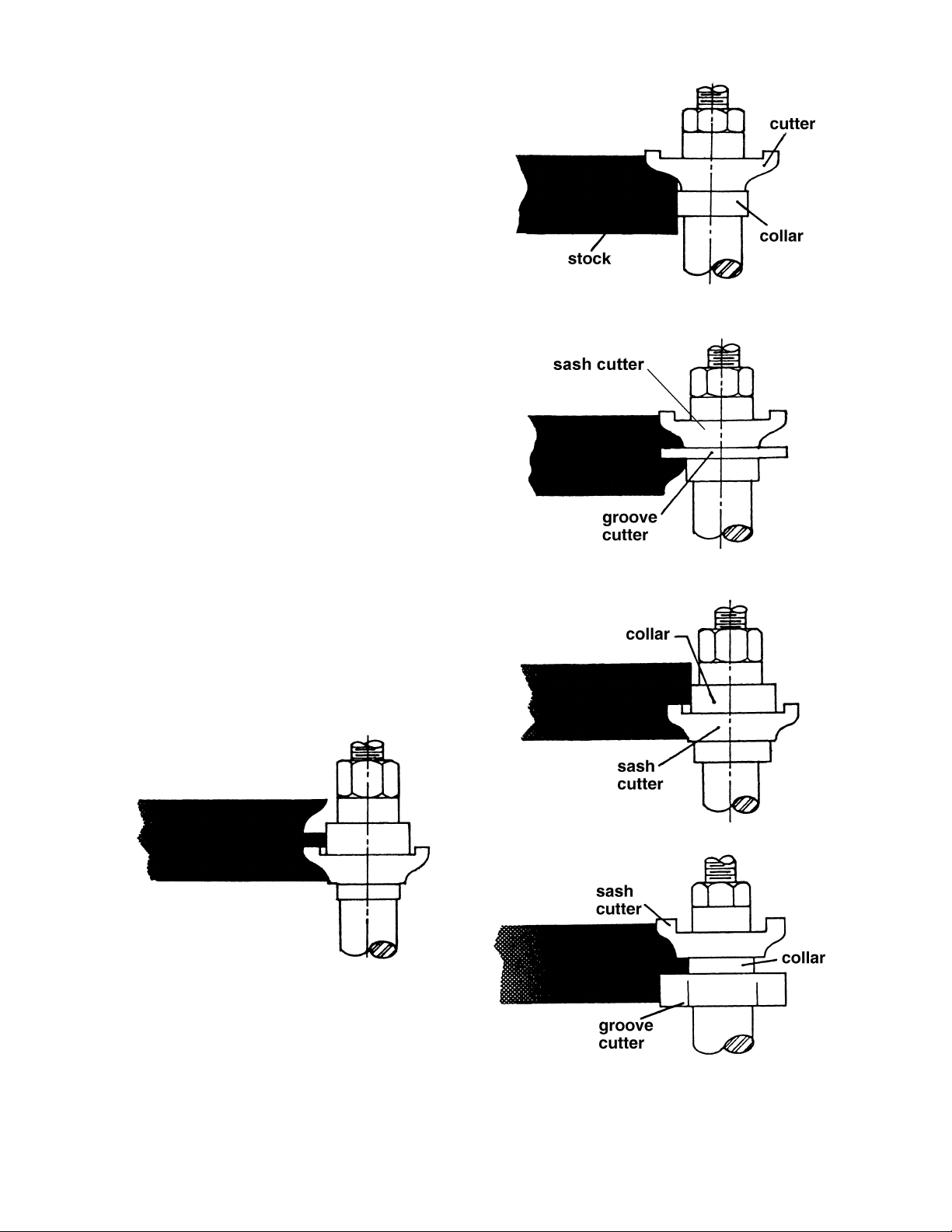
Sash and Door Shaping
Shaping a door requires two operations.
Figure 47 shows the sash cut for the first
operation.
Figure 48 shows the stock flipped over and the
sash cutter used with a 1/4 inch groove cutter to
complete the cut.
Figure 49 shows the first shaping cut with the sash
cutter for the matching door stile sash.
Figure 50 shows the same cut with the stock
flipped over.
Figure 47
Figure 48
Figure 50
Figure 51 shows the first shaping cut for a window
sash stile utilizing a sash cutter, collar, and a 1/2
inch groove cutter.
29
Figure 49
Figure 51

Figure 52 shows BOTH cuts required for a window
sash rail end. The first operation at top is a rabbet
cut made with a groove cutter. The second
operation is performed with a stub spindle and
buttonhead screw.
