

Page 1

JMD-26Х2
DRO
УНИВЕРСАЛЬНЫЙ
ФРЕЗЕРНЫЙ СТАНОК
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in China /Сделано в Китае
50000451T
Июль-2017
1
Page 2
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
Декларация о соответствии ЕС
Изделие: Универсальный фрезерный станок
JMD-26X2 DRO
Артикул: 50000451T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
Инструкция по эксплуатации универсально-фрезерного станка модели JMD-26X2 DRO
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш новый
станок серии JET. Эта инструкция разработана для владельцев и обслуживающего персонала
универсально-фрезерного станка модели JMD-26X2 DRO с целью обеспечения надежного пуска в
работу и эксплуатации станка, а также его технического обслуживания. Обратите, пожалуйста,
внимание на информацию этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы
смонтируете станок, запустите его в эксплуатацию или будете проводить работы по техническому
обслуживанию. Для достижения максимального срока службы и производительности Вашего
станка тщательно следуйте, пожалуйста, нашим указаниям.
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов материалов и дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ
С НИЖЕПЕРЕЧИСЛЕННЫМИ ГАРАНТИЙНЫМИ ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня
продажи. Днем продажи является дата
оформления товарно-транспортных документов и/или дата заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и
послегарантийный ремонт производится
только в сервисных центрах, указанных в гарантийном талоне, или авторизованных сервисных центрах.
1.3 После полной выработки ресурса оборудования рекомендуется сдать его в сервисцентр для последующей утилизации.
1.4 Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в период гарантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно оформленных документов: гарантийного талона, согласованного с сервисцентром образца с указанием заводского номера, даты продажи, штампом торговой организации и подписью покупателя, а так же
при наличии кассового чека, свидетельствующего о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары),
например: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги
к ним; подошвы шлифовальных машин и т.п.
(см. список сменных принадлежностей (аксессуаров) JET);
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые
ролики, подшипники, зубчатые ремни и колеса
и прочее (см. инструкцию по оценке гарантийности и ремонта оборудования JET). Замена их
является платной услугой;
- оборудование JET со стертым полностью
или частично заводским номером;
- шнуры питания, в случае поврежденной
изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по
назначению, указанному в инструкции по эксплуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за действий
третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных или
иных внешних воздействий на оборудование,
таких как дождь, снег повышенная влажность,
нагрев, агрессивные среды и др.;
- при естественном износе оборудования
(полная выработка ресурса, сильное внутреннее или внешнее загрязнение, ржавчина);
- при возникновении повреждений из-за несоблюдения предусмотренных инструкцией
условий эксплуатации (см. главу «Техника
безопасности»);
- при порче оборудования из-за скачков
напряжения в электросети;
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых, материалов или веществ, не являющихся отходами, сопровождающими применение
по назначению;
- при повреждения оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений, несоблюдения правил смазки оборудования;
3
Page 4
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
- при повреждении оборудования из-за
небрежной транспортировки. Оборудование
должно перевозиться в собранном виде в упаковке, предотвращающей механические или
иные повреждения и защищающей от неблагоприятного воздействия окружающей среды.
1.8 Гарантийный ремонт частично или полностью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в период гарантийного срока является
платной услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется обратиться в сервисный центр для профилактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью,
случайными повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживанием, а также естественным износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если
будет установлено, что дефект отсутствует
или его причины не входят в объем гарантии
JET, то клиент сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
ВНИМАНИЕ!
1. Прочитайте и постарайтесь понять все
руководство с инструкциями, прежде чем работать со станком.
2. Всегда надевайте защитные очки/лицевую маску при использовании этого
станка.
3. Убедитесь в том, что станок должным образом заземлен.
4. Прежде чем работать на станке, снимите
галстук, кольца, очки, а также прочие украшения и закатайте рукава выше локтей. Снимите свободную одежду и спрячьте длинные
волосы. НЕ НАДЕВАЙТЕ перчатки.
5. Содержите пол вокруг станка в чистоте и
свободным от мусора, масла и смазки.
6. Всегда держите защитные ограждения на
месте, когда станок работает. Если они были
сняты для целей обслуживания, используйте
чрезвычайную осторожность и поставьте их
на место, как только это будет возможно.
7. НЕ наклоняйтесь. Всегда сохраняйте равновесие так, чтобы не упасть и не наклоняться над лезвиями или другими движущимися
деталями.
8. Все регулировки и обслуживание станка
проводите тогда, когда он отключен от источника питания.
9. Используйте подходящий инструмент. Не
применяйте инструмент или приспособление для
работы, для которой они не предназначены.
10. Убедитесь, что выключатель мотора
находится в положении ВЫКЛЮЧЕН, прежде
чем подключать станок к источнику питания.
11. Держите посетителей на безопасном расстоянии от рабочей зоны.
12. Никогда не пытайтесь выполнить операцию
или наладку, если процедура вам непонятна.
13. Держите пальцы подальше от движущихся деталей или режущих инструментов во
время работы.
14. Не пытайтесь отрегулировать или удалить инструменты во время работы.
15. Невыполнение всех этих правил может
привести к серьезному увечью.
I. ИСПОЛЬЗОВАНИЕ
Этот станок является универсальным станком общего назначения. Он подходит для
фрезерования, сверления, а также широко
используется в области машиностроения,
электроники, для автомобилей, моторов и пр.
