

Page 1

FLUIDISED CALIBRATION
BATH MODEL 875
User Maintenance Manual/Handbook
Isothermal Technology Limited, Pine Grove, Southport, PR9 9AG, England
Tel: +44 (0)1704 543830 Fax: +44 (0)1704 544799 Internet: www.isotech.co.uk E-mail: info@isotech.co.uk
The company is always willing to give technical advice and assistance where appropriate. Equally, because of the programme of continual
development and improvement we reserve the right to amend or alter characteristics and design without prior notice. This publication is for
information only.
Page 1 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 2

CONTENTS
GUARANTEE....................................................................................................................................................................................... 3
EMC INFORMATION ......................................................................................................................................................................... 4
ELECTRICAL SAFETY ......................................................................................................................................................................... 4
ENVIRONMENTAL RATINGS ........................................................................................................................................................ 4
CAUTIONARY NOTE ......................................................................................................................................................................... 5
HEALTH AND SAFETY INSTRUCTIONS .......................................................................................................................................... 6
INTRODUCTION ............................................................................................................................................................................... 7
MAJOR FEATURES .............................................................................................................................................................................. 8
SPECIFICATION ................................................................................................................................................................................. 9
THEORY OF OPERATION ............................................................................................................................................................... 10
UNPACKING AND INITIAL INSPECTION ..................................................................................................................................... 11
ASSEMBLY ......................................................................................................................................................................................... 12
USING THE TEMPERATURE CONTROLLER ................................................................................................................................. 13
FRONT PANEL LAYOUT ............................................................................................................................................................. 13
The Temperature Controller .................................................................................................................................................... 13
Altering the Setpoint ................................................................................................................................................................. 13
ADVANCED CONTROLLER FEATURES ..................................................................................................................................... 13
Setpoint Ramp Rate ................................................................................................................................................................... 13
Instrument Address ................................................................................................................................................................... 14
Monitoring the Controller Status .............................................................................................................................................. 14
Units .......................................................................................................................................................................................... 14
DIAGNOSTIC ALARMS ................................................................................................................................................................. 15
Controller Error Messages ........................................................................................................................................................ 15
INITIAL RUNNING ........................................................................................................................................................................... 16
OPTIMISATION OF THE BATH'S PERFORMANCE ....................................................................................................................... 17
MAINTENANCE ............................................................................................................................................................................... 18
AIR FLOW SETTINGS ....................................................................................................................................................................... 19
SAFETY FEATURES ........................................................................................................................................................................... 20
ACCURACY OF MEASUREMENT, FIXED POINT METHOD ........................................................................................................ 21
TOTAL ACCURACY OF MEASUREMENT ...................................................................................................................................... 21
USING THE PC INTERFACE ............................................................................................................................................................ 22
Connections .............................................................................................................................................................................. 22
Using the Interface .................................................................................................................................................................... 22
CAL NOTEPAD ................................................................................................................................................................................. 23
Minimum System Requirements ............................................................................................................................................... 23
Development ............................................................................................................................................................................ 23
License ...................................................................................................................................................................................... 23
Installing Cal NotePad ............................................................................................................................................................... 24
Starting Cal NotePad ................................................................................................................................................................ 24
Protocol .................................................................................................................................................................................... 24
COMPARISON CALIBRATION ........................................................................................................................................................ 25
REALISING THE FOLLOWING FIXED POINTS: INDIUM, LEAD, ZINC, AND ALUMINIUM .................................................... 26
FREEZING THE TIN CELL ............................................................................................................................................................... 27
Typical Melt/Freeze Sequence .................................................................................................................................................. 28
CELL HANDLING ............................................................................................................................................................................. 29
CELL KIT........................................................................................................................................................................................ 29
Cell Basket (Short) General Assembly ...................................................................................................................................... 30
Type B Optimal Cell Basket General Assembly ........................................................................................................................ 31
Type C Optimal Cell Basket General Assembly ....................................................................................................................... 32
FAULT FINDING............................................................................................................................................................................... 33
Figure 1: Fluidised Bath Filter & Case General Arrangement ................................................................................................... 34
Figure 2: Fluidised Bath Air System ........................................................................................................................................... 35
Figure 3: Fluidised Bath Equalising Block Handbook Assembly ................................................................................................ 36
Figure 4: Test of Equalising Block Assembly ............................................................................................................................. 37
Calibration Tube ....................................................................................................................................................................... 38
Front & Rear Elevation of 875 Fluidised Bath Cabinet .............................................................................................................. 39
Page 2 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 3
GUARANTEE
This instrument has been manufactured to exacting standards and is guaranteed for twelve months against electrical
break-down or mechanical failure caused through defective material or workmanship, provided the failure is not the
result of misuse. In the event of failure covered by this guarantee, the instrument must be returned, carriage paid, to
the supplier for examination and will be replaced or repaired at our option.
FRAGILE CERAMIC AND/OR GLASS PARTS ARE NOT COVERED BY THIS GUARANTEE
INTERFERENCE WITH OR FAILURE TO PROPERLY MAINTAIN THIS INSTRUMENT MAY INVALIDATE THIS
GUARANTEE
RECOMMENDATION
The life of your ISOTECH Instrument will be prolonged if regular maintenance and cleaning to remove general dust
and debris is carried out.
We recommend that this instrument to be re-calibrated annually.
ISOTHERMAL TECHNOLOGY LTD.
PINE GROVE, SOUTHPORT
PR9 9AG, ENGLAND
TEL: +44 (0) 1704 543830/544611
FAX: +44 (0)1704) 544799
The company is always willing to give technical advice and assistance where appropriate. Equally, because of the
programme of continual development and improvement we reserve the right to amend or alter characteristics and
design without prior notice. This publication is for information only.
Page 3 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 4