Butt Joints
All butt-type joints require both work-pieces to be
perfectly square and straight-edged.
Glue Butt Joint
To perform a glue butt joint, both fences are kept
inline and adjusted for a depth of cut (Figure 53).
The cuts on both work-pieces are part-edge cuts
which do not reduce the stock width during the
cutting procedure. When shaping the two
workpieces, one is fed top-side up; the other is fed
bottom-side up.
Tongued Joint
Similar to the glue joint, both fences are kept in-line
for the tongued joint and adjusted for a 1/4 inch
depth of-cut with no reduction in stock width. With
this joint, however, both work-pieces are fed with
the same side up as shown in Figure 54.
Drop Leaf Joint
When shaping a drop-leaf joint as shown in
Figure 55, the leaf workpiece is shaped with a
Drop-Leaf Bead cutter; the table workpiece is
shaped with a Drop-Leaf Cove cutter.
Figure 52
Figure 53
Figure 54
With this type joint, the whole edge of both
workpieces is shaped, same-side up, and
allowance made for a 1/16 inch reduction in width.
Adjust the in-feed fence to reduce the workpiece
width by 1/16 inch, and adjust the out-feed fence to
compensate for stock removed.
Taper Cuts
Taper cuts can be made by offsetting the fences
for the amount of taper desired, or with a layout
line on the stock which can be paralleled to the
infeed fence as shown in Figure 56.
Start the cut by holding the stock against the
infeed fence and swinging it into contact with the
outfeed fence just past the cutterhead. As the cut
is started, transfer pressure to hold the workpiece
against the outfeed fence, and continue feeding
the workpiece through. After the first cut, the
fences will have to be readjusted in order for the
second cut (parallel cut) and the final depth-of-cut
to remain true with the taper.
Figure 55
Figure 56
Do not use the standard fence
for short work (12 inches or less in length on
the side to be cut). Instead, use a miter gauge
or special fixture to avoid losing control of the
workpiece.
30
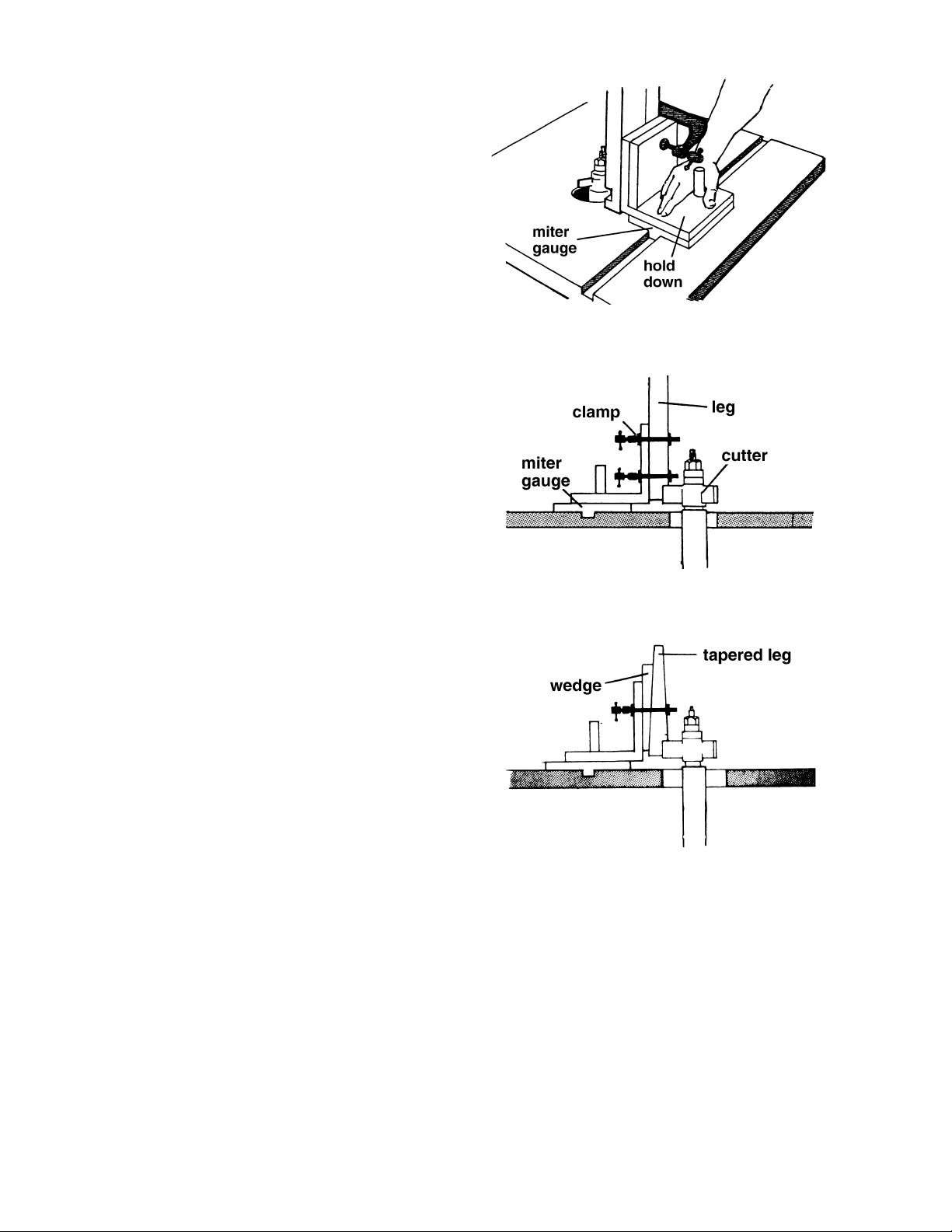
Tenoning
The tenoning fixture illustrated in Figure 57 shows
a miter gauge equipped with a hold-down for
shaping the ends of narrow work-pieces.
The miter gauge can also be adapted to cut square
and centered tenons at the ends of legs for tables,
chairs, etc. Secure the leg to jig and position for cut
as shown in Figure 58.
Make all first cuts with the same jig setting and