4
Page 5
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
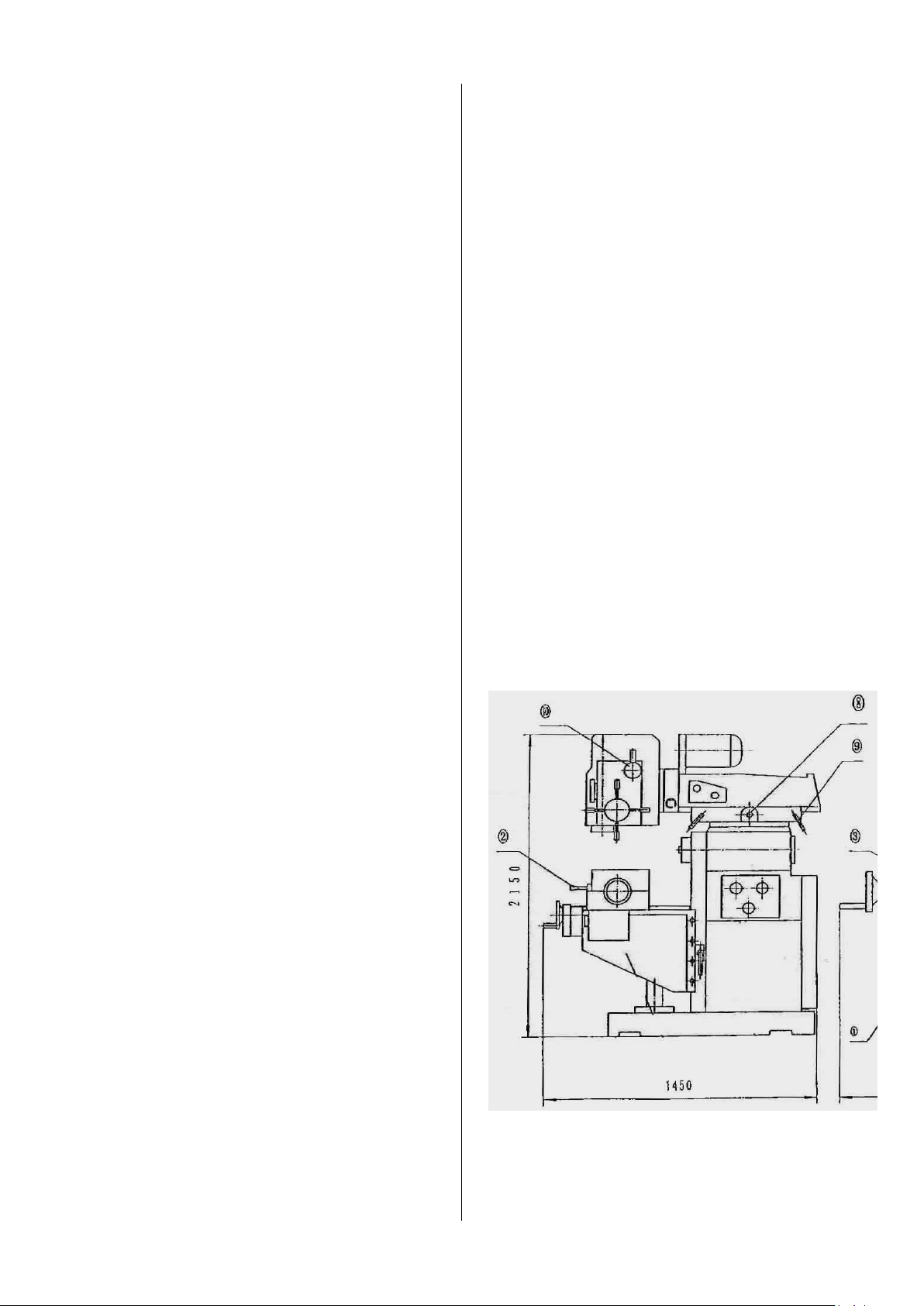
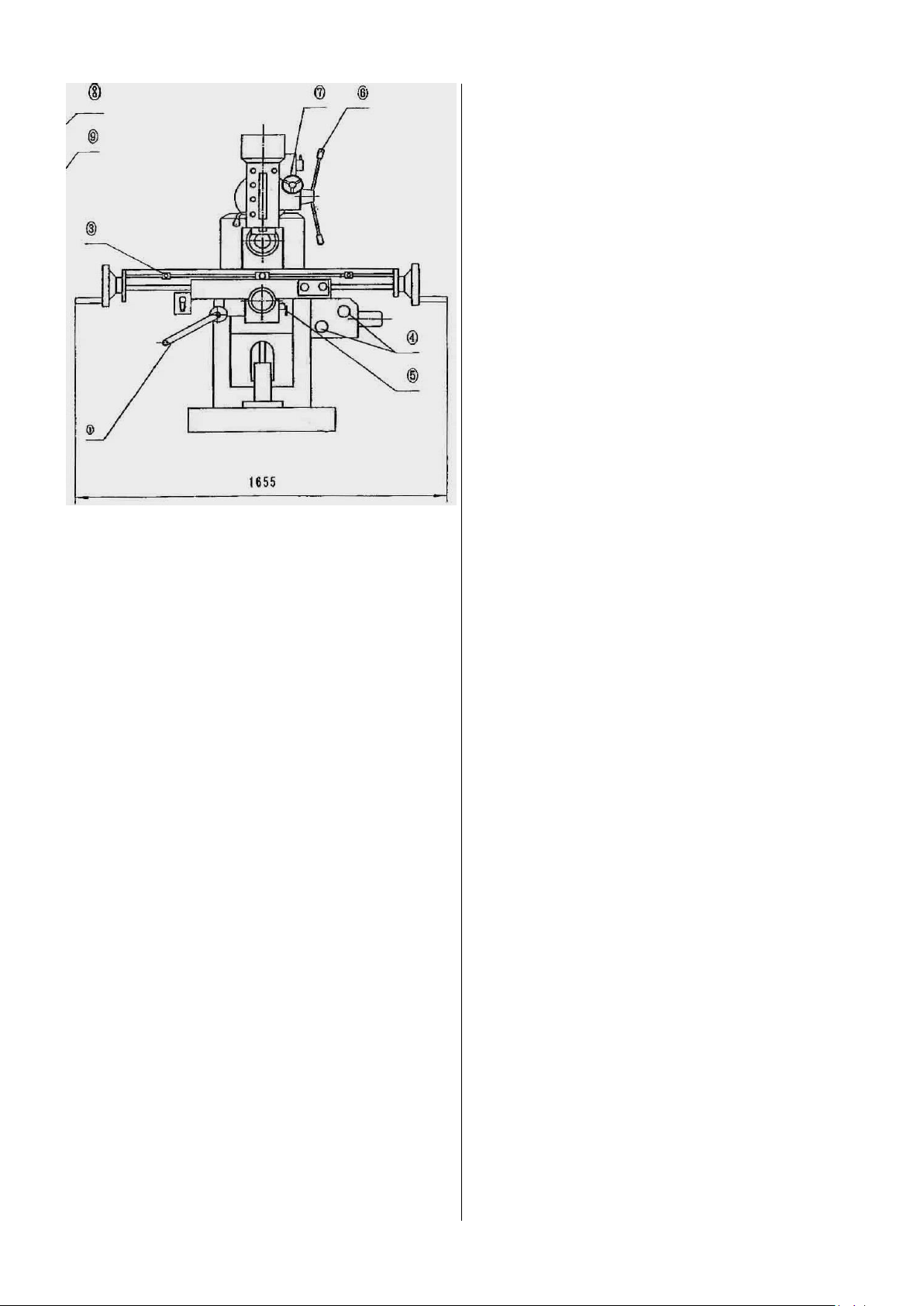
Рис.1
II. ТЕКУЩЕЕ ОБСЛУЖИВАНИЕ (см. Рис.1)
1. Пожалуйста, внимательно прочитайте руководство по эксплуатации и полностью
ознакомьтесь с деталями, прежде чем запускать станок.
2. Оператор должен быть знаком со всеми
правилами и особенностями, на которые
необходимо обратить внимание, а также с
обслуживанием станка.
3. Строго соблюдайте инструкции по смазке.
С регулярной периодичностью заполняйте
места смазки смазочным материалом.
4. Когда в станок вставляется оправка, необходимо оставить зазор между концом конического хвостовика инструмента и оправкой.
Нельзя использовать некачественный конический хвостовик и оправку.
5. У станка должно быть надежное заземление,
провод заземления должен быть правильно
подключен перед началом эксплуатации.
6. Прежде чем запустить станок, проверьте
нормальное состояние кнопки аварийной
остановки, электрического оборудования.
7. Пиноль шпинделя должна двигаться автоматически, необходимо провести небольшую
наладку для ее правильного функционирования.
1) Подвигайте ее вперед-назад, чтобы можно
было немедленно освободить рабочую рукоятку (6).
Установки передней части должны быть произведены таким образом, чтобы подающая рукоятка был всегда в пределах досягаемости.
Внимание:
Во время движений вперед-назад, мимо точек недосягаемости, необходимо нажать
вручную кнопку на конце рукоятки, и одновременно ручной маховик (7) должен быть
