

Page 1

目录 CONTENTS
工业缝纫机伺服控制系统用户手册 ......................................................................................... - 2 -
1. 产品规格(SPECIFCATIONS) ........................................................................................ - 2 -
2.机头安装方法(INSTALLATION OF MACHINE HEAD) ............................................ - 3 -
3.加油方法(LUBRICATION) .............................................................................................. - 3 -
4.机针安装方法 (ATTACHING THE NEEDLE) .............................................................. - 4 -
5.针杆罩的安装方法 (ATTACHING THE NEEDLE BAR GUARD) ............................. - 4 -
6.纽扣盘的安装方法(ATTACHING THE BUTTON TRAY ASSEMBLY) ................... - 4 -
7.上线穿线方法(THREADING THE MACHINE )........................................................... - 5 -
8.线张力(THREAD TENSION ADJUSTMENT) ............................................................. - 5 -
9.线调节杆的调整(ADJUSTMENT OF THE THREAD PULL -OFF LEVER) ............ - 6 -
10.针导向器的位置(POSITION OF THE NEEDLE GUIDE ) ........................................ - 6 -
11.机针和弯针的关系(NEEDLE -TO-LOOPER RELATION) ....................................... - 6 -
12.爪扣装置的高度(HEIGHT OF THE BUTTON CLAMP) ........................................... - 7 -
13. 拨针器的调整(ADJUSTMENT OF THE NIPPER ) ................................................... - 8 -
14. 压脚压力的调节(WORK PRESSING FORCE ) ........................................................ - 8 -
15. 压脚压力的调节(ADJUSTMENT OF THE BUTTON CLAMP STOP LEVER) ... - 8 -
16. 松线同步时间的调整(TIMING OF THREAD TENSION RELEASE) ................... - 9 -
17. 切线装置(AUTOMATIC THREAD TRIMMER) .................................................... - 10 -
18. 电控部分(ELECTRIC CONTROL PART) ............................................................. - 10 -
19.第1章 产品接口(CHAPTER 1 PRODUCT INTERFACE) .......................................... - 12 -
1. 1 接口插头连接(INTERSACE PLUG CONNETTION) ......................................... - 12 -
1.2 接线与接地(WIRING AND GROUNDING) ........................................................ - 13 -
20.第2 章 操作面板使用说明(CHAPTER 2 OPRATION PANEL INSTRUTIONS) .... - 13 -
2.1 操作面板的显示说明(THE OPRATION PANEL DISPLAY) ........................... - 13 -
2.2 操作面板各按键功能说明(OPRATION PANEL KEY-PRESS FUNCTION) . - 14 -
22.第3章 系统参数设置说明(SYSTEM PARAMETER SETUP INSTRUCTION) ........ - 16 -
3.1 技术员参数表(THE TECHNICIAN PARAMETER TABLE) ........................... - 16 -
3.2 系统员参数表(SYSTEM PARAMETER TABLE) ............................................ - 18 -
3.3 监控参数表(MONITORRING PARAMETER TABLE) .................................... - 18 -
3.4 故障代码表(THE FAULT CODE TABLE) ......................................................... - 19 -
23.第4章 特殊功能操作说明(SPECIAL FUNCTION INSTRUCTION) ......................... - 22 -
4.1 上停针位调整(THE NEEDLE ON AN ADJUSTMENT) ................................... - 22 -
4.2 一键恢复机头厂家参数值(A KEY PARAMETER VALUES) ........................... - 22 -
4.3 自动测试(AUTOMATIAC TEST ) ...................................................................... - 23 -
24.零件样本(THE SAMPLE PARTS) .................................................................................. - 25 -
- 1 -
Page 2
工业缝纫机伺服控制系统用户手册
前言
使用前请详细阅读本用户手册及所搭配的缝制设备说明书,配
!
注意
安全说明
· 在使用本产品之前,请先阅读《产品说明书》及所搭配的缝纫机机械说明书。
· 本产品必须由接受过专业培训的人员来安装或操作。
· 请尽量远离电弧焊接设备,以免产生的电磁波干扰本控制器而发生误动作。
· 请不要在室温45°以上或者0°以下的场所使用。
· 请不要在湿度30%以下或者95%以上或者有露水和酸雾的场所使用。
· 安装控制箱及其他部件时,请先关闭电源并拔掉电源插头。
· 为防止干扰或漏电事故,请做好接地工程,电源线的接地线必须以牢固的方式与大地有效连