Symbol Identification
Publication
Description
ISO3864
Caution (refer to handbook)
IEC 417
Caution, Hot Surface
EMC INFORMATION
This product meets the requirements of the European Directive on Electromagnetic Compatibility (EMC)
89/336/EEC as amended by EC Directive 92/31/EEC and the European Low Voltage Directive 73/25/EEC, amended
by 93/68/EEC. To ensure emission compliance please ensure that any serial communications connecting leads are
fully screened.
The product meets the susceptibility requirements of EN 50082-1, criterion B.
ELECTRICAL SAFETY
This equipment must be correctly earthed.
This equipment is a Class 1 Appliance. A protective earth is used to ensure the conductive parts cannot become live
in the event of a failure of the insulation.
The protective conductor of the flexible mains cable which is coloured green/yellow MUST be connected to a suitable
earth.
The blue conductor should be connected to Neutral and the Brown conductor to Live (Line).
Warning: Internal mains voltage hazard. Do not remove the panels.
There are no user serviceable parts inside. Contact your nearest Isotech agent for repair.
Voltage transients on the supply must not exceed 2.5kV.
Conductive pollution e.g. Carbon dust, must be excluded from the apparatus. EN61010 pollution degrees 2
ENVIRONMENTAL RATINGS
Operating Temperature 5-50°C
Relative Humidity 5-95%, non condensing
Page 4 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 5

CAUTIONARY NOTE
ISOTECH PRODUCTS ARE INTENDED FOR USE BY TECHNICALLY TRAINED AND COMPETENT
PERSONNEL FAMILIAR WITH GOOD MEASUREMENT PRACTICES.
IT IS EXPECTED THAT PERSONNEL USING THIS EQUIPMENT WILL BE COMPETENT IN THE MANAGEMENT
OF APPARATUS WHICH MAY BE POWERED OR UNDER EXTREMES OF TEMPERATURE. THEY MUST BE
ABLE TO APPRECIATE THE HAZARDS WHICH MAY BE ASSOCIATED WITH AND THE PRECAUTIONS TO BE
TAKEN WITH, SUCH EQUIPMENT.
Page 5 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 6

HEALTH AND SAFETY INSTRUCTIONS
1. Read this entire handbook before use.
2. Wear appropriate protective clothing.
3. Operators of this equipment should be adequately trained in the handling of hot and cold items and liquids.
4. Do not use the apparatus for jobs other than those for which it was designed, i.e. the calibration of
thermometers.
5. Do not handle the apparatus when it is hot (or cold), unless wearing the appropriate protective clothing and
having the necessary training.
6. Do not drill, modify or otherwise change the shape of the apparatus.
7. Do not dismantle the apparatus without disconnecting it from the supply and leaving time for it to reach
ambient temperatures.
8. Do not use the apparatus outside its recommended temperature range.
9. There are no user serviceable parts inside. Contact your nearest Isotech agent for repair.
10. Ensure materials, especially flammable materials are kept away from hot parts of the apparatus to prevent fire
risk.
11. Compressed air is dangerous and should only be used by competent, qualified personnel.
Page 6 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 7

INTRODUCTION
The 875 fluidised-powder calibration furnace has been developed to meet the need for a single medium to cover the
range 50°C to 700°C with good stability and uniformity. It represents a major step forward in temperature calibration
technology.
Fluidised furnaces normally consist of a container of aluminium oxide powder with a porous base-plate. Sufficient air
is passed through the plate to motivate the powder bed into a fluid-like state which means that it will flow, display
buoyancy effects and transfer heat well. However, unlike a fluid, it does not have a freezing or boiling point other
than those of the constituents of the system. This is a very valuable attribute and allows a wide temperature range to
be covered. Heat to the furnace is supplied using electrical immersion heaters.
The advantages of a fluidised bed furnace over traditional methods are:
i) Its operation does not involve evolution of toxic or inflammable fumes.
ii) It can cover a wide temperature range.
iii) It can have a large working volume.
iv) The fluidised medium can transfer heat much more efficiently than an air circulation furnace.
v) A fluidised furnace can have a rapid response to change in set point and lends itself to unattended automatic
operation.
Disadvantages of fluidised baths that have been encountered in the past include:
(i) Good temperature stability and uniformity could not be achieved in the fluidised medium, but were obtained by
inhibiting the fluidising action of the powder around the work pieces, either locally or completely, by collapsing
the bath at the desired temperature.
(ii) Furnaces leaked powder which migrated to other working areas.
(iii) Some units required air assisted exhaust systems with large flows (125 litres/min, 50 psi).
By design and careful control of the air and thermal systems, the 875 Advanced Calibration Furnace has minimised
these disadvantages. It spans a large temperature range (alternatively requiring three liquid baths); it can be used for
both the comparison method of calibration (using a standard thermometer) and the fixed point method (e.g. melting
point of zinc) by simply changing the thermometer carrier assembly (removal of which also gives access to the
furnace). It requires only a low-pressure, low-flow air supply, obtainable from portable electric air pumps. The
exhausted air passes out of the sealed furnace via a self-cleaning filter and is piped away, thereby ensuring a cleaner
working atmosphere.
Page 7 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 8

