

Page 1

JWDS-1632-M
JWDS-1836-M
Барабанный шлифовальный станок
Оригинал:
GB
Operating Instructions
Перевод:
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по
эксплуатации
Артикул: 723520KM
723530KM
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2

2
Page 3
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта инструкция разработана
для владельцев и обслуживающего персонала барабанного шлифовального станка JET JWDS-1632-M и JWDS-1836-M с
целью обеспечения надежного пуска в работу, эксплуатации и технического обслуживания станка. Обратите внимание на
информацию данной инструкции и прилагаемых документов. Для достижения максимального срока службы и
производительности станка, а также для безопасной эксплуатации внимательно прочитайте инструкцию и тщательно
следуйте нашим указаниям.
Содержание:
Раздел Страница
1.0 Декларация соответствия.............................................................................................................................................. 3
2.0 Техника безопасности ................................................................................................................................................... 3
3.0 Техническое описание станка ....................................................................................................................................... 4
4.0 Описание конструкции станка ....................................................................................................................................... 6
5.0 Сборка и настройка ........................................................................................................................................................ 7
6.0 Подключение к электросети ................................................................ .........................................................................10
7.0 Настройка ......................................................................................................................................................................11
8.0 Работа на станке ...........................................................................................................................................................13
9.0 Техническое обслуживание ..........................................................................................................................................15
10.0 Комплект направляющих ............................................................................................................................................17
11.0 Шлифовальные материалы .......................................................................................................................................18
12.0 Устранение неисправностей ......................................................................................................................................19
1. Декларация соответствия
Мы со всей ответственностью заявляем, что данный
товар соответствует нормативам*, приведенным на
станице 2.
При разработке станка учитывались следующие
стандарты**.
2. Техника безопасности
2.1 Надлежащее применение
Барабанный шлифовальный станок предназначен для
обработки древесины и подобных материалов.
Шлифование других материалов запрещено, но может
осуществляться после консультации с производителем.
Станок не предназначен для сырого шлифования.
Надлежащее применение включают в себя также
соблюдение инструкций руководства по эксплуатации и
обслуживанию.
К эксплуатации и обслуживанию станка допускается
только персонал, знакомый с принципом работы на
станке, методах его обслуживания и опасности.
Необходимо соблюдать установленный законом
минимальный возраст работников.
Разрешается эксплуатировать станок только в
технически исправном состоянии.
При работе на станке все защитные устройства и
приспособления должны быть установлены на своих
местах.
Вместе с указанными в данном руководстве
требованиями по технике безопасности и особыми
предписаниями Вашей страны следует обращать
внимание также на общепринятые правила по
эксплуатации деревообрабатывающего оборудования.
Любая эксплуатация станка, отклоняющаяся от данных
правил, считается ненадлежащей, и производитель не
несет ответственности за последующий за этим ущерб.
Все риски несет только владелец.
2.2 Общие указания по технике безопасности
Деревообрабатывающие станки при неправильной
эксплуатации могут представлять опасность. Поэтому
для безопасной работы необходимо соблюдать
соответствующие меры по технике безопасности и
нижеследующие предписания.
Перед вводом в эксплуатацию и работой на станке
внимательно прочитайте данное руководство.
Храните данное руководство рядом со станком,
защищайте его от грязи и влаги и передавайте новому
владельцу.
Запрещается вносить изменения в конструкцию станка и
переделывать его.
Ежедневно перед запуском станка проверяйте наличие и
правильность установки защитных приспособлений. При
обнаружении любых неполадок не запускайте станок и
отключите его от сети, вынув вилку из розетки.
Перед началом работы на станке приберите длинные
волосы и свисающие края одежды.
Перед началом работы на станке снимите галстук,
кольца, наручные часы и другие украшения, закатайте
рукава выше локтя.
Необходимо надевать рабочую обувь, запрещено
работать в повседневной обуви или сандалиях.
Используйте предписанные средства индивидуальной
защиты:
- защита для глаз,
- защита органов дыхания.
3
Page 4

Запрещается работать на станке в свободной одежде и
перчатках.
Станок следует установить таким образом, чтобы было
достаточно места для работы и подачи заготовок.
Обеспечьте хорошее освещение.
Станок следует эксплуатировать в закрытом помещении.
Убедитесь, что он надежно закреплен на твердой и
ровной поверхности.
Электрические кабели не должны мешать работе, а
также должны быть проложены так, чтобы о них
невозможно было споткнуться.
Пол вокруг станка должен содержаться в чистоте,
очищайте его от обрезков, масла и грязи.
При работе будьте внимательны и сконцентрированы. К
работе следует относиться серьезно.
Не работайте на станке в состоянии усталости.
Запрещено работать на станке под воздействием
наркотических веществ и алкоголя. Обратите внимание,
что медикаменты также влияют на поведение человека.
Запрещается касаться внутренних частей станка во
время его работы или в процессе остановки.
Всегда закрывайте крышку барабана перед запуском
станка.
При подаче заготовки держите руки подальше от корпуса
барабана и подающей ленты.
Держите на безопасном расстоянии от станка
посетителей, особенно детей.
Не оставляйте работающий станок без присмотра.
Выключайте станок перед тем, как покинете рабочее
место.
Не используйте станок вблизи огнеопасных жидкостей
или газов. Высока опасность возгорания.
Следите за соблюдением правил противопожарной
безопасности и наличием средств пожаротушения.
Не эксплуатируйте станок в сыром помещении и не
оставляйте его под дождем.
Пыль от шлифования является взрывоопасной и наносит
вред здоровью.
Всегда используйте соответствующую вытяжную
систему.
Заготовку для обработки следует разместить так, чтобы
она надежно размещалась на столе.
Перед запуском станка всегда закрывайте крышку
барабана.
Соблюдайте требования по максимальному и
минимальному размеру заготовки.
Запрещается убирать опилки и обрезки заготовок до
того, как станок полностью остановится.
Запрещается вставать на станок.
Подключение и ремонт электрического оборудования
станка разрешается производить только
квалифицированным электрикам.
Поврежденный электрический кабель следует
немедленно заменить.
Все работы по настройке и техническому обслуживанию
выполняйте только при выдернутой вилке из розетки.
Защитите окружающую среду, утилизируйте упаковку
экологичным способом.
Оборудование содержит ценные материалы, которые
можно вторично переработать. Оставляйте такие
материалы в специализированных пунктах приема.
2.3 Остаточные риски
Даже при правильной эксплуатации станка имеются
следующие остаточные риски.
Опасность получения травмы от движущегося
шлифовального барабана.
Опасность от отскока заготовки. Заготовку может
захватить вращающийся шлифовальный барабан и
отбросить на оператора. Отброшенная заготовка может
причинить травму.
Опасность для здоровья оператора от шума, пыли и
опилок. Необходимо использовать средства
индивидуальной защиты: защитные очки, защитная
маска, средства защиты органов слуха. Используйте
соответствующую систему отвода пыли.
Опасность получения травмы электрическим током при
неправильном подключении или повреждении сетевого
провода.
2.4 Наклейки и их расположение
А: Предупреждение об опасности
В: Направление движения шлифовального барабана и
подающей ленты.
С: Ослабьте фиксатор стола перед регулировкой
параллельности стола.
Рис. А Рис. В.
Рис. С.
4
Page 5

3. Техническое описание станка
Модель .............................................................................. JWDS-1632-M ....................................................... JWDS-1836-M
Артикул:
Шлифовальный станок на открытом стенде ................. 723520KM ............................................................ 723530KM
Открытый стенд................................................................... 723520S ................................................................ 723520S
Двигатель и электрические характеристики:
Двигатель барабана:
Тип двигателя…………………………………………...... Асинхронный двигатель................................... Асинхронный двигатель
Выходная мощность ................................................................ 1.1 кВт ................................................................... 1.3 кВт
Напряжение ................................................................... ~230V, PE, 50Hz .................................................... ~230V, PE, 50Hz
Полная нагрузка ...................................................................... 7.1 A ...................................................................... 9.5 A
Частота вращения двигателя............................................... 1400 об/мин ............................................................. 1400 об/мин
Первоначальный ток................................................................... 25 A ....................................................................... 28 A
Рабочий ток (без нагрузки)......................................................... 4.5 A ...................................................................... 4.3 A
Тип двигателя .................................................. DC двигатель закрытого типа .............................. DC двигатель закрытого типа
Мощность............................................................................................ 40 Вт ................................................................ 40 Вт
Силовой выключатель .................................................................. магнитный .................................................... магнитный
Переключатель Вкл. / Выкл. ......................................................... клавишный .................................................... клавишный
Питающий шнур ................................................ H05RN-F, 3x1.0 мм2, 1830 мм .......................... H05RN-F, 3x1.0 мм2, 1830 мм
Рекомендуемый плавкий предохранитель/размыкатель (1).............. 16 A ................................................................. 16 A
Уровень звуковой эмиссии (2)................. 65 дБ на хол. ходу, 80 дБ на рабоч. .................. 67 дБ на хол. ходу, 83 дБ на рабоч.
.......................................................... Звуковое давление (EN ISO 11202) ................ Звуковое давление (EN ISO 11202)
Производительность:
Максимальная ширина доски (один проход).................................... 406 мм ................................................................. 457 мм
Максимальная ширина доски (два прохода) ................................... 812 мм ................................................................. 914 мм
Максимальная толщина доски........................................................... 75 мм ................................................................... 75 мм
Минимальная длина доски................................................................. 60 мм ................................................................... 60 мм
Минимальная толщина доски. (3) ....................................................... 0.8 мм .................................................................. 0.8 мм
Основные материалы станка:
Открытый стенд .................................................................................сталь.............................................................. сталь
Барабан .......................................................................................... алюминий.............................................. алюминий
Удлинения стола (опция) ................................................................. сталь.............................................................. сталь
Подающий стол................................................................................. сталь .............................................................. сталь
Рукоятка регулировки высоты барабана....................................... пластик .......................................................... пластик
Шлифовальный барабан:
Размеры барабана ............................................................. диам.. 127 x 406 мм ........................................... диам. 127 x 406 мм
Частота вращения барабана....................................................... 1400 об/мин .................................................... 1400 об/мин
Установленная шлифовальная лента..................................зернистость 80 ................................................. зернистость 80
Подъем барабана за один оборот маховика............................. 1.6 мм................................................................. 1.6 мм
1 Согласно местным/государственным стандартам.
2 Указанный уровень звуковой эмиссии не являются обязательным требованием безопасности. Так как условия рабочего
места всегда различны, данная информация предоставлена только для определения опасностей и рисков пользователем.
3 Рекомендуется использовать держатель или подкладную доску (не включены в поставку) для шлифования досок
толщиной 1,6 мм и менее. См. раздел 8.3.
Транспортер:
Скорость движения ленты……………плавно регулир. в пределах 0-3 м/мин ......... плавно регулир. в пределах 0-3 м/мин
Размеры транспортера…………………………….. ......... 456 x 420 мм ....................................................... 456 x 420 мм
Page 6