接。
· 所有维修用的零部件,须由本公司提供或认可,方可使用。
· 在进行任何保养维修动作前,必须关闭电源并拔掉电源插头。控制箱里有高压危险,必须关闭
电源五分钟后方可打开控制箱。
合正确使用,并须由接受过专业培训的人员来安装或操作。
· 本手册中标有
符号之处为安全注意点,必须注意并严格遵守,以免造成不必要的损害。
1. 产品规格(SPECIFCATIONS)
控制器型号 AHE59
电源电压 AC 220±20% V
输出功率 550W
电机低速最大转矩 3Nm
电源频率 50HZ/60HZ
电机最大转速(r/min) 最高1500(常用1300~1400)
针数 8针、16针、32针(更改凸轮后可6、12、24针)
送布量 横向送布2.5~6.5mm 纵向送布0、2.5~6.5mm
纽扣尺寸 10~28mm
机针 TQ×1#16(#14~#18) TQ×7#16(#14~#20)
机油 NO.1新机油
The controller model
The power supply voltage
The output power
Low-speed maximum power frequency motor
Power frequency
Sewing speed 最高1500(常用1300~1400)
Number of stitches 8针、16针、32针(更改凸轮后可6、12、24针)
Feed amount 横向送布2.5~6.5mm 纵向送布0、2.5~6.5mm
Button size 10~28mm
Needle
Lubricating oil NO.1新机油
AC 220±20% V
AHE59
550W
3Nm
50HZ/60HZ
TQ×1#16(#14~#18) TQ×7#16(#14~#20)
- 2 -
Page 3
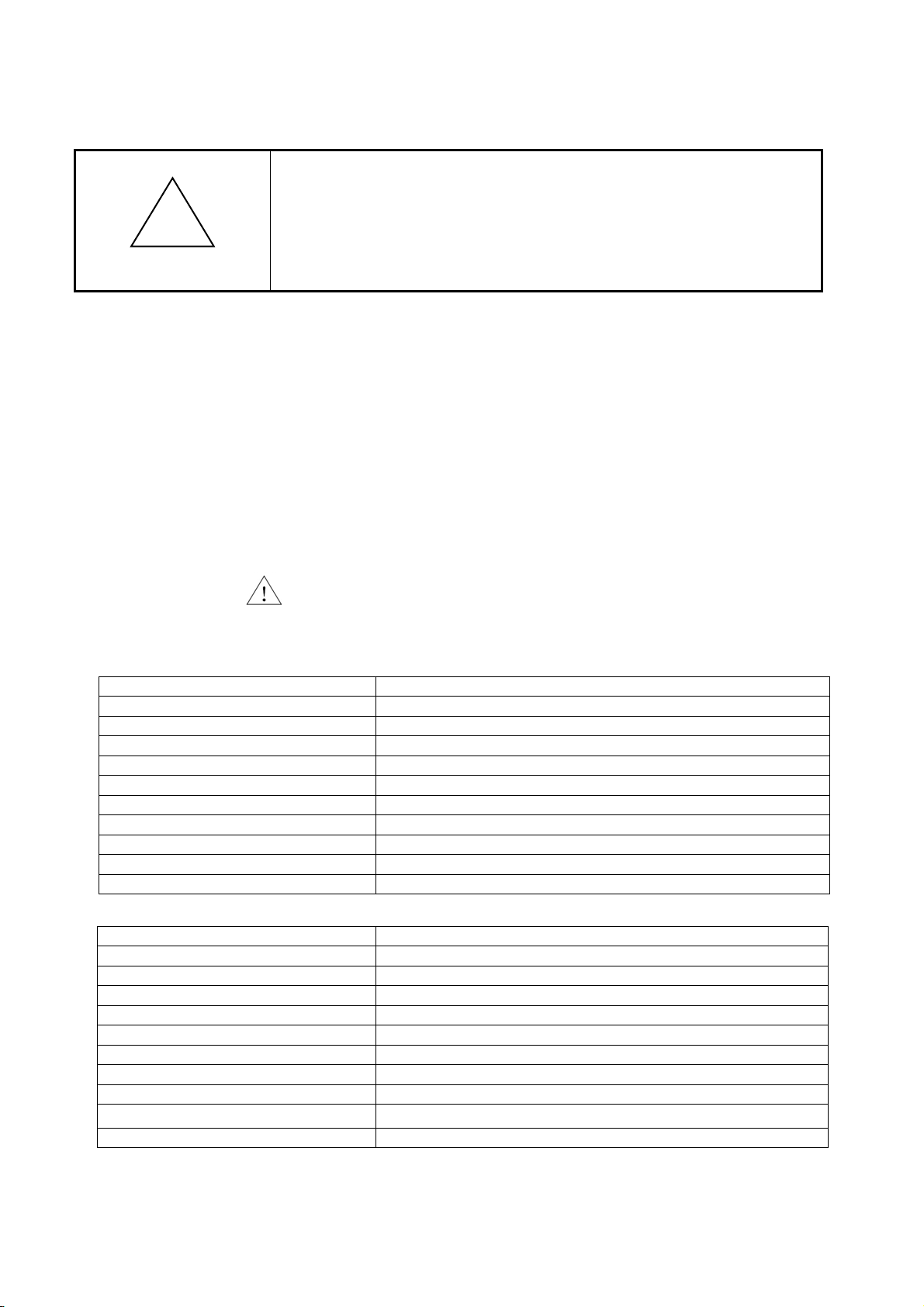
2.机头安装方法(INSTALLATION OF MACHINE HEAD)
脚踏
把防震橡胶垫放到台板上,然后把机头放在上面,用固定螺丝、垫片、螺母4固定好。
(Put rubber cushion on the table ,place the machine head on the rubber
cushion and fix it to the table using screws ,plain washersand nuts4.)
3.加油方法(LUBRICATION)
(1)把No.1新机油加入到所指的孔处。(每周1~2次)
(2)拧松安装螺钉,放倒缝纫机,把润滑脂加到螺旋齿轮和涡轮4上。
(3)每周检查一次机座安装台内的加油毛毡上面是否吸满油,不够时请加油。同时请往
曲轴部上也加油
(1)Apply New Dwfrix Oil No.1to the components shown by the arrows .
(once or twice a week)
(2)Loosen connecting screw ,tilt the head backward and apply some grease
to driving worm grease 4and gear .
( 3 ) Check , approximately once a week ,that oil amount is sufficient to
reach the top of the oil felt placed inside the bed mounting base .If the
amount of oil is insufficient, add an adequate amount of oil,At the time ,
also apply oil to crank rod.
- 3 -
Page 4
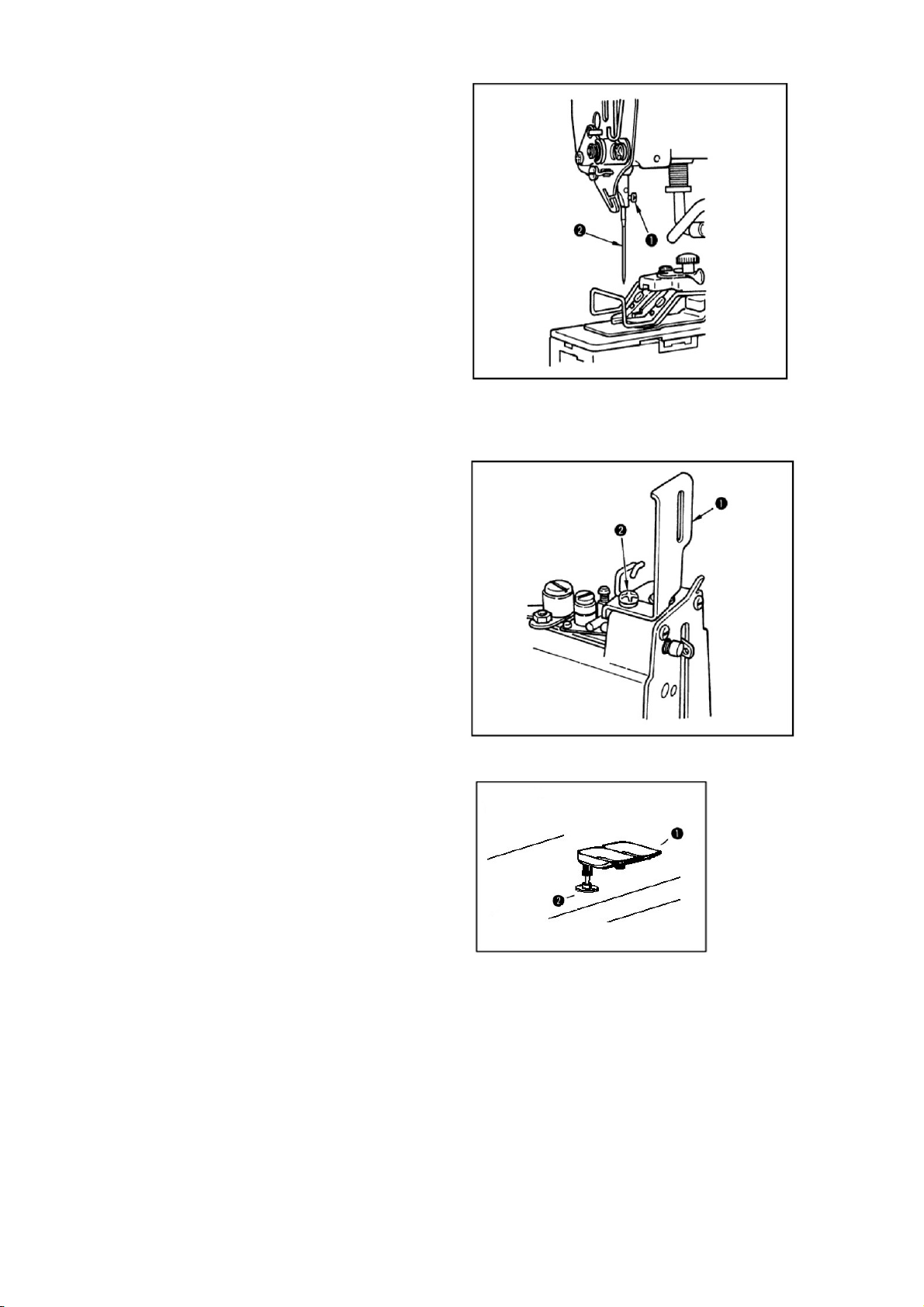
4.机针安装方法 (ATTACHING THE NEEDLE)
★标准机针为使用TQ×7#14
(1)拧松机针固定螺钉,手拿机针把机
针长沟转到面前。
(2)把机针插进针杆孔的深处。
(3)拧紧机针固定螺丝。
★Use a standard needle ofTQ×7#14
(1)Loosen sarew .
(2)Insert needle up into the
needle hole in the needle bar until
it comes in contact with the deepest
end of the needle hole.
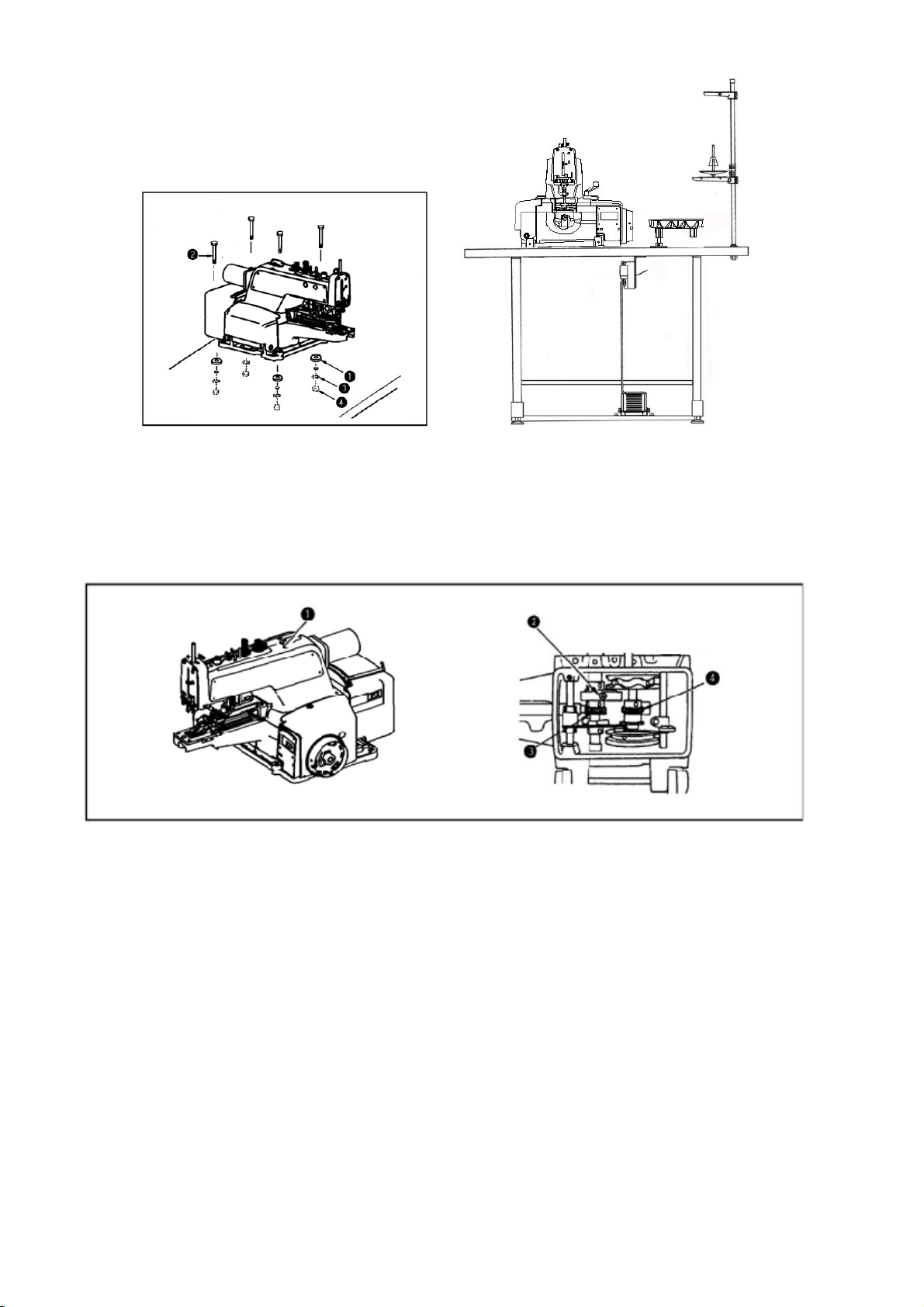
5.针杆罩的安装方法 (ATTACHING THE NEEDLE BAR GUARD)
(1)拧松固定螺丝,并把它卸下。
(2)把针杆罩 安装到第二道线器的下
面。
(3)用固定螺丝固定起来。
(1)loosen screwand remone the
thread guide No.2.
(2)Place needle bar guard under
the thread guide No.2.
(3)Fix the thread guideNo.2 and
needle bar guard together using
screw.
6.纽扣盘的安装方法(ATTACHING THE BUTTON TRAY ASSEMBLY)
把纽扣盘插进机座前部的孔上,并把固
定螺丝拧紧固定。
Insert the posts of button tray
in the hole on the right of the
machine sub-base and tighten each
setscrew.
- 4 -
Page 5
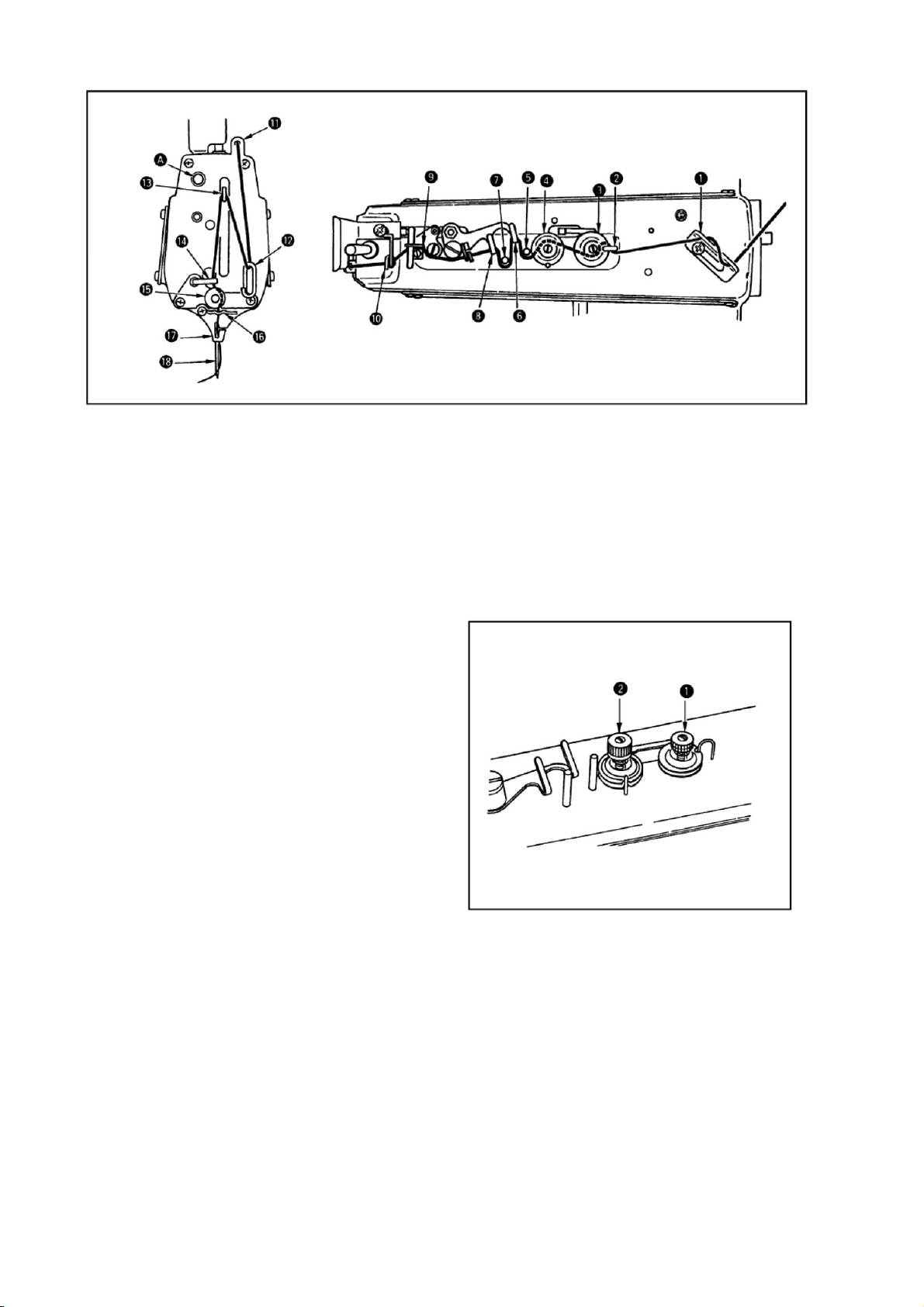
7.上线穿线方法(THREADING THE MACHINE )
如图所示的顺序进行穿线,从针孔的前侧向后侧按松线螺母A,把线拉出约60~70mm左
右。(Thread the machine in order of to18 as illustrated and pass the thread
through the needle eye from the front for 60 to 70 mm as you depress nipper
releasing knurted thumb nut A)
8.线张力(THREAD TENSION ADJUSTMENT)
第一线张力螺母是调整钉扣强度用
的,仅能调节极小的张力。
第二线张力调整螺母是调整背面的
紧线程度的,其张力比第一线张力螺母
强,根据使用的机线、布料、纽扣厚度等
情况,进行调整。
向右转动各线张力螺母之后,线张力变
强,向左转动则张力变弱。
Tension post No.1 is used to adjust the thread tension to sew on the
button and a relatively low tension will be enough. Tension post No.2
is used to adjust the thread tension applied to the root of the button
sewing stitches.
This tension must be determined according to the type of thread ,fabric
and thickness of the button and must be higher than that of tension post
No.1.turn the tension nuts clockwise to increase or counterclockwise
to reduce the thread tension .
- 5 -
Page 6

