

Page 1
Model 649A03
Bearing Fault Detector PLUS
Installation and Operating Manual
For assistance with the operation of this product,
contact PCB Piezotronics, Inc.
Toll-free: 800-959-4464
24-hour SensorLine: 716-684-0001
Fax: 716-684-3823
E-mail: imi@pcb.com
Web: www.imi-sensors.com
Page 2
Service, Repair, and Return
Policies and Instructions
The information contained in this document supersedes all similar information that
may be found elsewhere in this manual.
Service – Due to the sophisticated
nature of the sensors and associated
instrumentation provided by PCB
Piezotronics, user servicing or repair is
not recommended and, if attempted,
may void the factory warranty. Routine
maintenance, such as the cleaning of
electrical connectors, housings, and
mounting surfaces with solutions and
techniques that will not harm the
physical material of construction, is
acceptable. Caution should be observed
to ensure that liquids are not permitted
to migrate into devices that are not
hermetically sealed. Such devices
should only be wiped with a dampened
cloth and never submerged or have
liquids poured upon them.
Repair – In the event that equipment
becomes damaged or ceases to
operate, arrangements should be made
to return the equipment to PCB
Piezotronics for repair. User servicing or
repair is not recommended and, if
attempted, may void the factory
warranty.
Calibration – Routine calibration of
sensors and associated instrumentation
is recommended as this helps build
confidence in measurement accuracy
and acquired data. Equipment
calibration cycles are typically
established by the users own quality
regimen. When in doubt about a
calibration cycle, a good “rule of thumb”
is to recalibrate on an annual basis. It is
also good practice to recalibrate after
exposure to any severe temperature
extreme, shock, load, or other
environmental influence, or prior to any
critical test.
PCB Piezotronics maintains an ISO9001 certified metrology laboratory and
offers calibration services, which are
accredited by A2LA to ISO/IEC 17025,
with full traceability to SI through
N.I.S.T. In addition to the normally
supplied calibration, special testing is
also available, such as: sensitivity at
elevated or cryogenic temperatures,
phase response, extended high or low
frequency response, extended range,
leak testing, hydrostatic pressure
testing, and others. For information on
standard recalibration services or
special testing, contact your local PCB
Piezotronics distributor, sales
representative, or factory customer
service representative.
Returning Equipment – Following
these procedures will ensure that your
returned materials are handled in the
most expedient manner. Before
returning any equipment to PCB
Piezotronics, contact your local
distributor, sales representative, or
factory customer service representative
to obtain a Return Warranty, Service,
Repair, and Return Policies and
Instructions Materials Authorization
(RMA) Number. This RMA number
should be clearly marked on the outside
of all package(s) and on the packing
Page 3
list(s) accompanying the shipment. A
detailed account of the nature of the
problem(s) being experienced with the
equipment should also be included
