

Ingersoll-Rand 8245-B, 8345-B User Manual
SECTION
Tool Products
OPERATOR’S MANUAL
INCLUDING: OPERATION, INSTALLATION & MAINTENANCE
BANT-A-MATIC® SELF-FEED DRILLS
MANUAL
Released: 3-l 1-88
Revised: 1 l-l 7-95
Form:
Models
8245-B(
)-( ) and
8345-B( )-( )
IMPORTANT: READ THIS MANUAL CAREFULLY BEFORE INSTALLING,
OPERATING OR SERVICING THIS EQUIPMENT.
M102
12
3261-2
OPERATING PRECAUTIONS
Keep hands and clothing away from rotating end of tool.
l
Wear suitable eye protection while operating tool.
l
Disconnect air supply from tool before removing/installing bit
l
or performing other maintenance procedures.
ROUTINE LUBRICATION REQUIREMENTS
Lack of or an excessive amount of lubrication will affect the performance and life of this tool. Use only recommended lubricants at
below time intervals:
EVERY 8 HOURS OF TOOL OPERATION
- Fill lubricator reser-
voir of recommended F.R.L. with spindle oil (29665).
EVERY 160 HOURS OF TOOL OPERATION
- Inject NLGI #1
“EP” grease (33153) 1 to 2 strokes, thru grease fitting in gear
housing. NOTE: Spindle must be extended from outer sleeve suf-
ficiently to expose grease fitting in gear housing. Gearing should
contain approximately 1/8 oz. (3.5 g) of grease.
AIR SUPPLY REQUIREMENTS
For maximum operating efficiency, the following air supply specifi-
cations should be maintained to this air tool:
l
AIR PRESSURE - 90 PSIG (6 bar)
l
AIR FILTRATION - 50 micron
l
LUBRICATED AIR SUPPLY
l
HOSE SIZE - 5/16” (8 mm) I.D.
An ARO@ model C28231-810 air line FILTER/REGULATOR/LUBRICATOR (F.R.L.) is recommended to maintain the above air
supply specifications.
MOUNTING
The nose end of the outer sleeve (41) is provided with 1-7/16” -
18 L.H. threads [remove thread guard (47) for use] and a 1-7/1 6” x
1/2” long pilot diameter for fixture mounting. Foot and flange type
mounting brackets are available for tool mounting.
RECOMMENDED LUBRICANTS
After disassembly is complete, all parts, except sealed or shielded
bearings, should be washed with solvent. To relubricate parts, or
for routine lubrication, use the following recommended lubricants:
Where Used ARO Part #
Air Motor
“O” Rings & Lip Seals
Gears and Bearings
29665
36460
33153 5
Prescription
1 qt. Spindle Oil
4
oz. Stringy Lubricant
lb. “EP” - NLGI #1 Grease
SET-UP PROCEDURE
WARNING: Keep clear of rotating end of unit with hands and/or
clothing. Keep fingers/hands from being pinched between housing or valves and adjustment screws and/or trip bracket.
l
Loosen two screws (29) and remove cover (1).
0
Allow a minimum distance of 1/4” between the drill point of the
unit and the workpiece. This is necessary for the air motor to
start and reach free speed before the drill point touches the
workpiece.