MAJOR FEATURES
1. The furnace is a sealed system; therefore, powder contamination of surrounding areas is eliminated, enhancing
flexibility of location.
2. Using a simple self-cleaning filter in a sealed system eases maintenance requirements on powder levels and
fume extraction systems.
3. A sealed system minimises ingress of moisture during non-operational periods. Moisture can cause
temperature instability and can give rise to significant amounts of steam when a furnace is operated after a
dormant period.
4. The air flow rate required is low because of the unique design features. This permits flexibility in the range of
air supplies applicable, from factory installations to small portable pumps.
5. The exhausted filtered air, having a small flow rate, can be piped outside the laboratory using a small bore
piping (plastic pipe downstream of 2 metres of copper pipe), or, if operating in less sensitive conditions can be
left to exhaust directly from filter outlet.
6. There are few moving parts, and none associated with the air and thermal systems controlling the furnace's
operation. The unit is more reliable and consistent than furnaces with electro-pneumatic air control systems.
7. The furnace is designed to be readily adaptable to suit most customer requirements and it can serve as a multi-
role calibration furnace.
8. The immersion depth of 470mm (18.5") has a temperature distribution good enough to enable long or large
devices to be calibrated.
9. The furnace's independence from peripheral equipment and its clean operation enable it to be easily moved on
its castors for use in alternative locations.
10. The furnace design is based on long experience of calibration.
Page 8 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 9

Overall Size:
Depth: 640mm
Width: 580mm
Height: 880mm (To top of body)
Height: 1570mm (overall)
Furnace Container:
Stainless Steel
Working Volume:
67mm diameter, 457mm deep
Temperature Range:
50°C to 700°C
Heaters:
3 x 1kW wired in parallel. Heated length of each is 2135mm
SPECIFICATION
Page 9 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 10

THEORY OF OPERATION
Temperature stability and uniformity is achieved in the 875 Fluidised Calibration Bath by the following means:-
1. Loss of heat from the container is minimised by effective insulation of its outer surfaces with high temperature
user friendly insulation.
2. A novel means of diminishing the mass flow of air to the furnace as its temperature increases has been
developed. This reduction is needed to counter-balance the volume expansion due to increasing the
temperature of the air towards that of the furnace. The method devised involves controlled pre-heating of
the air by passing it through a tube immersed in the fluidised powder. The air is then regulated to the
required flow rate by a calibrated orifice (patented). The technique requires no moving parts; self-adjustment
to the thermal conditions of the furnace results in a consistent and reliable performance.
3. The degree of fluidisation and the flow pattern throughout the fluidised medium have been more strictly
controlled than in conventional fluidised baths. In the 875 system, the fluidisation is graded across the furnace
to promote efficient heat transfer, mixing around the heaters and temperature stability at the work pieces.
The flow of the fluidised powder is confined to a fixed route by an internally mounted baffle tube which is
coaxial with the container (patented). The tube surrounds the work pieces and is similar in design to that
found in high-grade liquid calibration baths.
Page 10 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 11