9.线调节杆的调整(ADJUSTMENT OF THE THREAD PULL -OFF LEVER)
调节线调节杆时时,请把螺
丝刀插进左侧面板上的孔中,拧松
固定螺丝,然后左右移动调节杆
的活动滑块 进行调整。缝制结
束,如果线头从A部前头的孔中露
出时,请把线调节杆活动滑块向
左移动,如果线头从B部箭头的孔
中露出时,请把滑块向右移动,不
让线头露出来。
To adjust the thread pull-off lever,insert a screwdriver through an opening
in the machine arm side cover (left),loosen screw and adjust the position
of nipper bar block (rear)to the left or the right . If the end of the
thread is drawn from arrow hole A in the button after sewing ,change the
position of nipper bar block (rear) to the left .Move the lever to the right
when the thread end comes out from arrow hole B .
10.针导向器的位置(POSITION OF THE NEEDLE GUIDE )
在针杆最下点,拧松螺丝,左右移动针
导向器,把机针和针导向器的间隙调
整为0.05~0.1mm
Loosen screw and provide a 0.05 to
0.1mm clearance between the needle
guide and the needle by moving
the needle guide to the left or
the right when the needle is in the
lowest position .
11.机针和弯针的关系(NEEDLE -TO-LOOPER RELATION)
- 6 -
Page 7
★机针和弯针按照如下方法进行调整
(1)按转动方向驱动手轮,让针杆落到最下点,然后拧松固定螺丝(决定针杆高度)
(2)TQx1机针时,使用上方的2条刻线,TQx7机针时,使用下方的2条刻线,把其中的上
刻线A对准针杆下端块的下端,然后拧紧固定螺丝。这时应让机针固定螺丝4进入到避
免与针杆下端块相碰的沟槽里。(决定弯针的位置)
(3)拧松固定螺丝5,转动手轮,把针杆的2条一组的刻线中的下刻线B对准针杆下端块
的下端。
(4)在此状态,把弯针的针尖6对准机针的中心,然后拧紧固定螺丝5.
(5)拧松固定螺丝7,把弯针间隙调整为0.01~0.1mm,在拧紧螺丝7.
★ Adjust the needle-to-looper relation as follows :
(1 )Depress the pedal fully forward ,turn the needle driving pulley in the
normal sewing direction to bring down the needle bar to the lowest point of
its stroke and loosen screw
(Adjusting the needle bar height )
(2)Adjust the height of the needle bar using top two lines engraved on the
needle bar for the TQx1 needle and using the bottom two lines for the TQx7
needle .Align the upper line A with the bottom end face of needle bar bushing
(lower) and tighten screw in the way that needle clamp screw 4 rests in
the slot of the needle bar bushing (lower )
(3) Looper screws 5 and turn by hand the needle driving pully until lower
line B of two lines aligns with the bottom end face of needle bar bushing
(lower)
(4) By keeping the machine in this state ,align looper blade 6 with the
center of the needle and tighten screws 5
(5) Loosen screws 7 and provide a 0.01to 0.1 mm clearance between the
looper and the needle .tighten screws7.
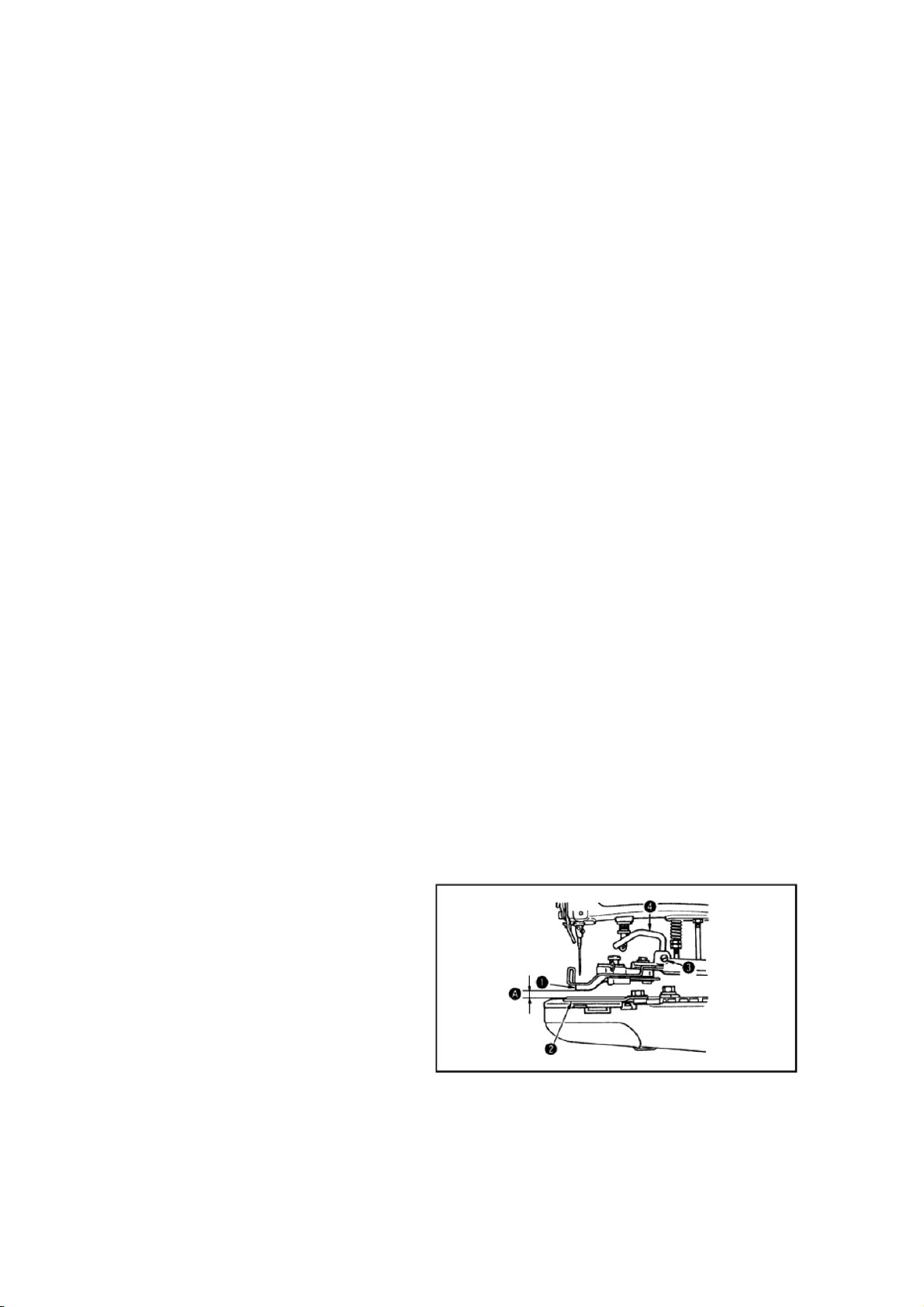
12.爪扣装置的高度(HEIGHT OF THE BUTTON CLAMP)
在断开位置,纽扣爪脚的地面和布
压脚下板上面的间隔A,1377E标准为
9mm。
The standard clearance A between the
bottom face of button clamp jaw lever
and the top face of feed plate is 9
mm for 1377E.Loosen screw and
adjust the height of button clamp
lfting hook4.
- 7 -
Page 8
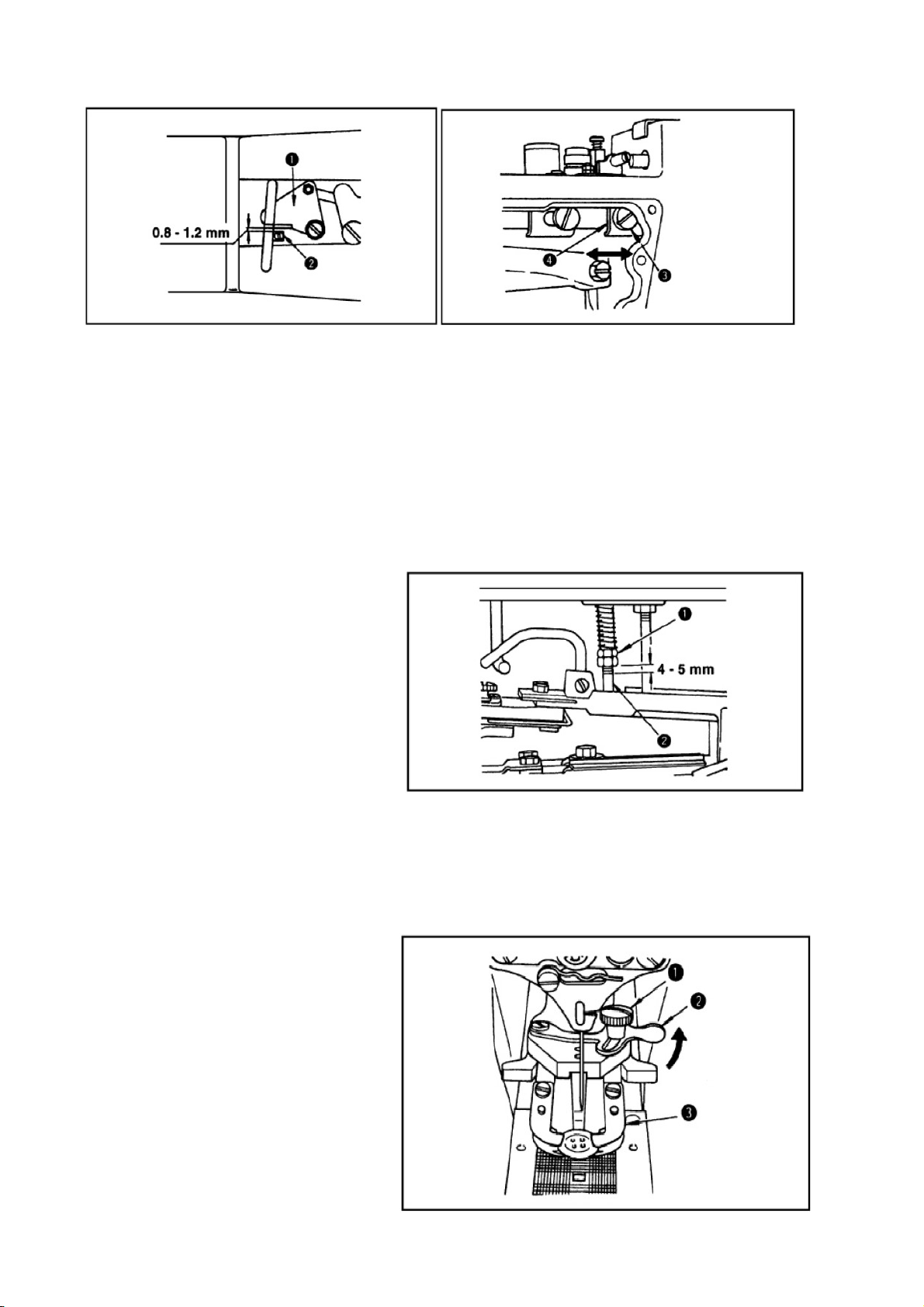
13. 拨针器的调整(ADJUSTMENT OF THE NIPPER )
运转时,把拔针器的方块和拔的间隙调整为0.8~1.2mm ,不让拔针器压住机线。调
节方法是,拧松固定螺钉,左右移动拔针器活动滑块4。
Provide a 0.8 to 1.2 mm clearance between nipper and nipper block to
prevent the nipper from nipping the thread while stitching .Loosen screw
and move nipper bar block 4 to the left or the right .
14. 压脚压力的调节(WORK PRESSING FORCE )
压脚的压力,以在转动螺母2个螺
母的下端和压脚压力调节杆的螺
丝部间隙为4-5mm时为准。
The standard work pressing force is
obtained by providing a 4 to 5 mm
clearance between the bottom face
of nut and the bottom end of the
screw of pressure adjusting bar.
15. 压脚压力的调节(ADJUSTMENT OF THE BUTTON CLAMP STOP LEVER)
在断开状态,拧紧固定螺丝,用
爪脚打开拔杆开关打开爪脚 ,
把纽扣设定到正确的位置。让纽扣
容易放进取出,然后拧紧螺丝。
Set the machine for stop -motion
state ,loosen clamp screw place a
button correctly in the sewing
position and adjust button clamp
stop lever to permit the button
properly to rest on button clamp
jaw levers .tighten clamp screw
after determining the distance
between the left and right jaw
levers
- 8 -
Page 9
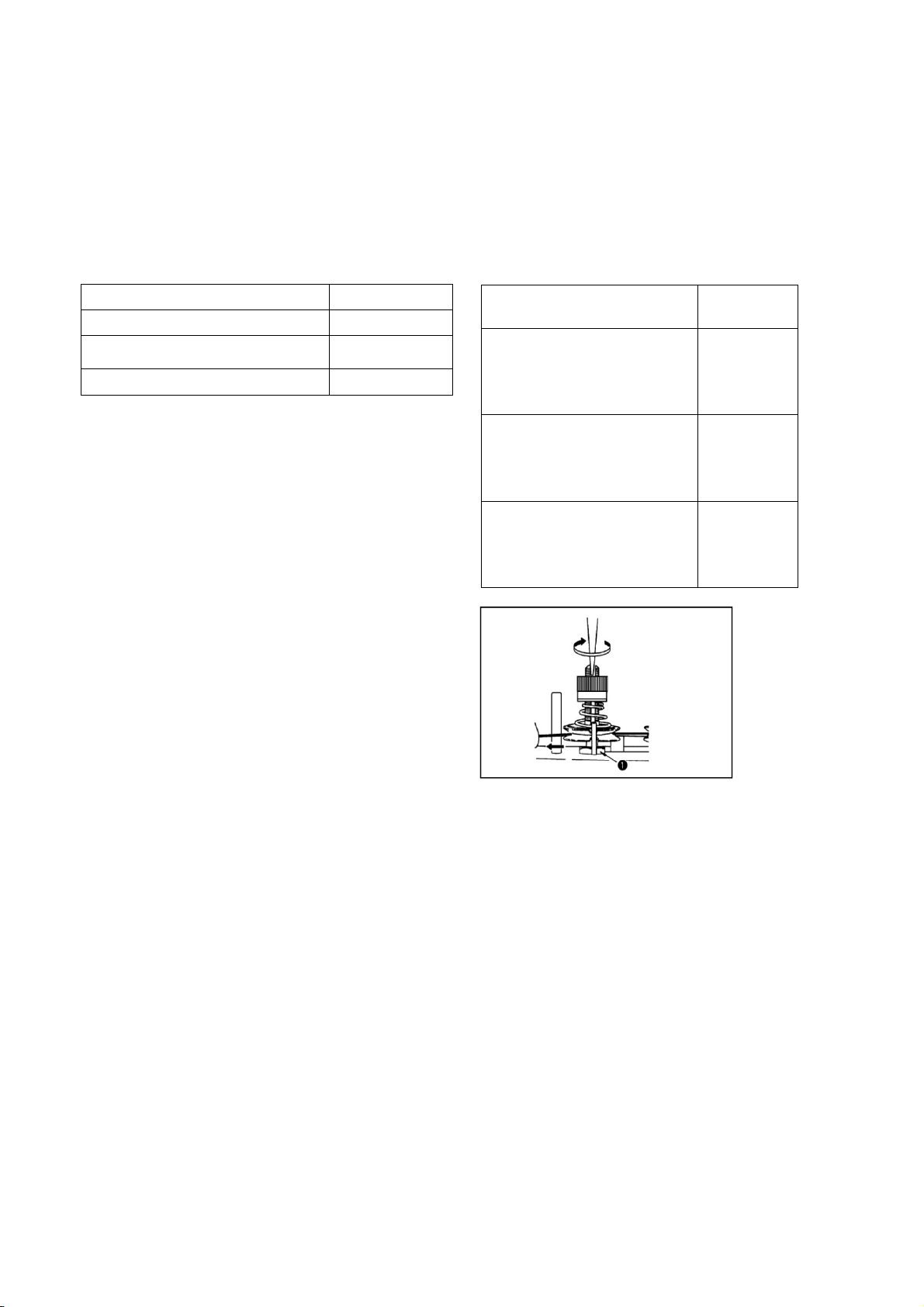
16. 松线同步时间的调整(TIMING OF THREAD TENSION RELEASE)
沿箭头方向拉机线,转动手轮,有一个第二线张力盘浮起,机线迅速拔出的点。此时,从
针杆上端块上面到针杆上面到 针杆上端的高度为T1377E使用53~56mm时为标准。
特别是频繁发生下列现象时,进行如下调节:
拧松螺母,把螺丝刀插入第二线张力杆,沿箭头方向转动的话,针杆高度变低,向相反
方向转动,则变高。
现象 针杆高度
1.布料里侧的紧线不好时 稍稍高一点
2.断开时,机针中途断线时 稍稍高一点
3.经常断线时 稍稍低一点
1.when the stitch made on
the wrong side of the
workpiece is too loose;
Turn the needle driving pully as you draw
the thread in the direction of the arrow as
illustrated abd you will find a piont at which
the tension disc on the tension post No.2
release the thread ,At this moment, the
standard distence from the top end of the
needle bar to the top of the needle bar
bushing is 53 to 56 mm for T1377E .Perfom
2.When the thread is
broken at the time of stop
-motion;
3.When the thread is
broken frequently
Phenomenon Height of
needle bar
Make the
needle bar
slightly
higher
Make the
needle bar
slightly
higher
Make the
needle bar
slightly
lower
the following adjustments especially when
the undermentioned troubles occur
frequently.
Loosen nut , insert the blade of a
screwdriver to the top slot of the tension post
No.2 and turn it in the direction of the arrow
to lower the needle bar ,(to reduce the said
distance ),and vice versa .Your adjustments
is required when following troubles are
freqently;
- 9 -
Page 10
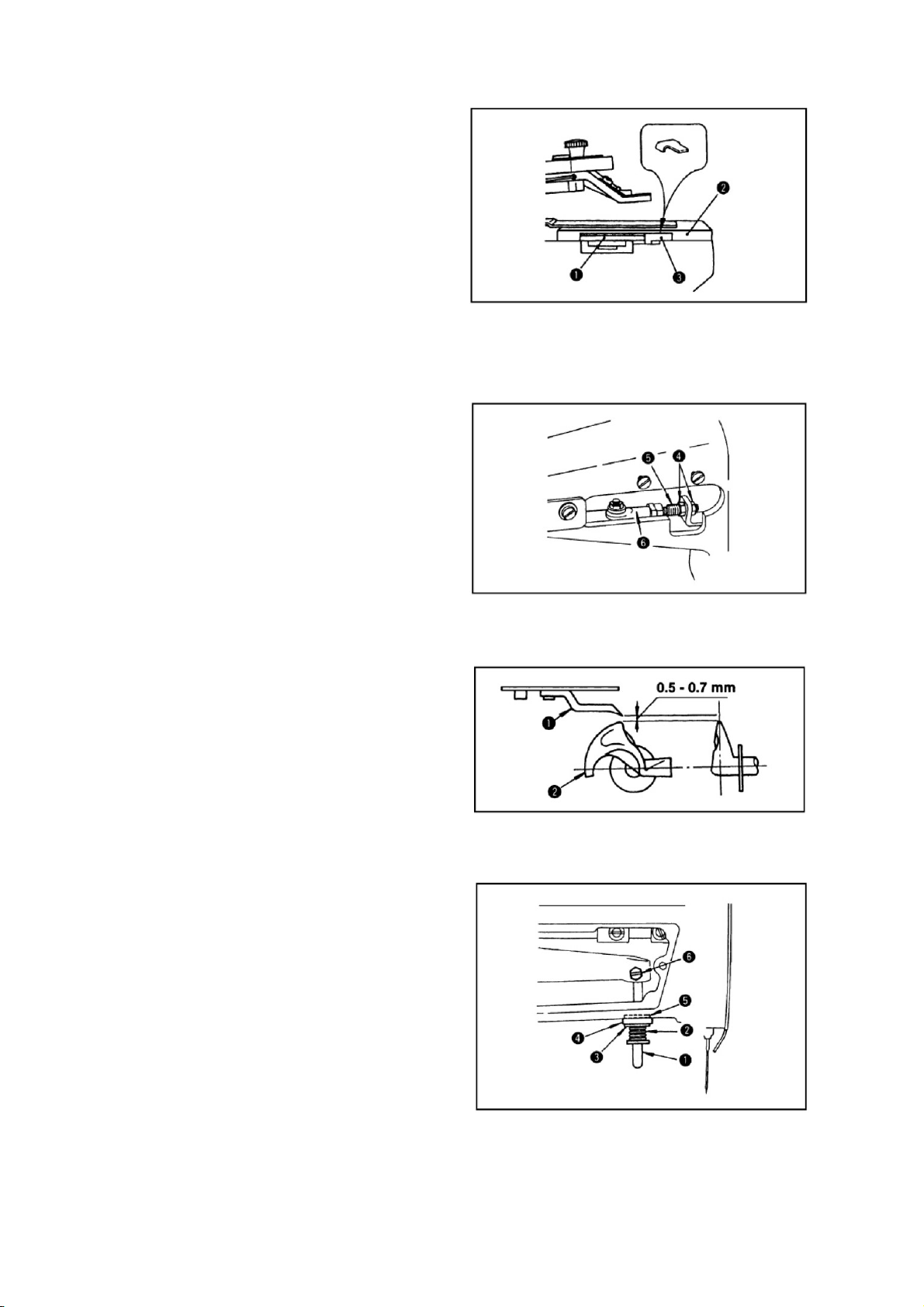
17. 切线装置(AUTOMATIC THREAD TRIMMER)
★移动刀位置的调整
压脚上升到最高处时,切线连接板
(前)和针板槽沟面的间隔标准为
12.5mm。调整到12.5mm时,请使用附属
品的定位尺,放到缝纫机,卸下防油
板,拧松螺母4(2个),前后移动连接
螺丝5,进行调整。另外,拧紧螺母4
时,请注意切线连接头6应基本保持水
平。
★Position of the moving knife
When the machine stops in the state
of “stop -motion”and its button
clamp assembly rests in the highest
position ,there must be a standard
clearance of 12.5mm between thread
trimming connecting link (front)
and the end face of the slit in throat plate
.this clearance is determined by gauge 3
which is stored in the accessory box ;tilt the
head backwards ,remove the bed oil shield ,
Loosen two nuts 4 and adjust the clearance
by moving connecting screw 5in the axial
direction .When you tighten two nuts
4,ensure that joint 6stays in the horizontal
position .
★L型提升杆的安装方法
按移动反弹弹簧、分离垫片、分
离垫4、分离垫片5的顺序安装到L型提升
杆上。确定完全分离之后让机梁的凸部
和分离垫片端面紧密结合,不要有任何
松动,用螺丝6拧紧固定。
- 10 -
Page 11