spindle height. When the first series of cuts have
been made, reposition leg on the jig for each
succeeding cut.
Figure 57
Note: If the leg is tapered, use a wedge to place
the side facing the cutter into a 90 degree vertical
position as shown in Figure 59.
Figure 58
Figure 59
31
Troubleshooting
Trouble Possible Cause Remedy
Shaper will not start.
Overload kicks out
frequently.
Cuts are
unsatisfactory.
1. Cord unplugged from the power
source.
2. Fuse blown or circuited breaker
tripped.
3. Cord damaged.
4. Reversing switch is in the Off
position.
5. Overload tripped.
1. Extension cord or wiring
inadequate size.
2. Feeding stock too fast.
3. Cutter needs cleaning or replacing.
See also Unsatisfactory Cuts
below.
1. Dull cutter.
2. Cutterhead rotating in wrong
direction.
3. Feeding work in wrong direction.
4. Gum or pitch on cutter.
5. Gum or pitch on table causing
erratic feed.
1. Plug in power cord.
2. Replace fuse or reset circuit
breaker.
3. Replace cord.
4. Turn switch to forward or reverse.
5. Reset overload by depressing red
stop button.
1. Replace cord or wiring with proper
gauge wire.
2. Reduce feed stock rate.
3. Clean or replace cutter.
1. Replace cutter.
2. Check for proper rotation at startup.
3. Feed work against the cutter
rotation.
4. Remove cutter and clean with
solvent.
5. Clean table with solvent.
Cutter does not come
up to full speed.
Machine vibrates.
1. Shop wire gauge is too small.
2. Extension cord or wiring
inadequate size.
3. Power source is not adequate.
4. Motor not wired for correct voltage.
5. Spindle is locked with madrel lever.
1. Stand on uneven surface.
2. Cutterhead damaged.
3. Defective V-belt.
4. V-belt incorrectly tensioned.
5. Bent pulley.
6. Motor mounted improperly.
1. Replace wiring with proper gauge
wire.
2. Replace with adequate size cord.
3. Contact your electric utility.
4. Refer to motor name place and
wiring diagram for correct wiring.
5. Unlock spindle – see label next to
lever on base.
1. Stand must rest solidly on level
surface. Fasten to floor if
necessary.
2. Replace cutterhead.
3. Replace V-belt.
4. Apply proper tension.
5. Replace pulley.
6. Motor must be properly mounted
with snug nuts and bolts.
32

Troubleshooting
Trouble Possible Cause Remedy
Edge splits off on
cross grain cut.
Raised areas on
shaped edge.
Work pulled from
hand.
Depth of cut not
uniform.
Work burns.
Cut height not
uniform.
Cuts not smooth.
