

JCM Industries 161, 168, 163 Installation Manual
Installation Instructions
Model 161 Fabricated Lug Clamp Couplings
Model 168 Fabricated Lug Clamp - Lightweight
Model 163 Fabricated Lug Tapped Outlet
All Stainless Steel
Read instructions before starting installation*
Review of “Tricks of the Trade” on the reverse will assist with installation.
For purposes other than water, contact JCM Industries for application and product assistance.
1. Clean and scrape pipe. Remove any dirt or debris that would interfere with the complete sealing
of the gasket around the pipe. Lubricate the pipe with soapy water. Do not use oil base pipe
lubricant.
T rick of the Trade: Place a mark on the pipe to each side of the damaged area equal to the width
of the clamp. This presents a visual mark to center the repair clamp over the damage area (1/2
of this distance is center).
2. Inspect pipe for integrity, size and outside diameter. Confirm the proper size and range of repair
clamp. Confirm proper outlet type and size.
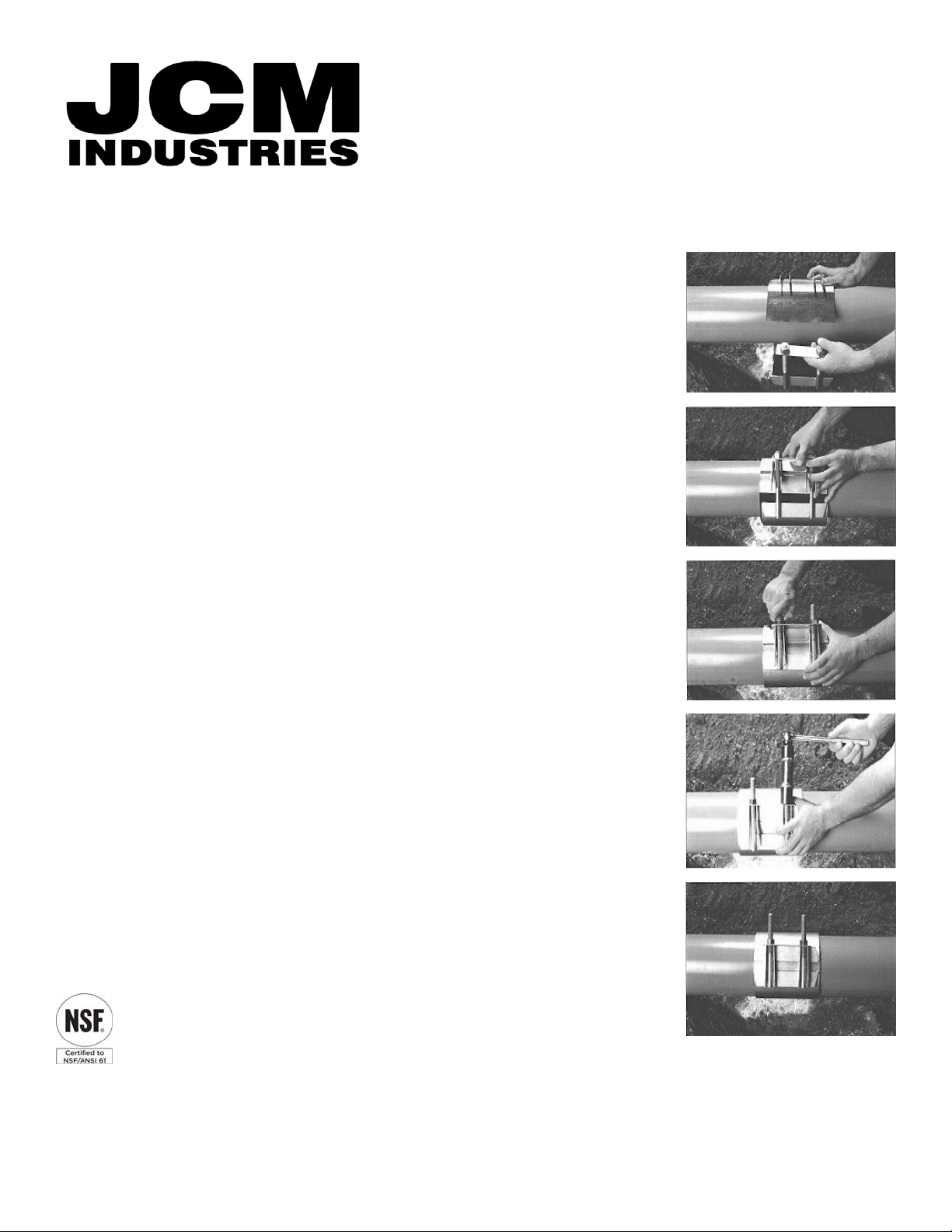
3. Open the repair clamp by loosening (without removing) the nuts to the top of the stainless studs/
bolts. Disengage the locking “C-Plate” and lift plate to open clamp. Wrap repair clamp around the
pipe centering the clamp over the damaged area.