(Electric control part)
电控部分
- 11 -
Page 12
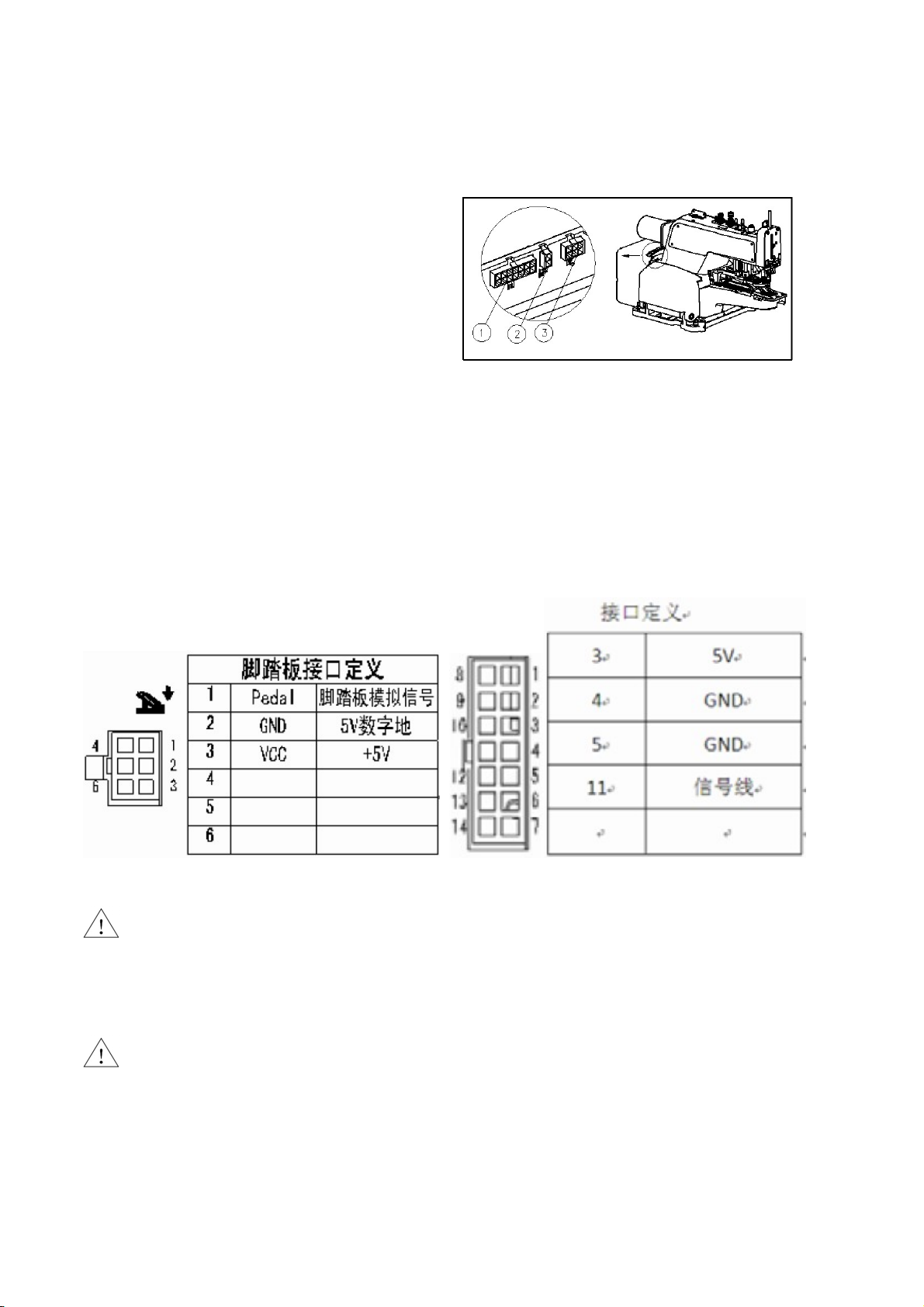
第1 章 产品接口
1. 1 接口插头连接
将脚踏板及机头的各连接插头安
插到控制器后面对应的插座上如图11 所示,各插座名称如图1-2 所示。
连接好,请检查插头是否插牢.
例图1-2 所示。连接好,请检
查插头是否插牢.LED灯和传感
器插座;②抬压脚电磁铁插
例图1-1 AHE 系列控制器图
座;脚踏板插座。
Connect the pedal and the nose of the plug placed behind the controller
corresponding to the socket as shown in figure 1-1, the name of the socket as
shown in figure 1-2. Connection is good, please check whether the plug is
stuck. Example shown in figure 1-2. Connection is good, please check whether
the plug is stuck. LED lights and sensors socket; (2) the presser foot
electromagnet socket; The pedals socket.
图1-2 控制器接口定义
:使用正常的力量插不进去时,请检查插头与插座是否匹配,插入方向
或针的方向是否正确!照明灯接口和传感器接口都是1*2 的接口,请注意区
分。
:When using normal power plug is not in, please check whether the plug and
socket match, the direction of the needle insertion direction or whether it
is right! Light interface and sensor interfaces are 1 * 2, please pay
attention to distinguish.
- 12 -
Page 13
1.2 接线与接地(Wiring and grounding )
必须要做好系统的接地工程,请合格的电气工程人员予以施工。产品通电
及投入使用前,必须确保电源插座AC 输入端已安全可靠的接地。系统的接地
线为黄绿线,该地线请务必可靠连接至电网安全保护接地上,以保证安全使
用,并可防止出现异常情况。
Must prepare system grounding engineering, please qualified electrical
engineering construction. Product power and put into use before, must ensure
that the power socket AC input is safe and reliable grounding. Grounding line
is yellow green line in the system, the ground please reliable connection to
the network security protection on the ground, to ensure the safe use, and
can prevent the abnormal situation.
:所有电源线、信号线、接地线等接线时不要被其它物体压到或过度扭
曲,以确保使用安全!
All power cables, signal lines, grounding line don't pressed to by other
objects such as wiring or excessive distortion, to ensure the safety of use!
第 2 章 操作面板使用说明(Chapter 2 operation panel instructions )
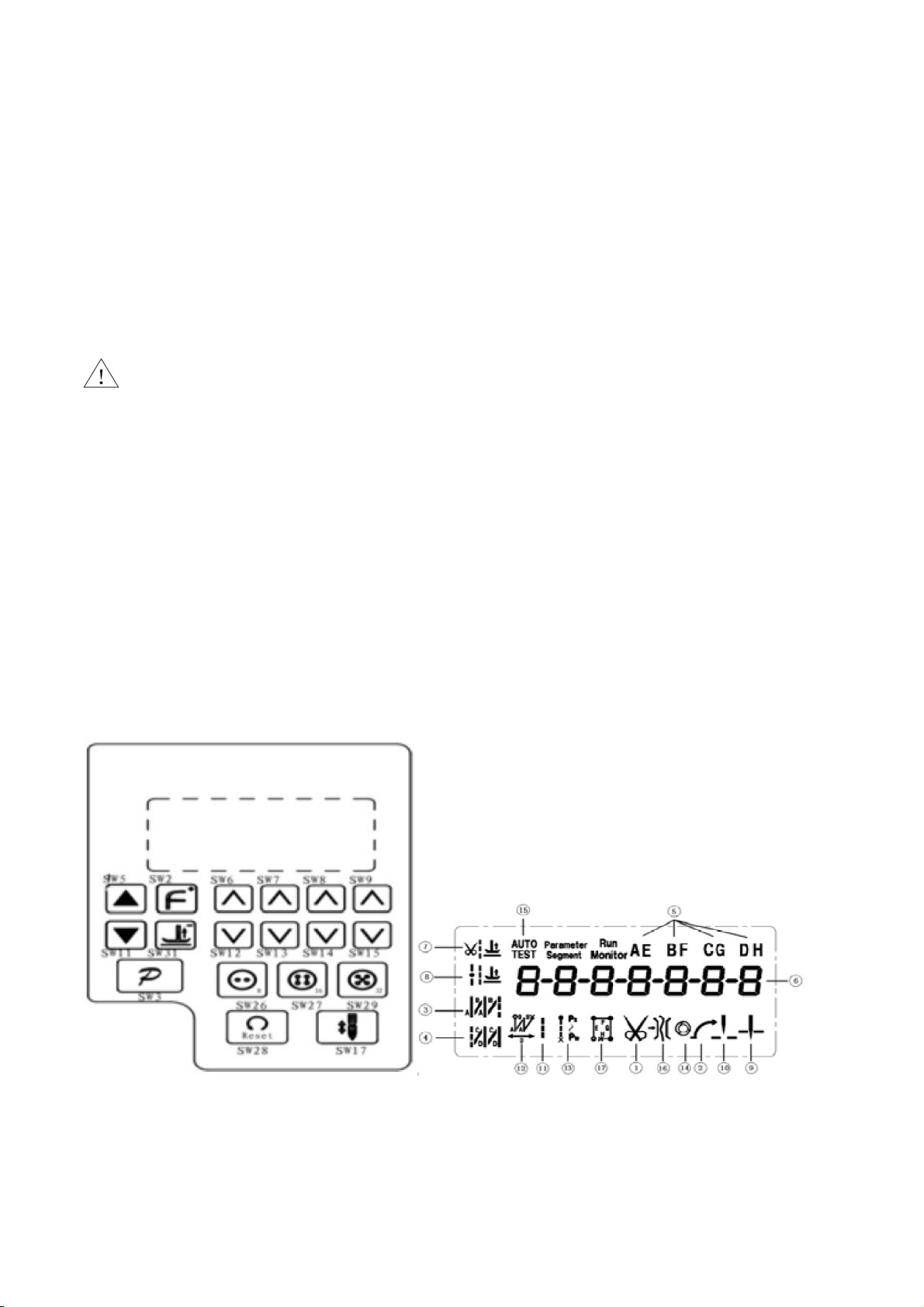
2.1 操作面板的显示说明(The operation panel display)
根据系统工作状态,操作面板的液晶屏模块将显示当前的缝纫模式、各种参数、前/后
固缝设置,以及抬压脚、停针位、剪线、慢速起缝等液晶字符。H-12 操作面板液晶屏功
能图标显示说明如下所示。
Based on the system working
status,operation panel of the LCD panel
module will display the current sewing
patterns, all kinds of parameters,
before/after solid seam Settings, as well
as the presser foot, needle, thread, such
as slow up seam LCD characters. H - 12
operation panel LCD screen function icon
is displayed as shown below.
图2-1 H-12 操作面板外观界面 图2-2 H-12 操作面板液晶显示屏图示
- 13 -
Page 14