Высота транспортера от пола………………….. ................. 812 мм ................................................................. 812 мм
Отвод пыли:
Внешний диаметр вытяжного штуцера.................................... 100 мм ..................................................................100 мм
Миним. требуемая производительности всасывания ........... 560 м3/ч ............................................................... 560 м3/ч
Размеры:
Коробка со станком .......... ………………………..…….. 985 x 570 x 510 мм .............................................. 985 x 570 x 510 мм
Коробка со стендом ........ …………………………………860 x 415 x120 мм ...............................................860 x 415 x120 мм
Установочные размеры…………………………. ........ 508 x 1269 x 1007 мм .......................................... 508 x 1269 x 1007 мм
Вес:
Вес нетто ..................................................................................... 71 кг ..................................................................... 75 кг
Вес брутто ................................................................................... 83 кг ..................................................................... 87 кг
Технические характеристики в данной инструкции были актуальны на момент выпуска документации. Из-за политики
постоянного усовершенствования JET оставляет за собой право на изменение характеристик без предварительного
уведомления и без каких-либо обязательств со своей стороны.
4. Описание конструкции станка
На изображении ниже показаны основные детали шлифовальных станков JWDS-1632-M / JWDS-1836-M. При прочтении
инструкции опирайтесь на данное изображение, это поможет ознакомиться с работой и функциями станка.
6
Page 7
5. Сборка и настройка
Откройте коробки и проверьте наличие
транспортировочных повреждений. Немедленно
сообщите о повреждениях поставщику и транспортной
компании. Не выкидывайте упаковку, пока не соберете
и не запустите шлифовальный станок надлежащим
образом.
Сравните содержимое коробок с нижеследующим
списком комплекта поставки. Об отсутствии какой-либо
позиции следует сообщить поставщику. Внимательно
изучите данную инструкцию для сборки, технического
обслуживания, а также технику безопасности.
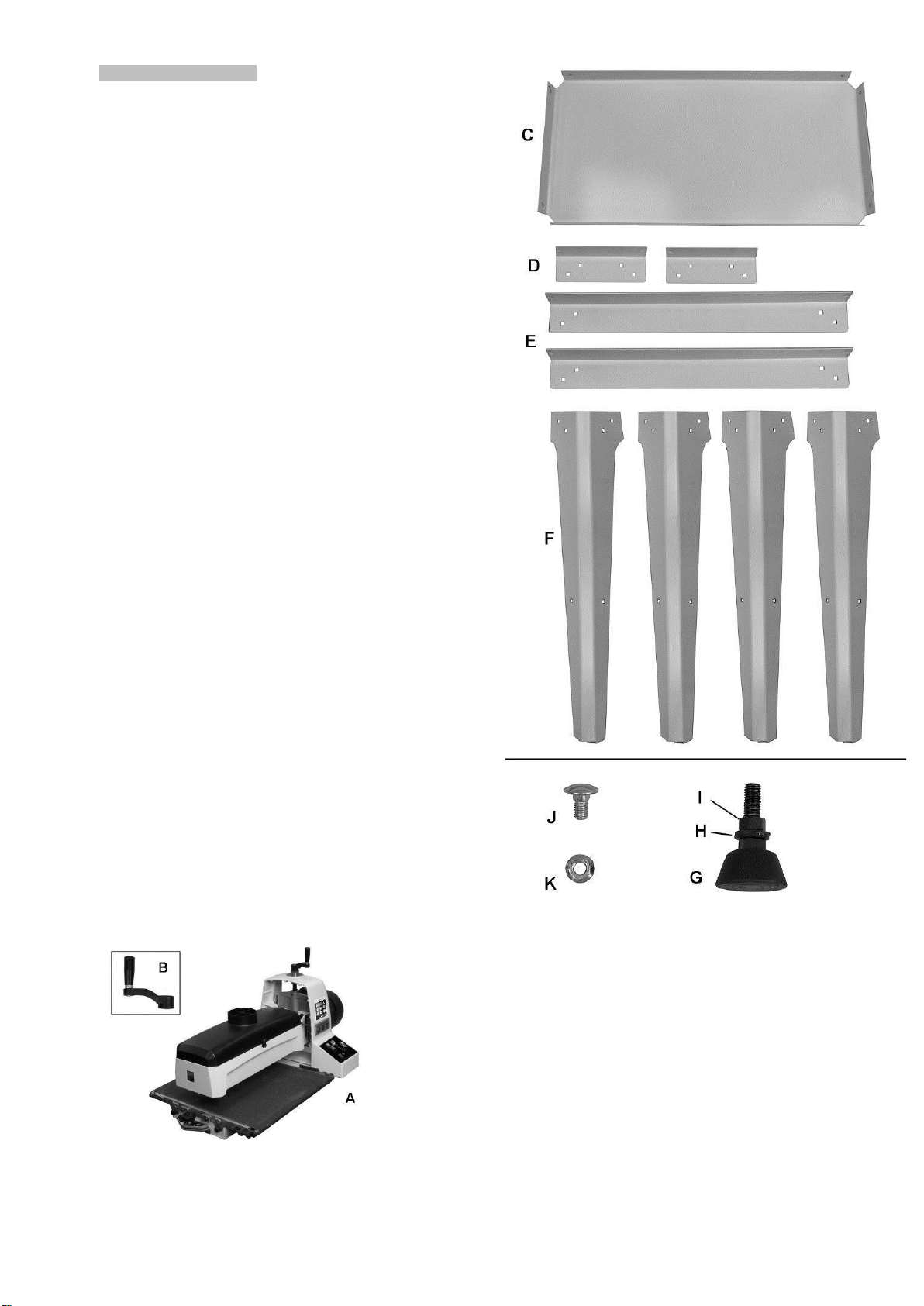
5.1 Комплект поставки
Коробка №1: (См. рис. 6-1)
1 Шлифовальный станок с транспортером (A)
1 Рукоятка (B)
1 Инструкция по эксплуатации (не показана)
1 Деталировка (не показана)
Коробка №2: (См. рис.6-2)
1 Стенд, включающий:
1 Полка (C)
2 Короткие уголки (D)
2 Длинные уголки (E)
4 Ножки (F)
4 Выравнивающие опоры (G)
8 Шайбы (H)
4 Гайки (I)
24 Винты, M8x16 (J)
24 Контргайки с буртиком, M8 (K)
5.2 Требуемый инструмент для сборки
Ключи на 12 мм и 14 мм.
Шестигранные ключи на 3 мм и 6 мм.
Приспособление для выравнивания (например, прямая
стальная балка или тщательно обработанная доска).
Рис. 6-2: коробка №2 (стенд).
Рис. 6-1: коробка №1 (основной узел).
7
Page 8

Рис. 6-3: Сборка.
5.3 Сборка стенда
(См. рис. 6-3. Если потребуется дополнительная
информация, смотрите взрыв-схему в деталировке).
1. Прикрепите ножки (F) к внешней стороне коротких
уголков (D) при помощи винтов (J) и контргаек с
буртиком (K). Затяните только пальцами.
2. Прикрепите длинные уголки (E) к внутренней стороне
ножек и поверх коротких уголков (D). Затяните
только пальцами. ПРИМЕЧАНИЕ: полка длинного
уголка должна быть поверх полки короткого уголка.
См. рисунок-вставку на рис. 6-3.
3. Переверните стенд вверх ногами. Установите полку
(C) на ножки при помощи винтов и контргаек.
4. Полностью затяните все контргайки с фланцами на
полке и ножках.
5. Вставьте выравнивающую опору (G) в нижнее
отверстие ножки вместе с шайбой и гайкой.
6. Переверните стенд вниз ногами и надавите на него,
чтобы все встало на свои места. Затяните все
контргайки с фланцами на стенде.
7. Выровняйте стенд при помощи выравнивающих опор.
Затяните гайки на фланцах ножек.
5.4 Установка шлифовального станка на стенде
1. Извлеките шлифовальный узел из коробки и
временно разместите его сверху стенда.
Чтобы поднять шлифовальный узел
воспользуйтесь помощью ассистента.
2. Установите рукоятку настройки высоты (B) и затяните
установочный винт.
3. Вращайте рукоятку настройки высоты против часовой
стрелки, чтобы поднять барабан и освободить
деревянный опорный блок.
8
Page 9