поставлен на место, чтобы зафиксировать
такой режим.
2) Автоматическая подача
При автоматической подаче сначала подключите маховик (7) (этот маховик должен всегда
ставиться на место, чтобы зафиксировать
положение), затем нажмите рукой кнопку, которая нажимается на конце рукоятки (6), пиноль шпинделя перейдет в режим автоматической подачи, при этом загорится контрольная лампочка на лицевой панели фрезерной
головки.
Если необходимо нажать кнопку рукой опять,
тогда нажмите на кнопку на конце рукоятки, и
пиноль прекратит автоматическую подачу,
при этом погаснет контрольная лампочка на
лицевой панели фрезерной головки.
Автоматическая оборотная подача пиноли
шпинделя имеет три скорости, которые зависят от скорости вращения шпинделя, можно
также регулировать глубину подачи, перемещая концевой выключатель.
Внимание:
При автоматической подаче ручной маховик
(7) должен быть переведен в верхнее положение, чтобы переключить (включить) режим.
3) Тонкая регулировка
Маховик (7) используется для точного перемещения режущего инструмента и настройки.
Во время работы необходимо немного
нажать на маховик, чтобы он вошел в зацепление с червячным валом.
Внимание: после тонкой регулировки в любое время необходимо отжать рукоятку (7).
8. Стол с автоматизированной подачей.
1) Коробка подачи
Коробка подач установлена на консоли стола. Изменение скорости подачи осуществляется перемещением рукояток (4)
2) Продольное перемещение стола
Два маховика установлены на торцах стола
для удобства работы.