1. Characteristic of this type of cut. 1. Make cross grain cuts first, then
finish cut with the grain. Use scrap
block to support end of cut.
1. Variation of pressure holding work
against cutter.
1. Feeding in wrong direction.
1. Fence misalignment.
2. Side pressure not uniform.
1. Cutting too deep on one pass.
2. Forcing work.
1. Variation in pressure holding work
to table.
1. Wrong R.P.M.
2. Feed too fast.
3. Working against the grain.
4. Cutting too deep on one pass.
1. Hold work firmly against table and
fence. Use hold-downs and push
sticks.
1. Always feed work against the
rotation of the cutterhead.
1. Align outfeed fence.
2. Use hold-downs; keep constant
pressure against fence and use
push sticks.
1. On hardwoods take light cuts; attain
full depth with several passes.
2. Feed work slowly and steadily.
1. Keep pressure uniform throughout
pass. Use hold-downs. Make pass
slowly and steadily. Keep work
under cutter whenever possible.
1. Use faster speed.
2. Slow feed speed.
3. Work with the grain whenever
possible.
4. Take several passes on very deep
cuts.
Spindle does not
raise freely.
1. Shaper dust and dirt in raising
mechanism.
1. Brush or blow out loose dust and
dirt.
Parts
Ordering Replacement Parts
Replacement parts are listed on the following pages. To order parts or reach our service department, call
1-800-274-6848 Monday through Friday, 8:00 a.m. to 5:00 p.m. CST. Having the Model Number and
Serial Number of your machine available when you call will allow us to serve you quickly and accurately.
Non-proprietary parts, such as fasteners, can be found at local hardware stores, or may be ordered from
JET. Some parts are shown for reference only, and may not be available individually.
33

Table – Parts and Assembly
Index No. Part No. Description Size Qty
1 ............... JWS25X-101 ............ Insert Ring (Small) ............................................... .................................... 1
2 ............... JWS25X-102 ............ Insert Ring (Large) ............................................... .................................... 1
3 ............... JWS25X-103 ............ Table .................................................................... .................................... 1
4 ............... JWS25X-104 ............ Starting Pin........................................................... .................................... 1
5 ............... JWS25X-105 ............ Miter Gauge Assembly ......................................... .................................... 1
5-1 ............ JWS25X-105-1 ......... Miter Gauge Body ................................................ .................................... 1
5-2 ............ JWS25X-105-2 ......... Miter Bar ............................................................... .................................... 1
5-3 ............ JWS25X-105-3 ......... Handle .................................................................. .................................... 1
5-4 ............ TS-1550061 ............. Flat Washer .......................................................... M8 ............................... 1
5-5 ............ TS-1533062 ............. Pan Head Machine Screw ................................... M5x20 ......................... 3
5-6 ............ TS-1540031 ............. Hex Nut ................................................................ M5 ............................... 3
5-7 ............ JWS25X-105-7 ......... Pointer .................................................................. .................................... 1
5-8 ............ JWS25X-105-8 ......... Stop Plate ............................................................. .................................... 1
5-9 ............ JWS25X-105-9 ......... Roll Pin ................................................................. .................................... 1
5-10 .......... TS-0267021 ............. Socket Set Screw ................................................. 1/4”-20x1/4” ................ 1
5-12 .......... JWS25X-105-12 ....... Special Washer .................................................... .................................... 1
5-13 .......... TS-081F021 ............. Flat Head Machine Screw .................................... 1/4”-20x3/8” ................ 1
................. JWS25X-TUP ........... “Touch Up” Paint, Small Can (not shown) ........... .................................... 1
5
1
2
3
4
34

Fence – Parts List
Index No. Part No. Description Size Qty
1 ............... JWS35X-201 ............ Knob ..................................................................... .................................... 4
2 ............... PM2700-237 ............ Feather Board ...................................................... .................................... 2
3 ............... PM2700-234 ............ Bracket ................................................................. .................................... 2
4 ............... TS-1550061 ............. Flat Washer .......................................................... M8 ............................... 4
5 ............... PM2700-232 ............ Lock Handle ......................................................... .................................... 4
6 ............... PM2700-235 ............ Carriage Bolt ........................................................ M5x30 ......................... 4
7 ............... PM2700-231 ............ End Cap ............................................................... .................................... 2
8 ............... JWS25X-208 ............ Fence ................................................................... .................................... 2
9 ............... JWS35X-209 ............ Slide ..................................................................... .................................... 2
10 ............. JWS35X-210 ............ Left Fence Plate ................................................... .................................... 1
11 ............. JWS35X-211 ............ Plastic Flat Washer .............................................. .................................... 2