4. Снимите винты с внутр. шестигранником и шайбы,
которые крепят фанерные доски к нижней части
основания станка. Оставьте эти винты и шайбы для
шага 5. Разместите шлифовальный узел на стенде
таким образом, чтобы 4 резьбовых отверстия основания
совпали с отверстиями на уголках стенда (Рис. 6).
6. Прикрепите основание шлифовального узла к стенду
(изнутри) при помощи 4 винтов и шайб, которые сняли
с фанерных досок. Надежно закрепите винты.
5.5 Стол подачи и разгрузки (опция)
При использовании удлиняющих столов шлифовальный
станок должен быть прикручен к стенду или рабочему
столу. Максимальная рабочая нагрузка на каждый стол
16 кг. Крепеж поставляется вместе с удлинениями
стола.
1. Установите кронштейны (L, Рис. 6-3) на резьбовые
отверстия в основании шлифовального станка при
помощи винтов с внутр. шестигранником M8x16 и
плоских шайб. Убедитесь, что левый и правый
кронштейны расположены, как показано на рисунке.
Кронштейны должны заподлицо с рабочей
поверхностью. ПРИМЕЧАНИЕ: Длинные кронштейны
установите спереди (подача), короткие сзади
(разгрузка).
2. Разместите удлинения стола поверх кронштейнов и
закрепите их при помощи винтов с внутр.
шестигранником M8x12 и шайб. Затяните только
пальцами.
3. Разместите столы немного ниже поверхности ленты
транспортера для надлежащей опоры заготовок. Для
проверки расположения разместите линейку на одной
стороне ленты транспортера под барабаном, чтобы ее
другой конец был поверх удлинения стола. Опустите
барабан так, чтобы он надежно удерживал линейку на
месте. См. рис. 6-4. Поднимайте столы
подачи/разгрузки, пока их поверхности не будут слегка
ниже поверхности ленты. Затяните винты на этой
стороне.
4. Переместите линейку на другую сторону стола и
повторите действия.
пыли при помощи хомута (рис. 6-5) и подсоедините его к
высокопроизводительной вытяжной установке (с
производительностью всасывания не менее 560 м3/ч).
Рис. 6-5 (шланг и хомут не включены в поставку).
5.7 Установка шлифовальной ленты
Надлежащее закрепление шлифовальной ленты на
барабане является очень важным моментом для
получения максимальной производительности
шлифовального станка. На барабане предварительно
установлена шлифовальная лента зернистостью 80.
(СОВЕТ: Если вы будете использовать шлифовальную
ленту, купленную самостоятельно, используйте
предварительно установленную ленту JET, чтобы
быстро вырезать свою ленту под размер.)
Нажмите фиксирующий рычаг (Рис. 6-7) на внешней
(левой) стороне барабана и вставьте косой срез
шлифовальной ленты через прорезь в фиксаторе, как
показано на рисунке. Вставьте примерно 75 мм
шлифовальной ленты в фиксатор. Выровняйте косой
срез ленты с левым краем барабана.
Рис. 6-4: выравнивание удлиняющих столов.
5.6 Сбор пыли
Для увеличения срока службы шлифовального станка и
создания безопасной окружающей среды обязательно
следует установить систему отвода пыли. Станок
JWDS-1632-M оснащен вытяжным штуцером диаметром
100 мм. Прикрепите к штуцеру 100 мм шланг для отвода
Рис. 6-7
1. Отпустите рычаг фиксатора, чтобы закрепить ленту.
2. Начните намотку шлифовальной ленты вокруг
барабана. Косой срез ленты следует разместить как
можно ближе к краю барабана.
3. Продолжайте намотку шлифовальной ленты по
спирали, вращая барабан одной рукой и направляя
ленту другой. См. рис. 6-8.
9
Page 10

Правильная намотка должна быть без участковперекрытий. Витки должны быть заподлицо друг с
другом или с небольшим зазором.
Рекомендуется подключать станок к выделенному
контуру 16 А с автоматическим или плавким
предохранителем. При установке плавких
предохранителей, используйте предохранители с
задержкой на срабатывание и маркировкой «Т».
Местный регламент является приоритетным перед
приведенными рекомендациями.
7.0 Настройка
Рис. 6-8
4. Нажмите на внутренний рычаг фиксатора намотки
(рис. 6-9) и вставьте задний конец ленты как можно
дальше. При необходимости сделайте косой срез
шлифовальной ленты.
5. Отпустите внутренний рычаг фиксатора намотки,
чтобы закрепить ленту.
Все виды шлифовальных лент во время
эксплуатации со временем растягиваются и могут
растянуться до такой степени, что рычаг фиксации
намотки достигнет своего самого нижнего положения
и не сможет обеспечить нужное натяжение ленты. В
этом случае следуйте указаниям выше для
переустановки рычага фиксатора намотки.
Перед проведением настройки отключите станок от
сети.
7.1 Настройка высоты барабана
Высота барабана и глубина шлифования управляются
рукояткой настройки высоты (см. рис. 5-1). Вращение
рукоятки по часовой стрелке опускает барабан, против
часовой – поднимает. Один оборот рукоятки
перемещает барабан примерно на 1,6 мм (или 1/4
оборота примерно = 0,4 мм), как показано на табличке
под рукояткой.
7.2 Шкала высоты
Шкала высоты отображает расстояние между нижним
краем барабана и поверхностью ленты транспортера.
Настройка осуществляется «обнулением» шкалы.
1. Отключите станок от сети, выдернув вилку из розетки.
2. На барабане должна быть шлифовальная лента.
Опустите барабан, пока он не коснется ленты
транспортера.
3. В таком положении барабана указатель шкалы
высоты должен быть на отметке «ноль». Если это не
так, ослабьте два винта (Рис. 8-1) и поднимите или
опустите шкалу, пока ноль не выровняется с
указателем.
4. Закрутите винты.
Примечание: в зависимости от требуемой точности,
возможно, вам потребуется повторить этот процесс при
установке шлифовальных лент различной зернистости.
Рис. 6-9
6.0 Подключение к сети
Подключение и ремонт электросети должен
производиться только квалифицированными
электриками в соответствии с местными
регламентами и нормами. В ином случае это может
привести к тяжелым травмам.
Шлифовальный станок JWDS-1632-M питается от сети
230V. Станок поставляется со штепселем,
сконструированным для контура с заземленной
розеткой.
Перед подключением станка к сети убедитесь, что
выключатель находится в положении Выкл.
Рис. 8-1: настройка шкалы глубины
7.3 Регулировка натяжения/хода ленты
транспортера
Регулировка натяжения ленты может потребоваться в
период приработки, чтобы компенсировать ее
растяжение.
7.3.1 Регулировка натяжения ленты
1. Отключите станок от сети, выдернув вилку из розетки.
2. Отрегулируйте натяжные винты (Рис. 8-2) при
помощи 5 мм торцевого ключа. Сделайте это с двух
сторон транспортера, чтобы создать примерно
одинаковое натяжение ленты.
ПРИМЕЧАНИЕ: Ненадлежащее натяжение ленты
приведет к ее проскальзыванию на приводном ролике
10
Page 11