a
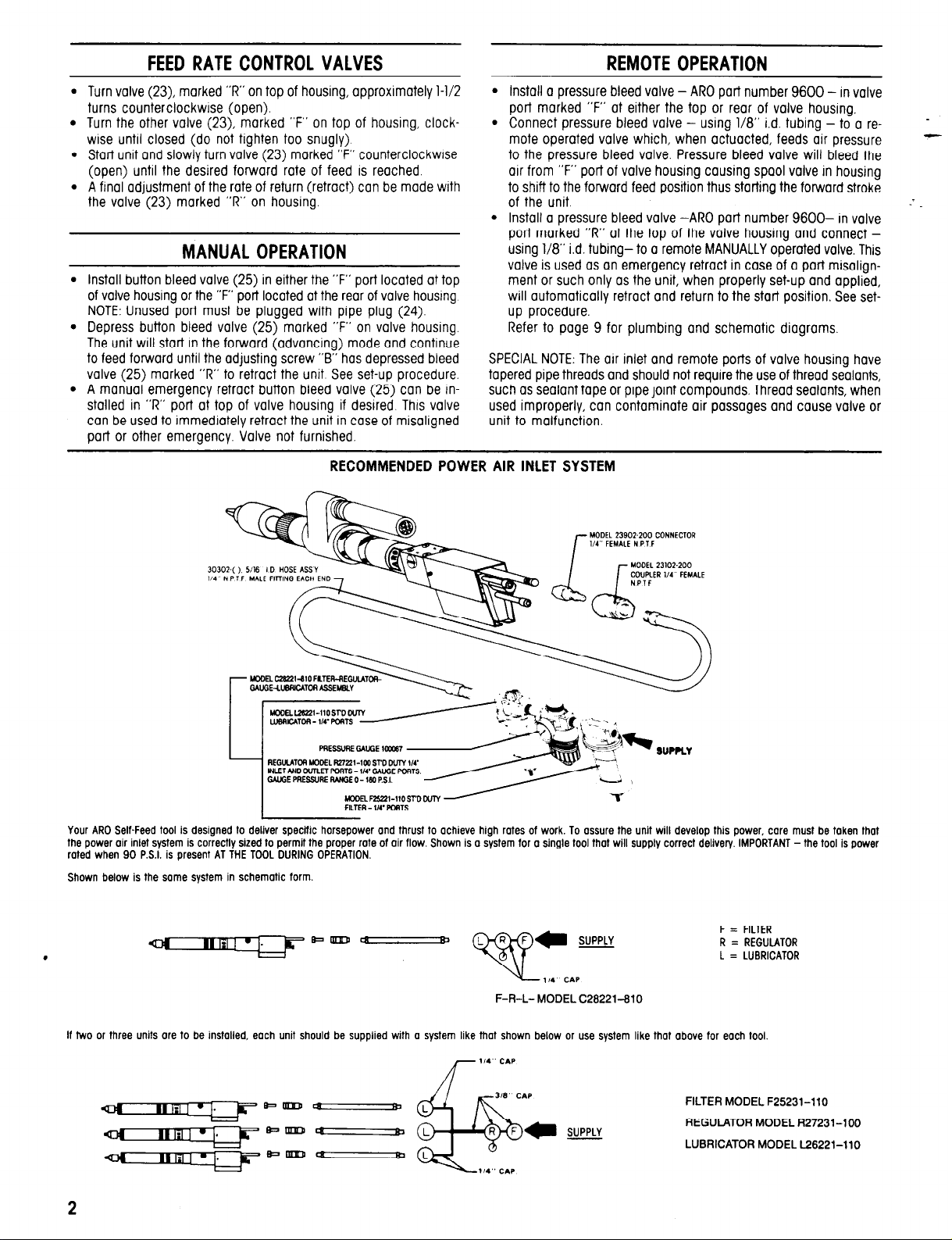
Determine the TOTAL STROKE LENGTH the drill must travel
to perform the drilling operation -see illustration below.
a
Loosen jam nut (8) and turn adjustment screw “A” so the dis-
tance between the end of the screw and the stud (26) equals
the total stroke length.
l
Tighten jam nut (8).
l
Loosen jam nut (8) and turn adjustment screw “B” (valve in-
head models only) so the distance between the end of the
screw and the button bleed valve (25) is slightly GREATER
than the distance set for adjustment screw “A”.
0
Start and let the unit advance until the adjustment screw “A”
makes contact with the stud (26).
a
Carefully, and be aware that the unit is going to retract, turn the
adjustment screw “B” until it depresses the button bleed valve
(25) enough to cause the unit to retract.
l
Tighten jam nut (8).
l
See “FEED RATE CONTROL VALVES”, page 2.
DEPTH OF DRILLING OPERATION
THIS DISTANCE MUST E
TOTAL STROKE LENGTH
For parts and service information, contact your local ARO distributor, or the Customer Service Dept. of the Ingersoll-Rand Distribution
Center, White House, TN at PH: (615) 672-0321, FAX: (615) 672-0801.
ARO Tool Products
Ingersoll-Rand Company
1725 U.S. No. 1 North l P.O. Box 8000 l Southern Pines, NC 28388-8000
01995
THE ARO CORPORATION PRINTED
IN
U.S.A.
FEED RATE CONTROL VALVES
Turn valve (23), marked “R” on top of housing, approximately 1-1/2
l
turns counterclockwise (open).
l Turn the other valve (23), marked “F” on top of housing, clock-
wise until closed (do not tighten too snugly).