UNPACKING AND INITIAL INSPECTION
Custom-designed packaging is used for this unit, but, as accidents can still happen in transit, you are advised, after
unpacking to inspect the unit for any sign of shipping damage and confirm that your delivery is in accordance with the
packing note and check list.
If you find any damage, or that part of the delivery is missing, immediately notify Isotech (or our agent) and the
carrier. Keep the packaging, if damaged, for possible inspection by an insurance assessor.
Page 11 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 12
ASSEMBLY
Please check that you have the following parts:
1. Main cabinet pre-commissioned with alumina powder.
2. Assembled filter unit.
3. Temperature controller unit.
4. Thermocouple connecting cable.
5. Electricity supply cable for bath.
6. 2kg of alumina powder.
7. Gasket and spares.
8. Handbook.
To transport the 875 Fluidised Bath, it is necessary to remove from the bath the assembled air filter in its outer cover
and to disconnect the controller.
Therefore, on arrival, you will need to reassemble these items as follows:
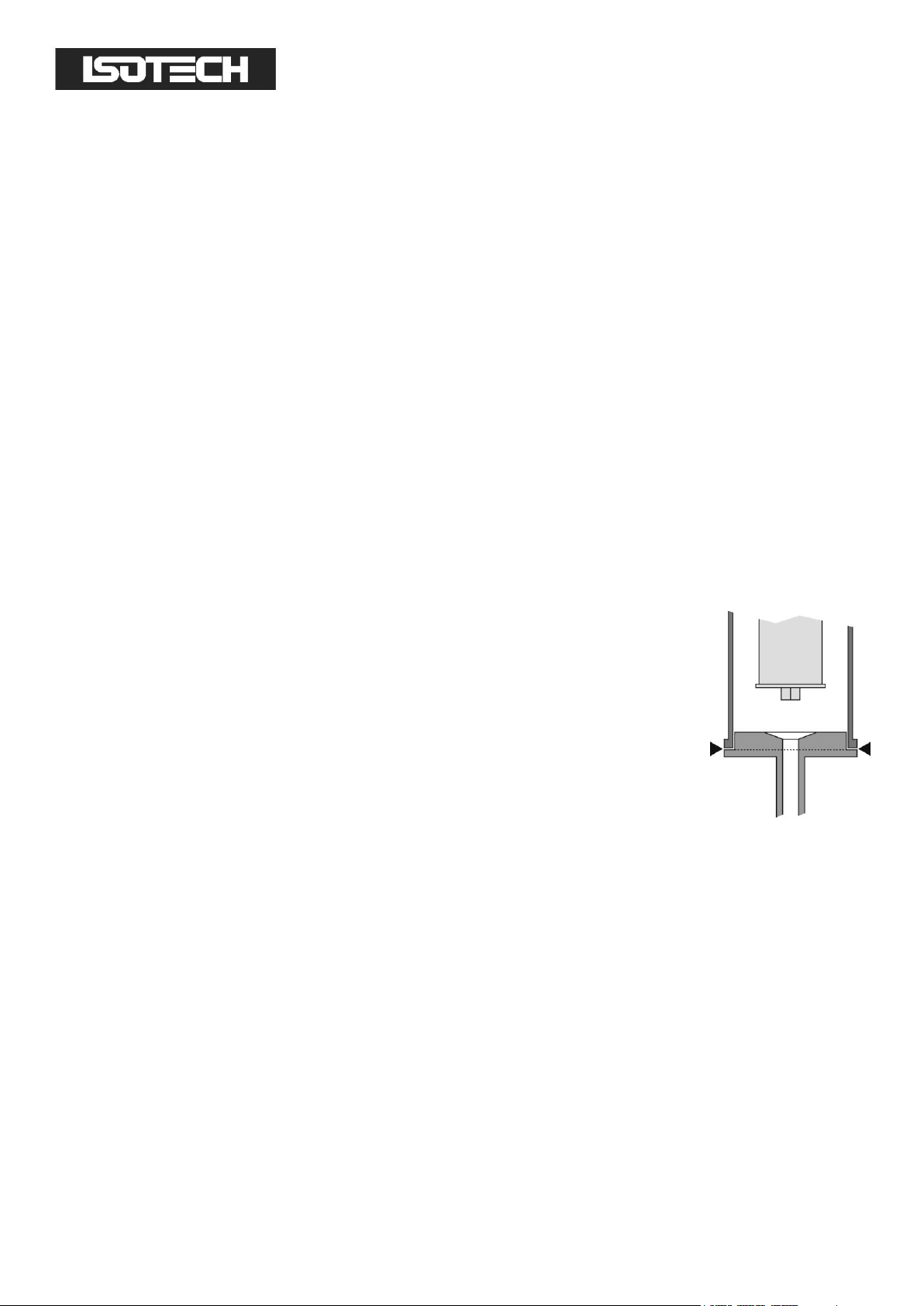
i) Remove the bung from the furnace exhaust outlet on top of the bath.
ii) Place the gasket around the base of the exhaust assembly as shown here.
iii) Place the outer cover of the filter assembly on the gasket and lock it into place using
the attached spring clips.
iv) Connect a metal tube to the outlet of the filter if it is intended to take the exhausted
air outside the immediate working environment. The outlet has an internal screwthread (¼" BSP) for this purpose.
v) Connect the temperature controller to the furnace, the furnace and controller to a suitable electrical supply
and the thermocouple cable between controller and furnace.
vi) Connect a clean, dry compressed air supply to the furnace (1.2 bar gauge, 50 litres/minute).
vii) This unit becomes very hot in use and should be sited accordingly.
Page 12 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 13

USING THE TEMPERATURE CONTROLLER
FRONT PANEL LAYOUT
The Temperature Controller
The controller has a dual display, the upper display indicates the nominal temperature, and the lower display indicates
the desired temperature or setpoint.
Altering the Setpoint
To change the setpoint of the controller simply use the UP and DOWN keys to raise and lower the setpoint to the
required value. The lower display changes to indicate the new setpoint.
ADVANCED CONTROLLER FEATURES
Setpoint Ramp Rate
By default the 875 Fluidised Bath it is configured to heat as quickly as possible. There may be some calibration
applications where it is advantageous to limit the heating (leave rate).
An example might be when testing bimetallic thermostats; by forcing them to heat at a controlled rate it is easier to
determine the temperature at which the thermostat changes state.
The 875 Fluidised Bath can have its heating and cooling rate limited with the Setpoint Ramp Rate feature. This feature
is accessed from the Scroll key. Depress the key until the display shows,
SPrr
On the Upper Display, the lower display will show the current value from OFF (default) to 999.9. The desired rate is
set here with the UP and DOWN keys, the units are °C/min.
Page 13 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 14

When the SPrr is active the controller display will show "RUN", the lower setpoint display will now automatically
update with the current value, known as the working setpoint. The setpoint can be seen by pressing either the UP
and DOWN key.
The Setpoint ramp rate operates when the bath is heating and cooling.
Instrument Address
The controller has a configurable "address" which is used for PC communications. Each instrument has an address;
this allows several instruments to be connected in parallel on the same communications bus. The default value is 1.
This address would only need to be changed if more than one Bath is connected to the same PC port.
To check the Address value press the scroll key until the top display indicates,
Addr
The lower display will show the current value that can be modified with the UP and DOWN keys.
Monitoring the Controller Status
A row of beacons indicate the controllers status as follows,
OP1 Heat Output
REM This beacon indicates activity on the PC interface
Units
Momentary pressing the Scroll key will show the controller units °C or °F.
Page 14 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 15