во время операции шлифования. Натяжение ленты
транспортера слишком слабое, если она
останавливается при прижиме ее сверху рукой.
Излишнее натяжение может привести к изгибу роликов,
кронштейнов и / или преждевременному износу
подшипников скольжения или самой ленты.
2. Откройте пылезащитную крышку и снимите с
барабана шлифовальную ленту.
3. Вставьте брусок (А, Рис. 8-3) между барабаном и
настилом транспортера с внешней стороны барабана.
Рис. 8-2: регулировка натяжения ленты
7.3.2 Настройка хода
Ход ленты настроен правильно, если она
перемещается по центру роликов транспортера без
смещения в любую сторону. Регулировка хода
осуществляется, когда транспортер запущен.
1. Отключите станок от сети, выдернув вилку из
розетки.
2. Убедитесь, что лента натянута должным образом (см.
п. 7.3.1).
3. Включите транспортер на максимальную скорость.
Отследите, не смещается ли лента в какую-либо
сторону. Если смещается, затяните или ослабьте
натяжной винт.
Примечание: регулируйте натяжной винт только на 1/4
оборота за один раз. Дайте время ленте отреагировать
на настройку перед проведением последующей
настройки. Постарайтесь избежать излишней
настройки, так как это может повлиять на натяжение
ленты. Если натяжение изменилось, может
потребоваться регулировка обоих натяжных винтов,
чтобы наладить натяжение и ход.
7.3.3 Направляющие ленты транспортера
Шлифовальный станок оснащен керамическими
направляющими ленты, которые позволяют уменьшить
количество выполняемых операций для поддержания
правильного хода ленты (центрирования) относительно
настила транспортера. Направляющие имеют
магнитный задник, что позволяет им сохранять свое
положение. Если направляющая износилась, ее можно
перевернуть. Для более детальной информации по
переустановке направляющих см. разд. 10.0 Комплект
направляющих.
7.4 Проверка параллельности барабана
Для осуществления правильности операции
шлифования шлифовальный барабан должен быть
расположен параллельно настилу транспортера. На
заводе-изготовителе барабан изначально
выравнивается. В случае непараллельного положения
барабана, следуйте приведенным ниже инструкциям.
Сначала проверьте положение барабана с помощью
какого-либо поверочного устройства. В рекомендациях
ниже в качестве такого устройства используется
стальной брусок.
1. Отключите станок от сети, выдернув вилку из розетки.
Рис. 8-3: выравнивание барабана.
4. Пылезащитная крышка должна быть открыта.
Опускайте шлифовальный барабан, медленно вращая
барабан рукой, пока он слегка не коснется бруска.
ПРИМЕЧАНИЕ: Убедитесь, что барабан коснулся
поверочного бруска, а не натягивающих роликов.
5. Извлеките брусок и положите его под барабан с
внутренней стороны.
6. Если барабан не касается бруска одинаково с обеих
сторон, значит, его необходимо выровнять.
Чтобы выровнять барабан:
7.
Ослабьте оба фиксатора стола перед настройкой
выравнивания барабана (B, Рис. 8-3).
Обязательно
ослабьте оба фиксатора перед началом настройки.
8. Поворачивайте ручку (С, Рис. 8-3), чтобы поднять или
опустить внешний конец стола. Следуйте указателям
направления, нанесенным на диск (+ для подъема, для опускания).
9. Затяните фиксаторы стола (В).
7.4.1 Проверка выравнивания барабана
Примечание: данная проверка осуществляется при
шлифовании досок с шириной, превышающей длину
барабана. Выполняйте ее только после освоения
шлифовальных операций.
При шлифовании заготовок, ширина которых
превышает длину барабана, выравнивание стола
играет важную роль. Стол должен быть точно выровнен
с небольшим понижением внешней стороны. Это
предотвратит появление борозд на заготовке. Перед
обработкой заготовки всегда проверяйте правильность
выравнивания стола на отходах древесины.
1. Обработайте на станке заготовку из отходов
древесины шириной примерно 150 мм и длиной 750-
11
Page 12
1000 мм. Заведите заготовку в станок таким образом,
чтобы ее конец выступал с внешней стороны барабана.
2. Без изменения высоты барабана поверните заготовку
на 180 и прошлифуйте эту же сторону.
3. Если в месте нахлеста шлифовальных проходов
видна борозда, отрегулируйте стол с внешнего конца
барабана, вращая регулировочную ручку (С, Рис. 8-3).
4. Повторяйте эти шаги до тех пор, пока не перестанет
образовываться борозда, и доска не будет
прошлифована полностью.
ПРИМЕЧАНИЕ: При обработке узкой заготовки
(шириной менее 406 мм) выставьте транспортер в
параллельное положение. Вращайте регулировочную
ручку в противоположную сторону, пока она не коснется
контргайки (D, Рис. 8-3). Контргайка осуществляет
фиксацию стола в параллельном положении.
7.5 Регулировка прижимных роликов
Подающий и отводящий ролики обеспечивают
давление прижима на заготовку во избежание ее
проскальзывания на транспортере. Прижимные ролики
были отрегулированы на заводе-изготовителе, но по
мере эксплуатации станка их следует проверять и при
необходимости производить регулировку.
лента установлена и к станку подключена
соответствующая вытяжная система.
8.1 Основной алгоритм работы
1. Установите глубину шлифования.
2. Запустите вытяжную систему.
3. Включите главный выключатель.
4. Запустите шлифовальный барабан.
5. Запустите транспортер и выберите скорость
подачи.
6. Подайте заготовку на станок.
Чтобы прогнать заготовку через станок, положите и
удерживайте ее на ленте транспортера. Лента будет
продвигать заготовку к барабану. Когда заготовка будет
наполовину прошлифована, встаньте с другой стороны
станка (со стороны разгрузки), чтобы контролировать
заготовку на выходе из станка.
Доска с силой будет прижиматься к транспортеру во
время подачи, что создает опасность защемления
пальцев. Держите пальцы подальше от доски.
Прижимные ролики, отрегулированные
ненадлежащим образом (то есть установленные
слишком высоко, что приводит к их бездействию)
могут стать причиной отскока заготовки при
шлифовании.
Усилие прижима роликов можно увеличить или
уменьшить путем затягивания/ослабления винтов на
роликовых опорах (Рис. 8-4).
Рис. 8-4: винты регулировки натяжения.
Слишком сильное давление прижима роликов может
стать причиной образования вмятин, которые
представляют собой хорошо различимую линию,
идущую по всей ширине заготовки и расположенную
примерно на расстоянии 60 мм от края.
Если вмятина образуется на переднем конце заготовки,
отрегулируйте отводящий прижимной ролик. Если
вмятина образуется на заднем конце заготовки,
отрегулируйте подающий прижимной ролик.
8.0 Работа на станке
Перед началом эксплуатации шлифовального станка,
еще раз просмотрите предыдущие разделы по его
первоначальной установке и наладке. Перед тем, как
приступить к работе, убедитесь, что шлифовальная
Не открывайте кожух барабана, пока он полностью
не остановится.
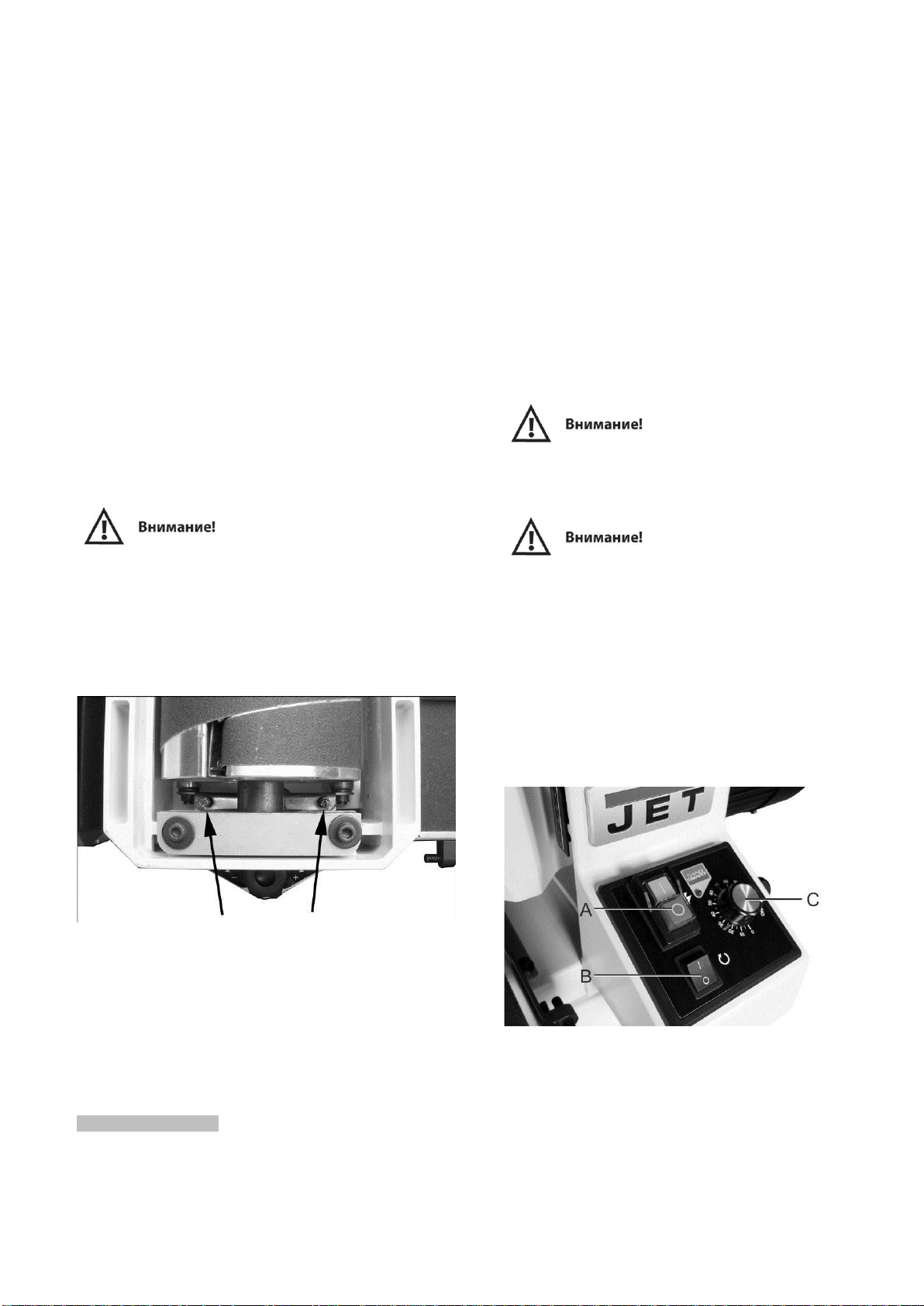
8.2 Управление двигателем барабана и
транспортера
1. Подключите станок к сети.
2. Включите главный выключатель, нажав на кнопку (А,
Рис. 9-1).
3. Включите клавишный выключатель (В, рис. 9-1),
чтобы запустить двигатель барабана.
4. Поверните тумблер транспортера (С, Рис. 9-1) по
часовой стрелке, чтобы запустить транспортер и
увеличить его скорость.
Рис. 9-1: панель управления.
8.3 Установка глубины шлифования
Настройка станка для надлежащего контакта
шлифовальной ленты и заготовки определяет глубину
шлифования. Глубина шлифования обеспечивается
рукояткой регулировки высоты барабана.
Возможно, надлежащая глубина шлифования будет
достигнута экспериментальным путем, это зависит от
12
Page 13