The index icon description
1
2
Soft start function 4
Count/parameter
values displayed
3
After trimming the
presser foot
2.2 操作面板各按键功能说明
The index icon description
Many pieces
5
6
Free seam
Automatic
test
- 14 -
Page 15

2.2 Operation panel each key-press function description
Theserial
number
1
2
3
4
appearance name Functional description
Confirm and
Return key
Key input parameters confirmed a key,
and backs up one level menu until the
sewing operator working condition. In
addition, but also with other key
press at the same time Implement
composite function, can enter advanced
parameters and feature set.
Press the key, LCD screen icon
bright, showed that the soft start,
Soft start
effective click the icon to go out
again, show closed soft start
function.
Presser
Foot Lift
Press the key, LCD screen icon is
displayed
, electromagnet presser
foot lift at the same time, press the
button again, the LCD panel icon shows
no .
8 pin key
Press the button, the system into 8
needles sewing patterns
5
16 pin key
Press the button, the system into 16
needles sewing patterns
6
32 pin key
Press the button, the system into 32
needles sewing patterns
7
Reset
button
Press the button, the system
automatically search for the origin
8
The speed
of increase
or decrease
in key
Long press can quickly adjust system.
Further into the parameters set
pattern, through and the P key
combination mode switch can be set on
a few parameters.
- 15 -
Page 16

第 3 章 系统参数设置说明
3.1 技术员参数表
参数编号 参数范围 典型值 参数描述 备注
100 100~800
101 200~5000 1500 自由缝最高速(全局最高限速)
102 200~5000
104
108 100~800
13A 0~800
13E
140 0/1 0
149 0~10 0
164
165 XXXX
200
~800
0~800
-
200
3000
200
400
300
5
起缝速度
多段缝最高速;自动测试速度
Reset 速度
慢速起缝速度
踏板抬压脚确认时间
压脚抬起延迟时间
上电自动找停车位:
0:不找;1:找
压脚缓放开关(0 关闭缓放,非0
为缓放开启)
密码
恢复出厂设置
速度
踏板参数
习惯设定
注:16X 参数操作须长时间按住 键大约3-5 秒。
- 16 -
Page 17

Chapter 3 system parameter setup instructions
3.1 The technician parameter table
1.Long press , can modify the technician parameter table;
2.Press the corresponding key and or and keys can choose
parameter number and change the corresponding parameter values;
3.Finally to press the key , exit parameters setting mode, back to the
sewing pattern.
The serial
number
range
Typical
values
Parameters to describe note
100 100~800 200 The sewing speed
101 200~5000 1500
102 200~5000 3000
The maximum speed limit on free
seam top speed (global)
Many pieces most high speed;
Automatic test speed
104 200~800 200 Reset speed
108 100~800 400 Sewing speed slow
13A 0~800 300 Pedal presser foot set the time Pedal
Presser foot lift the delay time
13E 0~800 5
Electricity automatically find a
140 0/1 0
parking space: 0: don't look for;
1: find a
Presser foot slowly let go off (0
149 0~10 0
closed slowly, non-zero for slow
opening)
164 - password
165 XXXX Restore the factory Settings
speed
speed
paramet
er
Used to
set
Note: 16 x parameter operation is to be a long time holding down the key
about 3 to 5 seconds.
- 17 -
Page 18

3.2 系统员参数表
参数编号 参数范围 典型值 参数描述
244 0~800
100
放压脚延迟时间(ms)
249 0~600 120 剪线后自动抬压脚抬起保持时间100ms
24A 0~60 7 8针设置
24B 0~60
15
16针设置
24C 0~60 31 32针设置
24D 0/1 1 针数切换时自动复位
24E
278
279
0/1 1
1~500
1~100
后踩踏板时是否停车,1为停车
150 抬压脚全出力时间
3 抬压脚chopping开通时间
27A 1~100 5 抬压脚chopping关闭时间
27B 1~600
10
抬压脚chopping关闭时间
3.2 System parameter table
1.Long hold keys to electricity, enter the technician 1xx parameter
table ;
2.And then press the key not to put at the same time, press the or
key, member can modify system parameter table 2xx;
3.Press the corresponding key number and change parameters, key
and key can modify;
4.Finally press the P button , that is, save and exit parameters setting
mode and return to normal sewing patterns.
Parameter number range values Parameters to describe
244 0~800 100
249 0~600
120
24A 0~60 7
24B 0~60 15
24C 0~60 31
24D
0/1 1
24E 0/1 1
278
1~500
279 1~100
27A
1~100
27B 1~600
150
3
5
10
Put the presser foot delay time (ms)
Presser foot lift the hold time 100 ms
8 needle set
8 needle set
8 needle set
Automatic reset pin number when switching
When the pedal is after parking, 1 for
parking
Presser foot all output time
Presser foot chopping opening time
Presser foot chopping closing time
Presser foot chopping closing time
3.3 监控参数表
- 18 -
Page 19