Рукоятка (2) предназначена для переключения направления движения стола. Расстояние, на которое необходимо перемещать
стол (левый стоп, правый стоп) определяется
перемещением 2х блоков (3)
3) Поперечное перемещение стола
Поперечная подача стола по консоли.
Ручная подача:
а. Рукоятка выбора направления (5) устанавливается в среднее (нейтральное) положение
5
Page 6
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
б. Вращением маховика перемещается стол
Автоматическая подача:
Перемещением рукоятки (5) вверх или вниз
задается направление автоматического перемещения стола и ее включение.
4) Внимание:
При изменении скорости подачи стола рукоятка должна находиться в среднем
(нейтральном) положении.
а. Установите рукоятки (2) и (5) в среднее положение
б. Мотор автоподачи включен и вращается
в. Установите рукоятки (4) в необходимое положение для выбора подачи
г. Установите рукоятки (2) и (5) в необходимое направление перемещения.
9. Вы можете выбрать режим обработки:
«Сверление/Фрезерование» или «Резьбонарезание» переключением выключателя.
1) В режиме «Сверление/Фрезерование» пиноль шпинделя может двигаться сама, либо
перейти в режим автоматической подачи, либо в режим тонкой настройки.
2) Во время режима нарезания резьбы, пиноль шпинделя может только вдвигаться.
Когда пиноль шпинделя доходит до заранее
установленной глубины, автоматически
включается реверс и пиноль выходит обратно.
Внимание:
Во время режима нарезания резьбы скорость
резания не должна превышать 8 оборотов в
минуту.
10. Шпиндельная бабка с ременным приводом может быть наклонена на ±45º. При работе, пожалуйста, ослабьте гайку и обратите
внимание, что гайки нужно открутить только
на один шаг, затем поверните винт рычага
при помощи ключа под винт с головкой, чтобы повернуть шпиндельную бабку на нужный угол.
11. Консоль с вертикальным шпинделем
имеет возможность перемещения в поперечном направлении (вылета). Для перемещения консоли необходимо ослабить две фиксирующие рукоятки (9) и при помощи ключа
поворачивать ось (8) в нужном направлении
на необходимое расстояние, далее необходимо снова затянуть две фиксирующие рукоятки (9).
12. Консоль может поворачиваться на 180º
вокруг стойки в горизонтальной плоскости.
Чтобы сделать это, пожалуйста, сначала
ослабьте зажимные гайки под задней бабкой.
Затем поверните заднюю бабку в нужное положение, в конце затяните зажимные болты.
13. При горизонтальном фрезеровании
шпиндельная бабка должна быть повернута
на 180º, для работы применяют оправку для
горизонтального фрезерования и дополнительную опору («серьга»).
14. Если станок не очень хорошо работает
или имеется нерегулярный шум, пожалуйста,
немедленно выключите его.
15. Вертикальное перемещение стола.
1) Перемещение вручную
Консоль фрезерного станка со столом перемещается по стойке по направляющим типа
ласточкин хвост. Перемещение осуществляется вращением рукоятки (1).
2) Автоматическое перемещение.
Механизм автоматического подъемаопускания расположен с левой стороны консоли стола. Вертикальное перемещение консоли стола управляется кнопками на консоли
и ограничено концевыми выключателями на
стойке.
Рукоятка (1) автоматически переходит в свободное положение при включении автоматического перемещения во избежание травм
оператора.
ВНИМАНИЕ: При перемещении стола по
вертикали необходимо ослабить фиксирующую рукоятку направляющих.
III. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Макс. диаметр сверления ........................ 40 мм
............................................ 16 мм (автоподача)
Макс. диаметр концевой фрезы .............. 25 мм
Макс. диаметр торцевой фрезы ............ 125 мм
ВЕРТИКАЛЬНЫЙ ШПИНДЕЛЬ
Частота вращения шпинделя ... 67-2012 об/мин
Число скоростей ............................................. 12
Конус шпинделя ..................... ISO 40 (DIN2080)
Ход пиноли вертикального шпинделя ... 120 мм
Автоподача пиноли .............. 0,1/0,15/0,3 мм/об
Расстояние шпиндель-стол .............. 80-420 мм
Расстояние шпиндель-стойка ......... 200-550 мм
ГОРИЗОНТАЛЬНЫЙ ШПИНДЕЛЬ
Частота вращения шпинделя ... 40-1300 об/мин
Число скоростей ............................................. 12
Конус шпинделя ..................... ISO 40 (DIN2080)
Расстояние шпиндель-стол ................... 340 мм
ФРЕЗЕРНЫЙ СТОЛ ...........................................
Размер стола по оси Х и Y ............1120х260 мм
Ход стола по оси Х и Y ................... 600х300 мм
Подача стола по оси Х и Y, 9 ....... 24-402 мм/об
Т-образный паз, 3 ..................................... 14 мм
Макс. нагрузка на стол ............................. 250 кг
Выходная мощность ...1,5 кВт / 2,2 кВт/S1 100%
Потребляемая мощность ........... 2,2 кВт/S6 40%
Габаритные размеры ........ 1580х1450х2150 мм
Масса ...................................................... 1480 кг
6
Page 7

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Производитель оставляет за
собой право на изменение конструкции и
комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков указаны предельные значения зон обработки,
для оптимального подбора оборудования и
увеличения сроков эксплуатации выбирайте
станки с запасом.