зернистости шлифовальной ленты, типа древесины и
подачи. Для достижения наилучшего результата
используйте ненужный кусок древесины, чтобы
попрактиковать шлифование и ознакомиться с работой
станка до начала выполнения финишных работ.
Комбинация нескольких факторов определяет
надлежащую глубину шлифования, таких как:
1. Тип шлифовальной ленты и ее зернистость.
2. Ширина заготовки под шлифовку
3. Твердость заготовки.
4. Подача транспортера.
ПРИМЕЧАНИЕ: Рекомендуется использовать
держатель или подкладную доску (не включены в
поставку) для шлифования досок толщиной 1,6 мм и
менее. Это плоская доска, обычно из дерева или МДФ,
немного больше, чем заготовка и такой же толщины,
размещенная под заготовкой во время подачи через
шлифовальный барабан.
Заготовку можно прикрепить к держателю с резиновым
покрытием, при помощи столярной ленты или другим
легкоудаляемым клейким материалом. Также
некоторые операторы используют резиновую или
шероховатую поверхность держателя для стабилизации
заготовки небольшим трением.
8.4 Установка высоты барабана
Существует хорошее правило при шлифовании лентой
с зернистостью более 80:
1. Для выставления высоты барабана расположите
заготовку под барабаном. НЕ ЗАПУСКАЙТЕ барабан.
2. Опустите барабан на уровень толщины заготовки,
убедившись, что барабан по-прежнему можно вращать
рукой при легком контакте с заготовкой.
Не запускайте барабан, пока он находится в
контакте с заготовкой.
3. Без изменения высоты барабана включите
транспортер и пропустите заготовку через барабан.
Запустите барабан и отшлифуйте заготовку в том же
положении.
4. Барабан должен вращаться. Подайте заготовку под
барабан со стороны загрузки и против направления
вращения барабана. Всегда контролируйте заготовку,
чтобы она не отскочила и/или не проскальзывала.
ПРИМЕЧАНИЕ: Если во время шлифования двигатель
перегревается, то, возможно, глубина шлифования
слишком велика для данной зернистости ленты и/или
подача слишком высокая.
При шлифовании лентой с зернистостью менее 80,
можно опустить барабан слегка пониже.
Всегда контролируйте подачу заготовки. С опытом вы
научитесь выставлять надлежащую глубину
шлифования в зависимости от различных исходных
факторов.
8.5 Выбор подачи SandSmart™
Высокая скорость движения транспортера позволяет
быстрее производить шлифование, но при этом на
единицу шлифуемой поверхности приходится меньше
оборотов шлифовального барабана. При низкой
скорости движения транспортера на единицу
поверхности приходится больше оборотов барабана,
что обеспечивает равномерное шлифование при
большей глубине.
Сначала попробуйте установить скорость движения
транспортера около 40-50% от максимальной.
Оптимальная скорость будет зависеть от ряда
факторов, в том числе от типа заготовки, зернистости
ленты, глубины шлифования, способа подачи заготовки
(прямо по линии транспортера или под углом). Если
обороты двигателя барабана снижаются,
проскальзывает лента транспортера или вы замечаете
волнистость на поверхности заготовки, уменьшите
скорость движения транспортера. Если обработанная
поверхность гладкая, а станок работает без перегрузки,
можно попробовать установить более высокую скорость
движения транспортера.
Система контроля подачи SandSmart непрерывно
отслеживает нагрузку на двигатель барабана и
автоматически регулирует скорость двигателя
транспортера, чтобы обеспечить максимальную
скорость транспортера без перегрузки. Если загорается
красный индикатор (В, Рис. 9-2), значит, система
контроля подачи зафиксировала слишком большую
глубину шлифования и/или слишком высокую скорость
подачи.
Если нагрузка на двигатель барабана возрастает,
система SandSmart уменьшит скорость движения
транспортера или остановит его при предельно
тяжелых условиях работы. Если нагрузка на двигатель
барабана уменьшилась, система SandSmart увеличит
скорость подачи, но при этом скорость не превысит
значения, заданного оператором с помощью
регулятора.
Если в процессе обработки скорость транспортера не
меняется, получается наивысшее качество
шлифованной поверхности.
Рис. 9-2
Изменение скорости подачи может повредить
шлифованную поверхность. Если поверхность
оказалась повреждена, произведите еще один проход
без изменения настроек станка. Если поверхность попрежнему остается поврежденной, уменьшите скорость
транспортера и/или глубину шлифования и снова
прогоните заготовку.
Также попробуйте увеличить скорость подачи или
уменьшить глубину шлифования, если на поверхности
13
Page 14

заготовки начинают появляться прижоги. При обработке
древесины вишни, клена и других твердых пород
использование меньшей глубины шлифования и более
высокой скорости подачи поможет максимально снизить
появление прижогов.
Незначительный поворот заготовки в процессе ее
подачи в станок также поможет избежать появления
прижогов на поверхности.
Так как для правильного выбора скорости подачи
необходимо учитывать широкий диапазон переменных
параметров, целесообразно поэкспериментировать с
конкретными имеющимися условиями и выставить
оптимальную скорость подачи. При возникновении
проблем, сначала проверьте и отрегулируйте скорость
подачи, см. раздел «Устранение неисправностей».
8.6 Рекомендации по достижению максимальной
производительности
Шлифовальный станок модели JWDS-1632-M имеет
широкую функциональность, что позволяет применять
его для выполнения различных задач и тем самым
окупить стоимость станка в самые короткие сроки.
Например, станок осуществляет тонкое шлифование
гораздо быстрее, чем медленное и производящее много
пыли шлифование вручную; также он позволяет
осуществлять точную обработку по толщине, что
невозможно выполнить на некоторых шлифовальных
станках. Станок можно использовать для шлифования
узорчатой текстуры древесины, например, наплывов
«птичий глаз» или волнистого клена, которые будут
повреждены при обработке на строгальном станке.
Освоение способов применения настроек и органов
управления станка позволит произвести точную наладку
станка для достижения максимальной
производительности. Наилучших результатов можно
достичь, экспериментируя со шлифовальными лентами
различной зернистости и настройками станка, которые
идеально подойдут для оператора и операции. Далее
приведены полезные рекомендации, которые помогут
улучшить производительность шлифовального станка.
8.6.1 Отвод пыли
При подключении вытяжной системы учтите, что гибкий
шланг будет больше ограничивать движение потока
воздуха по сравнению с прямой трубой. Y-образные
патрубки и колена меньше препятствуют потоку
воздуха, чем Т-образные разветвители. Также не
следует использовать шланг, диаметр которого меньше
80 мм.
8.6.2 Серийная обработка заготовок
При калибровке (или шлифовании для получения
требуемой толщины) похожих заготовок, толщина
которых должна быть одинаковой, лучше всего
определить толщину наиболее тонкой заготовки и
обработать остальные под этот размер за одну наладку
станка. Имейте в виду, что станок удалит углубления и
выступы на поверхности заготовки; учтите это при
измерении и обработке заготовок на одну толщину.
8.6.3 Одновременная обработка нескольких
заготовок
При шлифовании нескольких заготовок одновременно,
расположите заготовки поперек ленты транспортера в
шахматном порядке. Это обеспечит лучший контакт с
прижимными роликами. Старайтесь одновременно
обрабатывать заготовки примерно равной толщины.
Если толщина заготовок значительно отличается, более
тонкие из них могут проскальзывать на ленте
транспортера, если они не прижимаются роликами.
Также имейте в виду, что заготовки толще 20 мм
должны иметь длину, превышающую минимально
рекомендуемую, чтобы избежать опрокидывания.
8.6.4 Шлифование торца
При шлифовании торца станок воспроизведет
поверхность противоположного торца, который лежит
на ленте транспортера. Поэтому очень важно, чтобы
торец заготовки был отпилен под нужным к
фронтальной плоскости углом. При шлифовании торца
заготовки шириной менее 20 мм или высотой более 50
мм рекомендуется сложить вместе и закрепить
несколько заготовок во избежание их проскальзывания
или опрокидывания на ленте транспортера.
8.6.5 Шлифование заготовки с дефектами
При шлифовании заготовки вогнутой или выпуклой
формы положите ее выпуклой стороной вверх. Это
придаст ей устойчивости и поможет избежать
опрокидывания или качания в процессе обработки.
После того, как выпуклость будет удалена, и
поверхность станет ровной, переверните заготовку и
прошлифуйте ее с другой стороны. Во избежание травм
будьте особенно осторожны при шлифовании
искривленных, изогнутых заготовок или же заготовок с
переменной толщиной. По возможности удерживайте
такую заготовку в процессе шлифования, чтобы она не
проскальзывала и не опрокидывалась. Воспользуйтесь
дополнительными роликовыми опорами, помощью
другого человека или просто прижмите заготовку рукой,
чтобы свести к минимуму возникновение потенциально
опасных ситуаций.
8.6.6 Шлифование поверхности рам или
филенчатой выступающей части дверей
Для осуществления данного вида шлифования очень
важно соблюсти правильный контакт с абразивом. Если
на станке установлена слишком большая глубина
шлифования, результатом может стать образование
борозд или выемок при переходе барабана от
шлифования полной ширины полотна к их частичному
шлифованию. Чтобы избежать этого, убедитесь, что при
использовании шлифовальной ленты зернистостью
более 80 барабан находится в контакте с поверхностью,
но при этом его можно провернуть рукой. Если места
достаточно, можно также повернуть заготовку на ленте
транспортера. Снижение скорости подачи при подходе к
бруску оконного или дверного блока также может
помочь избежать появления борозд и выемок. Данные
меры позволяют шлифовальной ленте обрабатывать
большую ширину с меньшим усилием и в результате
получать равномерно шлифованную поверхность.
8.6.7 Угол подачи заготовки
Некоторые заготовки из-за их размеров приходится
загружать в станок под углом 90 (перпендикулярно
барабану). Однако, даже незначительный
горизонтальный угол поворота заготовки обеспечит
более эффективное снятие слоя древесины при
шлифовании. Оптимальный угол подачи заготовки
равен примерно 60.
Поворот заготовки при шлифовании имеет и другие
преимущества: меньшая загрузка определенных
участков барабана, благодаря клеевым слоям или
химическим окраскам древесины; более равномерный
износ шлифовальных лент; потенциально более
высокая скорость подачи; уменьшение нагрузки на
двигатель. Однако следует принять во внимание, что
для получения качественной финишной поверхности
последние 1 или 2 прохода заготовка должна
14
Page 15