Start unit and slowly turn valve (23) marked “F” counterclockwise
l
(open) until the desired forward rote of feed
A final adjustment of the rate of return (retract) con be made with
l
IS
reached.
the valve (23) marked “R” on housing.
MANUAL OPERATION
Install button bleed valve (25) in either the “F” port located at top
l
of valve housing or the “F” port located at the rear of valve housing
NOTE: Unused port must be plugged with pipe plug (24).
l Depress button bleed valve (25) marked “F” on valve housing.
The unit will start in the forward (advancing) mode and continue
to feed forward until the adjusting screw “B” has depressed bleed
valve (25) marked “R” to retract the unit See set-up procedure.
l A manual emergency retract button bleed valve (25) con be In-
stalled in “R” port at top of valve housing if desired This valve
con be used to immediately retract the unit in case of misaligned
port or other emergency. Valve not furnished.
RECOMMENDED POWER AIR INLET SYSTEM
REMOTE OPERATION
Install a pressure bleed valve - ARO port number 9600 - In valve
port marked “F” at either the top or rear of valve housing.
Connect pressure bleed valve - using 1/8” i.d. tubing - to a re-
mote operated valve which, when actuacted, feeds oil pressure
to the pressure bleed valve. Pressure bleed valve will bleed the
air from “F” port of valve housing causing spool valve in housing
to shift to the forward feed position thus starting the forward stroke
of the unit
Install a pressure bleed valve -ARO part number 9600- in valve
port marked “R” at the top of the valve housing and connect using 1/8” i.d. tubing- to o remote MANUALLY operated valve. This
valve is used OS an emergency retract in case of a part misalignment or such only OS the unit, when properly set-up and applied,
will automatically retract and return to the start position. See setup procedure.