Станок предназначен для эксплуатации в закрытых помещениях с температурой от 10 до
35⁰С и относительной влажностью не более
80%.
Во избежание преждевременного выхода
электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки
и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового
или удлинительного кабеля.
Обслуживающий персонал должен иметь
соответствующий допуск на эксплуатацию и проведение работ на оборудовании
оснащенного электродвигателем напряжением питания 380В, 50Гц.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Зажимная тяга, 2 шт.
Лампа местного освещения
Устройство цифровой индикации по 3-м осям
Автоматическая подача по осям Х и Y
Централизованная система смазки стола
Тиски фрезерные, ширина губок 160 мм
Цанговый патрон с набором из 8 цанг (4-16
мм)
Сверлильный патрон 16 мм с оправкой
ISO40/B16
Переходные втулки ISO40/МК-4, /МК-3, /МК-2
Фрезерная оправка ISO40-Ø32 мм
Оправка горизонтального шпинделя.
ВНИМАНИЕ:
Вы приобрели модель станка, оснащенного Устройством Цифровой Индикации (DRO), пожалуйста, воспользуйтесь соответствующей инструкцией, которую можно скачать с нашего
сайта или обратитесь к вашему продавцу.
Рис.2
IV. ПОДШИПНИКИ КАЧЕНИЯ (см. Рис.2)
1 .......... 32012/Р5 ....................... 1
2 .......... 7008АС/Р5 .................... 1
3 .......... 6210-RZ/P6 ................... 1
4 .......... 6009-RZ/P6 ................... 1
5 .......... 6206-RZ/P6 ................... 1
6 .......... 6210-RZ/P6 ................... 1
7 .......... 61910-RZ/P6 ................. 1
8 .......... 6207-RZ/P6 ................... 1
9 .......... 6205-RZ/P6 ................... 3
10......... 6006-RZ/P6 ................... 1
11......... 6205-RZ/P6 ................... 1
12......... 61910-RZ/P6 ................. 1
13......... 61909-RZ/P6 ................. 1
14......... 6206-RZ/P6 ................... 1
15......... 2007111/P6 ................... 1
16......... 7308E/P6 ...................... 1
17......... 205 ................................ 5
18......... 307 ................................ 1
19......... 61903-Z ......................... 2
20......... 6202-Z ........................... 1
21......... 6003-Z ........................... 3
22......... 6005 .............................. 2
23......... 206-Z ............................. 1
24......... 6008-Z ........................... 1
V. СМАЗКА
1. Смазочное масло должно быть чистым,
без примесей кислоты, воды или твердых частиц.
7
Page 8

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
2. Коробка передач и коробка подач должны
смазываться моторным маслом (масло N46
или аналогичным). Вовремя доливайте масло
после проверки уровня масла, если он ниже
уровня индикатора. Первая замена масла
через три месяца для нового станка, а затем
меняйте его каждые 6 месяцев.
3. Ходовые винты, направляющие суппорта
стола, направляющие консоли суппорта,
направляющие опоры стола смазывайте четыре раза в день.
4. Роликовые подшипники шпинделя и шестеренки в шпиндельной бабке необходимо
смазывать смазкой No.3 MoS2-Li, меняя
смазку раз в год в роликовых подшипниках
шпинделя. Меняйте смазку раз в полгода в
шестеренках шпиндельной бабки.
5. Коробка скоростей вертикального и горизонтального шпинделя (DIN 51517-2 CL ISO
VG 32): Rando HD 32 (Texaco), BP Energol
HLP 32, Castrol Hyspin AWS 32, Mobil DTE
Oil Light, ИГП-18, И-20A. Периодичность за-
мены – ежегодно или по мере выработки.
6. Вертикальная фрезерная головка (DIN
51807-1): Дисульфид молибдена MoS2-Li,
Castrol Olistomoly2, графитовая смазка.
Объем 0,6 л. Периодичность замены – ежегодно или 700 часов или по внешнему виду.
7. Коробка подач стола (DIN 51517-2 CL
ISO VG 68): Rando HD 68 (Texaco), BP Energol HLP 68, Castrol Hyspin AWS 68, Mobil
DTE Oil Heavy Medium, ИГП-38, И-40A.
Объем 1,8 л. Периодичность замены – ежегодно или 700 часов или по внешнему виду.
8. Централизованная система смазки стола, направляющие, пиноль (DIN 51502 CG
ISO VG 68): Way Lubricant X 68 (Texaco), BP
Maccurat 68, Castrol Magna BD 68, Mobil
Vectra 2, ИГНПс-40, ИГП-18. Объем – см.
риски уровня. Периодичность – ежедневно,
по мере расхода.
9. Система подвода СОЖ:
Тип и концентрация СОЖ определяются
условиями обработки, материалом обрабатываемых деталей и режущим инструментом. BP, Castrol, Эмульсол, Укринол. Объем
– 25 л. Периодичность замены – по мере
потери свойств, внешнему виду или по мере выработки. Рекомендуем периодически
проводить очистку бака для СОЖ.
Объемы заменяемых масел, смазки и СОЖ
не должен превышать заводских меток на
указателях уровня. К каждому станку прила-
гается подробная поузловая деталировка
где показаны элементы, предназначенные
для залива и слива масла, индикаторы контроля необходимого уровня масел.