12 ............. JWS35X-212 ............ Leader Screw ....................................................... .................................... 2
13 ............. TS-1523021 ............. Socket Set Screw ................................................. M6x8 ........................... 5
14 ............. JWS35X-214 ............ Knob ..................................................................... .................................... 5
15 ............. TS-1540041 ............. Hex Nut ................................................................ M6 .............................. 1
16 ............. JWS35X-216 ............ Socket Set Screw ................................................. M6x30 ......................... 1
17 ............. TS-1504031 ............. Socket Head Cap Screw ...................................... M8x16 ......................... 1
18 ............. TS-1523041 ............. Socket Set Screw ................................................. M6x12 ......................... 4
19 ............. JWS35X-219 ............ Shaft ..................................................................... .................................... 1
20 ............. JWS35X-220 ............ Adjustment Leader ............................................... .................................... 1
21 ............. TS-1540061 ............. Hex Nut ................................................................ M8 ............................... 1
22 ............. JWS35X-222 ............ Socket Set Screw ................................................. M8x30 ......................... 1
23 ............. JWS35X-223 ............ Scale .................................................................... .................................... 1
24 ............. TS-1533032 ............. Pan Head Machine Screw ................................... M5x10 ......................... 1
25 ............. JWS35X-225 ............ Bracket ................................................................. .................................... 1
26 ............. TS-1550031 ............. Flat Washer .......................................................... M5 ............................... 4
27 ............. TS-1533052 ............. Pan Head Machine Screw .................................. M5x16 ......................... 2
28 ............. JWS35X-228 ............ Fixing Plate .......................................................... .................................... 1
29 ............. TS-2284082 ............. Pan Head Machine Screw ................................... M4x8 ........................... 4
30 ............. JWS35X-230 ............ Knob ..................................................................... .................................... 5
31 ............. PM2700-203 ............ Cutter Guard ........................................................ .................................... 1
32 ............. JWS35X-232 ............ Safety Guard Holder ............................................ .................................... 1
33 ............. TS-1550041 ............. Flat Washer .......................................................... M6 ............................... 2
34 ............. JWS35X-234 ............ Shaft ..................................................................... ........
35 ............. TS-155009 ............... Flat Washer .......................................................... M14 ............................. 2
36 ............. JWS35X-236 ............ Dust Chute ........................................................... .................................... 1
37 ............. JWS35X-237 ............ Fence Body .......................................................... .................................... 1
38 ............. PM2700-205 ............ Flat Washer .......................................................... M13 ............................. 4
39 ............. JWS35X-239 ............ Spring ................................................................... .................................... 2
40 ............. JWS35X-240 ............ Lock Nut ............................................................... 1/2”-12......................... 2
41 ............. PM2700-236 ............ Carriage Bolt ........................................................ M5x16 ......................... 4
42 ............. JWS35X-242 ............ Wave Washer....................................................... .................................... 1
43 ............. JWS35X-243 ............ Flat Washer .......................................................... .................................... 1
................. JWS25X-FA ............. Fence – Complete Assembly (Index #1 - #43) .... .................................... 1
............................ 2
35

Fence – Assembly Drawing
36

Frame and Motor – Parts List
Index No. Part No. Description Size Qty
1 ............... JWS25X-301 ............ Motor Bracket ....................................................... .................................... 1
2 ............... TS-0270051 ............. Socket Set Screw ................................................. 5/16”-18x1/2” .............. 1
3 ............... JWS25X-303 ............ Hex Cap Screw .................................................... 1/2”-12x2” ................... 1
4 ............... TS-0720111 ............. Lock Washer ........................................................ 1/2” .............................. 1
5 ............... TS-0561011 ............. Hex Nut ................................................................ 1/4”-20......................... 3
6 ............... JWS25X-306 ............ Pointer Leader ..................................................... .................................... 1
7 ............... TS-0680021 ............. Flat Washer .......................................................... 1/4” .............................. 2
8 ............... JWS25X-308 ............ Pointer .................................................................. .................................... 1
9 ............... JWS25X-309 ............ Lock Handle ......................................................... .................................... 1