参数编号 参数描述 参数编号 参数描述 参数编号 参数描述
010 针数计数 022 相电流 027
011 记件数 023 初始角度 028
013 霍尔状态
024
机械角度 029 DSP软件版本号
电机累计运行
时间
机头交互量电
压采样值
020 母线电压 025 踏板电压采样值 030-037 历史故障代码
021 机头转速 026 机头传动比实际值
3.3 Monitoring parameter table
1.First press the keys , then press the key , can enter the monitor
model, parameters, 024 LCD screen display by default;
2.Press the key and the corresponding numbe or key or key
and key can select parameters, can real-time monitoring the corresponding
parameters;
3.Finally press the P button , that is, save and exit parameters setting
mode and return to normal sewing patterns.
Paramete
r number
Parameters
to describe
Parameter
number
Parameters to
describe
Parameter
number
Parameters
to
describe
010
011
Pin number
counting
022
Remember
the number 023
Phase current
027
The initial
point of 028
Total run
time
Voltage
sampling
values
013
Hall state
024
Mechanical
point of view 029
DSP
version
number
020
021
Bus voltage
The nose of
speed
025
026
Step voltage
sampling values
Ratio of the
actual value
030-037
Historical
fault code
3.4 故障代码表
若系统出现报错或报警,请首先检查如下项:
1、先确认机器的连接线是否连接完好;2、确认电控和机头是否匹配;3、确认恢复出厂
- 19 -
Page 20

是否准确。
故障代码 代码含义 解决措施
E r r - 0 1 硬件过流 关闭系统电源,30 秒后重新接通电源,控制器若仍不能正常工
E r r - 0 2 软件过流
E r r - 0 3 系统欠压 断开控制器电源,检查输入电源电压是否偏低(低于176V)。若
E r r - 0 4 停机时过压 断开控制器电源,检查输入电源电压是否偏高(高于264V)。若
E r r - 0 5 运行时过压
E r r - 0 6 电磁铁
回路故障
E r r - 0 7 电流检测
回路故障
E r r - 0 8 电机堵转 断开控制器电源,检查电机电源输入插头是否脱落、松动、破
E r r - 0 9 制动回路故障 关闭系统电源,检查电源板上白色的制动电阻接头是否松动或脱
E r r - 1 0 HMI 通讯故障 检查控制面板与控制器的连线是否脱落、松动、断裂,将其恢复
E r r - 1 1 机头停针
信号故障
E r r - 1 2 电机初始角度
检测故障
E r r - 1 3 电 机 HALL 故障 关闭系统电源,检查电机传感器接头是否松动或脱落,将其恢复
E r r - 1 4 DSP 读 写
EEPROM 故障
E r r - 1 5 电机超速保护
E r r - 1 6 电机反转
E r r - 1 7 HMI 读 写
EEPROM 故障
E r r - 1 8 电机过载
E r r - 2 3 电机堵转扇区
错误
作,请更换控制器并通知厂方
电源电压偏低,请在电压恢复正常后重新启动控制器。若电压恢
复正常后,启动控制器仍不能正常工作,请更换控制器并通知厂
方。
电源电压偏高,请在电压恢复正常后重新启动控制器。若电压恢
复正常后,启动控制器仍不能正常工作,请更换控制器并通知厂
方。
关闭系统电源,检查电磁铁连线是否正确,是否有松动、破损等
现象。若有则及时更换。确认无误后重启系统,若仍不能工作,
请更换控制器并通知厂方。
关闭系统电源,30 秒后重新接通电源观察是否能正常工作。重
试几次,若该故障频繁出现,请更换控制器并通知厂方。
损,是否有异物缠绕在机头上。排除后重启系统仍不能正常工
作,请更换控制器并通知厂方。
落,将其插紧后重启系统。若仍不能正常工作,请更换控制器并
通知厂方。
正常后重启系统。若仍不能正常工作,请更换控制器并通知厂
方。
检查机头同步信号装置与控制器的连线是否松动,将其恢复正常
后重启系统。若仍不能正常工作,请更换控制器并通知厂方。
请断电后再尝试2-3 次,若仍报故障,请更换控制器并通知厂方
。
正常后重启系统。若仍不能正常工作,请更换控制器并通知厂
方。
断开控制器电源,检查电机电源输入插头是否脱落、松动、破
损,是否有异物缠绕在机头上。排除后重启系统仍不能正常工
作,请更换控制器并通知厂方。
3.4 The fault code tableIf the system error or alarm, please first check the
following items:1、Make sure the machine problem is in good contact;2、
Confirm that electrical control and the nose match; 3、Confirm back the
factory are accurate.
- 20 -
Page 21

Fault code Code meaning The measures
E r r - 0 1 Hardware flow Shut down the system power supply, 30 seconds to
E r r - 0 2 Software flow
connect the power supply, controller, if still doesn't
work, please replace the controller and notify the
manufacturer
E r r - 0 3 The system
under voltage
Disconnect the controller power supply, check whether
the input power supply voltage is low (less than 176
v). If the supply voltage is low, after the voltage is
back to normal, please restart the controller. If the
voltage is back to normal after starting controller
still does not work, please replace the controller and
notify the manufacturer
E r r - 0 4 When stop
overvoltage
E r r - 0 5 The runtime
overvoltage
Disconnect the controller power supply, check whether
the input power supply voltage is too high (above 264
v). If the supply voltage is on the high side, after
the voltage is back to normal, please restart the
controller. If the voltage is back to normal after
starting controller still does not work, please
replace the controller and notify the manufacturer.
E r r - 0 6
electromagnet
Shut down the system power supply, check that the
magnet wire is correct, whether there is loose and
Circuit fault
broken. If there is change in time. After restart the
system, if still cannot work, please replace the
controller and notify the manufacturer.
E r r - 0 7 Current
detection
Circuit fault
Shut down the system power supply, 30 seconds to see
if turning on the power supply can work normally. Try
again a few times, if the fault occur frequently,
please replace the controller and notify the
manufacturer.
E r r - 0 8 Motor blocked Disconnect the controller power supply, check whether
the motor power input plug fall off, looseness,
breakage, whether there is foreign body coil on the
nose. Rule out after restart the system still does not
work, please replace the controller and notify the
manufacturer.
E r r - 0 9 Braking circuit
fault
Shut down the system power supply, check whether joint
on white braking resistor power panel loose or fall
off, insert the tight after restart the system. If it
still doesn't work, please replace the controller and
notify the manufacturer.
E r r - 1 0 HMI
communication
failures
Check the connection to the control panel and the
controller whether fracture, fall off, loose, it
returned to normal after restart the system. If it
still doesn't work, please replace the controller and
notify the manufacturer.
E r r - 1 1 The nose needle
Signal failure
Check whether the nose synchronous signal device and
the connection to the controller is loose, it returned
to normal after restart the system. If it still
doesn't work, please replace the controller and notify
the manufacturer.
E r r - 1 2 Motor fault
initial Angle
measure
E r r - 1 3 Motor HALL
fault
- 21 -
Please try again when the power is 2-3 times, if still
at fault, please replace the controller and notify the
manufacturer
Shut down the system power supply, check that the
motor sensor connector is loose or fall off, it
Page 22

E r r - 1 4 DSP block read
and write
EEPROM failure
E r r - 1 5 Electrical
overspeed
protection
E r r - 1 6 Motor reversal
E r r - 1 7 HMI block read
and write
EEPROM failure
E r r - 1 8 Motor overload
E r r - 2 3 Motor locked-
rotor sector
errors
returned to normal after restart the system. If it
still doesn't work, please replace the controller and
notify the manufacturer.
Disconnect the controller power supply, check whether
the motor power input plug fall off, looseness,
breakage, whether there is foreign body coil on the
nose. Rule out after restart the system still does not
work, please replace the controller and notify the
manufacturer.
第4 章 特殊功能操作说明
4.1 上停针位调整
1
2
3
控制系统在恢复出厂后,可根据需要重新设置
上针位!
第一步:先按下 键不放,再按下
键,即进入监控模式,默认为024 号监控参
数,液晶屏显示当前角度,如为0°表明此位
置为系统当前默认的上停针位置。
第二步:转动手轮,让挑线杆到上停针位置或
希望调整到的合适位置,此时液晶屏显示调整
后的上停针位,如124.
第三步:长按 待出现“----”后放开,等
出现“8888”后保存成功。
Chapter 4 special function instructions
4.1 The needle on an adjustment
Control system after the restore factory,
can according to the need to reset the
1
- 22 -
needle!First step: the first press the
key , press the key again, namely
Page 23

2
3
4.2 一键恢复机头厂家参数值
into monitor mode, the default value is no.
024 monitoring parameters of liquid crystal
screen display the current point of view,
such as 0 ° show that the location of the
needle on the system of the current default
location.
Step 2: turn the handwheel, let the take-up
on the needle position or want to adjust to
the appropriate location, the LCD shows the
adjusted on the needle position, such as
124.
Step 3: long press to appear after the "-"
let go, such as a "8888" after successfully
saved.
如果希望恢复机头厂家的出厂参数,可按照
如下步骤:第一步:先按下 键不放,再按
1
下 键,即进入监控模式,默认为024 号监
控参数。
第二步:长按 键3 秒钟以上,开始一键恢
复机头厂家参数,液晶屏显示横杠,表明正
2
在恢复参数,此时控制器切勿断电或拔出操
作面板插头。
待数码管显示8,表明机头厂家恢复参数完成
3
4.3 自动测试
自动测试:同时按 键和 号键两次后,LCD 显示闪烁的 ,点踩踏板即可实现自
动测试;同时按 键和 号键,退出自动测试。
4.2 A key to restore the nose manufacturer parameter values
If you want to restore the nose manufacturer factory
parameters, can according to the following steps:
1
- 23 -
first step: first press the button
the key
value is no. 024 monitoring parameters.
, namely into monitor mode, the default
, then press
Page 24

2
3
Step 2: long press more than 3 seconds, start a
recovery head manufacturer parameters, LCD shows
rung, that recovering parameters, the controller do
not power or pull out plug operation panel.
For eight digital tube display, which indicates that
the nose manufacturer parameters to complete
recovery
4.3 Automatic test: at the same time according to the and keys after
twice, LCD display flashing , points pedal can realize automatic test;
According to and keys at the same time, out of automatic test.
- 24 -
Page 25

零件样本
(Parts Book)
- 25 -
Page 26

- 26 -
Page 27

1、纽钳机构部件/
Button clamp mechanism components
序号 零件件号 名称 数量 DESCRIPTION
1 ----- 抬压脚组件 1 PICK-UP DEVICE ASM.
2 40902001 钮针提升杆 1 BUTTON CLAMP LIFTING HOOK
3 402S14006 螺钉 1 SCREW 15/64-28 L=9
4 409S12001 螺钉 2 SCREW 3/16-32 L=13.5
5 40928001 垫圈 2 WASHER 5×10.5×1
6 300145 钮钳座 1 BUTTON CLAMP HOULDER
7 409S11002 螺钉 1 SCREW 9/64-40 L=3.5
8 4091200100 纽钳杆座组件 1 HINGE SCREW D=5.5 H=3
9 40912002 钮夹控制座 1 JAW LEVER HOLDER
10 409S20002 轴位螺钉 1 HINGE SCREW D=5.5 H=1.8
11 409S20003 钮夹螺钉 1 CLAMP SCREW A
12 40912003 钮夹止动杆 1 SNAP FASTENER CLAMP STOP LEVER
13 409S16001 螺母 1 NUT
14 40901003 钮夹滑块 1 BUTTON CLAMP SLIDE
15 409S20004 钮夹止动销 2 BUTTON CLAMP STOP PIN
16 40912005 左钮夹钳夹 1 BUTTON CLAMP LEVER JAW(LEFT)
17 40912006 钮扣左弹簧压板 1 BUTTON HOLDING SPRING LEFT
18 409S20005 轴位螺钉 2 HINGE SCREW D=6.35 H=3.9
19 409S11002 螺钉 1 SCREW 9/64-40 L=3.5
20 40927001 钮夹弹簧 1 BUTTON CLAMP SPRING
21 40912008 右钮夹钳夹 1 BUTTON CLAMP LEVER JAW RIGHT
22 40912009 钮夹右弹簧压板 1 BUTTON HOLDING SPRING RIGHT
23 402S14006 螺钉 1 SCREW 15/64-28 L=9
24 409S30002 钮钳调压杆 1 BUTTON CLAMP PRESSUER ADJUSTIN
25 40927002 钮夹压力弹簧 1 PRESSUER ADJUSTING SPRING
26 409S16003 螺母 2 NUT M6
27 40927003 手指保护架 1 FINGER GUARD
28 30128010 垫圈 2 WASHER
29 40902002 合叶销 1 HINGE PIN
30 H05002 卡簧 2 SNAP PIN
31 401S16002 螺母 2 NUT M6
32 409S30001 钮钳塞销 1
33 402S11007 螺钉 2 SCREW 11/64-40 L=3.5
34 413S14004 螺钉 2 SCREW M3
PICK-UP DEVICE STOPPER PIN
- 27 -
Page 28