inside the package(s) containing any
returned materials.
A Purchase Order, included with the
returned materials, will expedite the
turn-around of serviced equipment. It is
recommended to include authorization
on the Purchase Order for PCB to
proceed with any repairs, as long as
they do not exceed 50% of the
replacement cost of the returned
item(s). PCB will provide a price
quotation or replacement
recommendation for any item whose
repair costs would exceed 50% of
replacement cost, or any item that is not
economically feasible to repair. For
routine calibration services, the
Purchase Order should include
authorization to proceed and return at
current pricing, which can be obtained
from a factory customer service
representative.
Contact Information – International
customers should direct all inquiries to
their local distributor or sales office. A
complete list of distributors and offices
can be found at www.pcb.com.
Customers within the United States may
contact their local sales representative
or a factory customer service
representative. A complete list of sales
representatives can be found at
www.pcb.com. Toll-free telephone
numbers for a factory customer service
representative, in the division
responsible for this product, can be
found on the title page at the front of this
manual. Our ship to address and
general contact numbers are:
PCB Piezotronics, Inc.
3425 Walden Ave.
Depew, NY14043 USA
Toll-free: (800) 828-8840
24-hour SensorLineSM: (716) 684-0001
Website: www.pcb.com
E-mail: info@pcb.com
Page 4
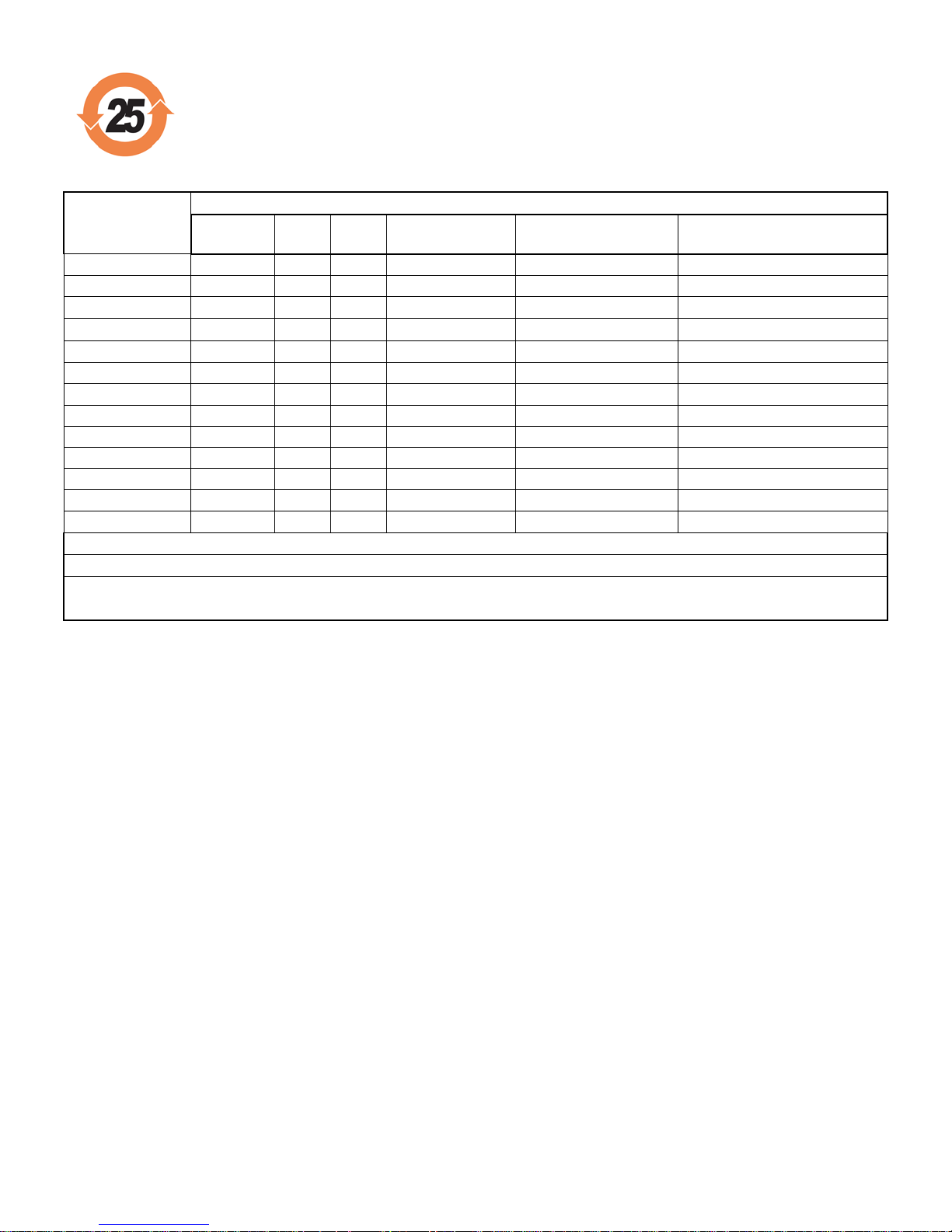
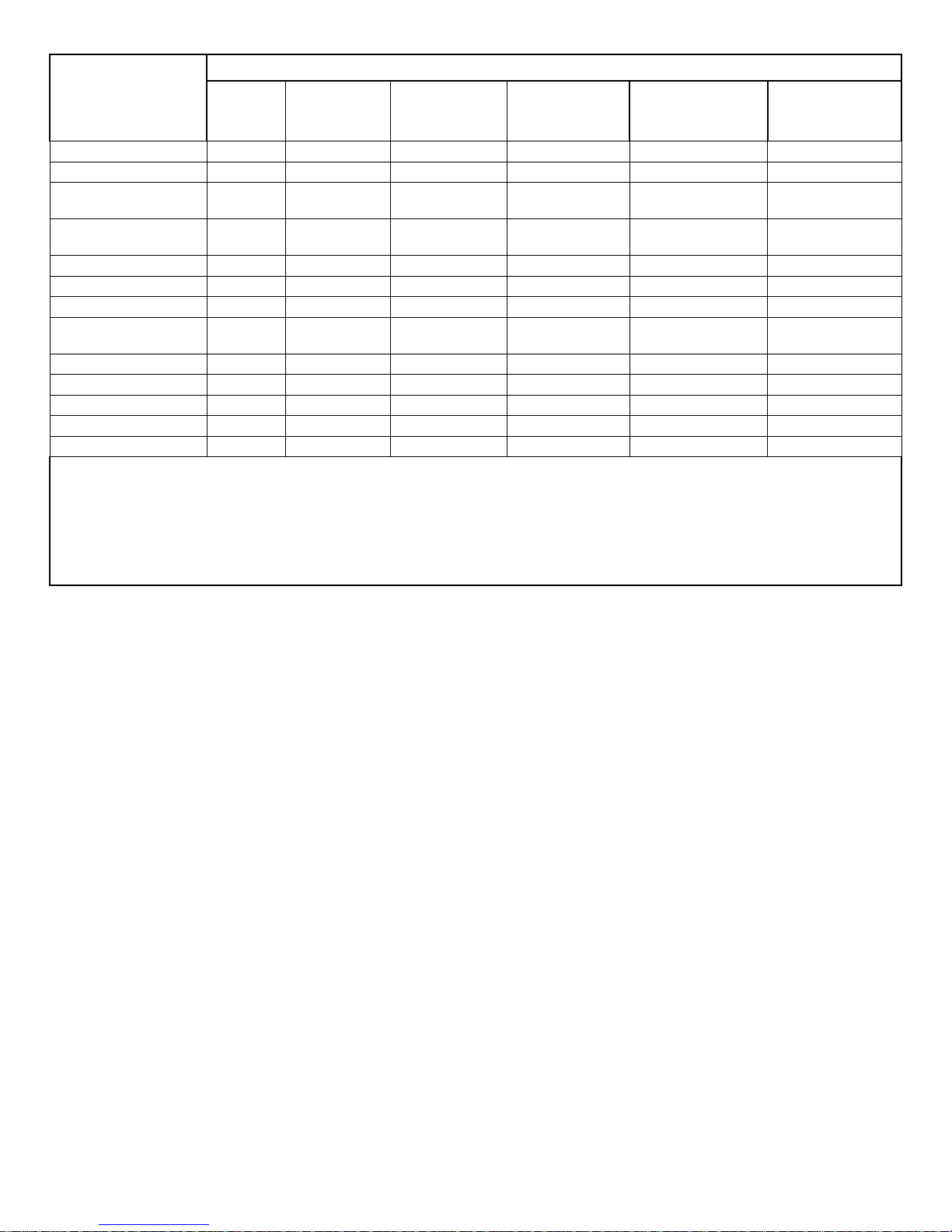
PCB工业监视和测量设备 - 中国RoHS2公布表
PCB Industrial Monitoring and Measuring Equipment - China RoHS 2 Disclosure Table
部件名称
有害物质
铅 (Pb)
汞
(Hg)
镉
(Cd)
六价铬 (Cr(VI))
多溴联苯 (PBB)
多溴二苯醚 (PBDE)
住房
O O O
O O O
PCB板
X O O
O O O
电气连接器
O O O
O O O
压电晶体
X O O
O O O
环氧
O O O
O O O
铁氟龙
O O O
O O O
电子
O O O
O O O
厚膜基板
O O X
O O O
电线
O O O
O O O
电缆
X O O
O O O
塑料
O O O
O O O
焊接
X O O
O O O
铜合金/黄铜
X O O
O O O
本表格依据 SJ/T 11364 的规定编制。
O: 表示该有害物质在该部件所有均质材料中的含量均在 GB/T 26572 规定的限量要求以下。
X: 表示该有害物质至少在该部件的某一均质材料中的含量超出 GB/T 26572 规定的限量要求。
铅是欧洲RoHS指令2011/65/ EU附件三和附件四目前由于允许的豁免。
CHINA RoHS COMPLIANCE
Page 5
Component Name
Hazardous Substances
Lead
(Pb)
Mercury
(Hg)
Cadmium
(Cd)
Chromium VI
Compounds
(Cr(VI))
Polybrominated
Biphenyls
(PBB)
Polybrominated
Diphenyl
Ethers (PBDE)
Housing O O O O O O
PCB Board
X O O O O
O
Electrical
Connectors
O O O O O
O
Piezoelectric
Crystals
X O O O O
O
Epoxy O O O O O O
Teflon O O O O O O
Electronics
O O O O O
O
Thick Film
Substrate
O O X O O
O
Wires O O O O O O
Cables X O O O O O
Plastic O O O O O O
Solder X O O O O O
Copper Alloy/Brass
X O O O O
O
This table is prepared in accordance with the provisions of SJ/T 11364.
O: Indicates that said hazardous substance contained in all of the homogeneous materials for this part is below the limit
requirement of GB/T 26572.
X: Indicates that said hazardous substance contained in at least one of the homogeneous materials for this part is above
the limit requirement of GB/T 26572.
Lead is present due to allowed exemption in Annex III or Annex IV of the European RoHS Directive 2011/65/EU.
DOCUMENT NUMBER: 21354
DOCUMENT REVISION: D
ECN: 46162
Page 6