VI. СИСТЕМА ОХЛАЖДЕНИЯ
Станок имеет встроенную систему подачи,
отвода и очистки от стружки смазывающеохлаждающей жидкости.
VII. ТРАНСПОРТИРОВКА, УСТАНОВКА
1. Транспортировка
1) Станок необходимо поднимать осторожно,
обращая внимание на ярлыки, имеющиеся на
коробке. Ставьте станок прочно, чтобы избегать какого-либо раскачивания.
2) После того, как коробка будет открыта,
снимите проволочный канат с поверхности и
всех рукояток станка. Вставьте прокладки из
мягкой ткани между канатами.
3) Проверьте, чтобы все аксессуары после
открытия коробки были в наличии в соответствии с упаковочным листом.
Проверьте, нет ли повреждений ручных
маховиков и выступающих деталей, случившихся во время транспортировки. Пожалуйста, как можно скорее заявляйте, если обнаружились какие-либо повреждения. Иначе
наш завод не несет ответственности, если
станок уже будет введен в эксплуатацию.
2. Установка: (см. рис. 3а и 3б).
Рис.3а
8
Page 9

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
Рис.3б
1) В идеальном случае, станок должен быть
закреплен анкерными болтами к бетонному
основанию, чтобы обеспечить точную и стабильную работу. Станок должен быть установлен на прочный и ровный пол, либо на
виброопоры, чтобы избежать вибраций.
2) Отрегулируйте уровень станка, чтобы убедиться, что допуск не превышает пределы
0,6/200 в поперечном и горизонтальном положениях, после того, как прикрепите станок
к основанию. Если необходимо, поместите
под основание прокладки.
3. Испытательный запуск.
Перед испытательным запуском. Пожалуйста, тщательно снимите антикоррозийную
смазку с каждой детали станка. При этом запрещено пользоваться металлическими инструментами и прочими приспособлениями,
которые могут повредить поверхность деталей.
Смажьте скользящие и вращающие детали перед испытательным запуском. Залейте
моторное масло в коробку передач и устройство механической подачи до указанной отметки, затем проведите общую проверку.
Прежде чем подключать станок к источнику питания, проверьте, чтобы рукоятка подачи (12) была в положении выключено. Не
включайте автоматическую подачу, когда
шпиндель вращается в противоположном
направлении от того, которое указано на ярлыке кнопочного выключателя, иначе станок
будет поврежден.
Прежде чем подключать станок к источнику питания, проверьте, чтобы параметры
электропитания соответствовали указанным
параметрам на табличке с данными станка.
Во время испытательного запуска сначала запустите станок без нагрузки на самой
низкой скорости примерно на 30 минут, затем
постепенно увеличивайте скорость и одно-
временно проверяйте, чтобы ручной маховик
и рукоятки свободно и надежно поворачивались в нужном направлении.
ВНИМАНИЕ: Прежде чем двигать двигающиеся детали, необходимо ослабить все стопорные рукоятки.
VIII. ТЕКУЩЕЕ ОБСЛУЖИВАНИЕ
1. Эксплуатация.
1) Смена скоростей
Вертикальный шпиндель: Переключайте
рукоятки коробки скоростей в соответствии с
необходимым режимом работы, выбирая
нужную скорость.
Горизонтальный шпиндель: Переключайте
рукоятки коробки скоростей в соответствии с
необходимым режимом работы, выбирая
нужную скорость.
Осторожно: Остановите двигатель,
прежде чем менять скорость.
2) При фрезеровании старайтесь уменьшать
вылет пиноли шпинделя и длину инструмента. Затяните все подвижные детали, движение которых сейчас не требуется, например,
консоль, продольное, поперечное, вертикальное движение, затягивающее усилие не
должно быть слишком большим.
3) При горизонтальном фрезеровании.
а. Старайтесь размещать стол станка и обрабатываемые детали как можно ближе к
стойке.
б. Используйте дополнительную опору для
оправки горизонтального фрезерования.
2. Обслуживание.
1) Регулировка направляющих стола. (см.
Рис. 4).
Рис.4
а. Снимите все загрязнение (вокруг этого места).
б. Ослабьте установочный винт.
в. Поверните регулировочный винт по часовой стрелке, одновременно перемещая стол,
пока не почувствуете небольшое сопротивление.
г. Затяните установочный винт.
9
Page 10

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
2) Регулировка салазок суппорта.
а. Снимите все загрязнение (вокруг этого места).
б. Снимите кожух защиты от стружки и грязесъемник.
в. Ослабьте установочный винт.
г. Поверните регулировочный винт по часовой стрелке, одновременно перемещая салазки, пока не почувствуете небольшое сопротивление.
д. Затяните установочный винт.
е. Поставьте обратно кожух защиты от стружки и грязесъемник.
3) Отрегулируйте свободный ход стойки консоли при помощи установочных винтов "1" и
"2", двигая при этом консоль, пока не почувствуете небольшое сопротивление. Затяните
консоль при помощи стопорного винта "3".
(См. Рис. 5).
Рис.5
4) Регулировка свободного хода винта подачи. (См. Рис. 6).
Рис.6
а. По необходимости отрегулируйте установочный винт "1", пока не достигнете зазора
0,1-0,12 мм.
б. Затяните фиксирующий винт "2" на установочном винте "1".
5) Регулировка свободного хода поперечного
винта.
Затяните стопорную гайку гайки винта поперечной подачи, насколько это необходимо.
6) Регулировка направляющих консоли.