- 28 -
Page 29

2、机壳部件/
Arm & miscellaneous cover components
序号 零件件号 名称 数量 DESCRIPTION
1 4091206200 面板盖组件 1 FACE PLATE COMPL
406S11009
2
40927004
3
40902003
4
409S11004
5
40913002
6
7 4091301400 3号线张力器组件 1 THREAD TENSION NO.3 ASM.
8 40913015 3号线张力调节座 1 TENSION ADJUSTING BASE NO.3
9 40913016 线张力盘 1 THREAD PRESSER PLATE
10 40927020 弹簧 1 TENSION SPRING B
11 409S30017 线张力器螺栓 1 THREAD TENSION STUD
12 409S16026 张力调节螺母 2 THREAD TENSION NUT
H05002
13
406S11009
14
15 40912203 罩壳安装座 1 RUBBER PLUG
16 301805 左盖板 1 SIDE COVER RIGHT
17 40937008 安全标签 1 SAFETY LABEL
18 301807 右盖板 1 SIDE COVER LEFT
S05024
19
20 409S11009 螺钉 2 SCREW
40930008
21
22 P02002 GB/T117-1986销6×32 2 GUIDE PIN
23 409S30018 连接螺栓 1 SET SCREW
24 40912080 防油底板 1 BED OIL SHELD
25 41711014 电线夹 3 WIRE CLIP
26 4091100100 钮扣盘 1 BUTTON TRAY ASM
27 417S30025 螺栓M4X6 2 SCREW
28 41711014 电线夹 3 WIRE CLIP
40228001
29
30 40911007 左侧盖 1 SIDE COVER LEFT
31 40912081 底座活动盖 1 LOOPER COVER
32 40912067 侧盖弹簧片 2 SIDE COVER SPRING
409S11006
33
409S11007
34
35 40923013 滴油毡 1 OIL DRIP FELT
409S20006
36
61910003
37
40926002
38
39 40902019 左侧盖轴 1 SIDE COVER HINGE SHAFT LEFT
40 417S30009 螺钉 10 SCREW
41 40911011 电机罩壳 1 SIDE COVER
42 402S14006 螺钉 1 SCREW M6 L=6
43 40122017 橡皮塞 1 RUBBER PLUG
45 40112008 安全板支架 2 SAFETY PLATE
46 40911006 安全板 2 SAFETY PLATE
47 409S11008 螺钉 2 SCREW M4 L=6
48 40928002 垫圈 1 SPRING WASHER 5.0×110
49 402S20032 轴位螺钉 1 HINGE SCREW D=6 H=2.5
50 40128001 波形垫圈 2 SPRING
51 40912020 安全板安装座 1 SAFETY PLATE INSTALLING BASE
52 401S16004 螺母 1 NUT SM15/64-28
421S10013
53
421s30002
54
S10009
55
300941 纽扣盘固定座
56
S05083
57
40911012
58
40933002
59
40901022
60
螺钉 4 SCREW
第三夹线弹簧 1 TENSION SPRING
夹线螺栓 1 NIPPER RELEASING STOP
螺钉 1 SCREW
第四线导向装置 1 THREAD GUIDE NO.4
GB/T896-1986挡圈3 1 E-RING 3.2
螺钉 8 SCREW
拼装螺钉 4 SCREW M8 L=30
LED灯(TD-5)
弹性垫圈 1 SPRING WASHER 6.5×14.0×17
螺钉 2 SCREW M4 L=6
螺钉 2 SCREW
螺钉 1 SHOULDER SCREW D=6 H=2.7
扎带(小)
凸轮指示销
螺钉M5×8 2 SCREW
木螺钉 3 WOOD SCREW
螺钉M6×12 1 SCREW
螺钉M5×30 3 SCREW
电控罩壳 1 MOTOR COVER
电控 1 CONTROL BOX
油盘 1 OIL RESERVOIR
1
LED LAMP
4
RIBBON
2
CAM INDECATING PIN
1 BUTTON TRAY BASE
- 29 -
Page 30

- 30 -
Page 31

3、下轴部件/
Looper shaft mechanism components
序号 零件件号 名称 数量 DESCRIPTION
1 ----- 挡圈组件 1 THRUST COLLAR .ASM
40908002
2
409S11012
3
409S11010
4
40912021
5
40909001
6
409S17001
7
40909002
8
40912022
9
4090500100
10
40903003
11
409S20008
12
13 401S14001 螺钉 1
14 ----- 针板组件 1 THROAT PLATE SET
40901005
15
16
40928004
17
409S11031
40919003
18
409S11011
19
4091900100
20
409S20009
21
22 ----- 分线三角凸轮 1 ASSY LOOP POSITIONING FINGER C
40910001
23
24 409S14002 螺钉 2 SCREW 11/64-40 L=3.5
25 ----- 连接轴组件 1 ASSY CAM AND LOOPER SLEEVE
40902006
26
409S15004
27
40910002
28
29 409S14002 螺钉 2 SCREW 11/64-40 L=2.8
40903004
30
31 401S14001 螺钉 1
40902026
32
33 ----- 挡圈组件 1 THRUST COLLAR ASM, D=11.11,W=1
40908001
34
409S14003
35
409S14003
36
40925002
37
38 409S14001 螺钉 2 SCREW 1/4-40 L=6
39 40924001 端面轴承 1 THRUST BALL BEARING
40903005
40
41 ----- 蜗轮蜗杆组件 1 WORM WHEEL ASM.
40925011
42
409S14003
43
40925001
44
409S14003
45
40917001
46
409S11009
47
挡圈 1 THRUST COLLAR D=7.94 W=7
螺钉 1 SCREW 9/64-40 L=6.1
螺钉 1 SCREW
导向线杆(打捆针导向器) 1 NEEDLE GUARD
插入导向滑板 1 POSITONGNING FINGER YOKE SLIDE
螺钉 2 SCREW M4 L=9
导向卡箍(压铁插孔) 1 YOKE SLIDE INSERT
滑块(轭铁片) 1 YOKE SLIDE
环形定位杆 1 ASSY LOOP POSITIONING FINGER L
滚珠 1 LOOP POSITIONNING FINGER CAM RO
轴位螺钉 1 HINGE SCREW D=6.35 H=2.4
SCREW
针板 1 THROAT PLATE ASM.
轴承垫圈
螺钉
定刀 1 COUNTER KNIFE
螺钉 2 SCREW1/8-44 L=3.0
动刀 1 MOVING KNIFE ASM.
螺钉 1 HINGE SCREW D=6 H=0.85
后凸轮 1 LOOP POSITIONING FINGER CAM
连接轴 1 CAM AND LOOPER SLEEVE
螺钉 2 SCREW 15/64-28 L=4.0
后凸轮 1 LOOP POSITIONGNING FINGER CAM RE
下轴前套 1 LOOPER SHAFT BUSHING FRONT
下轴 1 LOOPER SHAFT
挡圈 1 THRUST COLLAR ASM, D=11.11,W=10
螺钉 1 SCREW 1/4-40 L=5
螺钉 1 SCREW 1/4-40 L=5
勾线轴齿轮 1 LOOPER SHAFT DRIVER GEAR ASM.
下轴后套 1 LOOPER SHAFT BUSHING REAR
蜗杆 1 WORM
螺钉 2 SCREW 1/4-40 L=7
凸轮轴从动齿轮 1 CAM SHAFT ASM.
螺钉 2 SCREW 1/4-40 L=6
钩圈 1 LOOPER
螺钉 3 SCREW M4 L=9
BEARING WASHER
1
1 SCREW
SCREW
- 31 -
Page 32

- 32 -
Page 33

4、绕线和过线部件
Nipper & tension parts components
/
序号 零件件号 名称 数量 DESCRIPTION
409S11013
1
40912024
2
409S20013
3
409S16005
4
409S16006
5
4091202500
6
409S20011
7
40927007
8
409S30004
9
409S20012
10
40927008
11
40909003
12
409S20013
13
4091300400
14
409S20014
15
4091202700
16
40926006
17
40926007
18
409S11014
19
40912029
21
40912030
22
40912031
23
409S11014
24
4091300600
25
26 409S16007 调节螺母 1 TENSION NUT
27 40912032 夹线器防松盘 1 ROTATION STOPPER
28 40927009 夹线器弹簧 1 THREAD TENSION SPRING
29 40912033 松线板 1 THREAD TENSION DISK PRESSER
30 40913007 夹线板 2 THREAD TENSION NO.1
31 409S30006 第二夹线杆 1 TENSION POST NO.2
32 409S16008 夹线板松线杆 1 TENSION RELEASE PIN
40926008
33
P03009
34
409S11014
35
40928004
36
40912034
37
4091300800
38
39 409S16009 调节螺母 1 THREAD TENSION NUT
40 40927010 夹线器弹簧 1 FIRST THREAD TENSION SPRING
41 40913007 夹线板 2 THREAD RENSION DISK NO.1
42 409S30007 第一夹线杆 1 THREAD RENSION POST NO.2
40913009
43
40913010
44
409S16024
45
409S11013
46
40912100
47
409S30008
48
40928005
49
409S11015
50
409S11016
51
40927011
52
409S30009
53
57 40913012 2号导线钩 1 THREAD GUIDE
40928005
58
螺钉 1 SCREW M6 L=12
针杆防护罩 1 NEEDLE BAR GUARD
轴位螺钉 1 SHOULDER SCREW
螺母 2 NUT
松线螺母 1 NUT
导线装置 1 NIPPER COMPL
松线销 1 LOOPER SHAFT BUSHING REAR
夹线杆拉伸弹簧 1 NIPPER BAR BLOCK SPRING
弹簧销 1 NIPPER BAR BLOCK SPRING SCREW
螺钉 1 HINGE SCREW D=4 H=20
夹线座弹簧 1 HIPPER SLIDE BLOCK SPRING
夹线座 1 NIPPER BLOCK
螺钉 1 SHOULDER SCREW D=7.94 H=15
引线杆组件 1 THREAD PULL OFF LEVER ASM.
驱动杆轴位螺钉 1 SHOULDER SCREW D=7.94 H=8
夹线杆驱动杆组件 1 NIPPER BAR ACTUATING LEVER ASM.
导线杆 2 THREAD GUIDE PIN
夹线杆底座弹簧销 1 NIPPER BAR BLOCK SPRING PIN
螺钉 1 SCREW
夹线杆驱动块 1 NIPPER BAR BLOCK
拨线杆驱动块 1 TENSION LEVER ROCKING PIECE
夹线杆 1 NIPPER BAR
螺钉 1 SCREW
2号夹线杆组件 1 TENSION POST ASM NO.2
螺母 1 NUT M6
弹性圆柱销 1 SPRING PIN 3×16
螺钉 1 SCREW
垫圈 1 WASHER
释压杆 1 THREAD TENSION RELEASING LEVER
1号夹线器组件 1 ASSY HTREAD RENSION NO.1
导线钩 1 THREAD GUIDE
二眼线板 1 THREAD GUIDE NO.1
螺母 1 NUT M4
螺钉 1 SCREW M5 L=14
夹线杆滑块 1 NIPPER BAR BEARING BLOCK
调节螺钉 1 ADJUSTING SCREW
垫圈 1 WASHER 5.5×10×0.8
螺钉 1 SCREW M6 L=12
螺钉 1 SCREW
2号钳杆弹簧 1 THREAD TENSION SPRING
夹线杆拉伸弹簧销 1 NIPPER BAR SPRING SCREW
垫圈 1 WASHER 5×10.5×1
- 33 -
Page 34