Refer to page 9 for plumbing and schematic diagrams.
SPECIAL NOTE: The air inlet and remote ports of valve housing hove
tapered pipe threads and should not require the use of thread sealants,
such OS sealant tape or pipe joint compounds. Thread sealants, when
used improperly, can contaminate air passages and cause valve or
unit to malfunction.
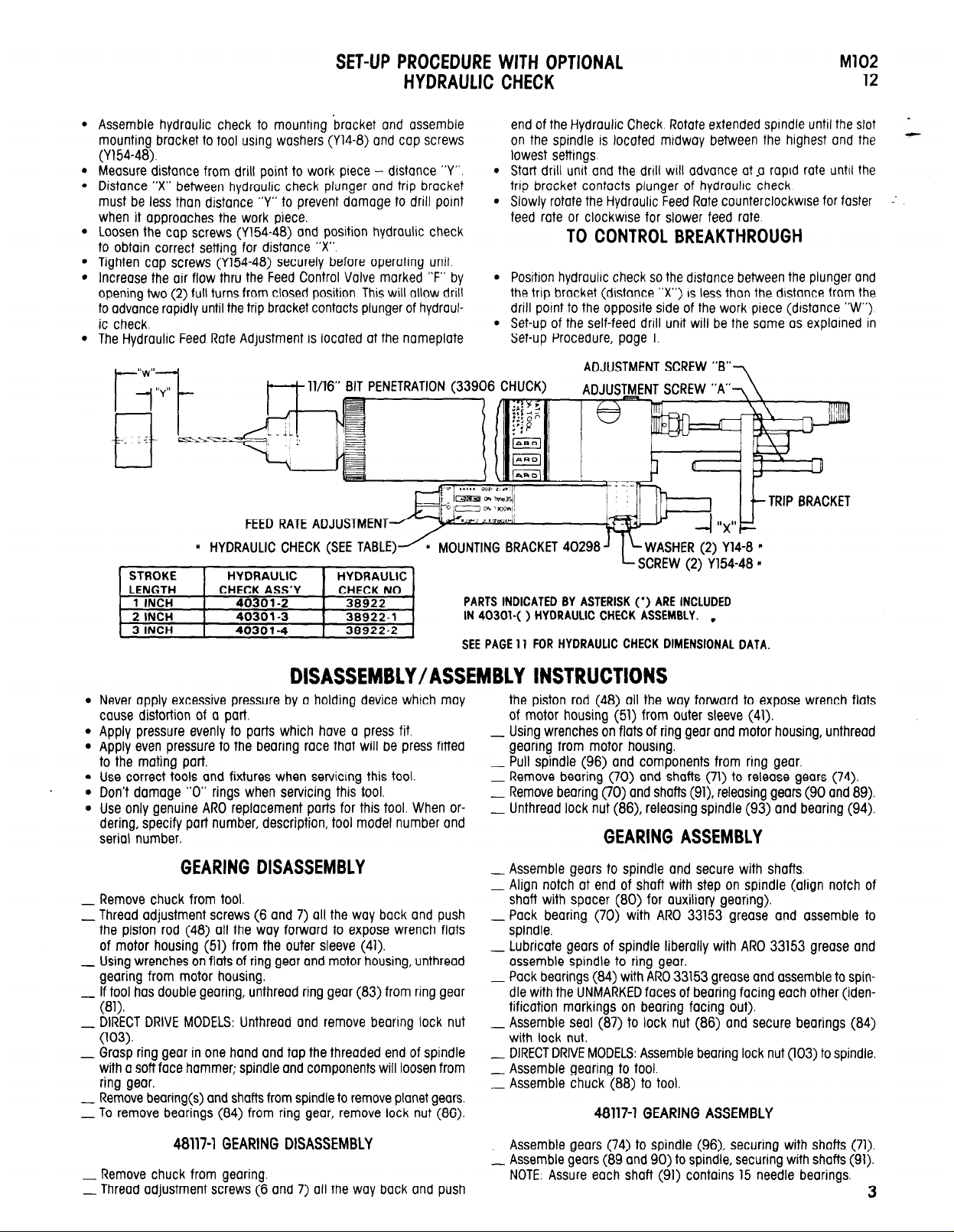
Your ARO Self-Feed tool is designed to deliver specific horsepower and thrust to achieve high rates of work. To assure the unit will develop this power, care
the power air inlet system is correctly sized to permit the proper rate of air flow. Shown is a system for a single tool that will supply correct delivery. IMPORTANT
rated when 90 P.S.I. is present AT THE TOOL DURING OPERATION.
Shown below is the same system in schematic form. Shown below is the same system in schematic form.
F = FILTER
R = REGULATOR
L = LUBRICATOR
It two or three units ore to be instolled, each unit should be supplied with a system like that shown below or use system like that above for each tool
FILTER MODEL F25231-110
REGULATOR MODEL R27231-100
LUBRICATOR MODEL L26221-110
must be token that
- the tool is power
SET-UP PROCEDURE WITH OPTIONAL
HYDRAULIC CHECK
M102
12
Assemble hydraulic check to mounting bracket and assemble
mounting bracket to tool using washers (Y14-8) and cap screws
(Y154-48).
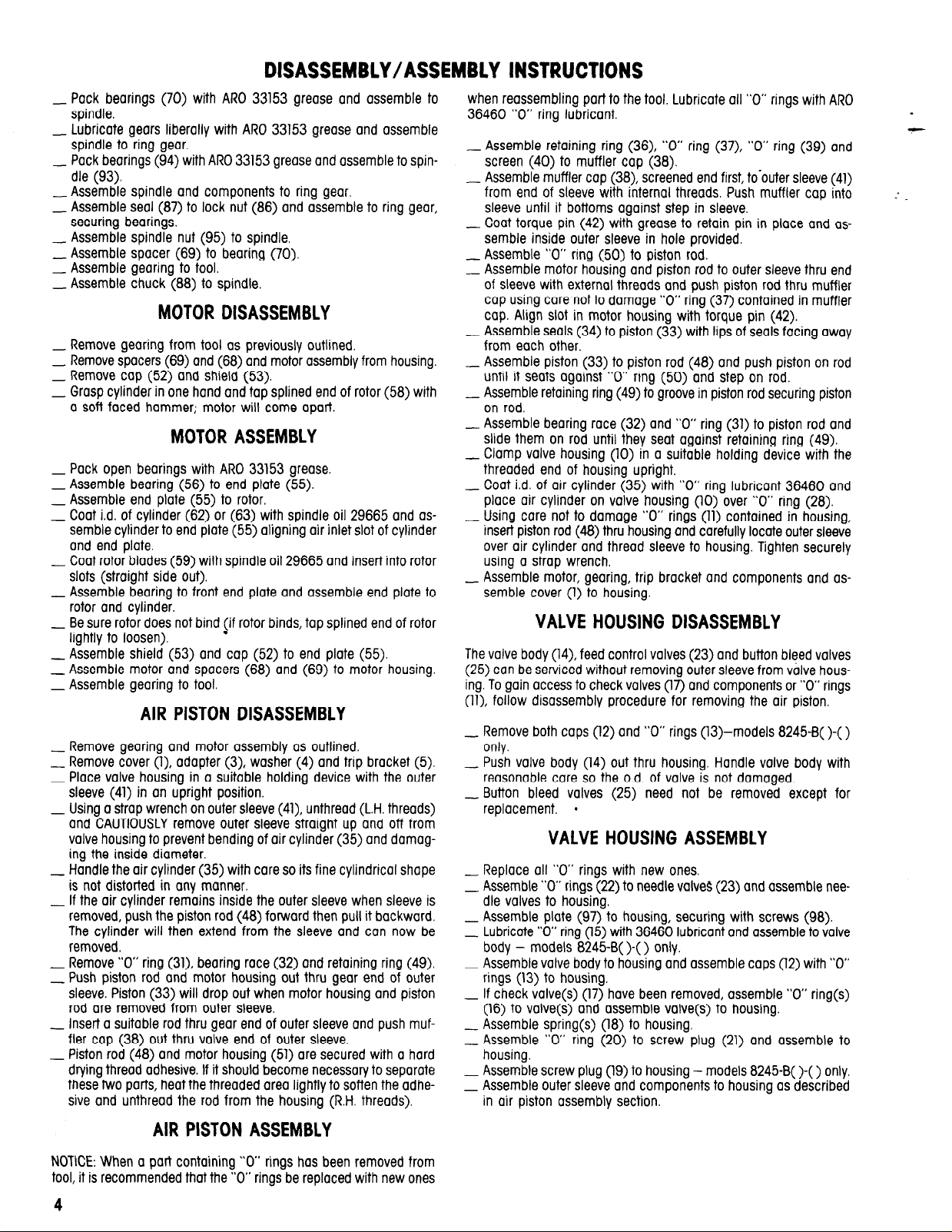
Measure distance from drill point to work piece - distance “Y”.
Distance “X” between hydraulic check plunger and trip bracket
must be less than distance “Y” to prevent damage to drill point
when it approaches the work piece.
Loosen the cap screws (Y154-48) and position hydraulic check
to obtain correct setting for distance “X”.
Tighten cap screws (Y154-48) securely before operating unit.
Increase the air flow thru the Feed Control Valve marked “F” by