Display
shows
What it means
What to do about it
EE.Er
Electrically Erasable Memory Error:
The value of an operator or configuration
parameter has been corrupted
Consult Isotech
S.br
Sensor Break:
Input sensor is unreliable or the input signal is out
of range.
Consult Isotech
HW.Er
Hardware error :
Indication that a module is of the wrong type,
missing or faulty
Consult Isotech
LLLL
Out of Display range, low reading
Consult Isotech
HHHH
Out of Display range, high reading
Consult Isotech
Err1
Error 1: ROM self-test fail
Consult Isotech
Err2
Error 2: RAM self-test fail
Consult Isotech
Err3
Error 3: Watchdog fail
Consult Isotech
Err4
Error 4: Keyboard failure
Stuck button, or a button was pressed during
power up.
Switch the power off and then on without
touching any of the controller buttons.
Err5
Error 5: Input circuit failure
Consult Isotech
Pwr.F
Power failure. The line voltage is too low
Check that the supply to the controller is within
the rated limits
DIAGNOSTIC ALARMS
These indicate that a fault exists in either the controller, indicator or the connected sensor.
Controller Error Messages
The instruments include powerful diagnostics and in the unlikely event of an internal failure, or a sensor error, one of
the following error messages may be displayed.
Page 15 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 16

INITIAL RUNNING
1. Switch on the power to the furnace and to the controller and check that the "LOW AIR SUPPLY" warning
light (Fig. 6 - Front & Rear Elevation - drawing 875-20-02) is on.
2. Switch on the controller. The display should indicate the bath temperature (the heater light on the furnace
should remain off, regardless of the controller setting, until the correct air pressure is applied).
3. Switch on the air supply. The LOW AIR SUPPLY red light should extinguish (see note 1). The HEATING
ELEMENT light will come on when the controller is set to a temperature higher than that prevailing in the
bath.
4. Set the temperature to 120°C and allow the bath to run at this temperature for 1 hour to remove any residual
moisture. Make a note of the pressure and flow readings for future reference.
5. During this time, the LOW AIR SUPPLY and BLOCKED FILTER indicator lights should be monitored in case
moisture causes the filter to clog. If this happens, and tapping the side of the filter (see note 1 below) does not
relieve the situation, dismantle, clean and re-assemble the filter unit.
NOTES
1. The powder used in the furnace is very fine and can compact after periods of non-use. When re-fluidising the
furnace, the filter may become blocked; if this happens turn off the air and tap the filter until it is clear.
2. All the adjustments affecting the bath's performance were optimised at the factory and should not be radically
altered.
However, minor adjustment of controls might be applied in order to optimise performance at a particular
temperature.
Page 16 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 17

OPTIMISATION OF THE BATH'S PERFORMANCE
The bath can be used to calibrate thermometers both by comparison and by fixed point methods. The standard
single carrier tube (64mm diameter x 475mm deep) (Fig. 5 - Standard Calibration Tube - drawing 875-02-11) insert
can be used for both these methods. Also available is a 9-pocket insert, primarily intended for the comparison
calibration of thermocouples. A flange is incorporated in these inserts to enable them to be attached to the furnacetop.
For the comparison calibration of resistance thermometers, the standard insert should be used to house an equalising
block as shown in Fig. 3 - Equalising Block Assembly. To achieve greatest accuracy in calibration, the thermal mass of
the assembly should be large enough to reduce temperature fluctuation to ±0.02°C (short term) and ±0.04°C (long
term). It follows that the larger the thermal mass, the longer will be the time required for the thermometers to
stabilise to the set-point.
Page 17 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 18

MAINTENANCE
The purpose of the elapsed time indicator is to assist the organisation of routine checks and maintenance. SUCH
TASKS SHOULD BE UNDERTAKEN BY COMPETENT PERSONNEL ONLY.
1. Filter Checks
After every run, gently tap the filter housing to clear any particles adhering to the filter. Beware of the
temperature of the housing if the bath has been at an elevated temperature.
Every 200 hours of running, dismantle, inspect, clean and reassemble the filter. This period may be increased
or decreased dependent on your particular use of the bath.
2. Alumina Level
Initially, and every 500 hours thereafter, remove the carrier and check the level of the alumina powder.
Make sure that the powder is fully compacted. Its upper surface should be about 30mm below the upper end
of the inner baffle tube.
Switch on the air supply and make sure that the fluidised level is about 10-20mm above the baffle top with the
carrier removed.
If you wish to introduce another carrier, allowance must be made for any difference in volume.
To replace a probe-carrier or cell-carrier will probably require the bath to be lightly fluidised. BEWARE OF
EXCESSIVE AIR FLOW BECAUSE OF ITS EFFECT ON THE DISCHARGE OF AIR-BORNE PARTICLES
FROM THE OPEN FURNACE.
NB: Performance of the bath is critically dependent on the physical attributes of the alumina powder. To
meet the correct specification, please purchase replacement powder from Isotech.
3. Cool Down
To facilitate the cooling of the bath, leave the fluidisation system running after switching off the heaters.
4. Heater Check - isolate the bath from all electrical supplies
Every 500 hours, check that the heaters will deliver a total of 3kW; the combined resistance (cold) in parallel,
should be about 20Ω and confirmation of this will normally suffice as a test of correct heater operation.
Page 18 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 19