подаваться таким образом, чтобы шлифование
осуществлялось в направлении волокон древесины.
9.0 Техническое обслуживание
Перед проведением технического обслуживания
станка отключите его от источника питания,
выдернув вилку из розетки! Несоблюдение данного
предписания может стать причиной тяжелых травм.
9.1 Очистка и смазка
Для наиболее эффективной работы регулярно
производите очистку шлифовального станка. Скопление
чрезмерного количества древесной пыли и опилок
может отрицательно сказаться на производительности
из-за загрязнения шлифовальной ленты,
проскальзывания заготовки на транспортере и/или
скопления отходов внутри барабана, что может
сместить его центр тяжести.
При очистке пыли с барабана оставляйте включенной
вытяжную установку. Также после проведения очистки
пройдитесь щеткой по ленте транспортера.
Загрязненная лента транспортера может стать
причиной проскальзывания заготовки во время
шлифования.
ПРИМЕЧАНИЕ: Подшипники станка герметизированы
на весь срок службы и не требуют смазки.
По мере необходимости смазывайте
подшипники скольжения транспортера и
проверяйте их на предмет износа.
По мере необходимости смазывайте
подъемный ходовой винт (А, Рис. 10-1).
Очищайте шлифовальную ленту от древесной
пыли, убирайте пыль с ленты транспортера с
помощью щетки.
Содержите области скольжения в чистоте (В,
Рис. 10-1).
Сдувайте пыль с двигателя и переключателей,
а также изнутри шлифовального барабана, так
как она может вызвать вибрации или смещение
центра тяжести барабана.
Проверяйте затяжку всех установочных винтов
на таких деталях, как подшипники, настил
транспортера и муфты.
Рис. 10-1
9.2 Техническое обслуживание шлифовального
барабана
При нормальных условиях работы барабан не
требуется снимать со шлифовального станка. В случае
необходимости проведения технического обслуживания
барабан сконструирован таким образом, чтобы его
можно было легко снять и заменить.
Открутите четыре винта с внутр. шестигранником (С,
Рис. 10-2). Осторожно выньте барабан с
подсоединенной к нему муфтой (D).
Рис. 10-2: снятие барабана.
9.3 Замена ленты транспортера
1. Отключите шлифовальный станок от сети.
2. Поднимите барабан в крайнее верхнее
положение.
3. Вращайте натяжные винты (Рис. 8-2) с обеих
сторон транспортера, чтобы ослабить
натяжение ленты, и отведите приводной ролик
до конца вовнутрь.
4. Открутите 2 винта, которые крепят стол
транспортера к основанию.
5. Открутите 2 винта, которые крепят транспортер
к кронштейнам выравнивания барабана (Е,
Рис. 10-3).
6. Ослабьте два фиксатора (F, Рис. 10-3).
7. Поднимите стол транспортера и снимите его со
станка. Избегайте разрывов по краям ленты
под настилом транспортера. Следите, чтобы
15
Page 16
керамические направляющие ленты не упали,
так как они могут разбиться.
8. Установите транспортер со стороны двигателя
и снимите ленту с транспортера.
9. Установите новую ленту вместе с
направляющими (см. раздел 10.0) и установите
на место стол транспортера. Отрегулируйте
натяжение и ход новой ленты.
Рис. 10-3
Примечание: если лента транспортера при его
движении постоянно смещается на одну из сторон
станка, данную проблему можно решить, перевернув
ее. Чтобы убедиться, что настил транспортёра не
искривлен, положите на него уровень. При
необходимости выровняйте станок по уровню. Если
данные меры не помогают, выполните следующие шаги:
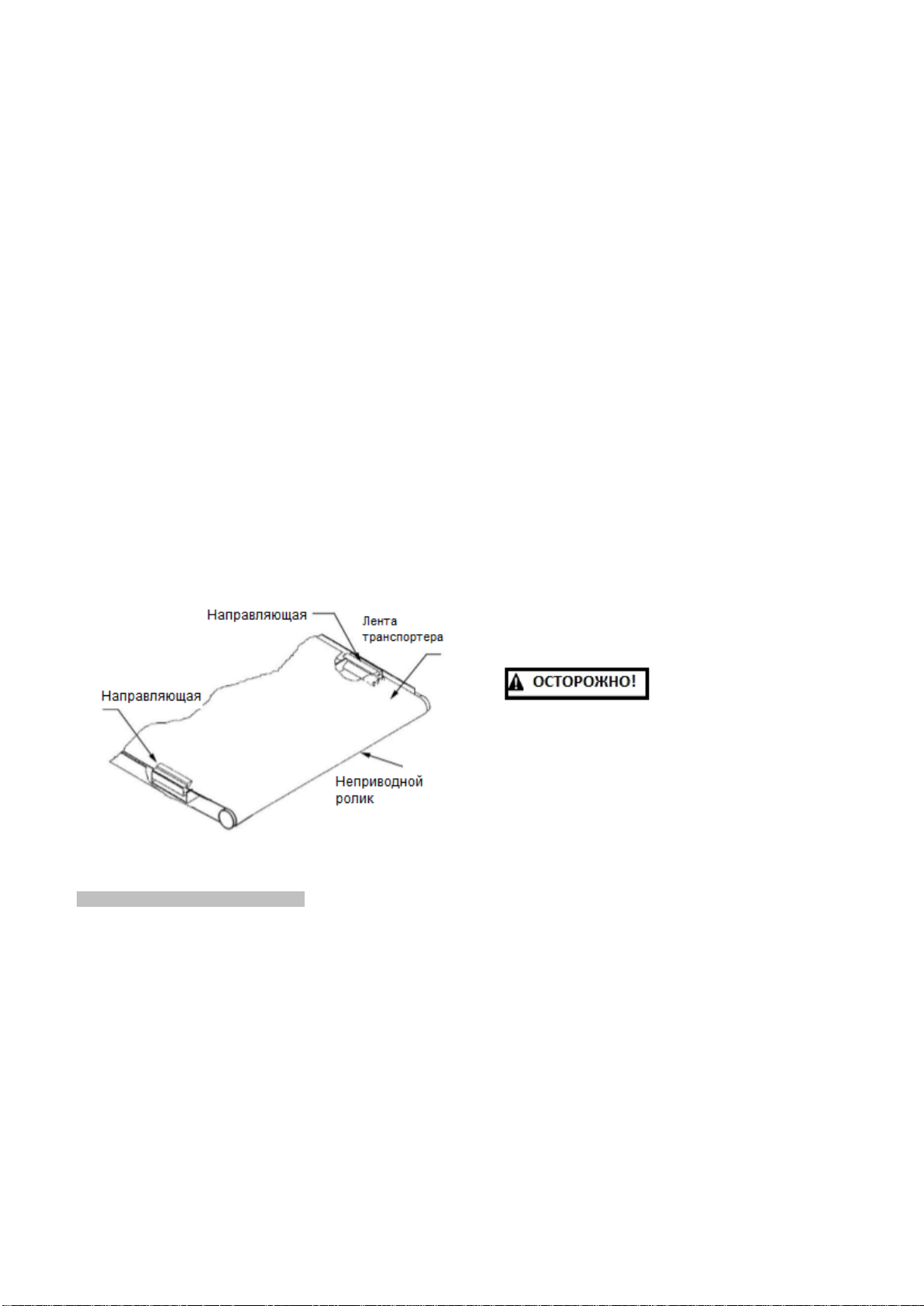
Шаг 1: Проверьте приводной и неприводной ролики
транспортера, чтобы убедиться, что они расположены
параллельно поверхности настила. Для этого сначала
отцентруйте ленту транспортера на настиле. Затем
положите на внешний край (с левой стороны) настила
поверочную линейку так, чтобы она проходила через
ролик. Запомните расстояние между роликом и
поверочной линейкой.
Шаг 2: Теперь повторите Шаг 1 с правой (внутренней)
стороны транспортера. Сравните измерения,
сделанные с двух сторон. Если они не равны, ослабьте
один из кронштейнов, которые поддерживают ролики.
Слегка наклоняйте кронштейн до тех пор, пока
расстояние между роликом и поверочной линейкой не
будет равным с обеих сторон. Затем затяните
кронштейн.
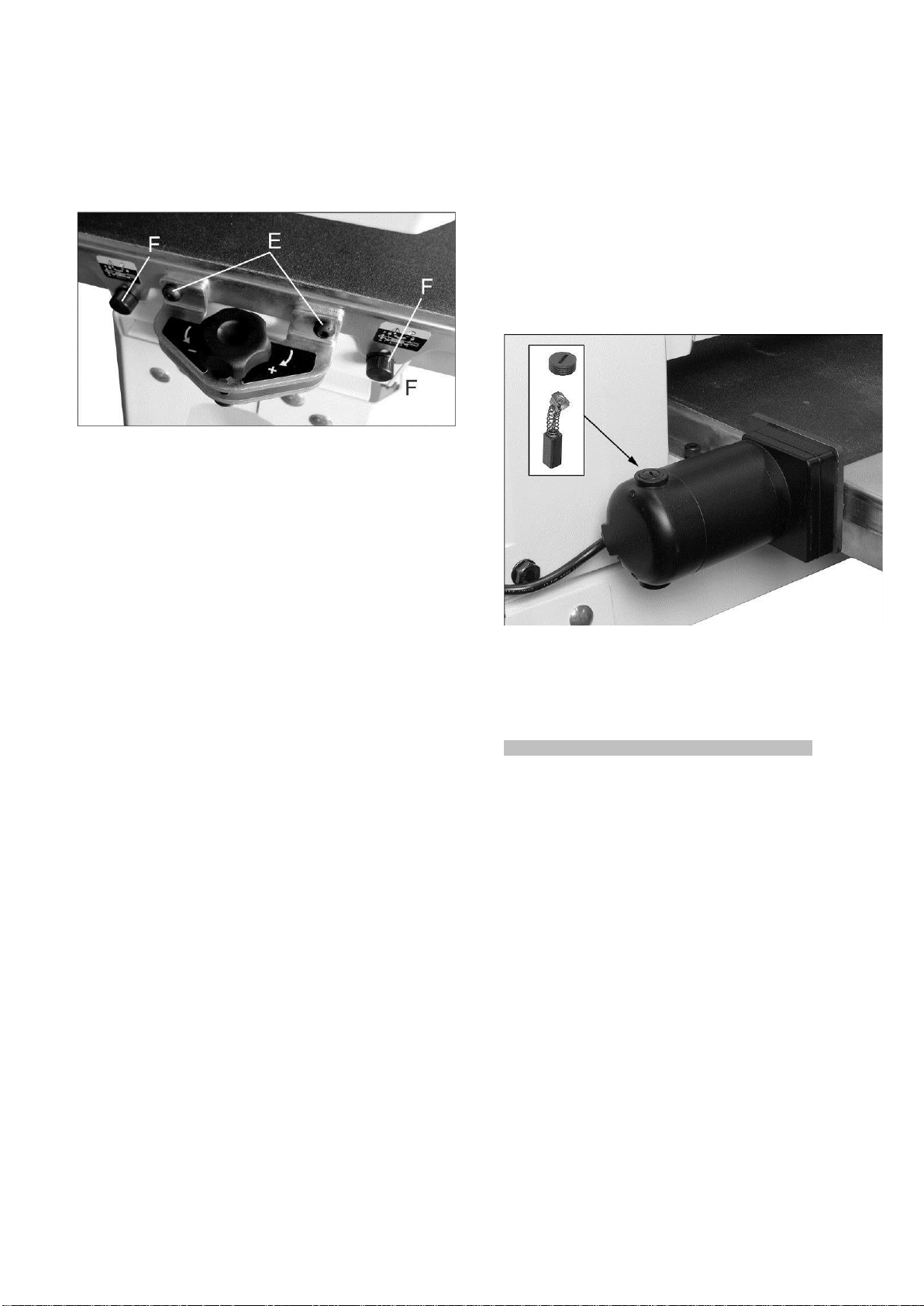
9.4 Проверка угольных щеток
Для поддержания эффективной работы двигателя
проверяйте угольные щетки каждые 2 месяца или чаще,
если шлифовальный станок интенсивно
эксплуатируется. Если двигатель глохнет или
происходит потеря мощности, замените обе щетки
одновременно.
Если продолжить использовать изношенные щетки, это
можно привести к повреждению якоря двигателя.
1. Отключите станок от сети, выдернув вилку из розетки.
2. Отвинтите и снимите крышку при помощи шлицевой
отвертки. См. рис. 10-4.
3. Аккуратно приподнимите край бронзового зажима,
пока пружина не выскочит из отверстия. (При снятии
щетки запомните, как она была расположена. Ее
следует вставить таким же образом. Неправильная
установка щетки приведет к ненадлежащей работе
двигателя.) Вытяните щетку и проверьте ее. Щетку
следует заменить, если заметите следующее:
Щетка износилась до длины примерно 13 мм
Риски, выкрашивание, прижоги или поломка.
Конец щетки неровный
Ненормальный цвет пружины
Сжатая/поврежденная пружина
4. Установите новую щетку (или установите назад
имеющуюся) и слегка вдавите ее в отверстие, пока
бронзовый зажим не зафиксируется.
5. Установите крышку на место.
6. Повторите действия для другой щетки.
ПРИМЕЧАНИЕ: рекомендуется дать станку поработать
вхолостую несколько минут, чтобы приработались
новые щетки.
Рис. 10-4
9.5 Дополнительное обслуживание
Все остальное дополнительное обслуживание должен
осуществлять авторизированный сервисный инженер.
10.0 Комплект керамических направляющих
Артикул: PM2244-213
Направляющие значительно сокращают количество
работ по регулировке хода ленты транспортера. Они
уже установлены на шлифовальный станок. При
необходимости переустановки или замены
направляющих, выполните следующие шаги:
1. Отключите станок от сети, выдернув вилку из розетки.
2. Поднимите барабан в крайнее верхнее положение.
3. Поверните оба натяжных винта, чтобы ослабить
натяжение ленты, и отведите приводной ролик до конца
вовнутрь.
4. Удалите 4 болта, которые крепят стол транспортера к
основанию станка.
5. Поднимите стол транспортера и сдвиньте со станка.
Переверните стол транспортера вверх ногами. Будьте
аккуратны, чтобы не повредить ленту транспортера.
6. На нижней стороне стола транспорта находятся U-
образные каналы, приваренные к столу. Направляющая
расположена внутри U-образного канала со стороны
подачи заготовки. Задняя часть направляющей
намагничена и таким образом она крепится к боковой
стенке транспортера. Не устанавливайте
направляющую, если кромка ленты транспортера
повреждена или порвана.
7. После установки одной направляющей заведите
ленту транспортера в ее нижний паз. Примечание: При
правильной установке будет виден только нижний
16
Page 17
выступ направляющей. Верхний паз используется, если
нижний изношен.
8. Установите вторую направляющую напротив первой.
Используйте обе направляющие, если лента
транспортера не повреждена, или пока вторая
направляющая не износится до такой степени, что не
будет подходить транспортеру.
9. Переверните стол транспортера в исходное
положение и установите его на станок. Вставьте и
затяните 3 установочных винта. Осторожно: будьте
осторожны, чтобы не выбить направляющие из настила
транспортера при его переворачивании. При падении
направляющие могут разбиться.
10. Убедитесь, что все переключатели отключены.
Подключите станок к сети и запустите двигатель.
11. Отрегулируйте натяжение ленты транспортера с
помощью натяжных винтов. Если установлены обе
направляющие, очень важно соблюсти равное
натяжение ленты с обеих сторон транспортера.
Затягивайте натяжные винты с обеих сторон, пока не
будет выставлено равное натяжение ленты.
12. Для проверки натяжения включите транспортер на
полную скорость и положите на него обе ладони. Если
таким образом ленту можно остановить, продолжайте
затягивать гайки до тех пор, пока остановить ленту на
полном ходу обеими руками станет невозможно.
13. Убедитесь, что лента равномерно идет внутри пазов
направляющих, а магнит удерживает их на своих
местах.
14. Продолжайте наблюдать за ходом ленты и только
при необходимости производите регулировку.
Убедитесь, что с обеих сторон транспортера
сохраняется равное натяжение ленты, и она не
прогибается.
фактором является толщина снимаемого слоя
древесины. Шлифовальные ленты с зернистостью 24,
36, 50 и 60 предназначены преимущественно для
удаления материала. Если заготовку необходимо
откалибровать, выровнять или зачистить клееные
панели, то больший слой древесины за один проход
снимут материалы с зернистостью 24 и 36.
Шлифовальные материалы с зернистость от 100 до 220
являются финишными и предназначены главным
образом для удаления царапин, образованных при
шлифовании более грубыми абразивами.
Для наилучшего результата шлифования при
постепенной последовательной смене зернистости
никогда не следует пропускать более одного значения в
ряду.
Для точной обработки изделия, например, мебели,
постарайтесь не пропускать ни одного значения
зернистости в ряду в процессе шлифования.
В общем случае высококачественные абразивные
материалы обеспечат получение лучшей обработанной
поверхности с меньшим количеством заметных
царапин.
Примечание: слишком мелкая зернистость иногда
может полировать древесину, после чего получается
блестящая поверхность. При нанесении морилки такая
поверхность прокрашивается неравномерно. Это
свойство зависит от типа древесины. Например, дуб
подвержен полировке из-за наличия открытых пор.
11.2 Чистка шлифовальных лент
Регулярно производите чистку шлифовальной ленты
барабана с помощью имеющихся в продаже чистящих
карандашей, следуя указаниям производителя. При
очистке также удаляйте частицы карандаша с
вращающегося барабана с помощью щетки.
В некоторых случаях сильно загрязненные участки
можно очистить с помощью оргстекла, прислонив его
торец к вращающемуся барабану.
Рис. 11-1: Обратная сторона транспортера.
11.0 Шлифовальные материалы
Выбранные шлифовальные материалы значительно
влияют на производительность шлифовального станка.
Различные виды шлифовальной бумаги, вес, покрытие
и ее износостойкость способствуют получению
желаемого качества обработки.
11.1 Выбор шлифовальных материалов для
шлифовального барабана
Для получения наилучшего результата важно выбрать
шлифовальный материал с подходящей для
выполняемого вида шлифования зернистостью. Как и
при любой операции шлифования, сначала следует
проводить обработку материалом с более грубой
зернистостью, которая будет зависеть от того,
насколько неровная поверхность заготовки или от
толщины снимаемого слоя. Затем постепенно следует
переходить к материалам с более тонкой зернистостью.
При выборе зернистости материала, которым будет
производиться первоначальная обработка, главным
При очистке шлифовальной
бумаги всегда используйте средства защиты глаз, а
также соблюдайте все меры предосторожности во
избежание контакта вращающегося барабана с
руками или одеждой.
Шлифовальные материалы с тканевым основанием
можно очищать замачиванием в растворителе или уайтспирите от 20 минут до 1 часа. Затем для удаления
загрязнений воспользуйтесь щеткой. Перед
использованием шлифовальной ленты ее необходимо
полностью высушить. Использованные растворители
следует утилизировать в соответствии с нормами по
охране окружающей среды.
11.3 Увеличение срока службы шлифовальных
материалов
Увеличить срок службы шлифовальной ленты можно не
только с помощью очистки, но также сняв ее с барабана
и намотав в противоположном направлении. Для этого
снимите ленту и используйте ее задний конец в
качестве переднего с левой (внешней) стороны
барабана. Установка ленты в обратном направлении
обеспечит шлифование неизношенными режущими
кромками абразива.
17
Page 18