opening two (2) full turns from closed position. This will allow drill
to advance rapidly until the trip bracket contacts plunger of hydraul-
ic check.
The Hydraulic Feed Rate Adjustment is located at the nameplate
11/16” BIT PENETRATION (33906 CHUCK)
FEED RATE ADJUSTMENT
l
HYDRAULIC CHECK (SEE TABLE)
MOUNTING BRACKET 40298
end of the Hydraulic Check Rotate extended spindle until the slot
on the spindle is located midway between the highest and the
lowest settings
l
Start drill unit and the drill wiII advance at a rapid rate until the
trip bracket contacts plunger of hydraulic check
l
Slowly rotate the Hydraulic Feed Rate counterclockwise for faster
feed rate or clockwise for slower feed rote
TO CONTROL BREAKTHROUGH
l
Positron hydraulic check so the distance between the plunger and
the trip bracket (distance “X”) IS less thon the distance from the
drill point to the opposite side of the work piece (distance “W”)
l
Set-up of the self-feed drill unit will be the some as explained in
Set-up Procedure, page 1.
ADJUSTMENT SCREW “B”
7
.
ADJUSTMENT SCREW
i
“A”-,
-
-
.
Never apply excessive pressure by a holding device which may
cause distortion of a part
.
Apply pressure evenly to parts which have a press fit.
.
Apply even pressure to the bearing race that will be press fitted
to the mating part.
.
. .
Use correct tools and fixtures when servicing this tool.
Don’t damage “0” rings when servicing this tool.
.
Use only genuine ARO replacement parts for this tool. When ordering, specify pat-t number, description, tool model number and
serial number.
GEARING DISASSEMBLY
_ Remove chuck from tool.
_ Thread adjustment screws (6 and 7) all the way back and push
the piston rod (48) all the way forward to expose wrench flats
of motor housing (51) from the outer sleeve (41).
Using wrenches on flats of ring gear and motor housing, unthread
- gearing from motor housing.