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
(CS)649AX3-Series Bearing Fault Detector PLUS (BFD+)
Operating Guide with Enclosed Warranty Information
3425 Walden Avenue, Depew, New York 14043-2495
Phone (716) 684-0003
Fax (716) 684-3823
Toll Free Line 1-800-959-4IMI
MANUAL NUMBER: 45611
MANUAL REVISION: E
ECN NUMBER: 46421
Page 7

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Table of Contents
Introduction ...................................................................................................................................................... Page 3
General Features
Operating Principles ........................................................................................................................................ Page 4
Outputs
Installation ........................................................................................................................................................ Page 7
Direct Adhesive Mount
Standard Stud Mount
Adhesive Stud Mount
Magnetic Mount
Wiring ............................................................................................................................................................. Page 11
Programming Software ................................................................................................................................... Page12
Program Installation
Running the Software
Programming Sections
Reading and Writing Parameters
Parameter Options
Portable 4-20 mA Loop Calibrator ................................................................................................................. Page 18
Cable Ordering Information ........................................................................................................................... Page 19
ESD Sensitivity .............................................................................................................................................. Page 20
Warranty, Service & Return Procedure .......................................................................................................... Page 21
Customer Service .......................................................................................................................................... Page 21
PAGE 2
Page 8
SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Introduction
The (CS)649AX3-Series Bearing Fault Detector PLUS is a USB-programmable, loop-powered device with 420mA output, all contained in typical vibration sensor housing. It is specifically designed to provide early warning
of typical ball/rolling element bearing faults such as cracked races, spalling, brinelling and looseness. It has five
modes of detection that are user-selectable by a simple software program through a PC’s USB port- RMS
Acceleration, True Peak Acceleration, Compensated Peak Acceleration, Crest Factor and Crest Factor Plus.
Every BFD+ is factory-programmed. See Page 16 for more information.
General Features
Embedded piezoelectric accelerometer for improved accuracy and frequency response.
Field-programmable vibration range for true peak acceleration, RMS acceleration, compensated peak
acceleration (peak acceleration with correction), crest factor or crest factor plus.
Easily interfaces with existing process control and predictive maintenance equipment.
Rugged stainless steel, hermetically-sealed construction for applications in harsh environments.
PAGE 3
Page 9