10 ............. TS-0680041 ............. Flat Washer .......................................................... 3/8” .............................. 1
11 ............. JWS25X-311 ............ Spring ................................................................... .................................... 1
12 ............. TS-0060131 ............. Hex Cap Screw .................................................... 3/8”-16x3” ................... 2
13 ............. TS-0561031 ............. Hex Nut ................................................................ 3/8”-16......................... 4
14 ............. JWS25X-314 ............ Bracket ................................................................. .................................... 1
15 ............. TS-0060031 ............. Hex Cap Screw .................................................... 3/8”-16x3/4” ................ 2
16 ............. TS-0060091 ............. Hex Cap Screw .................................................... 3/8”-16x2” ................... 2
17 ............. JWS25X-317 ............ Truss Rod ............................................................. .................................... 1
18 ............. JWS25X-318 ............ Bushing ................................................................ .................................... 2
19 ............. VB-M25 .................... V-Belt ................................................................... M25 ............................. 1
20 ............. TS-0561072 ............. Hex Nut ................................................................ 5/8”-18UNF ................. 1
21 ............. TS-0680081 ............. Flat Washer .......................................................... 5/8” .............................. 1
22 ............. JWS25X-322 ............ Motor Pulley ......................................................... .................................... 1
23 ............. JWS25X-323 ............ Motor .................................................................... 3HP, 1Ph, 230V .......... 1
................. JWS25X-323MF ....... Motor Fan (not shown) ......................................... .................................... 1
................. JWS25X-323MFC .... Motor Fan Cover (not shown) .............................. .................................... 1
................. JWS25X-323SC ....... Starting Capacitor (not shown) ............................ 300µF, 125V ............... 1
................. JWS25X-323RC ....... Running Capacitor (not shown) ........................... 30µF, 350V ................. 1
................. JWS25X-323CS ....... Centrifugal Switch Assembly (not shown) ........... .................................... 1
24 ............. TS-0680042 ............. Flat Washer .......................................................... 3/8” .............................. 4
25 ............. TS-0640091 ............. Nylon Insert Lock Nut ........................................... 3/8”-16......................... 2
26 ............. TS-0561021 ............. Hex Nut ................................................................ 5/16”-18 ...................... 4
27 ............. TS-0680031 ............. Flat Washer .......................................................... 5/16” ............................ 2
28 ............. JWS25X-328 ............ Spring ...............
29 ............. JWS25X-329 ............ Special Screw ...................................................... 5/16”-18x1-1/2” ........... 1
30 ............. JWS25X-330 ............ Bracket ................................................................. .................................... 1
31 ............. TS-0051011 ............. Hex Cap Screw .................................................... 5/16”-18x1/2” .............. 1
32 ............. TS-0051131 ............. Hex Cap Screw .................................................... 5/16”-18x3” ................. 1
33 ............. JWS25X-333 ............ Motor Cable.......................................................... 14AWGx4Cx120cm .... 1
34 ............. JWS25X-334 ............ Strain Relief.......................................................... .................................... 1
.................................................... .................................... 1
37

Frame and Motor – Assembly Drawing
6
5
7
8
5
14
19
20
17
5
15
1
2
4
3
9
10
11
12
13
13
25
24
21
22
23
24
18
34
16
33
26
27
28
29
30
31
26
26
32
38

Cabinet and Base – Parts and Assembly
Index No. Part No. Description Size Qty
1 ............... JWS25X-401 ............ Cabinet ................................................................. .................................... 1
2 ............... TS-0680041 ............. Flat Washer .......................................................... 3/8” .............................. 6
3 ............... TS-0060051 ............. Hex Cap Screw .................................................... 3/8”-16x1” ................... 6
4 ............... TS-0560071 ............. Hex Nut ................................................................ #10-24 ......................... 1
5 ............... JWS25X-405 ............ Star Washer ......................................................... M5 ............................... 2
6 ............... TS-0810012 ............. Round Head Machine Screw ............................... #10-24x1/4” ................. 1
7 ............... JWS25X-407 ............ Magnetic Switch ................................................... 3HP, 230V .................. 1
8 ............... TS-1532042 ............. Pan Head Machine Screw ................................... M4x12 ......................... 2
9 ............... JWS25X-409 ............ Strain Relief.......................................................... .................................... 5
10 ............. TS-0561011 ............. Hex Nut ................................................................ 1/4”-20......................... 2
11 ............. TS-0680021 ............. Flat Washer .......................................................... 1/4” .............................. 2