Регулировка консоли проводится так же, как
и регулировка направляющих стола.
КОРОБКА ПОДАЧ
1 .......... 6203-Z ........................... 3
2 .......... 6004-RZ ........................ 1
3 .......... 6203-Z ........................... 4
4 .......... 6006-Z ........................... 1
Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в
конструкции станка, относятся к деталям
быстроизнашивающимся, требуют контроля
износа и натяжения и периодической замены.
Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из
пластика и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие
детали не подлежат.
IХ. ПРОФИЛАКТИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Для обеспечения точности и продолжительного срока службы станка мы предлагаем
следовать следующим принципам, изложенным в главе по профилактическому обслуживанию.
Периодичность
Ежедневно
1. Необходимо смазывать каждую точку
смазки перед началом работы.
2. Необходимо ослабить зажимы, очистить и
смазать стол после работы.
3. Отключите станок от источника питания,
перед уходом.
Ежемесячно
1. Проверьте все зажимы и отрегулируйте,
если необходимо.
2. Проверьте везде свободный ход между
винтами и гайками, отрегулируйте, если
необходимо.
Ежегодно
1. Отрегулируйте горизонтальное положение
стола для поддержания точности.
2. Проверяйте электрический шнур, вилки,
выключатели минимум раз в год, чтобы избежать износа или ослабления контактов.
10
Page 11

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
X. ЭЛЕКТРИЧЕСКАЯ СИСТЕМА
1. Электрическое питание станка: 380 В, 50
Гц, 3 фазы.
(По особому заказу, в оборудовании может использоваться другое напряжение и 60
Гц.).
Электрическая система состоит из главной системы электропитания, питания системы подачи, питания системы охлаждения,
освещения и пр. Электрическая сеть может
использовать улучшенные международные
детали, что облегчает эксплуатацию станка и
делает ее безопаснее.
2. Убедитесь, что станок должным образом
заземлен, прежде чем подключать его к системе питания. Когда подключено электропитание, зажигается СВЕТОВОЙ ИНДИКАТОР.
3. Все выключатели должны быть переведены в нулевое положение, когда подключается
пускатель переменного тока КМ1 перед
началом работы станка.
4. Вы можете выбрать из двух рабочих режимов: "Сверление/Фрезерование или Нарезка
резьбы", повернув переключатель SA4 вертикальной оси.
Вы можете переместить шпиндель вертикально рукой или при автоматической подаче.
5. Сверление/Фрезерование при автоматической подаче.
1). При автоматической подаче сначала поднимите маховик (6) (этот маховик должен
всегда ставиться на место, чтобы зафиксировать положение), затем нажмите рукой
кнопку, которая нажимается на конце рукоятки (6), пиноль шпинделя перейдет в режим
автоматической подачи, при этом загорится
контрольная лампочка на лицевой панели
фрезерной головки.
Если необходимо нажать кнопку рукой опять,
тогда нажмите на конец рукоятки, и пиноль
прекратит автоматическую подачу, при этом
погаснет контрольная лампочка на лицевой
панели фрезерной головки.
Нажимная кнопка SB5 должна быть нажата
один раз, при этом срабатывает электромагнитный захват, затем этот захват размагничивается и ослабевает, потом опять усиливается, когда это нарушается…. требуется
внимание.
Осторожно: Кнопка SB5 нажимается только
один раз. Не делайте этого слишком часто,
иначе ее легко повредить.
2). При автоматической подаче вначале
можно установить ограничитель глубины для
сверления/фрезерования, чтобы при сверлении/фрезеровании инструмент доходил только до установленной глубины, касался огра-
ничительного блока, а затем срабатывал
концевой переключатель, ослабевал заряд
электромагнитного зажима, чтобы прекратить
автоматическую подачу.
3). Если использовать вращение вертикального шпинделя при функциональной обработке деталей, то автоматическое магнитное
сцепление не сможет получить электрический заряд, гарантируя безопасность работы
оборудования.
6. Нарезание резьбы.
Поверните выключатель SA7 в положение
для режима резьбы, автоматическая подача
тут не работает. При нарезании резьбы действует только ручная подача.
Установите заранее параметры резьбы, которую вы хотите нарезать, немедленно запустите вращение вертикального шпинделя по
часовой стрелке, проделайте резьбу до той
глубины, которую вы заранее установили,
дойдя до ограничительного блока, а затем
сработает концевой переключатель, благодаря чему вертикальные шпиндель прекратит
вращение и остановится, дотронувшись до
верхнего ограничительного переключателя.
7. Во время работы поверните Выключатель
SA2, чтобы освободить горизонтальный
шпиндель и заставить его вращаться по часовой стрелке или против часовой стрелки.
8. На станке имеется система защиты шпинделя от перегрузок, аварийный выключатель,
а также защита 0-напряжения и пр.
При срабатывании защитной системы станок
будет быстро остановлен. После выявления
проблемы сначала нужно отжать кнопку SB1,
переключить в положение "выключено", подключить контактор переменного тока КМ1,
после этого работа может продолжаться.
9. Перед началом эксплуатации станка проверьте, чтобы концевой переключатель, ход
шпинделя и движение охлаждающего агента
было установлено в одном направлении, как
и на ярлыке. Если этого нет, то необходимо
будет поменять два провода фазы.
10. Необходимо отключать станок от источника питания во время ремонта.
Ремонт станка должен проводиться квалифицированным техником.