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Operating Principles
A block diagram is shown above. BFD+ includes an embedded piezoelectric sensor that generates a voltage
output that is proportional to the sensed vibration. The output of the sensor is passed through a band-pass filter
(250 Hz to 10+ kHz) and then an amplifier. The signal is then passed through a high-speed peak detector and
through another band-pass filter (2.5 kHz to 10+kHz) or directly to a true RMS detector.
The high-speed peak detector and RMS detector monitor the continuous vibration signal and hold the highest
values seen within the sample window. The peak and RMS values are passed through the analog-to-digital
convertor to the central processing unit. The sensor output is a 4-20 mA current proportional to measured
parameter based on the USB programmed settings.
Figure 1 – Block Diagram
PAGE 4
Page 10

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Outputs
True Peak Acceleration
Details: This is the highest acceleration value captured within the sampling window.
The acceleration signal used for this output is high pass filtered at 250 Hz.
Best Uses: This is the best and most commonly used method for early detection of bearing wear for fixed
speed machinery. The peak capture and high pass filtering provide values that strongly correlate to the
severity of cracks, spalling or brinelling. The short pulse cause by these faults has low energy compared
to the overall broadband vibration, and therefore would typically get lost in a traditional RMS
measurement.
RMS Acceleration
Details: This is the arithmetic average of all values captured within the sampling window.
The acceleration signal used for this output is high pass filtered at 2500 Hz.
Best Uses: RMS Acceleration can be used when it is preferred to run a bearing close to failure before
raising an alarm. It is also helpful for processes which involve violent impacting and short, high-amplitude
Compensated Peak Acceleration (Peak Acceleration with Correction)
Crest Factor
pulses that can transfer through the machinery to the bearing. In these cases, using the RMS
Acceleration output avoids false trips caused by these high-energy, short duration vibrations. The True
Peak Acceleration output may increase greatly with one of these impacts, but the RMS Acceleration will
not significantly increase.
Details: This is a normalized ratio of the acceleration of impacts within the bearing to the linear speed of
the rolling element passing over a defect. This uses the speed and diameter of the bearing that were
programmed into the sensor to determine the linear velocity of the rolling element. The output is a unit-
less severity scale from 1 to 16.
The acceleration signals used for this output are high pass filtered at 250 Hz.
Best Uses: Compensated Peak Acceleration is most helpful for when the user has various size and speed
machinery for which they would like to monitor the rolling element bearings. By normalizing the output
using the shock pulse method described above, the values will be similar for machines with the same
bearing condition, even if these machines vary greatly in size and speed. Therefore a single alarm limit
can be set in the control system for all monitored bearings across different pieces of machinery.
Details: This is the ratio of True Peak to RMS Acceleration. Therefore this value increases as the
amplitude of high-frequency impacts in the bearing increase compared to the amplitude of broadband
overall vibration. The output is a unit-less severity scale from 1 to 16. The acceleration signals used for
this output are high pass filtered at 250 Hz.
Best Uses: Crest Factor is better suited for variable speed machinery because the ratio of Peak to RMS
acceleration should not vary much at different speeds. This is due to the fact that both will increase as
speed increases; however, only True Peak Acceleration will increase if the fault severity increases in the
early stages of bearing failure. Please note that once the bearing condition is poor enough, the fault
vibrations will actually start to cause the RMS Acceleration value to increase, and therefore the Crest
Factor starts to decrease as the condition gets worse. Trending this Crest Factor value can capture that
decrease and still provide accurate awareness of the bearing condition. If you are not able to trend these
values or would like a similar output that always increases as bearing condition worsens, consider using
the Crest Factor + output described below.
PAGE 5
Page 11

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Scaled Output (1-16)
Bearing Condition
1 to 5
Good
6 to 11
Satisfactory
12 to 15
Unsatisfactory
Above 15
Unacceptable
Crest Factor Plus
Details: This is similar to Crest Factor Plus, but the output has been adjusted such that the value always
increases as the bearing condition gets worse. This uses a sum of Crest Factor, RMS Acceleration, and
True Peak Acceleration. These are weighted differently such that the sum of the three always increases
as bearing condition gets worse, even if 1 value decreases. This primarily corrects for the fact that Crest
Factor decreases when the fault is very severe. By adding RMS Acceleration into the equation, the
decreasing Crest Factor is counteracted by the increasing RMS Acceleration as bearing condition is very
poor. The output is a unit-less severity scale from 1 to 16.
The acceleration signals used for this output are high pass filtered at 250 Hz.
Best Uses: Crest Factor Plus is best suited for variable speed machinery when trending is not possible or
not desired. The value will always increase over the entire life cycle of the bearing as its condition
worsens. This allows the user to simply set an alarm value for the severity scale and not worry about
keeping historical data for trend monitoring.
Figure 2 – Bearing Condition Guide for
Compensated Peak Acceleration, Crest Factor and Crest Factor Plus
PAGE 6
Page 12