4. Tuck tapered gasket(s) in place ensuring there are no folds in the tapered edge.
5. Loosely close the clamp around the pipe by lifting the C-Plate(s) lip over the lug system stainless
receiver bar, meeting the stud and fingers, and lock in place. Rotate the clamp slightly in the
direction of the arrow stamped on the clamp band to ensure the tapered gasket lies flat under the
clamp. For Tapped Clamps: Rotate tapped outlet into proper position.
6. Complete tightening of the clamp by squeezing the lugs together and tighten the nuts. Start at
the center bolt and work out toward clamp ends, alternating from one side to the other for equal
gap between clamp halves. Continue tightening sequence to reach the appropriate torque
levels.
7. Tighten the nuts evenly with a hand wrench to the following torque values. To ensure proper
torque level, wait 15 minutes and re-tighten to recommended torque. Trick of the
Trade: Pneumatic wrenches could cause the stainless nuts to seize on the stainless steel
studs.
5/8” Bolts/Studs tighten to 70 Foot Pounds of Torque*
8. For JCM 163 Tapped Clamps, proceed with tapping process.
*Ensure proper torque level with a field grade torque wrench equal to the JCM 905 T orque
Wrench. Thin wall, small diameter & flexible types of pipe are subject to many variables
which affect torque values. Use discretion when tightening fittings on thin wall, small
diameter & flexible pipe in order to not crush or severely deform the pipe.
Note: Universal Clamp Couplings do not provide restraint of pipe ends. For applications in which
pipe may pull out of clamp, external restraint must be provided.
INT161-0115
*Ensure fitting is suitable for application (confirm size, materials, pressure ratings, line content, meets local governing & association standards, etc.).
Pipeline operation forces, including pressure fluctuations, thermal expansion/contraction, movement/shifting, etc. will influence the success of the
application. Proper anchorage, restraint, harnessing, thrust blocks or other devices must be provided to prevent pipe movement (lateral, angular, axial) or
pipe pullout from the bolt-on fitting. Inspection of the pipe integrity is the responsibility of the end user. JCM recommends the use of calibrated torque
wrench. Failure to follow installation instructions will result in voided product warranty.
For application review or questions contact JCM Industries at 1-800-527-8482, 903-832-2581
Stainless Steel Fastener Management
and
Tips and Tricks Of The Trade
For A Successful Installation
JCM Quality Fitting Equipped With 18-8 Stainless Steel Bolts and Nuts
When not properly handled it is the nature of stainless steel fasteners to gall and freeze (seize up). This is due to the inherent properties
of the stainless material. Galling and freezing is often triggered by the presence of metal chips, burrs and grains of sand on the threads of
the bolts and nuts. Extra care has been taken by JCM prior to assembly and packing of this fitting to assure a trouble-free installation.
1. The nuts and bolts are made from material of different hardness so that they have different strengths.
2. Nuts are coated with a special anti-seize coating. Additional lubricant may be needed. A Molybdenum-
Base lubricant is recommended.
3. Each nut is assembled by hand to be sure that it went on the bolt freely.
4. The bolts and nuts are handled carefully to avoid damage to the threads.
5. The bolts and nuts are made to exacting specifications to assure that the correct material is used and that the thread form is correct.
Stainless hardware is especially susceptible to galling. JCM supplies specially coated nuts to eliminate the galling caused by over-
torquing, but the bolt threads must be kept clean, free from nicks and not pitched or thrown into the tool bucket during the
installation process. Use of the JCM 901 Master Wrench or JCM 905 Torque Wrench with Deep Socket is highly recommended.
Use of pneumatic wrench for installation could cause hardware to seize and is not recommended.
Years of field experience, special applications and product testing have revealed many subtleties regarding application and
installation of repair clamps. For maximum performance under adverse conditions take advantage of the JCM “Tricks of the
Trade.”
• Always clean and lubricate pipe with water or soapy water. This helps overcome friction when rotating the clamp to smooth the gasket.
Do not use oil base pipe lubricant; the oil does not disperse, leaves residue and prevents the gasket from sealing/adhering to the pipe
wall. Use water solvent lubricant. Use of a mirror will assist inspection of backside of pipe or pipe in cramped, limited space.
• Place a reference mark on the pipe back from the damaged area to help in centering clamp over break.
Clamps provide maximum performance when centered over damage area.
• For installation on pipe under pressure: lubricate the clamp gasket with soap/water mixture, assemble clamp
on the pipe beside the damaged area, lightly engage bolts and slid the clamp over the damaged area,
ensure tapered gasket lays flat without curl or fold, proceed with installation steps.
• Damage involving large holes or massive pitted areas - use stainless steel plate over large holes (under repair clamp) to provide the
gasket a surface to seal against.
• Drill holes in the ends of splits or cracks to relieve forces which could cause splits to continue.
• Clamp performance drops when gap between pipe ends is larger than 1/2”. Use a stainless steel spacer to fill or to place over gap.
• Leave sufficient pressure on a broken line to prevent intrusion of foreign matter to prevent excessive line contamination.
• With pressure reduced, spraying water will cease as soon as water level rises above break.
• Lubricating clamp bolts will ease clamp installation and assure proper torquing of bolts.
INTSSB - 0415
 Loading...
Loading...