12 ............. JWS25X-412 ............ Window ................................................................ .................................... 1
13 ............. TS-0254031 ............. Button Head Socket Screw .................................. 1/4”-20x5/8” ................ 4
14 ............. JWS25X-414 ............ Switch Cable ........................................................ 14AWGx4Cx75cm ...... 1
15 ............. JWS25X-415 ............ Strain Relief.......................................................... .................................... 2
16 ............. TS-1540021 ............. Hex Nut ................................................................ M4 ............................... 2
17 ............. JWS25X-417 ............ Switch Cover ........................................................ .................................... 1
18 ............. JWS25X-418 ............ Forward/Reverse Switch ...................................... .................................... 1
19 ............. JWS25X-419 ............ Screw ................................................................... M4x100 ....................... 2
20 ............. JWS25X-420 ............ Door Hinge Pin ..................................................... .................................... 2
21 ............. JWS25X-421 ............ Door ..................................................................... .................................... 1
22 ............. JWS25X-422 ............ Door Latch ............................................................ .................................... 1
23 ............. JWS25X-423 ............ Warning Label - Spindle Lock/Release ................ .................................... 1
24 ............. JWS25X-424 ............ Label - Spindle Height .......................................... .................................... 1
25 ............. JWS25X-425 ............ Label - Spindle Height Lock ................................. .................................... 1
26 ............. JWS25X-426 ............ ID Label ................................................................ .................................... 1
27 ............. JWS25X-427 ............ Scale Label .......................................................... .................................... 1
28 ............. JWS25X-428 ............ JET Logo .............................................................. .................................... 1
29 ............. JWS25X-429 ............ Plate ..................................................................... .................................... 1
30 ............. TS-0680021 ............. Flat Washer .......................................................... 1/4” .............................. 2
31 ............. JWS25X-431 ............ Power Cable......................................................... 14AWGx3Cx240cm .... 1
19
16
18
15
14
17
7
8
9
9
13
6
5
12
28
4
27
3
2
24
11
25
10
26
39
23
1
31
9
29
30
13
20
21
22

Elevator – Parts and Assembly
Index No. Part No. Description Size Qty
1 ............... JWS25X-501 ............ Housing ................................................................ .................................... 1
2 ............... TS-0720111 ............. Lock Washer ........................................................ 1/2” .............................. 3
3 ............... JWS25X-503 ............ Hex Cap Screw .................................................... 1/2”-12x1-1/2” ............. 3
4 ............... JWS25X-504 ............ E-Clip ................................................................... ETW-10 ....................... 4
5 ............... JWS25X-505 ............ Shaft ..................................................................... .................................... 1
6 ............... JWS25X-506 ............ Worm Gear ........................................................... .................................... 1
7 ............... JWS25X-507 ............ Worm Shaft .......................................................... .................................... 1
8 ............... JWS25X-508 ............ Shaft Bracket........................................................ .................................... 1
9 ............... TS-0207041 ............. Socket Head Cap Screw ...................................... 1/4”-20x3/4” ................ 4
10 ............. TS-0267021 ............. Socket Set Screw ................................................. 1/4“-20x1/4“ ................ 2
11 ............. JWS25X-511 ............ Bushing ................................................................ .................................... 1
12 ............. JWS25X-512 ............ O-Ring .................................................................. P18 .............................. 1
13 ............. JWS25X-513 ............ Cover .................................................................... .................................... 1
14 ............. TS-0081031 ............. Hex Cap Screw .................................................... 5/16”-18x3/4” .............. 3
15 ............. JWS25X-515 ............ Clamping Handle ................................................. .................................... 1
16 ............. JWS25X-516 ............ Hand Wheel ......................................................... .................................... 1
17 ............. JWS25X-517 ............ Handle .................................................................. .................................... 1
18 ............. TS-0270051 ............. Socket Set Screw ................................................. 5/16”-18x1/2” .............. 1
19 ............. JWS25X-519 ............ Lock Rod .............................................................. .................................... 1
20 ............. JWS25X-520 ............ Spring ................................................................... .................................... 1
21 ............. JWS25X-521 ............ Connector ............................................................. .................................... 1