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Installation
When choosing a mounting method, consider closely the advantages and disadvantages of each technique.
Typical mounting types are stud, direct adhesive, adhesive mounting base and magnetic mounting base. Stud
mounting is highly recommended for the BFD+ since it has a frequency response upwards of 10 kHz and most of
the output signals are directly related to high frequency energy. Model CS649A93 has a ¼” NPT mounting thread.
Direct Adhesive Mount Procedure
For restrictions of space or for convenience, most sensors (with the exception of integral stud models) can be
adhesive-mounted directly to the machine surface.
Step 1: Prepare a smooth, flat mounting surface. A minimum surface finish of 63 µin (0.00016 mm)
generally works best.
Step 2: Place a small portion of adhesive on the underside of the sensor. Firmly press down on the top of
Figure 3 – Direct Adhesive Mounting
the assembly to displace any adhesive. Be aware that excessive amounts of adhesive can make sensor
removal difficult.
PAGE 7
Page 13

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
¼-28 Stud
¼-28 Captive Screw
A (in)
0.250
0.250
B (in)
0.350
0.350
Torque (ft-lb)
2 to 5
2 to 5
Standard Stud Mount Procedure
This mounting technique requires smooth, flat contact surfaces for proper operation and is recommended for
permanent and/or secure installations. Stud mounting is also recommended when testing at high frequencies.
Note: Do not attempt mounting on curved, rough or uneven surfaces, as the potential for misalignment and
limited contact surface may significantly reduce the sensor’s upper operating frequency range.
Step 1: First, prepare a smooth, flat mounting surface and then drill and tap a mounting hole in the center
of this area. A precision-machined mounting surface with a minimum finish of 63 µin (0.00016 mm) is
recommended. (If it is not possible to properly prepare the machine surface, consider using an adhesive
mounting pad as a possible alternative.) Inspect the area, checking that there are no burrs or other
foreign particles interfering with the contact surface.
Step 2: Wipe clean the mounting surface and spread on a light film of grease, oil or similar coupling fluid
prior to installation. Adding a coupling fluid improves vibration transmissibility by filling small voids in the
mounting surface and increasing the mounting stiffness. For semi-permanent mounting, substitute epoxy
or another type of adhesive.
Step 3: Hand-tighten the sensor/mounting stud to the machine, and then secure the sensor with a torque
wrench to the mounting surface by applying the recommended mounting torque (see enclosed
specification data sheet for proper mounting torque). It is important to use a torque wrench during this
step. Under-torqueing the sensor may not adequately couple the device; over-torqueing may result in
stud failure and possibly permanent damage.
Figure 4 – Mounting Surface Preparation Figure 5 – Mounting Surface Lubrication
PAGE 8
Page 14

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Adhesive Stud Mount Procedure
Adhesive mounting is often used for temporary installation or when the machine surface cannot be adequately
prepared for stud mounting. Adhesives like hot glue or wax work well for temporary mounts; two-part epoxies and
quick-bonding gels provide a more permanent mount.
Note: Adhesively mounted sensors often exhibit a reduction in high-frequency range. Generally, smooth
surfaces and stiff adhesives provide the best frequency response. Contact the factory for recommended epoxies.
This method involves attaching a base to the machine surface, then securing the sensor to the base. This allows
for easy removal of the accelerometer.
Step 1: Prepare a smooth, flat mounting surface. A minimum surface finish of 63 µin (0.00016 mm)
generally works best.
Step 2: Stud-mount the sensor to the appropriate adhesive mounting base according to the guidelines set
forth in Steps 2 and 3 of the Standard Stud Mount Procedure.
Step 3: Place a small portion of adhesive on the underside of the mounting base. Firmly press down on
the assembly to displace any extra adhesive remaining under the base.
Figure 6 – Adhesive Installation of Mounting Base
PAGE 9
Page 15

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Magnetic Mount Procedure
Magnetic mounting provides a convenient means for making portable measurements and is commonly used for
machinery monitoring and other portable or trending applications.
Note: The correct magnet choice and an adequately prepared mounting surface are critical for obtaining reliable
measurements, especially at high frequencies. Poor installations can cause as much as a 50% drop in the sensor
frequency range.
Not every magnet is suitable for all applications. For example, rare earth magnets are commonly used because
of their high strength. Flat magnets work well on smooth, flat surfaces, while dual-rail magnets are required for
curved surfaces. In the case of non-magnetic or rough surfaces, it is recommended that the user first weld, epoxy
or otherwise adhere a steel mounting pad to the test surface. This provides a smooth and repeatable location for
mounting.
Figure 7 – Magnet Types
Step 1: After choosing the correct magnet, inspect the unit to verify that the mounting surfaces are flat
and smooth.
Step 2: Stud-mount the accelerometer to the appropriate magnet according to the guidelines set forth in
Steps 2 and 3 of the Standard Stud Mount Procedure.
Step 3: Prepare a smooth, flat mounting surface. A minimum surface finish of 63 µin [0.00016 mm]
generally works best. After cleaning the surface and checking for burrs, wipe on a light film of silicone
grease, machine oil or similar-type coupling fluid.
Step 4: Mount the magnet/sensor assembly to the prepared test surface by gently “rocking” or “sliding” it
into place.
Note: Magnetically mounting accelerometers carelessly has the potential to generate very high (and very
damaging) g levels. To prevent damage, install the assembly gently. If unsure, please contact the factory for
assistance.
PAGE 10
Page 16