Setpoint
°C
Ambient
°C
Pressure
psi
Flow
litres per minute
For baths made before 1992
200
20
7-10
40-45
For baths made from 1992
onwards
200
20
10-15
20-30
AIR FLOW SETTINGS
The air flow has been preset at the factory but typical values are shown below:
These are approximate figures - all baths are different and are individually factory-set to give best all round
performance.
The flow through the bath indicates the amount and kind of fluidisation occurring and some adjustment may be
required if a different carrier is used.
Adjustment can be effected by altering the pressure. Care should be taken, because over- fluidising the bath can
affect maintenance times of the filter.
Page 19 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 20

SAFETY FEATURES
1. Low Air Supply Switch
This is preset to switch off the heaters should the fluidisation stop due to insufficient air supply.
2. Blocked Filter Switch
If the exhaust filter at the top of the bath becomes blocked, the pressure inside the bath will increase and this
will inhibit air flow and fluidisation. The blocked filter switch is set to switch off the heaters in this eventually
and indicate that the filter is blocked.
3. Thermal Fuse
If the controller should fail with the output on, then the temperature of the bath will continue to rise above
the maximum of 700°C. At 778°C, a silver/palladium fuse melts, operating a relay which disconnects the
heater supplies. The fuse is not reusable and will require replacement in the event of its melting.
Replacement of the fuse is effected by DISCONNECTING ALL ELECTRICAL SUPPLIES, removing the front
panel, withdrawing the fuse assembly and replacing it with another, either bought locally or from Isothermal.
This work should be carried out by competent personnel only.
The fuse is there for your protection and the initial fault that should cause the fuse to blow must be repaired
before powering the furnace up again. If in doubt contact Isotech or your nearest distributor.
Page 20 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 21

ACCURACY OF MEASUREMENT, FIXED POINT METHOD
A. Stability
"The ability of a measurand to maintain constant its metrological characteristics".
The 875 Fluidised Bath can be used (to realise part of ITS-90) with a single re-entrant closed ended tube to
house freeze point cells of Indium, Tin, Zinc or Aluminium (Fig. 5). Using these cells, stabilities of 0.1 to 2mK
can be expected during the first 50% of a freeze.
B. Measurement Uncertainty
"An estimate characterizing the range of values within which the true value of a measurand lies".
Measurement using a Class 1 calibrated thermometer can give uncertainties as low as ±1 mK.
C. Dissimilar Probes
The effects of conduction, sensor immersion and sensor reproducibility must be taken into account when
assessing the apparent errors in calibration results.
For a discussion of common errors in temperature measurement, see “Isotech Journal of Thermometry”, Vol.
3 No. 1 (2nd quarter 1992), p19 et seq.
TOTAL ACCURACY OF MEASUREMENT
"The closeness of the agreement between the result of a measurement and the value of the measurand".
This value will be a statistical combination of A, B & C above.
Page 21 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 22

USING THE PC INTERFACE
The bath includes an RS422 PC interface and a special converter cable that allows use with the a standard RS232 port.
When using the bath with an RS232 port it is essential that this converter cable is used. Replacement cables are
available from Isotech, part number ISO-232-422. A further lead is available as an option, Part Number ISO-422-422
lead which permits up to 5 instruments to be daisy chained together.
The benefit of this approach is that a number of calibration baths may be connected together in a "daisy chain"
configuration - and then linked to a single RS232, see diagram.
Note: The RS 422 standard specifies a maximum lead length of 1200M (4000ft). A true RS422 port will be required to
realise such lead lengths. The Isotech conversion leads are suitable for maximum combined lead lengths of 10M that is
adequate for most applications.
Connections
For RS232 use simply connect the Isotech cable, a 9 to 25 pin converter is included to suit PCs with a 25 pin serial
converter.
RS422 Connections
Pin Connection
4 Tx+ A
5 Tx- B
8 Rx+ A
9 Rx- B
1 Common
Using the Interface
The models are supplied with Cal NotePad as standard. This easy to use package is compatible with MS Windows 9x.
A handbook for Cal NotePad can be found on the first installation disk in Adobe PDF format. If required a free Adobe
PDF reader can be downloaded from, www.adobe.com.
Page 22 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 23