If tool has double gearing, unthread ring gear (83) from ring gear
- (81).
DIRECT DRIVE MODELS: Unthread and remove bearing lock nut
- (103).
_ Grasp ring gear in one hand and tap the threaded end of spindle
with a soft face hammer; spindle and components will loosen from
ring gear.
Remove bearing(s) and shafts from spindle to remove planet gears.
- To remove bearings (84) from ring gear, remove lock nut (86).
PARTS INDICATED BY ASTERISK (*) ARE INCLUDED
IN 40301-( ) HYDRAULIC CHECK ASSEMBLY. ,
SEE PAGE 11 FOR HYDRAULIC CHECK DIMENSIONAL DATA.
the piston rod (48) all the way forward to expose wrench flats
of motor housing (51) from outer sleeve (41).
Using wrenches on flats of ring gear and motor housing, unthread
- gearing from motor housing.
Pull spindle (96) and components from ring gear.
- Remove bearing (70) and shafts (71) to release gears (74).
Remove bearing (70) and shafts (91), releasing gears (90 and 89).
- Unthread lock nut (86), releasing spindle (93) and bearing (94).
GEARING ASSEMBLY
_ Assemble gears to spindle and secure with shafts
Align notch at end of shaft with step on spindle (align notch of
- shaft with spacer (80) for auxiliary gearing).
Pack bearing (70) with ARO 33153 grease and assemble to
-
spindle.
Lubricate gears of spindle liberally with ARO 33153 grease and
assemble spindle to ring gear.
Pack bearings (84) with ARO 33153 grease and assemble to spin-
- dle with the UNMARKED faces of bearing facing each other (iden-
tification markings on bearing facing out).
_ Assemble seal (87) to lock nut (86) and secure bearings (84)
with lock nut.
DIRECT DRIVE MODELS: Assemble bearing lock nut (103) to spindle.
- Assemble gearing to tool.
_ Assemble chuck (88) to tool.
48117-1 GEARING ASSEMBLY
48117-1 GEARING DISASSEMBLY
Remove chuck from gearing.
- Thread adjustment screws (6 and 7) all the way back and push
_ Assemble gears (74) to spindle (96), securing with shafts (71).
_ Assemble gears (89 and 90) to spindle, securing with shafts (91).
NOTE: Assure each shaft (91) contains 15 needle bearings.
3
DISASSEMBLY/ASSEMBLY INSTRUCTIONS
Pack bearings (70) with ARO 33153 grease and assemble to when reassembling part to the tool. Lubricate all “O” rings with ARO
spindle. 36460 “0” ring lubricant.
Lubricate gears liberally with ARO 33153 grease and assemble
spindle to ring gear.
Pack bearings (94) with ARO 33153 grease and assemble to spin-
- dle (93).
_ Assemble spindle and components to ring gear.
_ Assemble seal (87) to lock nut (86) and assemble to ring gear,
securing bearings.
Assemble spindle nut (95) to spindle.
1 Assemble spacer (69) to bearing (70).
_ Assemble gearing to tool.
_ Assemble chuck (88) to spindle.
MOTOR DISASSEMBLY
_ Remove gearing from tool as previously outlined,
Remove spacers (69) and (68) and
1 Remove cap (52) and shield (53).
_ Grasp cylinder in one hand and tap splined end of rotor (58) with
a soft faced hammer; motor will come apart.
motor assembly from housing.
MOTOR ASSEMBLY
Pack open bearings with ARO 33153 grease.
1 Assemble bearing (56) to end plate (55).
_ Assemble end plate (55) to rotor.
_ Coat i.d. of cylinder (62) or (63) with spindle oil 29665 and as-
semble cylinder to end plate (55) aligning air inlet slot of cylinder
and end plate.
_ Coat rotor blades (59) with spindle oil 29665 and insert into rotor
slots (straight side out).
_ Assemble bearing to front end plate and assemble end plate to
rotor and cylinder.
Be sure rotor does not bind Jif rotor binds, tap splined end of rotor
- lightly to loosen).
_ Assemble shield (53) and cap (52) to end plate (55).
_ Assemble motor and spacers (68) and (69) to motor housing.
_ Assemble gearing to tool.
AIR PISTON DISASSEMBLY
Remove gearing and motor assembly as outlined.