11
Page 12

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
385021
Поворотные машинные тиски
150х40х0-140 мм
464816
Делительная головка с круглой планшайбой 200 мм/МК-3
50000122
Оправка шпинделя ISO40-MK2
50000123
Оправка шпинделя ISO40-MK-3
50000124
Оправка шпинделя ISO40-В16 под
сверлильный патрон
50000125
Оправка шпинделя ISO40-ER32 цанговый патрон + комплект 11 цанг (4-16
мм)
50000126
Оправка шпинделя ISO40-22 фрезерная оправка
50000165
Комплект зажимных инструментов
для 14-мм Т-образного паза
VR1001061
CS-8 Поворотный стол с 3х кулачко-
вым патроном
VR1001024
TS-3 Задняя бабка для CS-8
VR1001010
VU-300 Универсальный наклонный
поворотый стол Ø300 мм
VR3302075
16S Прецизионный быстрозажимной
патрон 3-16 мм/В16
VR3303079
16H Сверлильный патрон 1-16 мм/В16
под ключ
ПРОБЛЕМА
ВОЗМОЖНЫЕ ПРИЧИНЫ
ИСПРАВЛЕНИЕ
Не крутится шпиндель
1. Плохой контакт на выключателе.
2. Плохой мотор.
1. Проверьте выключатель.
2. Отремонтируйте или замените.
Неправильное вращение
Кнопка выключателя показывает
противоположное направление.
Поменяйте на правильное
положение.
Неравномерная подача стола,
вертикальная, поперечная,
продольная
1. Слишком сильно зажата фиксирующая планка.
2. Неправильно поставлены винты
свободного хода.
3. Смазка не доходит до нужного
уровня.
1. Ослабьте.
2. Отладьте.
3. Проверьте смазку.
Вибрация при обработке
1. Станок стоит неустойчиво.
2. Выбран не соответствующий
режим обработки.
1. Зафиксируйте еще раз.
2. Выберите подходящую
скорость резания и подачу в
соответствии с типом материала и инструментом
Подшипник в коробке передач
слишком сильно нагревается
1. Недостаточно масла.
1. Налейте масло.
Подшипник оси слишком сильно нагревается
1. Недостаточно смазки.
2. Слишком сильная фиксация.
3. Длительная работка в режиме
фрезерования на высокой скорости.
1. Наполните.
2. Отладьте.
3. Переведите в режим менее интенсивной работы
Х. ДОПОЛНИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
XI. ВЫЯВЛЕНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Следующая глава содержит некоторые типовые проблемы, которые могут возникнуть при работе,
а также их возможные причины и способы исправления для каждой из них.
12
Page 13

Обозначение
Наименование
Модель
Колво
Примечание
М1
Двигатель
YD100L-6/4 3PH 400V/50HZ
1,5/2,2KW В5
1 М2
Двигатель
YD100L1-4 3PH 400V/50HZ
2,2KW В3
1 М3
Двигатель
Y2-712-4 3PH 400V/50HZ
370W В5
1
М4
Насос СОЖ
AB-12 3PH 400V/50HZ 40W
1
QS
Главный выключатель
JCH-13 20/31
1
QF1-QF2
Круговой выключатель
DZ108-20/21 1 I:4-6,3А
2
QF3
Круговой выключатель
DZ108-20/21 1 I:1-1,6А
1
QF4
Круговой выключатель
DZ108-20/211 I:0,16-0,25А
1
QF5
Круговой выключатель
DZ47-63 (2Р 6А)
1 QF6-QF7
Круговой выключатель
DZ47-63 (1Р 3А)
4
KM1-KM9
Электромагнитный пускатель
CJX1-9/22 (AC: 24V 50HZ)
9
KA
Разгрузочное реле
JS20-2F (AC: 24V)
1
YC
Электромагнитная муфта
DLY0-10A (IА: 10A)
1
V1
Мостовой выпрямитель
KBPС10-10 (IE: 10A)
1
V2
Диод
1N1007 (IE: 1A)
1
TC
Трансформатор
JBK5-200 200VA I: 0-400V
O: 0-24V (150VA) 0-27V (50VA)
1
SB1
Кнопка включения
LA42J-01/R
1
SB2
Кнопка включения
LA42J-01/R
1 SB3
Кнопка включения
LA42J-10/G
1
SB4
Кнопка включения
LA42J-10/W
1
SB5
Кнопка включения
LA10
3
SB6
Кнопка включения
LA7(E)-11SDN
1
SA1
Поворотный выключатель
LAY7-40X/3108
1 SA2
Поворотный выключатель
LAY7-WWX/3106
1
SA3
Поворотный выключатель
LAY7-11X/2101
1
SA4
Поворотный выключатель
LAY7-WWX/2104
1
SQ1
Концевой выключатель
LXW6-11DL
1
SQ2-SQ3
Концевой выключатель
LXW16-16/51C
2 SQ4
Концевой выключатель
КW12
1
HL
Штатив лампы
DX16-Y/W (DC: 24V)
1 EL
Лампа
JC-38 (AC: 24V 50W)
1
ПЕРЕЧЕНЬ ЭЛЕКТРООБОРУДОВАНИЯ
инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
13
Page 14

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
14
Page 15

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
15
Page 16

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
16
Page 17

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
17
Page 18

инструкция по эксплуатации станка JET, мод. JMD-26X2 DRO
18
 Loading...
Loading...