22 ............. JWS25X-522 ............ Lock Mandrel........................................................ .................................... 1
23 ............. TS-1522021 ............. Socket Set Screw ................................................. M5x8 ........................... 2
24 ............. TS-1523021 ............. Socket Set Screw ................................................. M6x8 ........................... 1
25 ............. JWS25X-525 ............ Knob ..................................................................... .................................... 1
17
16
18
15
14
12
13
11
10
1
4
2
5
9
4
7
8
6
3
22
23
24
19
25
20
21
40

Quill – Parts and Assembly
Index No. Part No. Description Size Qty
1 ............... JWS25X-601 ............ Quill ...................................................................... .................................... 1
2 ............... JWS25X-602 ............ Spindle Holder ..................................................... .................................... 1
3 ............... JWS25X-603 ............ Retaining Ring ..................................................... STW-30 ....................... 1
4 ............... TS-0207031 ............. Socket Head Cap Screw ...................................... 1/4”-20x5/8 .................. 6
5 ............... JWS25X-605 ............ Shaft Top Bearing Cover ..................................... .................................... 1
6 ............... BB-6006VV .............. Ball Bearing .......................................................... 6006-2NK .................... 1
7 ............... BB-6205VV .............. Ball Bearing .......................................................... 6205-2NK .................... 1
8 ............... JWS25X-608 ............ Shaft Lower Bearing Cover .................................. .................................... 1
9 ............... JWS25X-609 ............ Spindle Pulley ...................................................... .................................... 1
10 ............. JWS25X-610 ............ Flat Washer .......................................................... .................................... 1
11 ............. TS-0561082 ............. Hex Nut ................................................................ 3/4”-16UNF ................. 1
................. JWS25X-QA ............. Quill Assembly (Index #1 - #11) ........................... .................................... 1
12 ............. JWS25X-612 ............ Draw Bar .............................................................. .................................... 1
7
8
3
4
4
12
12
9
5
10
6
11
41

Spindle Assembly – Parts and Assembly
Index No. Part No. Description Size Qty
1 ............... TS-0208061 ............. Socket Head Cap Screw ...................................... 5/16”-18x1” ................. 1
2 ............... JWS25X-702 ............ Special Washer .................................................... .................................... 1
3 ............... JWS25X-703 ............ Keyed Collar......................................................... .................................... 1
4 ............... JWS25X-704 ............ Collar .................................................................... I.D. 1/2”x20mmT ......... 1
5 ............... JWS25X-705 ............ Collar .................................................................... I.D. 1/2”x15mmT ......... 1
6 ............... JWS25X-706 ............ Collar .................................................................... I.D. 1/2”x8.5mmT ........ 1
7 ............... JWS25X-707 ............ Spindle ................................................................. 1/2” .............................. 1
................. 708388 ..................... Spindle Assembly (#1 thru #7, #17) ..................... 1/2” .............................. 1
8 ............... TS-0209051 ............. Socket Head Cap Screw ...................................... 3/8”-16x1” ................... 1
9 ............... JWS25X-709 ............ Special Washer .................................................... .................................... 1
10 ............. JWS25X-710 ............ Keyed Collar......................................................... .................................... 1
11 ............. JWS25X-711 ............ Collar .................................................................... I.D. 3/4”x18mmT ......... 1
12 ............. JWS25X-712 ............ Collar .................................................................... I.D. 3/4”x12.8mmT ...... 1
13 ............. JWS25X-713 ............ Collar .................................................................... I.D. 3/4”x20mmT ......... 1
14 ............. JWS25X-714 ............ Collar .................................................................... I.D. 3/4”x15mmT ......... 1
15 ............. JWS25X-715 ............ Collar .................................................................... I.D. 3/4”x8.5mmT ........ 1
16 ............. JWS25X-716 ............ Spindle ................................................................. 3/4” .............................. 1
................. 708387 ..................... Spindle Assembly (#8 thru #16, #17) ................... 3/4” .............................. 1
17 ............. JWS25X-717 ............ Spindle Nut........................................................... .................................... 1
18 ............. JWS25X-718 ............ Wrench ................................................................. .................................... 1
19 ............. JWS25X-719 ............ Wrench ................................................................. .................................... 1
1
2
3
4
5
6
7
17
8
9
10
11
12
13
14
15
16
17
18
19
/2" Spindle 3/4" Spindle
42

Wiring Diagram
Start: 300UF/125V
Running: 30UF/350V
4
6
1
Motor
Green
Black
White
Red
Green
Black
White
Red
Red
GROUND
17
18
15
16
13NO
5L3
3L2
A1
1L2
14NO
6T3
4T2
2T1
White
Black
U
R
Red
6T3
4T2
2T1
Red
5
Black
V
S
Green
Green
Green
Black
White
Red
Black
3HP/230V
Green
43

427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.jettools.com
44
 Loading...
Loading...