1 Remove cover (1). adapter (3), washer (4) and trip bracket (5).
Place valve housing in a suitable holding device with the outer
- sleeve (41) in an upright position.
Using a strap wrench on outer sleeve (41), unthread (L.H. threads)
and CAUTIOUSLY remove outer sleeve straight up and off from
valve housing to prevent bending of air cylinder (35) and damaging the inside diameter.
Handle the air cylinder (35) with care so its fine cylindrical shape
is not distorted in any manner.
If the air cylinder remains inside the outer sleeve when sleeve is
removed, push the piston rod (48) forward then pull it backward.
The cylinder will then extend from the sleeve and can now be
removed.
_ Remove “0” ring (31), bearing race (32) and retaining ring (49).
Push piston rod and motor housing out thru gear end of outer
sleeve. Piston (33) will drop out when motor housing and piston
rod ore removed from outer sleeve.
Insert a suitable rod thru gear end of outer sleeve and push muf-
- fler cop (38) out thru valve end of outer sleeve.
Piston rod (48) and motor housing (51) are secured with a hard
- drying thread adhesive. If it should become necessary to separate
these two parts, heat the threaded area lightly to soften the adhe-
sive and unthread the rod from the housing (R.H. threads).
_ Assemble retaining ring (36), “0” ring (37), “0” ring (39) and
screen (40) to muffler cap (38).
_ Assemble muffler cap (38), screened end first, to-outer sleeve (41)
from end of sleeve with internal threads. Push muffler cap into
sleeve until it bottoms against step in sleeve.
Coat torque pin (42) with grease to retain pin in place and as-
semble inside outer sleeve in hole provided.
_ Assemble “0” ring (50) to piston rod.
Assemble motor housing and piston rod to outer sleeve thru end
of sleeve with external threads and push piston rod thru muffler
cap using care not to damage “0” ring (37) contained in muffler
cap. Align slot in motor housing with torque pin (42).
Assemble seals (34) to piston (33) with lips of seals facing away
- from each other.
Assemble piston (33) to piston rod (48) and push piston on rod
until it seats against “O” ring (50) and step on rod.
_ Assemble retaining ring (49) to groove in piston rod securing piston
on rod.
_ Assemble bearing race (32) and “0” ring (31) to piston rod and
slide them on rod until they seat against retaining ring (49).
Clamp valve housing (10) in a suitable holding device with the
-threaded end of housing upright.
_ Coat i.d. of air cylinder (35) with “0” ring lubricant 36460 ond
place air cylinder on valve housing (10) over “O” ring (28).
Using core not to damage “O” rings (11) contained in housing,
insert piston rod (48) thru housing and carefully locate outer sleeve
over air cylinder and thread sleeve to housing. Tighten securely
using a strap wrench.
Assemble motor, gearing, trip bracket and components and as-
-
semble cover (1) to housing.
VALVE HOUSING DISASSEMBLY
The valve body (14), feed control valves (23) and button bleed valves
(25) can be serviced without removing outer sleeve from valve housing. To gain access to check valves (17) and components or “0” rings
(11), follow disassembly procedure for removing the air piston.
_ Remove both caps (12) and “0” rings (13)-models 8245-B( )-( )
Push valve body (14) out thru housing. Handle valve body with
-
reasonable care so the o.d. of valve is not damaged.
_ Button bleed valves (25) need not be removed except for
replacement.
l
VALVE HOUSING ASSEMBLY
Replace all “O” rings with new ones.
1 Assemble “0” rings (22) to needle valves (23) and assemble nee-
dle valves to housing.
_ Assemble plate (97) to housing, securing with screws (98).
Lubricate “O” ring (15) with 36460 lubricant and assemble to valve
-
body - models 8245-B( )-() only.
_ Assemble valve body to housing and assemble caps (12) with “0”
rings (13) to housing.
If check valve(s) (17) have been removed, assemble “0” ring(s)
- (16) to valve(s) and assemble valve(s) to housing.
Assemble spring(s) (18) to housing.
-
Assemble “O” ring (20) to screw plug (21) and assemble to
- housing.
_ Assemble screw plug (19) to housing - models 8245-B( )-( ) only.
_ Assemble outer sleeve and components to housing as described
in air piston assembly section.
AIR PISTON ASSEMBLY
NOTICE: When a part containing “O” rings has been removed from
tool, it is recommended that the “0” rings be replaced with new ones
4
 Loading...
Loading...