CAL NOTEPAD
Cal Notepad can be used to log and display values from the bath and an optional temperature indicator.
Minimum System Requirements
CNP requires Windows 95/98, a minimum of 5Mb of free hard drive space and free serial ports for the instruments to
be connected.
Development
CNP was developed by Isothermal Technology using LabVIEW from National Instruments.
License
Use of the Cal NotePad software program "CNP" is as granted in this license agreement. In using the CNP software
the user "licensee" is agreeing to the terms of the license. You must read and understand the terms of this license
before using CNP.
1, This license permits licensee to use CNP software on a single computer. The user may make copies for backup and
archival purposes freely as long as the software is only ever in use on a single computer at any one time. Please
enquire about multi-user licenses.
2, CNP is protected by international copyright laws and treaties. CNP must not be distributed to third parties.
3, CNP must not be reversed engineered, disassembled or de-compiled. Licensee may transfer the software to a third
party provided that no copies or upgrades of CNP are retained.
4, It is the responsibility of the user to ensure the validity of all stored results and printed certificates. Isothermal
Technology Ltd accept no responsibility for any errors caused by inappropriate use, incorrect set up or any other
cause; including defects in the software.
5, Limited Warranty. Isothermal Technology warrants that CNP will perform substantially as described in this manual
for a period of 90 days from receipt. Any distribution media will under normal used be guaranteed for a period of 90
days.
NO OTHER WARRANTIES, EXCEPT AS STATED ABOVE. The software and documentation is provided "as is"
without warranty of any kind and no other warranties (either expressed or implied) are made with regard to CNP.
Isothermal Technology does not warrant, guarantee or make any representations regarding the use or results of the
use of the software or documentation and does not warrant that the operation of CNP will be error free.
In no event will Isothermal Technology, its employees, agents or other associated people be liable for direct, indirect,
incidental or consequential damages, expenses, lost profits, business interruption, lost business information or other
damages arising out the use or inability to use CNP. The license fee reflects this allocation of risk.
CNP is not designed for situations where the results can threaten or cause injury to humans.
Page 23 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 24

Installing Cal NotePad
1. Insert CNP DISK 1 into the disk drive
2. Click on the START button on the task bar, select RUN, type A:\SETUP (Where A: is your drive letter) then
click OK
3. Follow the prompts which will install the application and necessary LabVIEW run time support files.
4. Should you ever need to uninstall the software then use the Add/Remove Programs option from the Control
Panel.
Starting Cal NotePad
From a Standard Installation:
Click the START button
Highlight PROGRAMS
Select Isotech - Select Calpad
Protocol
The instruments use the "Eurotherm EI BiSynch Protocol"
If required, e.g. for writing custom software the technical details are available from our website at,
www.isotech.co.uk/refer.html
Page 24 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 25

COMPARISON CALIBRATION
A. Stability
"The ability of a measurand to maintain constant its metrological characteristics".
An SPRT placed directly into the alumina powder showed typical values as follows:
Short term : ±0.1 to 0.2C
Long term : ±0.2 to 0.4C
B. Measurement Uncertainty
"An estimate characterizing the range of values within which the true value of a measurand lies".
The 875 Fluidised Bath, when used as a comparison bath with our most recent design of equalizing block will
accommodate an SPRT in the centre. If the SPRT has a Class 1 Calibration, uncertainties of between 0.02°C
and 0.05°C are possible over the temperature range 100°C to 700°C.
C. Temperature Distribution
4 additional pockets are available in the block for industrial sensor calibration.
A Class 1 SPRT was measured in each of the pockets in turn. The temperature derived from each
measurement was compared with that of an SPRT in the central pocket. The differences in temperatures
were taken to represent the temperature distribution within the block assembly, typical maximum values
being ±0.01°C at 450°C.
D. Dissimilar Probes
The effects of stem conduction, sensor immersion and sensor reproducibility must be taken into account
when assessing the apparent errors in calibration results.
For a discussion of common errors in temperature measurement, see Isotech Journal of Thermometry, Vol. 3
No. 1 (2nd quarter 1992), p 19 et seq.
E. Total Accuracy of Measurement
"The closeness of the agreement between the result of a measurement and the value of the measurand".
This value will be a statistical combination of A, B, C and D above.
Page 25 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 26

REALISING THE FOLLOWING FIXED POINTS: INDIUM, LEAD, ZINC,
AND ALUMINIUM
These metals are characterised by a relatively short supercool (supercool is the characteristic of a freezing pure metal
to remain liquid at a temperature below that at which the solid melts). The supercool of these metals can be
expected to be less than 0.5°C.
The cell is placed in the furnace, suitable insulation and cover added and a monitoring thermometer inserted. The
furnace controller is set 5°C to 10°C above the expected melt temperature. The temperature rise is monitored with
a bridge and/or recorder connected to the thermometer.
Following the melt arrest, the temperature of the cell will rise to the controlled temperature. The metal in the cell is
now entirely in the liquid phase and may be maintained in this condition for any desired period of time, for example,
to accommodate to a calibration schedule.
To freeze, the furnace controller is set below the actual freeze temperature (for pure metals, melt and freeze
temperatures are theoretically identical). The suggested setting is 1°C below the freeze temperature; this is,
assuredly, below the bottom of the supercool. The furnace is allowed to cool to this new setpoint temperature,
taking typically 30 to 45 minutes to do so.
When the monitor indicates that the cell is at, or below, its freeze temperature, the monitor is removed to a rack and
replaced by a cold rod of quartz. This initiates nucleation. After 2 minutes the rod can be removed and replaced by
the monitor again.
This procedure creates a radial freeze from the inside and outside walls of the cell towards the centre.
If the cell is left too long in the furnace without initiating the freeze as described above, nucleation will occur and the
cell will begin to freeze from the bottom of the cell upwards.
This will result in a short, imperfect, plateau and, moreover, give an incorrect value of freeze point (typically 10mK
below that expected).
Depending upon factors such as furnace control and the number of thermometers successively loaded into the cell,
plateau durations between an hour and many hours may be achieved. Thermometers may be preheated prior to
transfer to the cell. A pocket is provided in the furnace for this purpose. It is wise to ascertain from time to time that
the plateau is still in existence, by checking the cell temperature with the monitoring thermometer at intervals within
the measurement sequence. Let us suppose that Thm is the monitoring thermometer and Th1...n are thermometers to
be calibrated. If n=2 a suitable sequence might be
Thm, Th1, Thm, Th2, Thm
and if n=4
Thm, Th1, Th2, Thm, Th3, Th4, Thm
The Thm measured last should be equal in indication to that of the Thm measured first to ensure that the plateau has
been present for Th1, etc.
At the temperatures of Indium, Lead and Zinc it is generally permissible to withdraw a thermometer, of type Isotech
909, directly into room temperature. At the Aluminium Point, the thermometer must be cooled slowly to 450°C.
See the 909 handbook.
Page 26 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 27