- 34 -
Page 35

5、送料盘部件/
Feed plate components
序号 零件件号 名称 数量 DESCRIPTION
40915001
1
409S12003
2
40909004
3
40912036
4
40903010
5
409S16012
6
400110
7
409S20015
8
409S30010
9
400111
10
40937001
11
409S16013
12
40903012
13
409S11003
14
40912208
15
421S10005
16
409S30019
17
18 401S14001 螺钉 3
40912040
19
40901006
20
400110
21
409S20015
22
409S30012
23
24 40904003 交叉送料调节杠杆 1 CROSSWISE FEED LEVER
R01002
25
40926010
26
40926010
27
40926010
28
401846
32
401847
33
401848
34
38 40912205 送料调节盘底座 1 PLATE BASE
39 40937010 刻度盘贴膜 1 GRADUATE PLATE
41 40912206 调节手柄 1 HANDLE AND INDICATOR SPRING
42 403S11027 螺钉 2 SCREW M4 L=6
45 40904004 调节手柄连接杆 1 INDICATOR SPRING CONNECTING LI
409S20016
46
47 40902022 凸轮轴 1 CAM SHAFT
48 40910019 十字纵向送料盘 1 LENGRHWAISE FEED CAM(X)
40903040
50
40910006
51
40910004
52
409S20035
53
409S14005
54
40912087
58
40903039
59
409S14005
60
61 409S11005 螺钉 1 SCREW M5 L=8
63 40923015 油毡 1 FEED SHOULDER SCREW FELT
66 61910003 扎带(小) 3 CABLE BAND
68 40930007 磁铁 1 MAGNET
69 40930003 信号轮 1 SINGLE WHEEL
70 40912108 传感器安装座 1 HALL SWITCH HOLDER
71 ----- 霍尔开关 1 HALL SWITCH
72 417S30033 螺栓(带垫圈)M4×8 2 SCREE
73 407S17003 十字沉头螺钉M3×4 1 SCREE
75 40903043 定位套 1 POSITONING SLEEVE
76 409S14003 螺钉 2 SCREW 1/4-40 L=5
送料板 1 FEED PLATE SMALL BUTTON
螺钉 2 SCREW 3/16-28 L=6
交叉送料滑块 1 LNDICATOR PIN BEARING BLOCK
交叉送料指示板 1 CROSSWISE FEED INDICATOR
交叉送料轴承座 1 CROSSWISE FEED INDICATOR PIN
螺母 1 NUT M=6
滑板连接杆 1 SLIDE PLATE CONNNECTING LINK
轴位螺钉 1 HING SCREW D=6.35 H=4.8
双头螺栓 1 STUD
连接杆 1 INTERMEDI CONNECTING LINK
交叉送料刻度盘 1 CROSSWISE FEED GRADVATED PLATE
螺母 1 NUT M5
送料凸轮滚子 3 CAM ROLL
螺钉
手柄
螺钉M3×6
送料凸轮滚子螺栓 3 CAM ROLL SCREW STUD
连接杆 1 SPACER PLATE
送料底板 1 FEED PLATE
滑板连接杆 1 INTERMEDI CONNECTING LINK
轴位螺钉 1 HING SCREW D=6.35 H=4.8
交叉送料轴位螺钉 1 HING SCREW FOR CROSSWISE FEED
铆钉 5 RIVET
杆销 1 FEED STUD A
杆销 1 FEED STUD B
杆销 1 FEED STUD C
送料调杆滑块 1 LENGTHWISE FEED LEVER SLIDE
送料调节杠杆左 1 FEED LEVER L
送料调节杠杆右 1 FEED LEVER R
轴位螺钉 2 SHOULDER SCREW D=6.35 H=9.7
凸轮轴右套 1 CAM SHAFT BUSHING LEFT
交叉送料凸轮 1 FEED CAM ASM.
纵向送料凸轮(一字) 1 LENGRHWAISE FEED CAM(-)
轴位螺钉 1 SHOULDER SCREW D=6.35 H=4.8
螺钉 2 SCREW 9/32-28 L=13.5
垫圈 1 WASHER
凸轮轴右轴套 1 CAM SHAFT BUSHING RIGHT
螺钉 5 SCREW 9/32-28 L=13.5
2
SCREW
1
HANDLE AND INDICATOR SPRING
2
SCREW
SCREW M6×12
- 35 -
Page 36

- 36 -
Page 37

6、钮钳提升部件
Button clamp lifter components
/
序号 零件件号 名称 数量 DESCRIPTION
40901033
1
40903016
2
40902009
3
40922001
4
5 40928014 垫圈 2 WASHER 8.5×18.0×1.2
40927012
6
40927013
7
8 4090201100 钮钳提升杆钩 1 BUTTON CLAMP LIFTING ROD A
40912042
9
10 40903020 钮钳提升杆滚筒 1 L TYPE LIFTING BAR ROLLER
40928021
11
12 409S16014 螺母 1 NUT 9/64-40
L01002
13
4030500500
14
N01004
15
N01004
16
409S30013
17
409S16015
18
19 40912089 后切线连接杆 1 CONNECTING LINK REAR
20 409S20036 轴位螺钉 1 HINGE SCREW D=6.35 H=3.2
21 409S20037 轴位螺钉 1 HINGE SCREW D=7.94 H=4
22 409S16013 螺母 1 NUT 3/16-32
23 401S16002 螺母 1 NUT 15/64-28
24 40912044 切线杠杆 1 THREAD TRIMMING LEVER
409S11021
24
25 40912090 切线连杆 1 THREAD TRIMMING LINK
409S20023
26
S05023
27
28 409S20038 轴位螺钉 1 HINGE SCREW D=6.35 H
29 401S16002 螺母 1 NUT 3/16-32
30 40912091 电磁铁连杆 1 MAGNET CONNECT POLE
31 40912092 电磁铁安装板 1 MAGNET HOLEDER
32 417S30306 带弹垫螺钉M5X15 4 SCREW M5 L=15
33 417S30033 螺栓(带垫圈)M4×8 4 SCREW M4 L=8
34 409S20039 电磁铁销钉 1 PIN
35 413S16003 螺母M4 2 NUT M4
36 40930005 电磁铁 1 ELECTROMAGNET
40912032
37
38 401S16002 螺母 1 NUT
39 409S20040 轴位螺钉 1 SHOULDER SCREW D=7.94 H=3.1
401S16002
40
40901036
41
42 4091210000 连杆 1 CRANK ROD
43 40128034 垫圈 1 WASHER
44 40928022 垫圈 2 WASHER
抬压杠杆 1 LIFTING LEVER
轴套 1 BUSHING
针棒杠杆轴 1 NDDELE BAR LEVER
橡胶垫 2 CUSHION
弹簧 1 SPRING
弹簧 1 SPRING
切线连杆 1 CONNECTING LINK FRONT
垫圈 1 WASHER
螺钉 1 JOINT STUD
切线连接球体 1 FEED ADJUSTING JOINT
螺母 2 NUT M5
螺母 2 NUT M5
连接螺钉 1 CONNECTING SCREW
螺母 2 NUT M8 TYPE1
螺钉 2 SCREW M5 L=14
轴位螺钉 1 HINGE SCREW D=6.35 H
螺钉 1 SCREW M6 L=10
垫圈 1 WASHER
螺母 1 NUT M5
切线杠杆座 1 THREAD TRIMMING LEVER BASE
- 37 -
Page 38

- 38 -
Page 39

7、推针滑轮轴部件/
Needle driving pulley shaft components
序号 零件件号 名称 数量 DESCRIPTION
1 40903034 滑轮轴左套 1 PULLEY SHAFT BUSHING LEFT
2 40603020
403S14004
3
40925004
4
409S14001
5
6 40902051 滑轮轴 1 NEEDLE DRIVING PULLEY SHAFT
7 40903024 滑轮轴右套 1 PULLEY SHAFT BUSHING RIGHT
9 401S14001 螺钉 1 SCREW
10 1383300400 电机转子组件 1 Rotor components
11 1383300900 电机光栅组件 1 Gratings components
12 13833003 电机定子总成 1 Stator components
13 1383300700 电机罩壳组件 1 Motor cover components
14 302443 手轮 1 PULLEY
15 403S14004 螺钉M6 2 SCREW M6
40910021
16
409S14003
17
40910020
18
挡圈
螺钉 2 SCREW M6
滑轮轴齿轮 1 DRIVING GEAR(A) ASM.
螺钉 2 SCREW 1/4-40 L=6
平衡凸轮 1 BALANCE CAM
螺钉 2 SCREW
偏心轮 1 ECCENTRIC CAM
2 THRUST COLLAR
- 39 -
Page 40

- 40 -
Page 41

8、针杆驱动机构部件
Needle bar driving mechanism components
/
序号 零件件号 名称 数量 DESCRIPTION
101S11006
1
40902027
2
40903026
3
40913013
4
40909017
5
409S11024
6
7 40903035 针杆上套 1 NEEDLE BAR BUSHING UPPER
40909016
8
9 ----- 针杆轴承座 1 NEEDLE BAR SLIDE BLOCK B
10 ----- 针杆轴承座 1 NEEDLE BAR SLIDE BLOCK C
11 41017001 机针 1 NEEDLE TQ×1 #16
40905007
12
L02008
13
409S20025
14
40928013
15
16 ----- 连杆组件 1 CRANK ROD ASM.
409S11009
17
40912046
18
40905009
19
40910009
20
40910009
21
409S14001
22
40923008
23
24 40923014 油毡 1 OIL RETAINNING FELT
40923008
25
40923008
26
螺钉 1 SCREW 1/8-44 L=4.5
针杆 1 NEEDLE ROD
针杆下套 1 NEEDLE BAR BUSHING LOWER
导线 1 NEEDLE BAR BALACE
针棒轴衬座 1 NEEDLE BAR CLAMP
螺钉 1 SCREW M4 L=12
针杆轴承座 1 NEEDLE BAR SLIDE BLOCK A
针杆杠杆 1 NEEDLE BAR DRIVING LEVER
螺钉 2 SCREW M6 L=14
轴位螺钉 1 SHOULDER SCREW D=9.53 H=8
垫圈 1 WASHER
螺钉 2 SCREW 11/64-40 L=8.5
盖板 1 THRUST HOLDER
连杆 1 CRANK ROD
偏心轮 1 ECCENTRIC CAM
螺钉 1 SCREW 1/4-40 L=6
螺钉 1 SCREW 1/4-40 L=8.5
油线 1 OIL WICK
油线 0.01 OIL WICK
油线 0.1 OIL WICK
- 41 -
Page 42

九、附件组件/ Accessory parts components
- 42 -
Page 43

九、附件组件/ Accessory parts components
序号 零件件号 名称
1 10131002 螺丝刀(大) 1 SCREW DRIVER LARGE
2 10131003 螺丝刀(中) 1 SCREW DRIVER MIDDLE
3 10131004 螺丝刀(小) 1 SCREW DRIVER SMALL
4 20131038 小油壶(尖嘴) 1 OILER
5 40931019 定位尺 1 GAUGE
6 30131010 内六角扳手(3mm) 1 INNER WERNCH 3mm
7 30131012 内六角扳手(4mm) 1 INNER WERNCH 4mm
8 20131047 内六角扳手(5mm) 1 INNER WERNCH 5mm
9 30131006 扳手(8mm~10mm) 1 Wrench 8mm~10mm
10 40931025 扳手(9mm-11mm) 1 Wrench 9mm~11mm
11 40931031 单盘线架 1 COTTON STAND ASSY 2DTHF
12 40131017 机头罩 1 MACHINE COVER
13 40931009 M6×70 螺钉 4 SCREW M6 L=70
14 --------- 橡胶垫 4 WASHER 6.2×13×1
15 40912024 针杆护罩 1 NDDELE BAR GUARD
16 N01007 螺母 M6 4 NUT M6
409s11008 螺钉 2 SCREW
402s20032 轴位螺钉 1 SHOULDER SCREW
s05035 M5×25 螺钉 3 SCREW
40912020 安全板安装座 1 THE MOUNTING SEAT
17
18 20131051 镊子 1 TWEEZERS
19 --------- 脚踏 1 Pedals
20 40931028 说明书 1 INSTRUCTION MANUAL & PARTS LIST
21 40931021 支撑杆 1 SUPPORT
22 --------- 脚踏连杆 1 Pedals connecting rod
23 403S30020 木螺钉 6 Wood screw
24 300841 纽扣盘底座 1 Button plate of the base
25 41017004 TQ*7 16#机针 3 NEEDLE TQ×7#16-12
26 4091100100 纽扣盘组件 1 Button plate
40928002 垫圈 2 WASHER
40112008 安全板安装板 1 SAFETY BOARD MOUNTING PLATE
40128029 弹簧垫圈 Ø8 4 SPRING WASHER
401s16003 螺帽 1 NUT
40911006 安全板 1 SAFETY BOARD
数
量
DESCRIPTION
- 43 -
 Loading...
Loading...