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
V IR
If R ohmsand I mA thenV VDC 500 6 3,
Wiring
BFD+ operates from a standard 2-wire, 4-20mA loop. If using a loop powered unit, attach the positive (+) input
from the power supply to Pin A on the sensor and the negative (-) input from the power supply to Pin of the
sensor.
Figure 8 – Loop-Powered Wiring Figure 9 – Loop-Powered Wiring with DC Source
If using a standard DC power supply, install either an ammeter and/or load resistor in line with the output.
The resistor will generate a DC voltage that is proportional to current by:
Note:
- Resistor value must be less than: (Vsupply – 12) x 50.
- For integral cable sensors: RED wire is positive, BLUE wire is negative.
- For flying lead sensors: RED wire in positive, BLACK wire is negative.
PAGE 11
Page 17

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Programming Software
The BFD+ can be user-programmed with either of two optional programming kits, Model 600A21 (non-ROHS
compliant) or Model 600A35 (ROHS compliant). Both kits include a USB programmer cable/dongle (Model
600A21 kit includes Model 070A89 cable; Model 600A35 kit includes Model 070A103 cable), software (Model
EE225) and terminal block/integral cable adapter (Model 042M17). The software can also be downloaded from
IMI’s website, www.pcb.com. This software must be installed prior to connecting the BFD+ to the computer using
the USB programmer cable. The software includes both the drivers and user interface needed for programming
the BFD+. During initial installation, you may need administrative rights for the computer in order to install the
drivers. Once installed, administrative rights are not required for use.
Figure 10 – Model 600A21/600A35 USB Programmer Kit
Program Installation
Installing the Software and USB Driver: Insert the software CD provided into the CD drive. The software will start
the installation automatically if your PC is set to auto-install applications. If not, browse the CD and click on
Setup.exe to start the installation process. The default installation directory is C:\PCB\EE225. It is recommended
to use the default setting.
The installer will first install the software and then the WinUSB device driver. This device driver is required for the
programmer software to communicate with the 070A89 or 070A103 USB programmer cable.
The following screens will be displayed when the installer starts. Click the Next button to proceed from step to
step.
Figure 11 – Install Location Screen
PAGE 12
Page 18

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Figure 12 – National Instruments Software License Agreement
Figure 13 – Installation Verification Screen
Figure 14 – Installation Complete Screen
PAGE 13
Page 19

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
After the software completes, the USB driver installer will start automatically. The initial USB installer will look
similar to the one below.
Figure 15 – WinUSB Driver Installation Screen
The drivers will now be properly installed and you should get the following screen. Click “Finish”. The software is
now ready to use.
Figure 16 – WinUSB Driver Installation Complete Screen
PAGE 14
Page 20

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Running the Software
Connect the USB programmer cable to a USB port on the PC and then run the software from the Start | All
Programs | PCB EE225 Software menu item.
Initially the screen will appear as in Error! Reference source not found. with a yellow bar and status indicating
‘Initializing…’ followed by the message: “Connecting to USB Dongle…”.
Figure 17 – Software While Connecting to USB Programmer Cable
Once the connection is made the bar at the top of the screen will turn green and the status will indicate “USB
Connection Success - Select a device”. If the software and USB programmer cable fail to connect, remove and
reinsert the USB programmer cable.
Figure 18 – Software After Connecting to USB Programmer Cable
PAGE 15
Page 21

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
To select a device, click on the Device Select pull down menu and select the device you’d like to program. In this
case, select 649A03.
Figure 19 – Device Selection
Once a product is selected, the software will prompt you to confirm connection of the sensor to the PC using the
USB programmer cable. Click OK to proceed.
While the software is establishing communication with the sensor, the status will display ‘Checking Status…’ and
the colored indicator box next to the status will alternate between red and yellow. This will take approximately 15
seconds. Once communication is established, the indicator box will turn green and the software will read the
sensors current settings and data. The fields presented in the main body of the screen will be specific to the
selected sensor.
Figure 20 – Sensor Connection Screen
PAGE 16
Page 22

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Programming Sections
The screen has three sections:
649A03 Sensor Data – This section displays the current vibration data in g’s peak, g’s RMS and HF g’s
RMS (g’s RMS with 2.5 kHz high-pass filter applied)
Actual 649A03 Settings – This section shows the settings currently programmed in the sensor.
649A03 Settings to Write – This section shows the options for programming the sensor.
Figure 21 – Typical Screen After Successful Parameter Read
Reading and Writing Parameters
Reading Parameters - To read the current sensor settings, click the Read Parameters button. This
operation takes approximately 45 seconds to complete.
Transferring Actual Settings to Settings to Write Field - Use the ‘>>>’ button to transfer all Actual Settings
to the Settings to Write fields.
Writing Parameters- Select the appropriate mode and enter any pertinent parameter information. Click the
Set Parameters button. This causes the settings to be sent to the sensor and then read back and
displayed in the Actual 649A03 mode.
Figure 22 – Transferring Actual Settings to Settings to Write Field
PAGE 17
Page 23