11.4 Руководство по выбору абразивных материалов
Зернистость
Общие случаи применения
24
Калибровка, выравнивание поверхности чернового пиломатериала,
максимальное удаление материала, удаление клея.
36
Калибровка, выравнивание поверхности чернового пиломатериала,
максимальное удаление материала, удаление клея.
50
Выравнивание поверхности и доведение до нужных размеров, выправка
деформированного материала.
60
Выравнивание поверхности и доведение до нужных размеров, выправка
деформированного материала.
80
Доведение до точного размера, удаление волнистых полос после
строгания.
100
Точное шлифование.
120
Точное шлифование, минимальное удаление материала.
150
Финишное шлифование, минимальное удаление материала.
180
Только финишное шлифование, не подходит для удаления материала.
220
Только финишное шлифование, не подходит для удаления материала.
Неисправность
Возможная причина
Метод устранения*
При включении
переключателя
двигатель барабана
не запускается.
Нет тока.
Проверьте соединения в месте подключения
штепсельной вилки или схемной платы.
В переключателе отсутствует
предохранительный ключ.
Вставьте предохранительный ключ.
Низкое напряжение.
Проверьте электрическую сеть на предмет
соответствующего напряжения.
Разомкнутая цепь в двигателе или
ослабленная проводка.
Проверьте все соединения в двигателе на
предмет ослабленных или отсоединенных
проводов.
Переключатель поврежден
Замените переключатель.
Двигатель не
запускается:
оплавился
предохранитель или
сработал
автоматический
выключатель.
Короткое замыкание в питающем
проводе или штепсельной вилке.
Проверьте провод и вилку на предмет
поврежденной изоляции и короткозамкнутых
проводов.
Короткое замыкание в двигателе или
ослабленная проводка.
Проверьте проводку двигателя на предмет
ослабленных проводов, короткозамкнутых
выводов или поврежденной изоляции.
Неподходящий плавкий предохранитель
или автоматический выключатель в сети.
Установите подходящий плавкий
предохранитель или автоматический
выключатель.
Перегрев двигателя.
Нарушение циркуляции воздуха в
двигателе.
Очистите вентилятор двигателя сжатым
воздухом для восстановления нормальной
вентиляции двигателя.
Перегрузка двигателя (Система
SandSmart не функционирует должным
образом).
Проверьте и произведите ремонт органов
управления.
Остановка двигателя в
результате
срабатывания
автоматического
выключателя или
сгорания
предохранителя.
Короткое замыкание в двигателе или
ослабленная проводка.
Проверьте проводку двигателя на предмет
ослабленных проводов, короткозамкнутых
выводов или поврежденной изоляции.
Низкое напряжение.
Исправьте характеристики электрической сети.
Неподходящий плавкий предохранитель
или автоматический выключатель в сети.
Установите подходящий плавкий
предохранитель или автоматический
выключатель.
Громкий
повторяющийся шум
или вибрации при
работе станка.
Ослаблены крепежные элементы.
Проверьте и при необходимости затяните весь
крепеж.
Вентилятор двигателя задевает за
крышку.
Затяните крышку вентилятора или
регулировочную прокладку.
Станок не выровнен.
Установите шлифовальный станок на ровный
пол; при необходимости выровняйте станок с
помощью регулировочных опор.
Таблица 2.
12.0 Устранение неисправностей барабанного шлифовального станка модели JWDS-1632-M / JWDS-1836-M
Page 19