FREEZING THE TIN CELL
Realisation of the Tin plateau is accomplished in a manner similar to those of Indium, Lead and Zinc with the following
exception.
Tin can supercool as much as 10°C. If the furnace were allowed to cool to the nucleation point, it would probably not
recover in time to realise the plateau.
Following melt; reduce the temperature of the furnace to a few tenths of a degree below the anticipated freeze
plateau temperature. Prior to supercool, and with the thermometer still in place, withdraw the cell in its Inconel
basket, from the furnace. Suspend the basket (with cell) in ambient air. Continue monitoring until the temperature
begins to rise. Return the cell to the furnace, remove the monitor thermometer and replace with a cold quartz rod.
After 2 minutes remove the rod and replace the thermometer. When the monitoring thermometer has shown no
change for some minutes, the plateau has been achieved.
A typical melt/freeze sequence is shown overleaf.
A USEFUL HINT
When first creating freezes use large under settings - typically 3 to 5°C BELOW the freeze plateau. The result will be
a shorter freeze time than ideal, but will engender confidence in establishing a plateau. Once familiar with the
procedure using coarse settings, on subsequent exercises bring the setting of the controller closer to the known
freeze temperature to increase the plateau length.
Page 27 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 28

Typical Melt/Freeze Sequence
A Initial temperature rise
B Temperature arrest during melt
C Furnace-controlled temperature
D Temperature drop caused by furnace controller adjustment
E Depth of supercool (particularly pronounced for tin)
F Plateau showing constant temperature during freeze
G Temperature drop after completion of freeze
Page 28 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 29

CELL HANDLING
In order to facilitate introduction to, and removal from, the furnace, Isotech provides, for each cell, supplementary
equipment largely comprising an Inconel basket with detachable handle.
To prevent the cell-surface becoming discoloured, it is recommended that, before using the cell, the basket and
insulation be placed in the furnace and the furnace be taken to above the cell working temperature for at least 2
hours. This operation outgases the basket and insulation, which may smoke and discolour during this first
temperature excursion. The cell can then be inserted into the basket in readiness for use. If removing the cell with a
thermometer in its pocket (e.g. tin cell), extreme caution is necessary in applying support by means of the diametrallypivoted handle. The handle will need to be maintained in a non-vertical plane while being used for removing and
replacing the assembly.
CELL KIT
Basket, handles and ceramic insulators.
Sketches show the recommended assembly of the cell basket (and insulation discs) in a furnace core.
Page 29 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 30

Cell Basket (Short) General Assembly
Page 30 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 31

Type B Optimal Cell Basket General Assembly
Page 31 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 32

Type C Optimal Cell Basket General Assembly
Page 32 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 33

FAULT FINDING
1. Inoperability of Furnace
Check the following:
(i) That the furnace is connected to the electricity supply.
ii) That there is an air supply to the furnace (the low air light should indicate this).
(iii) That the controller is connected (including the thermocouple cable) to the bath and to the
electricity supply.
(iv) That the controller set-point is higher than the current bath temperature.
(v) Electrical continuity of the thermocouple and cable.
(vi) That the heaters and thermal fuse are all intact (by resistance measurement with POWER
ISOLATED).
NOTE: The amber neon light indicates the presence of the supply electricity to the heater and will function
even in the event of heater failure. If the light fails to illuminate because it is faulty, the heaters will still be
energised. These contingencies should be borne in mind when heater failure is suspected.
2. Failure (or Insufficiency) of Air Supply
Check the following possible causes:
(i) Blockage of air inlet filter or pipework (low flow indicator).
(ii) Blockage of main filter.
(iii) Insufficiency of supply.
(iv) Leakage in pipework.
3. Instability of Control
Check the following:
(i) Air pressure and flow (including possible influence of filter condition).
(ii) Heater integrity.
(iii) Controller Settings.
(iv) Absence of earth-loops in instrumentation.
(v) Suitability of probe carrier.
(vi) Powder level and condition.
4. Leakage of Powder from Exhaust
Check the following:
(i) Presence and integrity of filter.
(ii) Integrity of gasket and mating of filter unit flanges.
(iii) Securing nut at end of filter assembly, especially when running at high temperatures.
Page 33 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 34

Figure 1: Fluidised Bath Filter & Case General Arrangement
Page 34 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 35

Figure 2: Fluidised Bath Air System
Page 35 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 36

Figure 3: Fluidised Bath Equalising Block Handbook Assembly
Page 36 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 37

Figure 4: Test of Equalising Block Assembly
Page 37 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 38

Calibration Tube
Page 38 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
Page 39

Front & Rear Elevation of 875 Fluidised Bath Cabinet
Page 39 of 39
Fluidized Calibration Bath Model 875 Iss.05 – 05/12
 Loading...
Loading...