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Machinery
Type
Output
Signal
Programmable
Parameter(s)
Range for Programmable
Parameter(s)
Constant Speed
Peak Acceleration
Full scale measurement range
2-50 g
19.61-490.33 m/s2
RMS Acceleration
Full scale measurement range
2-50 g
19.61-490.33 m/s2
Peak Acceleration
with Correction
Bearing diameter
1.57-19.98 in
40-500 mm
Rotation speed
600-4,800 RPM
Variable Speed
Crest Factor
N/A
N/A
Crest Factor Plus
N/A
N/A
Parameter Options
There are several parameters that can be programmed to optimize performance of the Bearing Fault Detector
Plus. At any point during the programming process, the values can be changed between imperial and metric
measurements by clicking the Units dropdown in the top navigation menu and then selecting the appropriate
measurement type.
Unless otherwise specified, the sensor comes from the factory with a default setting of peak acceleration output
with a full scale of 8g peak.
PAGE 18
Page 24

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Portable 4-20 mA Loop Calibrator
The loop calibrator (Model 699A05) provides 24V loop power and displays the transmitters electrical current
output. This can be used with the sensor for measuring baseline values. Visit www.pcb.com for more information
on the loop calibrator.
Figure 23 – Loop Calibrator
PAGE 19
Page 25

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Cable Ordering Information
Listed below are some of the more popular cables for use with BFD+. For additional information on cable options,
visit www.pcb.com and click on the “Cables & Connectors” tab or call IMI for assistance.
IMI Part Number: 052 BR 010 BZ
Cable Model Series
052 Polyurethane, Shielded, Twisted Pair
048 Armored Polyurethane, Shielded, Twisted Pair
Switch Connector Type
AE 2 socket MIL type with environmental boot
BP 2 socket MIL type high temp with strain relief
BR 2 socket MIL type molded composite
BQ 2 socket MIL type molded composite, right angle
Cable Length
010 10 feet
020 20 feet
030 30 feet
040 40 feet
050 50 feet
XXX Any length
Cable termination
BZ Blunt Cut
PAGE 20
Page 26

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Warning 1 – ESD sensitivity
personnel. This product is intended for use by qualified personnel who recognize shock hazards and are familiar
with the safety precautions required to avoid injury.
Warning 2 – ESD sensitivity
This equipment is designed with user safety in mind; however, the protection provided by the equipment may be
impaired if the equipment is used in a manner not specified by PCB Piezotronics, Inc.
Caution 1 – ESD sensitivity
Cables can kill your equipment. High voltage electrostatic discharge (ESD) can damage electrical devices.
Similar to a capacitor, a cable can hold a charge caused by triboelectric transfer, such as that which occurs in the
following:
Laying on and moving across a rug,
Any movement through air,
The action of rolling out a cable, and/or
Contact with a non-grounded person.
The PCB solution for product safety:
Connect the cables only with the AC power off.
Temporarily “short” the end of the cable before attaching it to any signal input or output.
Caution 2 – ESD sensitivity
ESD considerations should be made prior to performing any internal adjustments on the equipment. Any
piece of electronic equipment is vulnerable to ESD when opened for adjustments. Internal adjustments should
therefore be done ONLY at an ESD-safe work area. Many products have ESD protection, but the level of
protection may be exceeded by extremely high voltage.
PAGE 21
Page 27

SENSORS AND INSTRUMENTATION FOR MACHINE CONDITION MONITORING
Warranty
IMI instrumentation is warranted against defective material and workmanship for 1 year unless otherwise
expressly specified. Damage to instruments caused by incorrect power or misapplication, is not covered by
warranty. If there are any questions regarding power, intended application, or general usage, please consult with
your local sales contact or distributor. Batteries and other expendable hardware items are not covered by
warranty.
Service
Because of the sophisticated nature of IMI instrumentation, field repair is typically NOT recommended and may
void any warranty. If factory service is required, return the instrumentation according to the “Return Procedure”
stated below. A repair and/or replacement quotation will be provided prior to servicing at no charge. Before
returning the unit, please consult a factory IMI applications engineer concerning the situation as certain problems
can often be corrected with simple on-site procedures.
Return procedure
To expedite returned instrumentation, contact a factory IMI applications engineer for a RETURN MATERIAL
AUTHORIZATION (RMA) NUMBER. Please have information available such as model and serial number. Also,
to insure efficient service, provide a written description of the symptoms and problems with the equipment to a
local sales representative or distributor, or contact IMI if none are located in your area.
Customers outside the U.S. should consult their local IMI distributor for information on returning equipment. For
exceptions, please contact the International Sales department at IMI to request shipping instructions and an RMA.
For assistance, please call (716) 684-0003, or fax us at (716) 684-3823. You may also receive assistance via email at imi@pcb.com or visit our web site at www.pcb.com.
Customer Service
IMI, a division of PCB Piezotronics, guarantees Total Customer Satisfaction. If, at any time, for any reason, you
are not completely satisfied with any IMI product, IMI will repair, replace, or exchange it at no charge. You may
also choose to have your purchase price refunded.
IMI offers to all customers, at no charge, 24-hour phone support. This service makes product or application
support available to our customers, day or night, seven days a week. When unforeseen problems or emergency
situations arise, call the IMI Hot Line at (716) 684-0003, and an application specialist will assist you.
PAGE 22
Page 28