Неисправность
Возможная причина
Метод устранения*
Двигатель
транспортера не
работает.
Слишком большая глубина шлифования.
Снизьте глубину шлифования, используйте
более грубый шлифовальный материал, снизьте
подачу.
Лента транспортера
не движется
Муфта вала ослаблена или отсоединена.
Отрегулируйте муфту вала.
Ролики транспортера
вращаются рывками
Ослаблена муфта вала.
Выровняйте соединение вала двигателя и вала
ролика, затяните винты муфты.
Шлифовальная лента
спадает с барабана
Лента слабо закреплена на барабане.
Подтяните ленту
Шлифовальная лента намотана не
правильно.
Прочитайте раздел инструкции про намотку
ленты и перемотайте ее.
Шлифовальная лента
ослаблена
Лента зажевана с внутренней кромки
паза или внешней стороны барабана.
Отрегулируйте конец ленты в пазу и/или
подрежьте кромку ленты.
Лента вырезана неправильно.
Отрежьте ленту правильно и заново установите.
Шлифовальный
материал слишком
быстро изнашивается
Слишком большая величина глубины
шлифования.
Снизьте глубину шлифования.
Слишком большая подача.
Снизьте подачу.
Ненадлежащий отвод пыли
Увеличьте поток воздуха в вытяжном штуцере.
Неподходящий шлифовальный
материал.
Используйте шлифовальную ленту с открытой
насыпкой абразива.
Риски или канавки на
детали
Непостоянная подача.
Не останавливайте или не меняйте подачу во
время подачи заготовки.
Длинные риски
Ненадлежащее натяжение на роликах.
Настройте натяжение роликов.
Станок оставляет
прижоги на древесине
Витки шлифовальной ленты
расположены внахлест
Перемотайте шлифовальную ленту.
Шлифовальная лента перегружена
Почистите ленту.
Слишком большая глубина шлифования
для данного абразива.
Используйте более крупную зернистость или
снизьте глубину шлифования.
Слишком низкая подача.
Увеличьте подачу.
Шлифовальная лента изношена.
Замените ленту.
Доска проскальзывает
на транспортере
Слишком большое натяжение роликов.
Снизьте натяжение роликов.
Слишком большая подача.
Снизьте подачу.
Грязная или изношенная лента
транспортера.
Замените ленту.
Волнистая
отшлифованная
поверхностью
А. Неравномерно
расположенные волны
В. Равномерно
расположенные волны
А. Неравномерная подача
Лента транспортера проскальзывает (см. выше).
Доска проскальзывает на ленте транспортера
(см. выше).
Двигатель транспортера останавливается (см.
выше).
В. Потеря жесткости транспортера или
вибрации.
Снизьте глубину шлифования и/или подачу.
Проверьте наличие ослабленных винтовых
соединений, ослабление винтов муфты или
дисбаланс барабана.
Заготовка застревает.
Проскальзывание заготовки на
транспортере.
Отрегулируйте глубину шлифования или
натяжение роликов.
Заготовка поддерживается не
надлежащим образом.
Обеспечьте опору для длинных заготовок.
* ВНИМАНИЕ: для проведения некоторых работ по устранению неисправностей требуется квалифицированный электрик.
Таблица 3
19
 Loading...
Loading...