Model Number
649A03
BEARING FAULT DETECTOR PLUS
Revision: F
ECN #: 45941
[4]
Performanc
e
ENGLISH S
I
Output(Loop power) 4-20 mA 4-20 mA
Sampling Time 1 sec 1 sec
Measurement Range(HPF 250 Hz) 0-2 to 0-50 g pk 0-2 to 0-50 g pk
[1][2]
Measurement Range(HPF 2500 Hz) 0-2 to 0-50 RMS 0-2 to 0-50 RMS
[1][2]
Compensated Peak(HPF 250 Hz) 1 to 16 1 to 16
Crest Factor(HPF 250 Hz) 1 to 16 1 to 16
[1]
Crest Factor Plus(HPF 250 Hz) 1 to 16 1 to 16
[1]
Bearing Diameter 1.57 to 19.69 in 40 to 500 mm
Bearing Rotation Speed 600 to 4800 RPM 10 to 80 Hz
Linearity(Loop powered) 10 % 10 %
Environmenta
l
Temperature Range -40 to 212 °F -40 to 100 °C
Storage Temperature Range -40 to 257 °F -40 to 125 °C
Electrica
l
Excitation Voltage 15 to 30 VDC 15 to 30 VDC
Load Resistance 50(Vs-15) Ohm 50(Vs-15) Ohm
Electrical Isolation >10^8 Ohm >10^8 Ohm
Physica
l
Size (Height x Hex) 2.60 in x 1.25 in 66 mm x 32 mm
Weight 5.7 oz 162 gm
[3]
Mounting Thread 1/4 - 28 UNF 1/4 - 28 UNF
Mounting Torque 3 to 5 ft-lb 4 to 7 Nm
Sensing Element Piezoelectric Accelerometer Piezoelectric Accelerometer
Housing Material Stainless Steel Stainless Steel
Sealing Welded Hermetic Welded Hermetic
Electrical Connector 2-Pin MIL-C-5015 2-Pin MIL-C-5015
Electrical Connection Position Top Top
Electrical Connections(Pin A) 4-20 mA Pos (+) 4-20 mA Pos (+)
Electrical Connections(Pin B) 4-20 mA Neg (-) 4-20 mA Neg (-)
Overload Limit (Shock) 5000 g pk 49,050 m/s² pk
All specifications are at room temperature unless otherwise specified.
In the interest of constant product improvement, we reserve the right to change specifications without
notice.
ICP
®
is a registered trademark of PCB Group, Inc.
OPTIONAL VERSIONS
Optional versions have identical specifications and accessories as listed for the standard model
except where noted below. More than one option may be used.
C
S
- Canadian Standards Association Approved Intrinsically Safe
M - Metric Mount
Supplied Accessory : Model M081A61 Mounting Stud 1/4-28 to M6 X 1 (1)
NOTES
:
[1] Customer programmable parameters
[2] With 0.1g Step
[3] Typical.
[4] See PCB Declaration of Conformance PS124 for details
.
SUPPLIED ACCESSORIES:
Model 081A41 Mounting stud 1/4-28 socket head set screw brass tip stainless steel 5/8" long
(1)
Entered: LK Engineer: NJF Sales: M
C
Approved: NJF Spec Number:
Date: 9/12/2016 Date: 9/12/2016 Date: 9/12/2016 Date: 9/12/2016
45609
3425 Walden Avenue, Depew, NY 14043
Phone: 800-959-4464
Fax: 716-684-3823
E-Mail: imi@pcb.com
Page 29

PCB Piezotronics Inc. claims proprietary rights in
2
the information disclosed hereon. Neither it nor any
reproduction thereof will be disclosed to others
without the written consent of PCB Piezotronics Inc.
0
RELATED DRAWING
1
NO MODIFICATIONS PERMITTED
6
WITHOUT THE APPROVAL OF
5
THE AUTHORIZED PERSON
4
REVISIONS
REV DESCRIPTION DIN
C ADDED RELATED BLOCK 43847
1
1.25 [31.8] HEX
1.34 [34.1]
ACROSS CORNERS
B B
PINS ARE BI-POLAR
MIL-C-5015 CONNECTOR
2 PIN RECEPTACLE
1.24 [31.5]
2.6 [66]
1.87 [47.5]
.80 [20.3]
.20 [5.1]
.920 [23.37]
1/4-28 UNF - 2B
1
A A
1
MODEL 081A40 MOUNTING STUD SUPPLIED AS STANDARD. FOR M PREFIXES (M649A03)
1
MODEL M081A61 (M6 X 1.0 TO
UNLESS OTHERWISE SPECIFIED TOLERANCES ARE:
DIMENSIONS IN INCHES
DECIMALS XX ±.03
ANGLES 2 DEGREES
XXX ±.010
FILLETS AND RADII
.003 - .005
DIMENSIONS IN MILLIMETERS
[ IN BRACKETS ]
DECIMALS X ± 0.8
ANGLES 2 DEGREES
FILLETS AND RADII
0.07 - 0.13
2
-28) MOUNTING STUD REPLACES 081A40.
4
DRAWN CHECKED ENGINEER
XX ± 0.25
TITLE
10/15/15
BB
ECB
10/15/15
OUTLINE DRAWING
MODEL (CS)649A03
BEARING FAULT DETECTOR PLUS
GGS
10/15/15
3425 WALDEN AVE. DEPEW, NY 14043
(716) 684-0001 E-MAIL: sales@pcb.com
IDENT. NO.
52681
SCALE: SHEET
FULL
45610
1 OF 1
DWG. NO.
CODE
1
 Loading...
Loading...